Oleh Rangga Adhi Pradipta Dosen Pembimbing H. Hari Supriyanto Ir., MSIE.
|
|
|
- Surya Susanto
- 6 tahun lalu
- Tontonan:
Transkripsi

1 Oleh Rangga Adhi Pradipta Dosen Pembimbing H. Hari Supriyanto Ir., MSIE. Jurusan Teknik Industri Fakultas Teknologi Industri Institut Teknologi Sepuluh Nopember Surabaya 2012
2 Latar Belakang Perumusan Masalah Tujuan Penelitian Ruang Lingkup Penelitian Manfaat Penelitian TUGAS AKHIR









3 LATAR BELAKANG PUPUK PRODUK NON-PUPUK GYPSUM GRANULATED (CaSO 4.2H 2 O)
4 CONT. GYPSUM GRANULATED = SEMEN. Bahan baku utama - Batu kapur - Silika - Aliminium - Besi Bahan baku tambahan Bahan koreksi - pasir putih / pasir silika - bijih besi - Gypsum (memperlambat waktu pengerasan semen) GYPSUM GRANULATED = LAMA PENGERASAN KURANG LEBIH 1 JAM


5 CONT. THAILAND, AUSTRALIA DAN JEPANG (IMPOR) PT. PETROKIMIA GRESIK
.")

6 . Bahan baku (By Product). Pabrik Asam Sulfat. Pabrik Cement Retarder

7 Sumber : Departemen Penjualan Non Pupuk PT Petrokimia Gresik
.")
8 RUMUSAN MASALAH Bagaimana menurunkan tingkat kegagalan dan memperbaiki kualitas proses produksi cement retarder serta nantinya akan dilakukan improvement dengan pendekatan Six Sigma menggunakan metode DMAI dan FMEA (Failure Mode And Effect Analysis). TUJUAN PENELITIAN Mengidentifikasi kegagalan yang paling sering terjadi dan berpengaruh terhadap kualitas produk; Mengidentifikasi penyebab terjadinya kegagalan dan memberikan solusi terhadap kegagalan yang paling berpengaruh terhadap kualitas produk; Memberikan rekomendasi perbaikan yang bertujuan untuk mengurangi kegagalan pada produk cement retarder pada PT. Petrokimia Gresik.


9 1.Perusahaan dapat mengetahui kegagalan yang sebenarnya terjadi pada proses produksi. 2.Perusahaan dapat mengetahui kegagalan yang paling berpengaruh terhadap kualitas produk, sehingga dapat mengidentifikasi penyebab dan menentukan langkah untuk mengeliminasi kegagalan tersebut. 3.Perusahaan memperoleh rekomendasi untuk perbaikan terhadap kegagalan yang paling berpengaruh RUANG LINGKUP PENELITIAN BATASAN 1. Studi kasus yang dilakukan dalam penelitian ini adalah hal-hal yang terjadi di internal Pabrik Cement Retarder 2. Penelitian ini dibatasi pada pabrik unit III bagian perencanaan dan pengendalian produksi semen retarder 3. Data yang digunakan dalam penelitian ini data produksi cement retarder dan data kadar kandungan (April 2011 Juni 2011) ASUMSI 1.Proses produksi tidak mengalami perubahan secara signifikan. 2.Kebijakan perusahaan selama dilakukan penelitian tidak mengalami perubahan secara signifikan. MANFAAT PENELITIAN

10 Konsep Kualitas Konsep Six Sigma FMEA RCA Critical Review Big Picture Mapping Statistical Process Control PENELITIAN TUGAS AKHIR

11 KONSEP KUALITAS Salah satu aktifitas manajemen untuk mengukur ciri-ciri kualitas produk. Membandingkan dengan spesifikasi yang ada sehingga dapat diambil tindakan perbaikan. Karakteristik dengan standar yang telah ditetapkan (Montgomery, 1990).
 sekaligus mengurangi cacat (produk/jasa yang diluar spesifikasi)")
 1. Proses 2. Variasi 3. Cycle Time, Yield, dan Produktivitas 4.")
12 Six Sigma merupakan sebuah metodologi terstruktur untuk memperbaiki proses yang difokuskan pada usaha mengurangi variasi proses (process variances) sekaligus mengurangi cacat (produk/jasa yang diluar spesifikasi) dengan menggunakan statistik dan problem solving tools secara intensif (Gaspersz, 2007) 4 KONSEP INTI MANAJEMEN SIX SIGMA (Sung H. Park, 2003) 1. Proses 2. Variasi 3. Cycle Time, Yield, dan Produktivitas 4. Customer Satisfaction
 yaitu : Define (pendefinisian) Measure (pengukuran) Analyze (analisis) Improve (perbaikan) Control")
13 DMAIC Faktor yang paling menentukan untuk memperbaiki kualitas proses dan menghasilkan laba terdiri dari 5 tahap yang disebut DMAIC, (Gasperz,2002) yaitu : Define (pendefinisian) Measure (pengukuran) Analyze (analisis) Improve (perbaikan) Control (kontrol)

 = 2,25 jam Inter-Company Physical Flow Simbol-simbol Big Picture Mapping (Sumber: Hines dan Taylor, 2000) Big Picture Mapping digunakan untuk menggambarkan sistem secara keseluruhan beserta")
14 Big Picture Mapping Supplier Weekly Schedule 3 jam Rework Loops I Q Supplier or Customer Information Box Timing Box Rework Box Inventory Point Quality Check Point Honing & Wash 4-5 jam Work Station with Timing 20 jam Information Flow 0,5 jam 1,5 jam 0.75 jam Physical Flow Bin Size = 400 Target Rate=120/jam Variabel Batch Up-time 85% 3 Shifts 24 trays of 10 Work Station Process Box Total Production Lead Time = 22,75 jam Value Adding Time (Lower Line) = 2,25 jam Inter-Company Physical Flow Simbol-simbol Big Picture Mapping (Sumber: Hines dan Taylor, 2000) Big Picture Mapping digunakan untuk menggambarkan sistem secara keseluruhan beserta value stream yang terdapat pada perusahaan. Memberikan pemahaman mengenai sistem pemenuhan order secara keseluruhan beserta aliran nilai (aliran informasi dan fisik). Waktu standar untuk tiap proses produksi komponen produk diperlukan sebagai dasar untuk melakukan Identifikasi awal kapasitas produksi dilihat dari penyimpangan lead time yang berlebih.


15 RCA merupakan suatu metodologi untuk mengidentifikasi dan mengoreksi sebab-sebab yang penting dalam permasalahan operasional dan fungsional (Jucan, 2005).

, merupakan tingkat probabilitas atau frekuensi kegagalan dapat terjadi.")
16 FMEA adalah suatu prosedur terstruktur untuk mengidentifikasi dan mencegah sebanyak mungkin mode kegagalan (Gasperz, 2002) Tiga faktor yang dinilai terkait dengan nilai resiko yang secara, standar ditetapkan sebagai faktor yang setara dengan perkalian likelihood dan consequence, yaitu: - Severity (S), merupakan tingkat dampak yang disebabkan oleh mode kegagalan atau kejadian resiko. - Occurance (O), merupakan tingkat probabilitas atau frekuensi kegagalan dapat terjadi. - Detectability/Detection (D), merupakan tingkat kemampuan mendeteksi kegagalan sebelum efek kegagalan tersebut benar-benar terjadi.
17 Statistical Process Control Pengendalian proses statistik adalah alat utama yang digunakan dalam membuat produk dengan benar sejak awal. Tujuan pengendalian proses statistik adalah menyelidiki dengan cepat terjadinya sebab-sebab terduga atau pergeseran proses sedemikian rupa sehingga penyelidikan terhadap suatu proses dan tindakan pembenaran dapat dilakukan sebelum terlalu banyak produk yang tidak sesuai spesifikasi diproduksi. (Montgomery, 1993).
18 Grafik Pengendali (Control chart) Dalam SPC salah satu alat untuk mendeteksi penyebab keragaman adalah dengan grafik pengendali (control chart). Salah satu tujuan dari pengendalian proses dengan control chart adalah untuk mengurangi sampai seminimal mungkin variasi yang timbul dalam proses dan meningkatkan ketelitian dari suatu proses sesuai target yang ditetapkan. Dengan kata lain control chart adalah peralatan berupa grafik untuk memonitor aktivitas proses yang dijalankan.
19 Cont
 APLIKASI SIX SIGMA PADA PRODUK CLEAR FILE DI PERUSAHAAN STATIONARY 3.")
20 PENELITIAN TERDAHULU Six Sigma 1.(Akhmad Hidayatno dan Bahrun,2004) Peningkatan Kualitas Potong Mesin Eye Tracer di PT. United Tractors Pandu Engineering dengan Metode Six Sigma 2. (Desy Emilasari,2007) APLIKASI SIX SIGMA PADA PRODUK CLEAR FILE DI PERUSAHAAN STATIONARY 3. (Joko Susetyo, Winami dan Catur,2011) APLIKASI SIX SIGMA DMAIC DAN KAIZEN SEBAGAI METODE PENGENDALIAN DAN PERBAIKAN KUALITAS PRODUK JUDUL PENELITIAN Penerapan Metode DMAI dan FMEA untuk Peningkatan Kualitas Cement Retarder (Gypsum Granulated) di Unit III Pabrik Cement Retarder PT. Petrokimia Gresik

21 PENELITIAN TUGAS AKHIR

22 METODOLOGI PENELITIAN

23 A Tahap Pengolahan Data B

24 B

25 PENELITIAN TUGAS AKHIR
26 Define Penjelasan Pabrik Cement Retarder Identifikasi produk yang menjadi amatan Aliran informasi proses produksi cement retarder Unit 3 Aliran fisik proses produksi cement retarder Unit 3 Measure Menentukan CTQ Pengidentifikasian kualitas produk terdiri dari : 1. Fitting Distribusi 2. Pembuatan control chart dan proses capability 3. Pengukuran Kapabilitas Proses Produksi Cement Retarder 4. Mengukur Baseline Kinerja Tingkat Proses, Output, atau Outcome Saat ini ( Level Sigma)
27 Pabrik Cement Retarder Pabrik Cement Retarder merupakan salah satu pabrik yang berada di lingkungan Departemen Produksi III PT. Petrokimia Gresik, dimana pembangunannya selesai pada bulan Juni 1984 dan mulai beroperasi pada tanggal 10 Oktober 1984 oleh kontraktor Hitachi Zossen dari Jepang. Pabrik ini dioperasikan untuk memanfaatkan fosfo gypsum yang merupakan hasil samping Pabrik Asam Fosfat sebagai bahan baku proses pembuatan Cement Retarder. Pabrik ini mempunyai kapasitas produksi sebanyak ton/tahun dalam bentuk granul (butiran-butiran). Butiran warna putih dengan ukuran mm, tidak larut dalam air dan mempunyai kemurnian 96%.
28 CEMENT RETARDER Unit 3 PT. Petrokimia Gresik Hal yang berpengaruh pada kualitas produk adalah : Kandungan Cement Retareder P 2 O 5 total : 1% max P 2 O 5 larut air : 0,008% max Total Fluorine : 0,8% max SO 3 : 42% min 48% max CaO : 29% min 38% max Free H 2 O : 9% max Kristal H 2 O : 16% min 26% max


29 Kandungan yang paling banyak off spec 30 Kandungan H2O kristal 25 batas spesifikasi atas H2O kristal batas spesifikasi bawah Hari

30 SO 3, CaO, Free H 2 O, Total Fluorine Kandungan SO batas spesifikasi atas 46.5 SO batas spesifikasi bawah Hari Kandungan cao Kandungan H2O bebas 38 Batas spesifikasi atas cao H2O bebas Hari Batas spesifikasi bawah Hari
31 BIG PICTURE MAPPING (BPM)

32 ALIRAN INFORMASI
33 ALIRAN FISIK KONDISI EXISTING



34




35


36



37


38
39 Indentifikasi Kualitas Produk dengan Control Chart 1. Fitting distribusi Tujuannya: Melihat distribusi data Melihat katrakteristik data Promodel P 2 O 5 Jumlah SO 3 H2O kristal : berdistribusi non normal : berdistribusi non normal : berdistribusi non normal Karena p- value bernilai < 0,05 Minitab P 2 O 5 Larut air Fluorine CaO H 2 O bebas : berdistribusi normal : berdistribusi normal : berdistribusi normal : berdistribusi normal Karena p- value bernilai > 0,05
40 Syarat dalam Capability Process Sebuah proses yang akan diukur kapabilitasnya harus terlebih dahulu dipastikan bahwa proses tersebut menghasilkan output yang konsisten dari waktu ke waktu. Apabila proses masih belum konsisten nilai indeks kapabilitas yang didapatkan tidak akan dapat mewakili keadaan proses yang sebenarnya. Konsistensi ini dapat dibuktikan dengan menggunakan control chart apabila proses in-control maka proses tersebut dapat dikatakan dan dapat digunakan datanya untuk menghitung kapabilitas proses.
41 Indeks dalam Capability Process Indeks Capability Process ada dua macam yaitu Cp dan Cpk. Cp menggambarkan kemampuan proses secara keseluruhan dalam memenuhi batas spesifikasi yang ditentukan. Cp membandingkan variasi proses (σ) dengan spesifikasi. Akan tetapi Cp tidak dapat mendeteksi pemusatan data yang berbeda dengan pusat bentangan spesifikasi, oleh karena itu digunakan Cpk untuk mendeteksi apakah proses sudah memiliki kapabilitas untuk memenuhi spesifikasi bagian atas dan bawah dari bentangan spesifikasi. Cp dapat dihitung dengan rumus :
42 Cp = USL LSL 6σ Sementara Cpk dapat dihitung dengan rumus : Cpk = µ - LSL (Untuk batas bawah) 3σ Cpk = UCL - µ (Untuk batas atas) 3σ Cp : indeks kapabilitas proses Cpk : indeks kapabilitas proses dengan koreksi pemusatan data USL : batas spesifikasi atas LSL : batas spesifikasi bawah σ : persebaran data µ : pusat data
43 Lanjutan Nilai Cp tidak berubah bila pusat proses berubah Cp = Cpk bila proses terpusat Cpk selalu berkurang atau sama dengan Cp Cpk bernilai lebih besar dari 1 menunjukkan bahwa proses memenuhi spesifikasi Cpk bernilai kurang dari 1 menunjukkan bahwa proses tidak memenuhi spesifikasi Nilai Cp kurang dari 1 menunjukkan ketidakmampuan proses Nilai Cp = 0 menunjukkan rata rata proses setara salah satu batas spesifikasi
44 Lanjutan Pembuatan control chart dan kurva kapabilitas pada masingmasing karekteristik kualitas Control chart dan kapabilitas pada pengukuran P 2 O 5 Jumlah I-MR Chart of P2O5 Jumlah I-MR Chart of P2O5 Jumlah UC L= Individual Value UC L=0.898 _ X=0.505 Individual Value _ X= Observation LC L= Observation LC L= Iterasi 1 Iterasi 3
45 Process Capability of P2O5 Jumlah Calculations Based on Lognormal Distribution Model Process Data LS L 0 Target * USL 1 Sample Mean Sample N 86 Location Scale O bserv ed Performance PPM < LSL 0 PPM > USL 0 PPM Total 0 LSL USL O v erall C apability Pp 1.13 PPL 1.73 PPU 0.87 Ppk 0.87 Exp. O v erall Performance PPM < LSL 0.00 PPM > USL PPM Total Kapabilitas proses P 2 O 5 Jumlah P 2 O 5 Jumlah berdasarkan kurva kapabilitas diketahui nilai Pp= 1,13 dan nilai Ppk= 0,87 sehingga dapat dikatakan kemampuan proses tidak cukup tetapi mendekati spesifikasi
46 Lanjutan Control chart dan kapabilitas pada pengukuran P 2 O 5 Larut air I-MR Chart of P2O5 Larut air I-MR Chart of P2O5 Larut air UC L= Individual Value UC L= _ X= Individual Value _ X= LC L= LC L= Observation Observation Iterasi 1 Iterasi 2
47 Process Capability of P2O5 Larut air Process Data LS L 0 Target * USL Sample Mean Sample N 88 StDev (Within) StDev (O v erall) LSL USL Within Overall Potential (Within) C apability Cp 0.80 CPL 1.02 CPU 0.59 C pk 0.59 CCpk 0.80 O v erall C apability Pp 0.60 PPL 0.76 PPU 0.44 Ppk 0.44 C pm * O bserv ed Performance PPM < LSL 0.00 PPM > USL PPM Total Exp. Within Performance PPM < LSL PPM > USL PPM Total Exp. O v erall Performance PPM < LSL PPM > USL PPM Total Kapabilitas proses P 2 O 5 Larut air P 2 O 5 Larut air berdasarkan kurva kapabilitas diketahui nilai Pp= 0,60 dan nilai Ppk= 0,44 sehingga dapat dikatakan mesin tidak mampu menghasilkan P 2 O 5 Larut air sesuai spesifikasi
48 Lanjutan Control chart dan kapabilitas pada pengukuran Fluorine I-MR Chart of Flour jumlah I-MR Chart of Flour jumlah UC L= Individual Value UC L= _ X= Individual Value _ X= LC L= LC L= Observation Observation Iterasi 1 Iterasi 3
49 Process Capability of Flour jumlah Process Data LS L 0 Target * USL 0.8 Sample Mean Sample N 88 StDev (Within) StDev (O verall) LSL USL Within Overall Potential (Within) C apability Cp 2.22 CPL 2.06 CPU 2.37 C pk 2.06 CCpk 2.22 O verall Capability Pp 1.82 PPL 1.69 PPU 1.95 Ppk 1.69 C pm * O bserved Performance PPM < LSL 0.00 PPM > USL 0.00 PPM Total 0.00 Exp. Within Performance PPM < LSL 0.00 PPM > USL 0.00 PPM Total 0.00 Exp. O verall Performance PPM < LSL 0.20 PPM > USL 0.00 PPM Total 0.20 Kapabilitas proses Fluorine Fluorine berdasarkan kurva kapabilitas diketahui nilai Pp= 1,82 dan nilai Ppk= 1,69 sehingga dapat dikatakan mesin mampu menghasilkan Fluorine sesuai spesifikasi
50 Lanjutan Control chart dan kapabilitas pada pengukuran SO 3 I-MR Chart of SO3 I-MR Chart of SO UC L= Individual Value UC L= _ X= Individual Value _ X= Observation LC L= Observation LC L= Iterasi 1 Iterasi 4
51 Process Capability of SO3 Calculations Based on Lognormal Distribution Model Process Data LS L 42 Target * USL 48 Sample Mean Sample N 81 Location Scale O bserv ed Performance PPM < LSL 0 PPM > USL 0 PPM Total 0 LSL USL O v erall C apability Pp 3.72 PPL 4.20 PPU 3.25 Ppk 3.25 Exp. O v erall Performance PPM < LSL PPM > USL PPM Total Kapabilitas proses SO 3 SO 3 berdasarkan kurva kapabilitas diketahui nilai Pp= 3,72 dan nilai Ppk= 3,25 sehingga dapat dikatakan mesin mampu menghasilkan SO 3 sesuai spesifikasi
52 Lanjutan Control chart dan kapabilitas pada pengukuran CaO I-MR Chart of CaO I-MR Chart of CaO Individual Value Observation UC L= _ X= LC L= Individual Value Observation UC L= _ X= LC L= Iterasi 1 Iterasi 3
53 Process Capability of cao Process Data LS L 29 Target * USL 38 Sample Mean Sample N 75 StDev (Within) StDev (O v erall) LSL USL Within Overall Potential (Within) C apability Cp 4.75 CPL 2.94 CPU 6.55 C pk 2.94 CCpk 4.75 O v erall C apability Pp 2.91 PPL 1.80 PPU 4.02 Ppk 1.80 C pm * O bserv ed Performance PPM < LSL 0.00 PPM > USL 0.00 PPM Total 0.00 Exp. Within Performance PPM < LSL 0.00 PPM > USL 0.00 PPM Total 0.00 Exp. O v erall Performance PPM < LSL 0.03 PPM > USL 0.00 PPM Total 0.03 Kapabilitas proses CaO CaO berdasarkan kurva kapabilitas diketahui nilai Pp= 2,91 dan nilai Ppk= 1,80 sehingga dapat dikatakan mesin mampu menghasilkan CaO sesuai spesifikasi
54 Lanjutan Control chart dan kapabilitas pada pengukuran H 2 O bebas I Chart of H2O bebas 7 UCL= Individual Value _ X= LCL= Observation Iterasi 1
55 Process Capability of H2O bebas Process Data LS L 0 Target * USL 9 Sample Mean Sample N 91 StDev (Within) StDev (O v erall) LSL USL Within Overall Potential (Within) C apability Cp 1.46 CPL 1.21 CPU 1.70 C pk 1.21 CCpk 1.46 O v erall C apability Pp 1.09 PPL 0.90 PPU 1.27 Ppk 0.90 C pm * O bserv ed Performance PPM < LSL 0.00 PPM > USL 0.00 PPM Total 0.00 Exp. Within Performance PPM < LSL PPM > USL 0.17 PPM Total Exp. O v erall Performance PPM < LSL PPM > USL PPM Total Kapabilitas proses H 2 O bebas H 2 O bebas berdasarkan kurva kapabilitas diketahui nilai Pp= 1,09 dan nilai Ppk= 0,90 sehingga dapat dikatakan kemampuan proses tidak cukup tetapi mendekati spesifikasi
56 Lanjutan Control chart dan kapabilitas pada pengukuran H 2 O kristal I-MR Chart of H2O kristal I-MR Chart of H2O kristal 20 1 UC L= UC L= Individual Value _ X= LC L= Individual Value _ X= Observation Observation LC L= Iterasi 1 Iterasi 5
57 Process Capability of H2O kristal Calculations Based on Lognormal Distribution Model Process Data LS L 16 Target * USL 26 Sample Mean Sample N 82 Location Scale O bserv ed Performance PPM < LSL PPM > USL 0 PPM Total LSL USL O v erall C apability Pp 1.86 PPL 0.39 PPU 3.12 Ppk 0.39 Exp. O v erall Performance PPM < LSL PPM > USL 0 PPM Total Kapabilitas proses H 2 O Kristal H 2 O Kristal berdasarkan kurva kapabilitas diketahui nilai Pp= 1,86 dan nilai Ppk= 0,39 sehingga dapat dikatakan kemampuan proses tidak cukup tetapi mendekati spesifikasi

58 Penentuan CTQ (Critical to Quality) yang potensial selain berdasarkan nilai Pp dan nilai Ppk dari proses kapabilitas, juga dilakukan brainstorming kepada kepala bagian cement retarder untuk kandungan mana yang sering tidak mencapai spesifikasi. Maka dari tabel diatas yang menjadi CTQ potensial adalah kandungan P 2 O 5 jumlah, P 2 O 5 larut air dan H 2 O Kristal.


59 Mengukur Baseline Kinerja Tingkat Proses, Output, atau Outcome Saat ini ( Level Sigma) Pengukuran Nilai Sigma pada bulan april 2011

60 Pengukuran Nilai Sigma pada bulan mei 2011

61 Pengukuran Nilai Sigma pada bulan juni 2011

62 Grafik Sigma Level proses produksi cement retarder bulan april sampai juni 2011


63 PENELITIAN TUGAS AKHIR
64 Analisa yang dilakukan meliputi analisa penyebab terjadinya off spec pada kandungan P 2 O 5 larut air, P 2 O 5 total dan H 2 O kristal yang paling berpengaruh terhadap proses produksi cement retarder

65 RCA (Root cause Analysis) Kandungan P 2 O 5 larut air
 Kandungan P 2")
66 RCA (Root cause Analysis) Kandungan P 2 O 5 total

67 Kandungan H 2 O kristal

68 SEVERITY

69 Occurrence
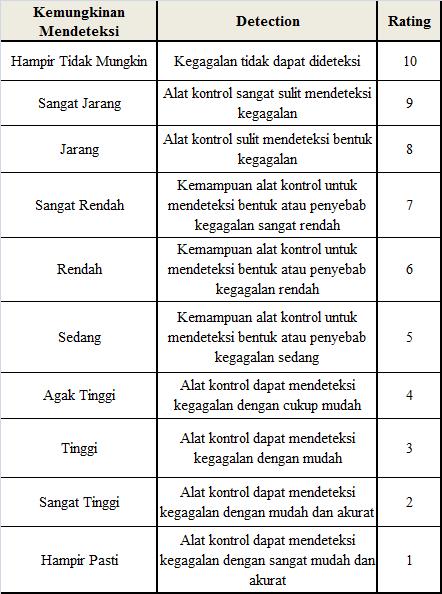
70 Detection
71 Penilaian SOD (severity, occurrence dan detection) pada FMEA Kandungan P 2 O 5 larut air
72 Penilaian SOD (severity, occurrence dan detection) pada FMEA Kandungan P 2 O 5 total
73 Penilaian SOD (severity, occurrence dan detection) pada FMEA Kandungan H 2 O kristal
74 IMPROVE

75 Pelaksanaan shutdown cleanning yang ada menggunakan tenaga kerja offsource, dimana kebutuhan tenaga offsource saat ini untuk shift pagi 4, sore 3, malam 3 dengan dilaksanakan 3 bulan sekali dan waktu pengerjaannya 1 hari. Sebagai improvement agar hasil pembersihan line dapat lebih baik dan waktu yang diperlukan lebih cepat maka dilakukan penambahan tenaga offsource untuk tiap tiap shift menjadi pagi 8, sore 5, malam 5.
76 Dengan hasil pembersihan yang baik dan waktu pembersihan yang pendek maka akan menaikkan waktu operasi (streamdays) sehingga hasil filtrasi fosfo gypsum akan menjadi besar. Sedangkan bila kinerja filter cloth baik maka hasil pemurnian P 2 O 5 larut air berhasil sesuai dengan standar.
77 Improve yang dapat dilakukan dengan penggantian sistem pengukuran PH manual dengan PH meter (online). Dimana alat PH meter (online) kualitasnya lebih kuat dan tahan lama. Sehingga operator dapat lebih mudah dalam melakukan kontrol PH dan nantinya dalam proses penambahan kapur dapat memenuhi syarat sehingga PH dari purified gypsum dapat terkontrol atau kandungan P 2 O 5 total dapat sesuai dengan spesifikasi yang dipersyaratkan.

78 Improve yang dapat dilakukan untuk mengatasi hal tersebut adalah dengan melakukan pelatihan Pelatihan kepekaan dan skill kepada operator. Sehingga fluktuasi kenaikan temperatur pada calsiner dapat dikendalikan dengan mengoperasikan alat flash calciner dengan standar temperatur ada disekitar 800 C

79 Jenis alternatif
80 Kriteria performansi 1. Pada kriteria pertama diberikan bobot 60 %. Pertimbangan manajemen adalah karena kandungan P 2 O 5 baik yang larut air maupun total menjadi parameter kualitas utama pada produk cement retarder. Dan menjadi penawaran utama perusahaan kepada customer (Pabrik Semen). 2. Kandungan H 2 O kristal diberikan bobot sebesar 40 %, pertimbangan diberikannya bobot tersebut oleh manajemen perusahaan dikarenakan parameter kandungan H 2 O Kristal menjadi prioritas kedua setelah kandungan P 2 O 5 dimana kriteria tersebut dipenuhi perusahaan dengan mengandalkan standarisasi yang ada.


81 Kusioner untuk pilihan kombinasi Rekap Kuisioner

82 Perhitungan Value Estimasi Biaya
83 Pemilihan alternatif menurut nilai performance, cost, dan value yang terbesar Analisa pemilihan alternatif mengacu terhadap nilai performance

84 Analisa pemilihan alternatif mengacu terhadap nilai Cost
85 Analisa pemilihan alternatif mengacu terhadap nilai value.
86 Perbaikan Kelebihan dan kelemahan usulan perbaikan terbaik. Setelah diperoleh rekomendasi kombinasi alternatif terbaik yang mengacu pada nilai performance, cost, dan value. Tidak menutup kemungkinan usulan tersebut mempunyai kelebihan dan bahkan kekurangan.
87 Alternatif penambahan tenaga kerja outsourcing (filter cloth dan line sistem vaccum pressure) dan pelatihan kepekaan dan skill pada opertor bagian kalsinasi Adapun alternatif tersebut memiliki kelebihan antara lain : Mempercepat proses produksi di bagian purifikasi dengan bagian kalsinasi Mengurangi gangguan pada kandungan P 2 O 5 larut air dengan H 2 O kristal pada produk cement retarder Dapat menepati order pelanggan Meningkatkan kepuasan pelanggan yang akan membuat peningkatan demand perusahaan. Tetapi alternatif ini juga memiliki kelemahan yaitu: Alternatif ini tidak dapat mengatasi kurangnya pengontrolan PH dengan menambahkan kapur
88 Alternatif penggantian sistem PH meter manual dengan PH meter yang online dan pelatihan kepekaan dan skil kepada operator bagian kalsinasi. Alternatif ini merupakan usulan perbaikan untuk Mengurangi jenis kegagalan pada P 2 O 5 total dan H 2 O kristal. Meningkatkan kepuasan pelanggan yang akan membuat peningkatan demand perusahaan. Tetapi alternatif ini juga memiliki kelemahan yaitu: Tidak dapat meningkatkan kecepatan produksi di bagian purifikasi.
89 Alternatif penambahan tenaga kerja outsourcing (filter cloth dan line sistem vaccum pressure), penggantian sistem PH meter manual dengan PH meter yang online dan pelatihan kepekaan dan skil kepada operator bagian kalsinasi.
90 Adapun alternatif tersebut memiliki kelebihan antara lain : Mengurangi semua jenis kegagalan pada kandungan P 2 O 5 larut air, P 2 O 5 total dan H 2 O kristal. Meningkatkan kepuasan pelanggan yang akan membuat peningkatan demand perusahaan. Mengurangi kesalahan operator pada bagian kalsinasi yang menyebabkan terjadinya gangguan pada kandungan H 2 O kristal Mempercepat proses produksi pada bagian purifikasi dan bagian pengontrolan kadar PH dengan kapur. Tetapi alternatif ini juga memiliki kelemahan yaitu: Alternatif ini mempunyai biaya yang tinggi untuk membeli alat PH meter (online) Perusahaan belum ada arah kebijakan untuk penggantian sistem PH meter manual dengan PH meter yang online karena banyak pertimbangan lain selain cost yang cukup tinggi.
91 Kesimpulan dan Saran 1. Berdasarkan nilai ppk dan pp dari hasil proses kapabilitas maka kandungan yang paling sering mengalami off spec pada unit 3 pabrik cement retarder adalah kandungan P 2 O 5 larut air, P 2 O 5 total dan H 2 O kristal. 2. Berdasarkan RCA (root cause analyze) penyebab terjadinya masingmasing jenis gangguan kandungan adalah : P2O5 larut air : a. vaccum pressure di peralatan unit purifikasi kurang maksimal b. Filter cloth di peralatan filter purifikasi buntu c. Line sistem vaccum pressure pump di unit purifikasi buntu d. Filter cloth di peralatan filter pabrik PA buntu
92 P2O5 total : a. Kontrol PH pada pemurnian P2O5 total dengan kapur kurang optimal b. water cleaning tiap seminggu sekali c. Supply power terganggu d. Terjadi kerusakan pada equipment utama e. Produksi cut rate karena gangguan peralatan f. Penggunaan bahan baku phospat rock mesir terjadi permasalahan proses H2O kristal : a. overheating di calciner
93 3. Berdasarkan hasil perhitungan baik pada pengukuran performansi alternatif dan pengukuran biaya serta value didapatkan bahwa kombinasi alternatif perbaikan dari satu dan tiga merupakan rekomendasi yang terbaik. Berdasarkan perhitungan didapatkan usulan perbaikan untuk mereduksi kegagalan yang menjadi fokus utama adalah: a. penambahan tenaga kerja outsourcing (filter cloth dan line sistem vaccum pressure) sebagai alternatif pengganti. b. pelatihan kepekaan dan skill pada opertor bagian kalsinasi sehingga dapat mengurangi terjadinya overheating flash calciner yang diharapkan dapat mengontrol kandungan H 2 O kristal.
94 Saran Beberapa saran dan masukan yang diberikan pada penelitian ini adalah: Perlu adanya informasi balik dalam bentuk Training / Diklat atau seminar kepada karyawan yang terkait dengan produk cement retarder yang membahas tentang faktor-faktor yang mempengaruhi kualitas cement retarder dan fungsi aplikasinya di pabrik semen. Setiap langkah perbaikkan baik berupa shutdown cleaning maupun perbaikan peralatan harus terukur hasil perbaikkannya sehingga setelah dilakukan perbaikan akan didapatkan hasil performance sesuai yang diharapkan. Untuk penelitian selanjutnya dapat dibuat penelitian hingga control sehingga hasil dari usulan perbaikan dapat dibuktikan tingkat keberhasilannya.
95 DAFTAR PUSTAKA Evans, J. R. dan Lindsay, W. M Pengantar Six Sigma; An Introduction to Six Sigma and Process Improvement. Jakarta: Penerbit Salemba Empat. Gaspersz, Vincent. (2007), Lean Six Sigma for Manufacturing and Service Industries. Jakarta : PT Gramedia Pustaka Utama Gaspersz, Vincent. (2002), Pedoman Implementasi Program Six Sigma Terintegrasi Dengan ISO 9001:2000, MBNQA, dan HACCP. Jakarta : PT Gramedia Pustaka Utama Hines, Peter and Taylor, David (2000). Going Lean. Proceeding of Lean Enterprise Research Centre, Cardiff Business School, UK. Ibrahim, Budy TQM Panduan Untuk Menghadapi Persaingan Global. Djambatan.
96 DAFTAR PUSTAKA Montgomery, Douglas C Pengantar Pengendalian Kualitas Statistik. Yogyakarta: Gadjah Mada University Press. Pande, Peter S, Neuman Robert P, and Roland R.Cavanagh The Six Sigma Way :TeamFieldbook, an Implementation Guide for Process Improvement. McGraw-Hill. Park, Sung H. (2003). Six Sigma for Quality and Productivity Promotion. Asian Productivity Organization, Tokyo. Saaty,Thomas L., Pengambilan Keputusan Bagi Para Pemimpin, Seri Manajemen No.134, PT. Pustaka Binaman Pressindo, Jakarta. Saaty, Thomas L., Fundamental of Decision Making and Priority Theory with The Analytic Hierarchy Process. Pittsburgh: RWS Publication. Yohanita.2011.Industri Semen Indonesia, <URL :




97 SEKIAN & TERIMA KASIH Jurusan Teknik Industri Fakultas Teknologi Industri InstitutTeknologi Sepuluh Nopember - Surabaya
PENERAPAN METODE DMAI DAN FMEA UNTUK PENINGKATAN KUALITAS CEMENT RETARDER (GYPSUM GRANULATED) DI UNIT III PABRIK CEMENT RETARDER PT.
 DI UNIT III PABRIK CEMENT RETARDER PT.") PENERAPAN METODE DMAI DAN FMEA UNTUK PENINGKATAN KUALITAS CEMENT RETARDER (GYPSUM GRANULATED) DI UNIT III PABRIK CEMENT RETARDER PT. PETROKIMIA GRESIK Rangga Adhi Pradipta dan Supriyanto Jurusan Teknik
PENERAPAN METODE DMAI DAN FMEA UNTUK PENINGKATAN KUALITAS CEMENT RETARDER (GYPSUM GRANULATED) DI UNIT III PABRIK CEMENT RETARDER PT. PETROKIMIA GRESIK Rangga Adhi Pradipta dan Supriyanto Jurusan Teknik
ANANALISIS EFISIENSI SISTEM PEMBAKARAN PADA BOILER DI PLTU UNIT III PT.PJB UP GRESIK DENGAN METODE STATISTICAL PROCESS CONTROL (SPC)
") ANANALISIS EFISIENSI SISTEM PEMBAKARAN PADA BOILER DI PLTU UNIT III PT.PJB UP GRESIK DENGAN METODE STATISTICAL PROCESS CONTROL (SPC) Oleh: INTAN ALIFIYAH ILMI NRP. 2406 00 063 Pembimbing: Ir. Ya umar,
ANANALISIS EFISIENSI SISTEM PEMBAKARAN PADA BOILER DI PLTU UNIT III PT.PJB UP GRESIK DENGAN METODE STATISTICAL PROCESS CONTROL (SPC) Oleh: INTAN ALIFIYAH ILMI NRP. 2406 00 063 Pembimbing: Ir. Ya umar,
DAFTAR ISI. HALAMAN PENGAKUAN... ii. SURAT PENGAMBILAN DATA DARI PERUSAHAAN... iii. HALAMAN PENGESAHAN PEMBIMBING... iv. HALAMAN PERSEMBAHAN...
 DAFTAR ISI HALAMAN JUDUL... i HALAMAN PENGAKUAN... ii SURAT PENGAMBILAN DATA DARI PERUSAHAAN... iii HALAMAN PENGESAHAN PEMBIMBING... iv HALAMAN PENGESAHAN PENGUJI... v HALAMAN PERSEMBAHAN... vi HALAMAN
DAFTAR ISI HALAMAN JUDUL... i HALAMAN PENGAKUAN... ii SURAT PENGAMBILAN DATA DARI PERUSAHAAN... iii HALAMAN PENGESAHAN PEMBIMBING... iv HALAMAN PENGESAHAN PENGUJI... v HALAMAN PERSEMBAHAN... vi HALAMAN
ANALISIS EFISIENSI MESIN POMPA PADA RUMAH POMPA PDAM SURABAYA UNIT X DENGAN METODE STATISTICAL PROCESS CONTROL (SPC) Oleh: Resty Dwi S.
 Oleh: Resty Dwi S.") ANALISIS EFISIENSI MESIN POMPA PADA RUMAH POMPA PDAM SURABAYA UNIT X DENGAN METODE STATISTICAL PROCESS CONTROL (SPC) Oleh: Resty Dwi S. 240905022 Ir.Ya umar,mt Dosen Pembimbing: Ir.Ali Musyafa, MSc Diperlukan
ANALISIS EFISIENSI MESIN POMPA PADA RUMAH POMPA PDAM SURABAYA UNIT X DENGAN METODE STATISTICAL PROCESS CONTROL (SPC) Oleh: Resty Dwi S. 240905022 Ir.Ya umar,mt Dosen Pembimbing: Ir.Ali Musyafa, MSc Diperlukan
Alternatif kebijakan membuat SOP baru di bagian gravity dan sortir untuk standar refraksi serta set up mesin gravity secara berkala.
 Alternatif kebijakan membuat SOP baru di bagian gravity dan sortir untuk standar refraksi serta set up mesin gravity secara berkala. Adapun alternatif tersebut memiliki kelebihan antara lain : Mempercepat
Alternatif kebijakan membuat SOP baru di bagian gravity dan sortir untuk standar refraksi serta set up mesin gravity secara berkala. Adapun alternatif tersebut memiliki kelebihan antara lain : Mempercepat
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilakukan di PT SEI Bogor pada Bulan September 2016 sampai dengan Bulan Desember 2016. PT SEI Bogor merupakan perusahaan yang bergerak
BAB III METODE PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilakukan di PT SEI Bogor pada Bulan September 2016 sampai dengan Bulan Desember 2016. PT SEI Bogor merupakan perusahaan yang bergerak
Sejarah Six Sigma Jepang ambil alih Motorola produksi TV dng jumlah kerusakan satu dibanding duapuluh Program Manajemen Partisipatif Motorola (Partici
 Topik Khusus ~ Pengantar Six Sigma ~ ekop2003@yahoo.com Sejarah Six Sigma Jepang ambil alih Motorola produksi TV dng jumlah kerusakan satu dibanding duapuluh Program Manajemen Partisipatif Motorola (Participative
Topik Khusus ~ Pengantar Six Sigma ~ ekop2003@yahoo.com Sejarah Six Sigma Jepang ambil alih Motorola produksi TV dng jumlah kerusakan satu dibanding duapuluh Program Manajemen Partisipatif Motorola (Participative
Pengukuran Kapabilitas Proses produksi kacang garing Cont d.
 Pengukuran Kapabilitas Proses produksi kacang garing Cont d. Langkah Tindakan Persamaan Hasil 1 Proses apa yang ingin diketahui? Produk kacang garing 2 Berapa jumlah Standart inventory (safety stock )?
Pengukuran Kapabilitas Proses produksi kacang garing Cont d. Langkah Tindakan Persamaan Hasil 1 Proses apa yang ingin diketahui? Produk kacang garing 2 Berapa jumlah Standart inventory (safety stock )?
Hidayati, Sinulingga, Hadi Jurnal OE, Volume VII, No. 1, Maret 2015
 Hidayati, Sinulingga, Hadi 0 Jurnal OE, Volume VII, No., Maret 0 KAJIAN KUALITAS MINYAK GORENG SAWIT DENGAN METODE TAGUCHI QUALITY LOSS FUNCTION Juliza Hidayati, Sukaria Sinulingga, Utomo Hadi Departemen
Hidayati, Sinulingga, Hadi 0 Jurnal OE, Volume VII, No., Maret 0 KAJIAN KUALITAS MINYAK GORENG SAWIT DENGAN METODE TAGUCHI QUALITY LOSS FUNCTION Juliza Hidayati, Sukaria Sinulingga, Utomo Hadi Departemen
BAB III SOLUSI BISNIS
 BAB III SOLUSI BISNIS 3.1 Alternatif Solusi Bisnis Alternatif solusi bisnis dari isu bisnis merupakan eksplorasi hasil isu bisnis dari berbagai informasi berupa evaluasi kinerja PT. XYZ Logistik yang diusulkan
BAB III SOLUSI BISNIS 3.1 Alternatif Solusi Bisnis Alternatif solusi bisnis dari isu bisnis merupakan eksplorasi hasil isu bisnis dari berbagai informasi berupa evaluasi kinerja PT. XYZ Logistik yang diusulkan
IDENTIFIKASI KUALITAS PRODUK GENTENG BETON DENGAN METODE DMAIC DI UD.PAYUNG SIDOARJO. Dedy Ermanto Jurusan Teknik Industri FTI UPN Veteran Jawa Timur
 1 IDENTIFIKASI KUALITAS PRODUK GENTENG BETON DENGAN METODE DMAIC DI UD.PAYUNG SIDOARJO Dedy Ermanto Jurusan Teknik Industri FTI UPN Veteran Jawa Timur ABSTRAK Adanya persaingan antar produk yang semakin
1 IDENTIFIKASI KUALITAS PRODUK GENTENG BETON DENGAN METODE DMAIC DI UD.PAYUNG SIDOARJO Dedy Ermanto Jurusan Teknik Industri FTI UPN Veteran Jawa Timur ABSTRAK Adanya persaingan antar produk yang semakin
Seminar Nasional IENACO 2014 ISSN PENERAPAN LEAN SIX SIGMA CONCEPT UNTUK PERBAIKAN LINI PRODUKSI
 PENERAPAN LEAN SIX SIGMA CONCEPT UNTUK PERBAIKAN LINI PRODUKSI H HARISUPRIYANTO Industrial Engineering Department Faculty of Industrial Technology Sepuluh Nopember Institute of Technology Kampus ITS Sukolilo,
PENERAPAN LEAN SIX SIGMA CONCEPT UNTUK PERBAIKAN LINI PRODUKSI H HARISUPRIYANTO Industrial Engineering Department Faculty of Industrial Technology Sepuluh Nopember Institute of Technology Kampus ITS Sukolilo,
PENINGKATAN KUALITAS PRODUK KERTAS DENGAN MENGGUNAKAN PENDEKATAN SIX SIGMA DI PABRIK KERTAS Y
 PENINGKATAN KUALITAS PRODUK KERTAS DENGAN MENGGUNAKAN PENDEKATAN SIX SIGMA DI PABRIK KERTAS Y Moses L. Singgih dan Renanda Email: moses@ie.its.ac.id Jurusan Teknik Industri FTI, Institut Teknologi Sepuluh
PENINGKATAN KUALITAS PRODUK KERTAS DENGAN MENGGUNAKAN PENDEKATAN SIX SIGMA DI PABRIK KERTAS Y Moses L. Singgih dan Renanda Email: moses@ie.its.ac.id Jurusan Teknik Industri FTI, Institut Teknologi Sepuluh
BAB 3 LANGKAH PEMECAHAN MASALAH
 BAB 3 LANGKAH PEMECAHAN MASALAH 3.1 Penetapan Kriteria Optimasi Dasar evaluasi untuk mengoptimasi sistem produksi percetakan koran Lampung Post pada PT. Masa Kini Mandiri yaitu dengan menggunakan metode
BAB 3 LANGKAH PEMECAHAN MASALAH 3.1 Penetapan Kriteria Optimasi Dasar evaluasi untuk mengoptimasi sistem produksi percetakan koran Lampung Post pada PT. Masa Kini Mandiri yaitu dengan menggunakan metode
DAFTAR ISI HALAMAN JUDUL... SURAT PERNYATAAN... LEMBAR PENGESAHAN PEMBIMBING... LEMBAR PENGESAHAN PENGUJI... HALAMAN PERSEMBAHAN... MOTTO...
 DAFTAR ISI HALAMAN JUDUL... SURAT PERNYATAAN... LEMBAR PENGESAHAN PEMBIMBING... LEMBAR PENGESAHAN PENGUJI... HALAMAN PERSEMBAHAN... MOTTO... KATA PENGANTAR..... ABSTRAK..... DAFTAR ISI... DAFTAR TABEL...
DAFTAR ISI HALAMAN JUDUL... SURAT PERNYATAAN... LEMBAR PENGESAHAN PEMBIMBING... LEMBAR PENGESAHAN PENGUJI... HALAMAN PERSEMBAHAN... MOTTO... KATA PENGANTAR..... ABSTRAK..... DAFTAR ISI... DAFTAR TABEL...
KATA PENGANTAR. berkenan memberikan rahmat dan hidayahnya sehingga penulis dapat ANALISA PENERAPAN KONSEP LEAN THINKING
 KATA PENGANTAR Alhamdulillah, puji syukur kehadirat Tuhan Yang Maha Esa, karena telah berkenan memberikan rahmat dan hidayahnya sehingga penulis dapat menyelesaikan tugas akhir ini dengan judul : ANALISA
KATA PENGANTAR Alhamdulillah, puji syukur kehadirat Tuhan Yang Maha Esa, karena telah berkenan memberikan rahmat dan hidayahnya sehingga penulis dapat menyelesaikan tugas akhir ini dengan judul : ANALISA
ANALISIS PERBAIKAN POWER QUALITY UNTUK PENCAPAIAN EFISIENSI ENERGI DI RS. X
 ANALISIS PERBAIKAN POWER QUALITY UNTUK PENCAPAIAN EFISIENSI ENERGI DI RS. X Nur Yulianti Hidayah 1, Desi Rahmawaty 2 1,2) Jurusan Teknik Industri Fakultas Teknik Universitas Pancasila 1) nur.yulianti@univpancasila.ac.id,
ANALISIS PERBAIKAN POWER QUALITY UNTUK PENCAPAIAN EFISIENSI ENERGI DI RS. X Nur Yulianti Hidayah 1, Desi Rahmawaty 2 1,2) Jurusan Teknik Industri Fakultas Teknik Universitas Pancasila 1) nur.yulianti@univpancasila.ac.id,
ANALISA QUALITY IMPROVEMENT PADA PERUSAHAAN READY MIX CONCRETE PT. X DI BALI
 ANALISA QUALITY IMPROVEMENT PADA PERUSAHAAN READY MIX CONCRETE PT. X DI BALI Sugihya Artha Dwipayani 1) dan I Putu Artama Wiguna 2) 1) Program Studi Pascasarjana Teknik Sipil, Institut Teknologi Sepuluh
ANALISA QUALITY IMPROVEMENT PADA PERUSAHAAN READY MIX CONCRETE PT. X DI BALI Sugihya Artha Dwipayani 1) dan I Putu Artama Wiguna 2) 1) Program Studi Pascasarjana Teknik Sipil, Institut Teknologi Sepuluh
Penerapan Metode DMAIC di PT. Coca-Cola Bottling Indonesia Jawa Timur. Oleh Zubdatu Zahrati Dosen Pembimbing : Dra.
 Penerapan Metode DMAIC di PT. Coca-Cola Bottling Indonesia Jawa Timur Oleh Zubdatu Zahrati 32 05 004 Dosen Pembimbing : Dra. Lucia Aridinanti Pendahuluan Latar Belakang Permasalahan Tujuan Manfaat Batasan
Penerapan Metode DMAIC di PT. Coca-Cola Bottling Indonesia Jawa Timur Oleh Zubdatu Zahrati 32 05 004 Dosen Pembimbing : Dra. Lucia Aridinanti Pendahuluan Latar Belakang Permasalahan Tujuan Manfaat Batasan
PENERAPAN METODE SIX SIGMA DALAM ANALISIS KUALITAS PRODUK (Studi Kasus Produk Batik Handprint Pada PT XYZ di Bali)
") E-Jurnal Matematika Vol. 6 (2), Mei 2017, pp. 124-130 ISSN: 2303-1751 PENERAPAN METODE SIX SIGMA DALAM ANALISIS KUALITAS PRODUK (Studi Kasus Produk Batik Handprint Pada PT XYZ di Bali) Tri Alit Tresna
E-Jurnal Matematika Vol. 6 (2), Mei 2017, pp. 124-130 ISSN: 2303-1751 PENERAPAN METODE SIX SIGMA DALAM ANALISIS KUALITAS PRODUK (Studi Kasus Produk Batik Handprint Pada PT XYZ di Bali) Tri Alit Tresna
BAB III LANGKAH PEMECAHAN MASALAH
 BAB III LANGKAH PEMECAHAN MASALAH 3.1 Penetapan Kriteria Optimasi Setelah mengevaluasi berbagai data-data kegiatan produksi, penulis mengusulkan dasar evaluasi untuk mengoptimalkan sistem produksi produk
BAB III LANGKAH PEMECAHAN MASALAH 3.1 Penetapan Kriteria Optimasi Setelah mengevaluasi berbagai data-data kegiatan produksi, penulis mengusulkan dasar evaluasi untuk mengoptimalkan sistem produksi produk
BAB II LANDASAN TEORI. Persyaratan utama untuk mencapai kepuasan pelanggan (customer
 BAB II LANDASAN TEORI 2.1 Konsep SPC dan Pengendalian Kualitas Persyaratan utama untuk mencapai kepuasan pelanggan (customer satisfaction) dalam dunia industri manufaktur adalah kualitas dari produk maupun
BAB II LANDASAN TEORI 2.1 Konsep SPC dan Pengendalian Kualitas Persyaratan utama untuk mencapai kepuasan pelanggan (customer satisfaction) dalam dunia industri manufaktur adalah kualitas dari produk maupun
Reduksi Cacat pada Produk Kaca Lembaran dengan Metode Six Sigma
 F289 Reduksi Cacat pada Produk Kaca Lembaran dengan Metode Six Sigma Milatul Afiah dan Moses Laksono Singgih Departemen Teknik Industri, Fakultas Teknologi Industri, Institut Teknologi Sepuluh Nopember
F289 Reduksi Cacat pada Produk Kaca Lembaran dengan Metode Six Sigma Milatul Afiah dan Moses Laksono Singgih Departemen Teknik Industri, Fakultas Teknologi Industri, Institut Teknologi Sepuluh Nopember
Oleh Didik Samanhudi Teknik Industri FTI-UPV Veteran Jatim ABSTRAK
 ANALISIS KAPABILITAS PROSES PRODUK KAWAT MENGGUNAKAN PENDEKATAN DEFINE, MEASURE, ANALYZE, IMPROVE, CONTROL DENGAN METODE TAGUCHI DI PT. UNIVERSAL METAL WORK SIDOARJO Oleh Didik Samanhudi Teknik Industri
ANALISIS KAPABILITAS PROSES PRODUK KAWAT MENGGUNAKAN PENDEKATAN DEFINE, MEASURE, ANALYZE, IMPROVE, CONTROL DENGAN METODE TAGUCHI DI PT. UNIVERSAL METAL WORK SIDOARJO Oleh Didik Samanhudi Teknik Industri
Aplikasi SPC (Statistical Process Control) dan Quality Improvement Tool Di Bagian Giling Dan Batil Rokok SKT PT. Djarum Kudus
 dan Quality Improvement Tool Di Bagian Giling Dan Batil Rokok SKT PT. Djarum Kudus") Aplikasi SPC (Statistical Process Control) dan Quality Improvement Tool Di Bagian Giling Dan Batil Rokok SKT PT. Djarum Kudus Ida Nursanti* 1, Eny Rokhayati 2 1,2 Jurusan Teknik Industri Universitas Muhammadiyah
Aplikasi SPC (Statistical Process Control) dan Quality Improvement Tool Di Bagian Giling Dan Batil Rokok SKT PT. Djarum Kudus Ida Nursanti* 1, Eny Rokhayati 2 1,2 Jurusan Teknik Industri Universitas Muhammadiyah
Reduksi Cacat pada Produk Kaca Lembaran dengan Metode Six Sigma
 JURNAL TEKNIK ITS Vol. 6, No. 2, (2017) ISSN: 2337-3539 (2301-9271 Print) F-291 Reduksi Cacat pada Produk Kaca Lembaran dengan Metode Six Sigma Milatul Afiah dan Moses Laksono Singgih Departemen Teknik
JURNAL TEKNIK ITS Vol. 6, No. 2, (2017) ISSN: 2337-3539 (2301-9271 Print) F-291 Reduksi Cacat pada Produk Kaca Lembaran dengan Metode Six Sigma Milatul Afiah dan Moses Laksono Singgih Departemen Teknik
ANALISIS DEFECT RATE PENGELASAN DAN PENANGGULANGANNYA DENGAN METODE SIX SIGMA DAN FMEA DI PT PROFAB INDONESIA
 ANALISIS DEFECT RATE PENGELASAN DAN PENANGGULANGANNYA DENGAN METODE SIX SIGMA DAN FMEA DI PT PROFAB INDONESIA Decky Antony Kifta Program Studi Teknik Industri Sekolah Tinggi Teknik Ibnu Sina Batam Email:
ANALISIS DEFECT RATE PENGELASAN DAN PENANGGULANGANNYA DENGAN METODE SIX SIGMA DAN FMEA DI PT PROFAB INDONESIA Decky Antony Kifta Program Studi Teknik Industri Sekolah Tinggi Teknik Ibnu Sina Batam Email:
PENGUKURAN DAN PENINGKATAN KINERJA RANTAI PASOKAN DENGAN PENDEKATAN SCOR (SUPPLY CHAIN DI PT. XYZ TUGAS SARJANA DEA DARA DAFIKA SIAGIAN NIM.
 PENGUKURAN DAN PENINGKATAN KINERJA RANTAI PASOKAN DENGAN PENDEKATAN SCOR (SUPPLY CHAIN OPERATIONS REFERENCE) DAN LEAN SIX SIGMA DI PT. XYZ TUGAS SARJANA Diajukan untuk Memenuhi Sebagian dari Syarat-syarat
PENGUKURAN DAN PENINGKATAN KINERJA RANTAI PASOKAN DENGAN PENDEKATAN SCOR (SUPPLY CHAIN OPERATIONS REFERENCE) DAN LEAN SIX SIGMA DI PT. XYZ TUGAS SARJANA Diajukan untuk Memenuhi Sebagian dari Syarat-syarat
BAB IV PERANCANGAN SISTEM TERINTEGRASI
 BAB IV PERANCANGAN SISTEM TERINTEGRASI 4.1 Tahap Perancangan Sistem Terintegrasi Setelah dilakukan brainstorming dan studi pustaka, maka langkah selanjutnya adalah membuat sistem terintegrasi dari metode
BAB IV PERANCANGAN SISTEM TERINTEGRASI 4.1 Tahap Perancangan Sistem Terintegrasi Setelah dilakukan brainstorming dan studi pustaka, maka langkah selanjutnya adalah membuat sistem terintegrasi dari metode
PENDEKATAN KONSEP LEAN MANUFAKTUR DALAM PENINGKATAN EFISIENSI PADA SISTEM PRODUKSI KACA DI PT. ASAHIMAS FLAT GLASS, Tbk
 PENDEKATAN KONSEP LEAN MANUFAKTUR DALAM PENINGKATAN EFISIENSI PADA SISTEM PRODUKSI KACA DI PT. ASAHIMAS FLAT GLASS, Tbk P r o p o s a l P e n e l i t i a n T u g a s A k h i r DOSEN PEMBIMBING : YUDHA
PENDEKATAN KONSEP LEAN MANUFAKTUR DALAM PENINGKATAN EFISIENSI PADA SISTEM PRODUKSI KACA DI PT. ASAHIMAS FLAT GLASS, Tbk P r o p o s a l P e n e l i t i a n T u g a s A k h i r DOSEN PEMBIMBING : YUDHA
BAB 2 LANDASAN TEORI
 BAB 2 LANDASAN TEORI Fase atau tahapan yang banyak menghasilkan produk yang cacat adalah di bagian proses stripping, terlihat dari diagram Pareto nya dari ketiga tahapan di area produksi Produk X. 2.1
BAB 2 LANDASAN TEORI Fase atau tahapan yang banyak menghasilkan produk yang cacat adalah di bagian proses stripping, terlihat dari diagram Pareto nya dari ketiga tahapan di area produksi Produk X. 2.1
BAB III SOLUSI BISNIS
 BAB III SOLUSI BISNIS Untuk meminimasi tingginya frekuensi sejumlah cacat pada stasiun kerja Winding dalam pembuatan produk Ballast TB 210, maka diperlukan suatu alat pengendalian kualitas yang mampu meminimasi
BAB III SOLUSI BISNIS Untuk meminimasi tingginya frekuensi sejumlah cacat pada stasiun kerja Winding dalam pembuatan produk Ballast TB 210, maka diperlukan suatu alat pengendalian kualitas yang mampu meminimasi
APLIKASI PENDEKATAN LEAN SIX SIGMA UNTUK MENINGKATKAN KUALITAS KUE MALKIST DI PT.X
 APLIKASI PENDEKATAN LEAN SIX SIGMA UNTUK MENINGKATKAN KUALITAS KUE MALKIST DI PT.X Oleh: Lilla Ayu Dyawara Pembimbing: 1. Prof.Ir.Suparno,MSIE,PhD Penguji: 1. Prof.Ir.Moses L.Singgih,Msc,Ph.D 2. Dr.Ir.Bambang
APLIKASI PENDEKATAN LEAN SIX SIGMA UNTUK MENINGKATKAN KUALITAS KUE MALKIST DI PT.X Oleh: Lilla Ayu Dyawara Pembimbing: 1. Prof.Ir.Suparno,MSIE,PhD Penguji: 1. Prof.Ir.Moses L.Singgih,Msc,Ph.D 2. Dr.Ir.Bambang
BAB II KAJIAN LITERATUR
 BAB II KAJIAN LITERATUR 2.1 PENGENDALIAN KUALITAS 2.1.1 Pengertian Kualitas Keistimewaan atau keunggulan suatu produk dapat diukur melalui tingkat kepuasan pelanggan. Salah satunya dapat dilihat dari sisi
BAB II KAJIAN LITERATUR 2.1 PENGENDALIAN KUALITAS 2.1.1 Pengertian Kualitas Keistimewaan atau keunggulan suatu produk dapat diukur melalui tingkat kepuasan pelanggan. Salah satunya dapat dilihat dari sisi
MENINGKATKAN KUALITAS PRODUK MELALUI KONSEP DMAIC PADA SIX SIGMA
 MENINGKATKAN KUALITAS PRODUK MELALUI KONSEP DMAIC PADA SIX SIGMA Julianus Hutabarat 1, Ellysa Nursanti 2 Program Studi Teknik Industri, Fakultas Teknologi Industri Institut Teknologi Nasional Malang Kampus
MENINGKATKAN KUALITAS PRODUK MELALUI KONSEP DMAIC PADA SIX SIGMA Julianus Hutabarat 1, Ellysa Nursanti 2 Program Studi Teknik Industri, Fakultas Teknologi Industri Institut Teknologi Nasional Malang Kampus
BAB 3 LANGKAH PEMECAHAN MASALAH
 BAB 3 LANGKAH PEMECAHAN MASALAH 3.1 Penetapan kriteria optimasi Dasar evaluasi untuk mengoptimasi kualitas produksi pipa pada perusahaan ini yaitu dengan menggunakan metode DMAIC (Define, Measure, Analyze,
BAB 3 LANGKAH PEMECAHAN MASALAH 3.1 Penetapan kriteria optimasi Dasar evaluasi untuk mengoptimasi kualitas produksi pipa pada perusahaan ini yaitu dengan menggunakan metode DMAIC (Define, Measure, Analyze,
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN 3.1 Diagram Alir Gambar 3.1 Diagram alir 37 3.2 Langkah Langkah Penelitian Dalam metode penelitian ini merupakan tahapan tahapan yang dibuat untuk memudahkan dan mengarahkan
BAB III METODOLOGI PENELITIAN 3.1 Diagram Alir Gambar 3.1 Diagram alir 37 3.2 Langkah Langkah Penelitian Dalam metode penelitian ini merupakan tahapan tahapan yang dibuat untuk memudahkan dan mengarahkan
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN Metodologi adalah suatu proses berpikir yang dilakukan dalam penulisan suatu laporan, mulai dari menentukan judul dan permasalahan, melakukan pengumpulan data yang akan digunakan
BAB III METODOLOGI PENELITIAN Metodologi adalah suatu proses berpikir yang dilakukan dalam penulisan suatu laporan, mulai dari menentukan judul dan permasalahan, melakukan pengumpulan data yang akan digunakan
Usulan Penerapan Metodologi DMAIC untuk Meningkatkan Kualitas Berat Produk di Lini Produksi Filling (Studi Kasus: PT Java Egg Specialities)
") Usulan Penerapan Metodologi DMAIC untuk Meningkatkan Kualitas Berat Produk di Lini Produksi Filling (Studi Kasus: PT Java Egg Specialities) Feliks Prasepta S. Surbakti 1, Martinus Tukiran 2, Agnes Natalia
Usulan Penerapan Metodologi DMAIC untuk Meningkatkan Kualitas Berat Produk di Lini Produksi Filling (Studi Kasus: PT Java Egg Specialities) Feliks Prasepta S. Surbakti 1, Martinus Tukiran 2, Agnes Natalia
BAB 3 METODOLOGI PEMECAHAN MASALAH
 BAB 3 METODOLOGI PEMECAHAN MASALAH Berikut ini adalah metode yang digunakan dalam melakukan penelitian dan pengolahan data: Mula i Observasilapangan / studi awal Studipusta ka Identifikasi dan perumusan
BAB 3 METODOLOGI PEMECAHAN MASALAH Berikut ini adalah metode yang digunakan dalam melakukan penelitian dan pengolahan data: Mula i Observasilapangan / studi awal Studipusta ka Identifikasi dan perumusan
ANALISIS REJECT PART TYPE KYL PADA PROSES ASSEMBLY UNIT SEPEDA MOTOR DENGAN METODE FAULT TREE ANALYSIS DAN SIX SIGMA (Study Kasus Pada PT.
 ANALISIS REJECT PART TYPE KYL PADA PROSES ASSEMBLY UNIT SEPEDA MOTOR DENGAN METODE FAULT TREE ANALYSIS DAN SIX SIGMA (Study Kasus Pada PT.XYZ) Priyanto Binus University, Jakarta, DKI Jakarta, Indonesia
ANALISIS REJECT PART TYPE KYL PADA PROSES ASSEMBLY UNIT SEPEDA MOTOR DENGAN METODE FAULT TREE ANALYSIS DAN SIX SIGMA (Study Kasus Pada PT.XYZ) Priyanto Binus University, Jakarta, DKI Jakarta, Indonesia
PENGENDALIAN DAN PENINGKATAN KUALITAS PUPUK SUPER DOLOMITE DENGAN PENERAPAN METODE KAIZEN DAN SIX SIGMA
 PENGENDALIAN DAN PENINGKATAN KUALITAS PUPUK SUPER DOLOMITE DENGAN PENERAPAN METODE KAIZEN DAN SIX SIGMA Study Kasus : PT. Polowijo Gosari, Gresik Diajukan Untuk Melengkapi dan Memenuhi Syarat Guna Mencapai
PENGENDALIAN DAN PENINGKATAN KUALITAS PUPUK SUPER DOLOMITE DENGAN PENERAPAN METODE KAIZEN DAN SIX SIGMA Study Kasus : PT. Polowijo Gosari, Gresik Diajukan Untuk Melengkapi dan Memenuhi Syarat Guna Mencapai
UNIVERSITAS INDONESIA PENINGKATAN KUALITAS PROSES PACKING PERMEN COKLAT DI PT BATMAN KENCANA DENGAN PENDEKATAN DMAIC SIX SIGMA TESIS
 UNIVERSITAS INDONESIA PENINGKATAN KUALITAS PROSES PACKING PERMEN COKLAT DI PT BATMAN KENCANA DENGAN PENDEKATAN DMAIC SIX SIGMA TESIS Diajukan sebagai salah satu syarat untuk memperoleh gelar Magister Teknik
UNIVERSITAS INDONESIA PENINGKATAN KUALITAS PROSES PACKING PERMEN COKLAT DI PT BATMAN KENCANA DENGAN PENDEKATAN DMAIC SIX SIGMA TESIS Diajukan sebagai salah satu syarat untuk memperoleh gelar Magister Teknik
PENERAPAN METODE SIX SIGMA UNTUK MEnurunkan KECACATAN PRODUK FRYPAN DI CV. CORNING SIDOARJO
 PENERAPAN METODE SIX SIGMA UNTUK MEnurunkan KECACATAN PRODUK FRYPAN DI CV. CORNING SIDOARJO Boy Isma Putra Jurusan Teknik Industri Universitas Muhammadiyah Sidoarjo E-mail: boyismaputra@yahoo.com) ABSTRAK
PENERAPAN METODE SIX SIGMA UNTUK MEnurunkan KECACATAN PRODUK FRYPAN DI CV. CORNING SIDOARJO Boy Isma Putra Jurusan Teknik Industri Universitas Muhammadiyah Sidoarjo E-mail: boyismaputra@yahoo.com) ABSTRAK
BAB VI KESIMPULAN DAN SARAN
 BAB VI KESIMPULAN DAN SARAN Pada bab ini akan diuraikan beberapa kesimpulan yang bisa ditarik berdasarkan pada penelitian yang telah dilakukan serta saran-saran bagi pihak PT. Otsuka Indonesia dan penelitian
BAB VI KESIMPULAN DAN SARAN Pada bab ini akan diuraikan beberapa kesimpulan yang bisa ditarik berdasarkan pada penelitian yang telah dilakukan serta saran-saran bagi pihak PT. Otsuka Indonesia dan penelitian
BAB IV PENGOLAHAN DAN ANALISA DATA
 36 BAB IV PENGOLAHAN DAN ANALISA DATA Langkah berikutnya adalah mengolah data-data yang telah dikumpulkan untuk dihitung jumlah dominan cacat cetakan yang terjadi, kapabilitas proses dari unit pengolahan
36 BAB IV PENGOLAHAN DAN ANALISA DATA Langkah berikutnya adalah mengolah data-data yang telah dikumpulkan untuk dihitung jumlah dominan cacat cetakan yang terjadi, kapabilitas proses dari unit pengolahan
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN 3.1 Objek Penelitian PT. Abdi Juang Investama bergerak di bidang pembuatan Trolly Shopping Cart berdiri pada tahun 2014. PT Abdi Juang Investama ini sudah mengembangkan bisnisnya
BAB III METODE PENELITIAN 3.1 Objek Penelitian PT. Abdi Juang Investama bergerak di bidang pembuatan Trolly Shopping Cart berdiri pada tahun 2014. PT Abdi Juang Investama ini sudah mengembangkan bisnisnya
ANALISIS KINERJA PELAYANAN PERBAIKAN GANGGUAN LISTRIK BERDASARKAN METODE SIX SIGMA DI PT. PLN (PERSERO) UNIT PELAYANAN DAN JARINGAN NGAGEL
 UNIT PELAYANAN DAN JARINGAN NGAGEL") ANALISIS KINERJA PELAYANAN PERBAIKAN GANGGUAN LISTRIK BERDASARKAN METODE SIX SIGMA DI PT. PLN (PERSERO) UNIT PELAYANAN DAN JARINGAN NGAGEL Handoyo Jurusan Teknik Industri, Fakultas Teknologi Industri Universitas
ANALISIS KINERJA PELAYANAN PERBAIKAN GANGGUAN LISTRIK BERDASARKAN METODE SIX SIGMA DI PT. PLN (PERSERO) UNIT PELAYANAN DAN JARINGAN NGAGEL Handoyo Jurusan Teknik Industri, Fakultas Teknologi Industri Universitas
PENDEKATAN KONSEP LEAN MANUFAKTUR DALAM PENINGKATAN EFISIENSI PADA SISTEM PRODUKSI KACA DI PT ASAHIMAS FLAT GLASS, Tbk
 JURNAL TEKNIK POMITS Vol. 1, No. 1, (2012) 15 1 PENDEKATAN KONSEP LEAN MANUFAKTUR DALAM PENINGKATAN EFISIENSI PADA SISTEM PRODUKSI KACA DI PT ASAHIMAS FLAT GLASS, Tbk Ganis Andini P, Yudha Prasetyawan,
JURNAL TEKNIK POMITS Vol. 1, No. 1, (2012) 15 1 PENDEKATAN KONSEP LEAN MANUFAKTUR DALAM PENINGKATAN EFISIENSI PADA SISTEM PRODUKSI KACA DI PT ASAHIMAS FLAT GLASS, Tbk Ganis Andini P, Yudha Prasetyawan,
BAB III METODOLOGI PENELITIAN. merupakan UKM yang bergerak dibidang produksi furniture.
 BAB III METODOLOGI PENELITIAN 3.1 Desain Penelitian Penelitian ini bertujuan untuk mengetahui besarnya dan faktor penyebab banyaknya re-work dari proses produksi kursi pada PT. SUBUR MANDIRI, yang merupakan
BAB III METODOLOGI PENELITIAN 3.1 Desain Penelitian Penelitian ini bertujuan untuk mengetahui besarnya dan faktor penyebab banyaknya re-work dari proses produksi kursi pada PT. SUBUR MANDIRI, yang merupakan
BAB 3 METODOLOGI PEMECAHAN MASALAH
 61 BAB 3 METODOLOGI PEMECAHAN MASALAH Metodologi penelitian menggambarkan proses atau tahap tahap penelitian yang harus ditetapkan dahulu sebelum melakukan pemecahan masalah yang sedang dibahas sehingga
61 BAB 3 METODOLOGI PEMECAHAN MASALAH Metodologi penelitian menggambarkan proses atau tahap tahap penelitian yang harus ditetapkan dahulu sebelum melakukan pemecahan masalah yang sedang dibahas sehingga
REDUCING DEFECTS AND COSTS OF POOR QUALITY OF WW GRAY ROYAL ROOF USING DMAIC AND FMEAP (FAILURE MODE AND EFFECT ANALYSIS PROCESS)
") TUGAS AKHIR RI 1592 MENGURANGI JUMLAH CACAT DAN BIAYA KERUGIAN PADA PRODUK GENTENG WW ROYAL ABU-ABU DENGAN PENDEKATAN DMAIC DAN FMEAP (FAILURE MODE AND EFFECT ANALYSIS PROCESS) NOVEMIA PRANING H NRP 2502
TUGAS AKHIR RI 1592 MENGURANGI JUMLAH CACAT DAN BIAYA KERUGIAN PADA PRODUK GENTENG WW ROYAL ABU-ABU DENGAN PENDEKATAN DMAIC DAN FMEAP (FAILURE MODE AND EFFECT ANALYSIS PROCESS) NOVEMIA PRANING H NRP 2502
BAB V ANALISA DAN INTEPRETASI
 56 BAB V ANALISA DAN INTEPRETASI Pada Bab ini dibahas tahap Analyze (A), Improve (I), dan Control (C) dalam pengendalian kualitas terus menerus DMAIC sebagai langkah lanjutan dari kedua tahap sebelumnya.
56 BAB V ANALISA DAN INTEPRETASI Pada Bab ini dibahas tahap Analyze (A), Improve (I), dan Control (C) dalam pengendalian kualitas terus menerus DMAIC sebagai langkah lanjutan dari kedua tahap sebelumnya.
PENDEKATAN METODE LEAN SIX SIGMA UNTUK MENGANALISIS PROSES PRODUKSI PADA PT. DULMISON INDONESIA
 PENDEKATAN METODE LEAN SIX SIGMA UNTUK MENGANALISIS PROSES PRODUKSI PADA PT. DULMISON INDONESIA Titi Jayati 0800775012 ABSTRAK Operational excellent didasari oleh banyak perusahaan sebagai salah satu cara
PENDEKATAN METODE LEAN SIX SIGMA UNTUK MENGANALISIS PROSES PRODUKSI PADA PT. DULMISON INDONESIA Titi Jayati 0800775012 ABSTRAK Operational excellent didasari oleh banyak perusahaan sebagai salah satu cara
ANALISIS KUALITAS PRODUK ALUMINIUM FLUORIDA. ) DENGAN METODE SIX SIGMA DI PT. PETROKIMIA GRESIK Tbk. SKRIPSI
 DENGAN METODE SIX SIGMA DI PT. PETROKIMIA GRESIK Tbk. SKRIPSI") ANALISIS KUALITAS PRODUK ALUMINIUM FLUORIDA ( AlF 3 ) DENGAN METODE SIX SIGMA DI PT. PETROKIMIA GRESIK Tbk. SKRIPSI Disusun Oleh : FARIHUL IBAD NPM : 0732 010 174 JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNOLOGI
ANALISIS KUALITAS PRODUK ALUMINIUM FLUORIDA ( AlF 3 ) DENGAN METODE SIX SIGMA DI PT. PETROKIMIA GRESIK Tbk. SKRIPSI Disusun Oleh : FARIHUL IBAD NPM : 0732 010 174 JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNOLOGI
DESAIN PERBAIKAN KINERJA LAYANAN PUBLIK BERBASIS KONSEP LEAN SERVICE (STUDI KASUS : PERPANJANGAN IMTA DISNAKER JATIM)
") DESAIN PERBAIKAN KINERJA LAYANAN PUBLIK BERBASIS KONSEP LEAN SERVICE (STUDI KASUS : PERPANJANGAN IMTA DISNAKER JATIM) Lusi Zafriana, Hari Supriyanto dan Indung Sudarso Jurusan Teknik Industri Institut
DESAIN PERBAIKAN KINERJA LAYANAN PUBLIK BERBASIS KONSEP LEAN SERVICE (STUDI KASUS : PERPANJANGAN IMTA DISNAKER JATIM) Lusi Zafriana, Hari Supriyanto dan Indung Sudarso Jurusan Teknik Industri Institut
PENERAPAN METODE LEAN SIX SIGMA PADA PROSES PRODUKSI BAN DALAM MOBIL (Studi Kasus Pada PT. United Kingland)
") PENERAPAN METODE LEAN SIX SIGMA PADA PROSES PRODUKSI BAN DALAM MOBIL (Studi Kasus Pada PT. United Kingland) Rahmi Maulidya, Andri Bagio Satrio dan Rico Susanto Jurusan Teknik Industri, Universitas Trisakti
PENERAPAN METODE LEAN SIX SIGMA PADA PROSES PRODUKSI BAN DALAM MOBIL (Studi Kasus Pada PT. United Kingland) Rahmi Maulidya, Andri Bagio Satrio dan Rico Susanto Jurusan Teknik Industri, Universitas Trisakti
Damper DB2B24SSC, diantaranya adalah:
 BAB III. METODE PEMECAHAN MASALAH 3.1 Penetapan Kriteria Optimasi PT.Dulmison Indonesia merupakan sebuah perusahaan yang bergerak dibidang hardware energi yang memproduksi alat-alat berat dan aksesoris
BAB III. METODE PEMECAHAN MASALAH 3.1 Penetapan Kriteria Optimasi PT.Dulmison Indonesia merupakan sebuah perusahaan yang bergerak dibidang hardware energi yang memproduksi alat-alat berat dan aksesoris
BAB V ANALISA PEMECAHAN MASALAH
 BAB V ANALISA PEMECAHAN MASALAH 5.1. Analisa Tahap Define Adapun persentase produk cacat terbesar periode September 2012 s/d Desember 2012 terdapat pada produk Polyester tipe T.402 yaitu dengan persentase
BAB V ANALISA PEMECAHAN MASALAH 5.1. Analisa Tahap Define Adapun persentase produk cacat terbesar periode September 2012 s/d Desember 2012 terdapat pada produk Polyester tipe T.402 yaitu dengan persentase
BAB II LANDASAN TEORI. setiap ahli memiliki teori sendiri-sendiri mengenai hal ini. Menurut (Davis, 1994)
") BAB II LANDASAN TEORI 2.1 Pengertian kualitas Kualitas memiliki kaitan yang sangat erat dengan dunia perindustrian, baik industri barang maupun jasa. Definisi dari kualitas sendiri bermacam-macam, karena
BAB II LANDASAN TEORI 2.1 Pengertian kualitas Kualitas memiliki kaitan yang sangat erat dengan dunia perindustrian, baik industri barang maupun jasa. Definisi dari kualitas sendiri bermacam-macam, karena
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA Tinjauan pustaka menguraikan teori dan bahan penelitian yang akan dijadikan landasan dan kerangka berpikir untuk melakukan kegiatan penelitian yaitu tugas akhir. 2.1. Kualitas Kualitas
BAB II TINJAUAN PUSTAKA Tinjauan pustaka menguraikan teori dan bahan penelitian yang akan dijadikan landasan dan kerangka berpikir untuk melakukan kegiatan penelitian yaitu tugas akhir. 2.1. Kualitas Kualitas
(Studi Kasus : UNIT PELAYANAN TRANSMISI PT.PLN SEGOROMADU GRESIK)
") PENGURANGAN WASTE UNTUK MELAKUKAN PERBAIKAN STANDAR DISTRIBUSI LISTRIK GOLONGAN RUMAH TANGGA R1/TR 450 VA MELALUI PENDEKATAN LEAN SIX SIGMA DENGAN METODE DMAIC & FMEA (Studi Kasus : UNIT PELAYANAN TRANSMISI
PENGURANGAN WASTE UNTUK MELAKUKAN PERBAIKAN STANDAR DISTRIBUSI LISTRIK GOLONGAN RUMAH TANGGA R1/TR 450 VA MELALUI PENDEKATAN LEAN SIX SIGMA DENGAN METODE DMAIC & FMEA (Studi Kasus : UNIT PELAYANAN TRANSMISI
IDENTIFIKASI PROSES PRODUKSI UNTUK MEREDUKSI NON VALUE ADDING ACTIVITY
 IDENTIFIKASI PROSES PRODUKSI UNTUK MEREDUKSI NON VALUE ADDING ACTIVITY DAN DEFECT PADA PRODUK SEPATU DENGAN METODE LEAN SIX SIGMA DI PT.CITRA HARAPAN SEMESTA KRIAN SKRIPSI Oleh : RAKHMAT WIRA YUDHA NPM.
IDENTIFIKASI PROSES PRODUKSI UNTUK MEREDUKSI NON VALUE ADDING ACTIVITY DAN DEFECT PADA PRODUK SEPATU DENGAN METODE LEAN SIX SIGMA DI PT.CITRA HARAPAN SEMESTA KRIAN SKRIPSI Oleh : RAKHMAT WIRA YUDHA NPM.
Prosiding Seminar Nasional Manajemen Teknologi XV Program Studi MMT-ITS, Surabaya 4 Pebruari 2012
 MENGURANGI AKTIVITAS-AKTIVITAS YANG TIDAK BERNILAI TAMBAH UNTUK MEMPERBAIKI ALIRAN PROSES PENERAPAN COMPUTERIZED MAINTENANCE MANAGEMENT SYSTEM (CMMS) DENGAN PENDEKATAN LEAN THINKING Chauliah Fatma Putri,
MENGURANGI AKTIVITAS-AKTIVITAS YANG TIDAK BERNILAI TAMBAH UNTUK MEMPERBAIKI ALIRAN PROSES PENERAPAN COMPUTERIZED MAINTENANCE MANAGEMENT SYSTEM (CMMS) DENGAN PENDEKATAN LEAN THINKING Chauliah Fatma Putri,
PENDEKATAN LEAN SIX SIGMA DAN METODE WEIGHTED PRODUCT UNTUK MENGURANGI WASTE PADA PROSES PRODUKSI SPARE PART OEM DI PT. SINAR AGUNG SELALU SUKSES
 PENDEKATAN LEAN SIX SIGMA DAN METODE WEIGHTED PRODUCT UNTUK MENGURANGI WASTE PADA PROSES PRODUKSI SPARE PART OEM DI PT. SINAR AGUNG SELALU SUKSES Bonifasius Yorie Margo Putro Program Studi Teknik Indusri,
PENDEKATAN LEAN SIX SIGMA DAN METODE WEIGHTED PRODUCT UNTUK MENGURANGI WASTE PADA PROSES PRODUKSI SPARE PART OEM DI PT. SINAR AGUNG SELALU SUKSES Bonifasius Yorie Margo Putro Program Studi Teknik Indusri,
Gambar I.1 Part utama Penyusun meter air
 BAB I PENDAHULUAN I.1 Latar Belakang Menurut Gaspersz (2011, p.92), Lean Six sigma merupakan suatu filosofi bisnis, pendekatan sistemik dan sistematik dan sistematik untuk mengidentifikasi dan menghilangkan
BAB I PENDAHULUAN I.1 Latar Belakang Menurut Gaspersz (2011, p.92), Lean Six sigma merupakan suatu filosofi bisnis, pendekatan sistemik dan sistematik dan sistematik untuk mengidentifikasi dan menghilangkan
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN 3.1 Deskripsi Tahapan Penelitian 3.1.1 Identifikasi Dan Perumusan Masalah Langkah ini merupakan langkah awal untuk melakukan penelitian dengan melakukan observasi ke unit
BAB III METODOLOGI PENELITIAN 3.1 Deskripsi Tahapan Penelitian 3.1.1 Identifikasi Dan Perumusan Masalah Langkah ini merupakan langkah awal untuk melakukan penelitian dengan melakukan observasi ke unit
BAB 3 METODOLOGI PENELITIAN
 BAB 3 METODOLOGI PENELITIAN Metodologi penelitian merupakan tahapan yang dilalui, mulai dari identifikasi masalah sampai pada tahap penyelesaian masalah dalam penyelesaian tugas akhir. Metodologi bertujuan
BAB 3 METODOLOGI PENELITIAN Metodologi penelitian merupakan tahapan yang dilalui, mulai dari identifikasi masalah sampai pada tahap penyelesaian masalah dalam penyelesaian tugas akhir. Metodologi bertujuan
STUDI IMPLEMENTASI LEAN SIX SIGMA DENGAN PENDEKATAN VALUE STREAM MAPPING UNTUK MEREDUKSI IDLE TIME MATERIAL PADA GUDANG PELAT DAN PROFIL
 STUDI IMPLEMENTASI LEAN SIX SIGMA DENGAN PENDEKATAN VALUE STREAM MAPPING UNTUK MEREDUKSI IDLE TIME MATERIAL PADA GUDANG PELAT DAN PROFIL Wawan Widiatmoko N.R.P. 4108 100 080 Dosen Pembimbing : Sri Rejeki
STUDI IMPLEMENTASI LEAN SIX SIGMA DENGAN PENDEKATAN VALUE STREAM MAPPING UNTUK MEREDUKSI IDLE TIME MATERIAL PADA GUDANG PELAT DAN PROFIL Wawan Widiatmoko N.R.P. 4108 100 080 Dosen Pembimbing : Sri Rejeki
BAB 4 METODOLOGI PEMECAHAN MASALAH
 BAB 4 METODOLOGI PEMECAHAN MASALAH Metodologi penelitian merupakan bagian penting dalam sebuah penelitian. Dengan metodologi penelitian, dapat dijelaskan tahapan-tahapan yang akan dilakukan dalam penelitian
BAB 4 METODOLOGI PEMECAHAN MASALAH Metodologi penelitian merupakan bagian penting dalam sebuah penelitian. Dengan metodologi penelitian, dapat dijelaskan tahapan-tahapan yang akan dilakukan dalam penelitian
ABSTRAK Kata Kunci: Six Sigma, Sigma Level, Kualitas Produk, DMAIC, Quality Control.
 ABSTRAK Seiring dengan perkembangan teknologi yang semakin signifikan, membuat banyak bermunculan industri-industri baru yang sejenis dengan industri yang sudah ada sebelumnya. Hal ini tentunya merupakan
ABSTRAK Seiring dengan perkembangan teknologi yang semakin signifikan, membuat banyak bermunculan industri-industri baru yang sejenis dengan industri yang sudah ada sebelumnya. Hal ini tentunya merupakan
BAB 3 METODOLOGI PEMECAHAN MASALAH
 55 BAB 3 METODOLOGI PEMECAHAN MASALAH 3.1 Diagram Alir Penelitian Gambar 3.1 Diagram Alir Penelitian 56 3.2 Langkah-langkah Penelitian Dalam melakukan penelitian, terdapat beberapa kegiatan untuk dapat
55 BAB 3 METODOLOGI PEMECAHAN MASALAH 3.1 Diagram Alir Penelitian Gambar 3.1 Diagram Alir Penelitian 56 3.2 Langkah-langkah Penelitian Dalam melakukan penelitian, terdapat beberapa kegiatan untuk dapat
B A B 5. Ir.Bb.INDRAYADI,M.T. JUR TEK INDUSTRI FT UB MALANG 1
 B A B 5 1 VSM adalah suatu teknik / alat dari Lean berupa gambar yg digunakan untuk menganalisa aliran material dan informasi yg disiapkan untuk membawa barang dan jasa kepada konsumen. VSM ditemukan pada
B A B 5 1 VSM adalah suatu teknik / alat dari Lean berupa gambar yg digunakan untuk menganalisa aliran material dan informasi yg disiapkan untuk membawa barang dan jasa kepada konsumen. VSM ditemukan pada
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN Metodologi penelitian ini menggambarkan langkah-langkah atau kerangka pikir yang akan dijalankan pada penelitian ini. Tujuan dari pembuatan metodologi penelitian ini adalah
BAB III METODOLOGI PENELITIAN Metodologi penelitian ini menggambarkan langkah-langkah atau kerangka pikir yang akan dijalankan pada penelitian ini. Tujuan dari pembuatan metodologi penelitian ini adalah
Diajukan Guna Melengkapi Sebagian Syarat Dalam Mencapai Gelar Sarajana Strata Satu (S1)
") USULAN PERBAIKAN KUALITAS PRODUK PENYANGGA AKI MOTOR HONDA VARIO TECHNO PART STAY D ECCU MENGGUNAKAN METODE DMAIC PADA PT. ADHI WIJAYACITRA Nama : Muhammad Robiesa Npm : 30409301 Jurusan : Teknik Industri
USULAN PERBAIKAN KUALITAS PRODUK PENYANGGA AKI MOTOR HONDA VARIO TECHNO PART STAY D ECCU MENGGUNAKAN METODE DMAIC PADA PT. ADHI WIJAYACITRA Nama : Muhammad Robiesa Npm : 30409301 Jurusan : Teknik Industri
BAB III METODE PENELITIAN
 1 BAB III METODE PENELITIAN Metode penelitian merupakan gambaran dari tahapan yang dilalui dalam menyelesaikan suatu masalah yang ditemui dalam sebuah penelitian, dimana dibuat berdasarkan latar belakang
1 BAB III METODE PENELITIAN Metode penelitian merupakan gambaran dari tahapan yang dilalui dalam menyelesaikan suatu masalah yang ditemui dalam sebuah penelitian, dimana dibuat berdasarkan latar belakang
BAB 2 TINJAUAN PUSTAKA
 BAB 2 TINJAUAN PUSTAKA Kualitas produk menjadi salah satu topik yang menjadi perhatian utama bagi setiap industri. Setiap industri baik yang berskala kecil maupun skala besar memiliki perhatian khusus
BAB 2 TINJAUAN PUSTAKA Kualitas produk menjadi salah satu topik yang menjadi perhatian utama bagi setiap industri. Setiap industri baik yang berskala kecil maupun skala besar memiliki perhatian khusus
PROCESS CAPABILITY ANALYSIS PADA NUT (STUDI KASUS: PT SANKEI DHARMA INDONESIA)
") PROCESS CAPABILITY ANALYSIS PADA NUT (STUDI KASUS: PT SANKEI DHARMA INDONESIA) Helena Sisilia R. S.*, Hendy Tannady* Program Studi Teknik Industri, Universitas Bunda Mulia Jl. Lodan Raya No. 2, Ancol-Jakarta
PROCESS CAPABILITY ANALYSIS PADA NUT (STUDI KASUS: PT SANKEI DHARMA INDONESIA) Helena Sisilia R. S.*, Hendy Tannady* Program Studi Teknik Industri, Universitas Bunda Mulia Jl. Lodan Raya No. 2, Ancol-Jakarta
ISKANDAR ZULKARNAIN Dosen Pembimbing: H. Hari Supriyanto
 ISKANDAR ZULKARNAIN 2510.100.086 Dosen Pembimbing: H. Hari Supriyanto LEAN SIX SIGMA PADA PROSES PRODUKSI TANGKI UNTUK MEREDUKSI WASTE DENGAN PENDEKATAN PENGUKURAN PERFORMANSI PODUKSI (STUDI KASUS: CV.
ISKANDAR ZULKARNAIN 2510.100.086 Dosen Pembimbing: H. Hari Supriyanto LEAN SIX SIGMA PADA PROSES PRODUKSI TANGKI UNTUK MEREDUKSI WASTE DENGAN PENDEKATAN PENGUKURAN PERFORMANSI PODUKSI (STUDI KASUS: CV.
BAB 3 METODOLOGI PENELITIAN
 BAB 3 METODOLOGI PENELITIAN 3.1 Diagram Alir Penelitian START Observasi Lapangan Dilakukan pada proses printing, component making dan can making disertai dengan wawancara terhadap penanggung jawab proses
BAB 3 METODOLOGI PENELITIAN 3.1 Diagram Alir Penelitian START Observasi Lapangan Dilakukan pada proses printing, component making dan can making disertai dengan wawancara terhadap penanggung jawab proses
APLIKASI KONSEP LEAN SIX SIGMA SEBAGAI UPAYA PERBAIKAN KUALITAS PADA PROSES PRODUKSI SIKAT GIGI (STUDI KASUS : PT X)
") APLIKASI KONSEP LEAN SIX SIGMA SEBAGAI UPAYA PERBAIKAN KUALITAS PADA PROSES PRODUKSI SIKAT GIGI (STUDI KASUS : PT X) Siti Halimah dan Hari Supriyanto Jurusan Teknik Industri Institut Teknologi Sepuluh
APLIKASI KONSEP LEAN SIX SIGMA SEBAGAI UPAYA PERBAIKAN KUALITAS PADA PROSES PRODUKSI SIKAT GIGI (STUDI KASUS : PT X) Siti Halimah dan Hari Supriyanto Jurusan Teknik Industri Institut Teknologi Sepuluh
Permasalahan yang akan dijadikan objek penelitian ini adalah keterlambatan pengerjan proyek pembuatan High Pressure Heater (HPH) di PT.
 di PT.") PT. Barata Indonesia merupakan perusahaan manufaktur dengan salah satu proyek dengan tipe job order, yaitu pembuatan High Pressure Heater (HPH) dengan pengerjaan pada minggu ke 35 yang seharusnya sudah
PT. Barata Indonesia merupakan perusahaan manufaktur dengan salah satu proyek dengan tipe job order, yaitu pembuatan High Pressure Heater (HPH) dengan pengerjaan pada minggu ke 35 yang seharusnya sudah
BAB 3 METODOLOGI PEMECAHAN MASALAH
 62 BAB 3 METODOLOGI PEMECAHAN MASALAH 3.1 Metodologi Pemecahan masalah Metodologi pemecahan masalah merupakan tahapan-tahapan yang harus ditetapkan terlebih dahulu sebelum melakukan pemecahan masalah yang
62 BAB 3 METODOLOGI PEMECAHAN MASALAH 3.1 Metodologi Pemecahan masalah Metodologi pemecahan masalah merupakan tahapan-tahapan yang harus ditetapkan terlebih dahulu sebelum melakukan pemecahan masalah yang
ABSTRAK. Kata Kunci: Slide Bracket, Kualitas, Six Sigma, DMAIC, DPMO, Usulan Peningkatan Kualitas
 ABSTRAK Peningkatan kualitas produk ataupun jasa yang dihasilkan merupakan sesuatu yang mutlak perlu dilakukan oleh setiap perusahaan untuk dapat bertahan di era yang semakin kompetitif ini. Penelitian
ABSTRAK Peningkatan kualitas produk ataupun jasa yang dihasilkan merupakan sesuatu yang mutlak perlu dilakukan oleh setiap perusahaan untuk dapat bertahan di era yang semakin kompetitif ini. Penelitian
BAB III METODOLOGI PENELITIAN. Pada bab ini akan dijelaskan langkah-langkah penelitian yang dilakukan. 3.1 Flow Chart
 32 BAB III METODOLOGI PENELITIAN Pada bab ini akan dijelaskan langkah-langkah penelitian yang dilakukan. 3.1 Flow Chart Mulai Survey Perusahaan Identifikasi Maslah Rumuskan Masalah Menetapkan Tujuan Pengumpulan
32 BAB III METODOLOGI PENELITIAN Pada bab ini akan dijelaskan langkah-langkah penelitian yang dilakukan. 3.1 Flow Chart Mulai Survey Perusahaan Identifikasi Maslah Rumuskan Masalah Menetapkan Tujuan Pengumpulan
STRATEGI PERBAIKAN KUALITAS GULA BERDASARKAN KEMAMPUAN PROSES KONTROL
 STRATEGI PERBAIKAN KUALITAS GULA BERDASARKAN KEMAMPUAN PROSES KONTROL Mila Faila Sufa * 1, Dina Ariningsih 2 1,2 Jurusan Teknik Industri Universitas Muhammadiyah Surakarta Jl.A. Yani Tromol Pos 1 Kartasura
STRATEGI PERBAIKAN KUALITAS GULA BERDASARKAN KEMAMPUAN PROSES KONTROL Mila Faila Sufa * 1, Dina Ariningsih 2 1,2 Jurusan Teknik Industri Universitas Muhammadiyah Surakarta Jl.A. Yani Tromol Pos 1 Kartasura
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN Bab ini membahas mengenai metode yang digunakan dalam penelitian untuk pemecahan masalah dimana setiap pembahasan diuraikan dalam bentuk tahapan terstruktur. Tahapan penelitian
BAB III METODOLOGI PENELITIAN Bab ini membahas mengenai metode yang digunakan dalam penelitian untuk pemecahan masalah dimana setiap pembahasan diuraikan dalam bentuk tahapan terstruktur. Tahapan penelitian
Kata kunci: Daya Saing, Peningkatan Kualitas yang Berkesinambungan, Kualitas Produk, Kapabilitas Proses (Cp), Indeks Kinerja Kane (Cpk)
, Indeks Kinerja Kane (Cpk)") PENINGKATAN DAYA SAING PENGRAJIN INDUSTRI KECIL RUMAH TANGGA PEDESAAN DI KABUPATEN SIDOARJO MELALUI PENINGKATAN KUALITAS YANG BERKESINAMBUNGAN Erni Puspanantasari Putri Teknik, UNTAG Surabaya e-mail: Nantasari@yahoo.co.id
PENINGKATAN DAYA SAING PENGRAJIN INDUSTRI KECIL RUMAH TANGGA PEDESAAN DI KABUPATEN SIDOARJO MELALUI PENINGKATAN KUALITAS YANG BERKESINAMBUNGAN Erni Puspanantasari Putri Teknik, UNTAG Surabaya e-mail: Nantasari@yahoo.co.id
2.2 Six Sigma Pengertian Six Sigma Sasaran dalam meningkatkan kinerja Six Sigma Arti penting dari Six Sigma...
 ABSTRAK Persaingan dunia industri semakin ketat, mendorong para pelaku industri untuk makin giat melakukan berbagai hal untuk tetap bertahan. Salah satu yang terpenting adalah kualitas produk yang merupakan
ABSTRAK Persaingan dunia industri semakin ketat, mendorong para pelaku industri untuk makin giat melakukan berbagai hal untuk tetap bertahan. Salah satu yang terpenting adalah kualitas produk yang merupakan
Bab 2 Landasan Teori
 Bab 2 Landasan Teori 2.1. Pengertian Kualitas Kualitas memiliki pengertian yang luas, setiap sudut pandang yang mendefinisikannya pasti memiliki perbedaan. Sebagaian besar orang mempunyai konsep pemahaman
Bab 2 Landasan Teori 2.1. Pengertian Kualitas Kualitas memiliki pengertian yang luas, setiap sudut pandang yang mendefinisikannya pasti memiliki perbedaan. Sebagaian besar orang mempunyai konsep pemahaman
BAB 2 LANDASAN TEORI
 BAB 2 LANDASAN TEORI 2.1 Dasar Pengendalian Kualitas Kualitas dapat diartikan dengan berbagai macam pendapat, kebanyakan orang mempunyai pengertian kualitas sebagai bagaimana sebuah proses dapat menghasilkan
BAB 2 LANDASAN TEORI 2.1 Dasar Pengendalian Kualitas Kualitas dapat diartikan dengan berbagai macam pendapat, kebanyakan orang mempunyai pengertian kualitas sebagai bagaimana sebuah proses dapat menghasilkan
ANALISA PERFORMANCE MESIN PENGUPAS KAYU (ROTARY) PT. HENRISON IRIANA SORONG MENGGUNAKAN METODE INDEKS KAPABILITAS
 PT. HENRISON IRIANA SORONG MENGGUNAKAN METODE INDEKS KAPABILITAS") ANALISA PERFORMANCE MESIN PENGUPAS KAYU (ROTARY) PT. HENRISON IRIANA SORONG MENGGUNAKAN METODE INDEKS KAPABILITAS Ashar 1, Irman Amri 2*, Usran 3 1 Dosen Program Studi Teknik Industri Universitas Muhammadiyah
ANALISA PERFORMANCE MESIN PENGUPAS KAYU (ROTARY) PT. HENRISON IRIANA SORONG MENGGUNAKAN METODE INDEKS KAPABILITAS Ashar 1, Irman Amri 2*, Usran 3 1 Dosen Program Studi Teknik Industri Universitas Muhammadiyah
3.1 Persiapan Penelitian
 BAB III METODOLOGI PENELITIAN 3.1 Persiapan Penelitian Dalam mengerjakan Tugas Akhir ini dilakukan langkah-angkah perancangan yang jelas agar tujuan dari Tugas Akhir ini dapat tercapai. Pada bab ini akan
BAB III METODOLOGI PENELITIAN 3.1 Persiapan Penelitian Dalam mengerjakan Tugas Akhir ini dilakukan langkah-angkah perancangan yang jelas agar tujuan dari Tugas Akhir ini dapat tercapai. Pada bab ini akan
PENINGKATAN KUALITAS SEPATU DENGAN MENGGUNAKAN METODE SIX SIGMA DI PT. ECCO INDONESIA SIDOARJO
 PENINGKATAN KUALITAS SEPATU DENGAN MENGGUNAKAN METODE SIX SIGMA DI PT. ECCO INDONESIA SIDOARJO SKRIPSI Disusun oleh : SABRINA DWI C 0632010035 JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS
PENINGKATAN KUALITAS SEPATU DENGAN MENGGUNAKAN METODE SIX SIGMA DI PT. ECCO INDONESIA SIDOARJO SKRIPSI Disusun oleh : SABRINA DWI C 0632010035 JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS
ANALISIS KAPABILITAS PROSES UNTUK PENGENDALIAN KUALITAS PRODUK PEMBATAS BUKU INDUSTRI RUMAHAN
 J u r n a l E K B I S / V o l. X IV/ N o. / e d i s i S e p t e m b e r 15 7 ANALISIS KAPABILITAS PROSES UNTUK PENGENDALIAN KUALITAS PRODUK PEMBATAS BUKU INDUSTRI RUMAHAN *( Diah Ayu Novitasari Fakultas
J u r n a l E K B I S / V o l. X IV/ N o. / e d i s i S e p t e m b e r 15 7 ANALISIS KAPABILITAS PROSES UNTUK PENGENDALIAN KUALITAS PRODUK PEMBATAS BUKU INDUSTRI RUMAHAN *( Diah Ayu Novitasari Fakultas
ANALISA KECACATAN PRODUK DENGAN MENGGUNAKAN PENDEKATAN DMAIC DI PT. UNISON SURABAYA. Oleh
 ANALISA KECACATAN PRODUK DENGAN MENGGUNAKAN PENDEKATAN DMAIC DI PT. UNISON SURABAYA Oleh LUKMAN HAKIM Abstract PT. Unison located on Jl. Margomulyo 3C Surabaya is industry are engaged in the production
ANALISA KECACATAN PRODUK DENGAN MENGGUNAKAN PENDEKATAN DMAIC DI PT. UNISON SURABAYA Oleh LUKMAN HAKIM Abstract PT. Unison located on Jl. Margomulyo 3C Surabaya is industry are engaged in the production
Perbandingan Peta Kendali X-R Dan EWMA Dengan Pendekatan P-Value Untuk Mendeteksi Pergeseran Rata-Rata Proses Di PT.XYZ
 Perbandingan Peta Kendali X-R Dan EWMA Dengan Pendekatan P-Value Untuk Mendeteksi Pergeseran Rata-Rata Proses Di PT.XYZ Alin Widiawati 1, Faula Arina 2, Putro Ferro Ferdinant 3 1, 2, 3 Jurusan Teknik Industri
Perbandingan Peta Kendali X-R Dan EWMA Dengan Pendekatan P-Value Untuk Mendeteksi Pergeseran Rata-Rata Proses Di PT.XYZ Alin Widiawati 1, Faula Arina 2, Putro Ferro Ferdinant 3 1, 2, 3 Jurusan Teknik Industri
ANANALISIS EFISIENSI SISTEM PEMBAKARAN PADA BOILER DI PLTU UNIT III PT.PJB UP GRESIK DENGAN METODE STATISTICAL PROCESS CONTROL (SPC)
") ANANALISIS EFISIENSI SISTEM PEMBAKARAN PADA BOILER DI PLTU UNIT III PT.PJB UP GRESIK DENGAN METODE STATISTICAL PROCESS CONTROL (SPC) Intan Alifiyah Ilmi, Ya umar Jurusan Teknik Fisika Fakultas Teknologi
ANANALISIS EFISIENSI SISTEM PEMBAKARAN PADA BOILER DI PLTU UNIT III PT.PJB UP GRESIK DENGAN METODE STATISTICAL PROCESS CONTROL (SPC) Intan Alifiyah Ilmi, Ya umar Jurusan Teknik Fisika Fakultas Teknologi
BAB II TINJAUAN PUSTAKA DAN KERANGKA PEMIKIRAN. berperan penting dalam perusahaan selain manajemen sumber daya manusia,
 BAB II TINJAUAN PUSTAKA DAN KERANGKA PEMIKIRAN 2.1 Tinjauan Manajemen Operasi 2.1.1 Konsep Manajemen Operasi Manajemen operasi merupakan salah satu fungsi bisnis yang sangat berperan penting dalam perusahaan
BAB II TINJAUAN PUSTAKA DAN KERANGKA PEMIKIRAN 2.1 Tinjauan Manajemen Operasi 2.1.1 Konsep Manajemen Operasi Manajemen operasi merupakan salah satu fungsi bisnis yang sangat berperan penting dalam perusahaan
BAB 4 HASIL DAN PEMBAHASAN
 BAB 4 HASIL DAN PEMBAHASAN 4. Hasil Pengumpulan Data Tabel 4. Tabel Pengumpulan Data Jam Tgl Variabel 9: : : 4: 5: 8/8/5 Tebal Material 8 6 6 6.5 Kecepatan Potong 567 6 68 64 54 Hasil Pemotongan 4 4.333
BAB 4 HASIL DAN PEMBAHASAN 4. Hasil Pengumpulan Data Tabel 4. Tabel Pengumpulan Data Jam Tgl Variabel 9: : : 4: 5: 8/8/5 Tebal Material 8 6 6 6.5 Kecepatan Potong 567 6 68 64 54 Hasil Pemotongan 4 4.333