LAMPIRAN 1. = 82 mm. = 157,86 mm = 8,6 mm. = 158,5 mm (1 0,004)
|
|
|
- Veronika Salim
- 6 tahun lalu
- Tontonan:
Transkripsi
1 LAMPIRAN 1
2 LAMPIRAN Perhitungan Berat Produk Diketahui : V produk = 14519,56 mm 3 ρ pc =1260 kg/m g/mm 3 Ditanya : Massa produk? Jawab : m = V produk ρ pc = 14519,56 mm g/mm 3 =18,3 g 1.2. Perhitungan Cavity Diketahui : Shrinkage material PC = 0,4% 0,004 Panjang produk Lebar produk Tebal produk Ditanya : a. Dimensi cavity (rongga)? Jawab : a. L cavity = L molding (1 s) = = 82 mm 157,86 mm (1 0,004) = 157,86 mm = 8,6 mm = 158,5 mm
3 1.3. Perhitungan Diameter Gate Diketahui : Tebal produk Diameter Gate Shot volume/total volume Fill time Maximum shear rate material = 1 mm = 0,8 mm = 34 cm 3 (diambil dari moldflow insight) = 0,9 s (diambil dari moldflow insight) = /s (diambil dari moldflow insight) Ditanya : a. Shear rate? Jawab : Q = Shot volume injection time 34 cm3 = 0,9 s = 37,78 cm 3 /s 3 a. Shear rate = 4 Q 3,14 r 3 = 4 37,78 cm3 /s 3,14 0,4 3 = 34,68 1/s
4 1.4. Perhitungan Diameter Runner Diketahui : ρ material PC = 1,26 g/cm 3 (didapat pada Tabel 2.2) V = 14,53 cm 3 L Ditanya Diameter runner? Jawab m = V ρ = 50 mm = 14,53 cm 3 1,26 g/cm 3 = 18,3 g d = W0,5 L 0,25 3,7 = 18,30,5 50 0,25 3,7 = 3 mm
5 1.5. Perhitungan Jarak Circuit Cooling Perhitungan jarak circuit cooling, berdasarkan buku dari peter jones, Dapat dilihat pada Gambar Diketahui : d = 10 mm w = 4,3 mm Ditanya : a. c (jarak circuit cooling dengan produk)? b. b (jarak circuit cooling)? Jawab a. c = 2 d = 2 10 mm =20 mm b. b = 3 d = 3 10 mm =30 mm Berdasarkan perhitungan diatas, maka tinggi circuit cooling yaitu 20 mm, dengan masing-masing jarak circuit cooling 30 mm.
6 1.6. Perhitungan Kekuatan Pin Ejector Diketahui : Diameter pin ejector = 7 mm L panjang pin ejector = 154,1 mm Tebal produk = 2 mm Luas bidang kontak terhadap cavity (A) = mm 2 Koefisien gesek PP terhadap baja (μ) = 0,2 Koefisien ekspansi thermal PP = 0, C Poiton ratio (γ) = 0,392 Gaya cavity (Fc) = 235 N/mm 2 E modulus material SUJ2 = N/mm 2 E modulus PC =2900 N/mm 2 (dilihat tabel 2.2) Koefisiensi ekspansi thermal = 0,00058/ 0 C (dilihat tabel 2.2) Suhu cairan PC = C Suhu mold = 85 0 C Luas bidang kontak terhadap cavity = 32,5 mm 2 Koefisien gesek, plastik pada baja (µ) = 0,5 Poisson ratio (γ) = 0,4466 T = C Ditanya : a. Gaya buckling? b. Gaya cavity terhadap permukaan ejector? c. Ejection load? Jawaban : Momen inertia I = π d4 64 = π (74 ) mm 64 = 117,85 mm
7 a. Collapsing load FL = m π2 ε I L 2 = 2 π2 ε I L 2 = 2 3, N/mm 2 117,85mm (154,1 2 ) mm = N b. Gaya cavity terhadap permukaan ejector = gaya cavity π D2 Keliling cavity Kontraksi thermal (st) c. Ejection load = = 2 (P+l) = 2 (82 mm+157,86 mm) = 479,7 mm = 235 N/mm 2 π (72 ) mm 4 = 9043 N/mm 2 = dimensi cavity Koefisiensi ekspansi thermal T = 479,7 mm 0,00058 / 0 C C = 73,7 mm St E modulus pc A μ d ( d 2 t d 4 t ) γ = 73,7 mm 2900 N/mm2 32,5 mm2 0,5 479,7 mm 479,7 mm 479,7 mm ( ) 0, = 135,18 N 4
8 1.7. Perhitungan Support Plate 381 mm 55 mm 244 mm Diketahui : σy material JIS SKD61 = 1380 N/mm 2 N = 2 Pinj material PC = 235 N/mm 2 Ditanya : a. σt yang terjadi pada support plate? Jawab : Ap = P I = 300 mm 200 mm = mm 2 W = Ap Pinj = mm N/mm 2 = N Z = b d2 6 = 381 mm (552 ) mm 6 = mm 3 a. σy = W L n 8 Z = N 244 mm mm 3 = 1119,41 N/mm 2

9 1.8. Perhitungan Locking Block d b Diketahui : Clamping force =326,2 ton N (didapat pada simulasi modlflow) E modulus JIS SKS3 = N/mm 2 Pinj material PC = 235 N/mm 2 σt bahan material sks3 = 880 N/mm 2 Ditanya : Moment inertia? Deformasi maksimal? Tegangan maksimal yang terjadi?
10 Jawab : Ap F Beban terdistribusi (w) = = P L = 66,22 mm 161,5 mm = mm 2 = Ap Pinj material PC = mm N/mm 2 = N = F unit lenght N 10 mm = N a. Moment inertia, I = 1 b d3 12 = 1 20 mm = mm 4 b. Ymax = -( w L4 8.E.I ) = -( N 10 4 mm N/mm mm 4) = -5, = 0, mm c. σ max = W L2 c 2 I = N 102 ( 120 mm ) mm 4 = 261,78 N/mm 2
11 1.9. Perhitungan Push Back Spring Diketahui : V ejector plate = mm 3 V ejector back plate = mm 3 g = 9,81 m/s 2 ρ material s55c = 7850 kg/m 3 7,85x10-6 kg/mm 3 Ditanya : a. Gaya yang dibutuhkan spring? b. Gaya yang dibutuhkan satu pegas? Jawab: V tot = V ejector plate+v ejector back plate = mm mm 3 = mm 3 a. w = V g ρmaterial s55c = mm 3 9,81 m/s 2 7,85 kg/mm = 129,25 N b. F1,pegas = w 4 = 129,25 N 4 = 32,31 N
12 1.10. Perhitungan Baut Pengikat Diketahui : V clamping plate = mm 3 V cavity plate = mm 3 V core plate = mm 3 V support plate = mm 3 V spacer plate = mm 3 V bottom clamping plate = mm 3 ρ material astm a307 = 7700 kg/m 3 0,0077g/mm 3 σt ijin astm a307 = 156,9 N/mm 2 τg ijin astm a307 = N/mm 2 P injection=f injection = 235 N/mm 2 Ditanya : a. di? Jawab : Perhitungan baut pengikat 1 Vtot = V clamping plate+v cavity plate = mm mm 3 = mm 3 m = Vtot ρ material scm 435 = mm 3 0,0077g/mm 3 = 58137,47 g 58,13 kg w = m g = 58,13 kg 9,81 m/s 2 = 570,25 N σt = σt ijin astm a307 v = 156,9 N/mm2 6 = 26,15 N/mm 2
13 τg = 0,6 σ g = 0, N/mm 2 9,81 m/s 2 = 554,10 N/mm 2 di = 4 F τg π (dengan τg) = 4 570,25 N 554,10 N/mm 2 π = 1,14 mm M1.6 di = 4 F injection σt π = N/mm2 26,15 N/mm 2 π (dengan σt) = 3,38 mm M4.5 Perhitungan baut pengikat 2 Vtot = V core plate+v support plate+v spacer plate+v bottom clamping plate = mm mm mm mm 3 = mm 3 m = Vtot ρ material scm 435 = mm 3 0,0077g/mm 3 = 94857,95 g 94,85 kg w σ τg = m g = 94,85 kg 9,81 m/s 2 = 930,47 N = σt ijin astm a307 v = 156,9 N/mm2 6 = 26,15 N/mm 2 = 0,6 σ g = 0, N/mm 2 9,81 m/s 2 = 554,10 N/mm 2
14 di = 4 F τg π (dengan τg) = 4 930,47 N 554,10 N/mm 2 π = 1,46 mm M2 di = 4 F injection σt π (dengan σt) = N/mm2 26,15 N/mm 2 π = 3,38 mm M Perhitungan Diameter Eye Bolt Diketahui : σt astm a307 = 156,9 N/mm 2 ρ material mold = 7700 kg/m 3 0,0077 g/mm 3 V mold = mm 3 Ditanya : di? Jawab : m w di = V mold ρ material mold = mm 3 0,0077 g/mm 3 = g kg = m g = kg 9,81 m/s 2 = 3729,77 N = 4 F σt π = ,77 N 156,9 N/mm 2 π = 5,5 mm M 7 (minimal)
15 1.12. Baut Core Stop Block Diketahui : V slider = mm 3 g = 9,81 m/s 2 σt ijin astm a307 = 156,9 N/mm 2 ρ material skd 61 = 7700 kg/m 3 0,0077 g/mm 3 Ditanya : a. di? Jawab : m = Vslider ρ material skd 61 = mm 3 0,0077 g/mm 3 = 1613,75 g 1,61 kg w = m g = 1,61 kg 9,81 m/s 2 = 15,8 N a. di = 4 F σt π n = 4 15,8 N 156,9 kg/mm 2 π 2 = 0,25 mm M 1,2 (minimal)
16 1.13. Perhitungan Jarak Pembuangan Dan Panjang Angular Pin Diketahui : s = 1 mm sin β = 25 0 Ditanya : a. S1? b. Cos α? c. L? Jawaban : a. S1 = S+5mm ke atas = 1+22 mm = 23 mm b. Cos α = sin β+(2 0 ~5 0 ) = = 27 0 L = = S sin α 22 mm sin 25 0 = 52 mm H = S cos α = 22 mm 25 0 = 20 mm
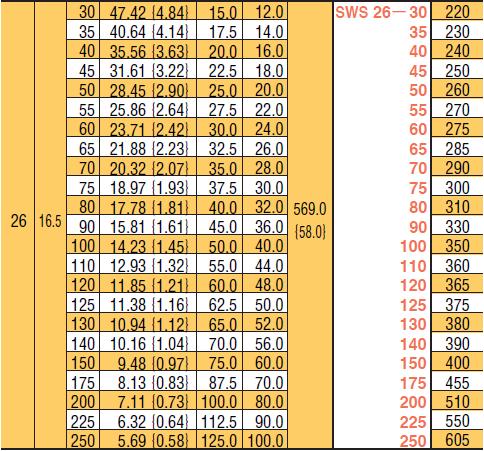
17 1.14. Perhitungan Pemilihan Coil Spring Diketahui : S = 40 mm D retun pin = 15,875 mm Ditanya : a. Kedalaman penerimaan spring? b. Volume initial deflection? c. Volume final deflection? d. Beban awal? e. Beban akhir? Jawab : a. A = L (Spring free length)-f (Deflection volume)+2 mm = 100 mm-50 mm+2 mm = 52 mm (coil spring SWR ) A = L (Spring free length)-f (Deflection volume)+2 mm = 110 mm-55 mm+2 mm = 57 mm (coil spring SWR ) A = L (Spring free length)-f (Deflection volume)+2 mm = 100 mm-40 mm+2 mm = 62 mm (coil spring SWS ) A = L (Spring free length)-f (Deflection volume)+2 mm = 110 mm-44 mm+2 mm = 68 mm (coil spring SWS ) b. B = L (Spring free length)-(a (Kedalaman penerimaan spring)+s (Stroke)) = 100 mm-(52 mm+40 mm) = 8 mm (coil spring SWR ) B = L (Spring free length)-(a (Kedalaman penerimaan spring)+s (Stroke)) = 110 mm-(57 mm+40 mm) = 13 mm (coil spring SWR )
18 B B = L (Spring free length)-(a (Kedalaman penerimaan spring)+s (Stroke)) = 100 mm-(62 mm+40 mm) = -2 mm (coil spring SWS ) = L (Spring free length)-(a (Kedalaman penerimaan spring)+s (Stroke)) = 110 mm-(68 mm+40 mm) = 2 mm (coil spring SWS ) c. Volume final deflection = B (Volume initial deflection)+s (Stroke) = 8 mm+40 mm = 48 mm (coil spring SWR ) Volume final deflection = B (Volume initial deflection)+s (Stroke) = 13 mm+40 mm = 53 (coil spring SWR ) Volume final deflection = B (Volume initial deflection)+s (Stroke) = -2 mm+40 mm = 38 mm (coil spring SWS ) Volume final deflection = B (Volume initial deflection)+s (Stroke) = 2 mm+40 mm = 42 mm (coil spring SWS ) d. Ws (Beban awal) = 0,80 kg/mm B (Volume initial deflection) = 0,80 kg/mm 8 mm = 6,4 kg (coil spring SWR ) Ws (Beban awal) Ws (Beban awal) Ws (Beban awal) = 0,73 kg/mm B (Volume initial deflection) = 0,73 kg/mm 3 mm = 9,49 kg (coil spring SWR ) = 1,45 kg/mm B (Volume initial deflection) = 1,45 kg/mm (-2) mm = -2,9 kg (coil spring SWS ) = 1,45 kg/mm B (Volume initial deflection) = 1,32 kg/mm 2 mm = 2,64 kg (coil spring SWS )
19 e. We (beban akhir) = 0,80 kg/mm Volume final deflection = 0,80 kg/mm 48 mm = 38,4 kg We (beban akhir) We (beban akhir) We (beban akhir) = 0,73 kg/mm Volume final deflection = 0,73 kg/mm 53 mm = 38,7 kg = 1,45 kg/mm Volume final deflection = 1,45 kg/mm 38 mm = 55,1 kg = 1,32 kg/mm Volume final deflection = 1,32 kg/mm 42 mm = 55,44 kg
20 LAMPIRAN 2

21 2.1. Moldbase DME 1315A

22 2.2. Mold material DME

23 2.3. Mold material DME 2.4.

24 2.5. Locating Ring

25 2.6. Sprue Bushing

26 2.7. Return Pins

27 2.8. Guide Pins/Leader Pins

28 2.9. Shoulder Bushings

29 2.10. Stop Pins

30 Coil Spring SWR (MISUMI CORPORATION)
31 SWS (MISUMI CORPORATION)

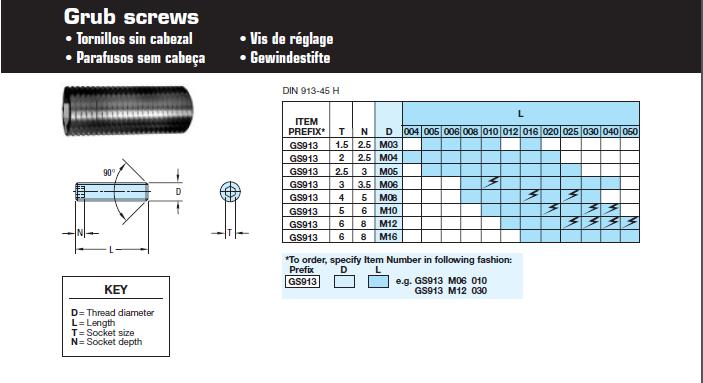
32 Plunger Locking Screw


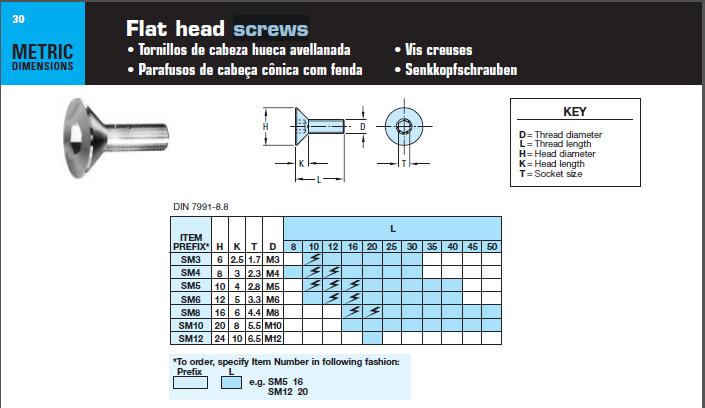
33 Cap Screw Connector Plug Flat Head Screw
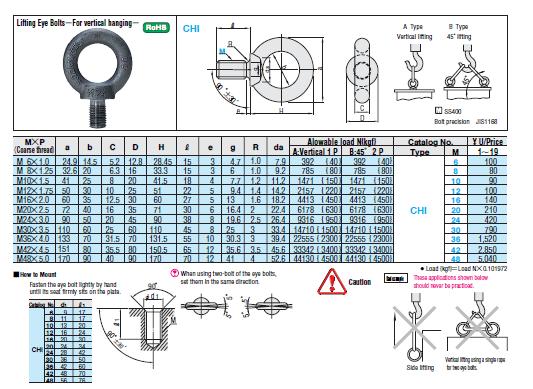
34 Eye Bolt

35 Ukuran Baut (Sumber: Irawan, Purna. DIKTAT ELEMEN MESIN. Universitas Tarumanegara: Jakarta).
BAB IV HASIL PERANCANGAN DAN PEMBAHASAN
 BAB IV HASIL PERANCANGAN DAN PEMBAHASAN 4.1. Hasil Identifikasi Produk Hasil identifikasi yang dilakukan pada sample produk dapat dilihat pada Tabel 4.1. Tabel 4.1. Data produk hardcase Data Produk Hardcase
BAB IV HASIL PERANCANGAN DAN PEMBAHASAN 4.1. Hasil Identifikasi Produk Hasil identifikasi yang dilakukan pada sample produk dapat dilihat pada Tabel 4.1. Tabel 4.1. Data produk hardcase Data Produk Hardcase
BAB IV HASIL PERANCANGAN DAN PEMBAHASAN
 BAB IV HASIL PERANCANGAN DAN PEMBAHASAN 4.1. Pembahasan Hasil Identifikasi Produk Syarat dari perancangan mold adalah mengetahui terlebih dahulu data produk yang diperlukan untuk menentukan rancangan cetakan.
BAB IV HASIL PERANCANGAN DAN PEMBAHASAN 4.1. Pembahasan Hasil Identifikasi Produk Syarat dari perancangan mold adalah mengetahui terlebih dahulu data produk yang diperlukan untuk menentukan rancangan cetakan.
DESAIN DAN OPTIMASI INJECTION MOLD DENGAN SISTEM SLIDER PADA PRODUK HARDCASE HANDPHONE
 DESAIN DAN OPTIMASI INJECTION MOLD DENGAN SISTEM SLIDER PADA PRODUK HARDCASE HANDPHONE TUGAS AKHIR Diajukan Guna Memenuhi Persyaratan Untuk Mencapai Derajat Strata-1 Pada Prodi Teknik Mesin Fakultas Teknik
DESAIN DAN OPTIMASI INJECTION MOLD DENGAN SISTEM SLIDER PADA PRODUK HARDCASE HANDPHONE TUGAS AKHIR Diajukan Guna Memenuhi Persyaratan Untuk Mencapai Derajat Strata-1 Pada Prodi Teknik Mesin Fakultas Teknik
BAB IV HASIL PERANCANGAN DAN PEMBAHASAN
 BAB IV HASIL PERANCANGAN DAN PEMBAHASAN 4.1. Hasil Identifikasi Produk Hasil identifikasi yang dilakukan dapat dilihat pada tabel 4.1. dibawah ini Tabel 4.1. Data produk glove box Data Sampel Produk Glove
BAB IV HASIL PERANCANGAN DAN PEMBAHASAN 4.1. Hasil Identifikasi Produk Hasil identifikasi yang dilakukan dapat dilihat pada tabel 4.1. dibawah ini Tabel 4.1. Data produk glove box Data Sampel Produk Glove
BAB III METODOLOGI PERANCANGAN
 BAB III METODOLOGI PERANCANGAN 3.1. Bahan Perancangan Bahan yang dirancang adalah hardcase handphone dengan mengambil sample pada produk yang sudah ada. Sample produk digunakan sebagai acuan dalam pengambilan
BAB III METODOLOGI PERANCANGAN 3.1. Bahan Perancangan Bahan yang dirancang adalah hardcase handphone dengan mengambil sample pada produk yang sudah ada. Sample produk digunakan sebagai acuan dalam pengambilan
DESAIN DAN OPTIMASI INJECTION MOLD SISTEM SLIDER PADA PRODUK PREFORM STICK T15
 DESAIN DAN OPTIMASI INJECTION MOLD SISTEM SLIDER PADA PRODUK PREFORM STICK T15 Lutfi Khoirul Miftakhul Ni am 1, Cahyo Budiyantoro 2, Muhammad Budi Nur Rahman 3 1,2,3 Teknik Mesin, Universitas Muhammadiyah
DESAIN DAN OPTIMASI INJECTION MOLD SISTEM SLIDER PADA PRODUK PREFORM STICK T15 Lutfi Khoirul Miftakhul Ni am 1, Cahyo Budiyantoro 2, Muhammad Budi Nur Rahman 3 1,2,3 Teknik Mesin, Universitas Muhammadiyah
PERANCANGAN INJECTION MOLDING DENGAN SISTEM THREE PLATE MOLD PADA PRODUK GLOVE BOX
 PERANCANGAN INJECTION MOLDING DENGAN SISTEM THREE PLATE MOLD PADA PRODUK GLOVE BOX Ali Khaerul Mufid 1,a, Cahyo Budiyantoro, Muhammad Budi Nur Rahman 1 Program Studi Teknik Mesin, Fakultas Teknik, Universitas
PERANCANGAN INJECTION MOLDING DENGAN SISTEM THREE PLATE MOLD PADA PRODUK GLOVE BOX Ali Khaerul Mufid 1,a, Cahyo Budiyantoro, Muhammad Budi Nur Rahman 1 Program Studi Teknik Mesin, Fakultas Teknik, Universitas
BAB III METODOLOGI PERANCANGAN
 BAB III METODOLOGI PERANCANGAN 3.1. Bahan Perancangan Produk yang dirancang adalah preform stick T15 dengan mengambil sampel yang sudah ada. Dimensi dan bentuk berbeda, produk hanya sebagai acuan. Pada
BAB III METODOLOGI PERANCANGAN 3.1. Bahan Perancangan Produk yang dirancang adalah preform stick T15 dengan mengambil sampel yang sudah ada. Dimensi dan bentuk berbeda, produk hanya sebagai acuan. Pada
Gambar 3.1 Desain produk
 BAB III PERHITUNGAN DAN PEMILIHAN BAHAN 3.1 Pertimbangan Sifat Bahan dan Desain Produk Dalam pembuatan box tempat kertas ini produk yang di hasilkan diharapkan ringan, kuat, dan harga yang relatif murah
BAB III PERHITUNGAN DAN PEMILIHAN BAHAN 3.1 Pertimbangan Sifat Bahan dan Desain Produk Dalam pembuatan box tempat kertas ini produk yang di hasilkan diharapkan ringan, kuat, dan harga yang relatif murah
BAB III METODOLOGI PERANCANGAN
 BAB III METODOLOGI PERANCANGAN Sebelum melakukan perancangan mould untuk Tutup Botol ini, penulis menetapkan beberapa tahapan kerja sesuai dengan literatur yang ada dan berdasarkan pengalaman para pembuat
BAB III METODOLOGI PERANCANGAN Sebelum melakukan perancangan mould untuk Tutup Botol ini, penulis menetapkan beberapa tahapan kerja sesuai dengan literatur yang ada dan berdasarkan pengalaman para pembuat
Tugas Akhir. Perancangan Cetakan Bagasi Sepeda Motor (Honda) Untuk Proses Injection Molding. Oleh : FIRMAN WAHYUDI
 Untuk Proses Injection Molding. Oleh : FIRMAN WAHYUDI") Outline: JUDUL LATAR BELAKANG RUMUSAN MASALAH BATASAN MASALAH TUJUAN PERANCANGAN METODOLOGI PERANCANGAN SPESIFIKASI PRODUK DAN SPESIFIKASI MESIN PERENCANAAN JUMLAH CAVITY DIMENSI SISTEM SALURAN PERHITUNGAN
Outline: JUDUL LATAR BELAKANG RUMUSAN MASALAH BATASAN MASALAH TUJUAN PERANCANGAN METODOLOGI PERANCANGAN SPESIFIKASI PRODUK DAN SPESIFIKASI MESIN PERENCANAAN JUMLAH CAVITY DIMENSI SISTEM SALURAN PERHITUNGAN
BAB IV ANALISA HASIL PERANCANGAN CETAKAN INJEKSI
 BAB IV ANALISA HASIL PERANCANGAN CETAKAN INJEKSI Pada bab ini akan dibahas mengenai analisa dari hasil perancangan cetakan injeksi yang telah dibuat pada bab sebelumnya. Analisa akan meliputi waktu satu
BAB IV ANALISA HASIL PERANCANGAN CETAKAN INJEKSI Pada bab ini akan dibahas mengenai analisa dari hasil perancangan cetakan injeksi yang telah dibuat pada bab sebelumnya. Analisa akan meliputi waktu satu
BAB II DASAR TEORI 2.1. Kajian Pustaka
 BAB II DASAR TEORI 2.1. Kajian Pustaka Sistem konstruksi slider mold digunakan untuk memproduksi sebuah produk yang memiliki bentuk undercut dan bentuk yang tidak dapat diproduksi dengan hanya menggunakan
BAB II DASAR TEORI 2.1. Kajian Pustaka Sistem konstruksi slider mold digunakan untuk memproduksi sebuah produk yang memiliki bentuk undercut dan bentuk yang tidak dapat diproduksi dengan hanya menggunakan
MICROCELLULAR INJECTION MOLDING SEBAGAI ALTERNATIF DALAM PEMBUATAN PRODUK PLASTIK
 TUGAS AKHIR LABORATORIUM PERANCANGAN DAN PENGEMBANGAN PRODUK MICROCELLULAR INJECTION MOLDING SEBAGAI ALTERNATIF DALAM PEMBUATAN PRODUK PLASTIK AJUN HAKIKI 2105 100 147 JURUSAN TEKNIK MESIN FAKULTAS TEKNOLOGI
TUGAS AKHIR LABORATORIUM PERANCANGAN DAN PENGEMBANGAN PRODUK MICROCELLULAR INJECTION MOLDING SEBAGAI ALTERNATIF DALAM PEMBUATAN PRODUK PLASTIK AJUN HAKIKI 2105 100 147 JURUSAN TEKNIK MESIN FAKULTAS TEKNOLOGI
PREDIKSI SHRINKAGE UNTUK MENGHINDARI CACAT PRODUK PADA PLASTIC INJECTION
 PREDIKSI SHRINKAGE UNTUK MENGHINDARI CACAT PRODUK PADA PLASTIC INJECTION Agus Dwi Anggono Teknik Mesin Universitas Muhammadiyah Surakarta Jl. A.Yani Tromol Pos I Pabelan, Kartosura, 57102 E-mail : agusda@indosat-m3.net
PREDIKSI SHRINKAGE UNTUK MENGHINDARI CACAT PRODUK PADA PLASTIC INJECTION Agus Dwi Anggono Teknik Mesin Universitas Muhammadiyah Surakarta Jl. A.Yani Tromol Pos I Pabelan, Kartosura, 57102 E-mail : agusda@indosat-m3.net
BAB III METODOLOGI PERANCANGAN
 BAB III METODOLOGI PERANCANGAN 3.1. Bahan Perancangan Bahan perancangan adalah produk glove box dengan mengambil sampel pada produk yang sudah ada, tetapi hanya sebagai acuan tidak menyerupai dimensi dan
BAB III METODOLOGI PERANCANGAN 3.1. Bahan Perancangan Bahan perancangan adalah produk glove box dengan mengambil sampel pada produk yang sudah ada, tetapi hanya sebagai acuan tidak menyerupai dimensi dan
Gambar 4.25.Moving Plate. Spacer plate merupakan plate untuk penyangga moving plate, spacer plate ini
 Gambar 4.25.Moving Plate - Pembuatan Spacer Plate 1 Spacer plate merupakan plate untuk penyangga moving plate, spacer plate ini digunakan untuk membuat jarak antara moving plate dengan lower plate. Tujuan
Gambar 4.25.Moving Plate - Pembuatan Spacer Plate 1 Spacer plate merupakan plate untuk penyangga moving plate, spacer plate ini digunakan untuk membuat jarak antara moving plate dengan lower plate. Tujuan
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA
 BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1. Desain Dial Plate XYZ Dial plate merupakan salah satu bagian utama dari speedometer. Dial plate berbentuk lembaran plastik yang terdapat berbagai skala indikator
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1. Desain Dial Plate XYZ Dial plate merupakan salah satu bagian utama dari speedometer. Dial plate berbentuk lembaran plastik yang terdapat berbagai skala indikator
BAB III RANCANGAN MOLDING DAN PROSES TRIAL NEW MOLD
 BAB III RANCANGAN MOLDING DAN PROSES TRIAL NEW MOLD 3.1 Deskripsi Molding Injection Pada proses pencetakan product plastik, dalam hal ini thermoplastic, disamping mesin molding, bahan baku plastic dll,
BAB III RANCANGAN MOLDING DAN PROSES TRIAL NEW MOLD 3.1 Deskripsi Molding Injection Pada proses pencetakan product plastik, dalam hal ini thermoplastic, disamping mesin molding, bahan baku plastic dll,
BAB III PERANCANGAN. = 280 mm = 50,8 mm. = 100 mm mm. = 400 gram gram
 BAB III PERANCANGAN 3.. Perencanaan Kapasitas Perajangan Kapasitas Perencanaan Putaran motor iameter piringan ( 3 ) iameter puli motor ( ) Tebal permukaan ( t ) Jumlah pisau pada piringan ( I ) iameter
BAB III PERANCANGAN 3.. Perencanaan Kapasitas Perajangan Kapasitas Perencanaan Putaran motor iameter piringan ( 3 ) iameter puli motor ( ) Tebal permukaan ( t ) Jumlah pisau pada piringan ( I ) iameter
Disusun Oleh : ALI KHAERUL MUFID
 DESAIN DAN OPTIMASI INJECTION MOLD SISTEM THREE-PLATE MOLD PADA PRODUK GLOVE BOX TUGAS AKHIR Diajukan Guna Memenuhi Persyaratan Untuk Memperoleh Gelar Sarjana Strata-1 Pada Fakultas Teknik Jurusan Teknik
DESAIN DAN OPTIMASI INJECTION MOLD SISTEM THREE-PLATE MOLD PADA PRODUK GLOVE BOX TUGAS AKHIR Diajukan Guna Memenuhi Persyaratan Untuk Memperoleh Gelar Sarjana Strata-1 Pada Fakultas Teknik Jurusan Teknik
Perhitungan Struktur Bab IV
 Permodelan Struktur Bored pile Perhitungan bore pile dibuat dengan bantuan software SAP2000, dimensi yang diinput sesuai dengan rencana dimensi bore pile yaitu diameter 100 cm dan panjang 20 m. Beban yang
Permodelan Struktur Bored pile Perhitungan bore pile dibuat dengan bantuan software SAP2000, dimensi yang diinput sesuai dengan rencana dimensi bore pile yaitu diameter 100 cm dan panjang 20 m. Beban yang
LOGO PERENCANAAN DAN ESTIMASI BIAYA PRODUKSI CETAKAN LID
 LOGO PERENCANAAN DAN ESTIMASI BIAYA PRODUKSI CETAKAN LID Latar Belakang Kebutuhan Produk Plastik Meningkatnya kebutuhan terhadap produk yang terbuat dari plastik Perencanaan Injection Molding yang baik
LOGO PERENCANAAN DAN ESTIMASI BIAYA PRODUKSI CETAKAN LID Latar Belakang Kebutuhan Produk Plastik Meningkatnya kebutuhan terhadap produk yang terbuat dari plastik Perencanaan Injection Molding yang baik
PERANCANGAN TEKNIS BAUT BATUAN BERDIAMETER 39 mm DENGAN KEKUATAN PENOPANGAN kn LOGO
 www.designfreebies.org PERANCANGAN TEKNIS BAUT BATUAN BERDIAMETER 39 mm DENGAN KEKUATAN PENOPANGAN 130-150 kn Latar Belakang Kestabilan batuan Tolok ukur keselamatan kerja di pertambangan bawah tanah Perencanaan
www.designfreebies.org PERANCANGAN TEKNIS BAUT BATUAN BERDIAMETER 39 mm DENGAN KEKUATAN PENOPANGAN 130-150 kn Latar Belakang Kestabilan batuan Tolok ukur keselamatan kerja di pertambangan bawah tanah Perencanaan
BAB IV PELAKSANAAN DAN PEMBAHASAN
 28 BAB IV PELAKSANAAN DAN PEMBAHASAN 4.1 ALUR PROSES INJEKSI PLASTIK Gambar 4.1 Proses pencetakan pada mesin injeksi 29 Pada Proses Injeksi Plastik (Plastic Injection Molding Process) terdapat 2 bagian
28 BAB IV PELAKSANAAN DAN PEMBAHASAN 4.1 ALUR PROSES INJEKSI PLASTIK Gambar 4.1 Proses pencetakan pada mesin injeksi 29 Pada Proses Injeksi Plastik (Plastic Injection Molding Process) terdapat 2 bagian
BAB III PERENCANAAN DAN GAMBAR
 BAB III PERENCANAAN DAN GAMBAR 3.1 Diagram Alur Proses Perencanaan Proses perencanaan mesin modifikasi camshaft ditunjukkan pada diagram alur pada Gambar 3.1: Mulai Pengamatan dan pengumpulan data Perencanaan
BAB III PERENCANAAN DAN GAMBAR 3.1 Diagram Alur Proses Perencanaan Proses perencanaan mesin modifikasi camshaft ditunjukkan pada diagram alur pada Gambar 3.1: Mulai Pengamatan dan pengumpulan data Perencanaan
PERENCANAAN SISTEM PENDINGINAN CETAKAN PLASTIK HOLDER PULLEY PERUSAHAAN MANUFAKTUR Yunus Yakub 1) dan Madinah 2) 1) & 2)
 dan Madinah 2) 1) & 2)") PERENANAAN SISTEM PENDINGINAN ETAKAN PLASTIK HOLDER PULLEY PERUSAHAAN MANUFAKTUR Yunus Yakub 1) dan Madinah ) 1) & ) Dosen Program Studi Teknik Mesin Fakulatas Teknologi Industri Institut Sains dan Teknologi
PERENANAAN SISTEM PENDINGINAN ETAKAN PLASTIK HOLDER PULLEY PERUSAHAAN MANUFAKTUR Yunus Yakub 1) dan Madinah ) 1) & ) Dosen Program Studi Teknik Mesin Fakulatas Teknologi Industri Institut Sains dan Teknologi
b. Tipe tiga plat ( three plate single / multi cavity)
") b. Tipe tiga plat ( three plate single / multi cavity) Mold tiga plat terdiri dari tiga bagian besar yaitu bagian sisi core, bagian sisi cavity dan bagian runner plate. Runner sudah terpisah dari produknya,
b. Tipe tiga plat ( three plate single / multi cavity) Mold tiga plat terdiri dari tiga bagian besar yaitu bagian sisi core, bagian sisi cavity dan bagian runner plate. Runner sudah terpisah dari produknya,
PERANCANGAN CETAKAN SAFETY GLASSES FRAME DENGAN MEMODIFIKASI CETAKAN TIDAK TERPAKAI DI POLITEKNIK MANUFAKTUR ASTRA
 PERANCANGAN CETAKAN SAFETY GLASSES FRAME DENGAN MEMODIFIKASI CETAKAN TIDAK TERPAKAI DI POLITEKNIK MANUFAKTUR ASTRA Eko Ari Wibowo 1, Agung Kaswadi 2 dan Suroto 3 Pembuatan Peralatan dan Perkakas Produksi,
PERANCANGAN CETAKAN SAFETY GLASSES FRAME DENGAN MEMODIFIKASI CETAKAN TIDAK TERPAKAI DI POLITEKNIK MANUFAKTUR ASTRA Eko Ari Wibowo 1, Agung Kaswadi 2 dan Suroto 3 Pembuatan Peralatan dan Perkakas Produksi,
BAB IIIPROSES PEMBUATAN MOLD GRAB RAIL K15A PROSES PEMBUATAN MOLD GRAB RAIL K15A
 BAB IIIPROSES PEMBUATAN MOLD GRAB RAIL K15A PROSES PEMBUATAN MOLD GRAB RAIL K15A 3.1 Deskripsi Molding Injection Mold (cetakan) terdiri dari dua bagian pelat bergerak (core plate) dan pelat diam (cavity
BAB IIIPROSES PEMBUATAN MOLD GRAB RAIL K15A PROSES PEMBUATAN MOLD GRAB RAIL K15A 3.1 Deskripsi Molding Injection Mold (cetakan) terdiri dari dua bagian pelat bergerak (core plate) dan pelat diam (cavity
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Proses Injection Plastik Molding 2.1.1 Pengertian Injection Plastic Molding Injection molding adalah metode pembentukan material termoplastik dimana material yang meleleh karena
BAB II LANDASAN TEORI 2.1 Proses Injection Plastik Molding 2.1.1 Pengertian Injection Plastic Molding Injection molding adalah metode pembentukan material termoplastik dimana material yang meleleh karena
BAB IV ANALISIS DATA DAN PEMBAHASAN
 BAB IV ANALISIS DATA DAN PEMBAHASAN 4.1 Mold Review Mold lama yang digunakan dalam memproduksi Bobbin A K25G adalah jenis injection molding. Mold lama ini menggunakan system hot runner. Mold ini sendiri
BAB IV ANALISIS DATA DAN PEMBAHASAN 4.1 Mold Review Mold lama yang digunakan dalam memproduksi Bobbin A K25G adalah jenis injection molding. Mold lama ini menggunakan system hot runner. Mold ini sendiri
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Proses Injection Molding Injection molding dapat membuat part yang memiliki bentuk yang kompleks dengan permukaan yang cukup baik. Variasi bentuk yang sangat banyak yang dapat
BAB II LANDASAN TEORI 2.1 Proses Injection Molding Injection molding dapat membuat part yang memiliki bentuk yang kompleks dengan permukaan yang cukup baik. Variasi bentuk yang sangat banyak yang dapat
BAB III METODE PERANCANGAN. base gantungan baju multifungsi adalah sebagai berikut :
 BAB III METODE PERANCANGAN Metode perancangan merupakan langkah-langkah yang dijadikan pedoman dalam melakukan perancangan agar memperoleh hasil yang lebih baik dan memperkecil kesalahan kesalahan yang
BAB III METODE PERANCANGAN Metode perancangan merupakan langkah-langkah yang dijadikan pedoman dalam melakukan perancangan agar memperoleh hasil yang lebih baik dan memperkecil kesalahan kesalahan yang
BAB II LANDASAN TEORI. dengan cara menyuntikkan cairan plastik panas kedalam rongga cetakan. Cetakan tersebut
 BAB II LANDASAN TEORI 2.1. Injection Molding Injection molding merupakan proses yang sangat populer dalam pembuatan bendabenda plastik dari jenis thermoplastik Cetakan injeksi digunakan untuk membentuk
BAB II LANDASAN TEORI 2.1. Injection Molding Injection molding merupakan proses yang sangat populer dalam pembuatan bendabenda plastik dari jenis thermoplastik Cetakan injeksi digunakan untuk membentuk
Bab 1 Besaran Fisika dan Satuannya
 Bab 1 Besaran Fisika dan Satuannya Ayo Uji Pemahaman Anda 1. (13,35 ± 0,05) cm. (a) (1,670 ± 0,005) cm (b) (6,30 ± 0,005) cm 3. (a) 6,5 + 43 0,01 = (6,930 ± 0,005) mm (b) 4,0 + 11 0,01 = (4,110 ± 0,005)
Bab 1 Besaran Fisika dan Satuannya Ayo Uji Pemahaman Anda 1. (13,35 ± 0,05) cm. (a) (1,670 ± 0,005) cm (b) (6,30 ± 0,005) cm 3. (a) 6,5 + 43 0,01 = (6,930 ± 0,005) mm (b) 4,0 + 11 0,01 = (4,110 ± 0,005)
BAB III PERHITUNGAN DAN PEMILIHAN BAHAN BAKU
 BAB III PERHITUNGAN DAN PEMILIHAN BAHAN BAKU Perhitungan dan pemilihan bahan baku rancangan press tool sendok cocor bebek dari bahan stainless steel tebal 0,5 milimeter dengan sistem progresif akan diuraikan
BAB III PERHITUNGAN DAN PEMILIHAN BAHAN BAKU Perhitungan dan pemilihan bahan baku rancangan press tool sendok cocor bebek dari bahan stainless steel tebal 0,5 milimeter dengan sistem progresif akan diuraikan
DESAIN DAN PEMBUATAN CETAKAN PLASTIK SEPATU KAKI KURSI SISIPAN PELAT
 Seminar Nasional Teknologi Terapan (SNTT) 2015-JTM Polinema 17 DESAIN DAN PEMBUATAN CETAKAN PLASTIK SEPATU KAKI KURSI SISIPAN PELAT Syamsul Hadi 1, Ahmadu Fimanhadait 2, Ihwan Kholis Ardli Utomo 3 1 Dosen
Seminar Nasional Teknologi Terapan (SNTT) 2015-JTM Polinema 17 DESAIN DAN PEMBUATAN CETAKAN PLASTIK SEPATU KAKI KURSI SISIPAN PELAT Syamsul Hadi 1, Ahmadu Fimanhadait 2, Ihwan Kholis Ardli Utomo 3 1 Dosen
PEPERANCANGAN CETAKAN SAFETY GLASSES FRAME DENGAN MEMODIFIKASI CETAKAN TIDAK TERPAKAI DI POLITEKNIK MANUFAKTUR ASTRA
 PEPERANCANGAN CETAKAN SAFETY GLASSES FRAME DENGAN MEMODIFIKASI CETAKAN TIDAK TERPAKAI DI POLITEKNIK MANUFAKTUR ASTRA Eko Ari Wibowo1 1, Agung Kaswadi 2, dan Suroto 3 1.Pembuatan Peralatan dan Perkakas
PEPERANCANGAN CETAKAN SAFETY GLASSES FRAME DENGAN MEMODIFIKASI CETAKAN TIDAK TERPAKAI DI POLITEKNIK MANUFAKTUR ASTRA Eko Ari Wibowo1 1, Agung Kaswadi 2, dan Suroto 3 1.Pembuatan Peralatan dan Perkakas
Simulasi dan Studi Eksperimental Proses Injeksi Plastik Berpendingin Konvensional
 Simulasi dan Studi Eksperimental Proses Injeksi Plastik Berpendingin Konvensional Agung Kaswadi 1,a,Sigit Yoewono 2,b 1 Politeknik Manufaktur Astra Jl. Gaya Motor Raya No 8, Jakarta, Indonesia 14330 2
Simulasi dan Studi Eksperimental Proses Injeksi Plastik Berpendingin Konvensional Agung Kaswadi 1,a,Sigit Yoewono 2,b 1 Politeknik Manufaktur Astra Jl. Gaya Motor Raya No 8, Jakarta, Indonesia 14330 2
BAB IV PROSES PERANCANGAN
 BAB IV PROSES PERANCANGAN 4.1 Rancangan Teoritis Rancangan teoritis yang ideal perlu ditetapkan sebagai acuan perancangan dan pemilihan bahan. Dengan mempertimbangkan kondisi pembebanan dan spesifikasi
BAB IV PROSES PERANCANGAN 4.1 Rancangan Teoritis Rancangan teoritis yang ideal perlu ditetapkan sebagai acuan perancangan dan pemilihan bahan. Dengan mempertimbangkan kondisi pembebanan dan spesifikasi
SKRIPSI PERANCANGAN MOULD PLASTIK BOX TEMPAT KERTAS UKURAN FOLIO DENGAN SISTEM INJEKSI BERBAHAN BAKU POLYPROPYLENE MENGGUNAKAN APLIKASI CAD/CAM
 SKRIPSI PERANCANGAN MOULD PLASTIK BOX TEMPAT KERTAS UKURAN FOLIO DENGAN SISTEM INJEKSI BERBAHAN BAKU POLYPROPYLENE MENGGUNAKAN APLIKASI CAD/CAM Diajukan Sebagai Salah Satu Syarat untuk memperoleh Gelar
SKRIPSI PERANCANGAN MOULD PLASTIK BOX TEMPAT KERTAS UKURAN FOLIO DENGAN SISTEM INJEKSI BERBAHAN BAKU POLYPROPYLENE MENGGUNAKAN APLIKASI CAD/CAM Diajukan Sebagai Salah Satu Syarat untuk memperoleh Gelar
BAB III PROSES DESIGN MOLDING PLASTIK DAN BAGIAN- BAGIAN MOLDING
 BAB III PROSES DESIGN MOLDING PLASTIK DAN BAGIAN- BAGIAN MOLDING 3.1 Flow Chart Proses Design Molding Plastik Untuk mempermudah pembahasan dan urutan dalam menguraikan proses design molding plastik,penulis
BAB III PROSES DESIGN MOLDING PLASTIK DAN BAGIAN- BAGIAN MOLDING 3.1 Flow Chart Proses Design Molding Plastik Untuk mempermudah pembahasan dan urutan dalam menguraikan proses design molding plastik,penulis
BAB III KOLAM PENENANG / HEAD TANK
 BAB III KOLAM PENENANG / HEAD TANK 3.1 KONDISI PERENCANAAN Kolam penenang direncanakn berupa tangki silinder baja, berfungsi untuk menenangkan air dari outlet headrace channel. Volume tampungan direncanakan
BAB III KOLAM PENENANG / HEAD TANK 3.1 KONDISI PERENCANAAN Kolam penenang direncanakn berupa tangki silinder baja, berfungsi untuk menenangkan air dari outlet headrace channel. Volume tampungan direncanakan
Bab 4 Perancangan Perangkat Gerak Otomatis
 Bab 4 Perancangan Perangkat Gerak Otomatis 4. 1 Perancangan Mekanisme Sistem Penggerak Arah Deklinasi Komponen penggerak yang dipilih yaitu ball, karena dapat mengkonversi gerakan putaran (rotasi) yang
Bab 4 Perancangan Perangkat Gerak Otomatis 4. 1 Perancangan Mekanisme Sistem Penggerak Arah Deklinasi Komponen penggerak yang dipilih yaitu ball, karena dapat mengkonversi gerakan putaran (rotasi) yang
BAB III PERENCANAAN DAN GAMBAR
 BAB III PERENCANAAN DAN GAMBAR 3.1 Diagram Alir Proses Perencanaan Proses perencanaan mesin pembuat es krim dari awal sampai akhir ditunjukan seperti Gambar 3.1. Mulai Studi Literatur Gambar Sketsa Perhitungan
BAB III PERENCANAAN DAN GAMBAR 3.1 Diagram Alir Proses Perencanaan Proses perencanaan mesin pembuat es krim dari awal sampai akhir ditunjukan seperti Gambar 3.1. Mulai Studi Literatur Gambar Sketsa Perhitungan
TUGAS AKHIR DESAIN PROGRESSIVE DIES PROSES PIERCING DAN BLANKING ENGSEL UNTUK KOMPONEN KURSI LIPAT RULY SETYAWAN NIM
 TUGAS AKHIR DESAIN PROGRESSIVE DIES PROSES PIERCING DAN BLANKING ENGSEL UNTUK KOMPONEN KURSI LIPAT RULY SETYAWAN NIM. 201354049 DOSEN PEMBIMBING Qomaruddin, ST., MT. Ir., Masruki Kabib, MT. PROGRAM STUDI
TUGAS AKHIR DESAIN PROGRESSIVE DIES PROSES PIERCING DAN BLANKING ENGSEL UNTUK KOMPONEN KURSI LIPAT RULY SETYAWAN NIM. 201354049 DOSEN PEMBIMBING Qomaruddin, ST., MT. Ir., Masruki Kabib, MT. PROGRAM STUDI
BAB IV PERHITUNGAN SISTEM HIDRAULIK
 BAB IV PERHITUNGAN SISTEM HIDRAULIK 4.1 Perhitungan Beban Operasi System Gaya yang dibutuhkan untuk mengangkat movable bridge kapasitas 100 ton yang akan diangkat oleh dua buah silinder hidraulik kanan
BAB IV PERHITUNGAN SISTEM HIDRAULIK 4.1 Perhitungan Beban Operasi System Gaya yang dibutuhkan untuk mengangkat movable bridge kapasitas 100 ton yang akan diangkat oleh dua buah silinder hidraulik kanan
BAB III PERENCANAAN DAN GAMBAR
 BAB III PERENCANAAN DAN GAMBAR 3.1 Flowchart Perencanaan Pembuatan Mesin Pemotong Umbi Proses Perancangan mesin pemotong umbi seperti yang terlihat pada gambar 3.1 berikut ini: Mulai mm Studi Literatur
BAB III PERENCANAAN DAN GAMBAR 3.1 Flowchart Perencanaan Pembuatan Mesin Pemotong Umbi Proses Perancangan mesin pemotong umbi seperti yang terlihat pada gambar 3.1 berikut ini: Mulai mm Studi Literatur
Desain dan Pembuatan Cetakan Sistem Injeksi untuk Cetakan Plastik Adonan Donat
 Journal INTEK. 2016, Volume 3 (2): 54-61 54 Desain dan Pembuatan Cetakan Sistem Injeksi untuk Cetakan Plastik Adonan Donat Syamsul Hadi 1,a, Tandya Nanda Haswari Murti 2,b, Saifudin Kalih Sayekti 3,c,
Journal INTEK. 2016, Volume 3 (2): 54-61 54 Desain dan Pembuatan Cetakan Sistem Injeksi untuk Cetakan Plastik Adonan Donat Syamsul Hadi 1,a, Tandya Nanda Haswari Murti 2,b, Saifudin Kalih Sayekti 3,c,
BAB III PROSES PERANCANGAN DAN GAMBAR
 BAB III PROSES PERANCANGAN DAN GAMBAR 31Skema dan Prinsip kerja Prinsip kerja mesin penggiling serbuk jamu ini adalah sumber tenaga motor listrik di transmisikan ke diskmill menggunakan dan pulley dan
BAB III PROSES PERANCANGAN DAN GAMBAR 31Skema dan Prinsip kerja Prinsip kerja mesin penggiling serbuk jamu ini adalah sumber tenaga motor listrik di transmisikan ke diskmill menggunakan dan pulley dan
PROSES PEMBUATAN CAPS SUNSILK 60 ml MENGGUNAKAN INJECTION MOLDING PADA PT. DYNAPLAST.TBK : DWI CAHYO PRABOWO NPM :
 NAMA PROSES PEMBUATAN CAPS SUNSILK 60 ml MENGGUNAKAN INJECTION MOLDING PADA PT. DYNAPLAST.TBK : DWI CAHYO PRABOWO NPM : 22410181 JURUSAN : TEKNIK MESIN PENDAHULUAN Dewasa ini, pemakaian barang-barang yang
NAMA PROSES PEMBUATAN CAPS SUNSILK 60 ml MENGGUNAKAN INJECTION MOLDING PADA PT. DYNAPLAST.TBK : DWI CAHYO PRABOWO NPM : 22410181 JURUSAN : TEKNIK MESIN PENDAHULUAN Dewasa ini, pemakaian barang-barang yang
PROSES PEMBUATAN PRODUK BERBAHAN PLASTIK DENGAN JENIS MATERIAL HDPE UNTUK TUTUP GALON AIR MINERAL DI PT. DYNAPLAST
 PROSES PEMBUATAN PRODUK BERBAHAN PLASTIK DENGAN JENIS MATERIAL HDPE UNTUK TUTUP GALON AIR MINERAL DI PT. DYNAPLAST PENULISAN ILMIAH Nama : Dede Kurniadi NPM : 21410739 Program Studi : Teknik Mesin Pembimbing
PROSES PEMBUATAN PRODUK BERBAHAN PLASTIK DENGAN JENIS MATERIAL HDPE UNTUK TUTUP GALON AIR MINERAL DI PT. DYNAPLAST PENULISAN ILMIAH Nama : Dede Kurniadi NPM : 21410739 Program Studi : Teknik Mesin Pembimbing
Studi Pengaruh Kemiringan Dinding Mangkok Terhadap Tekanan Injeksi dan Filling Clamp Force
 Studi Pengaruh Kemiringan Dinding Mangkok Terhadap Tekanan Injeksi dan Filling Clamp Force Jurusan Teknik Mesin, Universitas Kristen Petra E-mail: amelia@petra.ac.id, ninukj@petra.ac.id T E K N O S I M
Studi Pengaruh Kemiringan Dinding Mangkok Terhadap Tekanan Injeksi dan Filling Clamp Force Jurusan Teknik Mesin, Universitas Kristen Petra E-mail: amelia@petra.ac.id, ninukj@petra.ac.id T E K N O S I M
BAB III ANALISA PERHITUNGAN. 3.1 Putaran yang dibutuhkan dan waktu yang diperlukan
 Analisa Perhitungan/ 413041-051 BAB III ANALISA PERHITUNGAN 3.1 Putaran yang dibutuhkan dan waktu yang diperlukan Mesin pembersih burry system kerjanya sama dengan mesin bor jenis peluassecara garis besar
Analisa Perhitungan/ 413041-051 BAB III ANALISA PERHITUNGAN 3.1 Putaran yang dibutuhkan dan waktu yang diperlukan Mesin pembersih burry system kerjanya sama dengan mesin bor jenis peluassecara garis besar
METODOLOGI PERANCANGAN. Dari data yang di peroleh di lapangan ( pada brosur ),motor TOYOTA. 1. Daya maksimum (N) : 109 dk
,motor TOYOTA. 1. Daya maksimum (N) : 109 dk") METODOLOGI PERANCANGAN 3.1. Spesifikasi TOYOTA YARIS Dari data yang di peroleh di lapangan ( pada brosur ),motor TOYOTA YARIS memiliki spesifikasi sebagai berikut : 1. Daya maksimum (N) : 109 dk. Putaran
METODOLOGI PERANCANGAN 3.1. Spesifikasi TOYOTA YARIS Dari data yang di peroleh di lapangan ( pada brosur ),motor TOYOTA YARIS memiliki spesifikasi sebagai berikut : 1. Daya maksimum (N) : 109 dk. Putaran
Lampiran 1. Hasil Perhitungan Biomassa Tanaman Kangkung di Laboratorium. a. Biomassa Tanaman Hari ke-15 Sebelum Dikeringkan
 Lampiran 1. Hasil Perhitungan Biomassa Kangkung di Laboratorium a. Biomassa Hari ke-15 Sebelum Dikeringkan Tabel Biomassa pada Alat Hari ke-15 Sebelum Dikeringkan Pot tanpa akar Panjang Akar Jumlah Daun
Lampiran 1. Hasil Perhitungan Biomassa Kangkung di Laboratorium a. Biomassa Hari ke-15 Sebelum Dikeringkan Tabel Biomassa pada Alat Hari ke-15 Sebelum Dikeringkan Pot tanpa akar Panjang Akar Jumlah Daun
BAB IV ANALISA DAN PERHITUNGAN
 BAB IV ANALISA DAN PERHITUNGAN Pada rancangan uncoiler mesin fin ini ada beberapa komponen yang perlu dilakukan perhitungan, yaitu organ penggerak yang digunakan rancangan ini terdiri dari, motor penggerak,
BAB IV ANALISA DAN PERHITUNGAN Pada rancangan uncoiler mesin fin ini ada beberapa komponen yang perlu dilakukan perhitungan, yaitu organ penggerak yang digunakan rancangan ini terdiri dari, motor penggerak,
BAB IV PERENCANAAN PERANCANGAN
 95 BAB IV PERENCANAAN PERANCANGAN 4.1 PERENCANAAN CUTTER 4.1.1 Gaya Pemotongan Bagian ini merupakan tempat terjadinya pemotongan asbes. Dalam hal ini yang menjadi perhatian adalah bagaimana agar asbes
95 BAB IV PERENCANAAN PERANCANGAN 4.1 PERENCANAAN CUTTER 4.1.1 Gaya Pemotongan Bagian ini merupakan tempat terjadinya pemotongan asbes. Dalam hal ini yang menjadi perhatian adalah bagaimana agar asbes
HALAMAN PERNYATAAN ORISINALITAS
 DAFTAR SIMBOL BJ : Berat Jenis ρ : Berat Jenis (kg/cm 3 ) m : Massa (kg) d : Diameter Kayu (cm) V : Volume (cm 3 ) EMC : Equilibrium Moisture Content σ : Stress (N) F : Gaya Tekan / Tarik (N) A : Luas
DAFTAR SIMBOL BJ : Berat Jenis ρ : Berat Jenis (kg/cm 3 ) m : Massa (kg) d : Diameter Kayu (cm) V : Volume (cm 3 ) EMC : Equilibrium Moisture Content σ : Stress (N) F : Gaya Tekan / Tarik (N) A : Luas
PERANCANGAN KOMPRESOR TORAK UNTUK SISTEM PNEUMATIK PADA GUN BURNER
 TUGAS SARJANA MESIN FLUIDA PERANCANGAN KOMPRESOR TORAK UNTUK SISTEM PNEUMATIK PADA GUN BURNER OLEH NAMA : ERWIN JUNAISIR NIM : 020401047 DEPARTEMEN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS SUMATERA UTARA
TUGAS SARJANA MESIN FLUIDA PERANCANGAN KOMPRESOR TORAK UNTUK SISTEM PNEUMATIK PADA GUN BURNER OLEH NAMA : ERWIN JUNAISIR NIM : 020401047 DEPARTEMEN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS SUMATERA UTARA
BAB IV. kemudian diteruskan ke elemen mesin yang lain yang terdapat pada mesin automatic. Power (2.1)
") BAB IV PERHITUNGAN PERANCANGAN DAN PEMBAHASAN 4.1 Perhitungan Perancangan 4.1.1 Menghitung torsi motor Torque limiter clutch bekerja meneruskan torsi yang diterima dari motor penggerak kemudian diteruskan
BAB IV PERHITUNGAN PERANCANGAN DAN PEMBAHASAN 4.1 Perhitungan Perancangan 4.1.1 Menghitung torsi motor Torque limiter clutch bekerja meneruskan torsi yang diterima dari motor penggerak kemudian diteruskan
BAB II DASAR TEORI 2.1 Konsep Perencanaan 2.2 Motor 2.3 Reducer
 BAB II DASAR TEORI 2.1 Konsep Perencanaan Konsep perencanaan komponen yang diperhitungkan sebagai berikut: a. Motor b. Reducer c. Daya d. Puli e. Sabuk V 2.2 Motor Motor adalah komponen dalam sebuah kontruksi
BAB II DASAR TEORI 2.1 Konsep Perencanaan Konsep perencanaan komponen yang diperhitungkan sebagai berikut: a. Motor b. Reducer c. Daya d. Puli e. Sabuk V 2.2 Motor Motor adalah komponen dalam sebuah kontruksi
EDISI 8 NO 1 AGUSTUS 2016 ITEKS ISSN Intuisi Teknologi Dan Seni
 ANALISA MEKANIK BRAKE SHOE TIPE T-360 DAN TIPE T-359 KK DENGAN METODE ELEMEN HINGGA Nana Supriyana 1), Alim Sya bani 2) 1,2) Teknik Mesin STT Wiworotomo Email: Nana.sttw@gmail.com, Email: Alim7pato@gmail.com
ANALISA MEKANIK BRAKE SHOE TIPE T-360 DAN TIPE T-359 KK DENGAN METODE ELEMEN HINGGA Nana Supriyana 1), Alim Sya bani 2) 1,2) Teknik Mesin STT Wiworotomo Email: Nana.sttw@gmail.com, Email: Alim7pato@gmail.com
BAB 4 HASIL DAN PEMBAHASAN
 BAB 4 HASIL DAN PEMBAHASAN Dari konsep yang telah dikembangkan, kemudian dilakukan perhitungan pada komponen komponen yang dianggap kritis sebagai berikut: Tiang penahan beban maksimum 100Kg, sambungan
BAB 4 HASIL DAN PEMBAHASAN Dari konsep yang telah dikembangkan, kemudian dilakukan perhitungan pada komponen komponen yang dianggap kritis sebagai berikut: Tiang penahan beban maksimum 100Kg, sambungan
Gambar Gambar Perencanaan Tangga Tampak Samping. Ukuran antrede = 2 optrede + 1antrede = 65 A = 65-2(17,5)
") 66 3.3 Perhitungan Tangga 3.3.1 Perencanaan Ukuran Lantai Dasar ± 0,00 Lantai 1 ± 4,20 30 4200 17,5 3300 2150 Gambar 3.3.1 Gambar Perencanaan Tangga Tampak Samping Maka tinggi bordes = = 2,10 Ukuran optrede
66 3.3 Perhitungan Tangga 3.3.1 Perencanaan Ukuran Lantai Dasar ± 0,00 Lantai 1 ± 4,20 30 4200 17,5 3300 2150 Gambar 3.3.1 Gambar Perencanaan Tangga Tampak Samping Maka tinggi bordes = = 2,10 Ukuran optrede
PERANCANGAN RUNNER PADA MOLD BASE PRODUK PHR-11 UNTUK MENGURANGI JUMLAH MATERIAL TERBUANG
 PERANCANGAN RUNNER PADA MOLD BASE PRODUK PHR-11 UNTUK MENGURANGI JUMLAH MATERIAL TERBUANG (STUDI KASUS DI PT. SEMYUNG PRIMA) SKRIPSI Diajukan Untuk Memenuhi Sebagian Persyaratan Mencapai Derajat Sarjana
PERANCANGAN RUNNER PADA MOLD BASE PRODUK PHR-11 UNTUK MENGURANGI JUMLAH MATERIAL TERBUANG (STUDI KASUS DI PT. SEMYUNG PRIMA) SKRIPSI Diajukan Untuk Memenuhi Sebagian Persyaratan Mencapai Derajat Sarjana
Analisa Mekanik Brake Shoe Tipe T-360 Dan Tipe T-359 KK Dengan Metode Elemen Hingga
 Analisa Mekanik Brake Shoe Tipe T-360 Dan Tipe T-359 KK Dengan Metode Elemen Hingga Nana Supriyana 1, Alim Sya bani 2 1,2 Progam Studi Teknik Mesin STT Wiworotomo Email: Nana.sttw@gmail.com 1,Alim7pato@gmail.com
Analisa Mekanik Brake Shoe Tipe T-360 Dan Tipe T-359 KK Dengan Metode Elemen Hingga Nana Supriyana 1, Alim Sya bani 2 1,2 Progam Studi Teknik Mesin STT Wiworotomo Email: Nana.sttw@gmail.com 1,Alim7pato@gmail.com
BAB III PERANCANGAN Perencanaan Kapasitas Penghancuran. Diameter Gerinda (D3) Diameter Puli Motor (D1) Tebal Permukaan (t)
 Diameter Puli Motor (D1) Tebal Permukaan (t)") BAB III PERANCANGAN 3.1. Perencanaan Kapasitas Penghancuran Kapasitas Perencanaan : 100 kg/jam PutaranMotor : 1400 Rpm Diameter Gerinda (D3) : 200 mm Diameter Puli Motor (D1) : 50,8 mm Tebal Permukaan
BAB III PERANCANGAN 3.1. Perencanaan Kapasitas Penghancuran Kapasitas Perencanaan : 100 kg/jam PutaranMotor : 1400 Rpm Diameter Gerinda (D3) : 200 mm Diameter Puli Motor (D1) : 50,8 mm Tebal Permukaan
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN A. Waktu Dan Tempat Penelitian Penelitian ini dilakukan di Lab. Mekanika Struktur Jurusan Teknik Mesin Universitas Lampung untuk mensimulasikan kemampuan tangki toroidal penampang
BAB III METODOLOGI PENELITIAN A. Waktu Dan Tempat Penelitian Penelitian ini dilakukan di Lab. Mekanika Struktur Jurusan Teknik Mesin Universitas Lampung untuk mensimulasikan kemampuan tangki toroidal penampang
Rancang Bangun Sistem Chassis Kendaraan Pengais Garam
 SIDANG TUGAS AKHIR TM091476 Rancang Bangun Sistem Chassis Kendaraan Pengais Garam Oleh: AGENG PREMANA 2108 100 603 JURUSAN TEKNIK MESIN FAKULTAS TEKNOLOGI INDUSTRI INSTITUT TEKNOLOGI SEPULUH NOPEMBER SURABAYA
SIDANG TUGAS AKHIR TM091476 Rancang Bangun Sistem Chassis Kendaraan Pengais Garam Oleh: AGENG PREMANA 2108 100 603 JURUSAN TEKNIK MESIN FAKULTAS TEKNOLOGI INDUSTRI INSTITUT TEKNOLOGI SEPULUH NOPEMBER SURABAYA
BAB 3 Metodologi Penelitian
 BAB 3 Metodologi Penelitian Penelitian yang baik didukung metodologi yang baik selain latar belakang dan penjelasan mengenai pentingnya masalah yang diteliti. Penelitian dilakukan secara benar dan cermat
BAB 3 Metodologi Penelitian Penelitian yang baik didukung metodologi yang baik selain latar belakang dan penjelasan mengenai pentingnya masalah yang diteliti. Penelitian dilakukan secara benar dan cermat
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1. Analisis Perhitungan Sebelum mendesain mesin pemotong kerupuk hal utama yang harus diketahui adalah mencari tegangan geser kerupuk yang akan dipotong. Percobaan yang dilakukan
BAB IV HASIL DAN PEMBAHASAN 4.1. Analisis Perhitungan Sebelum mendesain mesin pemotong kerupuk hal utama yang harus diketahui adalah mencari tegangan geser kerupuk yang akan dipotong. Percobaan yang dilakukan
Lampiran 1 Analisis aliran massa serasah
 LAMPIRAN 84 85 Lampiran 1 Analisis aliran massa serasah 1. Aliran Massa Serasah Tebu 3 a. Bulk Density serasah tebu di lahan, ρ lahan = 7.71 kg/m b. Kecepatan maju mesin, Vmesin = 0.3 m/s c. Luas penampang
LAMPIRAN 84 85 Lampiran 1 Analisis aliran massa serasah 1. Aliran Massa Serasah Tebu 3 a. Bulk Density serasah tebu di lahan, ρ lahan = 7.71 kg/m b. Kecepatan maju mesin, Vmesin = 0.3 m/s c. Luas penampang
LAMPIRAN N/in^2
 LAMPIRAN 1 Tabel 1-A Properti Baja AISI 304 pada Komponen Pin Piston dan Bolt-Nut Connecting Rod No Sifat Material Nilai Satuan 1 Modulus Elastisitas 1.2258e+008 N/in^2 2 Rasio Poisson 0.29 3 Shear Modulus
LAMPIRAN 1 Tabel 1-A Properti Baja AISI 304 pada Komponen Pin Piston dan Bolt-Nut Connecting Rod No Sifat Material Nilai Satuan 1 Modulus Elastisitas 1.2258e+008 N/in^2 2 Rasio Poisson 0.29 3 Shear Modulus
PERENCANAAN OVERHEAD TRAVELLING CRANE YANG DIPAKAI PADA PABRIK PELEBURAN BAJA DENGAN KAPASITAS ANGKAT CAIRAN 10 TON
 UNIVERSITAS SUMATERA UTARA FAKULTAS TEKNIK DEPARTEMEN TEKNIK MESIN MEDAN TUGAS SARJANA MESIN PEMINDAH BAHAN PERENCANAAN OVERHEAD TRAVELLING CRANE YANG DIPAKAI PADA PABRIK PELEBURAN BAJA DENGAN KAPASITAS
UNIVERSITAS SUMATERA UTARA FAKULTAS TEKNIK DEPARTEMEN TEKNIK MESIN MEDAN TUGAS SARJANA MESIN PEMINDAH BAHAN PERENCANAAN OVERHEAD TRAVELLING CRANE YANG DIPAKAI PADA PABRIK PELEBURAN BAJA DENGAN KAPASITAS
METODOLOGI PENELITIAN
 III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilakukan di Laboratorium Mekanika Struktur Jurusan Teknik Mesin Universitas Lampung. Penelitian ini dilaksanakan mulai dari bulan
III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilakukan di Laboratorium Mekanika Struktur Jurusan Teknik Mesin Universitas Lampung. Penelitian ini dilaksanakan mulai dari bulan
BAB IV HASIL DAN PEMBAHASAN. girder silang ( end carriage ) yang menjadi tempat pemasangan roda penjalan.
 yang menjadi tempat pemasangan roda penjalan.") BAB IV HASIL DAN PEMBAHASAN 4.1 Merencanakan girder Sturktur perencanaan crane dengan H-beam atau Wide Flange untuk kepastian 5 (lima) ton terdiri atas dua girder utama memanjang yang ujungnya diikatkan
BAB IV HASIL DAN PEMBAHASAN 4.1 Merencanakan girder Sturktur perencanaan crane dengan H-beam atau Wide Flange untuk kepastian 5 (lima) ton terdiri atas dua girder utama memanjang yang ujungnya diikatkan
Analisa Variasi Tekanan dan Temperatur Untuk Produk Fishing Lure
 Analisa Variasi Tekanan dan Temperatur Untuk Produk Fishing Lure Mesin Injeksi Molding Sederhana Dengan Menggunakan Metode Simulasi Slamet Arief Hariadi 1. Budi Baharudin 1 S.T Tugas Akhir,Teknik Mesin,Politeknik
Analisa Variasi Tekanan dan Temperatur Untuk Produk Fishing Lure Mesin Injeksi Molding Sederhana Dengan Menggunakan Metode Simulasi Slamet Arief Hariadi 1. Budi Baharudin 1 S.T Tugas Akhir,Teknik Mesin,Politeknik
BAB II TINJAUAN PUSTAKA. perancangan yaitu tahap identifikasi kebutuhan, perumusan masalah, sintetis, analisis,
 BAB II TINJAUAN PUSTAKA.1 Perancangan Mesin Pemisah Biji Buah Sirsak Proses pembuatan mesin pemisah biji buah sirsak melalui beberapa tahapan perancangan yaitu tahap identifikasi kebutuhan, perumusan masalah,
BAB II TINJAUAN PUSTAKA.1 Perancangan Mesin Pemisah Biji Buah Sirsak Proses pembuatan mesin pemisah biji buah sirsak melalui beberapa tahapan perancangan yaitu tahap identifikasi kebutuhan, perumusan masalah,
BAB III TINJAUAN PUSTAKA
 15 BAB III TINJAUAN PUSTAKA 3.1 PENGERTIAN MOLD Mold (cetakan) adalah adalah rongga tempat material leleh (plastik atau logam) memperoleh bentuk. Mold terdiri dari dua bagian yaitu pelat bergerak (moveable
15 BAB III TINJAUAN PUSTAKA 3.1 PENGERTIAN MOLD Mold (cetakan) adalah adalah rongga tempat material leleh (plastik atau logam) memperoleh bentuk. Mold terdiri dari dua bagian yaitu pelat bergerak (moveable
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN 3.1 Bahan penelitian Bahan yang digunakan pada penelitian ini adalah material plastik berjenis polystyrene murni dan daur ulang. Sifat dari material plastik polystyrene yaitu
BAB III METODOLOGI PENELITIAN 3.1 Bahan penelitian Bahan yang digunakan pada penelitian ini adalah material plastik berjenis polystyrene murni dan daur ulang. Sifat dari material plastik polystyrene yaitu
BEARING STRESS PADA BASEPLATE DENGAN CARA TEORITIS DIBANDINGKAN DENGAN PROGRAM SIMULASI ANSYS
 BEARING STRESS PADA BASEPLATE DENGAN CARA TEORITIS DIBANDINGKAN DENGAN PROGRAM SIMULASI ANSYS TUGAS AKHIR Diajukan untuk melengkapi tugas tugas dan melengkapi syarat untuk menempuh Ujian Sarjana Teknik
BEARING STRESS PADA BASEPLATE DENGAN CARA TEORITIS DIBANDINGKAN DENGAN PROGRAM SIMULASI ANSYS TUGAS AKHIR Diajukan untuk melengkapi tugas tugas dan melengkapi syarat untuk menempuh Ujian Sarjana Teknik
ANALISA KEKUATAN CRANKSHAFT DUA-SILINDER KAPASITAS 650 CC DENGAN MENGGUNAKAN METODE ELEMEN HINGGA
 JURUSAN TEKNIK MESIN FAKULTAS TEKNOLOGI INDUSTRI INSTITUT TEKNOLOGI SEPULUH NOPEMBER SIDANG TUGAS AKHIR: ANALISA KEKUATAN CRANKSHAFT DUA-SILINDER KAPASITAS 650 CC DENGAN MENGGUNAKAN METODE ELEMEN HINGGA
JURUSAN TEKNIK MESIN FAKULTAS TEKNOLOGI INDUSTRI INSTITUT TEKNOLOGI SEPULUH NOPEMBER SIDANG TUGAS AKHIR: ANALISA KEKUATAN CRANKSHAFT DUA-SILINDER KAPASITAS 650 CC DENGAN MENGGUNAKAN METODE ELEMEN HINGGA
BAB 4 ANALISA DAN PENGOLAHAN DATA
 BAB 4 ANALISA DAN PENGOLAHAN DATA 4.1 PENDAHULUAN 4.1.1 Asumsi dan Batasan Seperti yang telah disebutkan pada bab awal tentang tujuan penelitian ini, maka terdapat beberapa asumsi yang dilakukan dalam
BAB 4 ANALISA DAN PENGOLAHAN DATA 4.1 PENDAHULUAN 4.1.1 Asumsi dan Batasan Seperti yang telah disebutkan pada bab awal tentang tujuan penelitian ini, maka terdapat beberapa asumsi yang dilakukan dalam
TEORI SAMBUNGAN SUSUT
 TEORI SAMBUNGAN SUSUT 5.1. Pengertian Sambungan Susut Sambungan susut merupakan sambungan dengan sistem suaian paksa (Interference fits, Shrink fits, Press fits) banyak digunakan di Industri dalam perancangan
TEORI SAMBUNGAN SUSUT 5.1. Pengertian Sambungan Susut Sambungan susut merupakan sambungan dengan sistem suaian paksa (Interference fits, Shrink fits, Press fits) banyak digunakan di Industri dalam perancangan
BAB III METODE PELAKSANAAN
 21 BAB III METODE PELAKSANAAN 3.1 DIAGRAM ALIR Start Identifikasi Masalah Pengumpulan Data Perencanaan Pelaksanaan Pemilihan Bahan & Software Pembuatan Design Cetakan & Perhitungan Parameter Simulasi Simulasi
21 BAB III METODE PELAKSANAAN 3.1 DIAGRAM ALIR Start Identifikasi Masalah Pengumpulan Data Perencanaan Pelaksanaan Pemilihan Bahan & Software Pembuatan Design Cetakan & Perhitungan Parameter Simulasi Simulasi
ABSTRACT
 OPTIMASI DESAIN MOLD UNTUK MEREDUKSI CACAT FLASH DAN SHRINKAGE PADA PRODUK PAKU KOTAK DENGAN MENGGUNAKAN SOFTWARE SIMULASI MOLDFLOW (STUDI KASUS PADA PT. PRIMA SAKTI) Erfina Ayu W. 1, Hari Arbiantara 2,
OPTIMASI DESAIN MOLD UNTUK MEREDUKSI CACAT FLASH DAN SHRINKAGE PADA PRODUK PAKU KOTAK DENGAN MENGGUNAKAN SOFTWARE SIMULASI MOLDFLOW (STUDI KASUS PADA PT. PRIMA SAKTI) Erfina Ayu W. 1, Hari Arbiantara 2,
ANALISA STRUKTUR RANGKA DUDUKAN WINCH PADA SALUTE GUN 75 mm WINCH SYSTEM
 Rizky Putra Adilana, Sufiyanto, Ardyanto (07), TRANSMISI, Vol-3 Edisi-/ Hal. 57-68 Abstraksi ANALISA STRUKTUR RANGKA DUDUKAN INCH PADA SALUTE GUN 75 mm INCH SYSTEM Rizky Putra Adilana, Sufiyanto, Ardyanto
Rizky Putra Adilana, Sufiyanto, Ardyanto (07), TRANSMISI, Vol-3 Edisi-/ Hal. 57-68 Abstraksi ANALISA STRUKTUR RANGKA DUDUKAN INCH PADA SALUTE GUN 75 mm INCH SYSTEM Rizky Putra Adilana, Sufiyanto, Ardyanto
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Penelitian dan Pembahasan Berdasarkan perhitungan, pengukuran arah longitudinal dan transversal dengan metode mean (rata-rata) diperoleh nilai minimum sink mark pada
BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Penelitian dan Pembahasan Berdasarkan perhitungan, pengukuran arah longitudinal dan transversal dengan metode mean (rata-rata) diperoleh nilai minimum sink mark pada
Perancangan Dermaga Pelabuhan
 Perancangan Dermaga Pelabuhan PENDAHULUAN 1. Latar Belakang Kompetensi mahasiswa program sarjana Teknik Kelautan dalam perancangan dermaga pelabuhan Permasalahan konkret tentang aspek desain dan analisis
Perancangan Dermaga Pelabuhan PENDAHULUAN 1. Latar Belakang Kompetensi mahasiswa program sarjana Teknik Kelautan dalam perancangan dermaga pelabuhan Permasalahan konkret tentang aspek desain dan analisis
BAB IV PERHITUNGAN DESAIN
 BAB IV PERHITUNGAN DESAIN 4.1. Ergonomis Untuk mendapatkan acuan dalam mendesain mesin ini kita melakukan pengukuran dimensi Antropometri terhadap beberapa orang, sehingga nantinya mesin dapat dengan nyaman
BAB IV PERHITUNGAN DESAIN 4.1. Ergonomis Untuk mendapatkan acuan dalam mendesain mesin ini kita melakukan pengukuran dimensi Antropometri terhadap beberapa orang, sehingga nantinya mesin dapat dengan nyaman
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN 3.1 Flow Chart Start 1. Melakukan pembelajaran,pencarian informasi, pengukuran, dan data mesin 2. Melakukan pembelajaran,pencarian informasi, pengukuran, dan data cooling tower
BAB III METODE PENELITIAN 3.1 Flow Chart Start 1. Melakukan pembelajaran,pencarian informasi, pengukuran, dan data mesin 2. Melakukan pembelajaran,pencarian informasi, pengukuran, dan data cooling tower
BAB IV POKOK PEMBAHASAN DESAIN. Perhitungan prarencana bertujuan untuk menghitung dimensi-dimensi
 BAB IV POKOK PEMBAHASAN DESAIN 4.1 Perencanaan Awal (Preliminary Design) Perhitungan prarencana bertujuan untuk menghitung dimensi-dimensi rencana struktur, yaitu pelat, balok dan kolom agar diperoleh
BAB IV POKOK PEMBAHASAN DESAIN 4.1 Perencanaan Awal (Preliminary Design) Perhitungan prarencana bertujuan untuk menghitung dimensi-dimensi rencana struktur, yaitu pelat, balok dan kolom agar diperoleh
BAB II DASAR TEORI 2.1. Tinjau Pustaka
 BAB II DASAR TEORI 2.1. Tinjau Pustaka Sugondo (2008) melakukan penelitian tentang pengaruh ketebalan pada kualitas produk plastik dan mampu bentuk dengan menggunakan simulasi pada proses injeksi. Penelitian
BAB II DASAR TEORI 2.1. Tinjau Pustaka Sugondo (2008) melakukan penelitian tentang pengaruh ketebalan pada kualitas produk plastik dan mampu bentuk dengan menggunakan simulasi pada proses injeksi. Penelitian
BAB I. Perencanaan Atap
 BAB I Perencanaan Atap 1. Rencana Gording Data perencanaan atap : Penutup atap Kemiringan Rangka Tipe profil gording : Genteng metal : 40 o : Rangka Batang : Kanal C Mutu baja untuk Profil Siku L : BJ
BAB I Perencanaan Atap 1. Rencana Gording Data perencanaan atap : Penutup atap Kemiringan Rangka Tipe profil gording : Genteng metal : 40 o : Rangka Batang : Kanal C Mutu baja untuk Profil Siku L : BJ
VOLUME BAHAN TERBUANG SEBAGAI PARAMETER ALTERNATIF UMUR PAHAT
 TUGAS SARJANA PROSES PEMOTONGAN LOGAM VOLUME BAHAN TERBUANG SEBAGAI PARAMETER ALTERNATIF UMUR PAHAT OLEH: LILIK SULAIMANSYAH NIM : 020401007 DEPARTEMEN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS SUMATERA
TUGAS SARJANA PROSES PEMOTONGAN LOGAM VOLUME BAHAN TERBUANG SEBAGAI PARAMETER ALTERNATIF UMUR PAHAT OLEH: LILIK SULAIMANSYAH NIM : 020401007 DEPARTEMEN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS SUMATERA
PERENCANAAN MEKANISME PADA MESIN POWER HAMMER
 PERENCANAAN MEKANISME PADA MESIN POWER HAMMER Oleh: Ichros Sofil Mubarot (2111 030 066) Dosen Pembimbing : 1. Ir. Eddy Widiyono, MSc. NIP. 19601025 198701 1 001 2. Hendro Nurhadi, Dipl.-lng.,Ph.D NIP.
PERENCANAAN MEKANISME PADA MESIN POWER HAMMER Oleh: Ichros Sofil Mubarot (2111 030 066) Dosen Pembimbing : 1. Ir. Eddy Widiyono, MSc. NIP. 19601025 198701 1 001 2. Hendro Nurhadi, Dipl.-lng.,Ph.D NIP.
PERANCANGAN DAN PENGEMBANGAN CONNECTING ROD DAN CRANKSHAFT MESIN OTTO SATU SILINDER EMPAT LANGKAH BERKAPASITAS 65 CC. Widiajaya
 PERANCANGAN DAN PENGEMBANGAN CONNECTING ROD DAN CRANKSHAFT MESIN OTTO SATU SILINDER EMPAT LANGKAH BERKAPASITAS 65 CC Widiajaya 0906631446 Departemen Teknik Mesin, Fakultas Teknik Universitas Indonesia
PERANCANGAN DAN PENGEMBANGAN CONNECTING ROD DAN CRANKSHAFT MESIN OTTO SATU SILINDER EMPAT LANGKAH BERKAPASITAS 65 CC Widiajaya 0906631446 Departemen Teknik Mesin, Fakultas Teknik Universitas Indonesia
BAB IV PERHITUNGAN HIDRAULIK
 BAB IV PERHITUNGAN HIDRAULIK.1. Perhitungan Silinder-silinder Hidraulik.1.1. Kecepatan Rata-rata Menurut Audel Pumps dan Compressor Hand Book by Frank D. Graha dan Tara Poreula, kecepatan piston dipilih
BAB IV PERHITUNGAN HIDRAULIK.1. Perhitungan Silinder-silinder Hidraulik.1.1. Kecepatan Rata-rata Menurut Audel Pumps dan Compressor Hand Book by Frank D. Graha dan Tara Poreula, kecepatan piston dipilih