PROSES PEMBUATAN SAKLAR TOGGLE SHAFT WELDED CIRCUIT BREAKER PADA CV. GLOBALINDO PERKASA ENGINEERING
|
|
|
- Fanny Yenny Indradjaja
- 7 tahun lalu
- Tontonan:
Transkripsi



1 PROSES PEMBUATAN SAKLAR TOGGLE SHAFT WELDED CIRCUIT BREAKER PADA CV. GLOBALINDO PERKASA ENGINEERING NAMA : SOFIAN OKTAVIARDI NPM : JURUSAN : TEKNIK MESIN PEMBIMBING : IRWANSYAH, ST., MT.
2 Latar Belakang Masalah Circuit Breaker atau Saklar Pemutus Tenaga (PMT) adalah suatu peralatan pemutus rangkaian listrik pada suatu sistem tenaga listrik, Saklar Toggle Shaft Welded adalah salah satu komponen yang terdapat pada sistem circuit breaker yang digunakan pada arus yang bertegangan tinggi. Saklar Toggle Shaft Welded ini menghubungkan atau memutuskan arus yang mampu untuk membuka dan menutup rangkaian listrik pada semua kondisi, termasuk arus hubung singkat, sesuai dengan ratingnya. Juga pada kondisi tegangan yang normal ataupun tidak normal.
3 Tujuan Penulisan Tujuan dari penulisan ilmiah ini adalah sebagai berikut : 1. Mengetahui Fungsi Saklar Toggle Shaft Welded 2. Menguraikan dan menjelaskan mesin- mesin yang digunakan pada proses pembuatan Saklar Toggle Shaft Welded 3. Mengetahui proses quality control pada hasil produksi
4 Proses Machining Saklar Toggle Shaft Welded Saklar toggle Shaft welded adalah suatu komponen yang terdapat pada sistem circuit breaker berfungsi pemutus rangkaian listrik pada suatu sistem tenaga listrik, yang mampu untuk membuka dan menutup rangkaian listrik pada semua kondisi, termasuk arus hubung singkat. Proses machining merupakan proses perlakuan mesin terhadap part (komponen) dimana objek dibentuk dengan cara membuang atau menghilangkan sebagian material dari benda kerja yang tujuannya untuk mendapatkan benda kerja (komponen) dengan akurasi yang baik dan ketelitian yang tinggi sehingga dihasilkan produk yang berkualitas dan bermutu tinggi sesuai dengan keinginan dan standar produk. Didalam proses machining ini meliputi beberapa proses antara lain: proses cutting, proses turning, proses milling, proses laser, proses tapping dan proses pengelasan (welding)
5 Diagram Alir Proses Kerja Pembuatan Saklar Toggle Shaft Welded
6 Material Cutting Process Material Cuting Process adalah tahapan pertama dalam pembuatan saklar toggle shaft welded. Dalam tahapan pertama ini komponen yang dipotong adalah shaft. Pemotongan komponen shaft dilakukan menggunakan mesin cutting bandsaw. Mesin cutting bandsaw dipilih karena urutan proses yang sederhana, bahan baku diletakan pada penampang lalu band (pisau yang berbentuk lempengan seperti pita) akan didorong otomatis kearah pisau sebagai alat potongnya. Mesin cutting bandsaw juga dapat meningkatkan hasil pemotongan horizontal yang lebih sempurna dan finishing halus

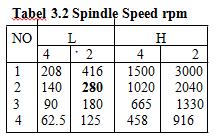
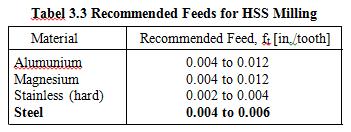
7 Milling Process
8

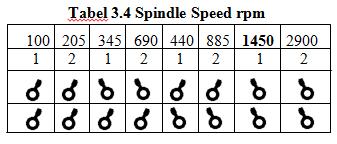
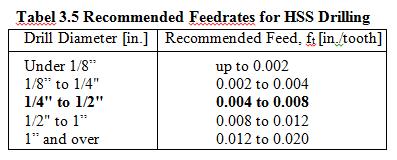
9 Drilling And Tapping Process Shaft yang sebelumnya selesai pada proses milling selanjutnya dilakukan bor process machine dan tapping process machine yang bertujuan menghasilkan lubang dan membentuk ulir dalam pada lubang yang dihasilkan pada proses bor sebelumnya. Pengeboran dan pengetapan dilakukan sesuai dengan ukuran yang telah ditentukan yaitu M8 x 1
10


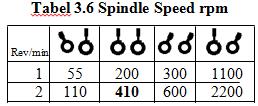
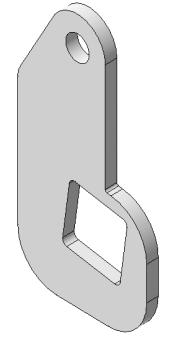
11 Turning Process Proses pembubutan dapat digambarkan secara sederhana sebagai proses pemesinan yang menggunakan pahat dengan satu mata potong untuk membuang material dari permukaan benda kerja yang berputar. Pada proses ini (Turning Process) terdapat dua bagian dari Saklar Toggle Shaft Welded yang melewati proses tesebut diantaranya yaitu pada bagian shaft dan bolded. Gambar. Shaft gambar. Bolded Pembubutan dilakukan sesuai dengan perencanaan dalam bentuk maupun ukuran seperti yang terlihat pada gambar 3.6. Dalam pembubutan hal yang harus diperhatikan adalah kecepatan dalam pembubutan dan juga kondisi pahat yang dipergunakan karena hal itu akan berpengaruh pada hasil pembubutan. Gambar 3.6 Gambar kerja Pada Shaft
12

13 Laser Cuting Process


14 Welded Process Pada las listrik, sambungan terjadi oleh panas yang ditimbulkan oleh busur listrik yang terjadi antara benda kerja dan elektroda. Elektroda atau logam pengisi dipanaskan sampai mencair dan diendapkan pada sambungan sehingga terjadi sambungan las. Mula-mula terjadi kontak antara elektroda dan benda kerja sehingga terjadi aliran arus, kemudian dengan memisahkan penghantar timbullah busur. Energi listrik diubah menjadi energi panas dalam busur dan suhu dapat mencapai 5500 C. Pada bagian yang terkena busur listrik tersebut akan mencair, demikian juga elektroda yang menghasilkan busur listrik akan mencair pada ujungnya dan merambat terus sampai habis Proses pengelasan (Welded Process) merupakan proses dimana komponen komponen dari saklar toggle shaft welded bisa mengikat secara kuat dengan cara di las menggunakan mesin las listrik. Gambar 3.9 Hasil Proses Pengelasan
15 Quality Control Pada pemeriksaan dimensi, dilakukan pengukuran pada hasil produk dengan menggunakan jig inspection. Pada jig inspection terdapat sketsa produk yang sudah sesuai ukurannya, sehingga saat hasil produk ditempatkan pada jig inspection akan terlihat apakah sesuai atau tidak ukuran yang ditetapkan, apabila tidak sesuai maka dilakukan pemesinan kembali agar sesuai dengan ukuran yang ditentukan. Gambar 3.10 Pemeriksaan Dimensi Menggunakan Jig Inspection
16 Sedangkan pemeriksaan visual, dilakukan secara berurutan dari sisi depan selanjutnya ke sisi belakang, lalu ke sisi samping (seperti memutar sebuah benda), baru kemudian sisi atas dan terakhir sisi bawah. Pemeriksaan visual dilakukan untuk mendeteksi kemungkinan adanya cacat yang terjadi yang diakibatkan pada sesuatu yang tidak terduga seperti terbentur ataupun terjatuh yang menyebabkan cacat Pemeriksaan pengelasan dilakukan bertujuan agar komponen-komponen yang dirangkai menggunakan proses pengelasan bisa mengikat secara utuh dan kuat. Pemeriksaan pengelasan dilakukan dengan cara memukul bagian-bagian atau komponen-komponen yang dilas dengan menggunakan palu karet.
17 Kesimpulan Beberapa kesimpulan yang dapat disampaikan berdasarkan hasil pengamatan dilapangan adalah sebagai berikut : 1. Saklar toggle Shaft welded adalah komponen yang terdapat pada suatu sistem circuit breaker bertegangan tinggi yang dirangkai dengan komponen-komponen pendukung lainnya pada sistem tersebut yang berfungsi untuk membuka dan menutup rangkaian listrik pada semua kondisi 2. Pada proses pembuatan Saklar toggle shaft welded melalui beberapa proses machining yaitu diantaranya : Mesin bandshaw yang digunakan untuk memotong shaft Mesin Frais dan Mesin Bubut yang digunakan untuk menyayat permukaan pada shaft untuk mendapatkan ukuran yang sesuai dan menghilankan deformasi pada komponen tersebut Mesin Bor dan Tap untuk membuat lubang sekaligus membuat ulir pada shaft Mesin Laser berfungsi untuk memotong komponen dengan bentuk yang sulit yang tidak mungkin dipotong dengan cara tradisional dengan hasil pemotongan yang baik Mesin Las Listrik yang berfungsi untuk mengikat material menajdi satu kesatuan komponen yang utuh 3. Proses quality control merupakan proses terakhir, dimana setiap komponen dilakukan pemeriksaan baik dari segi visual, dimensi, dan pemeriksaan kekuatan sambungan las, yang bertujuan agar komponen tidak terjadi cacat dan sesuai dengan standar yang telah ditetapkan oleh perusahaan
BAB III PERENCANAAN DAN GAMBAR
 BAB III PERENCANAAN DAN GAMBAR 3.1 Diagram Alir Proses Perancangan Proses perancangan mesin peniris minyak pada kacang seperti terlihat pada gambar 3.1 berikut ini: Mulai Studi Literatur Gambar Sketsa
BAB III PERENCANAAN DAN GAMBAR 3.1 Diagram Alir Proses Perancangan Proses perancangan mesin peniris minyak pada kacang seperti terlihat pada gambar 3.1 berikut ini: Mulai Studi Literatur Gambar Sketsa
PROSES PEMBUATAN PADA ALAT BANTU JIG SLIPPER ETHANOL ( COMA RIGHT & LEFT ) DI PT. SUMBER TEKNIK SENTOSA
 DI PT. SUMBER TEKNIK SENTOSA") PROSES PEMBUATAN PADA ALAT BANTU JIG SLIPPER ETHANOL ( COMA RIGHT & LEFT ) DI PT. SUMBER TEKNIK SENTOSA NAMA : DIDI BACHTIAR NPM : 22412075 JURUSAN : TEKNIK MESIN PEMBIMBING : Irvan Septyan Mulyana, ST.,
PROSES PEMBUATAN PADA ALAT BANTU JIG SLIPPER ETHANOL ( COMA RIGHT & LEFT ) DI PT. SUMBER TEKNIK SENTOSA NAMA : DIDI BACHTIAR NPM : 22412075 JURUSAN : TEKNIK MESIN PEMBIMBING : Irvan Septyan Mulyana, ST.,
BAB III PROSES PEMBUATAN STEAM JOINT STAND FOR BENDED TR
 BAB III PROSES PEMBUATAN STEAM JOINT STAND FOR BENDED TR Untuk membuat spare parts yang utuh, diperlukan komponen-komponen steam joint stand for bende tr yang mempunyai fungsi yang berbeda yang kemudian
BAB III PROSES PEMBUATAN STEAM JOINT STAND FOR BENDED TR Untuk membuat spare parts yang utuh, diperlukan komponen-komponen steam joint stand for bende tr yang mempunyai fungsi yang berbeda yang kemudian
DAFTAR ISI HALAMAN JUDUL LEMBAR PENGESAHAN KATA PENGANTAR DAFTAR ISI DAFTAR TABEL DAFTAR GAMBAR DAFTAR LAMPIRAN BAB I PENDAHULUAN BAB II MESIN BUBUT
 DAFTAR ISI Halaman HALAMAN JUDUL... i LEMBAR PENGESAHAN... ii KATA PENGANTAR... iii DAFTAR ISI... v DAFTAR TABEL... ix DAFTAR GAMBAR... x DAFTAR LAMPIRAN... xii BAB I PENDAHULUAN 1.1 Latar Belakang Masalah...
DAFTAR ISI Halaman HALAMAN JUDUL... i LEMBAR PENGESAHAN... ii KATA PENGANTAR... iii DAFTAR ISI... v DAFTAR TABEL... ix DAFTAR GAMBAR... x DAFTAR LAMPIRAN... xii BAB I PENDAHULUAN 1.1 Latar Belakang Masalah...
BAB III PERENCANAAN DAN GAMBAR
 BAB III PERENCANAAN DAN GAMBAR 3.1 Flow Chart Pembuatan Mesin Pemotong Umbi Mulai Studi Literatur Perencanaan dan Desain Perhitungan Penentuan dan Pembelian Komponen Proses Pengerjaan Proses Perakitan
BAB III PERENCANAAN DAN GAMBAR 3.1 Flow Chart Pembuatan Mesin Pemotong Umbi Mulai Studi Literatur Perencanaan dan Desain Perhitungan Penentuan dan Pembelian Komponen Proses Pengerjaan Proses Perakitan
BAB III LANDASAN TEORI
 BAB III LANDASAN TEORI 3.1. Definisi Proses Produksi Proses produksi yaitu suatu kegiatan perbaikan terus menerus (continous improvement) yang dimulai dari sederet siklus sejak adanya ide ide untuk menghasilkan
BAB III LANDASAN TEORI 3.1. Definisi Proses Produksi Proses produksi yaitu suatu kegiatan perbaikan terus menerus (continous improvement) yang dimulai dari sederet siklus sejak adanya ide ide untuk menghasilkan
RANCANG BANGUN MESIN PEMECAH BIJI KEMIRI DENGAN SISTEM BENTUR
 RANCANG BANGUN MESIN PEMECAH BIJI KEMIRI DENGAN SISTEM BENTUR Sumardi 1* Jurusan Teknik Mesin Politeknik Negeri Lhokseumawe Jl. Banda Aceh Medan Km. 280 Buketrata Lhokseumawe 24301 Email: Sumardi63@gmail.com
RANCANG BANGUN MESIN PEMECAH BIJI KEMIRI DENGAN SISTEM BENTUR Sumardi 1* Jurusan Teknik Mesin Politeknik Negeri Lhokseumawe Jl. Banda Aceh Medan Km. 280 Buketrata Lhokseumawe 24301 Email: Sumardi63@gmail.com
BAB IV PROSES PENGERJAAN DAN PENGUJIAN
 BAB IV PROSES PENGERJAAN DAN PENGUJIAN Pada bab ini akan dibahas mengenai pembuatan dan pengujian alat yang selanjutnya akan di analisa, hal ini dimaksudkan untuk memperoleh data yang dibutuhkan dan untuk
BAB IV PROSES PENGERJAAN DAN PENGUJIAN Pada bab ini akan dibahas mengenai pembuatan dan pengujian alat yang selanjutnya akan di analisa, hal ini dimaksudkan untuk memperoleh data yang dibutuhkan dan untuk
RANCANG BANGUN MESIN PEMECAH BIJI KEMIRI DENGAN SISTEM BENTUR
 RANCANG BANGUN MESIN PEMECAH BIJI KEMIRI DENGAN SISTEM BENTUR Sumardi Jurusan Teknik Mesin Politeknik Negeri Lhokseumawe Jl. Banda Aceh Medan Km. 280 Buketrata Lhokseumawe 24301 Email: Sumardi63@gmail.com
RANCANG BANGUN MESIN PEMECAH BIJI KEMIRI DENGAN SISTEM BENTUR Sumardi Jurusan Teknik Mesin Politeknik Negeri Lhokseumawe Jl. Banda Aceh Medan Km. 280 Buketrata Lhokseumawe 24301 Email: Sumardi63@gmail.com
BAB III PERAWATAN MESIN BUBUT PADA PT.MITSUBA INDONESIA
 BAB III PERAWATAN MESIN BUBUT PADA PT.MITSUBA INDONESIA 3.1 Mesin Bubut Mesin bubut adalah mesin yang dibuat dari logam, gunanya untuk membentuk benda kerja dengan cara menyayat, gerakan utamanya adalah
BAB III PERAWATAN MESIN BUBUT PADA PT.MITSUBA INDONESIA 3.1 Mesin Bubut Mesin bubut adalah mesin yang dibuat dari logam, gunanya untuk membentuk benda kerja dengan cara menyayat, gerakan utamanya adalah
BAB I PENDAHULUAN 1.1 LATAR BELAKANG
 BAB I PENDAHULUAN 1.1 LATAR BELAKANG Untuk mengurangi biaya produksi, peningkatan efisiensi proses manufaktur suatu produk sangat berpengaruh, terutama dengan menurunkan waktu proses manufakturnya. Dalam
BAB I PENDAHULUAN 1.1 LATAR BELAKANG Untuk mengurangi biaya produksi, peningkatan efisiensi proses manufaktur suatu produk sangat berpengaruh, terutama dengan menurunkan waktu proses manufakturnya. Dalam
BAB II DASAR TEORI 2.1 Proses Produksi 2.2 Sistem Perencanaan Proses Produksi
 BAB II DASAR TEORI 2.1 Proses Produksi Proses diartikan sebagai suatu cara, metode dan teknik bagaimana sesungguhnya sumber-sumber (tenaga kerja, mesin, bahan dan dana) yang ada diubah untuk memperoleh
BAB II DASAR TEORI 2.1 Proses Produksi Proses diartikan sebagai suatu cara, metode dan teknik bagaimana sesungguhnya sumber-sumber (tenaga kerja, mesin, bahan dan dana) yang ada diubah untuk memperoleh
TEORI MEMESIN LOGAM (METAL MACHINING)
") TEORI MEMESIN LOGAM (METAL MACHINING) Proses permesinan (machining) : Proses pembuatan ( manufacture) dimana perkakas potong ( cutting tool) digunakan untuk membentuk material dari bentuk dasar menjadi
TEORI MEMESIN LOGAM (METAL MACHINING) Proses permesinan (machining) : Proses pembuatan ( manufacture) dimana perkakas potong ( cutting tool) digunakan untuk membentuk material dari bentuk dasar menjadi
BAB II DASAR TEORI 2.1 Proses Pengelasan.
 digilib.uns.ac.id 3 BAB II DASAR TEORI 2.1 Proses Pengelasan. 2.1.1 Pengertian pengelasan Pengelasan adalah suatu sambungan yang permanen yang mana berasal dari peleburan dan dua bagian yang digabungkan
digilib.uns.ac.id 3 BAB II DASAR TEORI 2.1 Proses Pengelasan. 2.1.1 Pengertian pengelasan Pengelasan adalah suatu sambungan yang permanen yang mana berasal dari peleburan dan dua bagian yang digabungkan
BAB I PROSES MANUFAKTUR
 BAB I PROSES MANUFAKTUR A. Pendahuluan. teknologi mekanik merupakan suatu proses pembuatan suatu benda dari bahan baku sampai barang jadi atau setengah jadi dengan atau tanpa proses tambahan. Dari sejarah
BAB I PROSES MANUFAKTUR A. Pendahuluan. teknologi mekanik merupakan suatu proses pembuatan suatu benda dari bahan baku sampai barang jadi atau setengah jadi dengan atau tanpa proses tambahan. Dari sejarah
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1. Kacang Kedelai Kacang Kedelai adalah salah satu tanaman polong-polongan yang menjadi bahan dasar banyak makanan dari Asia Timur, seperti : kecap, tahu, dan tempe. Berdasarkan
BAB II LANDASAN TEORI 2.1. Kacang Kedelai Kacang Kedelai adalah salah satu tanaman polong-polongan yang menjadi bahan dasar banyak makanan dari Asia Timur, seperti : kecap, tahu, dan tempe. Berdasarkan
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
BAB IV PROSES PRODUKSI
 BAB IV PROSES PRODUKSI 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pemotong kerupuk rambak kulit. Pengerjaan paling dominan dalam pembuatan komponen
BAB IV PROSES PRODUKSI 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pemotong kerupuk rambak kulit. Pengerjaan paling dominan dalam pembuatan komponen
PROSES PEMBUATAN POROS PENGADUK PADA MESIN PENGKRISTAL GULA JAWA PROYEK AKHIR
 PROSES PEMBUATAN POROS PENGADUK PADA MESIN PENGKRISTAL GULA JAWA PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Persyaratan Guna Memperoleh Gelar Ahli Madya D3
PROSES PEMBUATAN POROS PENGADUK PADA MESIN PENGKRISTAL GULA JAWA PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Persyaratan Guna Memperoleh Gelar Ahli Madya D3
BAB I PENDAHULUAN LATAR BELAKANG
 1 BAB I PENDAHULUAN 1. LATAR BELAKANG Pada saat ini, banyak sekali alat-alat yang terbuat dari bahan plat baik plat fero maupun nonfero seperti talang air, cover pintu, tong sampah, kompor minyak, tutup
1 BAB I PENDAHULUAN 1. LATAR BELAKANG Pada saat ini, banyak sekali alat-alat yang terbuat dari bahan plat baik plat fero maupun nonfero seperti talang air, cover pintu, tong sampah, kompor minyak, tutup
BAB II DASAR TEORI 2.1 Pengertian Las MIG ( Metal Inert Gas) 2.2 Sejarah Las MIG
 2.2 Sejarah Las MIG") BAB II DASAR TEORI 2.1 Pengertian Las MIG (Metal Inert Gas) Las MIG (Metal Inert Gas) merupakan las busur gas yang menggunakan kawat las sekaligus sebagai elektroda. Elektroda tersebut berupa gulungan
BAB II DASAR TEORI 2.1 Pengertian Las MIG (Metal Inert Gas) Las MIG (Metal Inert Gas) merupakan las busur gas yang menggunakan kawat las sekaligus sebagai elektroda. Elektroda tersebut berupa gulungan
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
PROSES PEMESINAN FRONT AXLE TYPE TD STD FE7. Nama : Ismail nur Dwianto NPM : Jurusan : Teknik Mesin Pembimbing : Irwansyah, ST., MT.
 PROSES PEMESINAN FRONT AXLE TYPE TD STD FE7 Nama : Ismail nur Dwianto NPM : 23411729 Jurusan : Teknik Mesin Pembimbing : Irwansyah, ST., MT. Latar Belakang Front Axle merupakan unit poros penggerak roda
PROSES PEMESINAN FRONT AXLE TYPE TD STD FE7 Nama : Ismail nur Dwianto NPM : 23411729 Jurusan : Teknik Mesin Pembimbing : Irwansyah, ST., MT. Latar Belakang Front Axle merupakan unit poros penggerak roda
BAB II DASAR TEORI 2.1 Pengertian Proses Produksi 2.2 Pengertian Mesin Pengaduk Adonan
 BAB II DASAR TEORI 2.1 Pengertian Proses Produksi Dalam Kamus Besar Bahasa Indonesia, dikatakan bahwa : Produksi adalah proses mengeluarkan hasil. Dapat penulis uraikan, bahwa definisi produksi adalah
BAB II DASAR TEORI 2.1 Pengertian Proses Produksi Dalam Kamus Besar Bahasa Indonesia, dikatakan bahwa : Produksi adalah proses mengeluarkan hasil. Dapat penulis uraikan, bahwa definisi produksi adalah
: Teknologi Industri Pembimbing : 1.Dr. Rr Sri Poernomo Sari, ST., MT. : 2.Irwansyah, ST., MT
 ANALISIS PEMBUATAN JIG PENGUBAH SUDUT KEMIRINGAN VALVE SILINDER HEAD SEPEDA MOTOR MATIC Nama NPM : 20410985 Jurusan Fakultas : Ardi Adetya Prabowo : Teknik Mesin : Teknologi Industri Pembimbing : 1.Dr.
ANALISIS PEMBUATAN JIG PENGUBAH SUDUT KEMIRINGAN VALVE SILINDER HEAD SEPEDA MOTOR MATIC Nama NPM : 20410985 Jurusan Fakultas : Ardi Adetya Prabowo : Teknik Mesin : Teknologi Industri Pembimbing : 1.Dr.
LAPORAN TUGAS AKHIR STUDY TENTANG CUTTING FORCE MESIN BUBUT (DESAIN DYNAMOMETER SEDERHANA)
") LAPORAN TUGAS AKHIR STUDY TENTANG CUTTING FORCE MESIN BUBUT (DESAIN DYNAMOMETER SEDERHANA) Laporan Tugas Akhir ini Disusun Sebagai Syarat Untuk Memperoleh Gelar Sarjana Teknik Pada Jurusan Teknik Mesin
LAPORAN TUGAS AKHIR STUDY TENTANG CUTTING FORCE MESIN BUBUT (DESAIN DYNAMOMETER SEDERHANA) Laporan Tugas Akhir ini Disusun Sebagai Syarat Untuk Memperoleh Gelar Sarjana Teknik Pada Jurusan Teknik Mesin
BAB IV PROSES PRODUKSI DAN PENGUJIAN
 BAB IV PROSES PRODUKSI DAN PENGUJIAN 4.1 Proses Pembuatan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pemotong umbi. Pengerjaan yang dominan dalam
BAB IV PROSES PRODUKSI DAN PENGUJIAN 4.1 Proses Pembuatan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pemotong umbi. Pengerjaan yang dominan dalam
Laporan Tugas Akhir BAB IV MODIFIKASI
 BAB IV MODIFIKASI 4.1. Rancangan Mesin Sebelumnya Untuk melakukan modifikasi, terlebih dahulu dibutuhkan data-data dari perancangan sebelumnya. Data-data yang didapatkan dari perancangan sebelumnya adalah
BAB IV MODIFIKASI 4.1. Rancangan Mesin Sebelumnya Untuk melakukan modifikasi, terlebih dahulu dibutuhkan data-data dari perancangan sebelumnya. Data-data yang didapatkan dari perancangan sebelumnya adalah
BAB III TINJAUAN PUSTAKA
 BAB III TINJAUAN PUSTAKA 1.1 PENDAHULUAN Tempat tidur terapi 2 section adalah tempat tidur yang di dirancang untuk mendukung pemeriksaan dan perawatan sendi mayor dan terapi otot manual.terutama digunakan
BAB III TINJAUAN PUSTAKA 1.1 PENDAHULUAN Tempat tidur terapi 2 section adalah tempat tidur yang di dirancang untuk mendukung pemeriksaan dan perawatan sendi mayor dan terapi otot manual.terutama digunakan
BAB III METODE PERANCANGAN. Mulai. Merancang Desain dan Study Literatur. Quality Control. Hasil Analisis. Kesimpulan. Selesai
 BAB III METODE PERANCANGAN 3.1. Diagram Alir Penelitian Mulai Merancang Desain dan Study Literatur Proses Pembuatan Rangka -Pemotongan pipa -Proses pengelasan -Proses penggerindaan Proses Finishing -Proses
BAB III METODE PERANCANGAN 3.1. Diagram Alir Penelitian Mulai Merancang Desain dan Study Literatur Proses Pembuatan Rangka -Pemotongan pipa -Proses pengelasan -Proses penggerindaan Proses Finishing -Proses
BAB III TINJAUAN PUSTAKA
 9 BAB III TINJAUAN PUSTAKA 3.1 PENDAHULUAN Semakin berkembangnya industri terutama dibidang jasa dan produksi akan mempengaruhi perusahaan untuk meningkatkan kualitas kerja yang dihasilkan untuk memenuhi
9 BAB III TINJAUAN PUSTAKA 3.1 PENDAHULUAN Semakin berkembangnya industri terutama dibidang jasa dan produksi akan mempengaruhi perusahaan untuk meningkatkan kualitas kerja yang dihasilkan untuk memenuhi
BAB II PENDEKATAN PEMECAHAN MASALAH. pemesinan. Berikut merupakan gambar kerja dari komponen yang dibuat: Gambar 1. Ukuran Poros Pencacah
 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Gambar kerja merupakan alat komunikasi bagi orang manufaktur. Dengan melihat gambar kerja, operator dapat memahami apa yang diinginkan perancang
BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Gambar kerja merupakan alat komunikasi bagi orang manufaktur. Dengan melihat gambar kerja, operator dapat memahami apa yang diinginkan perancang
c = b - 2x = ,75 = 7,5 mm A = luas penampang v-belt A = b c t = 82 mm 2 = 0, m 2
 c = b - 2x = 13 2. 2,75 = 7,5 mm A = luas penampang v-belt A = b c t = mm mm = 82 mm 2 = 0,000082 m 2 g) Massa sabuk per meter. Massa belt per meter dihitung dengan rumus. M = area panjang density = 0,000082
c = b - 2x = 13 2. 2,75 = 7,5 mm A = luas penampang v-belt A = b c t = mm mm = 82 mm 2 = 0,000082 m 2 g) Massa sabuk per meter. Massa belt per meter dihitung dengan rumus. M = area panjang density = 0,000082
BAB II GAMBARAN UMUM PERUSAHAAN
 BAB II GAMBARAN UMUM PERUSAHAAN 2.1. Sejarah Perusahaan PT. Barata Indonesia (Persero) berdiri dengan nama PT. Barata Metal Works & Engineering berdiri pada tahun 1971 di Gresik, Surabaya. Perusahaan ini
BAB II GAMBARAN UMUM PERUSAHAAN 2.1. Sejarah Perusahaan PT. Barata Indonesia (Persero) berdiri dengan nama PT. Barata Metal Works & Engineering berdiri pada tahun 1971 di Gresik, Surabaya. Perusahaan ini
I. PENDAHULUAN. sampah. Karena suhu yang diperoleh dengan pembakaran tadi sangat rendah maka
 I. PENDAHULUAN A. Latar Belakang Teknik penyambungan logam telah diketahui sejak dahulu kala. Sumber energi yang digunakan pada zaman dahulu diduga dihasilkan dari pembakaran kayu atau sampah. Karena suhu
I. PENDAHULUAN A. Latar Belakang Teknik penyambungan logam telah diketahui sejak dahulu kala. Sumber energi yang digunakan pada zaman dahulu diduga dihasilkan dari pembakaran kayu atau sampah. Karena suhu
RANCANG BANGUN MESIN PEMIPIL JAGUNG DENGAN KAPASITAS PRODUKSI 7KG/MENIT UNTUK USAHA KECIL MENENGAH BAGIAN PROSES PRODUKSI
 RANCANG BANGUN MESIN PEMIPIL JAGUNG DENGAN KAPASITAS PRODUKSI 7KG/MENIT UNTUK USAHA KECIL MENENGAH BAGIAN PROSES PRODUKSI PROYEK AKHIR Diajukan untuk memenuhi persyaratan guna memperoleh gelar Ahli Madya
RANCANG BANGUN MESIN PEMIPIL JAGUNG DENGAN KAPASITAS PRODUKSI 7KG/MENIT UNTUK USAHA KECIL MENENGAH BAGIAN PROSES PRODUKSI PROYEK AKHIR Diajukan untuk memenuhi persyaratan guna memperoleh gelar Ahli Madya
PENGARUH ARUS LISTRIK TERHADAP DAERAH HAZ LAS PADA BAJA KARBON
 TUGAS AKHIR PENGARUH ARUS LISTRIK TERHADAP DAERAH HAZ LAS PADA BAJA KARBON Diajukan Sebagai Salah Satu Syarat Menyelesaikan Program Studi Strata Satu Pada Jurusan Teknik Mesin Fakultas Teknik Universitas
TUGAS AKHIR PENGARUH ARUS LISTRIK TERHADAP DAERAH HAZ LAS PADA BAJA KARBON Diajukan Sebagai Salah Satu Syarat Menyelesaikan Program Studi Strata Satu Pada Jurusan Teknik Mesin Fakultas Teknik Universitas
PERAKITAN ALAT PENGAYAK PASIR SEMI OTOMATIK
 PERAKITAN ALAT PENGAYAK PASIR SEMI OTOMATIK Nama : Hery Hermawanto NPM : 23411367 Jurusan : Teknik Mesin Fakultas : Teknologi Industri Pembimbing : Dr. Ridwan, ST., MT Latar Belakang Begitu banyak dan
PERAKITAN ALAT PENGAYAK PASIR SEMI OTOMATIK Nama : Hery Hermawanto NPM : 23411367 Jurusan : Teknik Mesin Fakultas : Teknologi Industri Pembimbing : Dr. Ridwan, ST., MT Latar Belakang Begitu banyak dan
BAB I PENDAHULUAN. logam menjadi satu akibat adanya energi panas. Teknologi pengelasan. selain digunakan untuk memproduksi suatu alat, pengelasan
 BAB I PENDAHULUAN A. Latar Belakang Pengelasan adalah suatu proses penggabungan logam dimana logam menjadi satu akibat adanya energi panas. Teknologi pengelasan selain digunakan untuk memproduksi suatu
BAB I PENDAHULUAN A. Latar Belakang Pengelasan adalah suatu proses penggabungan logam dimana logam menjadi satu akibat adanya energi panas. Teknologi pengelasan selain digunakan untuk memproduksi suatu
I. PENDAHULUAN. Proses permesinan merupakan proses manufaktur dimana objek dibentuk
 I. PENDAHULUAN A. Latar Belakang Proses permesinan merupakan proses manufaktur dimana objek dibentuk dengan cara membuang atau meghilangkan sebagian material dari benda kerjanya. Tujuan digunakan proses
I. PENDAHULUAN A. Latar Belakang Proses permesinan merupakan proses manufaktur dimana objek dibentuk dengan cara membuang atau meghilangkan sebagian material dari benda kerjanya. Tujuan digunakan proses
BAB III METODE PEMBUATAN
 BAB III METODE PEMBUATAN 3.1. KONSEP PEMBUATAN ALAT Membuat suatu produk atau alat memerlukan peralatan dan pemesinan yang dapat dipergunakan dengan tepat dan ekonomis. Pemilihan mesin atau proses yang
BAB III METODE PEMBUATAN 3.1. KONSEP PEMBUATAN ALAT Membuat suatu produk atau alat memerlukan peralatan dan pemesinan yang dapat dipergunakan dengan tepat dan ekonomis. Pemilihan mesin atau proses yang
PROSES SURFACE FINISHING DAN MACHINING LEVER LEFT STRING HANDLE DI PT. PARTINDO KARYAGUNA SEJAHTERA
 PROSES SURFACE FINISHING DAN MACHINING LEVER LEFT STRING HANDLE DI PT. PARTINDO KARYAGUNA SEJAHTERA NAMA NPM JURUSAN PEMBIMBING MT. : ABDUL ROHIM : 20412025 : TEKNIK MESIN : IRWANSYAH, ST., LATAR BELAKANG
PROSES SURFACE FINISHING DAN MACHINING LEVER LEFT STRING HANDLE DI PT. PARTINDO KARYAGUNA SEJAHTERA NAMA NPM JURUSAN PEMBIMBING MT. : ABDUL ROHIM : 20412025 : TEKNIK MESIN : IRWANSYAH, ST., LATAR BELAKANG
BAB III PROSES MANUFAKTUR. yang dilakukan dalam proses manufaktur mesin pembuat tepung ini adalah : Mulai. Pengumpulan data.
 BAB III PROSES MANUFAKTUR 3.1. Metode Proses Manufaktur Proses yang dilakukan untuk pembuatan mesin pembuat tepung ini berkaitan dengan proses manufaktur dari mesin tersebut. Proses manufaktur merupakan
BAB III PROSES MANUFAKTUR 3.1. Metode Proses Manufaktur Proses yang dilakukan untuk pembuatan mesin pembuat tepung ini berkaitan dengan proses manufaktur dari mesin tersebut. Proses manufaktur merupakan
TUGAS TEKNIK PERAWATAN MESIN MAKALAH MESIN BUBUT, SEKRAP DAN FRAIS
 TUGAS TEKNIK PERAWATAN MESIN MAKALAH MESIN BUBUT, SEKRAP DAN FRAIS Disusun oleh : Nama : M. Fatkhul Amin No Mhs. : 111.33.1044 Jurusan : T. Mesin (D-3) JURUSAN TEKNIK MESIN FAKULTAS TEKNOLOGI INDUSTRI
TUGAS TEKNIK PERAWATAN MESIN MAKALAH MESIN BUBUT, SEKRAP DAN FRAIS Disusun oleh : Nama : M. Fatkhul Amin No Mhs. : 111.33.1044 Jurusan : T. Mesin (D-3) JURUSAN TEKNIK MESIN FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS GUNADARMA FAKULTAS TEKNOLOGI INDUSTRI
 UNIVERSITAS GUNADARMA FAKULTAS TEKNOLOGI INDUSTRI PENULISAN ILMIAH/ LAPORAN KERJA PRAKTEK PROSES PRODUKSI PIPA PUP JOINT 13 3/8 BTS PIN DI PT. OILFIELD SERVICE Nama : Ady Perdian Sinaga NPM : 20412287
UNIVERSITAS GUNADARMA FAKULTAS TEKNOLOGI INDUSTRI PENULISAN ILMIAH/ LAPORAN KERJA PRAKTEK PROSES PRODUKSI PIPA PUP JOINT 13 3/8 BTS PIN DI PT. OILFIELD SERVICE Nama : Ady Perdian Sinaga NPM : 20412287
RANCANG BAGUN MESIN PENANAM PADI (BAGIAN PROSES PRODUKSI) PROYEK AKHIR
 PROYEK AKHIR") RANCANG BAGUN MESIN PENANAM PADI (BAGIAN PROSES PRODUKSI) PROYEK AKHIR Diajukan sebagai salah satu syarat untuk memperoleh gelar Ahli Madya Program Studi D-III Teknik Mesin Produksi Oleh : ARIS DWI PURNOMO
RANCANG BAGUN MESIN PENANAM PADI (BAGIAN PROSES PRODUKSI) PROYEK AKHIR Diajukan sebagai salah satu syarat untuk memperoleh gelar Ahli Madya Program Studi D-III Teknik Mesin Produksi Oleh : ARIS DWI PURNOMO
BAB 2 TINJAUAN PUSTAKA
 BAB 2 TINJAUAN PUSTAKA 2.1 Kajian Pustaka Dalam topik penelitian ini, ada beberapa hasil yang telah dicapai dalam penelitian sebelumnya yang berkaitan dengan distribusi panas yang terjadi pada proses pemesinan.
BAB 2 TINJAUAN PUSTAKA 2.1 Kajian Pustaka Dalam topik penelitian ini, ada beberapa hasil yang telah dicapai dalam penelitian sebelumnya yang berkaitan dengan distribusi panas yang terjadi pada proses pemesinan.
TUGAS AKHIR PEMBUATAN MESIN FRICTION WELDING DENGAN SISTEM HIDROLIK KAPASITAS GAYA 2 TON MENGGUNAKAN MESIN BUBUT
 TUGAS AKHIR PEMBUATAN MESIN FRICTION WELDING DENGAN SISTEM HIDROLIK KAPASITAS GAYA 2 TON MENGGUNAKAN MESIN BUBUT Diajukan Guna Memenuhi Persyaratanuntuk Memperoleh Gelar Sarjana Strata-1 Pada Fakultas
TUGAS AKHIR PEMBUATAN MESIN FRICTION WELDING DENGAN SISTEM HIDROLIK KAPASITAS GAYA 2 TON MENGGUNAKAN MESIN BUBUT Diajukan Guna Memenuhi Persyaratanuntuk Memperoleh Gelar Sarjana Strata-1 Pada Fakultas
BAB 2 PROSES-PROSES DASAR PEMBENTUKAN LOGAM
 BAB 2 PROSES-PROSES DASAR PEMBENTUKAN LOGAM pengecoran masih membutuhkan pekerjaan pekerjaan lanjutan. Benda benda dari logam yang sering kita lihat tidaklah ditemukan dalam bentuknya seperti itu, akan
BAB 2 PROSES-PROSES DASAR PEMBENTUKAN LOGAM pengecoran masih membutuhkan pekerjaan pekerjaan lanjutan. Benda benda dari logam yang sering kita lihat tidaklah ditemukan dalam bentuknya seperti itu, akan
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN Dalam bab ini akan dibahas mengenai tempat serta waktu dilakukannya pembuatan, alat dan bahan yang digunakan dalam pembuatan alat uji, diagram alir pembuatan alat uji serta langkah-langkah
BAB III METODE PENELITIAN Dalam bab ini akan dibahas mengenai tempat serta waktu dilakukannya pembuatan, alat dan bahan yang digunakan dalam pembuatan alat uji, diagram alir pembuatan alat uji serta langkah-langkah
BAB I PENDAHULUAN. machining adalah proses pemotongan bahan dengan memanfaatkan energi
 BAB I PENDAHULUAN 1.1. Latar Belakang Electrical discharge machining (EDM) atau disebut juga spark machining adalah proses pemotongan bahan dengan memanfaatkan energi panas yang dihasilkan oleh loncatan
BAB I PENDAHULUAN 1.1. Latar Belakang Electrical discharge machining (EDM) atau disebut juga spark machining adalah proses pemotongan bahan dengan memanfaatkan energi panas yang dihasilkan oleh loncatan
BAB II DASAR TEORI. 2.1 Pengertian Umum Daging Sapi. 2.2 Produk Olahan Daging (Abon)
") 3 BAB II DASAR TEORI 2.1 Pengertian Umum Daging Sapi Daging sapi adalah jaringan otot yang diperoleh dari sapi yang biasa dan umum digunakan untuk keperluan konsumsi makanan. Di setiap daerah, penggunaan
3 BAB II DASAR TEORI 2.1 Pengertian Umum Daging Sapi Daging sapi adalah jaringan otot yang diperoleh dari sapi yang biasa dan umum digunakan untuk keperluan konsumsi makanan. Di setiap daerah, penggunaan
I. PENDAHULUAN. Salah satu cabang ilmu yang dipelajari pada Teknik Mesin adalah teknik
 I. PENDAHULUAN A. Latar Belakang Salah satu cabang ilmu yang dipelajari pada Teknik Mesin adalah teknik pengelasan logam. Seiring dengan perkembangan zaman, teknologi pengelasan telah mengalami perkembangan
I. PENDAHULUAN A. Latar Belakang Salah satu cabang ilmu yang dipelajari pada Teknik Mesin adalah teknik pengelasan logam. Seiring dengan perkembangan zaman, teknologi pengelasan telah mengalami perkembangan
Mesin Perkakas Konvensional
 Proses manufaktur khusus digunakan untuk memotong benda kerja yang keras yang tidak mudah dipotong dengan metode tradisional atau konvensional. Dengan demikian, bahwa dalam melakukan memotong bahan ada
Proses manufaktur khusus digunakan untuk memotong benda kerja yang keras yang tidak mudah dipotong dengan metode tradisional atau konvensional. Dengan demikian, bahwa dalam melakukan memotong bahan ada
BAB II LANDASAN TEORI
 4 BAB II LANDASAN TEORI 2.1 Pengertian Proses Produksi Proses produksi adalah tahap-tahap yang harus dilewati dalam memproduksi barang atau jasa. Ada proses produksi membutuhkan waktu yang lama, misalnya
4 BAB II LANDASAN TEORI 2.1 Pengertian Proses Produksi Proses produksi adalah tahap-tahap yang harus dilewati dalam memproduksi barang atau jasa. Ada proses produksi membutuhkan waktu yang lama, misalnya
SKRIPSI / TUGAS AKHIR
 PROSES MANUFAKTUR MESIN PRESS BAGLOG JAMUR SKRIPSI / TUGAS AKHIR TRI HARTANTO (26410947) JURUSAN TEKNIK MESIN LATAR BELAKANG Dalam industri agrobisnis terutama dalam bidang penanaman jamur. Keberadaan
PROSES MANUFAKTUR MESIN PRESS BAGLOG JAMUR SKRIPSI / TUGAS AKHIR TRI HARTANTO (26410947) JURUSAN TEKNIK MESIN LATAR BELAKANG Dalam industri agrobisnis terutama dalam bidang penanaman jamur. Keberadaan
BAB II PENDEKATAN PEMECAHAN MASALAH. hasil yang baik sesuai ukuran dan dapat berfungsi sebagaimana mestinya. Ukuran poros : Ø 60 mm x 700 mm
 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Gambar kerja yang baik akan memudahkan pemahaman saat melakukan pengerjaan suatu produk, dalam hal ini membahas tentang pengerjaan poros
BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Gambar kerja yang baik akan memudahkan pemahaman saat melakukan pengerjaan suatu produk, dalam hal ini membahas tentang pengerjaan poros
BAB IV PROSES PEMBUATAN
 30 BAB IV PROSES PEMBUATAN 4.1 Proses Pembuatan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pembuat stik dan keripik. Pengerjaan yang dominan dalam
30 BAB IV PROSES PEMBUATAN 4.1 Proses Pembuatan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pembuat stik dan keripik. Pengerjaan yang dominan dalam
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 K3 (Kesehatan dan Keselamatan Kerja) Dalam proses pembuatan mesin pengupas kulit kentang perlu memperhatikan masalah kesehatan dan keselamatan kerja (K3). Adapun maksud
BAB IV HASIL DAN PEMBAHASAN 4.1 K3 (Kesehatan dan Keselamatan Kerja) Dalam proses pembuatan mesin pengupas kulit kentang perlu memperhatikan masalah kesehatan dan keselamatan kerja (K3). Adapun maksud
UNIVERSITAS GUNADARMA FAKULTAS TEKNOLOGI INDUSTRI
 UNIVERSITAS GUNADARMA FAKULTAS TEKNOLOGI INDUSTRI PENULISAN ILMIAH/ LAPORAN KERJA PRAKTEK PROSES PRODUKSI FLANGE UNTUK SAMBUNGAN PIPA DI PT. TJOKRO BERSAUDARA KOMPONENINDO Nama : Ary Agustiamanto NPM :
UNIVERSITAS GUNADARMA FAKULTAS TEKNOLOGI INDUSTRI PENULISAN ILMIAH/ LAPORAN KERJA PRAKTEK PROSES PRODUKSI FLANGE UNTUK SAMBUNGAN PIPA DI PT. TJOKRO BERSAUDARA KOMPONENINDO Nama : Ary Agustiamanto NPM :
BAB IV PROSESPEMBUATAN MESIN
 BAB IV PROSESPEMBUATAN MESIN 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponenkomponen pada mesin pemotong krupuk rambak kulit. Pengerjaan paling dominan dalam pembuatan
BAB IV PROSESPEMBUATAN MESIN 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponenkomponen pada mesin pemotong krupuk rambak kulit. Pengerjaan paling dominan dalam pembuatan
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1. Pengertian Proses Produksi Proses produksi adalah tahap-tahap yang harus dilewati dalam memproduksi barang atau jasa. Sedangkan pengertian produksi adalah suatu kegiatan untuk
BAB II LANDASAN TEORI 2.1. Pengertian Proses Produksi Proses produksi adalah tahap-tahap yang harus dilewati dalam memproduksi barang atau jasa. Sedangkan pengertian produksi adalah suatu kegiatan untuk
PEMBUATAN MESIN PENYAPU SAMPAH DAUN KAPASITAS 20 KG/JAM
 PEMBUATAN MESIN PENYAPU SAMPAH DAUN KAPASITAS 20 KG/JAM PROYEK AKHIR Disusun untuk memenuhi sebagian persyaratan Mencapai derajat Ahli Madya Disusun Oleh AGUS PURWANTO 2008 55 027 PROGRAM STUDI DIPLOMA
PEMBUATAN MESIN PENYAPU SAMPAH DAUN KAPASITAS 20 KG/JAM PROYEK AKHIR Disusun untuk memenuhi sebagian persyaratan Mencapai derajat Ahli Madya Disusun Oleh AGUS PURWANTO 2008 55 027 PROGRAM STUDI DIPLOMA
PROSES PEMBUATAN ROUGH GUIDE DI PT. ARTECH PRESISI MESINDO NAMA: DENNI HARTONO NPM :
 PROSES PEMBUATAN ROUGH GUIDE DI PT. ARTECH PRESISI MESINDO NAMA: DENNI HARTONO NPM : 21412840 UNIVERSITAS GUNADARMA FAKULTAS TEKNOLOGI INDUSTRI PENULISAN ILMIAH/ LAPORAN KERJA PRAKTEK PROSES PEMBUATAN
PROSES PEMBUATAN ROUGH GUIDE DI PT. ARTECH PRESISI MESINDO NAMA: DENNI HARTONO NPM : 21412840 UNIVERSITAS GUNADARMA FAKULTAS TEKNOLOGI INDUSTRI PENULISAN ILMIAH/ LAPORAN KERJA PRAKTEK PROSES PEMBUATAN
Gambar 2.1. Mesin Bubut.
 BAB II DASAR TEORI Dalam pembuatan suatu alat diperlukan pemahaman atas teori-teori proses produksi apa saja yang mungkin diperlukan dalam proses pembuatannya. Teoriteori proses produksi bisa berupa pembubutan,
BAB II DASAR TEORI Dalam pembuatan suatu alat diperlukan pemahaman atas teori-teori proses produksi apa saja yang mungkin diperlukan dalam proses pembuatannya. Teoriteori proses produksi bisa berupa pembubutan,
Pengujian Impak (Hentakan) Pengujian Metalografi Pengujian Korosi Parameter pada Lambung Kapal...
 Pengujian Metalografi Pengujian Korosi Parameter pada Lambung Kapal...") DAFTAR ISI HALAMAN JUDUL... i LEMBAR PENGESAHAN DOSEN PEMBIMBING... ii LEMBAR PENGESAHAN DOSEN PENGUJI... iii HALAMAN PERSEMBAHAN... iv HALAMAN MOTTO... v KATA PENGANTAR... vi ABSTRAK... viii ABSTRACT...
DAFTAR ISI HALAMAN JUDUL... i LEMBAR PENGESAHAN DOSEN PEMBIMBING... ii LEMBAR PENGESAHAN DOSEN PENGUJI... iii HALAMAN PERSEMBAHAN... iv HALAMAN MOTTO... v KATA PENGANTAR... vi ABSTRAK... viii ABSTRACT...
LAPORAN PROYEK AKHIR PRODUCTION PROCESS OF HOLE POST AUGER
 LAPORAN PROYEK AKHIR PRODUCTION PROCESS OF HOLE POST AUGER Disusun guna memenuhi sebagai syarat Untuk menyelesaikan studi dan mendapatkan gelar Ahli Madya Teknik Mesin Disusun Oleh : YOHANES DENY SAPUTRA
LAPORAN PROYEK AKHIR PRODUCTION PROCESS OF HOLE POST AUGER Disusun guna memenuhi sebagai syarat Untuk menyelesaikan studi dan mendapatkan gelar Ahli Madya Teknik Mesin Disusun Oleh : YOHANES DENY SAPUTRA
BAB II DASAR TEORI. 2.1 Konsep Perencanaan Sistem Produksi. 2.2 Pengelasan
 BAB II DASAR TEORI 2.1 Konsep Perencanaan Sistem Produksi Pada perancangan suatu kontruksi hendaknya mempunyai suatu konsep perencanaan. Konsep perencanaan ini akan membahas dasar-dasar teori yang akan
BAB II DASAR TEORI 2.1 Konsep Perencanaan Sistem Produksi Pada perancangan suatu kontruksi hendaknya mempunyai suatu konsep perencanaan. Konsep perencanaan ini akan membahas dasar-dasar teori yang akan
BAB IV PROSES PEMBUATAN MESIN
 BAB IV PROSES PEMBUATAN MESIN 4.1 Proses Produksi Produksi adalah suatu proses memperbanyak jumlah produk melalui tahapantahapan dari bahan baku untuk diubah dengan cara diproses melalui prosedur kerja
BAB IV PROSES PEMBUATAN MESIN 4.1 Proses Produksi Produksi adalah suatu proses memperbanyak jumlah produk melalui tahapantahapan dari bahan baku untuk diubah dengan cara diproses melalui prosedur kerja
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat Dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian rangka, pengaduk adonan bakso dan pengunci pengaduk adonan bakso adalah : 4.1.1 Alat Alat yang
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat Dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian rangka, pengaduk adonan bakso dan pengunci pengaduk adonan bakso adalah : 4.1.1 Alat Alat yang
MAKALAH PROSES PRODUKSI PEMBUATAN MEJA LIPAT
 MAKALAH PROSES PRODUKSI PEMBUATAN MEJA LIPAT Diajukan Untuk Memenuhi Persyaratan Kelulusan Mata Kuliah Proses Produksi Oleh : Akmal Akhimuloh 1503005 JURUSAN TEKNIK INDUSTRI SEKOLAH TINNGI TEKNOLOGI GARUT
MAKALAH PROSES PRODUKSI PEMBUATAN MEJA LIPAT Diajukan Untuk Memenuhi Persyaratan Kelulusan Mata Kuliah Proses Produksi Oleh : Akmal Akhimuloh 1503005 JURUSAN TEKNIK INDUSTRI SEKOLAH TINNGI TEKNOLOGI GARUT
WALIKOTA YOGYAKARTA DAERAH ISTIMEWA YOGYAKARTA
 WALIKOTA YOGYAKARTA DAERAH ISTIMEWA YOGYAKARTA WALR PERATURAN WALIKOTA YOGYAKARTA NOMOR 52 TAHUN 2016 TENTANG TARIF LAYANAN PADA BADAN LAYANAN UMUM DAERAH UNIT PELAKSANA TEKNIS LOGAM KOTA YOGYAKARTA DENGAN
WALIKOTA YOGYAKARTA DAERAH ISTIMEWA YOGYAKARTA WALR PERATURAN WALIKOTA YOGYAKARTA NOMOR 52 TAHUN 2016 TENTANG TARIF LAYANAN PADA BADAN LAYANAN UMUM DAERAH UNIT PELAKSANA TEKNIS LOGAM KOTA YOGYAKARTA DENGAN
Proses Fabrication & Welding Pipa di PT. DOK Perkapalan Kodja Bahari Galangan I (PERSERO) Jakarta Utara
 Jakarta Utara") Proses Fabrication & Welding Pipa di PT. DOK Perkapalan Kodja Bahari Galangan I (PERSERO) Jakarta Utara Nama : Bayu Arista Kelas : 3IC04 NPM : 21412385 Jurusan : Teknik Mesin Pembimbing : Dr. Ir. Tri Mulyanto,
Proses Fabrication & Welding Pipa di PT. DOK Perkapalan Kodja Bahari Galangan I (PERSERO) Jakarta Utara Nama : Bayu Arista Kelas : 3IC04 NPM : 21412385 Jurusan : Teknik Mesin Pembimbing : Dr. Ir. Tri Mulyanto,
BAB V KESIMPULAN DAN SARAN
 BAB V KESIMPULAN DAN SARAN A. Kesimpulan Mengacu pada rumusan masalah dan pembahasan pada bab 4 terkait proses pembuatan komponen rangka pada mesin perajang sampah organik, didapat beberapa kesimpulan,
BAB V KESIMPULAN DAN SARAN A. Kesimpulan Mengacu pada rumusan masalah dan pembahasan pada bab 4 terkait proses pembuatan komponen rangka pada mesin perajang sampah organik, didapat beberapa kesimpulan,
TUGAS MATA KULIAH PERANCANGAN ELEMEN MESIN
 TUGAS MATA KULIAH PERANCANGAN ELEMEN MESIN Dosen : Subiyono, MP MESIN PENGUPAS SERABUT KELAPA SEMI OTOMATIS DISUSUN OLEH : NAMA : FICKY FRISTIAR NIM : 10503241009 KELAS : P1 JURUSAN PENDIDIKAN TEKNIK MESIN
TUGAS MATA KULIAH PERANCANGAN ELEMEN MESIN Dosen : Subiyono, MP MESIN PENGUPAS SERABUT KELAPA SEMI OTOMATIS DISUSUN OLEH : NAMA : FICKY FRISTIAR NIM : 10503241009 KELAS : P1 JURUSAN PENDIDIKAN TEKNIK MESIN
LAPORAN PRAKTIKUM PROSES PRODUKSI
 LAPORAN PRAKTIKUM PROSES PRODUKSI Disusun Oleh: Nama : Yulianus Dodi NIM : 201531014 Fakultas/Jurusan : Teknik Mesin UNIVERSITAS KATOLIK WIDYA KARYA MALANG FAKULTAS TEKNIK JURUSAN TEKNIK MESIN JUNI 2017
LAPORAN PRAKTIKUM PROSES PRODUKSI Disusun Oleh: Nama : Yulianus Dodi NIM : 201531014 Fakultas/Jurusan : Teknik Mesin UNIVERSITAS KATOLIK WIDYA KARYA MALANG FAKULTAS TEKNIK JURUSAN TEKNIK MESIN JUNI 2017
BAB II GAMBARAN UMUM PERUSAHAAN
 BAB II GAMBARAN UMUM PERUSAHAAN 2.1. Sejarah Perusahaan CV. Cendana Baru merupakan usaha yang bergerak dibidang perancangan alat yang didirikan oleh Bapak Tut Wuri Handayani, S.T sejak tahun 1990. CV.
BAB II GAMBARAN UMUM PERUSAHAAN 2.1. Sejarah Perusahaan CV. Cendana Baru merupakan usaha yang bergerak dibidang perancangan alat yang didirikan oleh Bapak Tut Wuri Handayani, S.T sejak tahun 1990. CV.
RANCANG BANGUN MESIN POLES POROS ENGKOL PROYEK AKHIR
 RANCANG BANGUN MESIN POLES POROS ENGKOL PROYEK AKHIR Diajukan untuk memenuhi persyaratan guna Memperoleh gelar Ahli Madya (A.Md) Program Studi DIII Teknik Mesin Disusun oleh: SUPRIYADI I8612046 PROGRAM
RANCANG BANGUN MESIN POLES POROS ENGKOL PROYEK AKHIR Diajukan untuk memenuhi persyaratan guna Memperoleh gelar Ahli Madya (A.Md) Program Studi DIII Teknik Mesin Disusun oleh: SUPRIYADI I8612046 PROGRAM
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah proses untuk mencapai suatu hasil. Proses pembuatan sand filter rotary machine dikerjakan dalam beberapa tahap, mulai
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah proses untuk mencapai suatu hasil. Proses pembuatan sand filter rotary machine dikerjakan dalam beberapa tahap, mulai
BAB V PROSES PEMBUATAN SILINDER HIDROLIK (MANUFACTURING PROCESS) BUCKET KOBELCO SK Bagan 5.1 Hydraulic Cylinder Manufacturing Process [6]
![BAB V PROSES PEMBUATAN SILINDER HIDROLIK (MANUFACTURING PROCESS) BUCKET KOBELCO SK Bagan 5.1 Hydraulic Cylinder Manufacturing Process [6]](/thumbs/64/51813428.jpg "BAB V PROSES PEMBUATAN SILINDER HIDROLIK (MANUFACTURING PROCESS) BUCKET KOBELCO SK Bagan 5.1 Hydraulic Cylinder Manufacturing Process [6]") BAB V PROSES PEMBUATAN SILINDER HIDROLIK (MANUFACTURING PROCESS) BUCKET KOBELCO SK200-8 Bagan 5.1 Hydraulic Cylinder Manufacturing Process [6] Universitas Mercu Buana 47 Gambar 5.1 Job Set Cylinder Assy
BAB V PROSES PEMBUATAN SILINDER HIDROLIK (MANUFACTURING PROCESS) BUCKET KOBELCO SK200-8 Bagan 5.1 Hydraulic Cylinder Manufacturing Process [6] Universitas Mercu Buana 47 Gambar 5.1 Job Set Cylinder Assy
BAB III PENELITIAN DAN ANALISA
 BAB III PENELITIAN DAN ANALISA 3.1 Dimensi Benda Uji Spesifikasi benda uji yang digunakan dalam penelitian ini adalah sebagai berikut: 1. Benda uji dibuat dengan ukuran Diameter pipa x Panjang (12 x 1350
BAB III PENELITIAN DAN ANALISA 3.1 Dimensi Benda Uji Spesifikasi benda uji yang digunakan dalam penelitian ini adalah sebagai berikut: 1. Benda uji dibuat dengan ukuran Diameter pipa x Panjang (12 x 1350
BAB III METODE PROSES PEMBUATAN
 BAB III METODE PROSES PEMBUATAN Dalam bab ini akan dibahas mengenai tempat serta waktu dilakukannya proses pembuatan dapur busur listrik, alat dan bahan yang digunakan dalam proses pembuatan dapur busur
BAB III METODE PROSES PEMBUATAN Dalam bab ini akan dibahas mengenai tempat serta waktu dilakukannya proses pembuatan dapur busur listrik, alat dan bahan yang digunakan dalam proses pembuatan dapur busur
MESIN BOR. Gambar Chamfer
 MESIN BOR Mesin bor adalah suatu jenis mesin gerakanya memutarkan alat pemotong yang arah pemakanan mata bor hanya pada sumbu mesin tersebut (pengerjaan pelubangan). Sedangkan Pengeboran adalah operasi
MESIN BOR Mesin bor adalah suatu jenis mesin gerakanya memutarkan alat pemotong yang arah pemakanan mata bor hanya pada sumbu mesin tersebut (pengerjaan pelubangan). Sedangkan Pengeboran adalah operasi
BAB II PENDEKATAN PEMECAHAN MASALAH. harus mempunyai sebuah perencanaan yang matang. Perencanaan tersebut
 BAB II PENDEKATAN PEMECAHAN MASALAH Proses pembuatan rangka pada mesin pemipih dan pemotong adonan mie harus mempunyai sebuah perencanaan yang matang. Perencanaan tersebut meliputi gambar kerja, bahan,
BAB II PENDEKATAN PEMECAHAN MASALAH Proses pembuatan rangka pada mesin pemipih dan pemotong adonan mie harus mempunyai sebuah perencanaan yang matang. Perencanaan tersebut meliputi gambar kerja, bahan,
PROSES PRODUKSI ELBOW TYPE W04D-TP, TR PADA MOBIL HINO DI PT. TJOKRO BERSAUDARA KOMPONENINDO
 Nama : Otong Irwan NPM : 25412613 Jurusan : Teknik Mesin Pembimbing : Dr. Ridwan, ST, MT PROSES PRODUKSI ELBOW TYPE W04D-TP, TR PADA MOBIL HINO DI PT. TJOKRO BERSAUDARA KOMPONENINDO LATAR BELAKANG Pipa
Nama : Otong Irwan NPM : 25412613 Jurusan : Teknik Mesin Pembimbing : Dr. Ridwan, ST, MT PROSES PRODUKSI ELBOW TYPE W04D-TP, TR PADA MOBIL HINO DI PT. TJOKRO BERSAUDARA KOMPONENINDO LATAR BELAKANG Pipa
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA 2.1. LPG (Liquified Petroleum Gas) LPG merupakan gas hidrokarbon produksi dari kilang minyak dan kilang gas dengan komponen utama gas propana (C 3 H 8 ) dan butana (C 4 H 10 ) dan
BAB II TINJAUAN PUSTAKA 2.1. LPG (Liquified Petroleum Gas) LPG merupakan gas hidrokarbon produksi dari kilang minyak dan kilang gas dengan komponen utama gas propana (C 3 H 8 ) dan butana (C 4 H 10 ) dan
BAB 3 METODE PENELITIAN
 BAB 3 METODE PENELITIAN 3.1 Alur Penelitian Tahapan pelaksanaan penelitian ini dapat ditunjukkan pada diagram alur penelitian yang ada pada gambar 3-1. Mulai Identifikasi Masalah Penentuan Kriteria Desain
BAB 3 METODE PENELITIAN 3.1 Alur Penelitian Tahapan pelaksanaan penelitian ini dapat ditunjukkan pada diagram alur penelitian yang ada pada gambar 3-1. Mulai Identifikasi Masalah Penentuan Kriteria Desain
BAB III METODOLOGI PENELITIAN. Area terhadap hasil rancang bangun alat Uji Konduktivitas Thermal Material.
 BAB III METODOLOGI PENELITIAN 3.1 Tempat dan Waktu 3.1.1. TEMPAT Pengujian dilakukan di laboratorium Prestasi Mesin Universitas Medan Area terhadap hasil rancang bangun alat Uji Konduktivitas Thermal Material.
BAB III METODOLOGI PENELITIAN 3.1 Tempat dan Waktu 3.1.1. TEMPAT Pengujian dilakukan di laboratorium Prestasi Mesin Universitas Medan Area terhadap hasil rancang bangun alat Uji Konduktivitas Thermal Material.
BEKERJA DENGAN MESIN BUBUT
 BEKERJA DENGAN MESIN BUBUT STANDAR KOMPETENSI KERJA NASIONAL INDONESIA (SKKNI) BIDANG KOMPETENSI 1. KELOMPOK DASAR / FOUNDATION 2. KELOMPOK INTI 3. PERAKITAN (ASSEMBLY) 4. PENGECORAN DAN PEMBUATAN CETAKAN
BEKERJA DENGAN MESIN BUBUT STANDAR KOMPETENSI KERJA NASIONAL INDONESIA (SKKNI) BIDANG KOMPETENSI 1. KELOMPOK DASAR / FOUNDATION 2. KELOMPOK INTI 3. PERAKITAN (ASSEMBLY) 4. PENGECORAN DAN PEMBUATAN CETAKAN
BAB I PENDAHULUAN. Banyak cara yang dapat dilakukan dalam teknik penyambungan logam misalnya
 BAB I PENDAHULUAN A. Latar Belakang Teknik penyambungan logam telah diketahui sejak dahulu kala. Sumber energi yang digunakan pada zaman dahulu diduga dihasilkan dari pembakaran kayu atau sampah. Karena
BAB I PENDAHULUAN A. Latar Belakang Teknik penyambungan logam telah diketahui sejak dahulu kala. Sumber energi yang digunakan pada zaman dahulu diduga dihasilkan dari pembakaran kayu atau sampah. Karena
BAB IV PROSES PRODUKSI DAN PENGUJIAN
 digilib.uns.ac.id BAB IV PROSES PRODUKSI DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan merupakan salah satu tahap untuk membuat komponenkomponen pada Troli Bermesin. Komponen-komponen yang akan
digilib.uns.ac.id BAB IV PROSES PRODUKSI DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan merupakan salah satu tahap untuk membuat komponenkomponen pada Troli Bermesin. Komponen-komponen yang akan
DASAR-DASAR PENGELASAN
 DASAR-DASAR PENGELASAN Pengelasan adalah proses penyambungan material dengan menggunakan energi panas sehingga menjadi satu dengan atau tanpa tekanan. Pengelasan dapat dilakukan dengan : - pemanasan tanpa
DASAR-DASAR PENGELASAN Pengelasan adalah proses penyambungan material dengan menggunakan energi panas sehingga menjadi satu dengan atau tanpa tekanan. Pengelasan dapat dilakukan dengan : - pemanasan tanpa
RANCANG BANGUN MESIN PEMOTONG UMBI BAGIAN PROSES PRODUKSI PROYEK AKHIR
 RANCANG BANGUN MESIN PEMOTONG UMBI BAGIAN PROSES PRODUKSI PROYEK AKHIR Diajukan guna memenuhi sebagian syarat untuk menyelesaikan studi dan mendapatkan gelar Ahli Madya Teknik Mesin Disusun Oleh: ADI NUGROHO
RANCANG BANGUN MESIN PEMOTONG UMBI BAGIAN PROSES PRODUKSI PROYEK AKHIR Diajukan guna memenuhi sebagian syarat untuk menyelesaikan studi dan mendapatkan gelar Ahli Madya Teknik Mesin Disusun Oleh: ADI NUGROHO
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA 2.1 LPG (Liquified Petroleum Gas) LPG merupakan gas hidrokarbon produksi dari kilang minyak dan kilang gas dengan komponen utama gas propane ( ) dan butane ( ) dan dikemas didalam
BAB II TINJAUAN PUSTAKA 2.1 LPG (Liquified Petroleum Gas) LPG merupakan gas hidrokarbon produksi dari kilang minyak dan kilang gas dengan komponen utama gas propane ( ) dan butane ( ) dan dikemas didalam
I. PENDAHULUAN. berperan dalam proses manufaktur komponen yang dilas, yaitu design,
 I. PENDAHULUAN A. LATAR BELAKANG Proses pengelasan merupakan proses penyambungan dua potong logam dengan pemanasan sampai keadaan plastis atau cair, dengan atau tanpa tekanan. Perlu diketahui bahwa ada
I. PENDAHULUAN A. LATAR BELAKANG Proses pengelasan merupakan proses penyambungan dua potong logam dengan pemanasan sampai keadaan plastis atau cair, dengan atau tanpa tekanan. Perlu diketahui bahwa ada
BAB XX DEFORMASI PADA KONSTRUKSI LAS
 BAB XX DEFORMASI PADA KONSTRUKSI LAS A. Gambaran Umum Deformasi. Deformasi adalah perubahan bentuk akibat adanya tegangan dalam logam yaitu tegangan memanjang dan tegangan melintang, yang disebabkan oleh
BAB XX DEFORMASI PADA KONSTRUKSI LAS A. Gambaran Umum Deformasi. Deformasi adalah perubahan bentuk akibat adanya tegangan dalam logam yaitu tegangan memanjang dan tegangan melintang, yang disebabkan oleh
PEMBUATAN MESIN HOT PRESS PAPAN PARTIKEL SISTEM HIDROLIK
 PEMBUATAN MESIN HOT PRESS PAPAN PARTIKEL SISTEM HIDROLIK PROYEK AKHIR Disusun untuk memenuhi sebagian persyaratan Mencapai derajat Ahli Madya Disusun Oleh: EKO SANTOSO 2009 55 016 PROGRAM STUDI DIPLOMA
PEMBUATAN MESIN HOT PRESS PAPAN PARTIKEL SISTEM HIDROLIK PROYEK AKHIR Disusun untuk memenuhi sebagian persyaratan Mencapai derajat Ahli Madya Disusun Oleh: EKO SANTOSO 2009 55 016 PROGRAM STUDI DIPLOMA
PROSES PEMBUBUTAN LOGAM. PARYANTO, M.Pd.
 PROSES PEMBUBUTAN LOGAM PARYANTO, M.Pd. Jur.. PT. Mesin FT UNY Proses bubut adalah proses pemesinan untuk menghasilkan bagian-bagian mesin (komponen) berbentuk silindris yang dikerjakan dengan menggunakan
PROSES PEMBUBUTAN LOGAM PARYANTO, M.Pd. Jur.. PT. Mesin FT UNY Proses bubut adalah proses pemesinan untuk menghasilkan bagian-bagian mesin (komponen) berbentuk silindris yang dikerjakan dengan menggunakan
POROS BERTINGKAT. Pahat bubut rata, pahat bubut facing, pahat alur. A. Tujuan Adapun tujuan dari pembuatan poros bertingkat ini yaitu :
 POROS BERTINGKAT A. Tujuan Adapun tujuan dari pembuatan poros bertingkat ini yaitu : Mampu mengoprasikan mesin bubut secara benar. Mampu mebubut luar sampai halus dan rata. Mampu membubut lurus dan bertingkat.
POROS BERTINGKAT A. Tujuan Adapun tujuan dari pembuatan poros bertingkat ini yaitu : Mampu mengoprasikan mesin bubut secara benar. Mampu mebubut luar sampai halus dan rata. Mampu membubut lurus dan bertingkat.
BAKU 4 PROSES GURDI (DRILLING) Dr. Dwi Rahdiyanta
 Dr. Dwi Rahdiyanta") BAKU 4 PROSES GURDI (DRILLING) Dr. Dwi Rahdiyanta JURUSAN PENDIDIKAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA 2010 1 Proses gurdi adalah proses pemesinan yang paling sederhana diantara
BAKU 4 PROSES GURDI (DRILLING) Dr. Dwi Rahdiyanta JURUSAN PENDIDIKAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA 2010 1 Proses gurdi adalah proses pemesinan yang paling sederhana diantara