UNIVERSITAS GUNADARMA FAKULTAS TEKNOLOGI INDUSTRI
|
|
|
- Liani Sudirman
- 6 tahun lalu
- Tontonan:
Transkripsi

1 UNIVERSITAS GUNADARMA FAKULTAS TEKNOLOGI INDUSTRI ANALISIS SISTEM PENGUKURAN CYLINDER HEAD DENGAN MENGGUNAKAN GAGE REPEATABILITY DAN REPRODUCIBILITY PADA PT. ASTRA HONDA MOTOR Disusun Oleh : Nama : Ghina Anggraini NPM : Jenjang/Jurusan: S1-Teknik Industri Pembimbing : Rossi S. Wahyuni, ST. MT. Diajukan Guna Melengkapi Sebagian Syarat Dalam Mencapai Gelar Sarjana Strata Satu (S1) Depok 2012



2 LATAR BELAKANG Tujuan Penelitian 1. Mengetahui persentase variasi hasil pengukuran oleh 1 operator saat menggunakan alat ukur yang sama, mengetahui persentase variasi hasil pengukuran yang dihasilkan dari beberapa operator dalam mengukur produk cylinder head menggunakan alat ukur yang sama, mengetahui persentase gage repeatability dan reproducibility, dan mengetahui persentase variasi yang dihasilkan oleh part pada cylinder head diameter 28 m dan 37 mm. 2. Mengetahui apakah sistem pengukuran (manusia, alat ukur, dan produk) yang dilakukan oleh perusahaan sudah baik atau tidak.

 yang dilakukan oleh perusahaan sudah baik atau tidak. Studi Pustaka Pengumpulan Data awal: 1.")
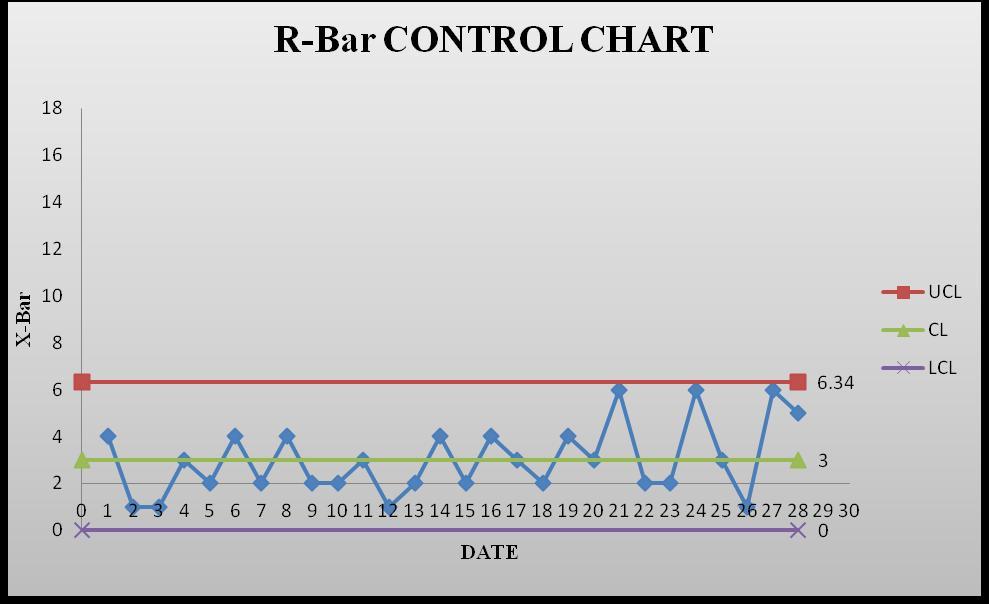
3 Mulai Tujuan Penelitian 1. Mengetahui prosentase variasi hasil pengukuran oleh 1 operator saat menggunakan alat ukur yang sama, mengetahui prosentase variasi hasil pengukuran yang dihasilkan dari beberapa operator dalam mengukur produk cylinder head menggunakan alat ukur yang sama, mengetahui prosentase gage repeatability dan reproducibility, dan mengetahui prosentase variasi yang dihasilkan oleh part pada cylinder head diameter 28 m dan 37 mm. 2. Mengetahui apakah sistem pengukuran (manusia, alat ukur, dan produk) yang dilakukan oleh perusahaan sudah baik atau tidak. Studi Pustaka Pengumpulan Data awal: 1. Data hasil produksi cylinder head shift 1 2. Data cacat / reject next proses produksi cylinder head bagian machining Menentukan dan menganalisa data 5 cacat / reject next proses terbesar pada produksi cylinder head dengan menggunakan diagram pareto Menganalisa data reject terbesar dengan menggunakan peta kendali X-bar dan R-bar A
4
")

5 OP A-B (Mesin20 40 A-B) A-B) OP A-B-C (Mesin (Mesin 3050 A-B) A-B-C)

 Valve OP Fitting 80")

 OP 70 A-B-C (Mesin 70")
6 PROSES PRODUKSI Press Plug cone (Pemasangan Plug Cone dengan cara ditekan) OP Seat 60 Ring (Mesin dan Guide 60) Valve OP Fitting 80 (Mesin (Pemasangan 80) Seat Ring dan Leak Tester Material (Pemeriksaan Material) Guide Valve) OP 70 A-B-C (Mesin 70 A-B-C) OP 90 (Mesin 90)


 (Pemasangan")
 Valve) Press")
7 Chamfering dan Reaming (Tepi Miring dan Assymble Leak Final Tester Inspection Memperbesar Washing Valve Valve (Pembersihan) (Pemasangan (Pemeriksaan Lubang) Valve) Akhir) Valve) Press Retainer Valve (Pemasangan coter)

8 sampel Sampel = 9,9=10


9 DATA REJECT
10
11


12 GRR SAMPEL 10 PENGULANGAN 3 KALI OPERATOR 3 ORANG
13 Part name Specification Issued by Cylinder head Characteristic Diameter Equipment Name Appraiser A (g) Appraiser B (g) Appraiser C (g) Putut Yanto Agus Air Micro Test Date Ghina Anggraini 21 Juli 2012 Appraiser/ Part Trial # AVERAGE A average X-bar a = range R-bar a = B average X-bar b = range R-bar b = C average X-bar c = range R-bar c = work ave x-barbar = Rp = (Rbar a + Rbar b + Rbar c) / (# of Operator) = Rbarbar R-barbar = (Max Xbar - Min Xbar) = Xbar diff Xbar diff = (Rbarbar D4 (2,58)) = UCLr UCLr = (Rbarbar D3 (0)) = LCLr LCLr = 0.000
14 Rbarbar X-bar diff USL Rp sample 10 Trials 3 LSL Measurement Unit Analysis % Total Variation (TV) Repeatability - Equipment Variation (EV) EV = R x K 1 = Trials K1 %EV = 100 * (EV / TV) = 81.4% K1= Reproducibility - Appraiser Variation (AV) AV = SQRT { (Xbar diff * K2)^2 - (EV^2/nr) } %AV = 100 * (AV / TV) = = 20.7% Operators K2 In case of 3 operators K2= K2= Repeatability & Reproducibility (GRR) GR&R SQRT (EV^2 + AV^2) %R&R= 100 * (R&R / TV) Parts K3 = = 84.3% Part Variation (PV) PV = (Rp) * (K3) %PV = 100 * (PV / TV) = = 53.8% Total Variation (TV) Number of Distinct Categories K3= TV = SQRT (R&R^2 + PV^2) ndc= 1.41 * (PV / R&R) = = 0.90
15 Result %EV 81.4% %AV 20.7% %R&R 84.3% Unaccept %PV 53.8% ndc 1 Unaccept
16 Part name Specification Issued by Cylinder head Characteristic Diameter Equipment Name Appraiser A (g) Appraiser B (g) Appraiser C (g) Putut Yanto Agus Test Date Air Micro Ghina Anggraini 21 Juli 2012 Appraiser/ Part Trial # AVERAGE A average X-bar a = range R-bar a = B average X-bar b = range R-bar b = C average X-bar c = range R-bar c = work ave x-barbar = Rp = (Rbar a + Rbar b + Rbar c) / (# of Operator) = Rbarbar R-barbar = (Max Xbar - Min Xbar) = Xbar diff Xbar diff = (Rbarbar D4) = UCLr UCLr = (Rbarbar D3) = LCLr LCLr =
17 Rbarbar X bar diff USL Rp sample 10 Trials 3 LSL Measurement Unit Analysis % Total Variation (TV) Repeatability - Equipment Variation (EV) EV = R x K * (EV / TV) Trials K1 %EV = = = 57.1% K1= Reproducibility - Appraiser Variation (AV) AV = SQRT { (Xbar diff * K2)^2 - (EV^2/nr) } 100 * (AV / TV) %AV = = = 2.8% Operators K2 In case of 3 operators K2= K2= Repeatability & Reproducibility (GRR) GR&R SQRT (EV^2 + AV^2) 100 * (R&R / TV) %R&R = Parts K3 = = 63.6% Part Variation (PV) PV = (Rp) * (K3) * (PV / TV) %PV = = = 77.2% Total Variation (TV) Number of Distinct Categories K3= TV = SQRT (R&R^2 + PV^2) ndc= 1.41 * (PV / R&R) = = 1.71
18 Result %EV 57.1% %AV 2.8% %R&R 63.6% Unaccept %PV 77.2% ndc 2 Unaccept
 sebesar 81,4%, Persentase AV (variasi yang disebabkan operator) sebesar sebesar 20,7% Persentase GRR (variasi yang disebabkan")
 sebesar 57,1%, Persentase AV (variasi yang disebabkan operator) sebesar sebesar 2,8% Persentase")
19 KESIMPULAN 1. Persentase EV (variasi yang disebabkan alat ukur) sebesar 81,4%, Persentase AV (variasi yang disebabkan operator) sebesar sebesar 20,7% Persentase GRR (variasi yang disebabkan alat ukur dan operator sebesar 84,3% dan Persentase PV (variasi yang dihasilkan oleh produk) sebesar 53,8% diameter 28 mm. Sedangkan pada diameter 37 mm Persentase EV (variasi yang disebabkan alat ukur) sebesar 57,1%, Persentase AV (variasi yang disebabkan operator) sebesar sebesar 2,8% Persentase GRR (variasi yang disebabkan alat ukur dan operator sebesar 63,6% dan Persentase PV (variasi yang dihasilkan oleh produk) sebesar 77,2% 2. Sistem pengukuran baik pada alat ukur operator, mesin adalah tidak layak.

20 SARAN 1. Pelatihan terhadap operator yang melakukan pengukuran serta mengawasi di line 1, 2, 3. Pelatihan dilaksanakan setiap periode agar dapat memonitoring dari hasil kemampuan operator, sehingga mengindari kesalahan dalam bekerja. 2. Kalibrasi terhadap alat ukur lebih diperhatikan kembali. Kalibrasi yang dilakukan PT.ASTRA HONDA MOTOR dilaksanakan per3bulan sekali. Selama proses 3 bulan tersebut pengecekan dan pemeliharan alat ukur serta tools yang digunakan di mesin-mesin produksi cylinder head lebih diperketat. Agar kalibrasi tersebut tetap terjaga dengan baik dan tidak mengganggu produksi akibat alat ukur yang tidak lagi sesuai sebelum masa kalibrasi selesai. 3.Letakkan display yang sesuai SOP perusahaan untuk melaksanakan pengukuran dengan baik. Dilakukannya monitoring setiap 1jam sekali terhadap operator-operator yang sedang bekerja.



21
BAB V ANALISA DAN HASIL
 BAB V ANALISA DAN HASIL 5.1 Pembahasan Diawali dari tahap pengumpulan data masalah produk NG selama priode Juli 2016 sampai dengan Desember 2016 yang didapatkan dari data departemen quality control. Data
BAB V ANALISA DAN HASIL 5.1 Pembahasan Diawali dari tahap pengumpulan data masalah produk NG selama priode Juli 2016 sampai dengan Desember 2016 yang didapatkan dari data departemen quality control. Data
BAB 4 HASIL DAN PEMBAHASAN
 BAB 4 HASIL DAN PEMBAHASAN 4. Hasil Pengumpulan Data Pada penelitian ini penerapan MSA dilakukan pada tiga karakteristik produk yaitu berat grid, berat jenis acid dan tebal grid. Pengukuran berat grid
BAB 4 HASIL DAN PEMBAHASAN 4. Hasil Pengumpulan Data Pada penelitian ini penerapan MSA dilakukan pada tiga karakteristik produk yaitu berat grid, berat jenis acid dan tebal grid. Pengukuran berat grid
BAB 2 LANDASAN TEORI
 BAB LANDASAN TEORI.1 Pengertian Pengukuran Untuk mendapatkan produk yang berkualitas tidak hanya memerlukan rancangan produk yang bagus sesuai dengan fungsi namun juga memerlukan rancangan proses pembuatan
BAB LANDASAN TEORI.1 Pengertian Pengukuran Untuk mendapatkan produk yang berkualitas tidak hanya memerlukan rancangan produk yang bagus sesuai dengan fungsi namun juga memerlukan rancangan proses pembuatan
Tabel Nilai Kapabilitas, Repeatability dan Bias Pengukuran Gap antar Tube Side B Cg 1,42 1,45 1,69 0,62 0,59 0,97
 MSA TIPE I 27 Tabel Nilai Kapabilitas, Repeatability dan Bias Pengukuran Gap antar Tube Side B Cg = Kapabilitas potensial Cgk = Kapabilitas Actual EV = Equitment Variation (Repeatability) Operator A Operator
MSA TIPE I 27 Tabel Nilai Kapabilitas, Repeatability dan Bias Pengukuran Gap antar Tube Side B Cg = Kapabilitas potensial Cgk = Kapabilitas Actual EV = Equitment Variation (Repeatability) Operator A Operator
UNIVERSITAS GUNADARMA FAKULTAS TEKNOLOGI INDUSTRI
 UNIVERSITAS GUNADARMA FAKULTAS TEKNOLOGI INDUSTRI Nama PROSES PEMESINAN CRANKCASE TIPE CB 150R DI PT. ASTRA HONDA MOTOR : Ega Febi Kusmawan NPM : 22411331 Jurusan : Teknik Mesin Pembimbing : Eko Susetyo
UNIVERSITAS GUNADARMA FAKULTAS TEKNOLOGI INDUSTRI Nama PROSES PEMESINAN CRANKCASE TIPE CB 150R DI PT. ASTRA HONDA MOTOR : Ega Febi Kusmawan NPM : 22411331 Jurusan : Teknik Mesin Pembimbing : Eko Susetyo
Measurement System Analysis Repeatability dan Reproducibility (Gauge R&R) Studi Kasus: PT. Gaya Motor (Astra Group)
 Studi Kasus: PT. Gaya Motor (Astra Group)") Measurement System Analysis Repeatability dan Reproducibility (Gauge R&R) Studi Kasus: PT. Gaya Motor (Astra Group) Ni Putu Wansri Septia Dewi dan Haryono Jurusan Statistika, Fakultas Matematika dan Ilmu
Measurement System Analysis Repeatability dan Reproducibility (Gauge R&R) Studi Kasus: PT. Gaya Motor (Astra Group) Ni Putu Wansri Septia Dewi dan Haryono Jurusan Statistika, Fakultas Matematika dan Ilmu
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA
 BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1 Pengumpulan Data Data-data yang diambil diantaranya adalah gambaran umum perusahaan, data actual hasil pengukuran dan produk defect yaitu dari bulan Juli sampai
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1 Pengumpulan Data Data-data yang diambil diantaranya adalah gambaran umum perusahaan, data actual hasil pengukuran dan produk defect yaitu dari bulan Juli sampai
Kata Kunci Bivariat POBREP, Measurement System Analysis, Number of Distinct Category, Repeatability dan Reproducibility, Study Variation, Tolerance.
 1 PENERAPAN MEASUREMENT SYSTEM ANALYSIS UNIVARIAT DAN BIVARIAT PROCESS ORIENTED BASIS REPRESENTATION PADA PENGUKURAN GAP ANTAR TUBE DI PT ALSTOM POWER ESI Luh Made Pramitasari, Dr. Muhammad Mashuri, MT.
1 PENERAPAN MEASUREMENT SYSTEM ANALYSIS UNIVARIAT DAN BIVARIAT PROCESS ORIENTED BASIS REPRESENTATION PADA PENGUKURAN GAP ANTAR TUBE DI PT ALSTOM POWER ESI Luh Made Pramitasari, Dr. Muhammad Mashuri, MT.
BAB 4 PENGUMPULAN DAN PENGOLAHAN DATA
 BAB 4 PENGUMPULAN DAN PENGOLAHAN DATA 4.1 Aspek Pasar 4.1.1 Potensi Pasar Aspek pasar adalah salah satu faktor dominan dalam penentuan suatu proyek atau investasi yang akan dilakukan. PT. Astra Honda Motor
BAB 4 PENGUMPULAN DAN PENGOLAHAN DATA 4.1 Aspek Pasar 4.1.1 Potensi Pasar Aspek pasar adalah salah satu faktor dominan dalam penentuan suatu proyek atau investasi yang akan dilakukan. PT. Astra Honda Motor
IMPLEMENTASI ISO/TS 16949:2009
 Yusak Setiawan., et al./ Implementasi ISO/TS 16949:2009/ Jurnal Titra, ol. 1, No. 1, Januari 2013, pp. 21-26 IMPLEMENTASI ISO/TS 16949:2009 Yusak Setiawan 1, Drs. Jani Rahardjo, MBA. 2 Abstrak: PT. X merupakan
Yusak Setiawan., et al./ Implementasi ISO/TS 16949:2009/ Jurnal Titra, ol. 1, No. 1, Januari 2013, pp. 21-26 IMPLEMENTASI ISO/TS 16949:2009 Yusak Setiawan 1, Drs. Jani Rahardjo, MBA. 2 Abstrak: PT. X merupakan
Diajukan Guna Melengkapi Sebagian Syarat Dalam Mencapai Gelar Sarajana Strata Satu (S1)
") USULAN PERBAIKAN KUALITAS PRODUK PENYANGGA AKI MOTOR HONDA VARIO TECHNO PART STAY D ECCU MENGGUNAKAN METODE DMAIC PADA PT. ADHI WIJAYACITRA Nama : Muhammad Robiesa Npm : 30409301 Jurusan : Teknik Industri
USULAN PERBAIKAN KUALITAS PRODUK PENYANGGA AKI MOTOR HONDA VARIO TECHNO PART STAY D ECCU MENGGUNAKAN METODE DMAIC PADA PT. ADHI WIJAYACITRA Nama : Muhammad Robiesa Npm : 30409301 Jurusan : Teknik Industri
Universitas Bina Nusantara
 Universitas Bina Nusantara Jurusan Teknik Industri Fakultas Teknik Skripsi Strata 1 - Semester Ganjil tahun 2005 / 2006 IDENTIFIKASI DAN PENGENDALIAN CACAT BLACK SURFACE PADA PROSES MACHINING CYLINDER
Universitas Bina Nusantara Jurusan Teknik Industri Fakultas Teknik Skripsi Strata 1 - Semester Ganjil tahun 2005 / 2006 IDENTIFIKASI DAN PENGENDALIAN CACAT BLACK SURFACE PADA PROSES MACHINING CYLINDER
BAB 4 HASIL DAN PEMBAHASAN. Secara garis besar flow proses pembuatan produk Cylinder Comp. tipe GN5
 BAB 4 HASIL DAN PEMBAHASAN 4.1 Proses Pembuatan Produk Cylinder Comp. Secara garis besar flow proses pembuatan produk Cylinder Comp. tipe GN5 (Astrea Supra dan Honda Win) dari awal kedatangan part sampai
BAB 4 HASIL DAN PEMBAHASAN 4.1 Proses Pembuatan Produk Cylinder Comp. Secara garis besar flow proses pembuatan produk Cylinder Comp. tipe GN5 (Astrea Supra dan Honda Win) dari awal kedatangan part sampai
PENERAPAN REPEATABILITY AND REPRODUCIBILITY (MSA GAUGE R&R) PADA PRODUK LAMPU DI PT. X
 PADA PRODUK LAMPU DI PT. X") 1 PENERAPAN REPEATABILITY AND REPRODUCIBILITY (MSA GAUGE R&R PADA PRODUK LAMPU DI PT. X Anggrek Ayu Puspasari dan Sri Mumpuni Retnaningsih Jurusan Statistika, Fakultas Matematika dan Ilmu Pengetahuan Alam,
1 PENERAPAN REPEATABILITY AND REPRODUCIBILITY (MSA GAUGE R&R PADA PRODUK LAMPU DI PT. X Anggrek Ayu Puspasari dan Sri Mumpuni Retnaningsih Jurusan Statistika, Fakultas Matematika dan Ilmu Pengetahuan Alam,
BAB IV HASIL DAN PEMBAHASAN. selama proses analisa perbaikan, antara lain adalah : penyelesaian masalah terhadap semua kasus klaim yang masuk.
 BAB IV HASIL DAN PEMBAHASAN 4.1. Pengumpulan Data Untuk mempermudah identifikasi masalah, langkah pertama yang dilakukan adalah melakukan pengumpulan data. Data yang dikumpulkan dan digunakan sebagai latar
BAB IV HASIL DAN PEMBAHASAN 4.1. Pengumpulan Data Untuk mempermudah identifikasi masalah, langkah pertama yang dilakukan adalah melakukan pengumpulan data. Data yang dikumpulkan dan digunakan sebagai latar
PROSES MACHINING CYLINDER BLOCK NON FERO SUZUKI APV DI PT.SUZUKI INDOMOBIL MOTOR. NAMA : Defirst Ijwa Anugrah NPM :
 PROSES MACHINING CYLINDER BLOCK NON FERO SUZUKI APV DI PT.SUZUKI INDOMOBIL MOTOR NAMA : Defirst Ijwa Anugrah NPM : 21410759 LATAR BELAKANG Cylinder block merupakan komponen utama dari sebuah engine yang
PROSES MACHINING CYLINDER BLOCK NON FERO SUZUKI APV DI PT.SUZUKI INDOMOBIL MOTOR NAMA : Defirst Ijwa Anugrah NPM : 21410759 LATAR BELAKANG Cylinder block merupakan komponen utama dari sebuah engine yang
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Pengertian Quality Salah satu strategi dan faktor sangat penting yang harus diterapkan pada perusahaan adalah pemenuhan akan quality, baik itu quality product maupun quality akan
BAB II LANDASAN TEORI 2.1 Pengertian Quality Salah satu strategi dan faktor sangat penting yang harus diterapkan pada perusahaan adalah pemenuhan akan quality, baik itu quality product maupun quality akan
BAB 4 PENGUMPULAN DAN ANALISA DATA
 37 BAB 4 PENGUMPULAN DAN ANALISA DATA 4.1 Pengumpulan Data Data-data yang diperlukan dalam pembuatan skripsi ini terdiri dari data primer dan data sekunder. Data primer bertujuan untuk membuktikan adanya
37 BAB 4 PENGUMPULAN DAN ANALISA DATA 4.1 Pengumpulan Data Data-data yang diperlukan dalam pembuatan skripsi ini terdiri dari data primer dan data sekunder. Data primer bertujuan untuk membuktikan adanya
BAB 3 METODOLOGI PEMECAHAN MASALAH
 61 BAB 3 METODOLOGI PEMECAHAN MASALAH 3.1. Model dan Teknik Penyelesaian Masalah Model pengatasan masalah reject dapat digambarkan sebagai berikut: STUDI PUSTAKA TUJUAN PENELITIAN OBSERVASI PERUSAHAAN
61 BAB 3 METODOLOGI PEMECAHAN MASALAH 3.1. Model dan Teknik Penyelesaian Masalah Model pengatasan masalah reject dapat digambarkan sebagai berikut: STUDI PUSTAKA TUJUAN PENELITIAN OBSERVASI PERUSAHAAN
GRAFIKPENGENDALI VARIABEL
 GRAFIKPENGENDALI VARIABEL Grafik pengendali pertamakali diperkenalkan oleh Dr. Walter Andrew Shewhart dari Bell Telephone Laboratories, Amerika Serikat, pada tahun 1924 dengan maksud untuk mengurangi variasi.
GRAFIKPENGENDALI VARIABEL Grafik pengendali pertamakali diperkenalkan oleh Dr. Walter Andrew Shewhart dari Bell Telephone Laboratories, Amerika Serikat, pada tahun 1924 dengan maksud untuk mengurangi variasi.
MEMPELAJARI TEKNIK KESELAMATAN DAN KESEHATAN KERJA PADA PEMBUATAN PART TRANSMISI MACHINING DI PT. MITSUBISHI KRAMA YUDHA MOTORS AND MANUFACTURING
 MEMPELAJARI TEKNIK KESELAMATAN DAN KESEHATAN KERJA PADA PEMBUATAN PART TRANSMISI MACHINING DI PT. MITSUBISHI KRAMA YUDHA MOTORS AND MANUFACTURING Disusun Oleh: Imam Sri Ediyasa 39411234 JURUSAN TEKNIK
MEMPELAJARI TEKNIK KESELAMATAN DAN KESEHATAN KERJA PADA PEMBUATAN PART TRANSMISI MACHINING DI PT. MITSUBISHI KRAMA YUDHA MOTORS AND MANUFACTURING Disusun Oleh: Imam Sri Ediyasa 39411234 JURUSAN TEKNIK
TUGAS AKHIR APLIKASI PENERAPAN STATISTICAL PROSES CONTROL ( SPC ) SEBAGAI ALAT PENGENDALI VARIASI PROSES TREATMENT DI PT. XYZ
 SEBAGAI ALAT PENGENDALI VARIASI PROSES TREATMENT DI PT. XYZ") TUGAS AKHIR APLIKASI PENERAPAN STATISTICAL PROSES CONTROL ( SPC ) SEBAGAI ALAT PENGENDALI VARIASI PROSES TREATMENT DI PT. XYZ Disusun Oleh : Nama : Syahrul NIM : 41607110010 Program Studi : Teknik Industri
TUGAS AKHIR APLIKASI PENERAPAN STATISTICAL PROSES CONTROL ( SPC ) SEBAGAI ALAT PENGENDALI VARIASI PROSES TREATMENT DI PT. XYZ Disusun Oleh : Nama : Syahrul NIM : 41607110010 Program Studi : Teknik Industri
ANALISIS PENGENDALIAN KUALITAS PADA PROSES PRODUKSI POMPA MINYAK MENGGUNAKAN METODE DMAIC
 ANALISIS PENGENDALIAN KUALITAS PADA PROSES PRODUKSI POMPA MINYAK MENGGUNAKAN METODE DMAIC Nama : Ilham Maulana NPM : 33412606 Jurusan : Teknik Industri Pembimbing 1 : Rossi Septy Wahyuni, ST., MT. Pembimbing
ANALISIS PENGENDALIAN KUALITAS PADA PROSES PRODUKSI POMPA MINYAK MENGGUNAKAN METODE DMAIC Nama : Ilham Maulana NPM : 33412606 Jurusan : Teknik Industri Pembimbing 1 : Rossi Septy Wahyuni, ST., MT. Pembimbing
BAB V ANALISA HASIL. 5.1 Analisa Diagram Sebab Akibat. Setelah penulis melakukan observasi ke lapangan serta wawancara secara
 BAB V ANALISA HASIL 5.1 Analisa Diagram Sebab Akibat Setelah penulis melakukan observasi ke lapangan serta wawancara secara langsung dan mendapatkan data lengkap. Kemudian penulis melakukan analisa masalah
BAB V ANALISA HASIL 5.1 Analisa Diagram Sebab Akibat Setelah penulis melakukan observasi ke lapangan serta wawancara secara langsung dan mendapatkan data lengkap. Kemudian penulis melakukan analisa masalah
MEMPELAJARI KESEIMBANGAN LINI PADA PROSES COUNTER LINE MESIN TIPE XD833 CD3 MOTOR SATRIA F150 DI PT. SUZUKI INDOMOBIL MOTOR PLANT CAKUNG
 MEMPELAJARI KESEIMBANGAN LINI PADA PROSES COUNTER LINE MESIN TIPE XD833 CD3 MOTOR SATRIA F150 DI PT. SUZUKI INDOMOBIL MOTOR PLANT CAKUNG Nama : Syaiful Ma arif NPM : 37412250 Jurusan : Teknik Industri
MEMPELAJARI KESEIMBANGAN LINI PADA PROSES COUNTER LINE MESIN TIPE XD833 CD3 MOTOR SATRIA F150 DI PT. SUZUKI INDOMOBIL MOTOR PLANT CAKUNG Nama : Syaiful Ma arif NPM : 37412250 Jurusan : Teknik Industri
BAB V ANALISA DAN PEMBAHASAN. atribut dilakukan dengan menggunakan diagram pareto untuk mengetahui CTW. Circumference RTD
 BAB V ANALISA DAN PEMBAHASAN 5.1 Analisa Pareto Chart Setelah dilakukan pengumpulan data pengolahan data pada bab sebelumnya, maka selanjutnya dilakukan analisa dan pembahasan. Analisa data atribut dilakukan
BAB V ANALISA DAN PEMBAHASAN 5.1 Analisa Pareto Chart Setelah dilakukan pengumpulan data pengolahan data pada bab sebelumnya, maka selanjutnya dilakukan analisa dan pembahasan. Analisa data atribut dilakukan
Universitas Bina Nusantara
 Universitas Bina Nusantara Jurusan Teknik Industri Tugas Akhir Sarjana Semester Genap tahun 2006 / 2007 ANALISA KUALITAS, STUDI KASUS CLAIM PLATE OIL SEPARATOR BOCOR type CUB 100cc di PT. ASTRA HONDA MOTOR
Universitas Bina Nusantara Jurusan Teknik Industri Tugas Akhir Sarjana Semester Genap tahun 2006 / 2007 ANALISA KUALITAS, STUDI KASUS CLAIM PLATE OIL SEPARATOR BOCOR type CUB 100cc di PT. ASTRA HONDA MOTOR
Disusun Guna Melengkapi Sebagian Syarat Dalam Mencapai Gelar Sarjana Strata Satu ( S1 ) JAKARTA 2015
 JAKARTA 2015") USULAN PERBAIKAN KUALITAS PERCETAKAN BUKU YASIN DENGAN MENGGUNAKAN METODE DMAIC Nama : Andi Putra Pratama NPM : 30411742 Jurusan : Teknik Industri Pembimbing 1 : Dr. Ir. Sudaryanto, MSc. Pembimbing 2 :
USULAN PERBAIKAN KUALITAS PERCETAKAN BUKU YASIN DENGAN MENGGUNAKAN METODE DMAIC Nama : Andi Putra Pratama NPM : 30411742 Jurusan : Teknik Industri Pembimbing 1 : Dr. Ir. Sudaryanto, MSc. Pembimbing 2 :
BAB V PEMBAHASAN. 5.1 Temuan Utama Temuan utama dari Penelitian ini adalah sebagai berikut:
 BAB V PEMBAHASAN Tujuan dari penelitian dengan judul Analisis Pengendalian Dan Perbaikan Kualitas Proses Produksi Dengan Metode Statistical Process Control (SPC) di PT. Surya Toto Indonesia, Tbk. adalah
BAB V PEMBAHASAN Tujuan dari penelitian dengan judul Analisis Pengendalian Dan Perbaikan Kualitas Proses Produksi Dengan Metode Statistical Process Control (SPC) di PT. Surya Toto Indonesia, Tbk. adalah
PENGENDALIAN KUALITAS PT AHM DENGAN MENGGUNAKAN ISO/TS 16949: 2002 UNTUK MENCEGAH KOMPONEN VALVE INLET BENGKOK PADA MOTOR SUPRA KHUSUSNYA MESIN NF100
 PENGENDALIAN KUALITAS PT AHM DENGAN MENGGUNAKAN ISO/TS 1699: UNTUK MENCEGAH KOMPONEN VALVE INLET BENGKOK PADA MOTOR SUPRA KHUSUSNYA MESIN NF1 (Studi Kasus Valve Inlet Bengkok di PT Astra Honda Motor) Naniek
PENGENDALIAN KUALITAS PT AHM DENGAN MENGGUNAKAN ISO/TS 1699: UNTUK MENCEGAH KOMPONEN VALVE INLET BENGKOK PADA MOTOR SUPRA KHUSUSNYA MESIN NF1 (Studi Kasus Valve Inlet Bengkok di PT Astra Honda Motor) Naniek
PROSES PEMESINAN FRONT AXLE TYPE TD STD FE7. Nama : Ismail nur Dwianto NPM : Jurusan : Teknik Mesin Pembimbing : Irwansyah, ST., MT.
 PROSES PEMESINAN FRONT AXLE TYPE TD STD FE7 Nama : Ismail nur Dwianto NPM : 23411729 Jurusan : Teknik Mesin Pembimbing : Irwansyah, ST., MT. Latar Belakang Front Axle merupakan unit poros penggerak roda
PROSES PEMESINAN FRONT AXLE TYPE TD STD FE7 Nama : Ismail nur Dwianto NPM : 23411729 Jurusan : Teknik Mesin Pembimbing : Irwansyah, ST., MT. Latar Belakang Front Axle merupakan unit poros penggerak roda
BAB 2 TINJAUAN PUSTAKA DAN DASAR TEORI
 BAB 2 TINJAUAN PUSTAKA DAN DASAR TEORI 2.1. Tinjauan Pustaka Pada sub bab ini akan dibahas mengenai penelitian-penelitian yang telah dilakukan oleh peneliti sebelumnya. Penelitian terdahulu merupakan penelitian
BAB 2 TINJAUAN PUSTAKA DAN DASAR TEORI 2.1. Tinjauan Pustaka Pada sub bab ini akan dibahas mengenai penelitian-penelitian yang telah dilakukan oleh peneliti sebelumnya. Penelitian terdahulu merupakan penelitian
BAB III METODOLOGI PEMECAHAN MASALAH. terlebih dahulu sebelum melakukan pemecahan masalah yang sedang dibahas,
 BAB III METODOLOGI PEMECAHAN MASALAH Metodologi pemecahan masalah merupakan tahap-tahap yang harus dilalui terlebih dahulu sebelum melakukan pemecahan masalah yang sedang dibahas, sehingga pemecahan masalah
BAB III METODOLOGI PEMECAHAN MASALAH Metodologi pemecahan masalah merupakan tahap-tahap yang harus dilalui terlebih dahulu sebelum melakukan pemecahan masalah yang sedang dibahas, sehingga pemecahan masalah
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA
 BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1 Pengumpulan Data Berdasarkan dari hasil pengamatan dan pemeriksaan yang telah dilakukan pada proses produksi wafer stick selama 3 bulan. Maka diketahui data sebagai
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1 Pengumpulan Data Berdasarkan dari hasil pengamatan dan pemeriksaan yang telah dilakukan pada proses produksi wafer stick selama 3 bulan. Maka diketahui data sebagai
MATERI VI DIAGRAM SEBAB AKIBAT DIAGRAM PARETO. By : Moch. Zen S. Hadi, ST Communication Digital Lab.
 MATERI VI DIAGRAM SEBAB AKIBAT DIAGRAM PARETO By : Moch. Zen S. Hadi, ST Communication Digital Lab. DIAGRAM SEBAB AKIBAT DIAGRAM SEBAB AKIBAT/TULANG IKAN / FISHBONE / ISHIKAWA Adalah satu alat dalam menganalisa
MATERI VI DIAGRAM SEBAB AKIBAT DIAGRAM PARETO By : Moch. Zen S. Hadi, ST Communication Digital Lab. DIAGRAM SEBAB AKIBAT DIAGRAM SEBAB AKIBAT/TULANG IKAN / FISHBONE / ISHIKAWA Adalah satu alat dalam menganalisa
BAB V. Analisa dan Pembahasan Masalah
 67 BAB V Analisa dan Pembahasan Masalah 5.1 Analisa Masalah Setelah dilakukan pengolahan data dengan menggunakan Diagram Pareto, dan Peta Kendali (p-chart) pada bab sebelumnya, maka pada bab ini akan dilakukan
67 BAB V Analisa dan Pembahasan Masalah 5.1 Analisa Masalah Setelah dilakukan pengolahan data dengan menggunakan Diagram Pareto, dan Peta Kendali (p-chart) pada bab sebelumnya, maka pada bab ini akan dilakukan
BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISIS DATA
 BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISIS DATA 4.1 Pengumpulan Data Data yang digunakan untuk membuat peta kontrol merupakan data pengukuran dimensi pada kabel jenis NYFGbY antara bulan April 007 sampai
BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISIS DATA 4.1 Pengumpulan Data Data yang digunakan untuk membuat peta kontrol merupakan data pengukuran dimensi pada kabel jenis NYFGbY antara bulan April 007 sampai
BAB III PENGUMPULAN DAN PENGOLAHAN DATA
 BAB III PENGUMPULAN DAN PENGOLAHAN DATA Pengumpulan data dilakukan di perusahaan manufaktur piston selama bulan Desember 2009 sampai Januari 2010. Piston Federal Izumi khusus diciptakan sebagai suku cadang
BAB III PENGUMPULAN DAN PENGOLAHAN DATA Pengumpulan data dilakukan di perusahaan manufaktur piston selama bulan Desember 2009 sampai Januari 2010. Piston Federal Izumi khusus diciptakan sebagai suku cadang
Review QUIZ ( 10 menit )
") Lecture 4 Control Chart for Variables - 1 1 Review QUIZ ( 10 menit ) Sebutkan pembagian penyebab variasi pada proses manufaktur? Berikan contoh? Kapan proses disebut in control dan kapan out of control?
Lecture 4 Control Chart for Variables - 1 1 Review QUIZ ( 10 menit ) Sebutkan pembagian penyebab variasi pada proses manufaktur? Berikan contoh? Kapan proses disebut in control dan kapan out of control?
III Control chart for variables. Pengendalian Kualitas TIN-212
 III Control chart for variables Pengendalian Kualitas TIN-212 Common dan Assignable causes of variation Variabilitas dapat dibagi ke dalam dua kategori: 1. Common causes of variation. Variasi ini merupakan
III Control chart for variables Pengendalian Kualitas TIN-212 Common dan Assignable causes of variation Variabilitas dapat dibagi ke dalam dua kategori: 1. Common causes of variation. Variasi ini merupakan
UNIVERSITAS GUNADARMA FAKULTAS TEKNOLOGI INDUSTRI
 UNIVERSITAS GUNADARMA FAKULTAS TEKNOLOGI INDUSTRI PENULISAN ILMIAH/ LAPORAN KERJA PRAKTEK PROSES PRODUKSI HOSE INLET PIPE PADA MOBIL MITSUBISHI DI PT. TJOKRO BERSAUDARA KOMPONENINDO Nama : Abi Wiranto
UNIVERSITAS GUNADARMA FAKULTAS TEKNOLOGI INDUSTRI PENULISAN ILMIAH/ LAPORAN KERJA PRAKTEK PROSES PRODUKSI HOSE INLET PIPE PADA MOBIL MITSUBISHI DI PT. TJOKRO BERSAUDARA KOMPONENINDO Nama : Abi Wiranto
PROSES PEMBUATAN ROUGH GUIDE DI PT. ARTECH PRESISI MESINDO NAMA: DENNI HARTONO NPM :
 PROSES PEMBUATAN ROUGH GUIDE DI PT. ARTECH PRESISI MESINDO NAMA: DENNI HARTONO NPM : 21412840 UNIVERSITAS GUNADARMA FAKULTAS TEKNOLOGI INDUSTRI PENULISAN ILMIAH/ LAPORAN KERJA PRAKTEK PROSES PEMBUATAN
PROSES PEMBUATAN ROUGH GUIDE DI PT. ARTECH PRESISI MESINDO NAMA: DENNI HARTONO NPM : 21412840 UNIVERSITAS GUNADARMA FAKULTAS TEKNOLOGI INDUSTRI PENULISAN ILMIAH/ LAPORAN KERJA PRAKTEK PROSES PEMBUATAN
MEMPELAJARI PENGENDALIAN KUALITAS FR DOOR OUTER RH KIJANG INNOVA PADA PT. TOYOTA MOTOR MANUFACTURING INDONESIA
 MEMPELAJARI PENGENDALIAN KUALITAS FR DOOR OUTER RH KIJANG INNOVA PADA PT. TOYOTA MOTOR MANUFACTURING INDONESIA Nama : Aan Andri Yana NPM : 30411004 Jurusan : Teknik Industri Pembimbing : Dr. Ir. Rakhma
MEMPELAJARI PENGENDALIAN KUALITAS FR DOOR OUTER RH KIJANG INNOVA PADA PT. TOYOTA MOTOR MANUFACTURING INDONESIA Nama : Aan Andri Yana NPM : 30411004 Jurusan : Teknik Industri Pembimbing : Dr. Ir. Rakhma
BAB V ANALISA PEMECAHAN MASALAH
 BAB V ANALISA PEMECAHAN MASALAH 5.1 Analisa Hasil Data Dari hasil pembahasan pada bab pengumpulan dan pengolahan data, dapat diketahui beberapa point penting dalam mengetahui jenis-jenis cacat yang terjadi
BAB V ANALISA PEMECAHAN MASALAH 5.1 Analisa Hasil Data Dari hasil pembahasan pada bab pengumpulan dan pengolahan data, dapat diketahui beberapa point penting dalam mengetahui jenis-jenis cacat yang terjadi
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA. kualitatif. Proses pengumpulan data dilakukan dengan cara mengumpulkan data. 1. Produk : Cairan Rem DOT 3
 BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1. Data Umum Perusahaan Pada bab ini dilakukan pengumpulan data yang berkaitan dengan penelitian, baik yang berkaitan dengan data kuantitatif maupun data yang bersifat
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1. Data Umum Perusahaan Pada bab ini dilakukan pengumpulan data yang berkaitan dengan penelitian, baik yang berkaitan dengan data kuantitatif maupun data yang bersifat
PENINGKATAN PRODUKTIVITAS PADA PRODUKSI CYLINDER HEAD MELALUI PENGURANGAN SHIFT KERJA DENGAN MENGGUNAKAN SIMULASI
 PENINGKATAN PRODUKTIVITAS PADA PRODUKSI CYLINDER HEAD MELALUI PENGURANGAN SHIFT KERJA DENGAN MENGGUNAKAN SIMULASI Keevin Winata, Muhamad Olga Pratama, Muhammad Indra Kurnia, Bahtiar Saleh Abbas Jurusan
PENINGKATAN PRODUKTIVITAS PADA PRODUKSI CYLINDER HEAD MELALUI PENGURANGAN SHIFT KERJA DENGAN MENGGUNAKAN SIMULASI Keevin Winata, Muhamad Olga Pratama, Muhammad Indra Kurnia, Bahtiar Saleh Abbas Jurusan
BAB II GAMBARAN UMUM PERUSAHAAN
 BAB II GAMBARAN UMUM PERUSAHAAN 2.1 Sejarah Perusahaan PT. Astra Honda Motor merupakan pelopor industri sepeda motor di Indonesia. Didirikan pada 11 Juni 1971 dengan nama awal PT. Federal Motor yang sahamnya
BAB II GAMBARAN UMUM PERUSAHAAN 2.1 Sejarah Perusahaan PT. Astra Honda Motor merupakan pelopor industri sepeda motor di Indonesia. Didirikan pada 11 Juni 1971 dengan nama awal PT. Federal Motor yang sahamnya
BAB V HASIL DAN ANALISA
 BAB V HASIL DAN ANALISA Pada bab ini, penulis akan menjabarkan hasil yang di dapat dari pengumpulan dan pengolahan data, serta melakukan analisis terhadap masing-masing hasil tersebut. 5.1. Tahap Define
BAB V HASIL DAN ANALISA Pada bab ini, penulis akan menjabarkan hasil yang di dapat dari pengumpulan dan pengolahan data, serta melakukan analisis terhadap masing-masing hasil tersebut. 5.1. Tahap Define
TERM OF REFERENCE ( TOR ) REPAIR JOURNAL SHAFT
 REPAIR JOURNAL SHAFT") JASA ASSEMBLY PENDAHULUAN/ LATAR BELAKANG Dalam pengoperasian PLTU Paiton unit 1 dan 2, terjadi beberapa kerusakan pada journal shaft assembly. Kerusakan tersebut antara lain terjadinya keausan pada journal
JASA ASSEMBLY PENDAHULUAN/ LATAR BELAKANG Dalam pengoperasian PLTU Paiton unit 1 dan 2, terjadi beberapa kerusakan pada journal shaft assembly. Kerusakan tersebut antara lain terjadinya keausan pada journal
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil dari Pengumpulan Data Untuk mempermudahkan identifikasi masalah langkah pertama yang harus dilakukan adalah melakukan pengumpulan data. Pengumpulan data ini penulis
BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil dari Pengumpulan Data Untuk mempermudahkan identifikasi masalah langkah pertama yang harus dilakukan adalah melakukan pengumpulan data. Pengumpulan data ini penulis
TUGAS SARJANA IDENTIFIKASI SIFAT MEKANIK DAN STRUKTUR MIKRO MATERIAL RING PISTON SEPEDA MOTOR HONDA SUPRA-X
 TUGAS SARJANA IDENTIFIKASI SIFAT MEKANIK DAN STRUKTUR MIKRO MATERIAL RING PISTON SEPEDA MOTOR HONDA SUPRA-X Diajukan untuk memenuhi salah satu syarat akademis dalam menyelesaikan Pendidikan Strata 1 Teknik
TUGAS SARJANA IDENTIFIKASI SIFAT MEKANIK DAN STRUKTUR MIKRO MATERIAL RING PISTON SEPEDA MOTOR HONDA SUPRA-X Diajukan untuk memenuhi salah satu syarat akademis dalam menyelesaikan Pendidikan Strata 1 Teknik
BAB IV HASIL DAN PEMBAHASAN
 17 BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengumpulan Data Penelitian ini terpusat di departemen produksi 2 tempat berlangsungnya proses polishing. Dalam departemen produksi 2 terdapat empat line yaitu
17 BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengumpulan Data Penelitian ini terpusat di departemen produksi 2 tempat berlangsungnya proses polishing. Dalam departemen produksi 2 terdapat empat line yaitu
PENULISAN ILMIAH MEMPELAJARI PENGENDALIAN KUALITAS PRODUK HOUSING CLUTCH DI PT. SUZUKI INDOMOBIL MOTOR PLANT CAKUNG
 PENULISAN ILMIAH MEMPELAJARI PENGENDALIAN KUALITAS PRODUK HOUSING CLUTCH DI PT. SUZUKI INDOMOBIL MOTOR PLANT CAKUNG Disusun Oleh : Nama : Mochammad Brananta Arya Lasmono NPM : 34412653 Jurusan : Teknik
PENULISAN ILMIAH MEMPELAJARI PENGENDALIAN KUALITAS PRODUK HOUSING CLUTCH DI PT. SUZUKI INDOMOBIL MOTOR PLANT CAKUNG Disusun Oleh : Nama : Mochammad Brananta Arya Lasmono NPM : 34412653 Jurusan : Teknik
BAB IV ANALISA DAN PEMBAHASAN
 BAB IV ANALISA DAN PEMBAHASAN Model FAST adalah metode sederhana yang dapat menunjukkan fungsi dan hubungan antar fungsi-fungsi tersebut. Model FAST yang dibuat pada penelitian ini menjelaskan bahwa hasil
BAB IV ANALISA DAN PEMBAHASAN Model FAST adalah metode sederhana yang dapat menunjukkan fungsi dan hubungan antar fungsi-fungsi tersebut. Model FAST yang dibuat pada penelitian ini menjelaskan bahwa hasil
BAB 3 METODOLOGI PENELITIAN
 BAB 3 METODOLOGI PENELITIAN 3.1 Flow Chart Pemecahan Permasalahan Langkah-langkah dalam pernulisan skripsi ini dapat diperhatikan pada gambar flow chart pemecahan masalah sebagai berikut: Start Observasi
BAB 3 METODOLOGI PENELITIAN 3.1 Flow Chart Pemecahan Permasalahan Langkah-langkah dalam pernulisan skripsi ini dapat diperhatikan pada gambar flow chart pemecahan masalah sebagai berikut: Start Observasi
BAB V ANALISA HASIL. 5.1 Analisa Pembuatan Diagram Sebab Akibat. Diagram sebab akibat memperlihatkan hubungan antara permasalahan
 BAB V ANALISA HASIL 5.1 Analisa 5.1.1 Pembuatan Diagram Sebab Akibat Diagram sebab akibat memperlihatkan hubungan antara permasalahan yang dihadapi dengan kemungkinan penyebabnya serta faktor-faktor yang
BAB V ANALISA HASIL 5.1 Analisa 5.1.1 Pembuatan Diagram Sebab Akibat Diagram sebab akibat memperlihatkan hubungan antara permasalahan yang dihadapi dengan kemungkinan penyebabnya serta faktor-faktor yang
PENGENDALIAN PERSEDIAAN BAHAN BAKU DI PT BERKAH ANUGRAH MAKMUR SEJATI DENGAN METODE OPTIMASI ALGORITMA WAGNER-WITHIN
 PENGENDALIAN PERSEDIAAN BAHAN BAKU DI PT BERKAH ANUGRAH MAKMUR SEJATI DENGAN METODE OPTIMASI ALGORITMA WAGNER-WITHIN Disusun Oleh: Nama : Amyra Widya Oktarini NPM : 30412719 Jurusan : Teknik Industri Pembimbing
PENGENDALIAN PERSEDIAAN BAHAN BAKU DI PT BERKAH ANUGRAH MAKMUR SEJATI DENGAN METODE OPTIMASI ALGORITMA WAGNER-WITHIN Disusun Oleh: Nama : Amyra Widya Oktarini NPM : 30412719 Jurusan : Teknik Industri Pembimbing
LAPORAN KERJA PRAKTEK
 LAPORAN KERJA PRAKTEK ANALISA PENGENDALIAN KUALITAS PRODUK DISC BRAKE ROTOR DI PT. BRAJA MUKTI CAKRA Sebagai Syarat Untuk Mengambil Tugas Akhir Sarjana Strata Satu (S1) Program Studi Teknik Industri Disusun
LAPORAN KERJA PRAKTEK ANALISA PENGENDALIAN KUALITAS PRODUK DISC BRAKE ROTOR DI PT. BRAJA MUKTI CAKRA Sebagai Syarat Untuk Mengambil Tugas Akhir Sarjana Strata Satu (S1) Program Studi Teknik Industri Disusun
MEMPELAJARI PENGENDALIAN KUALITAS PADA PROSES PEMBUATAN EXHAUST MANIFOLD TYPE FR (FRONT) DI PT. BRAJA MUKTI CAKRA
 DI PT. BRAJA MUKTI CAKRA") MEMPELAJARI PENGENDALIAN KUALITAS PADA PROSES PEMBUATAN EXHAUST MANIFOLD TYPE FR (FRONT) DI PT. BRAJA MUKTI CAKRA Disusun Oleh: Nama : Asep Darwis Zatnika NPM : 31412199 Kelas : 4ID05 Dosen Pembimbing
MEMPELAJARI PENGENDALIAN KUALITAS PADA PROSES PEMBUATAN EXHAUST MANIFOLD TYPE FR (FRONT) DI PT. BRAJA MUKTI CAKRA Disusun Oleh: Nama : Asep Darwis Zatnika NPM : 31412199 Kelas : 4ID05 Dosen Pembimbing
BAB V ANALISA HASIL. 5.1 Analisa peta kendali dan kapabilitas proses. Dari gambar 4.7 peta kendali X-bar dan R-bar bulan Januari 2013, dapat
 BAB V ANALISA HASIL 5.1 Analisa peta kendali dan kapabilitas proses Dari gambar 4.7 peta kendali X-bar dan R-bar bulan Januari 2013, dapat dijelaskan sebagai berikut: Garis berwarna hijau adalah Mean (rata-rata
BAB V ANALISA HASIL 5.1 Analisa peta kendali dan kapabilitas proses Dari gambar 4.7 peta kendali X-bar dan R-bar bulan Januari 2013, dapat dijelaskan sebagai berikut: Garis berwarna hijau adalah Mean (rata-rata
BAB V HASIL DAN ANALISA
 BAB V HASIL DAN ANALISA 5.1 Analisa Hasil Perhitungan Data Berdasarkan hasil dari pengumpulan dan pengaolahan data menggunakan metode peta kendali P di atas, maka diperoleh hasil dari data yang telah diproses
BAB V HASIL DAN ANALISA 5.1 Analisa Hasil Perhitungan Data Berdasarkan hasil dari pengumpulan dan pengaolahan data menggunakan metode peta kendali P di atas, maka diperoleh hasil dari data yang telah diproses
Peningkatan Kualitas Pada Proses Perakitan Sepatu Dengan Six Sigma
 Peningkatan Kualitas Pada Proses Perakitan Sepatu Dengan Six Sigma Dian F. Hidayat Jurusan Teknik Industri, Universitas Muhammadiyah Tangerang, Tangerang Email: dianfriana@gmail.com Abstract. Six Sigma
Peningkatan Kualitas Pada Proses Perakitan Sepatu Dengan Six Sigma Dian F. Hidayat Jurusan Teknik Industri, Universitas Muhammadiyah Tangerang, Tangerang Email: dianfriana@gmail.com Abstract. Six Sigma
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA
 BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1. PENGUMPULAN DATA 4.1.1. Sejarah Singkat Perusahaan PT. ABC merupakan pelopor industri sepeda motor di Indonesia. Didirikan pada 11 Juni 1971 dengan nama awal
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1. PENGUMPULAN DATA 4.1.1. Sejarah Singkat Perusahaan PT. ABC merupakan pelopor industri sepeda motor di Indonesia. Didirikan pada 11 Juni 1971 dengan nama awal
PENERAPAN METODE DMAIC UNTUK UKURAN PANJANG PRODUK BUSHING DI PT.INDOKARLO PERKASA
 PENERAPAN METODE DMAIC DALAM PENINGKATAN ACCEPTANCE RATE UNTUK UKURAN PANJANG PRODUK BUSHING DI PT.INDOKARLO PERKASA TUGAS AKHIR Oleh FERDIAN HARTOYO 1100001641 YUDHA YUDHISTIRA 1100001843 ANDRY CHANDRA
PENERAPAN METODE DMAIC DALAM PENINGKATAN ACCEPTANCE RATE UNTUK UKURAN PANJANG PRODUK BUSHING DI PT.INDOKARLO PERKASA TUGAS AKHIR Oleh FERDIAN HARTOYO 1100001641 YUDHA YUDHISTIRA 1100001843 ANDRY CHANDRA
BAB IV PEMBAHASAN DAN ANALISIS
 BAB IV PEMBAHASAN DAN ANALISIS 4.1 Pembahasan Kasus tugas besar pengendalian kualitas adalah untuk menguji kualitas dan melihat seberapa besar kecacatan produksi shockbreaker yang dihasilkan oleh PT.Akri.
BAB IV PEMBAHASAN DAN ANALISIS 4.1 Pembahasan Kasus tugas besar pengendalian kualitas adalah untuk menguji kualitas dan melihat seberapa besar kecacatan produksi shockbreaker yang dihasilkan oleh PT.Akri.
ANALISIS PENYEBAB KECACATAN PADA SAAT PROSES ASSEMBLY PEMASANGAN KOMPONEN MESIN MOTOR BERJENIS K15 DENGAN METODE FMEA PADA PT XYZ
 Jurnal Teknik dan Ilmu Komputer ANALISIS PENYEBAB KECACATAN PADA SAAT PROSES ASSEMBLY PEMASANGAN KOMPONEN MESIN MOTOR BERJENIS K15 DENGAN METODE FMEA PADA PT XYZ CAUSES OF DEFECT ANALYSIS IN THE ASSEMBLY
Jurnal Teknik dan Ilmu Komputer ANALISIS PENYEBAB KECACATAN PADA SAAT PROSES ASSEMBLY PEMASANGAN KOMPONEN MESIN MOTOR BERJENIS K15 DENGAN METODE FMEA PADA PT XYZ CAUSES OF DEFECT ANALYSIS IN THE ASSEMBLY
BAB IV ANALISA DAN PENGOLAHAN DATA
 BAB IV ANALISA DAN PENGOLAHAN DATA 4.1 Deskripsi Wheel Wheel / Ban menjadi suatu komponen utama dalam suatu keseluruhan motor. Wheel / Ban menjadi alas pergerakan setiap motor yang di produksi. Pada umumnya
BAB IV ANALISA DAN PENGOLAHAN DATA 4.1 Deskripsi Wheel Wheel / Ban menjadi suatu komponen utama dalam suatu keseluruhan motor. Wheel / Ban menjadi alas pergerakan setiap motor yang di produksi. Pada umumnya
Kata kunci: Daya Saing, Peningkatan Kualitas yang Berkesinambungan, Kualitas Produk, Kapabilitas Proses (Cp), Indeks Kinerja Kane (Cpk)
, Indeks Kinerja Kane (Cpk)") PENINGKATAN DAYA SAING PENGRAJIN INDUSTRI KECIL RUMAH TANGGA PEDESAAN DI KABUPATEN SIDOARJO MELALUI PENINGKATAN KUALITAS YANG BERKESINAMBUNGAN Erni Puspanantasari Putri Teknik, UNTAG Surabaya e-mail: Nantasari@yahoo.co.id
PENINGKATAN DAYA SAING PENGRAJIN INDUSTRI KECIL RUMAH TANGGA PEDESAAN DI KABUPATEN SIDOARJO MELALUI PENINGKATAN KUALITAS YANG BERKESINAMBUNGAN Erni Puspanantasari Putri Teknik, UNTAG Surabaya e-mail: Nantasari@yahoo.co.id
BAB 2 TINJAUAN PUSTAKA DAN DASAR TEORI
 BAB 2 TINJAUAN PUSTAKA DAN DASAR TEORI 2.1. Tinjauan Pustaka Pada sub bab tinjauan pustaka akan dibahas semua penelitian terdahulu berkaitan dengan pengendalian kualitas. 2.1.1. Penelitian terdahulu Cunha
BAB 2 TINJAUAN PUSTAKA DAN DASAR TEORI 2.1. Tinjauan Pustaka Pada sub bab tinjauan pustaka akan dibahas semua penelitian terdahulu berkaitan dengan pengendalian kualitas. 2.1.1. Penelitian terdahulu Cunha
UNIVERSITAS BINA NUSANTARA. Jurusan Teknik Industri Skripsi Sarjana Semester Genap tahun 2005/2006
 UNIVERSITAS BINA NUSANTARA Jurusan Teknik Industri Skripsi Sarjana Semester Genap tahun 2005/2006 MENGATASI REJECT FACE KASAR CYLINDER COMP TYPE KTMK DAN KTLM PT. ASTRA HONDA MOTOR Suprapto NIM : 0800786691
UNIVERSITAS BINA NUSANTARA Jurusan Teknik Industri Skripsi Sarjana Semester Genap tahun 2005/2006 MENGATASI REJECT FACE KASAR CYLINDER COMP TYPE KTMK DAN KTLM PT. ASTRA HONDA MOTOR Suprapto NIM : 0800786691
UNIVERSITAS BINA NUSANTARA
 UNIVERSITAS BINA NUSANTARA Jurusan Teknik Industri Skripsi Sarjana Semester Ganjil 2007/2008 ANALISA PENGENDALIAN KUALITAS DENGAN METODE DMAIC UNTUK MENGURANGI CACAT PADA PART CRANK CASE L TIPE KVL PROSES
UNIVERSITAS BINA NUSANTARA Jurusan Teknik Industri Skripsi Sarjana Semester Ganjil 2007/2008 ANALISA PENGENDALIAN KUALITAS DENGAN METODE DMAIC UNTUK MENGURANGI CACAT PADA PART CRANK CASE L TIPE KVL PROSES
MEMPELAJARI JADWAL INDUK PRODUKSI PADA PRODUK CARRIER CAMSHAFT DI PT PROGRESS DIECAST
 MEMPELAJARI JADWAL INDUK PRODUKSI PADA PRODUK CARRIER CAMSHAFT DI PT PROGRESS DIECAST NAMA : DURNIYANTI NPM : 32413648 JURUSAN : TEKNIK INDUSTRI PEMBIMBING : Dr. Ir. Asep Mohamad Noor, MT. PENDAHULUAN
MEMPELAJARI JADWAL INDUK PRODUKSI PADA PRODUK CARRIER CAMSHAFT DI PT PROGRESS DIECAST NAMA : DURNIYANTI NPM : 32413648 JURUSAN : TEKNIK INDUSTRI PEMBIMBING : Dr. Ir. Asep Mohamad Noor, MT. PENDAHULUAN
BAB 5 HASIL DAN PEMBAHASAN
 BAB 5 HASIL DAN PEMBAHASAN 5.1 Pengumpulan Data Pengumpulan data dilakukan di awal yang kemudian diolah dan diproses menjadi informasi yang berguna. Sebelum dilakukan pengumpulan data langkah pertama yang
BAB 5 HASIL DAN PEMBAHASAN 5.1 Pengumpulan Data Pengumpulan data dilakukan di awal yang kemudian diolah dan diproses menjadi informasi yang berguna. Sebelum dilakukan pengumpulan data langkah pertama yang
UNIVERSITAS BINA NUSANTARA. Jurusan Teknik Industri Skripsi Sarjana Semester Genap Tahun 2007/2008
 UNIVERSITAS BINA NUSANTARA Jurusan Teknik Industri Skripsi Sarjana Semester Genap Tahun 2007/2008 IMPLEMENTASI OPERATION PROCESS AUDIT MATTER (OPAM) PLATING TRIVALENT CHROMIUM DENGAN KONSEP PENGENDALIAN
UNIVERSITAS BINA NUSANTARA Jurusan Teknik Industri Skripsi Sarjana Semester Genap Tahun 2007/2008 IMPLEMENTASI OPERATION PROCESS AUDIT MATTER (OPAM) PLATING TRIVALENT CHROMIUM DENGAN KONSEP PENGENDALIAN
BAB V ANALISA DAN HASIL. Dalam bab ini akan dibahas tentang analisis hasil pengamatan proses yang
 BAB V ANALISA DAN HASIL Dalam bab ini akan dibahas tentang analisis hasil pengamatan proses yang sebelumnya telah dibahas pada bab IV. Dimana ditemukannya adanya kemungkinan terjadinya penyebab khusus
BAB V ANALISA DAN HASIL Dalam bab ini akan dibahas tentang analisis hasil pengamatan proses yang sebelumnya telah dibahas pada bab IV. Dimana ditemukannya adanya kemungkinan terjadinya penyebab khusus
BAB 3 METODOLOGI PEMECAHAN MASALAH. Adapun urutan langkah-langkah dalam melakukan penelitian ini adalah sebagai
 BAB 3 METODOLOGI PEMECAHAN MASALAH Adapun urutan langkah-langkah dalam melakukan penelitian ini adalah sebagai berikut : Studi Pendahuluan Identifikasi Masalah Penentuan Tujuan Penelitian Pengumpulan Data
BAB 3 METODOLOGI PEMECAHAN MASALAH Adapun urutan langkah-langkah dalam melakukan penelitian ini adalah sebagai berikut : Studi Pendahuluan Identifikasi Masalah Penentuan Tujuan Penelitian Pengumpulan Data
BAB 3 METODOLOGI PEMECAHAN MASALAH
 BAB 3 METODOLOGI PEMECAHAN MASALAH 3.1 Flow Chart Pemecahan Masalah Flow Chart Pemecahan Masalah adalah sebagai berikut : Gambar 3.1 Flowchart Pemecahan Masalah Penjelasan langkah-langkah flow diagram
BAB 3 METODOLOGI PEMECAHAN MASALAH 3.1 Flow Chart Pemecahan Masalah Flow Chart Pemecahan Masalah adalah sebagai berikut : Gambar 3.1 Flowchart Pemecahan Masalah Penjelasan langkah-langkah flow diagram
ANALISIS EFISIENSI MESIN POMPA PADA RUMAH POMPA PDAM SURABAYA UNIT X DENGAN METODE STATISTICAL PROCESS CONTROL (SPC) Oleh: Resty Dwi S.
 Oleh: Resty Dwi S.") ANALISIS EFISIENSI MESIN POMPA PADA RUMAH POMPA PDAM SURABAYA UNIT X DENGAN METODE STATISTICAL PROCESS CONTROL (SPC) Oleh: Resty Dwi S. 240905022 Ir.Ya umar,mt Dosen Pembimbing: Ir.Ali Musyafa, MSc Diperlukan
ANALISIS EFISIENSI MESIN POMPA PADA RUMAH POMPA PDAM SURABAYA UNIT X DENGAN METODE STATISTICAL PROCESS CONTROL (SPC) Oleh: Resty Dwi S. 240905022 Ir.Ya umar,mt Dosen Pembimbing: Ir.Ali Musyafa, MSc Diperlukan
BAB III PENGUMPULAN DAN PENGOLAHAN DATA
 BAB III PENGUMPULAN DAN PENGOLAHAN DATA 3.1. PRAKTEK PEMELIHARAAN PADA PAPER MACHINE. Mesin Kertas atau Paper Machine no.2 yang ada pada PT INDAH KIAT Pulp & Paper Tbk. Tangerang, adalah mesin kertas yang
BAB III PENGUMPULAN DAN PENGOLAHAN DATA 3.1. PRAKTEK PEMELIHARAAN PADA PAPER MACHINE. Mesin Kertas atau Paper Machine no.2 yang ada pada PT INDAH KIAT Pulp & Paper Tbk. Tangerang, adalah mesin kertas yang
USULAN PERBAIKAN KUALITAS CELANA PENDEK MODEL PM 01 DENGAN METODE DMAIC DI PT PINTU MAS GARMINDO. Putri Endang Fitriany
 USULAN PERBAIKAN KUALITAS CELANA PENDEK MODEL PM 01 DENGAN METODE DMAIC DI PT PINTU MAS GARMINDO Putri Endang Fitriany 35412763 LATAR BELAKANG Kualitas Cacat DMAIC PT Pintu Mas Garmindo Celana Pendek Model
USULAN PERBAIKAN KUALITAS CELANA PENDEK MODEL PM 01 DENGAN METODE DMAIC DI PT PINTU MAS GARMINDO Putri Endang Fitriany 35412763 LATAR BELAKANG Kualitas Cacat DMAIC PT Pintu Mas Garmindo Celana Pendek Model
PENGENDALIAN KUALITAS BLOK SILINDER (TIPE-G) DENGAN METODE DEFINE, MEASURE, ANALYZE, IMPROVE DAN CONTROL (DMAIC)
 DENGAN METODE DEFINE, MEASURE, ANALYZE, IMPROVE DAN CONTROL (DMAIC)") PENGENDALIAN KUALITAS BLOK SILINDER (TIPE-G) DENGAN METODE DEFINE, MEASURE, ANALYZE, IMPROVE DAN CONTROL (DMAIC) Nama : Gangsar Novianto NPM : 32410950 Jurusan : Teknik Industri Fakultas : Teknologi Industri
PENGENDALIAN KUALITAS BLOK SILINDER (TIPE-G) DENGAN METODE DEFINE, MEASURE, ANALYZE, IMPROVE DAN CONTROL (DMAIC) Nama : Gangsar Novianto NPM : 32410950 Jurusan : Teknik Industri Fakultas : Teknologi Industri
Aplikasi Statistik Pada Industri Manufaktur. SPC,I/Rev.03 Copyright Sentral Sistem Mei 08
 Aplikasi Statistik Pada Industri Manufaktur 1 Why Statistik Kecepatan Produksi sangat cepat, pengecekan 100% sulit dilakukan karena tidak efisien Cycle time produksi motor di AHM : 1,7 menit Cycle time
Aplikasi Statistik Pada Industri Manufaktur 1 Why Statistik Kecepatan Produksi sangat cepat, pengecekan 100% sulit dilakukan karena tidak efisien Cycle time produksi motor di AHM : 1,7 menit Cycle time
PENULISAN ILMIAH MEMPELAJARI PENGENDALIAN KUALITAS PRODUK STEP FLOOR BEAT K25 DI PT. ASTRA HONDA MOTOR
 PENULISAN ILMIAH MEMPELAJARI PENGENDALIAN KUALITAS PRODUK STEP FLOOR BEAT K25 DI PT. ASTRA HONDA MOTOR Nama : Ichsan Saputro NPM : 33411449 Jurusan : Teknik Industri Pembimbing : Ainul Haq Parinduri, ST.,MMSI
PENULISAN ILMIAH MEMPELAJARI PENGENDALIAN KUALITAS PRODUK STEP FLOOR BEAT K25 DI PT. ASTRA HONDA MOTOR Nama : Ichsan Saputro NPM : 33411449 Jurusan : Teknik Industri Pembimbing : Ainul Haq Parinduri, ST.,MMSI
BAB III METODE PENELITIAN. Mulai. Observasi & Studi Literatur. Identifikasi Sistem. Mekanisme Katup. Pengujian Dynotest awal
 3.1 Diagram Alir (Flow Chart) BAB III METODE PENELITIAN Mulai Observasi & Studi Literatur Identifikasi Sistem Mekanisme Katup Pengujian Dynotest awal Proses Modifikasi Camshaft Pengujian Dynotest Hasil
3.1 Diagram Alir (Flow Chart) BAB III METODE PENELITIAN Mulai Observasi & Studi Literatur Identifikasi Sistem Mekanisme Katup Pengujian Dynotest awal Proses Modifikasi Camshaft Pengujian Dynotest Hasil
KARAKTERISTIK MATERIAL RING PISTON HONDA SUPRA X DIBAWAH PENGARUH THERMAL CYCLING
 TUGAS SARJANA KARAKTERISTIK MATERIAL RING PISTON HONDA SUPRA X DIBAWAH PENGARUH THERMAL CYCLING Diajukan untuk memenuhi salah satu syarat akademis dalam menyelesaikan Pendidikan Strata 1 Sarjana Teknik
TUGAS SARJANA KARAKTERISTIK MATERIAL RING PISTON HONDA SUPRA X DIBAWAH PENGARUH THERMAL CYCLING Diajukan untuk memenuhi salah satu syarat akademis dalam menyelesaikan Pendidikan Strata 1 Sarjana Teknik
ANALISIS EFISIENSI PRODUKSI MESIN RING FRAME DENGAN TOTAL PRODUCTIVE MAINTENANCE DI PT INDORAMA SYNTHETICS Tbk
 ANALISIS EFISIENSI PRODUKSI MESIN RING FRAME DENGAN TOTAL PRODUCTIVE MAINTENANCE DI PT INDORAMA SYNTHETICS Tbk Disusun Oleh : Nama : Gabriella Aningtyas Varianggi NPM : 33412072 Jurusan : Teknik Industri
ANALISIS EFISIENSI PRODUKSI MESIN RING FRAME DENGAN TOTAL PRODUCTIVE MAINTENANCE DI PT INDORAMA SYNTHETICS Tbk Disusun Oleh : Nama : Gabriella Aningtyas Varianggi NPM : 33412072 Jurusan : Teknik Industri
BAB V ANALISIS PEMECAHAN MASALAH
 80 N < N, (25.69 < 30 ) maka jumlah data dianggap cukup karena jumlah data atau pengamatan yang teoritis sudah dilampaui oleh jumlah data yang sebenarnya atau aktual. BAB V ANALISIS PEMECAHAN MASALAH 5.1.
80 N < N, (25.69 < 30 ) maka jumlah data dianggap cukup karena jumlah data atau pengamatan yang teoritis sudah dilampaui oleh jumlah data yang sebenarnya atau aktual. BAB V ANALISIS PEMECAHAN MASALAH 5.1.
4 BAB V ANALISIS. Bagian kelima dari dari laporan skripsi ini menjelaskan tentang penulis
 4 BAB V ANALISIS 4.1 Analisa Bagian kelima dari dari laporan skripsi ini menjelaskan tentang penulis melakukan analisa dan hasil dari laporan skripsi, dan menguraikan tentang data-data yang telah dikumpulkan
4 BAB V ANALISIS 4.1 Analisa Bagian kelima dari dari laporan skripsi ini menjelaskan tentang penulis melakukan analisa dan hasil dari laporan skripsi, dan menguraikan tentang data-data yang telah dikumpulkan
BAB 3 METODOLOGI PENELITIAN
 BAB 3 METODOLOGI PENELITIAN Penelitian dilakukan melalui beberapa tahap, yaitu mulai dari tahap pendahuluan, tahap pengumpulan data, tahap pengolahan dan analisis data, serta tahap pembuatan kesimpulan.
BAB 3 METODOLOGI PENELITIAN Penelitian dilakukan melalui beberapa tahap, yaitu mulai dari tahap pendahuluan, tahap pengumpulan data, tahap pengolahan dan analisis data, serta tahap pembuatan kesimpulan.
Kelemahan Sistem Sampling
 Kelemahan Sistem Sampling Sampling tanpa melalui proses evaluasi variasi berpotensi mengakibatkan produk defect terkirim ke Customer. Produk reject yang terkirim berasal dari produk antar inspection 8.00
Kelemahan Sistem Sampling Sampling tanpa melalui proses evaluasi variasi berpotensi mengakibatkan produk defect terkirim ke Customer. Produk reject yang terkirim berasal dari produk antar inspection 8.00
BAB 4 HASIL DAN PEMBAHASAN
 BAB 4 HASIL DAN PEMBAHASAN 4. Hasil Pengumpulan Data Sebelum dilakukan pengolahan data, dalam melakukan penelitian ini data yang berhasil dikumpulkan dalam penelitian pada PT. FEDERAL KARYATAMA dalam periode
BAB 4 HASIL DAN PEMBAHASAN 4. Hasil Pengumpulan Data Sebelum dilakukan pengolahan data, dalam melakukan penelitian ini data yang berhasil dikumpulkan dalam penelitian pada PT. FEDERAL KARYATAMA dalam periode
Proses pembuatan roti lebih didominasi oleh pekerjaan manual seperti membuat adonan
 PENGENDALIAN KUALITAS PRODUK CONSUMER GOODS Studi Kasus di Royal Bakery Oleh: I Wayan Sukania, Anita Stacia,Hanny Natalia Defianna Mariam,Tri Multi iwayansukania@tarumanagara.ac.id iwayansukania@yahoo.com
PENGENDALIAN KUALITAS PRODUK CONSUMER GOODS Studi Kasus di Royal Bakery Oleh: I Wayan Sukania, Anita Stacia,Hanny Natalia Defianna Mariam,Tri Multi iwayansukania@tarumanagara.ac.id iwayansukania@yahoo.com
PENULISAN ILMIAH LUKMAN HAKIM NAIM PEMBIMBING: ROSSI SEPTY WAHYUNI ST., MT.
 PENULISAN ILMIAH MEMPELAJARI PENGUKURAN KINERJA OPERATORPROSES TRIMMING BLANK CYLINDER HEAD SUPRA X 125 MENGGUNAKAN METODE PENGUKURAN WAKTU JAM HENTI PADA SEKSI LPDC DI PT. ASTRA HONDA MOTOR LUKMAN HAKIM
PENULISAN ILMIAH MEMPELAJARI PENGUKURAN KINERJA OPERATORPROSES TRIMMING BLANK CYLINDER HEAD SUPRA X 125 MENGGUNAKAN METODE PENGUKURAN WAKTU JAM HENTI PADA SEKSI LPDC DI PT. ASTRA HONDA MOTOR LUKMAN HAKIM
SPC Copyright Sentral Sistem March09 - For Trisakti University. Aplikasi Statistik pada Industri Manufaktur
 Aplikasi Statistik pada Industri Manufaktur Why Statistic? Kecepatan Produksi sangat cepat, pengecekan 00% sulit dilakukan karena tidak efisien Cycle time produksi motor di AHM : 9 detik Cycle time produksi
Aplikasi Statistik pada Industri Manufaktur Why Statistic? Kecepatan Produksi sangat cepat, pengecekan 00% sulit dilakukan karena tidak efisien Cycle time produksi motor di AHM : 9 detik Cycle time produksi
Pengendalian dan Evaluasi Kualitas Beton Dengan Metode Statistical Process Control (SPC) Ir. Helmy Darjanto, MT ABSTRAK
 Ir. Helmy Darjanto, MT ABSTRAK") NEUTRON, Vol.4, No. 2, Agustus 2004 105 Pengendalian dan Evaluasi Kualitas Beton Dengan Metode Statistical Process Control (SPC) Ir. Helmy Darjanto, MT ABSTRAK Hingga saat ini dalam evaluasi kualitas beton
NEUTRON, Vol.4, No. 2, Agustus 2004 105 Pengendalian dan Evaluasi Kualitas Beton Dengan Metode Statistical Process Control (SPC) Ir. Helmy Darjanto, MT ABSTRAK Hingga saat ini dalam evaluasi kualitas beton
PENULISAN ILMIAH MEMPELAJARI PENGENDALIAN KUALITAS FUEL TANK SHOGUN PADA PT. SUZUKI INDOMOBIL MOTOR
 PENULISAN ILMIAH MEMPELAJARI PENGENDALIAN KUALITAS FUEL TANK SHOGUN PADA PT. SUZUKI INDOMOBIL MOTOR Nama : Raden Maulana Kelas : 6 ID 02 NPM : 30407675 PENDAHULUAN Latar Belakang Pengendalian kualitas
PENULISAN ILMIAH MEMPELAJARI PENGENDALIAN KUALITAS FUEL TANK SHOGUN PADA PT. SUZUKI INDOMOBIL MOTOR Nama : Raden Maulana Kelas : 6 ID 02 NPM : 30407675 PENDAHULUAN Latar Belakang Pengendalian kualitas
Metode Six Sigma Dalam Mengurangi Kerenggangan Pintu Lemari Es Bagian Bawah Pada PT. LG Electronic Indonesia
 Metode Six Sigma Dalam Mengurangi Kerenggangan Pintu Lemari Es Bagian Bawah Pada PT. LG Electronic Indonesia Muhammad Kholil (), Khalis Kurniadi (2) Program Studi Teknik Industri Universitas Mercu Buana
Metode Six Sigma Dalam Mengurangi Kerenggangan Pintu Lemari Es Bagian Bawah Pada PT. LG Electronic Indonesia Muhammad Kholil (), Khalis Kurniadi (2) Program Studi Teknik Industri Universitas Mercu Buana
BAB V HASIL DAN ANALISA
 BAB V HASIL DAN ANALISA 5.1 Analisa Hasil Perhitungan Data Berdasarkan hasil dari pengumpulan serta pengolahan data yang sudah dilakukan menggunakan peta kendali p sebelumnya maka diperoleh hasil dari
BAB V HASIL DAN ANALISA 5.1 Analisa Hasil Perhitungan Data Berdasarkan hasil dari pengumpulan serta pengolahan data yang sudah dilakukan menggunakan peta kendali p sebelumnya maka diperoleh hasil dari
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA 2.1 Pengertian Kualitas Kualitas memiliki makna yang berlainan bagi setiap orang dan tergantung pada konsepnya. Kualitas sendiri memiliki banyak kriteria yang berubah secara terus
BAB II TINJAUAN PUSTAKA 2.1 Pengertian Kualitas Kualitas memiliki makna yang berlainan bagi setiap orang dan tergantung pada konsepnya. Kualitas sendiri memiliki banyak kriteria yang berubah secara terus
BAB 3 METODOLOGI PEMECAHAN MASALAH STUDI LAPANGAN. IDENTIFIKASI MASALAH - Penanggulangan cacat machinning yang paling dominan
 BAB 3 METODOLOGI PEMECAHAN MASALAH STUDI LAPANGAN IDENTIFIKASI MASALAH - Penanggulangan cacat machinning yang paling dominan PENGUMPULAN DATA - Aliran Proses - Data historik cacat machinning hasil audit
BAB 3 METODOLOGI PEMECAHAN MASALAH STUDI LAPANGAN IDENTIFIKASI MASALAH - Penanggulangan cacat machinning yang paling dominan PENGUMPULAN DATA - Aliran Proses - Data historik cacat machinning hasil audit