BAB IV HASIL PERANCANGAN DAN PEMBAHASAN
|
|
|
- Fanny Farida Gunawan
- 6 tahun lalu
- Tontonan:
Transkripsi
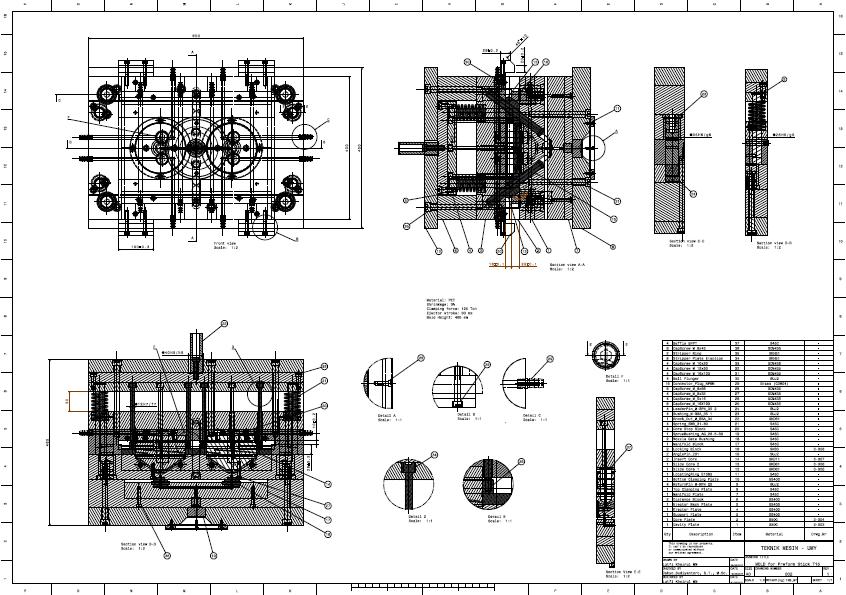
1 BAB IV HASIL PERANCANGAN DAN PEMBAHASAN 4.1. Pembahasan Hasil Identifikasi Produk Syarat dari perancangan mold adalah mengetahui terlebih dahulu data produk yang diperlukan untuk menentukan rancangan cetakan. Tabel 4.1 menunjukkan data produk dan pada tabel 4.2 ditunjukkan daftar tuntutan perancangan. Tabel Data Produk Data Produk Nama Warna Material Preform Stick T15 Putih (Transparan) polyethylene terephthalate Shrinkage % Dimensi produk Tebal produk Berat Produk 140 mm x 63,5 mm 2 mm 6 gram Tabel Daftar Tuntutan Perancangan Daftar Tuntutan Jenis cetakan Jenis gate Jumlah cavity Two Plate Mold (With slider) Valve gate 2 cavity Standar moldbase Futaba D.E Series 4060 Standar komponen Futaba dan Misumi 39
 Gambar 4.1. Parting line Kasus preform di atas parting line ini")

2 Parting Line Penentuan parting line juga memperhatikan estetika atau keindahan produk. Parting Line (Cavity) Gambar 4.1. Parting line Kasus preform di atas parting line ini dibagi menjadi dua bagian yakni pada cavity dan slider, karena untuk core sendiri di buat insert maka yang bisa ditentukan pada parting line di atas hanya cavity dan slider. Gambar 4.2 dan 4.3 merupakan bagian-bagian dari parting line. Parting Line (Slider) Gambar 4.2. Parting line pada cavity Gambar 4.3. Parting line pada slider Ejection System Tanda ejector biasanya terlihat pada produk-produk tertentu atau biasanya tanda ejector berbentuk lingkaran, tetapi dari sampel produk preform tanda ejector tidak terlihat jelas.


3 41 Gambar 4.4. Stripper plate Gambar 4.4 di atas merupakan type ejector untuk mengeluarkan sebuah produk di dalam cetakan, ejector akan bekerja mendorong produk dari sisi diameter produk. Maka type ejector stripper plate inilah yang sesuai untuk produk semacam preform Lokasi Gate Gambar 4.5 merupakan letak lokasi gate pada produk preform. Lokasi gate Gambar 4.5. Lokasi gate Lokasi gate pada preform di atas merupakan type sprue gate. Pada perancangan preform kali ini type gate yang digunakan adalah valve gate, type gate yang secara otomatis runner akan terpisah dengan produk.

4 Gambar Produk Model 3D dan model 2D produk preform Stick T15 yang sudah terjadi perubahan dimensinya di desain menggunakan software Catia V5R15, ditunjukkan pada gambar 4.6 dan sketch gambar 4.7. Gambar 4.6. Model 3D produk preform stick T15. Gambar 4.7. Model 2D produk preform stick T15.

5 Hasil Perhitungan Pada Cooling Sistem pendingin bertujuan untuk menurunkan temperatur produk yang berada dalam rongga cetak setelah injeksi. Adapun hasil perhitungan yang sudah direkomendasikan dari produsen dupont ditunjukkan pada tabel 4.3. (Lampiran A.1) Tabel 4.3. Hasil Perhitungan dasar cooling Rekomendasi Channel Diameter channel Jarak dengan produk Jarak antara channel 10 mm 7 mm 30 mm insight. Perhitungan dasar cooling di atas yang akan diinput kedalam moldflow 4.4. Input Data Hasil Perhitungan kedalam Moldflow Insight Setelah dilakukan perhitungan kemudian di dapatkan hasil dari diameter channel (cooling), adapun data hasil perhitungan di input kedalam moldflow. Gambar 4.8. Input diameter channel (cooling) Penginputan data yang ditunjukkan pada gambar 4.8, akan dilakukan analisa, untuk mengetahui sistem pendingin yang bekerja pada produk. Sedangkan pada waktu injeksi material, produk preform ini menggunakan sistem dari hot runner ketika produk keluar dari sebuah cetakan, runner otomatis akan putus. Berikut data yang di masukkan ke dalam moldflow.


6 44 Gambar 4.9. Input data hot runner system Gambar Input diameter gate hot runner Data yang ditunjukkan pada gambar 4.9 dan 4.10 di atas, akan diperoleh hasil analisa pada cooling system dan lama waktu injeksi material plastik kedalam rongga cetak dengan menggunakan hot runner system Hasil Analisa Produk Preform Stick T15 dengan Moldflow Insight Setelah memasukan data hasil perhitungan kemudian analisa dijalankan dan didapatkan hasil analisa gate dan cooling yang dilakukan menggunakan moldflow insight untuk mendapatkan hasil optimum yang dapat ditunjukkan pada proses analisa selanjutnya Hasil Analisa Gate Hasil analisa gate yang didapat adalah lokasi penempatan gate yang baik, berikut gambar lokasi gate di bawah ini.

7 45 Gambar Gate locaion Gambar 4.11, merupakan letak lokasi gate yang di sarankan dari analisa yang ditunjukan pada warna biru sangat baik digunakan untuk menempatkan gate karena menghasilkan aliran yang radial terlihat letaknya yang simetris sehingga distribusi material bagus, sedangkan yang berwana hijau adalah pilihan alternatif ketiga setelah warna biru muda, kemudian untuk warna kuning dan merah sangat tidak direkomendasikan karena di daerah tersebut menimbulkan aliran linier di lihat dari ratanya permukaan produk sehingga meningkatkan tegangan dan cacat warpage Hasil Analisa Fill Time Hot Runner Hasil analisa hot runner dengan bentuk circular yang ditunjukkan pada gambar 4.12, menunjukkan waktu atau nilai maksimum yang dibutuhkan untuk memenuhi produk preform stick T15 adalah 1,634 s. Dari analisa ini waktu pengisian bisa di atur sampai 2 s, waktu injeksi tidak dapat dikurangi ketika proses produksi berlangsung, karena akan menyebabkan degradasi material.



8 46 Gambar Fill Time Hasil Analisa Cooling System Analisa ini dibuat 2 jenis cooling dan bentuk layout yang berbeda untuk membandingkan proses pendinginan pada produk yang baik. Berikut ini beberapa hasil analisa cooling system. Gambar 4.13 dan 4.14 menunjukkan dua jenis layout cooling. Gambar Cooling seri dan baffle type 1 Gambar Cooling seri dan baffle type 2
9 47 1. Circuit Coolant Temperature Hasil analisis ini menunjukkan suhu pendingin di sirkuit yang ditunjukkan pada gambar 4.15 dan 4.16, perbedaan suhu antara saluran masuk dan keluar idealnya harus kurang dari 2 C. Jika selisihnya lebih dari 2 C maka akan menyebabkan medan suhu dan deformasi yang tidak rata. Masalah ini dapat diatasi dengan membagi beberapa rangkaian pendinginan yang lebih pendek atau parameter proses yang berubah, yaitu dengan meningkatkan tekanan pendingin. Gambar Circuit Coolant Temperature type 1 Gambar Circuit Coolant Temperature type 2 Analisa diatas cooling seri dan baffle type 1 menunjukkan hasil temperatur circuit coolant yaitu 1,11 C, sedangkan analisa pada cooling seri dan baffle type 2 hasil temperatur circuit coolant 2,11 C. circuit coolant temperature yang baik
10 48 digunakan adalah temperatur antara saluran masuk dan keluar harus kurang dari 2 C. 2. Circuit metal temperature Analisa Circuit metal temperature menjelaskan temperatur tertinggi di dalam cooling ketika melakukan proses pendinginan. Pada gambar 4.17 cooling seri dan baffle type 1 didapatkan temperatur tertinggi ditunjukkan pada channel berwarna merah yaitu 32,29 C sedangkan pada gambar 4.18, cooling seri dan baffle type 2 temperatur channelnya lebih tinggi yaitu 32,88 C. Temperatur yang baik digunakan dalam analisa circuit metal temperature adalah yang memiliki temperatur rendah untuk menjaga fluida pendingin tidak cepat mengalami kanaikan suhu. Gambar Circuit metal temperature type 1 Gambar Circuit metal temperature type 2

11 49 3. Time to reach ejection temperature, part Waktu yang dibutuhkan untuk mencapai temperatur ejeksi pada cooling seri dan baffle type 1 yang ditunjukan pada gambar 4.19 membutuhkan waktu 10,34 s untuk mendinginkan produk sebelum proses ejeksi. Sedangkan pada cooling seri dan baffle type 2 yang ditunjukan pada gambar 4.20 membutuhkan waktu 10,26 s. semakin cepat waktu pendinginan semakin memperpendek waktu produksi, jadi memberikan keuntungan lebih di dunia industri. Gambar Time to reach ejection temperature type 1 Gambar Time to reach ejection temperature type 2

12 50 4. Circuit heat removal efficiency Circuit heat removal efficiency merupakan efisiensi penyerapan panas oleh cooling terhadap produk preform Stick T15. Pada gambar 4.21 efisiensi penyerapan panas dari angka 0,50-0,75 menunjukkan keefektifan perpindahan panas, begitupun juga pada gambar 4.22 dari angka 0,5284-0,7642 menunjukkan keefektifan efisiensi penyerapan panas. Gambar Circuit heat removal efficiency type 1 Gambar Circuit heat removal efficiency type 2

13 51 Hasil dari analisa ini membantu untuk mengidentifikasi bagian saluran mana yang menghilangkan panas lebih banyak dibandingkan yang lainnya. Bagian saluran pendingin yang berwarna kuning memiliki efisiensi penyisihan panas terbaik dan diberi nilai 0,7. Di sisi lain bagian berwarna biru muda ditandai dengan nilai di dekatnya 0,2 dan 0,3 memiliki efisiensi penyisihan panas terburuk karena cooling jauh dari pendinginan produk. Sehingga cooling yang memiliki penyerapan panas yang tinggi sangat direkomendasikan. 5. Deflection, all effects:deflection Efek defleksi yang muncul karena sirkulasi pendinginan dapat dilihat pada gambar 4.23 defleksi yang terjadi cenderung besar yaitu 0,68 mm sedangkan pada gambar 4.24 efek defleksi yang terjadi kecil yaitu sebesar 0,67 mm.hasil ini merangkap semua efek defleksi, misalnya efek sudut, dan menunjukkan bagian dibentuk defleksi arah sumbu X, Y dan Z secara bersamaan. Gambar Deflection, all effects type 1

14 52 Gambar Deflection, all effects type 2 Tabel 4.4, dan 4.5 dibawah ini adalah hasil nilai perbandingan cooling dan hasil rekomendasi cooling. Tabel 4.4. Hasil nilai perbandingan cooling Analisa Cooling Type Cooling Type 1 Type 2 Circuit coolant temperature 1,11 C 2,11 C Circuit metal temperature 32,29 C 32,88 C Time to reach ejection temperature, part 10,34 s 10,26 s Circuit heat removal efficiency 0,50 0,75 0,5284 0,7642 Deflection all effects: Deflection 0,68 mm 0,67 mm
15 53 Tabel 4.5. Hasil rekomendasi cooling Nama Cooling Cooling seri dan baffle type 1 Cooling seri dan baffle type 2 Analisa Cooling Circuit coolant temperature Circuit metal temperature Time to reach ejection temperature, part Circuit heat removal efficiency Deflection all effects: Deflection Circuit coolant temperature Circuit metal temperature Time to reach ejection temperature, part Circuit heat removal efficiency Deflection all effects: Deflection Rekomendasi Ya Tidak Berdasarkan hasil analisa dan perbandingan cooling di atas, maka di pilihlah cooling yang optimum dan terbaik adalah Cooling seri dan baffle type 2 merupakan pendingin yang direkomendasikan Hasil Perancangan Mold dari Analisis Moldflow Data hasil analisa dari moldflow insight di dapatkan cooling yang optimal yaitu jenis cooling seri dan baffle type 2. Kemudian data hasil analisa direkomendasikan sebagai landasan untuk melakukan perancangan konstruksi slider mold Langkah Urutan Desain 1. Moldbase Mendesain komponen plat yang pertama kali dilakukan adalah penentuan moldbase pada produk preform yang digunakan adalah standar moldbase Futaba D.E series 4060 ditunjukkan pada gambar 4.25 dan terlampir pada (Lampiran B), sekaligus penentuan material penting dilakukan untuk menghitung beberapa konstruksi yang menerima perlakuan yang berbeda sesuai sistem kerja tiap konstruksi pada mold. Adapun dasar penentuan material plat dan komponen mold

16 54 ini mengacu pada mold basic design textbook IMDIA dengan rujukan langsung dari standar Futaba dan Misumi sebagai produsen pembuatan komponen mold. Gambar Standar moldbase Futaba D.E series Cavity Plate Cavity
17 55 Gambar Cavity plate Langkah pertama mendesain mold setelah mendesain produk adalah pembuatan bagian inti atau bagian pokok dari sebuah molding (cavity), yang ditunjukkan pada gambar 4.26 dan terlampir pada (Lampiran D.2). Bagian inilah yang akan membentuk atau mencetak plastik. Pada gambar 4.26, terlebih dahulu untuk menghitung jarak antar cavity dengan melakukan perhitungan flow path dari material PET dengan hasil jarak 85 mm dari titik center, perhitungan dijelaskan pada (Lampiran A.9). Kemudian setelah mengetahui ratio flow path tahap selanjutnya pembuatan rongga dengan cara dibentuk (surface) pada bagian preform yang akan membentuk rongga (cavity). Material bagian cavity plate menggunakan standar JIS S50C biasanya dibuat dari bahan yang mengandung chrome yang cukup tinggi untuk memperbaiki kualitas dengan kekerasan HRC. Baja yang ditentukan pada cavity plate ini masuk pada kelompok baja untuk keperluan khusus cetakan plastik (molding steel) dalam kondisi normalizing langsung digunkan serta di heat treatment dan mempunyai beberapa karakteristik, diantaranya:

18 56 a. Mudah dimachining. b. Ukuran stabil. c. Bisa di polesh dan tahan aus. Hampir tidak ada baja yang mempunyai sifat sifat tersebut yang semuanya excellent. 3. Core Plate Tempat slider Tempat Insert Gambar Core plate
.")
19 57 Tahap selanjutnya yaitu pembuatan core ditunjukan pada gambar 4.27, biasanya core dibuat tonjolan karena core juga bagian untuk berlangsungnya pembuatan produk plastik. Pada kasus preform, core hanya tempat untuk meletakan bagian slider dan insert core, gambar ditunjukkan pada (Lampiran D.3). Material bagian core plate juga sama dengan cavity plate standar JIS SS400 bahan yang mengandung chrome yang cukup tinggi untuk memperbaiki kualitas, dengan kekerasan 50 HRC. Baja yang ditentukan pada core plate ini masuk pada kelompok baja untuk keperluan khusus cetakan plastik (molding steel) dalam kondisi normalizing langsung digunkan serta di heat treatment. 4. Slide Core (Slider) Gambar Slide Core (Slider)
20 58 Setelah pembuatan core, selanjutnya mendesain bagian slider yang akan membentuk bagian ulir pada produk preform, yang ditunjukkan pada gambar 4.28 (Lampiran D.4). Slider juga merupakan bidang perpisahan sekunder dan tidak bisa dibuat dibagian cavity maupun core, dengan menggunakan material SKD61 material ini dibuat dari bahan (alloy tool steel) dengan kekerasan sekitar 52 HRC memiliki ketahanan terhadap panas dan keuletan. Konstruksi slider pada cavity ini perlu dirancang agar kuat menahan tekanan injeksi pada permukaan cavity. Hal lain yang perlu diperhatikan adalah pemilihan mesin dengan menghitung clamping force yang ikut diperhitungkan gayanya yang terjadi pada slider tersebut. Selain itu locking yang harus kuat sehingga diperlukannya sistem double locking. Hasil perhitungan slider dengan menghitung panjang dari angular pin yang berfungsi untuk memandu slider ketika open dan close mold slider, maka diperoleh sudut kemiringan 37 dan panjang 120 mm dengan gaya bebas 72 mm hasil ini diperoleh dari jari-jari produk. 5. Insert Core Kasus preform bagian insert core juga ikut andil untuk pembuatan sebuah produk plastik (preform stick T15), gambar 4.29 dibawah ini menunjukkan gambar 3D dan 2D dari insert core, ditunjukkan pada (Lampiran D.6). Insert core menggunkan material standar JIS SKD11 (alloy tool steel) dengan dilakukan quenching untuk meningkatkan ketahanan terhadap aus dan memiliki dampak tegangan yang sangat kecil serta tahan terhadap perubahan bentuk saat proses panas (hot processing) yang mempunyai kekerasan HRC.
 yang didorong mundur oleh tekanan injeksi, ditunjukkan")
21 59 Gambar Insert core 6. Locking Block Tahap selanjutnya pembuatan locking block dari hasil perhitungan, dimensi block ini digunakan untuk menahan slide core (slider) yang didorong mundur oleh tekanan injeksi, ditunjukkan pada gambar 4.30 dan (Lampiran D.7). clamping force yang dibutuhkan pada locking block ini untuk menekan slider ketika injeksi yaitu 154 Ton, locking block ini menggunakan material
.")
22 60 SKS3 dengan tensile strength Mpa dan modulus elastisitasnya 193 Gpa dengan kekerasan HRC. Hasil perhitungan dari locking block diperoleh 13,1 Mpa dengan sudut kemiringan 39, dijelaskan pada (Lampiran A.5). Maka dengan menggunakan material dari SKS3 untuk aplikasi locking block ini dinyatakan aman digunakan. Gambar Locking Block

23 61 7. Support Plate Gambar Support plate Plat ini posisinya langsung berada dibawah core plate dan berfungsi juga untuk menopang atau membantu kekuatan dari core plate tersebut yang ditunjukkan pada gambar Besaran plat ini untuk ukuran lebar dan tingginya persis sama dengan plat diatasnya hanya ketebalan yang berbeda, ketebalan dari plat ini dibuat standar (tidak di variasikan) karena fungsinya adalah untuk memperkuat core plate agar tidak terjadi deformasi (melengkung). Hasil perhitungan support plate dengan menghitung keamanan tebal plat support plate, harus mengetahui kekuatan tegangan tarik terlebih dahulu yang terjadi pada support plate sebesar 441,95 N/mm 2. Kemudian di bandingkan dengan kekuatan maksimal tegangan tarik pada material yang telah ditentukan
24 62 sebelumnya, pada perancangan cetakan kali ini material yang digunakan adalah SS400 dengan kekerasan sekitar 50 HRC dan yang memiliki tegangan tarik 510 N/mm 2. Tegangan yang terjadi harus lebih kecil dengan tegangan pada material plate ( untuk dikatakan aman dan tidak perlu memerlukan support bolt. Dengan sebesar 441,95 N/mm 2 yaitu sebesar 510 N/mm 2 ), (Lampiran A.3). Maka tebal support plate dinyatakan aman. 8. Distance Block Gambar Distance Block

25 63 Block ini digunakan untuk membuat ruangan diantara support plate dan bottom plate, adapun ruang yang terbentuk ini adalah tempat keududukannya pemegang ejector. Sedangkan ruang bebasnya juga dimaksudkan untuk memberi kesempatan pada ejector plate untuk bisa bergerak saat ejeksi. Block ini menggunakan material standar JIS SS400 yang dibuat dari bahan baja karbon rendah dengan kekerasan sekitar 50 HRC. Ditunjukkan pada gambar Ejector Plate Gambar Ejector plate

26 64 Plat ini gunanya untuk pemasangan pemandu gerak mundur (Return Pin) dan juga untuk menempatkan seperangkat ejection system ditunjukkan pada gambar Plat ini menggunakan material standar JIS SS400 yang dibuat dari bahan baja karbon rendah dengan kekerasan sekitar 50 HRC. 10. Ejector Back Plate Tahap selanjutnya yaitu pembuatan ejector back plate yang berfungsi untuk membawa atau lebih spesifiknya adalah untuk menjepit ejector, agar ejector tidak terlepas dari tempatnya, ditunjukkan pada gambar material plat ini sama dengan ejector plat yaitu menggunakan material standar JIS SS400 yang dibuat dari bahan baja karbon rendah dengan kekerasan sekitar 50 HRC. Gambar Ejector back plate

27 Bottom Clamping Plate Gambar Bottom clamping plate Plat ini berada paling bawah yang mempunyai ukuran lebar lebih besar dibandingkan dengan plate inti yang berada di atasnya, adapun fungsi dari penambahan ukuran lebar ini bertujuan untuk mempermudah pemasangan pada mesin injeksi (untuk pengekleman), ditunjukkan pada gambar Plat ini menggunakan material standar JIS SS400 yang dibuat dari bahan baja karbon rendah dengan kekerasan sekitar 50 HRC.
 yang ditunjukkan pada gambar 4.36.")
28 Manifold Block Gambar Manifold block Plat ini posisinya langsung di atas cavity, untuk plat ini berfungsi mendistribusikan aliran cairan plastik yang panas kedalam rongga (cavity) yang ditunjukkan pada gambar Karena material PET ini mempunyai sifat higroskopis yang berarti menyerap air di sekelilingnya maka konstruksi cetakan memerlukan adanya hot runner. Block ini menggunakan material S45C yang dibuat dari bahan carbon steel dengan kekerasan BHN.

29 Top Clamping Plate Gambar Top clamping plate Plat ini berada paling atas dan juga persis di atas dari manifold block, plat ini sama halnya seperti bottom clamping plate dibuat ukuran yang lebih besar fungsinya untuk pengekleman, ditunjukkan pada gambar Pada waktu pemasangan di mesin injeksi, Plat ini berfungsi untuk mengikatkan (menempelkan) mold dengan machine stationary plate. Block ini menggunakan

30 68 material S45C yang dibuat dari bahan carbon steel dengan kekerasan BHN. 14. Standar komponen Penentuan part yang akan diletakan disetiap bagian cetakan ini mengikuti dari rekomendasi standard moldbase Futaba, sekaligus pembuatan part atau komponen juga mengikuti standard dari Misumi Hasil Desain mold Kemudian hasil desain dijadikan satu atau di assembly sesuai letak yang sudah ditentukan. Berikut konstruksi slider mold dengan gambar 3D ditunjukan pada gambar Gambar Hasil perancangan slider mold Adapun gambar rakitan slider mold dan detail 2D ditunjukkan pada gambar 4.39.
31
32 Penentuan Mold Material Penentuan material penting dilakukan untuk menghitung beberapa konstruksi yang menerima perlakuan yang berbeda sesuai sistem kerja tiap konstruksi pada mold. Adapun dasar penentuan material plat dan komponen mold ini mengacu pada mold basic design textbook IMDIA dengan rujukan langsung dari standar Futaba dan Misumi sebagai produsen pembuatan komponen mold. Berikut tabel 4.6, penentuan mold material dibawah ini. Tabel 4.6. Penentuan Mold Material No Deskripsi Material 1. Cavity Plate S50C 2. Core Plate SS Support Plate SS Ejector Plate SS Ejector Back plate SS Distance block SS Manifold plate S45C 8. Top clamping plate S45C 9. Return Pin_M_RPN_25 SUJ2 10. Bottom clamping plate SS Locating Ring_E1365 S45C 12. Slide core SKD Insert core SKD AnglePin_Z01 SUJ2 15. Locking block SKS3 16. Manifold block S45C 17. Nozzle gate bushing S45C 18. Sprue Bushing_AG_26-5-R0 S45C 19. Core stop block S45C 20. Spring_SWR_31-80 S45C 21. Knock_Out_M_BSA_34 SKD Bushing_M-GBA_35_1 SUJ2 23. LeaderPin_M-SPN_35_2 SUJ2 24. Cap Screw_M SCM Connector_Plug_NPWN Brass (C3604) 26. Ball plunger SUJ2 27. Stripper plate ejection SKH Stripper ring SKH Baffle_BFPT SCM Eye Bolt SS400
.")
33 Hasil Perhitungan Konstruksi Hasil Perhitungan Clamping Force Perhitungan ini bertujuan untuk menentukan mesin injeksi yang akan digunakan. Hasil perhitungan clamping force yang dibutuhkan oleh mold preform stick T15 adalah 125,55 Ton seperi yang ditunjukan pada (lampiran A.2). Tidak jauh berbeda dengan clamping force yang didapatkan oleh analisa moldflow yaitu 125 Ton, ditunjukkan pada gambar Sehingga dipilih mesin yang memiliki kapasitas tonase 20% diatas clamping force mold preform stick T15 yaitu 150 Ton. Perancang memilih mesin injeksi yang memiliki 160 Ton gaya clamping untuk menahan gaya saat proses pengisian dan pendinginan. Gambar Clamping Force Hasil Perhitungan Kekuatan ejector Perhitungan ini bertujuan untuk menentukan beban kritis yang dapat diterima oleh stripper plate, dimana beban buckling (beban stripper plate) harus dibandingkan dengan gaya yang diperlukan untuk mengeluarkan produk, dengan keliling cavity 879 mm dan tebal produk 2 mm. Pada kasus ini bahan stripper plate adalah SKH51 dengan diameter stripper plate ejection 13 mm dan panjang 150 mm, adapun hasil dari penentuan beban kritis yang diterima oleh stripper plate dimana ejecting load < collapsing load dan gaya cavity terhadap permukaan < collapsing load yaitu 350,649 N < 94311,93 N dan 3926,9 N < 94311,93 N,
34 72 hasil perhitungan dijelaskan pada (Lampiran A.4). Dengan adanya perhitungan tersebut maka diperoleh dimensi stripper plate ejection aman Hasil Perhitungan Push Back Spring Push back spring berfungsi untuk mengembalikan ejector plate, dan ejector pin pada posisinya semula. Gaya minimal yang dibutuhkan pegas sama dengan gaya yang diakibatkan adanya gaya tekan akibat berat ejector plate, hasil yang diperoleh gaya per-satu pegas yaitu sebesar 75,17 N, (Lampiran A.6). kemudian menentukan spring berdasarkan 3 jenis spring pada katalog Misumi, yakni SWR 31-80, SWS 31-80, dan SWN Pada Tabel 4.8, merupakan hasil perbandingan spring yang akan digunakan. Tabel 4.7. Hasil Perbandingan Spring Deskripsi SWR SWS SWN Panjang Deflection (mm) Kedalaman Penerimaan Spring (mm) Initial Deflection (mm) Final Deflection (mm) Kemudian setelah mengetahui hasil dari Tabel 4.8, selanjutnya menentukan beban awal dan beban akhir pada spring ditunjukan Tabel 4.9 yang sudah dijelaskan perhitungannya pada (Lampiran A.6). Tabel 4.8. Hasil Perhitungan Spring Deskripsi SWR SWS SWN Spring Constant (kgf/mm) 1,25 2,50 3,54 Beban Awal (kgf) Beban Akhir (kgf) 47, ,88
35 73 Berdasarkan perhitungan diatas, maka dilakukan pemilihan spring yang paling sesuai. Pertimbangan dalam pemilihan spring adalah beban awal dan beban akhir. Dalam pemilihan spring yang paling utama adalah beban awal dan beban akhir tidak terlalu keras, selain itu mengusahakan supaya spring tidak longgar (oblag). Berikut ini dijelaskan pemilihan spring. 1. SWR 31-80, beban awal dan akhir tidak terlalu keras. 2. SWS 31-80, beban akhir terlalu keras. 3. SWN 31-80, tidak ada beban awal dan spring longgar (oblag) Pada perbandingan diatas bisa disimpulkan bahwa spring yang direkomendasikan untuk return pin dengan diameter 25 dan stroke 30 mm adalah SWR yang beban awal dan akhir tidak terlalu keras Hasil Perhitungan Screw Core Stop Block Hasil perhitungan ini bertujuan untuk mengetahui diameter yang diijinkan pada sebuah baut core stop block, adapun jumlah total baut yaitu 8 buah baut dan menggunakan material screw SCM435 dengan hasil diameter 6,43 untuk lebih amannya dipilih diameter diatasnya yaitu M8. Perhitungan ditunjukkan pada (Lampiran A.7) Hasil Perhitungan Eye Bolt Eye bolt ini berfungsi untuk menahan berat mold saat proses pemindahan atau pergantian mold pada mesin injeksi, Maka dihitunglah diameter ijin baut pada eye bolt. Hasil perhitungan yang sudah terlampir pada (Lampiran A.8) adalah diameter yang diijiinkan 20,14 dengan menggunakan material SS400, tetapi untuk lebih amannya dipilih diameter M Proses Kerja Slider Mold Proses kerja sistem slider mold ketika awal injeksi sampai menjadi produk preform stick T15 akan dijelaskan pada langkah-langkah berikut ini.

36 Molding Close Cetakan tertutup inilah proses pengisian dan pendinginan material yang telah membentuk produk preform stick T15, sehingga pada proses ini tidak ada plate yang terbuka. Gambar 4.41 menunjukan cetakan dalam keadaan tertutup atau molding close. Gambar Molding close (horizontal) Gambar Molding close (Isometric 2D)

37 Molding Open (1/2) Proses kerja molding dengan sistem slider mold ini jika dilihat pada posisi vertical, tahap pertama posisi clamping unit menarik bagian bottom clamping plate ke arah Z. proses kerja dari slider sendiri ini saat membuka mold dengan bukaan bebas 72 mm dipandu dengan kemiringan angular pin yang sudah dipasang tetap pada bagian cavity plate. Gambar dibawah ini menunjukan bukaan bebas slider yaitu 72 mm dan dengan jarak 75mm antara cavity dan core plate, ditunjukkan pada gambar 4.43 dan Z -Z 90 Gambar Molding open 1/2 (vertical) Cavity Plate Angular Pin Slider Core Core Plate Gambar Molding open 1/2 (Isometric 2D)
 Pada bukaan full cetakan, bagian clamping unit masih menarik bottom clamping plate kearah Z yang mengakibatkan plate core, insert core, slider core, dan cavity terbuka,")
38 Molding Open Full (Slider) Pada bukaan full cetakan, bagian clamping unit masih menarik bottom clamping plate kearah Z yang mengakibatkan plate core, insert core, slider core, dan cavity terbuka, serta berhenti ketika sudah diatur oleh sistem kontrol pada mesin injeksi. Pada bukaan full ini slider akan membuka dengan mengikuti kemiringan dari angular pin 37 sebagai pemandu untuk membuka sebuah ulir yang ada pada produk preform stick T15. Bukaan bebas pada slider yaitu 190 mm dengan ditahan oleh core stop block agar tidak lepas, serta jarak bukaan cetakan core plate dan cavity plate yaitu 125 mm. Adapun gambar 4.45 dan 4.46 menunjukkan bukaan cetakan full (slider). Z -Z 90 Gambar Molding open full slider (Vertical) Produk -X Core Stop Block X Gambar Molding open full slider (Isometric 2D)

 Gambar 4.48. Molding open dan ejection produk (horizontal)")
39 Molding Open dan Ejection Produk Tahap pengeluaran produk (ejection produk) ketika dilihat dengan posisi vertical dengan satu unit stripper plate proses kerjanya yaitu dengan mendorong produk preform stick T15 dengan arah Z, akibat gaya dorong dari knockout yang mendorong ejector back plate dan ejector plate secara otomatis mendorong produk preform keluar dari cetakan dengan kebutuhan stroke 30 mm. Bagian yang untuk mengembalikan sebuah unit stripper plate dan ejector plate, serta ejector back plate pada bagian semula maka dibutuhkan gaya spring. Pada gambar 4.47 dan 4.48 menunjukkan mold ejection produk. Z -Z Produk 90 Unit Stripper Plate Gambar Molding open dan ejection produk (vertical) Gambar Molding open dan ejection produk (horizontal)

40 Locking Block Tahap terakhir setelah pengeluaran produk, proses selanjutnya yaitu cetakan menutup (molding close). Ketika cetakan bergerak menutup dengan dorongan dari clamping unit maka dari angular pin dengan kemiringan 37 ini akan memandu lubang yang sudah ada dibagian slider core, kemudian pada kemiringan bagian locking block dengan kemiringan 39 bertatapan pada bagian slider, dengan bertujuan untuk menahan slide core (slider) yang didorong tidak mundur saat tekanan injeksi. Gambar 4.49 menunjukkan proses kerja locking block. Z -Z 90 Gambar Locking block (vertical) Locking Block 39 0 Kemiringan 39 0 Gambar Locking block (Isometric 2D)
41 Kebutuhan Mesin Tabel 4.10, menunjukkan kebutuhan mesin cetakan injeksi yang akan digunakan saat proses pembuatan produk preform stick T15. Tabel 4.9. Data kebutuhan mesin injeksi Data Kebutuhan Mesin Clamping force 125 Ton Opening stroke 625 mm Mould height, fixed 465 mm Platen daylight fixed 700 Distance between tie bars 450 x 600 Weight of movable mould half 129,97 kg Ejector stroke 30 mm Kebutuhan mesin di atas, maka ditentukan mesin Arburg AllRounder 570S dengan maximum clamping force 160 Ton. Adapun spesifikasi sudah terlampir pada (Lampiran C).
BAB IV HASIL PERANCANGAN DAN PEMBAHASAN
 BAB IV HASIL PERANCANGAN DAN PEMBAHASAN 4.1. Hasil Identifikasi Produk Hasil identifikasi yang dilakukan pada sample produk dapat dilihat pada Tabel 4.1. Tabel 4.1. Data produk hardcase Data Produk Hardcase
BAB IV HASIL PERANCANGAN DAN PEMBAHASAN 4.1. Hasil Identifikasi Produk Hasil identifikasi yang dilakukan pada sample produk dapat dilihat pada Tabel 4.1. Tabel 4.1. Data produk hardcase Data Produk Hardcase
BAB IV HASIL PERANCANGAN DAN PEMBAHASAN
 BAB IV HASIL PERANCANGAN DAN PEMBAHASAN 4.1. Hasil Identifikasi Produk Hasil identifikasi yang dilakukan dapat dilihat pada tabel 4.1. dibawah ini Tabel 4.1. Data produk glove box Data Sampel Produk Glove
BAB IV HASIL PERANCANGAN DAN PEMBAHASAN 4.1. Hasil Identifikasi Produk Hasil identifikasi yang dilakukan dapat dilihat pada tabel 4.1. dibawah ini Tabel 4.1. Data produk glove box Data Sampel Produk Glove
DESAIN DAN OPTIMASI INJECTION MOLD SISTEM SLIDER PADA PRODUK PREFORM STICK T15
 DESAIN DAN OPTIMASI INJECTION MOLD SISTEM SLIDER PADA PRODUK PREFORM STICK T15 Lutfi Khoirul Miftakhul Ni am 1, Cahyo Budiyantoro 2, Muhammad Budi Nur Rahman 3 1,2,3 Teknik Mesin, Universitas Muhammadiyah
DESAIN DAN OPTIMASI INJECTION MOLD SISTEM SLIDER PADA PRODUK PREFORM STICK T15 Lutfi Khoirul Miftakhul Ni am 1, Cahyo Budiyantoro 2, Muhammad Budi Nur Rahman 3 1,2,3 Teknik Mesin, Universitas Muhammadiyah
BAB III METODOLOGI PERANCANGAN
 BAB III METODOLOGI PERANCANGAN 3.1. Bahan Perancangan Produk yang dirancang adalah preform stick T15 dengan mengambil sampel yang sudah ada. Dimensi dan bentuk berbeda, produk hanya sebagai acuan. Pada
BAB III METODOLOGI PERANCANGAN 3.1. Bahan Perancangan Produk yang dirancang adalah preform stick T15 dengan mengambil sampel yang sudah ada. Dimensi dan bentuk berbeda, produk hanya sebagai acuan. Pada
LAMPIRAN 1. = 82 mm. = 157,86 mm = 8,6 mm. = 158,5 mm (1 0,004)
") LAMPIRAN 1 LAMPIRAN 1 1.1. Perhitungan Berat Produk Diketahui : V produk = 14519,56 mm 3 ρ pc =1260 kg/m 3 0.00126 g/mm 3 Ditanya : Massa produk? Jawab : m = V produk ρ pc = 14519,56 mm 3 0.00126 g/mm
LAMPIRAN 1 LAMPIRAN 1 1.1. Perhitungan Berat Produk Diketahui : V produk = 14519,56 mm 3 ρ pc =1260 kg/m 3 0.00126 g/mm 3 Ditanya : Massa produk? Jawab : m = V produk ρ pc = 14519,56 mm 3 0.00126 g/mm
PERANCANGAN INJECTION MOLDING DENGAN SISTEM THREE PLATE MOLD PADA PRODUK GLOVE BOX
 PERANCANGAN INJECTION MOLDING DENGAN SISTEM THREE PLATE MOLD PADA PRODUK GLOVE BOX Ali Khaerul Mufid 1,a, Cahyo Budiyantoro, Muhammad Budi Nur Rahman 1 Program Studi Teknik Mesin, Fakultas Teknik, Universitas
PERANCANGAN INJECTION MOLDING DENGAN SISTEM THREE PLATE MOLD PADA PRODUK GLOVE BOX Ali Khaerul Mufid 1,a, Cahyo Budiyantoro, Muhammad Budi Nur Rahman 1 Program Studi Teknik Mesin, Fakultas Teknik, Universitas
BAB III METODOLOGI PERANCANGAN
 BAB III METODOLOGI PERANCANGAN 3.1. Bahan Perancangan Bahan perancangan adalah produk glove box dengan mengambil sampel pada produk yang sudah ada, tetapi hanya sebagai acuan tidak menyerupai dimensi dan
BAB III METODOLOGI PERANCANGAN 3.1. Bahan Perancangan Bahan perancangan adalah produk glove box dengan mengambil sampel pada produk yang sudah ada, tetapi hanya sebagai acuan tidak menyerupai dimensi dan
BAB III METODOLOGI PERANCANGAN
 BAB III METODOLOGI PERANCANGAN 3.1. Bahan Perancangan Bahan yang dirancang adalah hardcase handphone dengan mengambil sample pada produk yang sudah ada. Sample produk digunakan sebagai acuan dalam pengambilan
BAB III METODOLOGI PERANCANGAN 3.1. Bahan Perancangan Bahan yang dirancang adalah hardcase handphone dengan mengambil sample pada produk yang sudah ada. Sample produk digunakan sebagai acuan dalam pengambilan
DESAIN DAN OPTIMASI INJECTION MOLD DENGAN SISTEM SLIDER PADA PRODUK HARDCASE HANDPHONE
 DESAIN DAN OPTIMASI INJECTION MOLD DENGAN SISTEM SLIDER PADA PRODUK HARDCASE HANDPHONE TUGAS AKHIR Diajukan Guna Memenuhi Persyaratan Untuk Mencapai Derajat Strata-1 Pada Prodi Teknik Mesin Fakultas Teknik
DESAIN DAN OPTIMASI INJECTION MOLD DENGAN SISTEM SLIDER PADA PRODUK HARDCASE HANDPHONE TUGAS AKHIR Diajukan Guna Memenuhi Persyaratan Untuk Mencapai Derajat Strata-1 Pada Prodi Teknik Mesin Fakultas Teknik
Disusun Oleh : ALI KHAERUL MUFID
 DESAIN DAN OPTIMASI INJECTION MOLD SISTEM THREE-PLATE MOLD PADA PRODUK GLOVE BOX TUGAS AKHIR Diajukan Guna Memenuhi Persyaratan Untuk Memperoleh Gelar Sarjana Strata-1 Pada Fakultas Teknik Jurusan Teknik
DESAIN DAN OPTIMASI INJECTION MOLD SISTEM THREE-PLATE MOLD PADA PRODUK GLOVE BOX TUGAS AKHIR Diajukan Guna Memenuhi Persyaratan Untuk Memperoleh Gelar Sarjana Strata-1 Pada Fakultas Teknik Jurusan Teknik
BAB III METODOLOGI PERANCANGAN
 BAB III METODOLOGI PERANCANGAN Sebelum melakukan perancangan mould untuk Tutup Botol ini, penulis menetapkan beberapa tahapan kerja sesuai dengan literatur yang ada dan berdasarkan pengalaman para pembuat
BAB III METODOLOGI PERANCANGAN Sebelum melakukan perancangan mould untuk Tutup Botol ini, penulis menetapkan beberapa tahapan kerja sesuai dengan literatur yang ada dan berdasarkan pengalaman para pembuat
MICROCELLULAR INJECTION MOLDING SEBAGAI ALTERNATIF DALAM PEMBUATAN PRODUK PLASTIK
 TUGAS AKHIR LABORATORIUM PERANCANGAN DAN PENGEMBANGAN PRODUK MICROCELLULAR INJECTION MOLDING SEBAGAI ALTERNATIF DALAM PEMBUATAN PRODUK PLASTIK AJUN HAKIKI 2105 100 147 JURUSAN TEKNIK MESIN FAKULTAS TEKNOLOGI
TUGAS AKHIR LABORATORIUM PERANCANGAN DAN PENGEMBANGAN PRODUK MICROCELLULAR INJECTION MOLDING SEBAGAI ALTERNATIF DALAM PEMBUATAN PRODUK PLASTIK AJUN HAKIKI 2105 100 147 JURUSAN TEKNIK MESIN FAKULTAS TEKNOLOGI
Tugas Akhir. Perancangan Cetakan Bagasi Sepeda Motor (Honda) Untuk Proses Injection Molding. Oleh : FIRMAN WAHYUDI
 Untuk Proses Injection Molding. Oleh : FIRMAN WAHYUDI") Outline: JUDUL LATAR BELAKANG RUMUSAN MASALAH BATASAN MASALAH TUJUAN PERANCANGAN METODOLOGI PERANCANGAN SPESIFIKASI PRODUK DAN SPESIFIKASI MESIN PERENCANAAN JUMLAH CAVITY DIMENSI SISTEM SALURAN PERHITUNGAN
Outline: JUDUL LATAR BELAKANG RUMUSAN MASALAH BATASAN MASALAH TUJUAN PERANCANGAN METODOLOGI PERANCANGAN SPESIFIKASI PRODUK DAN SPESIFIKASI MESIN PERENCANAAN JUMLAH CAVITY DIMENSI SISTEM SALURAN PERHITUNGAN
PREDIKSI SHRINKAGE UNTUK MENGHINDARI CACAT PRODUK PADA PLASTIC INJECTION
 PREDIKSI SHRINKAGE UNTUK MENGHINDARI CACAT PRODUK PADA PLASTIC INJECTION Agus Dwi Anggono Teknik Mesin Universitas Muhammadiyah Surakarta Jl. A.Yani Tromol Pos I Pabelan, Kartosura, 57102 E-mail : agusda@indosat-m3.net
PREDIKSI SHRINKAGE UNTUK MENGHINDARI CACAT PRODUK PADA PLASTIC INJECTION Agus Dwi Anggono Teknik Mesin Universitas Muhammadiyah Surakarta Jl. A.Yani Tromol Pos I Pabelan, Kartosura, 57102 E-mail : agusda@indosat-m3.net
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Proses Injection Molding Injection molding dapat membuat part yang memiliki bentuk yang kompleks dengan permukaan yang cukup baik. Variasi bentuk yang sangat banyak yang dapat
BAB II LANDASAN TEORI 2.1 Proses Injection Molding Injection molding dapat membuat part yang memiliki bentuk yang kompleks dengan permukaan yang cukup baik. Variasi bentuk yang sangat banyak yang dapat
BAB IV PELAKSANAAN DAN PEMBAHASAN
 28 BAB IV PELAKSANAAN DAN PEMBAHASAN 4.1 ALUR PROSES INJEKSI PLASTIK Gambar 4.1 Proses pencetakan pada mesin injeksi 29 Pada Proses Injeksi Plastik (Plastic Injection Molding Process) terdapat 2 bagian
28 BAB IV PELAKSANAAN DAN PEMBAHASAN 4.1 ALUR PROSES INJEKSI PLASTIK Gambar 4.1 Proses pencetakan pada mesin injeksi 29 Pada Proses Injeksi Plastik (Plastic Injection Molding Process) terdapat 2 bagian
BAB III RANCANGAN MOLDING DAN PROSES TRIAL NEW MOLD
 BAB III RANCANGAN MOLDING DAN PROSES TRIAL NEW MOLD 3.1 Deskripsi Molding Injection Pada proses pencetakan product plastik, dalam hal ini thermoplastic, disamping mesin molding, bahan baku plastic dll,
BAB III RANCANGAN MOLDING DAN PROSES TRIAL NEW MOLD 3.1 Deskripsi Molding Injection Pada proses pencetakan product plastik, dalam hal ini thermoplastic, disamping mesin molding, bahan baku plastic dll,
BAB IV ANALISA HASIL PERANCANGAN CETAKAN INJEKSI
 BAB IV ANALISA HASIL PERANCANGAN CETAKAN INJEKSI Pada bab ini akan dibahas mengenai analisa dari hasil perancangan cetakan injeksi yang telah dibuat pada bab sebelumnya. Analisa akan meliputi waktu satu
BAB IV ANALISA HASIL PERANCANGAN CETAKAN INJEKSI Pada bab ini akan dibahas mengenai analisa dari hasil perancangan cetakan injeksi yang telah dibuat pada bab sebelumnya. Analisa akan meliputi waktu satu
BAB II DASAR TEORI 2.1. Kajian Pustaka
 BAB II DASAR TEORI 2.1. Kajian Pustaka Sistem konstruksi slider mold digunakan untuk memproduksi sebuah produk yang memiliki bentuk undercut dan bentuk yang tidak dapat diproduksi dengan hanya menggunakan
BAB II DASAR TEORI 2.1. Kajian Pustaka Sistem konstruksi slider mold digunakan untuk memproduksi sebuah produk yang memiliki bentuk undercut dan bentuk yang tidak dapat diproduksi dengan hanya menggunakan
BAB IIIPROSES PEMBUATAN MOLD GRAB RAIL K15A PROSES PEMBUATAN MOLD GRAB RAIL K15A
 BAB IIIPROSES PEMBUATAN MOLD GRAB RAIL K15A PROSES PEMBUATAN MOLD GRAB RAIL K15A 3.1 Deskripsi Molding Injection Mold (cetakan) terdiri dari dua bagian pelat bergerak (core plate) dan pelat diam (cavity
BAB IIIPROSES PEMBUATAN MOLD GRAB RAIL K15A PROSES PEMBUATAN MOLD GRAB RAIL K15A 3.1 Deskripsi Molding Injection Mold (cetakan) terdiri dari dua bagian pelat bergerak (core plate) dan pelat diam (cavity
LOGO PERENCANAAN DAN ESTIMASI BIAYA PRODUKSI CETAKAN LID
 LOGO PERENCANAAN DAN ESTIMASI BIAYA PRODUKSI CETAKAN LID Latar Belakang Kebutuhan Produk Plastik Meningkatnya kebutuhan terhadap produk yang terbuat dari plastik Perencanaan Injection Molding yang baik
LOGO PERENCANAAN DAN ESTIMASI BIAYA PRODUKSI CETAKAN LID Latar Belakang Kebutuhan Produk Plastik Meningkatnya kebutuhan terhadap produk yang terbuat dari plastik Perencanaan Injection Molding yang baik
BAB III METODE PERANCANGAN. base gantungan baju multifungsi adalah sebagai berikut :
 BAB III METODE PERANCANGAN Metode perancangan merupakan langkah-langkah yang dijadikan pedoman dalam melakukan perancangan agar memperoleh hasil yang lebih baik dan memperkecil kesalahan kesalahan yang
BAB III METODE PERANCANGAN Metode perancangan merupakan langkah-langkah yang dijadikan pedoman dalam melakukan perancangan agar memperoleh hasil yang lebih baik dan memperkecil kesalahan kesalahan yang
BAB IV ANALISIS DATA DAN PEMBAHASAN
 BAB IV ANALISIS DATA DAN PEMBAHASAN 4.1 Mold Review Mold lama yang digunakan dalam memproduksi Bobbin A K25G adalah jenis injection molding. Mold lama ini menggunakan system hot runner. Mold ini sendiri
BAB IV ANALISIS DATA DAN PEMBAHASAN 4.1 Mold Review Mold lama yang digunakan dalam memproduksi Bobbin A K25G adalah jenis injection molding. Mold lama ini menggunakan system hot runner. Mold ini sendiri
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA
 BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1. Desain Dial Plate XYZ Dial plate merupakan salah satu bagian utama dari speedometer. Dial plate berbentuk lembaran plastik yang terdapat berbagai skala indikator
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1. Desain Dial Plate XYZ Dial plate merupakan salah satu bagian utama dari speedometer. Dial plate berbentuk lembaran plastik yang terdapat berbagai skala indikator
BAB II LANDASAN TEORI. dengan cara menyuntikkan cairan plastik panas kedalam rongga cetakan. Cetakan tersebut
 BAB II LANDASAN TEORI 2.1. Injection Molding Injection molding merupakan proses yang sangat populer dalam pembuatan bendabenda plastik dari jenis thermoplastik Cetakan injeksi digunakan untuk membentuk
BAB II LANDASAN TEORI 2.1. Injection Molding Injection molding merupakan proses yang sangat populer dalam pembuatan bendabenda plastik dari jenis thermoplastik Cetakan injeksi digunakan untuk membentuk
Gambar 3.1 Desain produk
 BAB III PERHITUNGAN DAN PEMILIHAN BAHAN 3.1 Pertimbangan Sifat Bahan dan Desain Produk Dalam pembuatan box tempat kertas ini produk yang di hasilkan diharapkan ringan, kuat, dan harga yang relatif murah
BAB III PERHITUNGAN DAN PEMILIHAN BAHAN 3.1 Pertimbangan Sifat Bahan dan Desain Produk Dalam pembuatan box tempat kertas ini produk yang di hasilkan diharapkan ringan, kuat, dan harga yang relatif murah
b. Tipe tiga plat ( three plate single / multi cavity)
") b. Tipe tiga plat ( three plate single / multi cavity) Mold tiga plat terdiri dari tiga bagian besar yaitu bagian sisi core, bagian sisi cavity dan bagian runner plate. Runner sudah terpisah dari produknya,
b. Tipe tiga plat ( three plate single / multi cavity) Mold tiga plat terdiri dari tiga bagian besar yaitu bagian sisi core, bagian sisi cavity dan bagian runner plate. Runner sudah terpisah dari produknya,
PERANCANGAN CETAKAN SAFETY GLASSES FRAME DENGAN MEMODIFIKASI CETAKAN TIDAK TERPAKAI DI POLITEKNIK MANUFAKTUR ASTRA
 PERANCANGAN CETAKAN SAFETY GLASSES FRAME DENGAN MEMODIFIKASI CETAKAN TIDAK TERPAKAI DI POLITEKNIK MANUFAKTUR ASTRA Eko Ari Wibowo 1, Agung Kaswadi 2 dan Suroto 3 Pembuatan Peralatan dan Perkakas Produksi,
PERANCANGAN CETAKAN SAFETY GLASSES FRAME DENGAN MEMODIFIKASI CETAKAN TIDAK TERPAKAI DI POLITEKNIK MANUFAKTUR ASTRA Eko Ari Wibowo 1, Agung Kaswadi 2 dan Suroto 3 Pembuatan Peralatan dan Perkakas Produksi,
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN 3.1 Prosedur Penelitian Prosedur penelitian digunakan untuk mempersempit permasalahan yang diteliti, sehingga dapat membahas dan menjelaskan permasalahan secara tepat. Pada
BAB III METODOLOGI PENELITIAN 3.1 Prosedur Penelitian Prosedur penelitian digunakan untuk mempersempit permasalahan yang diteliti, sehingga dapat membahas dan menjelaskan permasalahan secara tepat. Pada
BAB III TINJAUAN PUSTAKA
 15 BAB III TINJAUAN PUSTAKA 3.1 PENGERTIAN MOLD Mold (cetakan) adalah adalah rongga tempat material leleh (plastik atau logam) memperoleh bentuk. Mold terdiri dari dua bagian yaitu pelat bergerak (moveable
15 BAB III TINJAUAN PUSTAKA 3.1 PENGERTIAN MOLD Mold (cetakan) adalah adalah rongga tempat material leleh (plastik atau logam) memperoleh bentuk. Mold terdiri dari dua bagian yaitu pelat bergerak (moveable
BAB III PROSES PERANCANGAN
 BAB III PROSES PERANCANGAN 3.1 Pembuatan Section Planing Section planing adalah proses pembuatan konsep yang akan diterapkan pada suatu part, seperti konsep pemasangan part ke unit mobil, konsep part-part
BAB III PROSES PERANCANGAN 3.1 Pembuatan Section Planing Section planing adalah proses pembuatan konsep yang akan diterapkan pada suatu part, seperti konsep pemasangan part ke unit mobil, konsep part-part
Perancangan In-Mold Closing Untuk Produk Tutup Flip-Top
 Perancangan In-Mold Closing Untuk Produk Tutup Flip-Top Budiman Chandra 1, Hendrawan Hadi Sulistio 2 (1) Dosen Jur. Teknik Perancangan Manufaktur, Politeknik Manufaktur Negeri Bandung, Jl. Kanayakan 21
Perancangan In-Mold Closing Untuk Produk Tutup Flip-Top Budiman Chandra 1, Hendrawan Hadi Sulistio 2 (1) Dosen Jur. Teknik Perancangan Manufaktur, Politeknik Manufaktur Negeri Bandung, Jl. Kanayakan 21
BAB 3 Metodologi Penelitian
 BAB 3 Metodologi Penelitian Penelitian yang baik didukung metodologi yang baik selain latar belakang dan penjelasan mengenai pentingnya masalah yang diteliti. Penelitian dilakukan secara benar dan cermat
BAB 3 Metodologi Penelitian Penelitian yang baik didukung metodologi yang baik selain latar belakang dan penjelasan mengenai pentingnya masalah yang diteliti. Penelitian dilakukan secara benar dan cermat
BAB III PERHITUNGAN DAN PEMILIHAN BAHAN BAKU
 BAB III PERHITUNGAN DAN PEMILIHAN BAHAN BAKU Perhitungan dan pemilihan bahan baku rancangan press tool sendok cocor bebek dari bahan stainless steel tebal 0,5 milimeter dengan sistem progresif akan diuraikan
BAB III PERHITUNGAN DAN PEMILIHAN BAHAN BAKU Perhitungan dan pemilihan bahan baku rancangan press tool sendok cocor bebek dari bahan stainless steel tebal 0,5 milimeter dengan sistem progresif akan diuraikan
ABSTRACT
 OPTIMASI DESAIN MOLD UNTUK MEREDUKSI CACAT FLASH DAN SHRINKAGE PADA PRODUK PAKU KOTAK DENGAN MENGGUNAKAN SOFTWARE SIMULASI MOLDFLOW (STUDI KASUS PADA PT. PRIMA SAKTI) Erfina Ayu W. 1, Hari Arbiantara 2,
OPTIMASI DESAIN MOLD UNTUK MEREDUKSI CACAT FLASH DAN SHRINKAGE PADA PRODUK PAKU KOTAK DENGAN MENGGUNAKAN SOFTWARE SIMULASI MOLDFLOW (STUDI KASUS PADA PT. PRIMA SAKTI) Erfina Ayu W. 1, Hari Arbiantara 2,
PEPERANCANGAN CETAKAN SAFETY GLASSES FRAME DENGAN MEMODIFIKASI CETAKAN TIDAK TERPAKAI DI POLITEKNIK MANUFAKTUR ASTRA
 PEPERANCANGAN CETAKAN SAFETY GLASSES FRAME DENGAN MEMODIFIKASI CETAKAN TIDAK TERPAKAI DI POLITEKNIK MANUFAKTUR ASTRA Eko Ari Wibowo1 1, Agung Kaswadi 2, dan Suroto 3 1.Pembuatan Peralatan dan Perkakas
PEPERANCANGAN CETAKAN SAFETY GLASSES FRAME DENGAN MEMODIFIKASI CETAKAN TIDAK TERPAKAI DI POLITEKNIK MANUFAKTUR ASTRA Eko Ari Wibowo1 1, Agung Kaswadi 2, dan Suroto 3 1.Pembuatan Peralatan dan Perkakas
BAB IV PELAKSANAAN DAN PEMBAHASAN. Mulai
 32 BAB IV PELAKSANAAN DAN PEMBAHASAN 4.1 DIAGRAM ALIR PERANCANGAN PRESS TOOL Mulai 1.Data analisa a. Gambar dan ukuran produk b. Kapasitas mesin c. Proses kerja 2. Penentuan layout scarp trip Wide run
32 BAB IV PELAKSANAAN DAN PEMBAHASAN 4.1 DIAGRAM ALIR PERANCANGAN PRESS TOOL Mulai 1.Data analisa a. Gambar dan ukuran produk b. Kapasitas mesin c. Proses kerja 2. Penentuan layout scarp trip Wide run
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN 3.1 Bahan penelitian Bahan yang digunakan pada penelitian ini adalah material plastik berjenis polystyrene murni dan daur ulang. Sifat dari material plastik polystyrene yaitu
BAB III METODOLOGI PENELITIAN 3.1 Bahan penelitian Bahan yang digunakan pada penelitian ini adalah material plastik berjenis polystyrene murni dan daur ulang. Sifat dari material plastik polystyrene yaitu
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Proses Injection Plastik Molding 2.1.1 Pengertian Injection Plastic Molding Injection molding adalah metode pembentukan material termoplastik dimana material yang meleleh karena
BAB II LANDASAN TEORI 2.1 Proses Injection Plastik Molding 2.1.1 Pengertian Injection Plastic Molding Injection molding adalah metode pembentukan material termoplastik dimana material yang meleleh karena
Studi Pengaruh Kemiringan Dinding Mangkok Terhadap Tekanan Injeksi dan Filling Clamp Force
 Studi Pengaruh Kemiringan Dinding Mangkok Terhadap Tekanan Injeksi dan Filling Clamp Force Jurusan Teknik Mesin, Universitas Kristen Petra E-mail: amelia@petra.ac.id, ninukj@petra.ac.id T E K N O S I M
Studi Pengaruh Kemiringan Dinding Mangkok Terhadap Tekanan Injeksi dan Filling Clamp Force Jurusan Teknik Mesin, Universitas Kristen Petra E-mail: amelia@petra.ac.id, ninukj@petra.ac.id T E K N O S I M
ANALISIS WARPAGE BERDASARKAN ALIRAN MATERIAL DAN SISTEM PENDINGIN PADA CETAKAN INJEKSI PLASTIK DAN OPTIMASI PADA PRODUK KIPAS JARI
 ANALISIS WARPAGE BERDASARKAN ALIRAN MATERIAL DAN SISTEM PENDINGIN PADA CETAKAN INJEKSI PLASTIK DAN OPTIMASI PADA PRODUK KIPAS JARI Harry Anggodo 1, Dadan Heryada 2 (1) Mahasiswa Konsentrasi Teknik Rekayasa
ANALISIS WARPAGE BERDASARKAN ALIRAN MATERIAL DAN SISTEM PENDINGIN PADA CETAKAN INJEKSI PLASTIK DAN OPTIMASI PADA PRODUK KIPAS JARI Harry Anggodo 1, Dadan Heryada 2 (1) Mahasiswa Konsentrasi Teknik Rekayasa
PENGEMBANGAN PENYANGGA BOX MOBIL PICK UP MULTIGUNA PEDESAAN
 PENGEMBANGAN PENYANGGA BOX MOBIL PICK UP MULTIGUNA PEDESAAN Oleh: Hulfi Mirza Hulam Ahmad 2109100704 Dosen Pembimbing Prof. Dr. Ing. Ir. I Made Londen Batan, M.Eng Latar Belakang Prototype box yang dibuat
PENGEMBANGAN PENYANGGA BOX MOBIL PICK UP MULTIGUNA PEDESAAN Oleh: Hulfi Mirza Hulam Ahmad 2109100704 Dosen Pembimbing Prof. Dr. Ing. Ir. I Made Londen Batan, M.Eng Latar Belakang Prototype box yang dibuat
BAB 3 METODOLOGI PENELITIAN
 BAB 3 METODOLOGI PENELITIAN Untuk mendapatkan sebuah penelitian yang baik harus didukung tidak hanya dari latar belakang dan penjelasan peneitian masalah saja, melainkan juga metodolgi yang terstruktur
BAB 3 METODOLOGI PENELITIAN Untuk mendapatkan sebuah penelitian yang baik harus didukung tidak hanya dari latar belakang dan penjelasan peneitian masalah saja, melainkan juga metodolgi yang terstruktur
BAB III PROSES DESIGN MOLDING PLASTIK DAN BAGIAN- BAGIAN MOLDING
 BAB III PROSES DESIGN MOLDING PLASTIK DAN BAGIAN- BAGIAN MOLDING 3.1 Flow Chart Proses Design Molding Plastik Untuk mempermudah pembahasan dan urutan dalam menguraikan proses design molding plastik,penulis
BAB III PROSES DESIGN MOLDING PLASTIK DAN BAGIAN- BAGIAN MOLDING 3.1 Flow Chart Proses Design Molding Plastik Untuk mempermudah pembahasan dan urutan dalam menguraikan proses design molding plastik,penulis
PROSES PEMBUATAN PRODUK BERBAHAN PLASTIK DENGAN JENIS MATERIAL HDPE UNTUK TUTUP GALON AIR MINERAL DI PT. DYNAPLAST
 PROSES PEMBUATAN PRODUK BERBAHAN PLASTIK DENGAN JENIS MATERIAL HDPE UNTUK TUTUP GALON AIR MINERAL DI PT. DYNAPLAST PENULISAN ILMIAH Nama : Dede Kurniadi NPM : 21410739 Program Studi : Teknik Mesin Pembimbing
PROSES PEMBUATAN PRODUK BERBAHAN PLASTIK DENGAN JENIS MATERIAL HDPE UNTUK TUTUP GALON AIR MINERAL DI PT. DYNAPLAST PENULISAN ILMIAH Nama : Dede Kurniadi NPM : 21410739 Program Studi : Teknik Mesin Pembimbing
BAB II DASAR TEORI 2.1. Tinjau Pustaka
 BAB II DASAR TEORI 2.1. Tinjau Pustaka Sugondo (2008) melakukan penelitian tentang pengaruh ketebalan pada kualitas produk plastik dan mampu bentuk dengan menggunakan simulasi pada proses injeksi. Penelitian
BAB II DASAR TEORI 2.1. Tinjau Pustaka Sugondo (2008) melakukan penelitian tentang pengaruh ketebalan pada kualitas produk plastik dan mampu bentuk dengan menggunakan simulasi pada proses injeksi. Penelitian
BAB I PENDAHULUAN. Didalam proses pencetakan produk plastik dapat digambarkan adalah adanya sejumlah
 BAB I PENDAHULUAN 1.1 Latar belakang masalah Didalam proses pencetakan produk plastik dapat digambarkan adalah adanya sejumlah material plastik dengan suhu tinggi dimasukkan kedalam mold, kemudian material
BAB I PENDAHULUAN 1.1 Latar belakang masalah Didalam proses pencetakan produk plastik dapat digambarkan adalah adanya sejumlah material plastik dengan suhu tinggi dimasukkan kedalam mold, kemudian material
PERANCANGAN RUNNER PADA MOLD BASE PRODUK PHR-11 UNTUK MENGURANGI JUMLAH MATERIAL TERBUANG
 PERANCANGAN RUNNER PADA MOLD BASE PRODUK PHR-11 UNTUK MENGURANGI JUMLAH MATERIAL TERBUANG (STUDI KASUS DI PT. SEMYUNG PRIMA) SKRIPSI Diajukan Untuk Memenuhi Sebagian Persyaratan Mencapai Derajat Sarjana
PERANCANGAN RUNNER PADA MOLD BASE PRODUK PHR-11 UNTUK MENGURANGI JUMLAH MATERIAL TERBUANG (STUDI KASUS DI PT. SEMYUNG PRIMA) SKRIPSI Diajukan Untuk Memenuhi Sebagian Persyaratan Mencapai Derajat Sarjana
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN 3.1 Tahapan Persiapan Sebelum melakukan penelitian ada beberapa tahapan yang harus dilakukan diantaranya: 1. Studi pustaka mengenai mesin injeksi, metode DoE, material plastik,
BAB III METODE PENELITIAN 3.1 Tahapan Persiapan Sebelum melakukan penelitian ada beberapa tahapan yang harus dilakukan diantaranya: 1. Studi pustaka mengenai mesin injeksi, metode DoE, material plastik,
METODE PENELITIAN. Model tabung gas LPG dibuat berdasarkan tabung gas LPG yang digunakan oleh
 III. METODE PENELITIAN Model tabung gas LPG dibuat berdasarkan tabung gas LPG yang digunakan oleh rumah tangga yaitu tabung gas 3 kg, dengan data: Tabung 3 kg 1. Temperature -40 sd 60 o C 2. Volume 7.3
III. METODE PENELITIAN Model tabung gas LPG dibuat berdasarkan tabung gas LPG yang digunakan oleh rumah tangga yaitu tabung gas 3 kg, dengan data: Tabung 3 kg 1. Temperature -40 sd 60 o C 2. Volume 7.3
Gambar 4.25.Moving Plate. Spacer plate merupakan plate untuk penyangga moving plate, spacer plate ini
 Gambar 4.25.Moving Plate - Pembuatan Spacer Plate 1 Spacer plate merupakan plate untuk penyangga moving plate, spacer plate ini digunakan untuk membuat jarak antara moving plate dengan lower plate. Tujuan
Gambar 4.25.Moving Plate - Pembuatan Spacer Plate 1 Spacer plate merupakan plate untuk penyangga moving plate, spacer plate ini digunakan untuk membuat jarak antara moving plate dengan lower plate. Tujuan
BAB I PENDAHULUAN. 1.1 Latar Belakang. Perkembangan dunia industri saat ini diikuti oleh pembaruan penggunaan
 BAB I PENDAHULUAN 1.1 Latar Belakang Perkembangan dunia industri saat ini diikuti oleh pembaruan penggunaan bahan dasar produksi. Logam yang dahulu banyak digunakan dalam proses industri kini mulai ditinggalkan.
BAB I PENDAHULUAN 1.1 Latar Belakang Perkembangan dunia industri saat ini diikuti oleh pembaruan penggunaan bahan dasar produksi. Logam yang dahulu banyak digunakan dalam proses industri kini mulai ditinggalkan.
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN 3.1 Pendekatan Penelitian Pendekatan penelitian adalah metode yang digunakan untuk mendekatkan permasalahan yang diteliti sehingga dapat menjelaskan dan membahas permasalahan
BAB III METODE PENELITIAN 3.1 Pendekatan Penelitian Pendekatan penelitian adalah metode yang digunakan untuk mendekatkan permasalahan yang diteliti sehingga dapat menjelaskan dan membahas permasalahan
SKRIPSI PERANCANGAN MOULD PLASTIK BOX TEMPAT KERTAS UKURAN FOLIO DENGAN SISTEM INJEKSI BERBAHAN BAKU POLYPROPYLENE MENGGUNAKAN APLIKASI CAD/CAM
 SKRIPSI PERANCANGAN MOULD PLASTIK BOX TEMPAT KERTAS UKURAN FOLIO DENGAN SISTEM INJEKSI BERBAHAN BAKU POLYPROPYLENE MENGGUNAKAN APLIKASI CAD/CAM Diajukan Sebagai Salah Satu Syarat untuk memperoleh Gelar
SKRIPSI PERANCANGAN MOULD PLASTIK BOX TEMPAT KERTAS UKURAN FOLIO DENGAN SISTEM INJEKSI BERBAHAN BAKU POLYPROPYLENE MENGGUNAKAN APLIKASI CAD/CAM Diajukan Sebagai Salah Satu Syarat untuk memperoleh Gelar
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Penelitian dan Pembahasan Berdasarkan perhitungan, pengukuran arah longitudinal dan transversal dengan metode mean (rata-rata) diperoleh nilai minimum sink mark pada
BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Penelitian dan Pembahasan Berdasarkan perhitungan, pengukuran arah longitudinal dan transversal dengan metode mean (rata-rata) diperoleh nilai minimum sink mark pada
DAFTAR ISI HALAMAN JUDUL LEMBAR PENGESAHAN DOSEN PEMBIMBING LEMBAR PENGESAHAN DOSEN PENGUJI HALAMAN PERSEMBAHAN HALAMAN MOTTO KATA PENGANTAR
 DAFTAR ISI HALAMAN JUDUL i LEMBAR PENGESAHAN DOSEN PEMBIMBING ii LEMBAR PENGESAHAN DOSEN PENGUJI iii HALAMAN PERSEMBAHAN iv HALAMAN MOTTO v KATA PENGANTAR vi ABSTRACT viii ABSTRAKSI ix DAFTAR ISI x DAFTAR
DAFTAR ISI HALAMAN JUDUL i LEMBAR PENGESAHAN DOSEN PEMBIMBING ii LEMBAR PENGESAHAN DOSEN PENGUJI iii HALAMAN PERSEMBAHAN iv HALAMAN MOTTO v KATA PENGANTAR vi ABSTRACT viii ABSTRAKSI ix DAFTAR ISI x DAFTAR
BAB II TINJAUAN PUSTAKA DAN DASAR TEORI
 BAB II TINJAUAN PUSTAKA DAN DASAR TEORI 2.1 Tinjauan Pustaka Cahyadi (2010) penelitian yang berjudul Analisis Parameter Operasi pada Proses Plastik Injection Molding untuk Pengendalian Cacat Produk meneliti
BAB II TINJAUAN PUSTAKA DAN DASAR TEORI 2.1 Tinjauan Pustaka Cahyadi (2010) penelitian yang berjudul Analisis Parameter Operasi pada Proses Plastik Injection Molding untuk Pengendalian Cacat Produk meneliti
PENGUJIAN MESIN PRESS MEKANIK SEMI OTOMATIS DENGAN PENGGERAK MOTOR LISTRIK 0.5 HP
 20 PENGUJIAN MESIN PRESS MEKANIK SEMI OTOMATIS DENGAN PENGGERAK MOTOR LISTRIK 0.5 HP Ahmad Yunus Nasution *, Muhamad Nur Jurusan Teknik Mesin, Fakultas Teknik Universitas Muhammadiyah Jakarta * Email:
20 PENGUJIAN MESIN PRESS MEKANIK SEMI OTOMATIS DENGAN PENGGERAK MOTOR LISTRIK 0.5 HP Ahmad Yunus Nasution *, Muhamad Nur Jurusan Teknik Mesin, Fakultas Teknik Universitas Muhammadiyah Jakarta * Email:
PROSES PEMBUATAN CAPS SUNSILK 60 ml MENGGUNAKAN INJECTION MOLDING PADA PT. DYNAPLAST.TBK : DWI CAHYO PRABOWO NPM :
 NAMA PROSES PEMBUATAN CAPS SUNSILK 60 ml MENGGUNAKAN INJECTION MOLDING PADA PT. DYNAPLAST.TBK : DWI CAHYO PRABOWO NPM : 22410181 JURUSAN : TEKNIK MESIN PENDAHULUAN Dewasa ini, pemakaian barang-barang yang
NAMA PROSES PEMBUATAN CAPS SUNSILK 60 ml MENGGUNAKAN INJECTION MOLDING PADA PT. DYNAPLAST.TBK : DWI CAHYO PRABOWO NPM : 22410181 JURUSAN : TEKNIK MESIN PENDAHULUAN Dewasa ini, pemakaian barang-barang yang
APLIKASI MOLDFLOW ADVISER PADA INDUSTRI PLASTIK MODERN UNTUK MENDAPATKAN PARAMATER INJEKSI MOLD YANG OPTIMAL
 APLIKASI MOLDFLOW ADVISER PADA INDUSTRI PLASTIK MODERN UNTUK MENDAPATKAN PARAMATER INJEKSI MOLD YANG OPTIMAL HALAMAN JUDUL TUGAS AKHIR Diajukan untuk memenuhi sebagian persyaratan mencapai derajat Sarjana
APLIKASI MOLDFLOW ADVISER PADA INDUSTRI PLASTIK MODERN UNTUK MENDAPATKAN PARAMATER INJEKSI MOLD YANG OPTIMAL HALAMAN JUDUL TUGAS AKHIR Diajukan untuk memenuhi sebagian persyaratan mencapai derajat Sarjana
PERANCANGAN PRESS DIES PART C & ROUND REINFORCE DI PT. HYDRAXLE PERKASA MANUFACTURING ENGINEERING
 PERANCANGAN PRESS DIES PART C & ROUND REINFORCE DI PT. HYDRAXLE PERKASA MANUFACTURING ENGINEERING TUGAS AKHIR Diajukan untuk Memenuhi Sebagian Persyaratan Mencapai Derajat Sarjana Teknik Industri Disusun
PERANCANGAN PRESS DIES PART C & ROUND REINFORCE DI PT. HYDRAXLE PERKASA MANUFACTURING ENGINEERING TUGAS AKHIR Diajukan untuk Memenuhi Sebagian Persyaratan Mencapai Derajat Sarjana Teknik Industri Disusun
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN 3.1 Flow Chart Start 1. Melakukan pembelajaran,pencarian informasi, pengukuran, dan data mesin 2. Melakukan pembelajaran,pencarian informasi, pengukuran, dan data cooling tower
BAB III METODE PENELITIAN 3.1 Flow Chart Start 1. Melakukan pembelajaran,pencarian informasi, pengukuran, dan data mesin 2. Melakukan pembelajaran,pencarian informasi, pengukuran, dan data cooling tower
BAB II PERTIMBANGAN DESAIN
 BAB II PERTIMBANGAN DESAIN 2.1 Pertimbangan Desain Hal hal penting dalam pertimbangan desain untuk merancang press tool sendok cocor bebek, hal hal tersebut adalah sebagai berikut : 1. Pemilihan metode
BAB II PERTIMBANGAN DESAIN 2.1 Pertimbangan Desain Hal hal penting dalam pertimbangan desain untuk merancang press tool sendok cocor bebek, hal hal tersebut adalah sebagai berikut : 1. Pemilihan metode
PERANCANGAN TEKNIS BAUT BATUAN BERDIAMETER 39 mm DENGAN KEKUATAN PENOPANGAN kn LOGO
 www.designfreebies.org PERANCANGAN TEKNIS BAUT BATUAN BERDIAMETER 39 mm DENGAN KEKUATAN PENOPANGAN 130-150 kn Latar Belakang Kestabilan batuan Tolok ukur keselamatan kerja di pertambangan bawah tanah Perencanaan
www.designfreebies.org PERANCANGAN TEKNIS BAUT BATUAN BERDIAMETER 39 mm DENGAN KEKUATAN PENOPANGAN 130-150 kn Latar Belakang Kestabilan batuan Tolok ukur keselamatan kerja di pertambangan bawah tanah Perencanaan
Simulasi dan Studi Eksperimental Proses Injeksi Plastik Berpendingin Konvensional
 Simulasi dan Studi Eksperimental Proses Injeksi Plastik Berpendingin Konvensional Agung Kaswadi 1,a,Sigit Yoewono 2,b 1 Politeknik Manufaktur Astra Jl. Gaya Motor Raya No 8, Jakarta, Indonesia 14330 2
Simulasi dan Studi Eksperimental Proses Injeksi Plastik Berpendingin Konvensional Agung Kaswadi 1,a,Sigit Yoewono 2,b 1 Politeknik Manufaktur Astra Jl. Gaya Motor Raya No 8, Jakarta, Indonesia 14330 2
ANALISA KONSTRUKSI DAN PERECANAAN MULTIPLE FIXTURE
 ANALISA KONSTRUKSI DAN PERECANAAN MULTIPLE FIXTURE Richy Dwi Very Sandy 2106.100.085 Dosen Pembimbing: Ir. Sampurno, MT Jurusan Teknik Mesin Fakultas Teknologi Industri Institut Teknologi Sepuluh Nopember
ANALISA KONSTRUKSI DAN PERECANAAN MULTIPLE FIXTURE Richy Dwi Very Sandy 2106.100.085 Dosen Pembimbing: Ir. Sampurno, MT Jurusan Teknik Mesin Fakultas Teknologi Industri Institut Teknologi Sepuluh Nopember
BAB IV PENGUMPULAN DATA
 BAB IV PENGUMPULAN DATA Pada penelitian tugas akhir ini, diberikan data-data perusahaan PT Selamat Sempurna Tbk.,yang akan menjadi sumber informasi. Data yang akan diberikan berupa gambar dan tabel-tabel
BAB IV PENGUMPULAN DATA Pada penelitian tugas akhir ini, diberikan data-data perusahaan PT Selamat Sempurna Tbk.,yang akan menjadi sumber informasi. Data yang akan diberikan berupa gambar dan tabel-tabel
ANALISIS KEGAGALAN DAN OPTIMASI RANCANGAN PRODUK ROLLER BLIND UNTUK CV. SAMA JAYA
 ANALISIS KEGAGALAN DAN OPTIMASI RANCANGAN PRODUK ROLLER BLIND UNTUK CV. SAMA JAYA Dadan Heryada Wigenaputra 1, Radi Hikmat Munandar 2 (1) Dosen Jur. Teknik Perancangan Manufaktur, Politeknik Manufaktur
ANALISIS KEGAGALAN DAN OPTIMASI RANCANGAN PRODUK ROLLER BLIND UNTUK CV. SAMA JAYA Dadan Heryada Wigenaputra 1, Radi Hikmat Munandar 2 (1) Dosen Jur. Teknik Perancangan Manufaktur, Politeknik Manufaktur
Minimalisasi Cacat dengan Pengaturan Tekanan Terhadap Kualitas Produk pada Proses Injection Molding dengan Menggunakan Simulasi
 Yogyakarta, 6 September 2007 Minimalisasi Cacat dengan Pengaturan Tekanan Terhadap Kualitas Produk pada Proses Injection Molding dengan Menggunakan Simulasi Amelia Sugondo 1, Willyanto Anggono 2, Ian Hardianto
Yogyakarta, 6 September 2007 Minimalisasi Cacat dengan Pengaturan Tekanan Terhadap Kualitas Produk pada Proses Injection Molding dengan Menggunakan Simulasi Amelia Sugondo 1, Willyanto Anggono 2, Ian Hardianto
BAB III TINJAUAN PUSTAKA. Kualitas baik Harga pantas Di produksi dan diserahkan ke konsumen dalam waktu yang cepat.
 21 BAB III TINJAUAN PUSTAKA 3.1 PERAWATAN Perawatan di suatu industri merupakan salah satu faktor yang penting dalam mendukung suatu proses produksi yang mempunyai daya saing di pasaran. Produk yang dibuat
21 BAB III TINJAUAN PUSTAKA 3.1 PERAWATAN Perawatan di suatu industri merupakan salah satu faktor yang penting dalam mendukung suatu proses produksi yang mempunyai daya saing di pasaran. Produk yang dibuat
DESAIN DAN PEMBUATAN CETAKAN PLASTIK SEPATU KAKI KURSI SISIPAN PELAT
 Seminar Nasional Teknologi Terapan (SNTT) 2015-JTM Polinema 17 DESAIN DAN PEMBUATAN CETAKAN PLASTIK SEPATU KAKI KURSI SISIPAN PELAT Syamsul Hadi 1, Ahmadu Fimanhadait 2, Ihwan Kholis Ardli Utomo 3 1 Dosen
Seminar Nasional Teknologi Terapan (SNTT) 2015-JTM Polinema 17 DESAIN DAN PEMBUATAN CETAKAN PLASTIK SEPATU KAKI KURSI SISIPAN PELAT Syamsul Hadi 1, Ahmadu Fimanhadait 2, Ihwan Kholis Ardli Utomo 3 1 Dosen
BAB I PENDAHULUAN. 1.1 Latar Belakang
 1 BAB I PENDAHULUAN 1.1 Latar Belakang Dengan semakin dibutuhkannya produk plastik di pasaran konsumen dimasa era ini, material plastik banyak macam type sesuai dengan pemakaiannya. Salah satu pemakai
1 BAB I PENDAHULUAN 1.1 Latar Belakang Dengan semakin dibutuhkannya produk plastik di pasaran konsumen dimasa era ini, material plastik banyak macam type sesuai dengan pemakaiannya. Salah satu pemakai
BAB 4 PENGUMPULAN DAN ANALISA DATA
 BAB 4 PENGUMPULAN DAN ANALISA DATA 4.1 Pengumpulan Data Pengumpulan data yang dilakukan dalam penulisan skipsi ini merupakan data sekunder, dimana data tersebut berasal dari proses observasi serta wawancara
BAB 4 PENGUMPULAN DAN ANALISA DATA 4.1 Pengumpulan Data Pengumpulan data yang dilakukan dalam penulisan skipsi ini merupakan data sekunder, dimana data tersebut berasal dari proses observasi serta wawancara
BAB III PROSES DESIGN MOLDING PLASTIK DAN JENIS-JENIS CACAT PADA PRODUK INJECTION MOLDING
 BAB III PROSES DESIGN MOLDING PLASTIK DAN JENIS-JENIS CACAT PADA PRODUK INJECTION MOLDING 3.1 Proses Design Molding Plastik 3.1.1 Flow Chart Proses Design Molding Plastik Untuk mempermudah pembahasan dan
BAB III PROSES DESIGN MOLDING PLASTIK DAN JENIS-JENIS CACAT PADA PRODUK INJECTION MOLDING 3.1 Proses Design Molding Plastik 3.1.1 Flow Chart Proses Design Molding Plastik Untuk mempermudah pembahasan dan
Pengaruh Temperatur Media Pendingin dan Circle Time terhadap Defect Crack Line pada Produk SP 04 Haemonetics
 Jurnal Integrasi Vol. 9 No. 1, April 2017, 48-52 e-issn: 2548-9828 Article History Received March, 2017 Accepted April, 2017 Pengaruh Temperatur Media Pendingin dan Circle Time terhadap Defect Crack Line
Jurnal Integrasi Vol. 9 No. 1, April 2017, 48-52 e-issn: 2548-9828 Article History Received March, 2017 Accepted April, 2017 Pengaruh Temperatur Media Pendingin dan Circle Time terhadap Defect Crack Line
PROSES MOLDING PEMBUATAN KEYMASCOD SEPEDA MOTOR MAULANA MUNAZAT
 PROSES MOLDING PEMBUATAN KEYMASCOD SEPEDA MOTOR MAULANA MUNAZAT 24409654 Latar Belakang Molding adalah sebuah proses produksi dengan membentuk bahan mentah menggunakan sebuah rangka kaku atau model yang
PROSES MOLDING PEMBUATAN KEYMASCOD SEPEDA MOTOR MAULANA MUNAZAT 24409654 Latar Belakang Molding adalah sebuah proses produksi dengan membentuk bahan mentah menggunakan sebuah rangka kaku atau model yang
TUGAS AKHIR PERANCANGAN, PEMBUATAN DAN PENGUJIAN ALAT PEMBUKA BALL BEARING DENGAN HYDRAULIC JACK 4 TON
 TUGAS AKHIR PERANCANGAN, PEMBUATAN DAN PENGUJIAN ALAT PEMBUKA BALL BEARING DENGAN HYDRAULIC JACK 4 TON Diajukan Sebagai Salah Satu Syarat Dalam Meraih Gelar Sarjana Strata Satu (S-1) Pada Jurusan Teknik
TUGAS AKHIR PERANCANGAN, PEMBUATAN DAN PENGUJIAN ALAT PEMBUKA BALL BEARING DENGAN HYDRAULIC JACK 4 TON Diajukan Sebagai Salah Satu Syarat Dalam Meraih Gelar Sarjana Strata Satu (S-1) Pada Jurusan Teknik
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN Pengertian metodologi penelitian secara umum adalah metode yang menjelaskan bagaimana urutan suatu penelitian yang dilakukan, yaitu dengan menggunakan alat ukur dan lanngkah
BAB III METODOLOGI PENELITIAN Pengertian metodologi penelitian secara umum adalah metode yang menjelaskan bagaimana urutan suatu penelitian yang dilakukan, yaitu dengan menggunakan alat ukur dan lanngkah
PENGARUH SUHU, TEKANAN DAN WAKTU PENDINGINAN TERHADAP CACAT WARPAGE PRODUK BERBAHAN PLASTIK
 PENGARUH SUHU, TEKANAN DAN WAKTU PENDINGINAN TERHADAP CACAT WARPAGE PRODUK BERBAHAN PLASTIK Arif Rahman Hakim Dosen Tetap Prodi Teknik Mesin Universitas Riau Kepulauan Batam Abstrak Pada penelitian ini
PENGARUH SUHU, TEKANAN DAN WAKTU PENDINGINAN TERHADAP CACAT WARPAGE PRODUK BERBAHAN PLASTIK Arif Rahman Hakim Dosen Tetap Prodi Teknik Mesin Universitas Riau Kepulauan Batam Abstrak Pada penelitian ini
Sumber : Brownell & Young Process Equipment design. USA : Jon Wiley &Sons, Inc. Chapter 3, hal : Abdul Wahid Surhim
 Sumber : Brownell & Young. 1959. Process Equipment design. USA : Jon Wiley &Sons, Inc. Chapter 3, hal : 36-57 3 Abdul Wahid Surhim *Vessel merupakan perlengkapan paling dasar dari industri kimia dan petrokimia
Sumber : Brownell & Young. 1959. Process Equipment design. USA : Jon Wiley &Sons, Inc. Chapter 3, hal : 36-57 3 Abdul Wahid Surhim *Vessel merupakan perlengkapan paling dasar dari industri kimia dan petrokimia
BAB 6 KESIMPULAN DAN SARAN
 BAB 6 KESIMPULAN DAN SARAN 6.1. Kesimpulan Berdasarkan analisis data dan pembahasan yang telah dilakukan, dapat ditarik beberapa kesimpulan, yang merupakan jawaban dari tujuan penelitian ini. Berikut beberapa
BAB 6 KESIMPULAN DAN SARAN 6.1. Kesimpulan Berdasarkan analisis data dan pembahasan yang telah dilakukan, dapat ditarik beberapa kesimpulan, yang merupakan jawaban dari tujuan penelitian ini. Berikut beberapa
BAB II LANDASAN TEORI. Secara umum pengertian injection molding adalah proses pembentukan
 BAB II LANDASAN TEORI 2.1 Injection Molding 2.1.1. Pengertian Dasar Secara umum pengertian injection molding adalah proses pembentukan suatu benda atau produk dari material plastik dengan bentuk dan ukuran
BAB II LANDASAN TEORI 2.1 Injection Molding 2.1.1. Pengertian Dasar Secara umum pengertian injection molding adalah proses pembentukan suatu benda atau produk dari material plastik dengan bentuk dan ukuran
Studi Pengaruh Ukuran Shap Corner Terhadap Cacat Sink Mark dan Mampu Alir
 Studi Pengaruh Ukuran Shap Corner Terhadap Cacat Sink Mark dan Mampu Alir Amelia Sugondo 1, Ian H. Siahaan 2 Dosen Jurusan Teknik Mesin, Universitas Kristen Petra 1,2 E-mail: amelia@petra.ac.id, ian@petra.ac.id
Studi Pengaruh Ukuran Shap Corner Terhadap Cacat Sink Mark dan Mampu Alir Amelia Sugondo 1, Ian H. Siahaan 2 Dosen Jurusan Teknik Mesin, Universitas Kristen Petra 1,2 E-mail: amelia@petra.ac.id, ian@petra.ac.id
Shrinkage pada Plastik Bushing dengan Variabel Temperatur Injeksi Plastik
 Jurnal Kompetensi Teknik Vol. 2, No.1, Novemberi 2010 65 Shrinkage pada Plastik Bushing dengan Variabel Temperatur Injeksi Plastik Toto Rusianto, Ellyawan, S.A. & Arif Rahmanto Jurusan Teknik Mesin, Institut
Jurnal Kompetensi Teknik Vol. 2, No.1, Novemberi 2010 65 Shrinkage pada Plastik Bushing dengan Variabel Temperatur Injeksi Plastik Toto Rusianto, Ellyawan, S.A. & Arif Rahmanto Jurusan Teknik Mesin, Institut
ANALISA DONGKRAK ULIR DENGAN BEBAN 4000 KG
 ANALISA DONGKRAK ULIR DENGAN BEBAN 4000 KG Cahya Sutowo Jurusan Mesin, Universitas Muhammadiyah Jakarta Abstrak. Untuk melakukan penelitian tentang kemampuan dari dongkrak ulir ini adalah ketahanan atau
ANALISA DONGKRAK ULIR DENGAN BEBAN 4000 KG Cahya Sutowo Jurusan Mesin, Universitas Muhammadiyah Jakarta Abstrak. Untuk melakukan penelitian tentang kemampuan dari dongkrak ulir ini adalah ketahanan atau
Analisa Variasi Tekanan dan Temperatur Untuk Produk Fishing Lure
 Analisa Variasi Tekanan dan Temperatur Untuk Produk Fishing Lure Mesin Injeksi Molding Sederhana Dengan Menggunakan Metode Simulasi Slamet Arief Hariadi 1. Budi Baharudin 1 S.T Tugas Akhir,Teknik Mesin,Politeknik
Analisa Variasi Tekanan dan Temperatur Untuk Produk Fishing Lure Mesin Injeksi Molding Sederhana Dengan Menggunakan Metode Simulasi Slamet Arief Hariadi 1. Budi Baharudin 1 S.T Tugas Akhir,Teknik Mesin,Politeknik
PERENCANAAN SISTEM PENDINGINAN CETAKAN PLASTIK HOLDER PULLEY PERUSAHAAN MANUFAKTUR Yunus Yakub 1) dan Madinah 2) 1) & 2)
 dan Madinah 2) 1) & 2)") PERENANAAN SISTEM PENDINGINAN ETAKAN PLASTIK HOLDER PULLEY PERUSAHAAN MANUFAKTUR Yunus Yakub 1) dan Madinah ) 1) & ) Dosen Program Studi Teknik Mesin Fakulatas Teknologi Industri Institut Sains dan Teknologi
PERENANAAN SISTEM PENDINGINAN ETAKAN PLASTIK HOLDER PULLEY PERUSAHAAN MANUFAKTUR Yunus Yakub 1) dan Madinah ) 1) & ) Dosen Program Studi Teknik Mesin Fakulatas Teknologi Industri Institut Sains dan Teknologi
ANALISIS PENGARUH PARAMETER PROSES TERHADAP SHRINKAGE PADA GELAS PLASTIK DENGAN SOFTWARE MOLDFLOW PLASTIC INSIGHT 5
 TUGAS AKHIR ANALISIS PENGARUH PARAMETER PROSES TERHADAP SHRINKAGE PADA GELAS PLASTIK DENGAN SOFTWARE MOLDFLOW PLASTIC INSIGHT 5 Disusun : DWI KARDONO NIM : D 200 040 060 JURUSAN TEKNIK MESIN FAKULTAS TEKNIK
TUGAS AKHIR ANALISIS PENGARUH PARAMETER PROSES TERHADAP SHRINKAGE PADA GELAS PLASTIK DENGAN SOFTWARE MOLDFLOW PLASTIC INSIGHT 5 Disusun : DWI KARDONO NIM : D 200 040 060 JURUSAN TEKNIK MESIN FAKULTAS TEKNIK
BAB 4 Pengumpulan dan Pengolahan Data
 BAB 4 Pengumpulan dan Pengolahan Data Bab ini akan membahas mengenai pengumpulan dan pengolahan data, dimulai dari identifikasi dan analisis kerusakan boom top casting, proses improvement dan hasil dari
BAB 4 Pengumpulan dan Pengolahan Data Bab ini akan membahas mengenai pengumpulan dan pengolahan data, dimulai dari identifikasi dan analisis kerusakan boom top casting, proses improvement dan hasil dari
R. Hengki Rahmanto 1)
") SIMULASI V-BENDING DENGAN VARIASI KECEPATAN PEMBEBANAN TERHADAP KEAUSAN DIES MENGGUNAKAN SOFTWARE FINITE ELEMENT METHODE R. Hengki Rahmanto 1) 1) Dosen Program Studi Teknik Mesin - Universitas Islam 45,
SIMULASI V-BENDING DENGAN VARIASI KECEPATAN PEMBEBANAN TERHADAP KEAUSAN DIES MENGGUNAKAN SOFTWARE FINITE ELEMENT METHODE R. Hengki Rahmanto 1) 1) Dosen Program Studi Teknik Mesin - Universitas Islam 45,
III. METODE PENELITIAN
 33 III. METODE PENELITIAN Metode penelitian adalah suatu cara yang digunakan dalam penelitian, sehingga pelaksanaan dan hasil penelitian bisa untuk dipertanggungjawabkan secara ilmiah. Penelitian ini menggunakan
33 III. METODE PENELITIAN Metode penelitian adalah suatu cara yang digunakan dalam penelitian, sehingga pelaksanaan dan hasil penelitian bisa untuk dipertanggungjawabkan secara ilmiah. Penelitian ini menggunakan
Gambar 2.1 Bagian-bagian mesin press BTPTP [9]
![Gambar 2.1 Bagian-bagian mesin press BTPTP [9]](/thumbs/67/56496788.jpg "Gambar 2.1 Bagian-bagian mesin press BTPTP [9]") BAB II DASAR TEORI MESIN PRESS BTPTP, KARAKTERISTIK BTPTP DAN METODE ELEMEN HINGGA 2.1 Mesin press BTPTP Pada dasarnya prinsip kerja mesin press BTPTP sama dengan mesin press batako pada umumnya dipasaran
BAB II DASAR TEORI MESIN PRESS BTPTP, KARAKTERISTIK BTPTP DAN METODE ELEMEN HINGGA 2.1 Mesin press BTPTP Pada dasarnya prinsip kerja mesin press BTPTP sama dengan mesin press batako pada umumnya dipasaran
Desain dan Pembuatan Cetakan Sistem Injeksi untuk Cetakan Plastik Adonan Donat
 Journal INTEK. 2016, Volume 3 (2): 54-61 54 Desain dan Pembuatan Cetakan Sistem Injeksi untuk Cetakan Plastik Adonan Donat Syamsul Hadi 1,a, Tandya Nanda Haswari Murti 2,b, Saifudin Kalih Sayekti 3,c,
Journal INTEK. 2016, Volume 3 (2): 54-61 54 Desain dan Pembuatan Cetakan Sistem Injeksi untuk Cetakan Plastik Adonan Donat Syamsul Hadi 1,a, Tandya Nanda Haswari Murti 2,b, Saifudin Kalih Sayekti 3,c,
INJECTION MOULDING. Gb. Mesin Injeksi. Gambar. Skema proses injection moulding
 INJECTION MOULDING Gb. Mesin Injeksi Gambar. Skema proses injection moulding 1 1. PRINSIP KERJA Material plastik dalam bentuk granular atau powder dimasukkan kedalam hooper. Pada saat screw berputar searah
INJECTION MOULDING Gb. Mesin Injeksi Gambar. Skema proses injection moulding 1 1. PRINSIP KERJA Material plastik dalam bentuk granular atau powder dimasukkan kedalam hooper. Pada saat screw berputar searah
BAB 2 TINJAUAN PUSTAKA DAN DASAR TEORI
 BAB 2 TINJAUAN PUSTAKA DAN DASAR TEORI 2.1 Tinjauan Pustaka Metode perancangan merupakan teknik-teknik, alat perancangan, langkah kerja dalam merancang alat. Metode perancangan menjelaskan berbagai aktifitas
BAB 2 TINJAUAN PUSTAKA DAN DASAR TEORI 2.1 Tinjauan Pustaka Metode perancangan merupakan teknik-teknik, alat perancangan, langkah kerja dalam merancang alat. Metode perancangan menjelaskan berbagai aktifitas
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA 2.1 Pengertian Press Tool Press tool adalah salah satu alat gabungan Jig dan Fixture yang dapat digunakan untuk membentuk dan memotong logam dengan cara penekanan. Bagian atas dari
BAB II TINJAUAN PUSTAKA 2.1 Pengertian Press Tool Press tool adalah salah satu alat gabungan Jig dan Fixture yang dapat digunakan untuk membentuk dan memotong logam dengan cara penekanan. Bagian atas dari
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA 2.1 Pengertian Jig and Fixtures Jig adalah peralatan yang digunakan untu mengarahkan satu atau lebih alat potong pada posisi yang sama dari komponen yang serupa dalam suatu operasi
BAB II TINJAUAN PUSTAKA 2.1 Pengertian Jig and Fixtures Jig adalah peralatan yang digunakan untu mengarahkan satu atau lebih alat potong pada posisi yang sama dari komponen yang serupa dalam suatu operasi
METODOLOGI PENELITIAN
 III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilakukan di Laboratorium Mekanika Struktur Jurusan Teknik Mesin Universitas Lampung. Penelitian ini dilaksanakan mulai dari bulan
III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilakukan di Laboratorium Mekanika Struktur Jurusan Teknik Mesin Universitas Lampung. Penelitian ini dilaksanakan mulai dari bulan
BAB II Landasan Teori
 BAB II Landasan Teori 2.1 Pengenalan Mengenai Punching Tool Dalam dunia industri manufactur ada beberapa jenis proses produksi, salah satunya adalah proses pengerjaan sheet metal yang menggunakan seperangkat
BAB II Landasan Teori 2.1 Pengenalan Mengenai Punching Tool Dalam dunia industri manufactur ada beberapa jenis proses produksi, salah satunya adalah proses pengerjaan sheet metal yang menggunakan seperangkat
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN 3.1 Alat dan Bahan Penelitian 3.1.1. Alat Penelitian Berikut adalah peralatan yang digunakan dalam penelitian ini antara lain: A. Mesin Injeksi Gambar 3.1 Mesin Injection Molding
BAB III METODE PENELITIAN 3.1 Alat dan Bahan Penelitian 3.1.1. Alat Penelitian Berikut adalah peralatan yang digunakan dalam penelitian ini antara lain: A. Mesin Injeksi Gambar 3.1 Mesin Injection Molding