No HP : Trainer Agri Group Tier-2
|
|
|
- Johan Setiawan
- 6 tahun lalu
- Tontonan:
Transkripsi

1


2 No HP :








3



4 Tujuan training : Mengubah paradigma operator mesin bahwa kinerja mesin tidak hanya ditentukan oleh departemen maintenance tetapi oleh operator mesin juga.
5

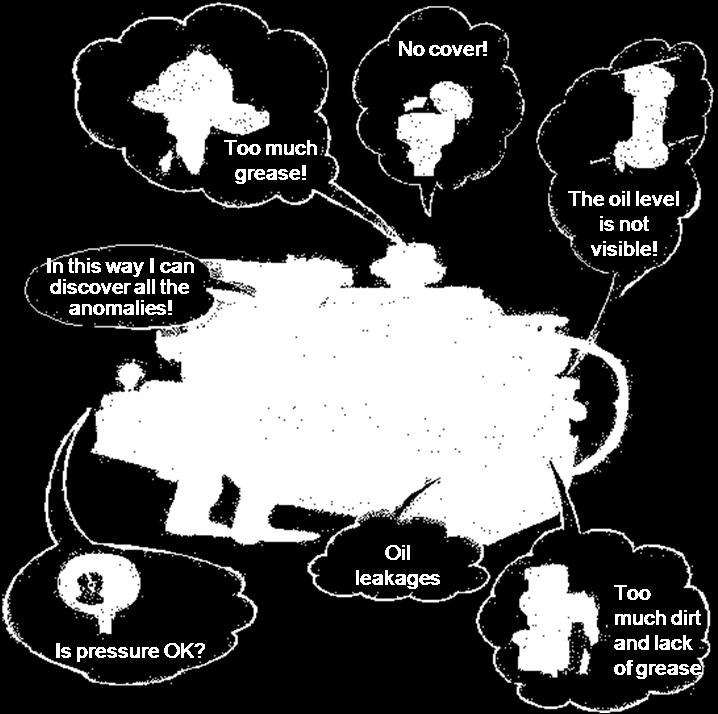
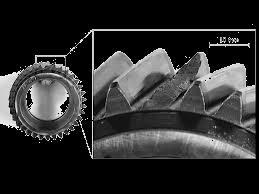
6 Mesinnya Rusak Kamu Merusak aku Tujuan Autonomous Maintenance : Mendeteksi secara dini ketidaknormalan yang terjadi pada suatu mesin industri sehingga kerusakan mesin dapat dicegah.
7 7 LANGKAH AUTONOMOUS MAINTENANCE [JISHU HOZEN, KOBETSU KAIZEN] Mengaplikasikan Sistem Pemeliharaan Mandiri Peningkatan stándar (organisasi tempat kerja dan rumah tangga) Autonomous Maintenance Optimal Pemeriksaan Mandiri Pemeriksaan Umum Pencegahan Kerusakan Stándar Awal Pemeliharaan Langkah penanggulangan terhadap sumber kontaminasi Pembersihan awal dan pemeriksaan Pemulihan Kondisi Dasar


8 STEP 1 : Pembersihan Awal & Pemeriksaan 1. Menerapkan 5S atau 6S (Sort, Set in order, Shine, Safety, Standardize & Sustain) dalam memanajemeni tempat kerja. 2. Cleaning & Inspection adalah bagian dari SHINE (Membersihkan adalah sekaligus memeriksa)
9 Yang perlu diperhatikan saat pembersihan: Ceceran dan rembesan Bocor pada pipa, sambungan, lubang dan retakan Keausan pada baut dan sambungan Pecah Pengkabutan kaca sehingga glass indicator/gauge tidak terbaca Sisa oli dan greasing. Berupa olesan kotoran/ sisa dibagian mesin Debu Sampah Sarang laba-laba Sambungan/ susunan kabel berantakan (semrawut, kusut) Susunan dan serakan pada meja kerja. Barang yang tidak pada tempatnya contoh: gelas atau botol minuman diatas mesin, alat kerja diatas rak bukan ditempatnya.
10
11 Cara Melakukan PEMBERSIHAN AWAL : 1. Ambilah gambar sebelum & sesudah dibersihkan 2. Tags Cleaning & Inspection (TC&I)= Label merah bertuliskan CLEANING & INSPECTION, Lokasi, tanggal temuan, jenis temuan (kotoran, rembesan, ceceran, debu ), Penanggung jawab, Penemu, Tindakan pembersihan dan Tanggal pencabutan (verifikasi) 3. Tempelkan Label TC&I pada area atau bagian yang dibersihkan 4. Mencatat Tags Identifikasi dan menginventarisir untuk dilakukan tindakan dan monitoring 5. Melanjutkan tindakan awal pembersihan untuk segera menyelesaikan issue Tags Cleaning



12 TC&I
13 6.Menganalisa masalah sesuai temuan Tags TC&I 7.Membuat table PARETO dan segera melakukan tindakan perbaikan dan pecegahan. 8.Prioritas penghapusan masalah, perlukan mengubah tutup/cover atau dudukan mesinnya? Sehingga mudah aktivitas pembersihan? 9.Pembakuan proses pembersihan, pelumasan dan aktivitas kerja yang dilakukan sebagai STANDARD Awal. 10.Rekamlah aktivitas tersebut dalam OPL sebagai standard awal dan untuk pelatihan berikutnya.
14 TAG Identifikasi dalam TPM adalah meliputi: Hal-hal yang tidak mudah dan belum dipahami Aktivitas dan pekerjaan yang tidak memberikan nilai tambah (pemborosan) Hal-hal yang dapat disederhanakan (menghilangkan kesulitan, menciptakan kemudahan) Segala-sesuatu yang menyebabkan mesin tidak bekerja sempurna Hal-hal yang menutupi pembacaan dan pengelihatan (debu, kabut, kotoran...) Sesuatu yang kendor atau aus dan rusak Retakan, kebocoran, rembesan, debu, kotoran dan bau Percikan api, bunyi nyaring berisik, bau tebakar Rangkaian kabel yang tidak rapih Barang yang tidak terpakai, rusak dan tidak bertuan
15
16 STEP 2 : Penanggulangan Terhadap Sumber Kontaminasi 1. Berdasar Analisa Pareto pada STEP 1: Mengapa aktivitas pembersihan perlu dilakukan? Adakah pembersihan yang membandel (sulit dibersihkan)? Dibagian mana? Apa jenis kotoran tersebut? Kesulitan pembersihan karena jenis kotoran atau karena pembersihan dilakukan diarea yang sulit? Bagaimana tingkat kebersihan yang diharapkan? Bagaimana cara melakukan pengukurannya? Berapa frekuensi pembersihannya? Bagaimana dengan bagian penutup alat kerja atau mesin, pengantian oli, greasing? Apakah mudah untuk dibersihkan dan diperiksa? Perlukah dilakukan modifikasi?

17 2. Rumuskan solusi dari keadaan No. 1 Rumuskan untuk ketetapan sementara hingga nantinya menjadi ketetapan baku karena tepatnya penerapan solusi dan cara dan tuangkan dalam OPL untuk tindak lanjut pelatihan. 3. Lakukan kegiatan pembersihan dan pemeriksaan sesuai dengan jadwal yang ditentukan 4. Laporkanlah sesuai dengan Check-list yang tersedia, buatlah catatan khusus bila ada temuan baru, dan bila perlu lanjutkan dengan melaporkan kepada Supervisor. 5. Evaluasi keefektifan pelaksanaan TC&I, dengan memonitor Open & Close status.
18
19 STEP 3 : Standar Awal Pemeliharaan 1. Buatlah Cleaning & Inspection standard format: Alat dan mesin apa yang harus dibersihkan? Bagian yang mana yang harus diperhatikan? Bagaimana cara membersihkannya? Alat apa saja yang dipakai? Siapa petugas yang bertanggung jawab? Apa rincian pekerjaanya? Bila ada penyimpangan harus bagaimana dan melapor pada siapa? Apa yang harus dilakukan pada saat membersihkan dan memeriksa? Form mana yang akan dipakai? Akan ditanda-tangani atau dilaporkan kepada siapa form ini? Disimpan dimana form ini? Apa hasil keluaran dan pengukuran efektivitas kerja dan pelaporan ini?
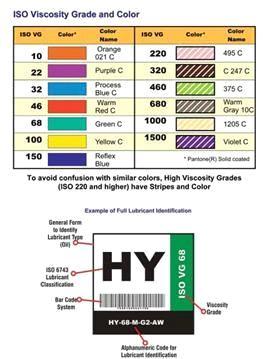
20 2. Buatlah penyederhanaan pelumas. Yang utama adalah manfaat dan fungsinya. Tentukan Satu atau Dua merk dagang dan menyedikitkan type pelumas. Pelumas dibedakan pada 2 jenis yaitu Umum dan Khusus untuk memudahkan dalam memanajemeni stock dan pengontrolan dalam pemakaian. 3. Buatlah sistem penandaan visual pada aplikasi Pelumasan. Pada tempat pelumasan dan juga jenis pelumasannya. 4. Buatlah jadwal pelumasan dengan baik, mudah dibaca, dimengerti dan ditampilkan menarik secara visual sehingga dapat dipatuhi dengan benar. 5. Berikan pelatihan kepada Operator tentang Pelumasan, manfaat dan teknologinya. 6. Monitor check list dan efektivitas tindakan pemeriksaan dengan mengukur downtime, breakdown yang terjadi dan mutu produk.
21 STEP 4 : Pemeriksaan Umum 1. Pelatihan tentang kerja mesin dan titik kritisnya kepada operator. 2. Operator belajar dan praktek tentang apa yang dipelajarinya, bertambahnya pengetahuan, ketrampilan dan kemampuan dalam bekerja yang lebih baik. 3. Bimbingan teknis operator tentang problem solving dan trouble shooting untuk mengatasi kendala saat cleaning, inspeksi dan mengoperasi alat kerja.operator mampu menjaga mesin dalam kondisi prima dan siap memproduksi barang yang berkualitas dan efisien.
22 4. Menciptakan lingkungan kerja yang transparent, visual dan representative. Ajarkan kepada operator untuk dapat menjelaskan bagan-bagan visual tersebut. Kemampuan dalam mempresentasikan akan mendorong tumbuhnya pengertian dan pengetahuan tentang tempat kerjanya. 5. Membakukan apa itu pemeriksaan? Bagaimana melakukannya? Apa standardnya? Dan apa hasilnya? 6. Melaporkan hasil pemeriksaan mesin dan alat kerja, mencatat temuan, melaporkan hal-hal kritis dan sanggup menterjemahkan masalah menjadi peluang bagi perbaikan produktivitas kerja.
23 Lakukan pelatihan bagi pekerja pada dasar-dasar operasi alat kerja, buatlah OPL, WI & Trouble Shooting yang sederhana, bergambar, mudah dibaca dan libatkan Operator dalam pembuatannya. Sistem Hydrolic sederhana Tekanan angin dan pemipaan sederhana Sistem Pnuematic sederhana Electric/electrical rangkaian sederhana Jenis Lubrikasi yang dipakai, peruntukan, umur pemakaian, jumlah dan maanfaat Sistem putaran, motor dan sirkuit kerja alat secara sederhana Hal-hal kritis pada mutu produk dan keamanan alat kerja Keamanan bekerja dengan alat/mesin kerja
24 STEP 5 : Pemeriksaan Mandiri 1. Bandingkan pelaksanaan kerja pembersihan dan pemeriksaan dengan pedoman standar baku. 2. Carilah tahu mengapa terjadi penyimpangan? Perlukan pedoman itu diubah atau pekerjaannya? Dapatkah disederhanakan pelaksanaannya? 3. Buatlah perbaikan pedoman pelaksanaan yang lebih mudah dan sederhana dengan hasil yang efektif sesuai sasaran. 4. Buatlah satu system yang teringrasi untuk pelaksanaan Pembersihan dan Pemeriksaan. Bakukan menjadi format Pemeriksaan Mandiri. 5. Implementasikan visual factory management pada seluruh aktivitas Cleaning & Inspection. 6. Lakukan meeting dua mingguan (diawali dengan meeting mingguan) untuk selalu mengevaluasi efektivitas kerja terhadap hasil.
25 Audit dan pemeriksaan rutin terhadap alat/mesin kerja dan pelaksanaan Autonomous Maintenance adalah perlu dan penting. Penyimpangan adalah untuk dipelajari dan dicarikan jalan pemecahan, bagaimana agar menjadi sempurna dan kekal. Lakukan management review meeting setidaknya setiap 6 bulan sekali pada apa yang telah dikerjakan dan hasilnya. Pencapaian ini akan memotivasi bagi tercapainya tempat kerja yang handal dan sempurna.

26 STEP 6 : Peningkatan Standar (organisasi tempat kerja dan rumah tangga)
27 1. Lakukan penyempurnaan/perbaharui aktivitas dan Sistem yang berlaku. 2. Implemetasikan 6S (Sort, Set in Order, Shine, Safety, Standardize, Sustain) 3. Pelajari kondisi yang ada, petakan dan identifikasi pemborosan ditempat kerja yang berhubungan Autonomous Maintenance (OEE). 4. Hilangkan penyimpangan mesin dan alat kerja dalam mendukung proses produksi dengan alat-alat problem solving (7 tools of Quality = SPC, Brainstorming..) 5. Bentuklah gugus kerja untuk mengevaluasi dan menilai efektivitas Autonomous Maintenance dengan target kerja. 6. Adakan meeting review secara periodik.


28 STEP 7 : Mengaplikasikan Sistem Pemeliharaan Mandiri
29 1. Sistem Pelaporan Sederhana & Mampu Memotivasi Produktivitas Kerja. 2. Monitoring Harian Pelaksanaan Autonomous Maintenance 3. Evaluasi Pencapaian Mutu, Produktivitas, Biaya dan Pemborosan 4. Visual monitoring board yang mudah diakses oleh semua pekerja ( menumbuhkan motivasi pencapaian sasaran yang dicanangkan ) 5. Problem solving bagi masalah yang muncul, selesaikan dan cegah. 6. Diskusikan pencapaian dan penyimpangan dalam meeting pagi (harian)
30






31 Tujuan Utama Autonomous Maintenance : Accident ( Safety ) Breakdown, Chronic (kerusakan, keausan ) Defect Quality & Equipment, Environment Issue (Polusi lingkungan).

32 Kami Peduli Mesin Kami Pelihara Mesin Dalam Kondisi Bagus Libatkan Setiap Orang Kerjakan Bersama-sama
33
AKTIVITAS UNTUK MENINGKATKAN MACHINE AVAILABILITY
 AKTIVITAS UNTUK MENINGKATKAN MACHINE AVAILABILITY Meningkatkan Output 1.03-AM Support-R2 1/20 PERUBAHAN PERAN PERAWATAN PERAN LAMA PERAWATAN PERAN BARU PERAWATAN Peran perawatan sebagai pakar PERAN OPERATOR
AKTIVITAS UNTUK MENINGKATKAN MACHINE AVAILABILITY Meningkatkan Output 1.03-AM Support-R2 1/20 PERUBAHAN PERAN PERAWATAN PERAN LAMA PERAWATAN PERAN BARU PERAWATAN Peran perawatan sebagai pakar PERAN OPERATOR
BAB V ANALISIS PEMECAHAN MASALAH Analisis Perhitungan Overall Equipmenteffectiveness (OEE).
.") BAB V ANALISIS PEMECAHAN MASALAH 5.1. Analisis Perhitungan Overall Equipmenteffectiveness (OEE). Analisis perhitungan overall equipment effectiveness pada PT. Selamat Sempurna Tbk. dilakukan untuk melihat
BAB V ANALISIS PEMECAHAN MASALAH 5.1. Analisis Perhitungan Overall Equipmenteffectiveness (OEE). Analisis perhitungan overall equipment effectiveness pada PT. Selamat Sempurna Tbk. dilakukan untuk melihat
LAMPIRAN. Lampiran 1: 5S Lay Out Bottling Line. xvii AREA 3 AREA 5 AREA 4 AREA 2. Panel Control BOTTLING OFFICE. Pintu masuk area Packaging.
 LAMPIRAN Lampiran 1: 5S Lay Out Bottling Line BOTTLING OFFICE Roller Conv Crate Spare Pintu masuk area Packaging Alat Transpot NR Sisa Roller Conv Crate Spare Ink jet Coding Bottle Conveyoor Carton Closing
LAMPIRAN Lampiran 1: 5S Lay Out Bottling Line BOTTLING OFFICE Roller Conv Crate Spare Pintu masuk area Packaging Alat Transpot NR Sisa Roller Conv Crate Spare Ink jet Coding Bottle Conveyoor Carton Closing
AUTONOMOUS MAINTENANCE FOR OPERATORS. Fasilitator: MASDUKI ASBARI
 AUTONOMOUS MAINTENANCE FOR OPERATORS Fasilitator: MASDUKI ASBARI PENGANTAR Hukum HEINRICH: Jika tidak ada small problem, maka breakdown akan menjadi zero Sebagian besar breakdown dapat dicegah oleh diri
AUTONOMOUS MAINTENANCE FOR OPERATORS Fasilitator: MASDUKI ASBARI PENGANTAR Hukum HEINRICH: Jika tidak ada small problem, maka breakdown akan menjadi zero Sebagian besar breakdown dapat dicegah oleh diri
BAB II LANDASAN TEORI
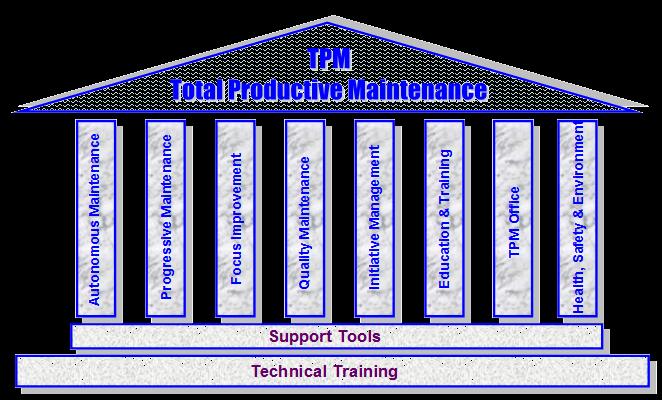
 13 BAB II LANDASAN TEORI 2.1 Total Productive Maintenance Total Productive Maintenance (TPM) adalah teknik silang fungsional yang melibatkan beberapa bagian fungsional perusahaan bukan hanya pada Bagian
13 BAB II LANDASAN TEORI 2.1 Total Productive Maintenance Total Productive Maintenance (TPM) adalah teknik silang fungsional yang melibatkan beberapa bagian fungsional perusahaan bukan hanya pada Bagian
BAB V ANALISA PEMECAHAN MASALAH
 BAB V ANALISA PEMECAHAN MASALAH 5.1 Analisa Perhitungan Overall Equipment Effectiveness (OEE) Analisa perhitungan Overall Equipment Effectiveness di PT. Gramedia Printing Group dilakukan untuk melihat
BAB V ANALISA PEMECAHAN MASALAH 5.1 Analisa Perhitungan Overall Equipment Effectiveness (OEE) Analisa perhitungan Overall Equipment Effectiveness di PT. Gramedia Printing Group dilakukan untuk melihat
AKTIFITAS UNTUK MENINGKATKAN EFISIENSI KEGIATAN PERAWATAN
 AKTIFITAS UNTUK MENINGKATKAN EFISIENSI KEGIATAN PERAWATAN Menekan Input 1.03-Planning & Budgeting-R0 1/18 MAINTENANCE PLANNING Maintenance Plan diperlukan untuk melakukan penyesuaian dengan Production
AKTIFITAS UNTUK MENINGKATKAN EFISIENSI KEGIATAN PERAWATAN Menekan Input 1.03-Planning & Budgeting-R0 1/18 MAINTENANCE PLANNING Maintenance Plan diperlukan untuk melakukan penyesuaian dengan Production
Pengantar Manajemen Pemeliharaan. P2M Departemen Teknik Mesin Fakultas Teknik Universitas Indonesia
 Pengantar Manajemen Pemeliharaan P2M Departemen Teknik Mesin Fakultas Teknik Universitas Indonesia Topik Bahasan Perkembangan manajemen pemeliharaan Sistem pemeliharaan Preventive maintenance (PM) Total
Pengantar Manajemen Pemeliharaan P2M Departemen Teknik Mesin Fakultas Teknik Universitas Indonesia Topik Bahasan Perkembangan manajemen pemeliharaan Sistem pemeliharaan Preventive maintenance (PM) Total
Berikut jenis training & materinyaa :
 Berikut jenis training & materinyaa : 1. PREVENTIVE MAINTENANCE & SPARE PART MANAGEMENT (1 hari) 1. Memahami konsep : Corrective Maintenance Preventive Maintenance Predictive Maintenance 2. Proses pembuatan
Berikut jenis training & materinyaa : 1. PREVENTIVE MAINTENANCE & SPARE PART MANAGEMENT (1 hari) 1. Memahami konsep : Corrective Maintenance Preventive Maintenance Predictive Maintenance 2. Proses pembuatan
Pengenalan 5R (Ringkas, Rapi, Resik, Rawat, Rajin) Universitas Muhammadiyah Sidoarjo 6 Maret 2017
 Universitas Muhammadiyah Sidoarjo 6 Maret 2017") Pengenalan 5R (Ringkas, Rapi, Resik, Rawat, Rajin) Universitas Muhammadiyah Sidoarjo 6 Maret 2017 Apa itu 5R? 5R merupakan kegiatan menata tempat kerja sehingga diperoleh lingkungan kerja yang nyaman dan
Pengenalan 5R (Ringkas, Rapi, Resik, Rawat, Rajin) Universitas Muhammadiyah Sidoarjo 6 Maret 2017 Apa itu 5R? 5R merupakan kegiatan menata tempat kerja sehingga diperoleh lingkungan kerja yang nyaman dan
TIN102 - Pengantar Teknik Industri Materi #14 Ganjil 2014/2015 TIN102 PENGANTAR TEKNIK INDUSTRI
 Materi #14 TIN102 PENGANTAR TEKNIK INDUSTRI 5S Orisinal 2 6623 - Taufiqur Rachman 1 Aktivitas 5S 3 Metode untuk pengaturan tempat kerja dan pengendalian secara visual. Dipopulerkan oleh Hiroyuki Hirano
Materi #14 TIN102 PENGANTAR TEKNIK INDUSTRI 5S Orisinal 2 6623 - Taufiqur Rachman 1 Aktivitas 5S 3 Metode untuk pengaturan tempat kerja dan pengendalian secara visual. Dipopulerkan oleh Hiroyuki Hirano
BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISIS DATA
 28 BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISIS DATA 4.1 Identifikasi masalah Pada bagian produksi di Stamping Plant PT. Astra Daihatsu Motor, banyak masalah yang muncul berkaitan dengan kualitas yang dihasilkan
28 BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISIS DATA 4.1 Identifikasi masalah Pada bagian produksi di Stamping Plant PT. Astra Daihatsu Motor, banyak masalah yang muncul berkaitan dengan kualitas yang dihasilkan
BAB IV ANALISIS HASIL PENGOLAHAN DATA
 BAB IV ANALISIS HASIL PENGOLAHAN DATA 4.1. Analisis Perhitungan Overall Equipment Effectiveness (OEE) Analisa perhitungan overall equipment effectiveness di PT. Sulfindo Adi Usaha dilakukan untuk melihat
BAB IV ANALISIS HASIL PENGOLAHAN DATA 4.1. Analisis Perhitungan Overall Equipment Effectiveness (OEE) Analisa perhitungan overall equipment effectiveness di PT. Sulfindo Adi Usaha dilakukan untuk melihat
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1. Pendahuluan Total Productive Maintenance (TPM) merupakan salah satu konsep inovasi dari Jepang, dan Nippondenso adalah perusahaan pertama yang menerapkan dan mengembangkan konsep
BAB II LANDASAN TEORI 2.1. Pendahuluan Total Productive Maintenance (TPM) merupakan salah satu konsep inovasi dari Jepang, dan Nippondenso adalah perusahaan pertama yang menerapkan dan mengembangkan konsep
Penurunan Tingkat Kecacatan dan Analisa Biaya Rework (Studi Kasus di Sebuah Perusahaan Plastik, Semarang)
") Penurunan Tingkat Kecacatan dan Analisa Biaya Rework (Studi Kasus di Sebuah Perusahaan Plastik, Semarang) Debora Anne Y. A., Desy Gunawan Jurusan Teknik Industri, Fakultas Teknologi Industri, Universitas
Penurunan Tingkat Kecacatan dan Analisa Biaya Rework (Studi Kasus di Sebuah Perusahaan Plastik, Semarang) Debora Anne Y. A., Desy Gunawan Jurusan Teknik Industri, Fakultas Teknologi Industri, Universitas
Trainer Agri Group Tier-2
 No HP : 082183802878 PERAWATAN / MAINTENANCE kegiatan untuk memelihara atau menjaga fasilitas atau peralatan mesin kegiatan pemeliharaan, perbaikan penyesuaian, maupun penggantian sebagian peralatan yang
No HP : 082183802878 PERAWATAN / MAINTENANCE kegiatan untuk memelihara atau menjaga fasilitas atau peralatan mesin kegiatan pemeliharaan, perbaikan penyesuaian, maupun penggantian sebagian peralatan yang
Kesimpulan dan Saran BAB VI KESIMPULAN DAN SARAN
 BAB VI KESIMPULAN DAN SARAN 6.1 Kesimpulan Dengan penerapan total productive maintenance (TPM) menggunakan pengukuran efektivitas dengan melakukan pengukuran dengan cara overall equipment effectiveness
BAB VI KESIMPULAN DAN SARAN 6.1 Kesimpulan Dengan penerapan total productive maintenance (TPM) menggunakan pengukuran efektivitas dengan melakukan pengukuran dengan cara overall equipment effectiveness
BAB 2 LANDASAN TEORI. Pendapat tersebut sejalan dengan pendapat Stephens (2004:3), yang. yang diharapkan dari kegiatan perawatan, yaitu :
, yang. yang diharapkan dari kegiatan perawatan, yaitu :") BAB 2 LANDASAN TEORI 2.1. Definisi maintenance Maintenance (perawatan) menurut Wati (2009) adalah semua tindakan teknik dan administratif yang dilakukan untuk menjaga agar kondisi mesin/peralatan tetap
BAB 2 LANDASAN TEORI 2.1. Definisi maintenance Maintenance (perawatan) menurut Wati (2009) adalah semua tindakan teknik dan administratif yang dilakukan untuk menjaga agar kondisi mesin/peralatan tetap
BAB V ANALISIS HASIL
 BAB V ANALISIS HASIL 5.1.Analisis Perhitungan Overall Equipment Effectiveness (OEE) Analisa perhitungan OEE di PT. XYZ dilakukan untuk melihat tingkat efektivitas penggunaan mesin di mesi reaktor R-102
BAB V ANALISIS HASIL 5.1.Analisis Perhitungan Overall Equipment Effectiveness (OEE) Analisa perhitungan OEE di PT. XYZ dilakukan untuk melihat tingkat efektivitas penggunaan mesin di mesi reaktor R-102
BAB II LANDASAN TEORI
 9 BAB II LANDASAN TEORI 2.1 Definisi maintenance Maintenance (perawatan) menurut Wati (2009) adalah semua tindakan teknik dan administratif yang dilakukan untuk menjaga agar kondisi mesin/peralatan tetap
9 BAB II LANDASAN TEORI 2.1 Definisi maintenance Maintenance (perawatan) menurut Wati (2009) adalah semua tindakan teknik dan administratif yang dilakukan untuk menjaga agar kondisi mesin/peralatan tetap
BAB V ANALISA DATA Tahap Analyze. Pada tahap ini penyusun akan menganalisis hambatan dan kendala yang
 BAB V ANALISA DATA 5.1. Tahap Analyze Pada tahap ini penyusun akan menganalisis hambatan dan kendala yang terjadi pada perusahaan yang telah menurunkan keuntungan dan merugikan perusahaan. Alat yang digunakan
BAB V ANALISA DATA 5.1. Tahap Analyze Pada tahap ini penyusun akan menganalisis hambatan dan kendala yang terjadi pada perusahaan yang telah menurunkan keuntungan dan merugikan perusahaan. Alat yang digunakan
BAB IV PEMELIHARAAN TRAFO DISTRIBUSI
 BAB IV PEMELIHARAAN TRAFO DISTRIBUSI 4.1 Pengerian dan Tujuan Pemeliharaan Pemeliharaan peralatan listrik tegangan tinggi adalah serangkaian tindakan atau proses kegiatan untuk mempertahankan kondisi dan
BAB IV PEMELIHARAAN TRAFO DISTRIBUSI 4.1 Pengerian dan Tujuan Pemeliharaan Pemeliharaan peralatan listrik tegangan tinggi adalah serangkaian tindakan atau proses kegiatan untuk mempertahankan kondisi dan
BAB V ANALISA PEMBAHASAN
 BAB V ANALISA PEMBAHASAN 5.1 Analisa Berdasarkan diagram pareto, diketahui bahwa cacat sealing lubang menempati urutan teratas dan menjadi permasalahan utama di mesin sealing setelah dilakukannya pengurangan
BAB V ANALISA PEMBAHASAN 5.1 Analisa Berdasarkan diagram pareto, diketahui bahwa cacat sealing lubang menempati urutan teratas dan menjadi permasalahan utama di mesin sealing setelah dilakukannya pengurangan
BAB 1 PENDAHULUAN 1.1. Latar Belakang
 BAB 1 PENDAHULUAN 1.1. Latar Belakang Perkembangan ilmu pengetahuan dan teknologi yang semakin pesat, memacu industri farmasi untuk meningkatkan kualitas produksi obatnya. Tuntutan akan adanya obat-obatan
BAB 1 PENDAHULUAN 1.1. Latar Belakang Perkembangan ilmu pengetahuan dan teknologi yang semakin pesat, memacu industri farmasi untuk meningkatkan kualitas produksi obatnya. Tuntutan akan adanya obat-obatan
Mengapa organisasi membutuhkan Lean? Permasalahan umum di setiap perusahaan...
 BAB 1 MENGAPA LEAN? Mengapa organisasi membutuhkan Lean? Permasalahan umum di setiap perusahaan... Sekarang ini banyak pemimpin perusahaan mengalami kesulitan dalam merubah budaya organisasinya, tepatnya
BAB 1 MENGAPA LEAN? Mengapa organisasi membutuhkan Lean? Permasalahan umum di setiap perusahaan... Sekarang ini banyak pemimpin perusahaan mengalami kesulitan dalam merubah budaya organisasinya, tepatnya
BAB II LANDASAN TEORI. diarahkan pada tujuan untuk menjamin kelangsungan fungsional dari suatu sistem
 7 BAB II LANDASAN TEORI 2.1. Pemeliharaan atau Maintenance Pada dasarnya perawatan (maintenance) merupakan suatu kegiatan yang diarahkan pada tujuan untuk menjamin kelangsungan fungsional dari suatu sistem
7 BAB II LANDASAN TEORI 2.1. Pemeliharaan atau Maintenance Pada dasarnya perawatan (maintenance) merupakan suatu kegiatan yang diarahkan pada tujuan untuk menjamin kelangsungan fungsional dari suatu sistem
MATERI PELATIHAN BERBASIS KOMPETENSI SEKTOR JASA KONSTRUKSI BIDANG PEKERJAAN MEKANIKAL JABATAN KERJA OPERATOR BACKHOE LOADER
 MATERI PELATIHAN BERBASIS KOMPETENSI SEKTOR JASA KONSTRUKSI BIDANG PEKERJAAN MEKANIKAL JABATAN KERJA OPERATOR BACKHOE LOADER PEMELIHARAAN HARIAN BACKHOE LOADER SEBELUM OPERASI KODE UNIT KOMPETENSI:.01
MATERI PELATIHAN BERBASIS KOMPETENSI SEKTOR JASA KONSTRUKSI BIDANG PEKERJAAN MEKANIKAL JABATAN KERJA OPERATOR BACKHOE LOADER PEMELIHARAAN HARIAN BACKHOE LOADER SEBELUM OPERASI KODE UNIT KOMPETENSI:.01
PENERAPAN SISTEM PERAWATAN TERPADU DALAM UPAYA MENINGKATKAN KONDISI OPERASIONAL PERALATAN WORKSHOP DAN LABORATORIUM
 PENERAPAN SISTEM PERAWATAN TERPADU DALAM UPAYA MENINGKATKAN KONDISI OPERASIONAL PERALATAN WORKSHOP DAN LABORATORIUM Supandi Jurusan Teknik Mesin Politeknik Negeri Semarang Jl. Prof. H. Sudarto, SH., Tembalang,
PENERAPAN SISTEM PERAWATAN TERPADU DALAM UPAYA MENINGKATKAN KONDISI OPERASIONAL PERALATAN WORKSHOP DAN LABORATORIUM Supandi Jurusan Teknik Mesin Politeknik Negeri Semarang Jl. Prof. H. Sudarto, SH., Tembalang,
BAB 6 KESIMPULAN DAN SARAN
 BAB 6 KESIMPULAN DAN SARAN 6.1 Kesimpulan Berdasarkan hasil penelitian yang dilakukan, dapat dijabarkan kesimpulan yang merupakan akhir dari proses penelitian ini, yaitu sebagai berikut: 1. Jenis cacat
BAB 6 KESIMPULAN DAN SARAN 6.1 Kesimpulan Berdasarkan hasil penelitian yang dilakukan, dapat dijabarkan kesimpulan yang merupakan akhir dari proses penelitian ini, yaitu sebagai berikut: 1. Jenis cacat
BAB 5 KESIMPULAN DAN SARAN
 BAB 5 KESIMPULAN DAN SARAN 5.1 Kesimpulan Berdasarkan hasil analisa dan pembahasan yang telah dilakukan maka dapat disimpulkan bahwa: 1. Kebijakan manajemen produksi dalam usaha pengoptimalan jumlah mesin
BAB 5 KESIMPULAN DAN SARAN 5.1 Kesimpulan Berdasarkan hasil analisa dan pembahasan yang telah dilakukan maka dapat disimpulkan bahwa: 1. Kebijakan manajemen produksi dalam usaha pengoptimalan jumlah mesin
PROSES MAINTENANCE AND MINOR REPAIR PADA MESIN MANESTY ROTAPRESS MK II A
 PROSES MAINTENANCE AND MINOR REPAIR PADA MESIN MANESTY ROTAPRESS MK II A Nama : Tantowi Chandra Wibawa NPM : 27411025 Jurusan : Teknik Mesin Pembimbing : Ir. Arifuddin, MM. MSC LATAR BELAKANG PT Indofarma
PROSES MAINTENANCE AND MINOR REPAIR PADA MESIN MANESTY ROTAPRESS MK II A Nama : Tantowi Chandra Wibawa NPM : 27411025 Jurusan : Teknik Mesin Pembimbing : Ir. Arifuddin, MM. MSC LATAR BELAKANG PT Indofarma
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN Metodologi penelitian merupakan gambaran dari tahapan yang dilalui dalam menyelesaikan suatu masalah yang ditemui dalam sebuah penelitian, dimana dibuat berdasarkan latar
BAB III METODOLOGI PENELITIAN Metodologi penelitian merupakan gambaran dari tahapan yang dilalui dalam menyelesaikan suatu masalah yang ditemui dalam sebuah penelitian, dimana dibuat berdasarkan latar
BAB V ANALISA HASIL. 5.1 Analisa Diagram Sebab Akibat. Setelah penulis melakukan observasi ke lapangan serta wawancara secara
 BAB V ANALISA HASIL 5.1 Analisa Diagram Sebab Akibat Setelah penulis melakukan observasi ke lapangan serta wawancara secara langsung dan mendapatkan data lengkap. Kemudian penulis melakukan analisa masalah
BAB V ANALISA HASIL 5.1 Analisa Diagram Sebab Akibat Setelah penulis melakukan observasi ke lapangan serta wawancara secara langsung dan mendapatkan data lengkap. Kemudian penulis melakukan analisa masalah
BAB V ANALISA HASIL PERHITUNGAN. Equipment Loss (Jam)
") BAB V ANALISA HASIL PERHITUNGAN 5.1 Analisa Nilai Availability Table 5.1 Nilai Availability Mesin Steam Ejector Planned Equipment Loss Time Availability Januari 42 6 36 85.71 Februari 44 7 37 84.09 Maret
BAB V ANALISA HASIL PERHITUNGAN 5.1 Analisa Nilai Availability Table 5.1 Nilai Availability Mesin Steam Ejector Planned Equipment Loss Time Availability Januari 42 6 36 85.71 Februari 44 7 37 84.09 Maret
Bab 5 Analisis dan Usulan Perbaikan
 70 Bab 5 Analisis dan Usulan Perbaikan 5.1. Analisis Analisis merupakan tahap selanjutnya dalam melakukan penelitian, berdasarkan hasil pengumpulan dan pengolahan data dari penelitian yang telah dilakukan
70 Bab 5 Analisis dan Usulan Perbaikan 5.1. Analisis Analisis merupakan tahap selanjutnya dalam melakukan penelitian, berdasarkan hasil pengumpulan dan pengolahan data dari penelitian yang telah dilakukan
1 BAB I PENDAHULUAN. ini disebabkan karena tim perbaikan tidak mendapatkan dengan jelas
 1 BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Usaha perbaikan pada industri manufaktur, dilihat dari segi peralatan adalah dengan meningkatkan efektivitas mesin/peralatan yang ada seoptimal mungkin. Pada
1 BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Usaha perbaikan pada industri manufaktur, dilihat dari segi peralatan adalah dengan meningkatkan efektivitas mesin/peralatan yang ada seoptimal mungkin. Pada
Manfaat Penerapan 5R Zero waste Zero injury Zero breakdown Zero defect Zero set up time Zero late delivery Zero customer claim Zero defisit
 Sosialisasi 5R Apa Itu 5R??? 2 Apa Itu 5R??? 5R merupakan budaya tentang bagaimana seseorang memperlakukan tempat kerjanya secara benar. Bila tempat kerja tertata rapi, bersih, dan tertib, maka kemudahan
Sosialisasi 5R Apa Itu 5R??? 2 Apa Itu 5R??? 5R merupakan budaya tentang bagaimana seseorang memperlakukan tempat kerjanya secara benar. Bila tempat kerja tertata rapi, bersih, dan tertib, maka kemudahan
BAB V ANALISA HASIL. fokus di dalam program peningkatan kualitas Lean Six Sigma sehingga cacat
 BAB V ANALISA HASIL 5.1 Analisa Hasil Pengolahan Data Untuk mencari akar penyebab masalah maka data harus dianalisa untuk menghasilkan perbaikan yang tepat. Hasil pengolahan data pada bab IV dijadikan
BAB V ANALISA HASIL 5.1 Analisa Hasil Pengolahan Data Untuk mencari akar penyebab masalah maka data harus dianalisa untuk menghasilkan perbaikan yang tepat. Hasil pengolahan data pada bab IV dijadikan
BAB V ANALISA HASIL. penulis melakukan analisa lebih lanjut mengenai faktor-faktor yang menjadi akar
 BAB V ANALISA HASIL 5.1 Analisa Data Dari data-data produktivitas yang didapat dari hasil pengolahan data, penulis melakukan analisa lebih lanjut mengenai faktor-faktor yang menjadi akar penyebab terjadinya
BAB V ANALISA HASIL 5.1 Analisa Data Dari data-data produktivitas yang didapat dari hasil pengolahan data, penulis melakukan analisa lebih lanjut mengenai faktor-faktor yang menjadi akar penyebab terjadinya
BAB III METODELOGI PENELITIAN
 BAB III METODELOGI PENELITIAN Penelitian ini bertujuan untuk mengetahui tingkat Effektivitas dari pada mesin mesin m/c.cr.shaft yaitu mesin : Grinding,Fine Boring,dan Gun drilling. Sebagai langkah di dalam
BAB III METODELOGI PENELITIAN Penelitian ini bertujuan untuk mengetahui tingkat Effektivitas dari pada mesin mesin m/c.cr.shaft yaitu mesin : Grinding,Fine Boring,dan Gun drilling. Sebagai langkah di dalam
BAB I PENDAHULUAN. 1.1 Latar Belakang Masalah. Teknologi merupakan komponen penting bagi berkembangnya
 BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Teknologi merupakan komponen penting bagi berkembangnya perusahaan. Semakin berkembangnya industri semakin banyak pula teknologi yang dikembangkan. Salah satu
BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Teknologi merupakan komponen penting bagi berkembangnya perusahaan. Semakin berkembangnya industri semakin banyak pula teknologi yang dikembangkan. Salah satu
BAB III LANDASAN TEORI
 BAB III LANDASAN TEORI 3.1. Pengertian Perawatan (Maintenance) Perawatan di suatu industri merupakan salah satu faktor yang penting dalam mendukung suatu proses produksi yang mempunyai daya saing di pasaran.
BAB III LANDASAN TEORI 3.1. Pengertian Perawatan (Maintenance) Perawatan di suatu industri merupakan salah satu faktor yang penting dalam mendukung suatu proses produksi yang mempunyai daya saing di pasaran.
Bacaan Harian BUDAYA KERJAKU
 Bacaan Harian BUDAYA KERJAKU DI BALAI BESAR PENGEMBANGAN LATIHAN KERJA DALAM NEGERI BANDUNG Diunduh: Djoko Sujono dari: https://eriskusnadi.wordpress.com/2011/08/06/5s-seiri-seitonseiso-seiketsu-shitsuke/
Bacaan Harian BUDAYA KERJAKU DI BALAI BESAR PENGEMBANGAN LATIHAN KERJA DALAM NEGERI BANDUNG Diunduh: Djoko Sujono dari: https://eriskusnadi.wordpress.com/2011/08/06/5s-seiri-seitonseiso-seiketsu-shitsuke/
DAFTAR ISI. 1.1 Latar Belakang Penelitian Identifikasi Masalah Tujuan Penelitian Kegunaan Penelitian Kerangka Pemikiran 6
 ABSTRAK PT Dhaya Tuhumitra adalah perusahaan penghasil sepatu sandal wanita dengan orientasi pasar ekspor sehingga harus dapat mempertahankan dan meningkatkan kualitas produknya agar dapat memenangkan
ABSTRAK PT Dhaya Tuhumitra adalah perusahaan penghasil sepatu sandal wanita dengan orientasi pasar ekspor sehingga harus dapat mempertahankan dan meningkatkan kualitas produknya agar dapat memenangkan
PROGRAM PENGELOLAAN PERALATAN RADIOLOGI
 PROGRAM PENGELOLAAN PERALATAN RADIOLOGI I. Pendahuluan II. Latar belakang a. UU No. 36 thn 2009 tentang Kesehatan. b. UU No. 44 Tahun 2009 tentang Rumah Sakit. c. PP Nomor 38 tahun 2007 Tentang Pembagian
PROGRAM PENGELOLAAN PERALATAN RADIOLOGI I. Pendahuluan II. Latar belakang a. UU No. 36 thn 2009 tentang Kesehatan. b. UU No. 44 Tahun 2009 tentang Rumah Sakit. c. PP Nomor 38 tahun 2007 Tentang Pembagian
Overhoul Gearbox. Qualified Standard Operation Procedure. Rev. No. 01. Approval: Date: Date: Date: Date:
 IBU-SMO-HO-MFE-WFM- MECH-PU Overhoul Gearbox Approval: Foreman : Reno Widodo Rev. No. 01 Qualified Standard Operation Procedure HES Coordinator Engineering : O.A Simanjuntak : Donnal Royner Site Manager
IBU-SMO-HO-MFE-WFM- MECH-PU Overhoul Gearbox Approval: Foreman : Reno Widodo Rev. No. 01 Qualified Standard Operation Procedure HES Coordinator Engineering : O.A Simanjuntak : Donnal Royner Site Manager
BAB III PROSES PERAKITAN KOMPRESOR SHARK L.1/2 HP. mesin dan metode. Sistem manufaktur terbagi menjadi 2, yaitu :
 BAB III PROSES PERAKITAN KOMPRESOR SHARK L.1/2 HP 3.1. SISTEM MANUFAKTUR 3.1.1. JENIS SISTEM MANUFAKTUR Proses manufaktur merupakan suatu proses perubahan bentuk dari bahan baku atau bahan setengah jadi
BAB III PROSES PERAKITAN KOMPRESOR SHARK L.1/2 HP 3.1. SISTEM MANUFAKTUR 3.1.1. JENIS SISTEM MANUFAKTUR Proses manufaktur merupakan suatu proses perubahan bentuk dari bahan baku atau bahan setengah jadi
Lampiran 1. Perancangan Sistem Manajemen Mutu. Pada PT. Garuda Indonesia. Pedoman Mutu. Sistem Manajemen Mutu Perusahaan
 180 Lampiran 1 Perancangan Sistem Manajemen Mutu Pada PT. Garuda Indonesia Pedoman Mutu Sistem Manajemen Mutu Perusahaan Dalam menjalankan proses bisnisnya, PT. Garuda Indonesia harus menerapkan sistem
180 Lampiran 1 Perancangan Sistem Manajemen Mutu Pada PT. Garuda Indonesia Pedoman Mutu Sistem Manajemen Mutu Perusahaan Dalam menjalankan proses bisnisnya, PT. Garuda Indonesia harus menerapkan sistem
PREVENTIVE MAINTENANCE
 PREVENTIVE MAINTENANCE ABSTRAK Gangguan yang terjadi selama proses produksi atau aktivitas rutin lain akibat dari terjadinya kerusakan pada mesin atau fasilitas kerja lainnya, harus dicegah sedini mungkin.
PREVENTIVE MAINTENANCE ABSTRAK Gangguan yang terjadi selama proses produksi atau aktivitas rutin lain akibat dari terjadinya kerusakan pada mesin atau fasilitas kerja lainnya, harus dicegah sedini mungkin.
BAB IV PENGENALAN BALL MILL
 BAB IV PENGENALAN BALL MILL 4.1 DESKRIPSI BALL MILL Ball Mill adalah alat penting untuk grinding setelah bahan dilumatkan. Mesin penggiling ini adalah alat yang efisien untuk grinding berbagai bahan menjadi
BAB IV PENGENALAN BALL MILL 4.1 DESKRIPSI BALL MILL Ball Mill adalah alat penting untuk grinding setelah bahan dilumatkan. Mesin penggiling ini adalah alat yang efisien untuk grinding berbagai bahan menjadi
PROSES MAINTENANCE 500 JAM KERJA TERHADAP UNIT HYDRAULIC EXCAVATOR PC 200-8M0 Di PT. United Tractors Tbk.
 PROSES MAINTENANCE 500 JAM KERJA TERHADAP UNIT HYDRAULIC EXCAVATOR PC 200-8M0 Di PT. United Tractors Tbk. Nama : Muhammad Farhan NPM : 24411824 Jurusan : Teknik Mesin Pembimbing : Iwan Setyawan, ST., MT.
PROSES MAINTENANCE 500 JAM KERJA TERHADAP UNIT HYDRAULIC EXCAVATOR PC 200-8M0 Di PT. United Tractors Tbk. Nama : Muhammad Farhan NPM : 24411824 Jurusan : Teknik Mesin Pembimbing : Iwan Setyawan, ST., MT.
Sosialisasi PROGRAM 5R RINGKAS - RAPI - RESIK - RAWAT - RAJIN
 Sosialisasi PROGRAM 5R Setiap perusahaan pasti mengharapkan suatu lingkungan kerja yang - Bersih - Rapih - Terawat - Disiplin kenyataannya kondisi ini sulit terjadi di setiap perusahaan. (Benarkah?) Kantor
Sosialisasi PROGRAM 5R Setiap perusahaan pasti mengharapkan suatu lingkungan kerja yang - Bersih - Rapih - Terawat - Disiplin kenyataannya kondisi ini sulit terjadi di setiap perusahaan. (Benarkah?) Kantor
Written by Administrator Monday, 28 February :18 -
 Melihat lingkungan kerja yang rapi dan bersih tentu saja akan membangkitkan semangat kerja kita. Coba kita pikirkan, berapa lamakah waktu kita dalam sehari yang kita gunakan di tempat kerja? Mungkin bisa
Melihat lingkungan kerja yang rapi dan bersih tentu saja akan membangkitkan semangat kerja kita. Coba kita pikirkan, berapa lamakah waktu kita dalam sehari yang kita gunakan di tempat kerja? Mungkin bisa
WASTE. If it doesn t add value, it s waste. - from Henry Ford s book: Today and Tomorrow, 1922 PEMBOROSAN
 WASTE Waste If it doesn t add value, it s waste - from Henry Ford s book: Today and Tomorrow, 1922 Waste PEMBOROSAN Segala sesuatu yang tidak memberi nilai tambah merupakan pemborosan - dari buku Henry
WASTE Waste If it doesn t add value, it s waste - from Henry Ford s book: Today and Tomorrow, 1922 Waste PEMBOROSAN Segala sesuatu yang tidak memberi nilai tambah merupakan pemborosan - dari buku Henry
BAB I PENDAHULUAN. produksi sehingga dapat meningkatkan kualitas, kenyamanan, produktivitas, serta
 BAB I PENDAHULUAN 1.1 Latar Belakang Lingkungan kerja merupakan tempat yang potensial mempengaruhi proses produksi. Proses produksi merupakan hal yang sangat penting pada perusahaan manufaktur, oleh sebab
BAB I PENDAHULUAN 1.1 Latar Belakang Lingkungan kerja merupakan tempat yang potensial mempengaruhi proses produksi. Proses produksi merupakan hal yang sangat penting pada perusahaan manufaktur, oleh sebab
FORM APL-02 ASESMEN MANDIRI
 LEMBAGA SERTIFIASI PROFESI AIR MINUM INDONESIA (LSP AMI) FORM APL-02 ASESMEN MANDIRI CLUSTER OPERATOR INSTRUMENTASI SPAM NAMA PEMOHON NAMA ASESOR LEMBAGA SERTIFIASI PROFESI AIR MINUM INDONESIA (LSP AMI)
LEMBAGA SERTIFIASI PROFESI AIR MINUM INDONESIA (LSP AMI) FORM APL-02 ASESMEN MANDIRI CLUSTER OPERATOR INSTRUMENTASI SPAM NAMA PEMOHON NAMA ASESOR LEMBAGA SERTIFIASI PROFESI AIR MINUM INDONESIA (LSP AMI)
BAB V ANALISA HASIL Analisis Perhitungan Overall Equipment Effectiveness (OEE)
") 48 BAB V ANALISA HASIL 5.1. Analisis Perhitungan Overall Equipment Effectiveness (OEE) Analisis perhitungan overall equipment effectiveness di PT. Inkoasku dilakukan untuk melihat tingkat efektivitas penggunaan
48 BAB V ANALISA HASIL 5.1. Analisis Perhitungan Overall Equipment Effectiveness (OEE) Analisis perhitungan overall equipment effectiveness di PT. Inkoasku dilakukan untuk melihat tingkat efektivitas penggunaan
DAFTAR ISI. Daftar Isi... 1
 BUKU INFORMASI DAFTAR ISI Daftar Isi... 1 BAB I PENDAHULUAN... 2 1.1. Konsep Dasar Pelatihan Berbasis Kompetensi (PBK)... 2 1.2. Penjelasan Materi Pelatihan... 2 1.3. Pengakuan Kompetensi Terkini... 3
BUKU INFORMASI DAFTAR ISI Daftar Isi... 1 BAB I PENDAHULUAN... 2 1.1. Konsep Dasar Pelatihan Berbasis Kompetensi (PBK)... 2 1.2. Penjelasan Materi Pelatihan... 2 1.3. Pengakuan Kompetensi Terkini... 3
FORM APL-02 ASESMEN MANDIRI
 LEMBAGA SERTIFIASI PROFESI AIR MINUM INDONESIA (LSP AMI) FORM APL-02 ASESMEN MANDIRI CLUSTER OPERATOR SUMUR DALAM NAMA PEMOHON NAMA ASESOR LEMBAGA SERTIFIASI PROFESI AIR MINUM INDONESIA (LSP AMI) FR-APL-02
LEMBAGA SERTIFIASI PROFESI AIR MINUM INDONESIA (LSP AMI) FORM APL-02 ASESMEN MANDIRI CLUSTER OPERATOR SUMUR DALAM NAMA PEMOHON NAMA ASESOR LEMBAGA SERTIFIASI PROFESI AIR MINUM INDONESIA (LSP AMI) FR-APL-02
Metode Training Sentral-Sistem
 Metode Training Sentral-Sistem TIDAK MENJELASKAN APA ISI PERSYARATAN ISO 9001 TAPI MENJELASKAN KONSEP/MAKSUD DARI TIAP PERSYARATAN ISO 9001 DAN MEMBERIKAN CONTOH PENERAPAN YANG BAIK ISO 9001 based Pasal
Metode Training Sentral-Sistem TIDAK MENJELASKAN APA ISI PERSYARATAN ISO 9001 TAPI MENJELASKAN KONSEP/MAKSUD DARI TIAP PERSYARATAN ISO 9001 DAN MEMBERIKAN CONTOH PENERAPAN YANG BAIK ISO 9001 based Pasal
PROSEDUR PEMELIHARAAN PEMBANGKIT & PERALATAN PENDUKUNG
 PEMBANGKIT & PERALATAN No. Dokumen : PT-KITSBS-26 No. Revisi : 00 Halaman : i dari iv LEMBAR PENGESAHAN DOKUMEN DIBUAT OLEH No Nama Jabatan Tanda Tangan 1. RM. Yasin Effendi PLT DM ADM Umum & Fas 2. Abdan
PEMBANGKIT & PERALATAN No. Dokumen : PT-KITSBS-26 No. Revisi : 00 Halaman : i dari iv LEMBAR PENGESAHAN DOKUMEN DIBUAT OLEH No Nama Jabatan Tanda Tangan 1. RM. Yasin Effendi PLT DM ADM Umum & Fas 2. Abdan
BAB IV HASIL DAN PEMBAHASAN. tempe yang didirikan oleh Pak sapto Home Industry ini sudah ada lebih dari. bungkus tempe dengan berat perbungkus 6 ons.
 BAB IV HASIL DAN PEMBAHASAN 4.1 Gambaran Umum Perusahaan Home industry pembuatan tempe sebuah usaha yang memproduksi tempe yang didirikan oleh Pak sapto Home Industry ini sudah ada lebih dari satu tahun
BAB IV HASIL DAN PEMBAHASAN 4.1 Gambaran Umum Perusahaan Home industry pembuatan tempe sebuah usaha yang memproduksi tempe yang didirikan oleh Pak sapto Home Industry ini sudah ada lebih dari satu tahun
MATERI PELATIHAN BERBASIS KOMPETENSI SEKTOR JASA KONSTRUKSI BIDANG PEKERJAAN MEKANIKAL JABATAN KERJA OPERATOR BACKHOE LOADER
 MATERI PELATIHAN BERBASIS KOMPETENSI SEKTOR JASA KONSTRUKSI BIDANG PEKERJAAN MEKANIKAL JABATAN KERJA OPERATOR BACKHOE LOADER PEMELIHARAAN HARIAN BACKHOE LOADER SEBELUM OPERASI KODE UNIT KOMPETENSI.01 BUKU
MATERI PELATIHAN BERBASIS KOMPETENSI SEKTOR JASA KONSTRUKSI BIDANG PEKERJAAN MEKANIKAL JABATAN KERJA OPERATOR BACKHOE LOADER PEMELIHARAAN HARIAN BACKHOE LOADER SEBELUM OPERASI KODE UNIT KOMPETENSI.01 BUKU
MODUL PELATIHAN BERBASIS KOMPETENSI SEKTOR KONSTRUKSI SUB SEKTOR MEKANIKAL EDISI 2012 OPERATOR MESIN PENGGELAR ASPAL
 MODUL PELATIHAN BERBASIS KOMPETENSI SEKTOR KONSTRUKSI SUB SEKTOR MEKANIKAL EDISI 2012 OPERATOR MESIN PENGGELAR ASPAL PEMELIHARAAN HARIAN MESIN PENGGELAR ASPAL NO. KODE : -I BUKU INFORMASI DAFTAR ISI DAFTAR
MODUL PELATIHAN BERBASIS KOMPETENSI SEKTOR KONSTRUKSI SUB SEKTOR MEKANIKAL EDISI 2012 OPERATOR MESIN PENGGELAR ASPAL PEMELIHARAAN HARIAN MESIN PENGGELAR ASPAL NO. KODE : -I BUKU INFORMASI DAFTAR ISI DAFTAR
BAB II TINJAUAN PUSTAKA
 9 BAB II TINJAUAN PUSTAKA 2.1. Overall Equipment Effectiveness ( OEE ) Overall Equipment Effectiveness (OEE) adalah tingkat keefektifan fasilitas secara menyeluruh yang diperoleh dengan memperhitungkan
9 BAB II TINJAUAN PUSTAKA 2.1. Overall Equipment Effectiveness ( OEE ) Overall Equipment Effectiveness (OEE) adalah tingkat keefektifan fasilitas secara menyeluruh yang diperoleh dengan memperhitungkan
BAB V HASIL PENELITIAN DAN PEMBAHASAN
 BAB V HASIL PENELITIAN DAN PEMBAHASAN 5.1 Analisa perbandingan setelah menggunakan 5S Penerapan 5S pada PT. TJM Internasional divisi warehouse terutama packing dilakukan dengan melibatkan pihak terkait
BAB V HASIL PENELITIAN DAN PEMBAHASAN 5.1 Analisa perbandingan setelah menggunakan 5S Penerapan 5S pada PT. TJM Internasional divisi warehouse terutama packing dilakukan dengan melibatkan pihak terkait
Bab 3 Metodologi Pemecahan Masalah
 Bab 3 Metodologi Pemecahan Masalah 3.1. Flowchart Pemecahan Masalah Pada bagian ini akan diuraikan langkah-langkah pemecahan masalah yang dihadapi dan dapat digambarkan pada flowchart di bawah ini: Gambar
Bab 3 Metodologi Pemecahan Masalah 3.1. Flowchart Pemecahan Masalah Pada bagian ini akan diuraikan langkah-langkah pemecahan masalah yang dihadapi dan dapat digambarkan pada flowchart di bawah ini: Gambar
BAB I PENDAHULUAN. Jepang yaitu Seiri, Seiton, Seiso, Seiketsu dan Shitsuke yang merupakan rangkaian
 BAB I PENDAHULUAN 1.1 Latar Belakang Pada zaman yang sudah maju ini, persaingan bisnis yang semakin ketat akan membuat para pelaku bisnis berpikir lebih keras bagaimana caranya memenangkan sebuah persaingan
BAB I PENDAHULUAN 1.1 Latar Belakang Pada zaman yang sudah maju ini, persaingan bisnis yang semakin ketat akan membuat para pelaku bisnis berpikir lebih keras bagaimana caranya memenangkan sebuah persaingan
BAB V ANALISA HASIL. tersebut dengan menggunakan semua tools yang ada di New Seven Tools
 BAB V ANALISA HASIL 5.1 Tahap Analisa Setelah mengetahui dan menemukan banyaknya kerusakan yang ditemukan pada proses produksi, maka anggota team perbaikan yang terdiri dari Industrial Enggineering, Quality
BAB V ANALISA HASIL 5.1 Tahap Analisa Setelah mengetahui dan menemukan banyaknya kerusakan yang ditemukan pada proses produksi, maka anggota team perbaikan yang terdiri dari Industrial Enggineering, Quality
BAB V ANALISA PEMECAHAN MASALAH
 BAB V ANALISA PEMECAHAN MASALAH Berdasarkan proses pengumpulan data dan pengolahannya diperoleh data dalam bentuk diagram pareto, dari diagram pareto tersebut dapat diketahui bahwa orhanisasi/perusahaan
BAB V ANALISA PEMECAHAN MASALAH Berdasarkan proses pengumpulan data dan pengolahannya diperoleh data dalam bentuk diagram pareto, dari diagram pareto tersebut dapat diketahui bahwa orhanisasi/perusahaan
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN Pada bab ini akan diuraikan metodologi penelitian atau tahapan-tahapan penelitian yang akan dilalui dari awal sampai akhir. Metodologi penelitian perlu ditentukan terlebih
BAB III METODOLOGI PENELITIAN Pada bab ini akan diuraikan metodologi penelitian atau tahapan-tahapan penelitian yang akan dilalui dari awal sampai akhir. Metodologi penelitian perlu ditentukan terlebih
BAB 3 LANDASAN TEORI
 BAB 3 LANDASAN TEORI 3.1. Pengukuran Performansi Pengukuran performansi sering disalah artikan oleh kebanyakan perusahaan saat ini. Indikator performansi hanya dianggap sebagai indikator yang menunjukkan
BAB 3 LANDASAN TEORI 3.1. Pengukuran Performansi Pengukuran performansi sering disalah artikan oleh kebanyakan perusahaan saat ini. Indikator performansi hanya dianggap sebagai indikator yang menunjukkan
BAB 3 METODOLOGI PENELITIAN
 48 BAB 3 METODOLOGI PENELITIAN Dalam melakukan suatu penelitian perlu dibuat urut-urutan proses pengerjaan yang dilakukan. Urut-urutan proses pengerjaan tersebut disebut Metodologi Penelitian. Hal ini
48 BAB 3 METODOLOGI PENELITIAN Dalam melakukan suatu penelitian perlu dibuat urut-urutan proses pengerjaan yang dilakukan. Urut-urutan proses pengerjaan tersebut disebut Metodologi Penelitian. Hal ini
BAB V ANALISIS PEMECAHAN MASALAH
 80 N < N, (25.69 < 30 ) maka jumlah data dianggap cukup karena jumlah data atau pengamatan yang teoritis sudah dilampaui oleh jumlah data yang sebenarnya atau aktual. BAB V ANALISIS PEMECAHAN MASALAH 5.1.
80 N < N, (25.69 < 30 ) maka jumlah data dianggap cukup karena jumlah data atau pengamatan yang teoritis sudah dilampaui oleh jumlah data yang sebenarnya atau aktual. BAB V ANALISIS PEMECAHAN MASALAH 5.1.
PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS MERCU BUANA JAKARTA 2017
 TUGAS AKHIR ANALISIS NILAI OVERALL EQUIPMENT EFFECTIVENESS (OEE) UNTUK MENINGKATKAN EFEKTIVITAS MESIN WRAPPING HIGH SPEED DI PT. TORABIKA EKA SEMESTA Diajukan guna melengkapi sebagian syarat dalam mencapai
TUGAS AKHIR ANALISIS NILAI OVERALL EQUIPMENT EFFECTIVENESS (OEE) UNTUK MENINGKATKAN EFEKTIVITAS MESIN WRAPPING HIGH SPEED DI PT. TORABIKA EKA SEMESTA Diajukan guna melengkapi sebagian syarat dalam mencapai
BAB V PENGOLAHAN DATA DAN PERBAIKAN. pada define dan hasil pengukuran (measure) pada permasalahan yang telah
 pada permasalahan yang telah") BAB V PENGOLAHAN DATA DAN PERBAIKAN Pembahasan pada bab ini menanalisa hasil pendefinisian permasalahan pada define dan hasil pengukuran (measure) pada permasalahan yang telah ditetapkan. 5.1 Analyze Dengan
BAB V PENGOLAHAN DATA DAN PERBAIKAN Pembahasan pada bab ini menanalisa hasil pendefinisian permasalahan pada define dan hasil pengukuran (measure) pada permasalahan yang telah ditetapkan. 5.1 Analyze Dengan
BAB 4 PENGUMPULAN, PENGOLAHAN DATA DAN ANALISA
 1 BAB 4 PENGUMPULAN, PENGOLAHAN DATA DAN ANALISA Berdasarkan aktivitas perancangan kerja yang dilaksanakan di PT. Jaya Pandu Nusantara dengan kondisi lingkungan yang kurang nyaman dan kurang aman, dilakukan
1 BAB 4 PENGUMPULAN, PENGOLAHAN DATA DAN ANALISA Berdasarkan aktivitas perancangan kerja yang dilaksanakan di PT. Jaya Pandu Nusantara dengan kondisi lingkungan yang kurang nyaman dan kurang aman, dilakukan
Nama : Gema Mahardhika NIM : Kelas : A PDCA. a) Pengertian
 Pengertian") PDCA a) Pengertian Dalam peningkatan mutu dalam kebidanan diperlukan manajemen yang baik agar dalam pelaksanaannya dapat tercapai secara efektif dan efisien. Didalam ilmu manajemen, ada konsep problem
PDCA a) Pengertian Dalam peningkatan mutu dalam kebidanan diperlukan manajemen yang baik agar dalam pelaksanaannya dapat tercapai secara efektif dan efisien. Didalam ilmu manajemen, ada konsep problem
BAB 1 PENDAHULUAN. masyarakat dunia yang semakin berhubungan, juga saling terkait satu sama lain dalam
 BAB 1 PENDAHULUAN 1.1 Latar Belakang Dalam era globalisasi seperti saat ini, terutama dapat dilihat melalui kondisi masyarakat dunia yang semakin berhubungan, juga saling terkait satu sama lain dalam berbagai
BAB 1 PENDAHULUAN 1.1 Latar Belakang Dalam era globalisasi seperti saat ini, terutama dapat dilihat melalui kondisi masyarakat dunia yang semakin berhubungan, juga saling terkait satu sama lain dalam berbagai
PT. Automatic Carwash TITLE : SUPERVISOR DOCUMENT NO. : REV.: 00 DATE : GRADE : Page 1 of 10
 REV.: 00 DATE : 14-04-04 GRADE : Page 1 of 10 I. JOB DESCRIPTION A. IKHTISAR PEKERJAAN Mendistribusikan, membimbing, merekomendasikan kelayakan hasil pekerjaan bawahan dan melaporkan progress dalam proses
REV.: 00 DATE : 14-04-04 GRADE : Page 1 of 10 I. JOB DESCRIPTION A. IKHTISAR PEKERJAAN Mendistribusikan, membimbing, merekomendasikan kelayakan hasil pekerjaan bawahan dan melaporkan progress dalam proses
BAB 2 LANDASAN TEORI
 40 BAB 2 LANDASAN TEORI 2.1 Pengertian Umum 5S 5S berasal dari bahasa jepang yang diawali dengan huruf S, dan merupakan sebuah filosofi dan cara dalam menyusun dan mengatur tempat kerja. 5S adalah suatu
40 BAB 2 LANDASAN TEORI 2.1 Pengertian Umum 5S 5S berasal dari bahasa jepang yang diawali dengan huruf S, dan merupakan sebuah filosofi dan cara dalam menyusun dan mengatur tempat kerja. 5S adalah suatu
DAFTAR ISI. Daftar Isi... i BAB I KONSEP PENILAIAN Bagaimana Instruktur Akan Menilai Tipe Penilaian... 1
 DAFTAR ISI Daftar Isi... i BAB I KONSEP PENILAIAN... 1 1.1. Bagaimana Instruktur Akan Menilai... 1 1.2. Tipe Penilaian... 1 BAB II PELAKSANAAN PENILAIAN... 3 2.1. Kunci jawaban Tugas-tugas teori... 3 2.2.
DAFTAR ISI Daftar Isi... i BAB I KONSEP PENILAIAN... 1 1.1. Bagaimana Instruktur Akan Menilai... 1 1.2. Tipe Penilaian... 1 BAB II PELAKSANAAN PENILAIAN... 3 2.1. Kunci jawaban Tugas-tugas teori... 3 2.2.
4 BAB IV PENGUMPULAN DAN PENGOLAHAN DATA
 4 BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1 Pengumpulan Data 4.1.1 Data Jenis Cacat PT. Duta Abadi Primantara adalah perusahan yang memproduksi jenis kasur spring bed dengan type King Koil. Pada tipe
4 BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1 Pengumpulan Data 4.1.1 Data Jenis Cacat PT. Duta Abadi Primantara adalah perusahan yang memproduksi jenis kasur spring bed dengan type King Koil. Pada tipe
BAB 3 METODOLOGI PEMECAHAN MASALAH
 81 BAB 3 METODOLOGI PEMECAHAN MASALAH 3.1 Flow Diagram Pemecahan Masalah Dalam melakukan penelitian di PT. Multi Bintang Indonesia mengenai penerapan 5S, peneliti menyusun suatu kerangka berpikir yang
81 BAB 3 METODOLOGI PEMECAHAN MASALAH 3.1 Flow Diagram Pemecahan Masalah Dalam melakukan penelitian di PT. Multi Bintang Indonesia mengenai penerapan 5S, peneliti menyusun suatu kerangka berpikir yang
Jl. Kaliurang Km 14.4 Sleman, DIY 55184 1,2)Email: teknik.industri@uii.ac.id ABSTRAK
Email: teknik.industri@uii.ac.id ABSTRAK") Penerapan Metode Total Productive Maintenance (TPM) untuk Mengatasi Masalah Six-Big Losess dalam Mencapai Efisiensi Proses Produksi (Studi Kasus pada PT. Itokoh Ceperindo) Aldila Samudro Mukti 1, Hudaya
Penerapan Metode Total Productive Maintenance (TPM) untuk Mengatasi Masalah Six-Big Losess dalam Mencapai Efisiensi Proses Produksi (Studi Kasus pada PT. Itokoh Ceperindo) Aldila Samudro Mukti 1, Hudaya
4 BAB V ANALISIS. Bagian kelima dari dari laporan skripsi ini menjelaskan tentang penulis
 4 BAB V ANALISIS 4.1 Analisa Bagian kelima dari dari laporan skripsi ini menjelaskan tentang penulis melakukan analisa dan hasil dari laporan skripsi, dan menguraikan tentang data-data yang telah dikumpulkan
4 BAB V ANALISIS 4.1 Analisa Bagian kelima dari dari laporan skripsi ini menjelaskan tentang penulis melakukan analisa dan hasil dari laporan skripsi, dan menguraikan tentang data-data yang telah dikumpulkan
Fishbone Diagram dan Langkah- Langkah Pembuatannya
 Fishbone Diagram dan Langkah- Langkah Pembuatannya By Eris Kusnadi Fishbone diagram (diagram tulang ikan karena bentuknya seperti tulang ikan) sering juga disebut Cause-and-Effect Diagram atau Ishikawa
Fishbone Diagram dan Langkah- Langkah Pembuatannya By Eris Kusnadi Fishbone diagram (diagram tulang ikan karena bentuknya seperti tulang ikan) sering juga disebut Cause-and-Effect Diagram atau Ishikawa
BAB V ANALISA PEMBAHASAN
 BAB V ANALISA PEMBAHASAN 5.1. Analisa Prioritas perbaikan proses Dyno dengan metode FMEA Setelah diketahui berbagai kendala dan hambatan dalam pencapaian target WIP diproses Dyno, maka perlu dibuatkan
BAB V ANALISA PEMBAHASAN 5.1. Analisa Prioritas perbaikan proses Dyno dengan metode FMEA Setelah diketahui berbagai kendala dan hambatan dalam pencapaian target WIP diproses Dyno, maka perlu dibuatkan
BAB I PENDAHULUAN. 1.1 Latar Belakang. Dalam era kompetisi global dan industrialisasi yang semakin canggih,
 1 BAB I PENDAHULUAN 1.1 Latar Belakang Dalam era kompetisi global dan industrialisasi yang semakin canggih, penuh dengan innovasi dan sistematik saat ini, banyak perusahaan mencari alternatif unggulan
1 BAB I PENDAHULUAN 1.1 Latar Belakang Dalam era kompetisi global dan industrialisasi yang semakin canggih, penuh dengan innovasi dan sistematik saat ini, banyak perusahaan mencari alternatif unggulan
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 Gambaran Umum Perusahaan 4.1.1 Sejarah Perusahaan CV. Sumber Bahagia adalah Perusahaan yang bergerak di bidang percetakan Digital yang didirikan oleh Bapak Tommy Handoko
BAB IV HASIL DAN PEMBAHASAN 4.1 Gambaran Umum Perusahaan 4.1.1 Sejarah Perusahaan CV. Sumber Bahagia adalah Perusahaan yang bergerak di bidang percetakan Digital yang didirikan oleh Bapak Tommy Handoko
Tubuh manusia adalah sistem yang terus beroperasi, sejauh apa sistem efektif berjalan? perlu check kesehatan regular
 Konsep Internal Audit Tubuh manusia adalah sistem yang terus beroperasi, sejauh apa sistem efektif berjalan? perlu check kesehatan regular Manakah organ tubuh yang penting / kritikal? Misalkan dari informasi
Konsep Internal Audit Tubuh manusia adalah sistem yang terus beroperasi, sejauh apa sistem efektif berjalan? perlu check kesehatan regular Manakah organ tubuh yang penting / kritikal? Misalkan dari informasi
BAB V ANALISA DAN HASIL. Dalam bab ini akan dibahas tentang analisis hasil pengamatan proses yang
 BAB V ANALISA DAN HASIL Dalam bab ini akan dibahas tentang analisis hasil pengamatan proses yang sebelumnya telah dibahas pada bab IV. Dimana ditemukannya adanya kemungkinan terjadinya penyebab khusus
BAB V ANALISA DAN HASIL Dalam bab ini akan dibahas tentang analisis hasil pengamatan proses yang sebelumnya telah dibahas pada bab IV. Dimana ditemukannya adanya kemungkinan terjadinya penyebab khusus
BAB 1 PENDAHULUAN. b. Meminimalkan biaya bahan baku dan upah kerja. c. Kecepatan proses produksi dengan basis mess production yang seragam.
 BAB 1 PENDAHULUAN 1.1 Latar Belakang Masalah Persaingan dalam dunia industri semakin meningkat, efisiensi produksi semakin menjadi tuntutan yang tidak bisa dihindarkan. Jika hal ini tidak diperhitungkan
BAB 1 PENDAHULUAN 1.1 Latar Belakang Masalah Persaingan dalam dunia industri semakin meningkat, efisiensi produksi semakin menjadi tuntutan yang tidak bisa dihindarkan. Jika hal ini tidak diperhitungkan
Program pemeliharaan. Laporan pemeliharaan
 17 BAB IV PELAKSANAAN DAN PEMBAHASAN 4.1 PROSES KERJA PEMERIKSAAN DAN PEMELIHARAAN Berikut diagram alir proses perawatan dan pemeliharaan Jadwal pemeliharaan Program pemeliharaan Pemeliharaan Mingguan
17 BAB IV PELAKSANAAN DAN PEMBAHASAN 4.1 PROSES KERJA PEMERIKSAAN DAN PEMELIHARAAN Berikut diagram alir proses perawatan dan pemeliharaan Jadwal pemeliharaan Program pemeliharaan Pemeliharaan Mingguan
PERANCANGAN TOTAL PRODUCTIVE MAINTENANCE MESIN JUMPING SAW DI PT. RAMA GOMBONG SEJAHTERA
 PERANCANGAN TOTAL PRODUCTIVE MAINTENANCE MESIN JUMPING SAW DI PT. RAMA GOMBONG SEJAHTERA TUGAS AKHIR Diajukan untuk memenuhi sebagian persyaratan mencapai derajat Sarjana Teknik Industri GABRIEL GALANG
PERANCANGAN TOTAL PRODUCTIVE MAINTENANCE MESIN JUMPING SAW DI PT. RAMA GOMBONG SEJAHTERA TUGAS AKHIR Diajukan untuk memenuhi sebagian persyaratan mencapai derajat Sarjana Teknik Industri GABRIEL GALANG
BAB V ANALISA. Value added time Leadtime. = 3,22jam. 30,97 jam x 100% = 10,4%
 BAB V ANALISA 5.1 Analisa Current State Value Stream Mapping (CVSM) Value stream mapping merupakan sebuah tools untuk memetakan jalur produksi dari sebuah produk yang didalamnya termasuk material dan informasi
BAB V ANALISA 5.1 Analisa Current State Value Stream Mapping (CVSM) Value stream mapping merupakan sebuah tools untuk memetakan jalur produksi dari sebuah produk yang didalamnya termasuk material dan informasi
BAB III METODOLOGI.
 BAB III METODOLOGI Metodologi penelitian merupakan gambaran langkah langkah secara sistematis yang dilakukan penulis dari awal hingga akhir penelitian sehingga pelaksanaan penelitian menjadi jelas dan
BAB III METODOLOGI Metodologi penelitian merupakan gambaran langkah langkah secara sistematis yang dilakukan penulis dari awal hingga akhir penelitian sehingga pelaksanaan penelitian menjadi jelas dan
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Definisi Kerusakan dan Pemeliharaan Suatu barang atau produk dikatakan rusak ketika produk tersebut tidak dapat menjalankan fungsinya dengan baik lagi (Stephens, 2004). Hal yang
BAB II LANDASAN TEORI 2.1 Definisi Kerusakan dan Pemeliharaan Suatu barang atau produk dikatakan rusak ketika produk tersebut tidak dapat menjalankan fungsinya dengan baik lagi (Stephens, 2004). Hal yang
BAB III TINJAUAN PUSTAKA. Kualitas baik Harga pantas Di produksi dan diserahkan ke konsumen dalam waktu yang cepat.
 21 BAB III TINJAUAN PUSTAKA 3.1 PERAWATAN Perawatan di suatu industri merupakan salah satu faktor yang penting dalam mendukung suatu proses produksi yang mempunyai daya saing di pasaran. Produk yang dibuat
21 BAB III TINJAUAN PUSTAKA 3.1 PERAWATAN Perawatan di suatu industri merupakan salah satu faktor yang penting dalam mendukung suatu proses produksi yang mempunyai daya saing di pasaran. Produk yang dibuat
OPERASIONAL DAN PERAWATAN MESIN CARTONING C2404 DI PT. KALBE FARMA Tbk
 OPERASIONAL DAN PERAWATAN MESIN CARTONING C2404 DI PT. KALBE FARMA Tbk Nama : Rifqi Anggriawan NPM : 26412349 Jurusan : Teknik Mesin Pembimbing : Doddi Yuniardi, ST., MT LATAR BELAKANG MASALAH Mesin Cartoning
OPERASIONAL DAN PERAWATAN MESIN CARTONING C2404 DI PT. KALBE FARMA Tbk Nama : Rifqi Anggriawan NPM : 26412349 Jurusan : Teknik Mesin Pembimbing : Doddi Yuniardi, ST., MT LATAR BELAKANG MASALAH Mesin Cartoning