BAB I PENDAHULUAN 1.1 LATAR BELAKANG
|
|
|
- Ida Sugiarto
- 6 tahun lalu
- Tontonan:
Transkripsi
1 BAB I PENDAHULUAN 1.1 LATAR BELAKANG Untuk mengurangi biaya produksi, peningkatan efisiensi proses manufaktur suatu produk sangat berpengaruh, terutama dengan menurunkan waktu proses manufakturnya. Dalam penelitian ini, waktu proses manufaktur diidentisikasikan dengan penurunan waktu setup dan proses pemotongannya (perautan). Hampir setiap proses produksi didukung oleh pemakaian mesin perkakas. Penggunaan mesin ini tergantung kepada spesifikasi produk yang akan dibuat. Semakin komplek bentuk produk tersebut, maka akan semakin rumit pula perkakas yang digunakan. Mesin perkakas akan lebih berfungsi bila dilengkapi pula dengan perkakas bantu. Jenis perkakas bantu tersebut antara lain jig dan fixture. Penggunaan jig dan fixture ini disesuaikan dengan fungsi dan karakteristiknya. Dimana Jig adalah suatu alat penuntun dari pahat dan sebagai pemegang benda kerja yang tidak terikat secara tetap pada mesin tempat alat itu dipakai. Sedangkan fixture adalah perkakas pemegang benda kerja yang terikat secara tetap pada mesin dimana alat tersebut berada. Jig and fixture merupakan perkakas bantu yang berfungsi untuk memegang dan atau mengarahkan benda kerja sehingga proses manufaktur suatu produk dapat lebih efisien. Selain itu jig and fixture juga dapat berfungsi agar kualitas produk dapat terjaga seperti kualitas yang telah ditentukan. Dan juga, Jig dan fixture berfungsi membantu atau menolong pelaksanaan proses produksi, tetapi tidak merubah geometris dari benda kerja. Dengan menggunakan perkakas bantu ini diharapkan produk yang dihasilkan memiliki ketelitian yang tinggi, kepresisian yang tepat, akurasi, dan sesuai dengan bentuk produk yang diinginkan. Dengan adanya jig & fixtures, tidak diperlukan lagi skill operator dalam melakukan operasi manufaktur, dengan kata lain pengerjaan proses manufaktur akan lebih mudah untuk mendapatkan kualitas produk yang lebih tinggi ataupun laju produksi yang lebih tinggi pula. Filosofi dari Group technology adalah mendapatkan keuntungan dari pengelompokan sejumlah produk, baik atas dasar kesamaan perancangannya atupun atas dasar kesamaan proses manufakturnya. Dalam penelitian ini, kesamaan proses adalah yang menjadi pertimbangkan untuk meningkatkan efisiensi proses manufaktur.
2 Dengan demikian, efisiensi proses manufaktur suatu produk dapat ditingkatkan (mereduksi waktu setup dan waktu proses perautan ) melalui perancangan jig and fixture pada proses manufaktur sekelompok produk. 1.2 TUJUAN PENGGUNAAN JIG DAN FIXTURE Tujuan dari penggunaan Jig & Fixture adalah: Aspek Teknis / Fungsi: Mendapatkan ketepatan ukuran Mendapatkan keseragaman ukuran Aspek Ekonomi: Mengurangi ongkos produksi dengan memperpendek waktu proses Menurunkan ongkos produksi dengan pemakaian bukan operator ahli / trampil Meningkatkan efisiensi penggunaan alat atau mesin Optimalisasi mesin yang kurang teliti Mengurangi waktu inspeksi dan alat ukur Meniadakan kesalahan pengerjaan (reject) Aspek Sosial / Keamanan: Mengurangi beban kerja fisik operator Mengurangi resiko kecelakaan kerja Sebelum jig & fixture dibuat, perlu sekali dilakukan kajian dari sisi ekonomi, karena hasil akhir dari penggunaan jig & fixture tidak lain adalah keuntungan secara ekonomi. 1.3 PERTIMBANGAN UMUM PEMBUATAN JIG DAN FIXTURE Sebelum memutuskan penggunaan JF pada suatu proses produksi, harus mempertimbangkan beberapa tuntutan tuntutan di bawah ini: a) Tuntutan Fungsi Tuntutan fungsi yang utama dalam penggunaan JF adalah bentukan dan toleransi yang diharapkan dapat tercapai. Keseragaman ukuran pada produk masal dapat tercapai.
3 Waktu proses sebelum penggunaan JF yang panjang akibat penyetingan dan penanganan benda kerja berkurang secara nyata. Pada penggunaan checking fixture, ukuran atau bentukan yang diterima dan tidak dapat segera dikenali. b) Tuntutan Penanganan/Pengoperasian JF harus dapat dioperasikan dengan cepat dan mudah walaupun dengan operator awam sekalipun. Penggunaan aspek ergonomi diperhatikan. Elemen operasi mudah dikenali dan dimengerti cara kerjanya. Perlu mempertimbangkan aspek pengguna. Misalnya: alat bantu khusus jika menggunakan opratos cacat, dll. c) Tuntutan Ekonomi Biaya penggunaan JF tidak terlampaui. Target pencapaian BEP (Break Even Point) tercapai. d) Tuntutan Konstruksi Optimalisasi penggunaan elemen standar. Rancangan hendaknya logis dan tidak berlebihan (over design). Penggunaan elemen yang lepas pasang mempertimbangkan waktu penanganan. Elemen yang lepas pasang harus diikat agar tidak jatuh atau hilang. JF yang bergerak atau berputar harus diseimbangkan terlebih dahulu. Penggunaan elemen yang mengunci sendiri (self locking) pada mesin yang memiliki getaran tinggi atau tergesernya benda kerja akibat kerusakan alat potong sangat perlu dipertimbangkan. e) Tuntutan Keamanan Aspek umum keselamatan di tempat kerja diperhatikan. Pengamanan terhadap bahaya listrik, mekanik, dan tekanan yang berlebihan. Pengamanan pada saat proses pemesinan atau kegagalan pemesinan. Pengamanan terhadap kegagalan sumber tenaga pencekaman.
4 proses. Keamanan terhadap benda kerja akibat kesalahan peletakan, pencekaman, dan saat Tidak semua tuntutan diatas muncul secara bersama sama pada saat perancangan JF. Perancang dapat menentukan skala prioritas untuk setiap alat yang di buat. 1.4 ASPEK TEKNIS PEMBUATAN JIG DAN FIXTURE Sebelum memutuskan penggunaan JF pada suatu proses produksi, sangat perlu di pertimbangkan pemenuhan tuntutan tuntutan di bawah ini: 1) Peletakan Benda Kerja (Location) Benda kerja memiliki ruang yang cukup pada peletakannya dan tidak memungkinkan benda terbalik atau salah pasang untuk menghindari kesalahan pengerjaan. Titik peletakan cukup jelas terlihat oleh operator. Dalam hal benda kerja memiliki ukuran mentah seperti benda tuangan (casting) dimungkinkan peletakan yang dapat diatur (adjustable) untuk menjaga keausan locator atau variasi ukuran benda kerja. 2) Pencekaman (Clamping) Penyusunan atau peletakan pencekam dan besarnya gaya pencekaman benar benar meniadakan gaya reaksi akibat gaya gaya luar akibat pemotongan benda kerja / proses. Gaya pencekaman tidak menyebabkan benda kerja terdeformasi atau merusak permukaannya. Pencekaman harus logis dan mudah. 3) Penanganan (Handling) Komponen control dan JF keseluruhan harus ringan dan mudah untuk dinaik-turunkan dari dank e mesin. Untuk itu elemen untuk memegang dan memindahkan JF harus tersedia. Tidak ada sisi tajam pada JF. Benda kerja yang kecil dan sulit dalam pemasangan / pelepasan, di berikan kemudahan. 4) Kelonggaran (Clearance) Tersedia cukup ruang untuk pembuangan beram hasil pemotongan jika beram tidak diinginkan terbuang keluar melaui arah yang sama dengan pemotongan. Penggunaan celah untuk tangan operator / alat bantu yang dimaksudkan untuk mengeluarkan beram yang tersumbat sangat dimungkinkan.
5 5) Kekakuan / Stabilitas (Rigidity / Stability) Meskipun JF diharapkan seringan mungkin, kestabilan juga sangat diperlukan, proporsional terhadap besar benda kerja dan gaya luar yang bekerja. Jika perlu di gunakan pengikatan baut mur terhadap mesin. 6) Bahan (Material) Komponen utama yang mendapatkan gesekan dan atau tumbukan gaya menggunakan material Tool Steel atau mendapatkan perlakuan pengerasan. Penggunaan material sisipan (insert) pada komponen yang bergesekan dimaksudkan untuk penggantian. Jika digunakan komponen yang di las, perlu dilakukan perlakuan stress relief setelah pengelasan atau sebelum pemesinan untuk menghindari tegangan dalam maupun pelentingan akibat las. 7) Toleransi (Tolerance) Toleransi pengerjaan komponen JF yang berhubungan dengan hasil proses adalah sepertiga dari toleransi benda kerja. Misalnya jarak lubang yang akan diproses pada benda kerja memiliki toleransi ± 0.3 mm, maka toleransi pada jignya untuk setting jarak antar pengarah (bush) adalah 0.1 mm. 1.5 JENIS JENIS JIG Jig bias dibagi atas 2 kelas : jig gurdi dan jig bor. Jig bor digunakan untuk mengebor lobang yang besar untuk digurdi atau ukurannya aneh (gambar 2). Jig gurdi digunakan untuk menggurdi (drilling), meluaskan lobang (reaming), mengetap, chamfer, counterbore, reverse spotface atau reverse countersink (gambar 3). Jig dasar umumnya hampir sama untuk setiap operasi pemesinan, perbedaannya hanya dalam ukuran dan bushing yang digunakan.

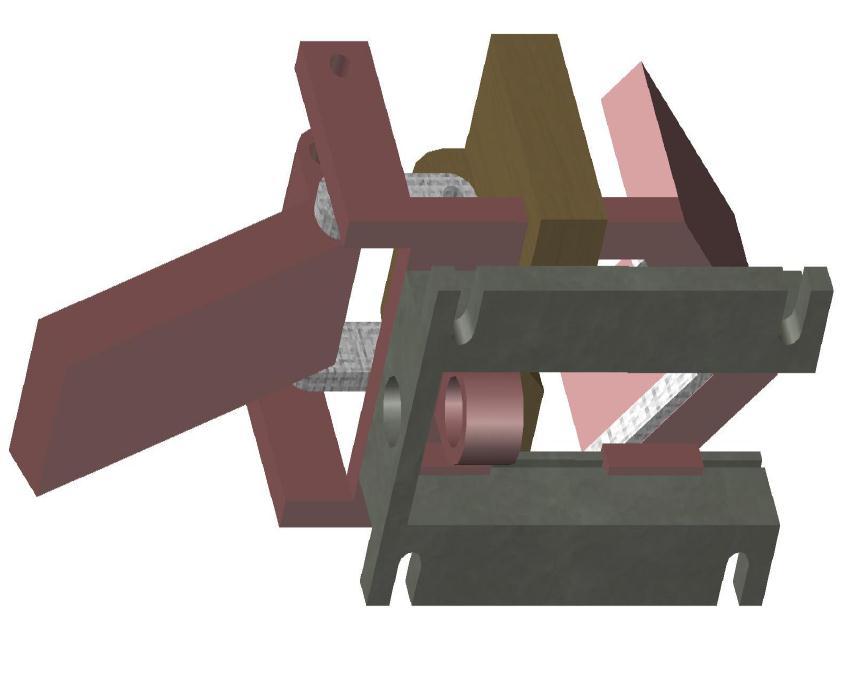
6 JIG AND FIXTURE DRILL Komponen Jig and fixture: 1. Rahang utama 2. Rahang gerak 3. Rel rahang utama 4. Penghubung 5. Tuas Perangkaian alat: Satukan rahang gerak dengan rahang utama. Pasang rahang utama yang sudah disatukan dengan rahang gerak pada rel rahang utama Penghubung dipasang pada tuas dengan menggunakan poros diameter10mm Pasang penghubung yang sudah terpasang tuas pada rahang gerak
7 Prinsip kerja alat: Ketika tuas diangkat ke atas, pusat putar tuas ada di lubang bagian atas Akibat pengaruh pusat tuas, maka gerak yang dihasilkan adalah gerak melingkar yang akan membawa penghubung tertarik kebelakang. Karena adanya tarikan kebelakang dari penghubung, maka rahang gerak tertarik ke belakang sehingga jarak antar rahang utama melebar(posisi buka). Pasang benda kerja Setelah benda kerja menyentuh stopper yang ada pada rahang utama dan benda tidak dapat bergerak turun Turunkan tuas yang akan mendorong penghubung Penghubung mendorong rahang gerak. Sehingga jarak antara rahang utama dan rahang tetap menyempit(posisi cekam) Tahan kuat dengan menggunakan gaya tangan. Keunggulan alat: Pusat drilling bisa diatur melalui rel rahang utama sehingga alat ini lebih efisien karena tidak perlu membongkar mur baut yang ada pada meja drill. Namun hanya memutar ulir penggerak yang berada di bawahnya tuas. Alat ini relativ lebih cepat cara menguncinya jika dibandingkan dengan menggunakan ulir, karena alat ini mengunakan tuas untuk mengunci bendanya. Kekurangan alat: Bentuk alat ini komplek sehingga sulit untuk membuatnya. Alat ini tidak bisa digunakan untuk mengebor dengan kedalaman tertentu karena alat ini belum memiliki stopper untuk proses pengeborannya. Cara pembuatan alat: Pertama siapkan besi dengan ukuran sebagai berikut: 1. 20x80x55 mm 2. 10x300x150 mm 3. 60x75x120 mm 4. 48x20x170 mm



8 Kemudian untuk membuat rahang gerak kita memakai besi ukuran 30x75x120 mm berikut tahap-tahap pembuatan rahang gerak: - pembuatan bagian belakang rahang gerak belakang rahang gerak - Pertama potong besi 60x75x120 mm - Kemudian dilakukan proses frais Yang sudah di frais Yang akan di frais - Jika kedua sisi sudah di frais maka proses selanjutnya adalah di frais bagian sisi bawah dan proses drilling pada sisi samping. Proses drilling Proses frais



9 - Tahap selanjutnya adalah pembuatan kaki dengan cara welding - Kemudian tahap selanjutnya proses welding yang berfungsi menyatukan kaki dan badan rahang gerak. Proses welding


10 Setelah rahang gerak selesai dikerjakan tahap selanjutnya adalah pembuatan rahang utama dengan menggunakan besi ukuran 10x300x150 mm - Berikut bagian-bagian yang harus disiapkan untuk menjadi rahang utama - Potong besi tersebut dengan menggunakan las cutting seperti gambar berikut :


11 - Kemudian untuk tahap selanjutnya adalah welding antara papan rahang utama denagn tiang penyangga tuas. Proses pembuatan tiang penyangga tuas sangatlah mudah dengan memotong besi ukuran 30x10x73 mm yang kemudian di lakukan proses drilling pada pusat 15,10 pada ujung atas tiang Welding - Kemudian dilakukan proses welding untuk sekian kalinya untuk memasang kaki rel dan rumah untuk baut penggerak rahang utama. Untuk membuat kaki rel di gunakan proses frais dan untuk pembuatan rumah untuk baut penggerak rahang utama digunakan proses drilling

12 - Selanjutnya pemasangan rahang gerak agar rahang dapat bekerja pada rahang utama yang kemudian dilanjutkan dengan proses welding yang menggabungkan V-block dan meja rahang utama. weld Ini berguna untuk memudahkan pemasangan rahang gerak pada rahang utama


13 Pembuatan penghubung juga sangatlah mudah yaitu dengan memotong plat dengan ukuran 60x7x10 mm yang kemudian di lakukan proses drilling dua kali dengan diameter 5mm pada tiap sisinya lalu kemudian di fillet R5. Grinding process drilling diameter 10mm

14 Pembuatan tuas - Pertama potong besi ukuran 48x150x20 mm - Kemudian potong juga besi ukuran 48x20x20 mm dengan sudut Kemudian dengan proses welding dua besi tersebut disatukan. Welding Process - Selanjutnya adalah proses drilling dengan lubang diameter 10 Drilling process

15 Pembuatan kaki rel rahang utama - Pertama potong besi ukuran 10x145x30 - Kemudian frais dengan bentuk sebagai berikut Proses frais I - Selanjunta proses frais pada sisi pada gambar berikut Proses frais II Proses frais I

16 - Berikutnya adalah proses frais pada sisi berikut Proses frais II Proses frais I Proses frais III - Buat seperi ini sebanyak 2buah namun pandangan adalah mirror. - Selanjutnya potong besi ukuran 57x30x10 mm yang kemudian dilakukan proses drilling seperti gambar berikut lalu dilakukan proses pembuatan ulir dalam. Proses tapping Ulir dalam


17 - Kemudian dilakukan proses welding yang menggabungkan antar bagian-bagian yang telah dibuat untuk pembuatan rel rahang utama Proses welding

18 Benda jadi
19
20
21
Gambar 2.1 Referensi alat bantu terhadap benda kerja
 BAB II TINJAUAN PUSTAKA 2.1 Pengertian jig Jig adalah sebuah alat yang berfungsi untuk mengarahkan sebuah atau lebih alat potong pada posisi yang sesuai dengan proses pengerjaan suatu produk. Dalam proses
BAB II TINJAUAN PUSTAKA 2.1 Pengertian jig Jig adalah sebuah alat yang berfungsi untuk mengarahkan sebuah atau lebih alat potong pada posisi yang sesuai dengan proses pengerjaan suatu produk. Dalam proses
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI Perancangan Alat Bantu Perancangan (desain/design) alat bantu (tools) merupakan: proses mendesain dan mengembangkan alat bantu, metoda, dan teknik yang dibutuhkan untuk meningkatkan
BAB II LANDASAN TEORI Perancangan Alat Bantu Perancangan (desain/design) alat bantu (tools) merupakan: proses mendesain dan mengembangkan alat bantu, metoda, dan teknik yang dibutuhkan untuk meningkatkan
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Jig 2.1.1 Pengertian Jig Jig adalah alat bantu untuk memudahkan proses permesinan. Umumnya, jig digunakan ketika bagian benda kerja memiliki bentuk yang kompleks, atau ketika
BAB II LANDASAN TEORI 2.1 Jig 2.1.1 Pengertian Jig Jig adalah alat bantu untuk memudahkan proses permesinan. Umumnya, jig digunakan ketika bagian benda kerja memiliki bentuk yang kompleks, atau ketika
Jig and Fixture FIXTURE)
") ALAT PENEPAT FIXTURE) (JIG AND PENDAHULUAN Untuk mengurangi biaya produksi, peningkatan efisiensi proses manufaktur suatu produk sangat berpengaruh, terutama dengan menurunkan waktu proses manufakturnya.
ALAT PENEPAT FIXTURE) (JIG AND PENDAHULUAN Untuk mengurangi biaya produksi, peningkatan efisiensi proses manufaktur suatu produk sangat berpengaruh, terutama dengan menurunkan waktu proses manufakturnya.
BAB I PENDAHULUAN 1.1.Latar Belakang
 BAB I PENDAHULUAN 1.1.Latar Belakang Perkembangan teknologi pada saaat ini semakin modern sehingga kebutuhan konsumen akan suatu produk juga semakin meningkat dimana sangat diperlukan proses produksi mafaktur
BAB I PENDAHULUAN 1.1.Latar Belakang Perkembangan teknologi pada saaat ini semakin modern sehingga kebutuhan konsumen akan suatu produk juga semakin meningkat dimana sangat diperlukan proses produksi mafaktur
PERANCANGAN DAN PEMBUATAN MODEL DRILL JIG UNTUK PENGGURDIAN FLENS KOPLING
 PERANCANGAN DAN PEMBUATAN MODEL DRILL JIG UNTUK PENGGURDIAN FLENS KOPLING Mulyadi (1), Toti Srimulyati (2) (1) Staf Pengajar Jurusan Teknik Mesin, Politeknik Negeri Padang (2) Staf Pengajar Jurusan Manajemen,
PERANCANGAN DAN PEMBUATAN MODEL DRILL JIG UNTUK PENGGURDIAN FLENS KOPLING Mulyadi (1), Toti Srimulyati (2) (1) Staf Pengajar Jurusan Teknik Mesin, Politeknik Negeri Padang (2) Staf Pengajar Jurusan Manajemen,
BAB IX JIG DAN FIXTURE
 BAB IX JIG DAN FIXTURE Jig dan fixture adalah piranti pemegang benda kerja produksi yang digunakan dalam rangka membuat penggandaan komponen secara akurat. Hubungan dan kelurusan yang benar antara alat
BAB IX JIG DAN FIXTURE Jig dan fixture adalah piranti pemegang benda kerja produksi yang digunakan dalam rangka membuat penggandaan komponen secara akurat. Hubungan dan kelurusan yang benar antara alat
BAB IX JENIS DAN FUNGSI JIG DAN FIXTURE
 BAB IX JENIS DAN FUNGSI JIG DAN FIXTURE Jig dan fixture adalah piranti pemegang benda kerja produksi yang digunakan dalam rangka membuat penggandaan komponen secara akurat. Hubungan dan kelurusan yang
BAB IX JENIS DAN FUNGSI JIG DAN FIXTURE Jig dan fixture adalah piranti pemegang benda kerja produksi yang digunakan dalam rangka membuat penggandaan komponen secara akurat. Hubungan dan kelurusan yang
JIG DAN FIXTURE. Jig dan fixture adalah alat pemegang benda kerja produksi yang digunakan dalam rangka membuat penggandaan komponen secara akurat.
 JIG DAN FIXTURE Jig dan fixture adalah alat pemegang benda kerja produksi yang digunakan dalam rangka membuat penggandaan komponen secara akurat. Hubungan dan kelurusan yang benar antara alat potong atau
JIG DAN FIXTURE Jig dan fixture adalah alat pemegang benda kerja produksi yang digunakan dalam rangka membuat penggandaan komponen secara akurat. Hubungan dan kelurusan yang benar antara alat potong atau
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA 2.1. Pengertian Jig and Fixture Jig and Fixture adalah alat pemegang benda kerja produksi yang digunakan dalam rangka membuat pengandaan komponen secara akurat ( Karya Ilmiah Aspek
BAB II TINJAUAN PUSTAKA 2.1. Pengertian Jig and Fixture Jig and Fixture adalah alat pemegang benda kerja produksi yang digunakan dalam rangka membuat pengandaan komponen secara akurat ( Karya Ilmiah Aspek
Rancangan Welding Fixture Pembuatan Rangka Produk Kursi
 Bidang Teknik Mesin Yogyakarta, 10 November 2012 Rancangan Welding Fixture Pembuatan Rangka Produk Kursi Hendro Prassetiyo, Rispianda, Irvan Rinaldi Ramdhan Jurusan Teknik Industri, Fakultas Teknologi
Bidang Teknik Mesin Yogyakarta, 10 November 2012 Rancangan Welding Fixture Pembuatan Rangka Produk Kursi Hendro Prassetiyo, Rispianda, Irvan Rinaldi Ramdhan Jurusan Teknik Industri, Fakultas Teknologi
BAB 4 PROSES GURDI (DRILLING)
") BAB 4 PROSES GURDI (DRILLING) 101 Proses gurdi adalah proses pemesinan yang paling sederhana diantara proses pemesinan yang lain. Biasanya di bengkel atau workshop proses ini dinamakan proses bor, walaupun
BAB 4 PROSES GURDI (DRILLING) 101 Proses gurdi adalah proses pemesinan yang paling sederhana diantara proses pemesinan yang lain. Biasanya di bengkel atau workshop proses ini dinamakan proses bor, walaupun
: Teknologi Industri Pembimbing : 1.Dr. Rr Sri Poernomo Sari, ST., MT. : 2.Irwansyah, ST., MT
 ANALISIS PEMBUATAN JIG PENGUBAH SUDUT KEMIRINGAN VALVE SILINDER HEAD SEPEDA MOTOR MATIC Nama NPM : 20410985 Jurusan Fakultas : Ardi Adetya Prabowo : Teknik Mesin : Teknologi Industri Pembimbing : 1.Dr.
ANALISIS PEMBUATAN JIG PENGUBAH SUDUT KEMIRINGAN VALVE SILINDER HEAD SEPEDA MOTOR MATIC Nama NPM : 20410985 Jurusan Fakultas : Ardi Adetya Prabowo : Teknik Mesin : Teknologi Industri Pembimbing : 1.Dr.
BAKU 4 PROSES GURDI (DRILLING) Dr. Dwi Rahdiyanta
 Dr. Dwi Rahdiyanta") BAKU 4 PROSES GURDI (DRILLING) Dr. Dwi Rahdiyanta JURUSAN PENDIDIKAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA 2010 1 Proses gurdi adalah proses pemesinan yang paling sederhana diantara
BAKU 4 PROSES GURDI (DRILLING) Dr. Dwi Rahdiyanta JURUSAN PENDIDIKAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA 2010 1 Proses gurdi adalah proses pemesinan yang paling sederhana diantara
PERANCANGAN FIXTURE PROSES GURDI UNTUK PRODUKSI KOMPONEN BRAKE PADS
 PERANCANGAN FIXTURE PROSES GURDI UNTUK PRODUKSI KOMPONEN BRAKE PADS Suci Rahmawati SY 1, Vivi Triyolanda 2, Neta Harimeni 3, Meutia Syarah 4 Jurusan Teknik Industri, Fakultas Teknik, Universitas Andalas,
PERANCANGAN FIXTURE PROSES GURDI UNTUK PRODUKSI KOMPONEN BRAKE PADS Suci Rahmawati SY 1, Vivi Triyolanda 2, Neta Harimeni 3, Meutia Syarah 4 Jurusan Teknik Industri, Fakultas Teknik, Universitas Andalas,
BAB II DASAR TEORI. 2.1 Pengertian Umum Jig dan Fixture
 BAB II DASAR TEORI BAB II DASAR TEORI Pada bab ini akan dibahas tentang teori-teori yang digunakan sebagai dasar perancangan jig dan fixture yang berkaitan dengan permasalahan yang akan dihadapi. 2.1 Pengertian
BAB II DASAR TEORI BAB II DASAR TEORI Pada bab ini akan dibahas tentang teori-teori yang digunakan sebagai dasar perancangan jig dan fixture yang berkaitan dengan permasalahan yang akan dihadapi. 2.1 Pengertian
TEORI MEMESIN LOGAM (METAL MACHINING)
") TEORI MEMESIN LOGAM (METAL MACHINING) Proses permesinan (machining) : Proses pembuatan ( manufacture) dimana perkakas potong ( cutting tool) digunakan untuk membentuk material dari bentuk dasar menjadi
TEORI MEMESIN LOGAM (METAL MACHINING) Proses permesinan (machining) : Proses pembuatan ( manufacture) dimana perkakas potong ( cutting tool) digunakan untuk membentuk material dari bentuk dasar menjadi
BAB III PERENCANAAN DAN GAMBAR
 BAB III PERENCANAAN DAN GAMBAR 3.1 Flow Chart Pembuatan Mesin Pemotong Umbi Mulai Studi Literatur Perencanaan dan Desain Perhitungan Penentuan dan Pembelian Komponen Proses Pengerjaan Proses Perakitan
BAB III PERENCANAAN DAN GAMBAR 3.1 Flow Chart Pembuatan Mesin Pemotong Umbi Mulai Studi Literatur Perencanaan dan Desain Perhitungan Penentuan dan Pembelian Komponen Proses Pengerjaan Proses Perakitan
BAB IV ANALISA PROSES PEMBUATAN JIG & FIXTURE KAKI TOWER PIPA. Pada pembahasan sebelumnya telah dijelaskan bentuk jig dan fixture yang
 BAB IV ANALISA PROSES PEMBUATAN JIG & FIXTURE KAKI TOWER PIPA Pada pembahasan sebelumnya telah dijelaskan bentuk jig dan fixture yang diharapkan berdasarkan metode VDI 2221. Maka pada bab ini akan dijelaskan
BAB IV ANALISA PROSES PEMBUATAN JIG & FIXTURE KAKI TOWER PIPA Pada pembahasan sebelumnya telah dijelaskan bentuk jig dan fixture yang diharapkan berdasarkan metode VDI 2221. Maka pada bab ini akan dijelaskan
3. Mesin Bor. Gambar 3.1 Mesin bor
 3. Mesin Bor 3.1 Definisi Dan Fungsi Mesin Bor Mesin bor adalah suatu jenis mesin gerakanya memutarkan alat pemotong yang arah pemakanan mata bor hanya pada sumbu mesin tersebut (pengerjaan pelubangan).
3. Mesin Bor 3.1 Definisi Dan Fungsi Mesin Bor Mesin bor adalah suatu jenis mesin gerakanya memutarkan alat pemotong yang arah pemakanan mata bor hanya pada sumbu mesin tersebut (pengerjaan pelubangan).
Perancangan Dan Pembuatan Jig Untuk Proses Drilling pada CNC Router
 Perancangan Dan Pembuatan Jig Untuk Proses Drilling pada CNC Router Yovie Rahmatullah 1, Bayu Wiro K 2, Fipka Bisono 3 1 Program Studi Teknik Desain dan Manufaktur, Jurusan Teknik Permesinan Kapal, Politeknik
Perancangan Dan Pembuatan Jig Untuk Proses Drilling pada CNC Router Yovie Rahmatullah 1, Bayu Wiro K 2, Fipka Bisono 3 1 Program Studi Teknik Desain dan Manufaktur, Jurusan Teknik Permesinan Kapal, Politeknik
BAB III PERAWATAN MESIN BUBUT PADA PT.MITSUBA INDONESIA
 BAB III PERAWATAN MESIN BUBUT PADA PT.MITSUBA INDONESIA 3.1 Mesin Bubut Mesin bubut adalah mesin yang dibuat dari logam, gunanya untuk membentuk benda kerja dengan cara menyayat, gerakan utamanya adalah
BAB III PERAWATAN MESIN BUBUT PADA PT.MITSUBA INDONESIA 3.1 Mesin Bubut Mesin bubut adalah mesin yang dibuat dari logam, gunanya untuk membentuk benda kerja dengan cara menyayat, gerakan utamanya adalah
PROSES PEMBUATAN SAKLAR TOGGLE SHAFT WELDED CIRCUIT BREAKER PADA CV. GLOBALINDO PERKASA ENGINEERING
 PROSES PEMBUATAN SAKLAR TOGGLE SHAFT WELDED CIRCUIT BREAKER PADA CV. GLOBALINDO PERKASA ENGINEERING NAMA : SOFIAN OKTAVIARDI NPM : 27412096 JURUSAN : TEKNIK MESIN PEMBIMBING : IRWANSYAH, ST., MT. Latar
PROSES PEMBUATAN SAKLAR TOGGLE SHAFT WELDED CIRCUIT BREAKER PADA CV. GLOBALINDO PERKASA ENGINEERING NAMA : SOFIAN OKTAVIARDI NPM : 27412096 JURUSAN : TEKNIK MESIN PEMBIMBING : IRWANSYAH, ST., MT. Latar
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA 2.1 Pipa Pipa adalah istilah untuk benda silinder yang berlubang ( tetapi ada juga yang berbentuk persegi ) dan digunakan untuk memindahkan zat hasil pemrosesan seperti cairan,
BAB II TINJAUAN PUSTAKA 2.1 Pipa Pipa adalah istilah untuk benda silinder yang berlubang ( tetapi ada juga yang berbentuk persegi ) dan digunakan untuk memindahkan zat hasil pemrosesan seperti cairan,
Tugas 2 Proses Produksi Mesin Frais. Jurusan Teknik Industri Sekolah Tinggi Teknologi Garut 2017
 Tugas 2 Proses Produksi Mesin Frais Jurusan Teknik Industri Sekolah Tinggi Teknologi Garut 2017 Konsep Pembahasan Pengertian Mesin Frais 1 2 3 4 Cara kerja Bagian Bagian Fungsi Jenis-Jenis 5 Produk/Hasil
Tugas 2 Proses Produksi Mesin Frais Jurusan Teknik Industri Sekolah Tinggi Teknologi Garut 2017 Konsep Pembahasan Pengertian Mesin Frais 1 2 3 4 Cara kerja Bagian Bagian Fungsi Jenis-Jenis 5 Produk/Hasil
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
BEKERJA DENGAN MESIN BUBUT
 BEKERJA DENGAN MESIN BUBUT STANDAR KOMPETENSI KERJA NASIONAL INDONESIA (SKKNI) BIDANG KOMPETENSI 1. KELOMPOK DASAR / FOUNDATION 2. KELOMPOK INTI 3. PERAKITAN (ASSEMBLY) 4. PENGECORAN DAN PEMBUATAN CETAKAN
BEKERJA DENGAN MESIN BUBUT STANDAR KOMPETENSI KERJA NASIONAL INDONESIA (SKKNI) BIDANG KOMPETENSI 1. KELOMPOK DASAR / FOUNDATION 2. KELOMPOK INTI 3. PERAKITAN (ASSEMBLY) 4. PENGECORAN DAN PEMBUATAN CETAKAN
Gambar 2.1 Baja tulangan beton polos (Lit 2 diunduh 21 Maret 2014)
") BAB II TINJAUAN PUSTAKA 2.1 Baja Tulangan Beton Baja tulangan beton adalah baja yang berbentuk batang berpenampang lingkaran yang digunakan untuk penulangan beton,yang diproduksi dari bahan baku billet
BAB II TINJAUAN PUSTAKA 2.1 Baja Tulangan Beton Baja tulangan beton adalah baja yang berbentuk batang berpenampang lingkaran yang digunakan untuk penulangan beton,yang diproduksi dari bahan baku billet
TUGAS MATA KULIAH PERANCANGAN ELEMEN MESIN
 TUGAS MATA KULIAH PERANCANGAN ELEMEN MESIN Dosen : Subiyono, MP MESIN PENGUPAS SERABUT KELAPA SEMI OTOMATIS DISUSUN OLEH : NAMA : FICKY FRISTIAR NIM : 10503241009 KELAS : P1 JURUSAN PENDIDIKAN TEKNIK MESIN
TUGAS MATA KULIAH PERANCANGAN ELEMEN MESIN Dosen : Subiyono, MP MESIN PENGUPAS SERABUT KELAPA SEMI OTOMATIS DISUSUN OLEH : NAMA : FICKY FRISTIAR NIM : 10503241009 KELAS : P1 JURUSAN PENDIDIKAN TEKNIK MESIN
PEMBAHASAN. Gambar 1.1 Guilitene Hidrolis
 PEMBAHASAN A. Konstruksi Gunting Pemotong Plat Mesin pemotong plat mempunyai beberapa jenis, manual dengan menggunakan tuas maupun dengan tenaga hidrolis (gambar 1.1), pada mesin pemotong plat hidrolis
PEMBAHASAN A. Konstruksi Gunting Pemotong Plat Mesin pemotong plat mempunyai beberapa jenis, manual dengan menggunakan tuas maupun dengan tenaga hidrolis (gambar 1.1), pada mesin pemotong plat hidrolis
BAB III PROSES MANUFAKTUR. yang dilakukan dalam proses manufaktur mesin pembuat tepung ini adalah : Mulai. Pengumpulan data.
 BAB III PROSES MANUFAKTUR 3.1. Metode Proses Manufaktur Proses yang dilakukan untuk pembuatan mesin pembuat tepung ini berkaitan dengan proses manufaktur dari mesin tersebut. Proses manufaktur merupakan
BAB III PROSES MANUFAKTUR 3.1. Metode Proses Manufaktur Proses yang dilakukan untuk pembuatan mesin pembuat tepung ini berkaitan dengan proses manufaktur dari mesin tersebut. Proses manufaktur merupakan
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pengayak pasir. Komponen komponen yang akan dibuat adalah komponen
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pengayak pasir. Komponen komponen yang akan dibuat adalah komponen
ANALISIS UMUR PAHAT DAN BIAYA PRODUKSI PADA PROSES DRILLING TERHADAP MATERIAL S 40 C
 ANALISIS UMUR PAHAT DAN BIAYA PRODUKSI PADA PROSES DRILLING TERHADAP MATERIAL S 40 C 1 Azwinur, 2 Taufiq 1 Jurusan Teknik Mesin, Politeknik Negeri Lhokseumawe Jl. Banda Aceh-Medan Km.280 Buketrata Lhokseumawe.
ANALISIS UMUR PAHAT DAN BIAYA PRODUKSI PADA PROSES DRILLING TERHADAP MATERIAL S 40 C 1 Azwinur, 2 Taufiq 1 Jurusan Teknik Mesin, Politeknik Negeri Lhokseumawe Jl. Banda Aceh-Medan Km.280 Buketrata Lhokseumawe.
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
BAB III METODOLOGI. Pembongkaran mesin dilakukan untuk melakukan pengukuran dan. Selain itu juga kita dapat menentukan komponen komponen mana yang
 BAB III METODOLOGI 3.1 Pembongkaran Mesin Pembongkaran mesin dilakukan untuk melakukan pengukuran dan mengganti atau memperbaiki komponen yang mengalami kerusakan. Adapun tahapannya adalah membongkar mesin
BAB III METODOLOGI 3.1 Pembongkaran Mesin Pembongkaran mesin dilakukan untuk melakukan pengukuran dan mengganti atau memperbaiki komponen yang mengalami kerusakan. Adapun tahapannya adalah membongkar mesin
MATERI KULIAH PROSES PEMESINAN KERJA BUBUT KOMPLEKS Ulir, Tirus, Eksentrik dan Benda Panjang
 Kegiatan Belajar MATERI KULIAH PROSES PEMESINAN KERJA BUBUT KOMPLEKS Ulir, Tirus, Eksentrik dan Benda Panjang Dwi Rahdiyanta FT-UNY Membubut Komplek : Ulir, Tirus, Eksentrik, dan Membubut Benda a. Tujuan
Kegiatan Belajar MATERI KULIAH PROSES PEMESINAN KERJA BUBUT KOMPLEKS Ulir, Tirus, Eksentrik dan Benda Panjang Dwi Rahdiyanta FT-UNY Membubut Komplek : Ulir, Tirus, Eksentrik, dan Membubut Benda a. Tujuan
PROSES GURDI (DRILLING) Paryanto, M.Pd. Jur. PT. Mesin FT UNY
 Paryanto, M.Pd. Jur. PT. Mesin FT UNY") PROSES GURDI (DRILLING) Paryanto, M.Pd. Jur. PT. Mesin FT UNY Proses gurdi dimaksudkan sebagai proses pembuatan lubang bulat dengan menggunakan mata bor (twist drill). Sedangkan proses bor (boring) adalah
PROSES GURDI (DRILLING) Paryanto, M.Pd. Jur. PT. Mesin FT UNY Proses gurdi dimaksudkan sebagai proses pembuatan lubang bulat dengan menggunakan mata bor (twist drill). Sedangkan proses bor (boring) adalah
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Proses Pembuatan Proses pembuatan adalah proses yang mengolah dari bahan mentah menjadi suatu barang jadi. Berikut ini pemilihan bahan yang digunakan dalam pembuatan
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Proses Pembuatan Proses pembuatan adalah proses yang mengolah dari bahan mentah menjadi suatu barang jadi. Berikut ini pemilihan bahan yang digunakan dalam pembuatan
BAB IV PROSES PEMBUATAN MESIN
 BAB IV PROSES PEMBUATAN MESIN 4.1 Proses Produksi Produksi adalah suatu proses memperbanyak jumlah produk melalui tahapantahapan dari bahan baku untuk diubah dengan cara diproses melalui prosedur kerja
BAB IV PROSES PEMBUATAN MESIN 4.1 Proses Produksi Produksi adalah suatu proses memperbanyak jumlah produk melalui tahapantahapan dari bahan baku untuk diubah dengan cara diproses melalui prosedur kerja
BAB II PENDEKATAN PEMECAHAN MASALAH. pemesinan. Berikut merupakan gambar kerja dari komponen yang dibuat: Gambar 1. Ukuran Poros Pencacah
 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Gambar kerja merupakan alat komunikasi bagi orang manufaktur. Dengan melihat gambar kerja, operator dapat memahami apa yang diinginkan perancang
BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Gambar kerja merupakan alat komunikasi bagi orang manufaktur. Dengan melihat gambar kerja, operator dapat memahami apa yang diinginkan perancang
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA 2.1 Pengertian Jig and Fixtures Jig adalah peralatan yang digunakan untu mengarahkan satu atau lebih alat potong pada posisi yang sama dari komponen yang serupa dalam suatu operasi
BAB II TINJAUAN PUSTAKA 2.1 Pengertian Jig and Fixtures Jig adalah peralatan yang digunakan untu mengarahkan satu atau lebih alat potong pada posisi yang sama dari komponen yang serupa dalam suatu operasi
Perancangan Alat Penepat Asah Pahat
 Fiskia R. B., Ady Rukma, Perancangan Alat Penepat Asah Pahat 57 Perancangan Alat Penepat Asah Pahat Fiskia Rera Baharuddin, Ady Rukma Teknik Mesin Universitas Negeri Makassar Jl. Dg. Tata Raya, Kampus
Fiskia R. B., Ady Rukma, Perancangan Alat Penepat Asah Pahat 57 Perancangan Alat Penepat Asah Pahat Fiskia Rera Baharuddin, Ady Rukma Teknik Mesin Universitas Negeri Makassar Jl. Dg. Tata Raya, Kampus
PERANCANGAN DAN PEMBUATAN ALAT BANTU PEGANG (FIXTURE) UNTUK PROSES PENGELASAN SAMBUNGAN-T
 UNTUK PROSES PENGELASAN SAMBUNGAN-T") PERANCANGAN DAN PEMBUATAN ALAT BANTU PEGANG (FIXTURE) UNTUK PROSES PENGELASAN SAMBUNGAN-T Anhara Syadda dan Fusito Jurusan Teknik Mesin Fakultas Teknik Universitas Sriwijaya Jl. Raya Palembang - Prabumulih
PERANCANGAN DAN PEMBUATAN ALAT BANTU PEGANG (FIXTURE) UNTUK PROSES PENGELASAN SAMBUNGAN-T Anhara Syadda dan Fusito Jurusan Teknik Mesin Fakultas Teknik Universitas Sriwijaya Jl. Raya Palembang - Prabumulih
BAB III CARA PEMBUATAN ALAT TRACKE R BEARING. Rahang penahan berfungsi sebagai rumah atau sarang dari bagian komponen lain
 BAB III CARA PEMBUATAN ALAT TRACKE R BEARING 3.1 RAHANG PENAHAN Rahang penahan berfungsi sebagai rumah atau sarang dari bagian komponen lain yaitu - Kaki penahan - Batang ulir. Yang semua komponen akan
BAB III CARA PEMBUATAN ALAT TRACKE R BEARING 3.1 RAHANG PENAHAN Rahang penahan berfungsi sebagai rumah atau sarang dari bagian komponen lain yaitu - Kaki penahan - Batang ulir. Yang semua komponen akan
BAB I PENDAHULUAN Latar Belakang Masalah
 BAB I PENDAHULUAN 1.1. Latar Belakang Masalah Seiring dengan perkembangan dunia robotika yang semakin meningkat, bentuk desain dan fungsi robot pun semakin bervariasi. Pada umumnya komponen rangka dan
BAB I PENDAHULUAN 1.1. Latar Belakang Masalah Seiring dengan perkembangan dunia robotika yang semakin meningkat, bentuk desain dan fungsi robot pun semakin bervariasi. Pada umumnya komponen rangka dan
BAB III PROSES PEMBUATAN STEAM JOINT STAND FOR BENDED TR
 BAB III PROSES PEMBUATAN STEAM JOINT STAND FOR BENDED TR Untuk membuat spare parts yang utuh, diperlukan komponen-komponen steam joint stand for bende tr yang mempunyai fungsi yang berbeda yang kemudian
BAB III PROSES PEMBUATAN STEAM JOINT STAND FOR BENDED TR Untuk membuat spare parts yang utuh, diperlukan komponen-komponen steam joint stand for bende tr yang mempunyai fungsi yang berbeda yang kemudian
MAKALAH PROSES PRODUKSI PEMBUATAN MEJA LIPAT
 MAKALAH PROSES PRODUKSI PEMBUATAN MEJA LIPAT Diajukan Untuk Memenuhi Persyaratan Kelulusan Mata Kuliah Proses Produksi Oleh : Akmal Akhimuloh 1503005 JURUSAN TEKNIK INDUSTRI SEKOLAH TINNGI TEKNOLOGI GARUT
MAKALAH PROSES PRODUKSI PEMBUATAN MEJA LIPAT Diajukan Untuk Memenuhi Persyaratan Kelulusan Mata Kuliah Proses Produksi Oleh : Akmal Akhimuloh 1503005 JURUSAN TEKNIK INDUSTRI SEKOLAH TINNGI TEKNOLOGI GARUT
BAHAN DAN METODE. Pertanian Fakultas Pertanian Universitas Sumatera Utara, mulai pada bulan
 BAHAN DAN METODE Tempat dan Waktu Penelitian Penelitian ini direncanakan akan dilakukan di Laboratorium Keteknikan Pertanian Fakultas Pertanian Universitas Sumatera Utara, mulai pada bulan September- Oktober
BAHAN DAN METODE Tempat dan Waktu Penelitian Penelitian ini direncanakan akan dilakukan di Laboratorium Keteknikan Pertanian Fakultas Pertanian Universitas Sumatera Utara, mulai pada bulan September- Oktober
PROSES PERMESINAN. (Part 2) Learning Outcomes. Outline Materi. Prosman Pengebor horisontal JENIS MESIN GURDI
 Learning Outcomes. Outline Materi. Prosman Pengebor horisontal JENIS MESIN GURDI") Prosman - 04 Learning Outcomes PROSES PERMESINAN Mahasiswa dapat menerangkan prinsip kerja mesin bor dan gurdi PROSES PERMESINAN (Part 2) Outline Materi Proses Pemesinan dengan Mesin Bor dan Gurdi Proses
Prosman - 04 Learning Outcomes PROSES PERMESINAN Mahasiswa dapat menerangkan prinsip kerja mesin bor dan gurdi PROSES PERMESINAN (Part 2) Outline Materi Proses Pemesinan dengan Mesin Bor dan Gurdi Proses
B A B I I LANDASAN TEORI
 B A B I I LANDASAN TEORI 2.1 Proses Manufaktur Manufaktur merupakan suatu aktivitas manusia yang mencakup semua fase dalam kehidupan. Computer Aided Manufacturing International (CAM-I) mendefinisikan manufaktur
B A B I I LANDASAN TEORI 2.1 Proses Manufaktur Manufaktur merupakan suatu aktivitas manusia yang mencakup semua fase dalam kehidupan. Computer Aided Manufacturing International (CAM-I) mendefinisikan manufaktur
2. Mesin Frais/Milling
 2. Mesin Frais/Milling 2.1 Prinsip Kerja Tenaga untuk pemotongan berasal dari energi listrik yang diubah menjadi gerak utama oleh sebuah motor listrik, selanjutnya gerakan utama tersebut akan diteruskan
2. Mesin Frais/Milling 2.1 Prinsip Kerja Tenaga untuk pemotongan berasal dari energi listrik yang diubah menjadi gerak utama oleh sebuah motor listrik, selanjutnya gerakan utama tersebut akan diteruskan
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA 2.1 Pengertian Press Tool Press tool adalah salah satu alat gabungan Jig dan Fixture yang dapat digunakan untuk membentuk dan memotong logam dengan cara penekanan. Bagian atas dari
BAB II TINJAUAN PUSTAKA 2.1 Pengertian Press Tool Press tool adalah salah satu alat gabungan Jig dan Fixture yang dapat digunakan untuk membentuk dan memotong logam dengan cara penekanan. Bagian atas dari
BAB IV PROSES PEMBUATAN
 BAB IV PROSES PEMBUATAN 4.1. Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pengayak pasir. Komponen-komponen yang akan dibuat adalah komponen yang tidak
BAB IV PROSES PEMBUATAN 4.1. Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pengayak pasir. Komponen-komponen yang akan dibuat adalah komponen yang tidak
BAB II DASAR TEORI 2.1 Proses Produksi 2.2 Sistem Perencanaan Proses Produksi
 BAB II DASAR TEORI 2.1 Proses Produksi Proses diartikan sebagai suatu cara, metode dan teknik bagaimana sesungguhnya sumber-sumber (tenaga kerja, mesin, bahan dan dana) yang ada diubah untuk memperoleh
BAB II DASAR TEORI 2.1 Proses Produksi Proses diartikan sebagai suatu cara, metode dan teknik bagaimana sesungguhnya sumber-sumber (tenaga kerja, mesin, bahan dan dana) yang ada diubah untuk memperoleh
MESIN BOR. Gambar Chamfer
 MESIN BOR Mesin bor adalah suatu jenis mesin gerakanya memutarkan alat pemotong yang arah pemakanan mata bor hanya pada sumbu mesin tersebut (pengerjaan pelubangan). Sedangkan Pengeboran adalah operasi
MESIN BOR Mesin bor adalah suatu jenis mesin gerakanya memutarkan alat pemotong yang arah pemakanan mata bor hanya pada sumbu mesin tersebut (pengerjaan pelubangan). Sedangkan Pengeboran adalah operasi
BAB III PERENCANAAN DAN GAMBAR
 BAB III PERENCANAAN DAN GAMBAR 3.1 Diagram Alir Proses Perancangan Proses perancangan mesin peniris minyak pada kacang seperti terlihat pada gambar 3.1 berikut ini: Mulai Studi Literatur Gambar Sketsa
BAB III PERENCANAAN DAN GAMBAR 3.1 Diagram Alir Proses Perancangan Proses perancangan mesin peniris minyak pada kacang seperti terlihat pada gambar 3.1 berikut ini: Mulai Studi Literatur Gambar Sketsa
Rancang Bangun Jig Drilling Sebagai Solusi Pembuatan Lubang Chassis Minitruk yang Diproduksi SMK Muhammadiyah 3 Kartasura
 Rancang Bangun Jig Drilling Sebagai Solusi Pembuatan Lubang Chassis Minitruk yang Diproduksi SMK Muhammadiyah 3 Kartasura Muh Alfatih Hendrawan 1, Pramuko Ilmu Purboputro 2 Jurusan Teknik Mesin,Universitas
Rancang Bangun Jig Drilling Sebagai Solusi Pembuatan Lubang Chassis Minitruk yang Diproduksi SMK Muhammadiyah 3 Kartasura Muh Alfatih Hendrawan 1, Pramuko Ilmu Purboputro 2 Jurusan Teknik Mesin,Universitas
BAB 1 PENDAHULUAN 1.1. Latar Belakang
 BAB 1 PENDAHULUAN 1.1. Latar Belakang Berkembangnya ilmu pengetahuan dan teknologi, perkembangan serta kemajuan di bidang industri terutama dalam bidang permesinan, berbagai alat telah diciptakan untuk
BAB 1 PENDAHULUAN 1.1. Latar Belakang Berkembangnya ilmu pengetahuan dan teknologi, perkembangan serta kemajuan di bidang industri terutama dalam bidang permesinan, berbagai alat telah diciptakan untuk
c = b - 2x = ,75 = 7,5 mm A = luas penampang v-belt A = b c t = 82 mm 2 = 0, m 2
 c = b - 2x = 13 2. 2,75 = 7,5 mm A = luas penampang v-belt A = b c t = mm mm = 82 mm 2 = 0,000082 m 2 g) Massa sabuk per meter. Massa belt per meter dihitung dengan rumus. M = area panjang density = 0,000082
c = b - 2x = 13 2. 2,75 = 7,5 mm A = luas penampang v-belt A = b c t = mm mm = 82 mm 2 = 0,000082 m 2 g) Massa sabuk per meter. Massa belt per meter dihitung dengan rumus. M = area panjang density = 0,000082
FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA JOB SHEET PROSES PEMESINAN KOMPLEKS
 Komponen: RUMAH RAGUM Agar mahasiswa : Dapat menyiapkan bahan dasar (blank) ring poros arbor dengan mesin bubut sesuai ukuran gambar kerja. 1. Mesin Frais 2. Vernier caliper 3. Bor 1. Jangan merubah kecepatan
Komponen: RUMAH RAGUM Agar mahasiswa : Dapat menyiapkan bahan dasar (blank) ring poros arbor dengan mesin bubut sesuai ukuran gambar kerja. 1. Mesin Frais 2. Vernier caliper 3. Bor 1. Jangan merubah kecepatan
MATA PELAJARAN : TEKNIK PEMESINAN JENJANG PENDIDIKAN : SMK
 MATA PELAJARAN : TEKNIK PEMESINAN JENJANG PENDIDIKAN : SMK Kompeten Pedagogi 1. Menguasai karakteristik peserta didik dari aspek fisik, moral, spiritual, sosial, kultural, emosional, dan intelektual. 2.
MATA PELAJARAN : TEKNIK PEMESINAN JENJANG PENDIDIKAN : SMK Kompeten Pedagogi 1. Menguasai karakteristik peserta didik dari aspek fisik, moral, spiritual, sosial, kultural, emosional, dan intelektual. 2.
DRIL I LIN I G N SEMESTER 2
 Semester 2 DRILLING SEMESTER 2 PRINSIP DASAR PDefinisi Pengeboran adalah suatu proses pengerjaan pemotongan menggunakan mata bor (twist drill) untuk menghasilkan lubang yang bulat pada material logam maupun
Semester 2 DRILLING SEMESTER 2 PRINSIP DASAR PDefinisi Pengeboran adalah suatu proses pengerjaan pemotongan menggunakan mata bor (twist drill) untuk menghasilkan lubang yang bulat pada material logam maupun
BAB 3 PERANCANGAN PROSES PENGERJAAN KOMPONEN PROTOTYPE V PISTON MAGNETIK
 BAB 3 PERANCANGAN PROSES PENGERJAAN KOMPONEN PROTOTYPE V PISTON MAGNETIK 3.1 Perancangan dan Tahap-tahap Perancangan Perancangan adalah tahap terpenting dari seluruh proses pembuat alat. Tahap pertama
BAB 3 PERANCANGAN PROSES PENGERJAAN KOMPONEN PROTOTYPE V PISTON MAGNETIK 3.1 Perancangan dan Tahap-tahap Perancangan Perancangan adalah tahap terpenting dari seluruh proses pembuat alat. Tahap pertama
BAB II Mesin Bubut I II. 1. Proses Manufaktur II
 BAB II Mesin Bubut I Tujuan Pembelajaran Umum : 1. Mahasiswa mengetahui tentang fungsi fungsi mesin bubut. 2.Mahasiswa mengetahui tentang alat alat potong di mesin bubut. 3. Mahasiswa mengetahui tentang
BAB II Mesin Bubut I Tujuan Pembelajaran Umum : 1. Mahasiswa mengetahui tentang fungsi fungsi mesin bubut. 2.Mahasiswa mengetahui tentang alat alat potong di mesin bubut. 3. Mahasiswa mengetahui tentang
III. METODOLOGI PENELITIAN. Penelitian ini dilakukan di Laboratorium Produksi Jurusan Teknik Mesin
 III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilakukan di Laboratorium Produksi Jurusan Teknik Mesin Fakultas Teknik Universitas Lampung pada bulan September 2012 sampai dengan
III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilakukan di Laboratorium Produksi Jurusan Teknik Mesin Fakultas Teknik Universitas Lampung pada bulan September 2012 sampai dengan
POROS BERTINGKAT. Pahat bubut rata, pahat bubut facing, pahat alur. A. Tujuan Adapun tujuan dari pembuatan poros bertingkat ini yaitu :
 POROS BERTINGKAT A. Tujuan Adapun tujuan dari pembuatan poros bertingkat ini yaitu : Mampu mengoprasikan mesin bubut secara benar. Mampu mebubut luar sampai halus dan rata. Mampu membubut lurus dan bertingkat.
POROS BERTINGKAT A. Tujuan Adapun tujuan dari pembuatan poros bertingkat ini yaitu : Mampu mengoprasikan mesin bubut secara benar. Mampu mebubut luar sampai halus dan rata. Mampu membubut lurus dan bertingkat.
BAB II DASAR TEORI. 2.1 Konsep Perencanaan Sistem Produksi. 2.2 Pengelasan
 BAB II DASAR TEORI 2.1 Konsep Perencanaan Sistem Produksi Pada perancangan suatu kontruksi hendaknya mempunyai suatu konsep perencanaan. Konsep perencanaan ini akan membahas dasar-dasar teori yang akan
BAB II DASAR TEORI 2.1 Konsep Perencanaan Sistem Produksi Pada perancangan suatu kontruksi hendaknya mempunyai suatu konsep perencanaan. Konsep perencanaan ini akan membahas dasar-dasar teori yang akan
MODUL I PRAKTIKUM PROSES PRODUKSI
 MODUL I PRAKTIKUM PROSES PRODUKSI LABORATORIUM PROSES DAN SISTEM PRODUKSI LABORATORIUM TEKNOLOGI MEKANIK DEPARTEMEN TEKNIK MESIN DAN INDUSTRI FAKULTAS TEKNIK UNIVERSITAS GADJAH MADA 2017 TATA TERTIB PRAKTIKUM
MODUL I PRAKTIKUM PROSES PRODUKSI LABORATORIUM PROSES DAN SISTEM PRODUKSI LABORATORIUM TEKNOLOGI MEKANIK DEPARTEMEN TEKNIK MESIN DAN INDUSTRI FAKULTAS TEKNIK UNIVERSITAS GADJAH MADA 2017 TATA TERTIB PRAKTIKUM
BAB V MESIN MILLING DAN DRILLING
 BAB V MESIN MILLING DAN DRILLING 5.1 Definisi Mesin Milling dan Drilling Mesin bor (drilling) merupakan sebuah alat atau perkakas yang digunakan untuk melubangi suatu benda. Cara kerja mesin bor adalah
BAB V MESIN MILLING DAN DRILLING 5.1 Definisi Mesin Milling dan Drilling Mesin bor (drilling) merupakan sebuah alat atau perkakas yang digunakan untuk melubangi suatu benda. Cara kerja mesin bor adalah
BAB IV PROSES PENGERJAAN DAN PENGUJIAN
 BAB IV PROSES PENGERJAAN DAN PENGUJIAN Pada bab ini akan dibahas mengenai pembuatan dan pengujian alat yang selanjutnya akan di analisa, hal ini dimaksudkan untuk memperoleh data yang dibutuhkan dan untuk
BAB IV PROSES PENGERJAAN DAN PENGUJIAN Pada bab ini akan dibahas mengenai pembuatan dan pengujian alat yang selanjutnya akan di analisa, hal ini dimaksudkan untuk memperoleh data yang dibutuhkan dan untuk
BAB II DASAR TEORI P =...(2.1)
") 4 BAB II DASAR TEORI 2.1 Motor Motor adalah suatu komponen utama dari sebuah kontruksi permesinan yang berfungsi sebagai penggerak. Gerakan yang dihasilkan oleh motor adalah sebuah putaran poros. Komponen
4 BAB II DASAR TEORI 2.1 Motor Motor adalah suatu komponen utama dari sebuah kontruksi permesinan yang berfungsi sebagai penggerak. Gerakan yang dihasilkan oleh motor adalah sebuah putaran poros. Komponen
PROSES PEMBUBUTAN LOGAM. PARYANTO, M.Pd.
 PROSES PEMBUBUTAN LOGAM PARYANTO, M.Pd. Jur.. PT. Mesin FT UNY Proses bubut adalah proses pemesinan untuk menghasilkan bagian-bagian mesin (komponen) berbentuk silindris yang dikerjakan dengan menggunakan
PROSES PEMBUBUTAN LOGAM PARYANTO, M.Pd. Jur.. PT. Mesin FT UNY Proses bubut adalah proses pemesinan untuk menghasilkan bagian-bagian mesin (komponen) berbentuk silindris yang dikerjakan dengan menggunakan
 ISSN 1907-0500 benda kerja berbentuk roundupt dan silindris yang dipasang pada meja mesin freis dapat dilihat pada Gambar 4(b) dan 4(c). Gambar 3. Asembling Modular Fixture (a) (b) (c) Gambar 4. Modular
ISSN 1907-0500 benda kerja berbentuk roundupt dan silindris yang dipasang pada meja mesin freis dapat dilihat pada Gambar 4(b) dan 4(c). Gambar 3. Asembling Modular Fixture (a) (b) (c) Gambar 4. Modular
BAB IV MESIN BUBUT. Gambar 2. Pembubut mesin tugas berat.
 BAB IV MESIN BUBUT Penggolongan Mesin Bubut A. Pembubut Kecepatan F. Pembubut Turet 1. Pengerjaan Kayu 1. Horisontal 2. Pemusingan Logam a. Jenis ram 3. Pemolesan b. Jenis sadel B. Pembubut Mesin 2. Vertikal
BAB IV MESIN BUBUT Penggolongan Mesin Bubut A. Pembubut Kecepatan F. Pembubut Turet 1. Pengerjaan Kayu 1. Horisontal 2. Pemusingan Logam a. Jenis ram 3. Pemolesan b. Jenis sadel B. Pembubut Mesin 2. Vertikal
SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN
 SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 CERDAS, KREATIF, INTELEK, WIRAUSAHAWAN 1 Pilihlah salah satu jawaban soal berikut
SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 CERDAS, KREATIF, INTELEK, WIRAUSAHAWAN 1 Pilihlah salah satu jawaban soal berikut
BAB I PROSES MANUFAKTUR
 BAB I PROSES MANUFAKTUR A. Pendahuluan. teknologi mekanik merupakan suatu proses pembuatan suatu benda dari bahan baku sampai barang jadi atau setengah jadi dengan atau tanpa proses tambahan. Dari sejarah
BAB I PROSES MANUFAKTUR A. Pendahuluan. teknologi mekanik merupakan suatu proses pembuatan suatu benda dari bahan baku sampai barang jadi atau setengah jadi dengan atau tanpa proses tambahan. Dari sejarah
BAB II DASAR TEORI 2.1 Proses Pengelasan.
 digilib.uns.ac.id 3 BAB II DASAR TEORI 2.1 Proses Pengelasan. 2.1.1 Pengertian pengelasan Pengelasan adalah suatu sambungan yang permanen yang mana berasal dari peleburan dan dua bagian yang digabungkan
digilib.uns.ac.id 3 BAB II DASAR TEORI 2.1 Proses Pengelasan. 2.1.1 Pengertian pengelasan Pengelasan adalah suatu sambungan yang permanen yang mana berasal dari peleburan dan dua bagian yang digabungkan
BAB li TEORI DASAR. 2.1 Konsep Dasar Perancangan
 BAB li TEORI DASAR Pada bab ini dijelaskan mengenai konsep dasar perancangan, teori dasar pemesinan, mesin bubut, komponen komponen utama mesin dan eretan (carriage). 2.1 Konsep Dasar Perancangan Perancangan
BAB li TEORI DASAR Pada bab ini dijelaskan mengenai konsep dasar perancangan, teori dasar pemesinan, mesin bubut, komponen komponen utama mesin dan eretan (carriage). 2.1 Konsep Dasar Perancangan Perancangan
RANCANG BANGUN JIG PENYAMBUNG PIPA MULTIDIMENSI
 RANCANG BANGUN JIG PENYAMBUNG PIPA MULTIDIMENSI Mulyadi 1, Iswanto 2, Dwi Setyo Utomo 3, Elly Antarisma 4 1,2 Staf Pengajar Teknik Mesin Universitas Muhammadiyah Sidoarjo 3,4 Alumni Program Sarjana Teknik
RANCANG BANGUN JIG PENYAMBUNG PIPA MULTIDIMENSI Mulyadi 1, Iswanto 2, Dwi Setyo Utomo 3, Elly Antarisma 4 1,2 Staf Pengajar Teknik Mesin Universitas Muhammadiyah Sidoarjo 3,4 Alumni Program Sarjana Teknik
Perancangan ulang alat penekuk pipa untuk mendukung proses produksi pada industri las. Sulistiawan I BAB IV PENGUMPULAN DAN PENGOLAHAN DATA
 Perancangan ulang alat penekuk pipa untuk mendukung proses produksi pada industri las Sulistiawan I 1303010 BAB IV PENGUMPULAN DAN PENGOLAHAN DATA Pada bab ini akan diuraikan proses pengumpulan dan pengolahan
Perancangan ulang alat penekuk pipa untuk mendukung proses produksi pada industri las Sulistiawan I 1303010 BAB IV PENGUMPULAN DAN PENGOLAHAN DATA Pada bab ini akan diuraikan proses pengumpulan dan pengolahan
BAB III PEMILIHAN BAHAN DAN PROSES MANUFAKTUR CRUISE CONTROL
 BAB III PEMILIHAN BAHAN DAN PROSES MANUFAKTUR CRUISE CONTROL III.1 Pemilihan Bahan dan Proses Manufaktur Cruise Control Versi Magnetic Clutch III.1.1 Pemilihan Bahan Cruise Control Versi Magnetic Clutch
BAB III PEMILIHAN BAHAN DAN PROSES MANUFAKTUR CRUISE CONTROL III.1 Pemilihan Bahan dan Proses Manufaktur Cruise Control Versi Magnetic Clutch III.1.1 Pemilihan Bahan Cruise Control Versi Magnetic Clutch
BAB IV HASIL PEMBUATAN DAN PEMBAHASAN. Sebelum melakukan proses pembuatan rangka pada incinerator terlebih
 BAB IV HASIL PEMBUATAN DAN PEMBAHASAN 4.1 Visualisasi Proses Pembuatan Sebelum melakukan proses pembuatan rangka pada incinerator terlebih dahulu harus mengetahui masalah Kesehatan dan Keselamatan Kerja
BAB IV HASIL PEMBUATAN DAN PEMBAHASAN 4.1 Visualisasi Proses Pembuatan Sebelum melakukan proses pembuatan rangka pada incinerator terlebih dahulu harus mengetahui masalah Kesehatan dan Keselamatan Kerja
BAB III METODE PROYEK AKHIR. Motor dengan alamat jalan raya Candimas Natar. Waktu terselesainya pembuatan mesin
 BAB III METODE PROYEK AKHIR A. Waktu dan Tempat Tempat pembuatan dan perakitan mesin pemotong kerupuk ini di lakukan di Bengkel Kurnia Motor dengan alamat jalan raya Candimas Natar. Waktu terselesainya
BAB III METODE PROYEK AKHIR A. Waktu dan Tempat Tempat pembuatan dan perakitan mesin pemotong kerupuk ini di lakukan di Bengkel Kurnia Motor dengan alamat jalan raya Candimas Natar. Waktu terselesainya
PROSES PEMBUATAN PRESS HIDROLIK KAPASITAS MAKSIMAL 15 TON
 PROSES PEMBUATAN PRESS HIDROLIK KAPASITAS MAKSIMAL 15 TON Iik Hikmatul Akbar (1), Yudi Samantha (2), Engkos Koswara (3) Teknik Mesin, Universitas Majalengka email : I.hikmatulakbar@gmail.com ABSTRACT Hydraulic
PROSES PEMBUATAN PRESS HIDROLIK KAPASITAS MAKSIMAL 15 TON Iik Hikmatul Akbar (1), Yudi Samantha (2), Engkos Koswara (3) Teknik Mesin, Universitas Majalengka email : I.hikmatulakbar@gmail.com ABSTRACT Hydraulic
menghasilkan produk atau komponen yang seragam dan presisi. Hubungan dan
 BAB II LANDASAN TEORI 2.1 Jig dan Fixture Jig dan bixture adalah alat bantu dalam proses manufaktur. untuk menghasilkan produk atau komponen yang seragam dan presisi. Hubungan dan kesejajaran antara benda
BAB II LANDASAN TEORI 2.1 Jig dan Fixture Jig dan bixture adalah alat bantu dalam proses manufaktur. untuk menghasilkan produk atau komponen yang seragam dan presisi. Hubungan dan kesejajaran antara benda
BAB II PENDEKATAN PEMECAHAN MASALAH. hasil yang baik sesuai ukuran dan dapat berfungsi sebagaimana mestinya. Ukuran poros : Ø 60 mm x 700 mm
 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Gambar kerja yang baik akan memudahkan pemahaman saat melakukan pengerjaan suatu produk, dalam hal ini membahas tentang pengerjaan poros
BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Gambar kerja yang baik akan memudahkan pemahaman saat melakukan pengerjaan suatu produk, dalam hal ini membahas tentang pengerjaan poros
BAB 19. Desain Studi II-Milling Fixtures. terlihat jelas pada fixture yang ditunjukkan pada Gambar Dasar fixture terpasang
 BAB 19 Desain Studi II-Milling Fixtures Karakteristik dari opersi milling adalah kekuatan pemotongan yang besar dan bervariasi secara berkala, menghasilkan sejumlah kepingan atau potongan, biasanya berukuran
BAB 19 Desain Studi II-Milling Fixtures Karakteristik dari opersi milling adalah kekuatan pemotongan yang besar dan bervariasi secara berkala, menghasilkan sejumlah kepingan atau potongan, biasanya berukuran
TUGAS TEKNIK PERAWATAN MESIN MAKALAH MESIN BUBUT, SEKRAP DAN FRAIS
 TUGAS TEKNIK PERAWATAN MESIN MAKALAH MESIN BUBUT, SEKRAP DAN FRAIS Disusun oleh : Nama : M. Fatkhul Amin No Mhs. : 111.33.1044 Jurusan : T. Mesin (D-3) JURUSAN TEKNIK MESIN FAKULTAS TEKNOLOGI INDUSTRI
TUGAS TEKNIK PERAWATAN MESIN MAKALAH MESIN BUBUT, SEKRAP DAN FRAIS Disusun oleh : Nama : M. Fatkhul Amin No Mhs. : 111.33.1044 Jurusan : T. Mesin (D-3) JURUSAN TEKNIK MESIN FAKULTAS TEKNOLOGI INDUSTRI
ANALISA KERUSAKAN PISAU POTONG MESIN GAP SHEAR DI PT. INKA NAMA : M. RIMANU NRP :
 FIELD PROJECT 2011 ANALISA KERUSAKAN PISAU POTONG MESIN GAP SHEAR DI PT. INKA NAMA : M. RIMANU NRP : 6308030008 LATAR BELAKANG Mesin Gap Shear merupakan suatu mesin potong yang menggunakan sistem hidrolik
FIELD PROJECT 2011 ANALISA KERUSAKAN PISAU POTONG MESIN GAP SHEAR DI PT. INKA NAMA : M. RIMANU NRP : 6308030008 LATAR BELAKANG Mesin Gap Shear merupakan suatu mesin potong yang menggunakan sistem hidrolik
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 K3 (Kesehatan dan Keselamatan Kerja) Dalam proses pembuatan mesin pengupas kulit kentang perlu memperhatikan masalah kesehatan dan keselamatan kerja (K3). Adapun maksud
BAB IV HASIL DAN PEMBAHASAN 4.1 K3 (Kesehatan dan Keselamatan Kerja) Dalam proses pembuatan mesin pengupas kulit kentang perlu memperhatikan masalah kesehatan dan keselamatan kerja (K3). Adapun maksud
SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN
 SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 CERDAS, KREATIF, INTELEK, WIRAUSAHAWAN 1 Pilihlah salah satu jawaban soal berikut
SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 CERDAS, KREATIF, INTELEK, WIRAUSAHAWAN 1 Pilihlah salah satu jawaban soal berikut
BAB 18. Studi Desain 1-Drill Jig. Studi Kasus
 BAB 18 Studi Desain 1-Drill Jig Lima Langkah Desain Dasar Dari diskusi pada Bab 3, Prosedur Perancangan Fixture, menjadi jelas bahwa ada banyak kesamaan pada desain dan prosedur desain untuk jig dan fixture
BAB 18 Studi Desain 1-Drill Jig Lima Langkah Desain Dasar Dari diskusi pada Bab 3, Prosedur Perancangan Fixture, menjadi jelas bahwa ada banyak kesamaan pada desain dan prosedur desain untuk jig dan fixture
BEKERJA DENGAN MESIN BUBUT
 1 BEKERJA DENGAN MESIN BUBUT PENGERTIAN Membubut adalah proses pembentukan benda kerja dengan mennggunakan mesin bubut. Mesin bubut adalah perkakas untuk membentuk benda kerja dengan gerak utama berputar.
1 BEKERJA DENGAN MESIN BUBUT PENGERTIAN Membubut adalah proses pembentukan benda kerja dengan mennggunakan mesin bubut. Mesin bubut adalah perkakas untuk membentuk benda kerja dengan gerak utama berputar.
BABV ANALISIS DAN PEMBAHASAN. Untuk dapat mengetahui penyimpangan titik nol jig pada mesin CNC
 BABV ANALISIS DAN PEMBAHASAN 5.1 Analisi Hasil Pengukuran Untuk dapat mengetahui penyimpangan titik nol jig pada mesin CNC Roland MDX-20, maka perlu dilakukan analisis terhadap data-data yang diperoleh
BABV ANALISIS DAN PEMBAHASAN 5.1 Analisi Hasil Pengukuran Untuk dapat mengetahui penyimpangan titik nol jig pada mesin CNC Roland MDX-20, maka perlu dilakukan analisis terhadap data-data yang diperoleh
Analisa Proses Pembuatan Prototype Produk Praktikum di Laboratorium X
 Analisa Proses Pembuatan Prototype Produk Praktikum di Laboratorium X Kulsum Jurusan Teknik Industri, FT, Universitas Sultan Ageng Tirtayasa Jalan Jend. Sudirman KM3, Cilegon, 42435, INDONESIA Email: kulsum.ti@gmail.com
Analisa Proses Pembuatan Prototype Produk Praktikum di Laboratorium X Kulsum Jurusan Teknik Industri, FT, Universitas Sultan Ageng Tirtayasa Jalan Jend. Sudirman KM3, Cilegon, 42435, INDONESIA Email: kulsum.ti@gmail.com
BAB IV PROSES PEMBUATAN, HASIL PEMBUATAN
 BAB IV PROSES PEMBUATAN, HASIL PEMBUATAN 4.1 Konsep Pembuatan Mesin Potong Sesuai dengan definisi dari mesin potong logam, bahwa sebuah mesin dapat menggantikan pekerjaan manual menjadi otomatis, sehingga
BAB IV PROSES PEMBUATAN, HASIL PEMBUATAN 4.1 Konsep Pembuatan Mesin Potong Sesuai dengan definisi dari mesin potong logam, bahwa sebuah mesin dapat menggantikan pekerjaan manual menjadi otomatis, sehingga
Dosen Pembimbing Ir. SAMPURNO, MT. Jurusan Teknik Mesin Fakultas Teknologi Industri Institut Teknologi Sepuluh Nopember Surabaya 2011
 IBNU MAHARDI ZAHTIAR 2106 100 069 Dosen Pembimbing Ir. SAMPURNO, MT. Jurusan Teknik Mesin Fakultas Teknologi Industri Institut Teknologi Sepuluh Nopember Surabaya 2011 Multi Fixture Analisa dan Perancangan
IBNU MAHARDI ZAHTIAR 2106 100 069 Dosen Pembimbing Ir. SAMPURNO, MT. Jurusan Teknik Mesin Fakultas Teknologi Industri Institut Teknologi Sepuluh Nopember Surabaya 2011 Multi Fixture Analisa dan Perancangan
SMK PGRI 1 NGAWI TERAKREDITASI: A
 TEKNIK PEMESINAN SMK PGRI 1 NGAWI TERAKREDITASI: A Jl. Rajawali No. 32, Telp./Faks. : (0351) 746081 Ngawi. Homepage: 1. www.smkpgri1ngawi.sch.id 2. www.grisamesin.wordpress.com Facebook: A. Kecepatan potong
TEKNIK PEMESINAN SMK PGRI 1 NGAWI TERAKREDITASI: A Jl. Rajawali No. 32, Telp./Faks. : (0351) 746081 Ngawi. Homepage: 1. www.smkpgri1ngawi.sch.id 2. www.grisamesin.wordpress.com Facebook: A. Kecepatan potong
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA 2.1 Pandangan Umum 2.1.1 Definisi Paving-Block Paving-block merupakan produk bahan bangunan dari semen yang digunakan sebagai salah satu alternatif penutup atau pengerasan permukaan
BAB II TINJAUAN PUSTAKA 2.1 Pandangan Umum 2.1.1 Definisi Paving-Block Paving-block merupakan produk bahan bangunan dari semen yang digunakan sebagai salah satu alternatif penutup atau pengerasan permukaan
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahan-bahanyang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahan-bahanyang