BAKU 4 PROSES GURDI (DRILLING) Dr. Dwi Rahdiyanta
|
|
|
- Glenna Tanuwidjaja
- 6 tahun lalu
- Tontonan:
Transkripsi


1 BAKU 4 PROSES GURDI (DRILLING) Dr. Dwi Rahdiyanta JURUSAN PENDIDIKAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA

2 Proses gurdi adalah proses pemesinan yang paling sederhana diantara proses pemesinan yang lain. Biasanya di bengkel atau workshop proses ini dinamakan proses bor, walaupun istilah ini sebenarnya kurang tepat. Proses gurdi dimaksudkan sebagai proses pembuatan lubang bulat dengan menggunakan mata bor (twist drill). Sedangkan proses bor (boring) adalah proses meluaskan/ memperbesar lubang yang bisa dilakukan dengan batang bor (boring bar) yang tidak hanya dilakukan pada mesin drilling, tetapi bisa dengan mesin bubut, mesin frais, atau mesin bor. Gambar 4.1 berikut menunjukkan proses gurdi. Gambar 4.1. Proses gurdi (drilling) Pada proses gurdi beram (chips) harus keluar melalui alur helix pahat gurdi ke luar lubang. Ujung pahat menempel pada benda kerja yang terpotong, sehingga proses pendinginan menjadi relatif sulit. Proses pendinginan biasanya dilakukan dengan membanjiri benda kerja yang dilubangi dengan cairan pendingin, atau disemprot dengan cairan pendingin, atau cairan pendingin dimasukkan melalui lubang di tengah mata bor. 2

3 Karakteristik proses gurdi agak berbeda dengan proses pemesinan yang lain, yaitu : Beram harus keluar dari lubang yang dibuat Beram yang keluar dapat menyebabkan masalah ketika ukurannya besar dan atau kontinyu Proses pembuatan lubang bisa sulit jika membuat lubang yang dalam Untuk pembuatan lubang dalam pada benda kerja yang besar, cairan pendingin dimasukkan ke permukaan potong melalui tengah mata bor A. Mesin Gurdi ( Drilling Machine) Mesin yang digunakan untuk melakukan proses gurdi adalah mesin gurdi Drilling Machine (Gambar 4.1 sampai Gambar 4.3). Proses pembuatan lubang bisa dilakukan untuk satu pahat Gambar 4.1. Mesin Gurdi (Drilling Machine) saja atau dengan banyak pahat. Dalam proses produksi pemesinan sebagian besar lubang dihasilkan dengan proses gurdi (drilling). 3


4 Gambar 4.2. Mesin Gurdi Radial (Radial drilling machine) dan Mesin Gurdi dan tap CNC (Drilling and Tapping CNC Machine) 4

, sudut ujung (point angle")
5 Gambar 4.3. Proses pembuatan lubang dengan mesin gurdi bisa dilakukan satu per satu atau dilakukan untuk banyak lubang sekaligus B. Mata bor (Twist Drill) dan Geometri Mata Bor Nama-nama bagian mata bor ditunjukkan pada Gambar 4.4. Diantara bagian-bagian mata bor tersebut yang paling utama adalah sudut helik ( helix angle), sudut ujung (point angle /lip angle, 2χ r ), dan sudut bebas (clearance angle, α). Untuk bahan benda kerja yang berbeda, sudut-sudut tersebut besarnya bervariasi (Tabel 4.1). 5
 yang disarankan Benda Kerja Sudut ujung, 2χ r Sudut helik Sudut bebas, α Baja karbon kekuatan tarik< 118 o 20 o -30 o 19 o -25 o 900 N/mm 2 Baja karbon kekuatan tarik")
6 Gambar 4.4. Nama-nama bagian mata bor dengan sarung tirusnya Tabel 4.1. Geometri mata bor (twist drill) yang disarankan Benda Kerja Sudut ujung, 2χ r Sudut helik Sudut bebas, α Baja karbon kekuatan tarik< 118 o 20 o -30 o 19 o -25 o 900 N/mm 2 Baja karbon kekuatan tarik > 900 N/mm o -145 o 20 o -30 o 7 o -15 o Baja keras (manganese) 135 o -150 o 10 o -25 o 7 o -15 o kondisi austenik Besi tuang 90 o -135 o 18 o -25 o 7 o -12 o Kuningan 118 o 12 o 10 o -15 o Tembaga 100 o- 118 o 20 o -30 o 10 o -15 o Alluminium 90 o -118 o 17 o -45 o 12 o -18 o Ada beberapa kelas pahat gurdi (mata bor) untuk jenis pekerjaan yang berbeda. Bahan benda kerja dapat juga mempengaruhi kelas dari mata bor yang digunakan, tetapi pada sudut-sudutnya bukan pada mata bor yang sesuai untuk jenis pengerjaan tertentu. Bentuk beberapa mata bor khusus untuk pengerjaan tertentu ditunjukkan pada Gambar 4.5. Penggunaan dari masing-masing mata bor tersebut adalah : 6
 : mata bor ini memiliki sudut helik yang besar, sehingga meningkatkan efifiensi pemotongan, tetapi batangnya. lemah.")
7 Gambar 4.5. Mata bor khusus untuk pengerjaan tertentu 1. Mata bor helix besar (High helix drills) : mata bor ini memiliki sudut helik yang besar, sehingga meningkatkan efifiensi pemotongan, tetapi batangnya. lemah. Mata bor ini digunakan untuk memotong logam lunak atau bahan yang memiliki kekuatan rendah. 2. Mata bor helix kecil (Low helix drills) : mata bor dengan sudut helix lebih kecil dari ukuran normal berguna untuk mencegah pahat bor terangkat ke atas atau terpegang benda kerja ketika membuat lubang pada material kuniangan dan material yang sejenis. 3. Mata bor kerja berat (Heavy-duty drills) : mata bor yang digunakan untuk menahan tegangan yang tinggi dengan cara menebalkan bagian web. 4. Mata bor tangan kiri (Left hand drills) : mata bor standar dapat dibuat juga untuk mata bor kiri. Digunakan pada pembuatan lubang jamak yang mana bagian kepala mesin bor di desain dengan sederhana yang memungkinkan berputar berlawanan arah. 7
8 5. Mata bor dengan sisi sayat lurus (Straight flute drills) : adalah bentuk ekstrim dari mata bor helix kecil, digunakan untuk membuat lubang pada kuningan dan plat. 6. Mata bor poros engkol ( Crankshaft drills) : mata bor yang di desain khusus untuk mengerjakan poros engkol, sangat menguntungkan untuk membuat lubang dalam pada material yang ulet. Memiliki web yang tebal dan sudut helix yang kadang-kadang lebih besar dari ukuran normal. Mata bor ini adalah mata bor khusus yang akhirnya banyak digunakan secara luas dan menjadi mata bor standar. 7. Mata bor panjang (Extension drills) : mata bor ini memiliki shank yang panjang yang telah ditemper, digunakan untuk membuat lubang pada permukaan yang secara normal tidak akan dapat dijangkau. 8. Mata bor ekstra panjang (Extra-length drills) : mata bor dengan badan pahat yang panjang, untuk membuat lubang yang dalam. 9. Mata bor bertingkat (Step drills) : satu atau dua buah diamater mata bor dibuat pada satu batang untuk membuat lubang dengan diameter bertingkat. 10. Mata bor ganda ( Subland drills) : fungsinya sama dengan mata bor bertingkat.mata bor ini terlihat seperti dua buah mata bor pada satu batang. 11. Mata bor solid carbide : untuk membuat lubang kecil pada material paduan ringan, dan material bukan logam, bentuknya bisa sama dengan mata bor standar. Proses pembuatan lubang dengan mata bor ini tidak boleh ada beban kejut, karena bahan carbide mudah pecah. 12. Mata bor dengan sisipan karbida (Carbide tipped drills) : sisipan karbida digunakan untuk mecegah terjadinya keausan karena kecepatan potong yang tinggi. Sudut helix yang lebih kecil dan web yang tipis diterapkan untuk meningkatkan kekakuan mata bor ini, yang menjaga keawetan karbida. Mata bor ini digunakan untuk material yang keras, atau material non logam yang abrasif. 13. Mata bor dengan lubang minyak (Oil hole drills) : lubang kecil di dalam bilah pahat bor dapat digunakan untuk mengalirkan minyak pelumas/pendingin bertekanan ke 8

9 ujung mata bor. Mata bor ini digunakan untuk membuat lubang dalam pada material yang liat. 14. Mata bor rata ( Flat drills) : batang lurus dan rata dapat digerinda ujungnya membentuk ujung mata bor. Hal tersebut akan memberikan ruang yang besar bagi beram tanpa bagian helix. Mata bor ini digunakan untuk membuat lubang pada jalan kereta api. 15. Mata bor dengan tiga atau empat sisi potong : mata bor ini digunakan untuk memperbesar lubang yang telah dibuat sebelumnya dengan mata bor atau di punch. Mata bor ini digunakan karena memiliki produktifitas, akurasi, dan kualitas permukaan yang lebih bagus dari pada mata bor standar pada pengerjaan yang sama. 16. Center drill : merupakan kombinasi mata bor dan countersink yang sangat baik digunakan untuk membuat lubang senter ( Gambar 4.6). Gambar 4.6. Bor senter (center drill) C. Pengerjaan yang berhubungan dengan proses gurdi Proses pembuatan lubang biasanya dengan mesin gurdi dilakukan untuk pengerjaan lubang awal. Pengerjaan selanjutnya dilakukan setelah lubang dibuat (Gambar 4.7). Proses kelanjutan dari pembuatan lubang tersebut misalnya : reaming (meluaskan lubang dengan diameter dengan toleransi ukuran tertentu), taping (pembuatan ulir), counterboring (lubang untuk kepala baut tanam), countersinking (lubang menyudut untuk kepala baut/sekrup). 9
 reaming, (b)")


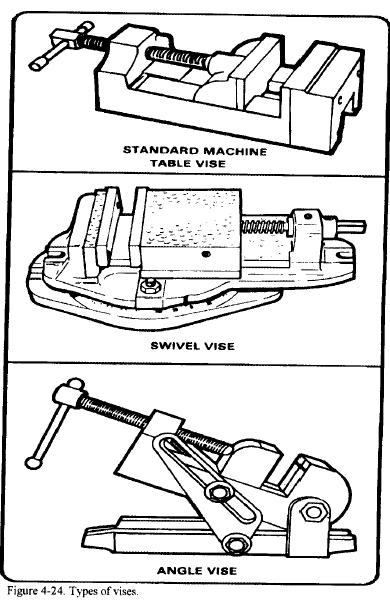
10 Gambar 4.7. Proses kelanjutan setelah dibuat lubang : (a) reaming, (b) tapping, (c) counterboring, (d) countersinking D. Pencekaman Mata bor dan benda kerja Cekam mata bor yang biasa digunakan adalah cekam rahang tiga ( Gambar 4.8). Kapasitas pencekaman untuk jenis cekam mata bor ini biasanya maksimal diameter 13 mm. Gambar 4.8. Cekam mata bor rahang tiga dengan kapasitas maksimal mata bor 13 mm 10
11 11
12 12
13 13
14 14

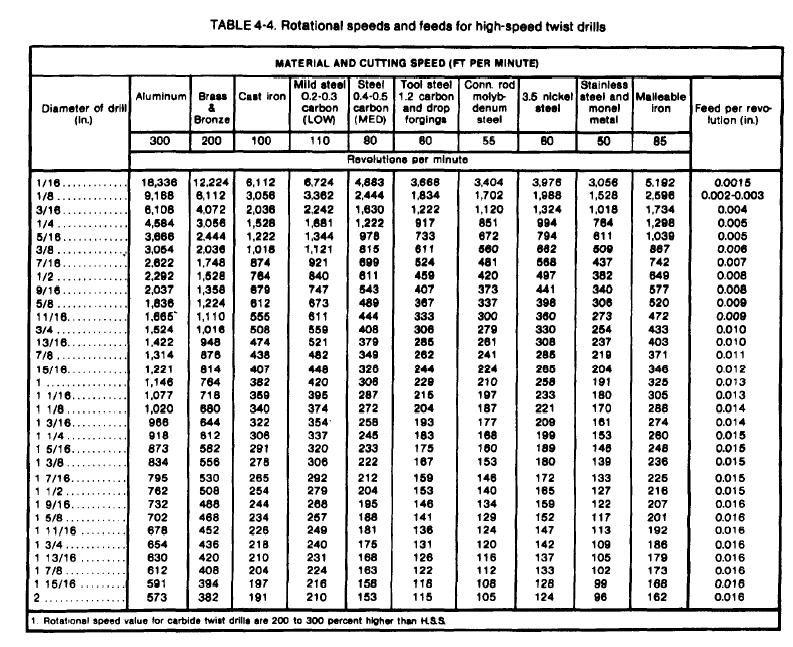
15 E. Parameter proses gurdi Parameter proses gurdi dapat ditentukan berdasarkan gambar ( Gambar.) dan rumus-rumus. Parameter proses gurdi pada dasarnya sama dengan parameter proses pemesinan yang lain, akan tetapi dalam proses gurdi selain kecepatan potong, gerak makan, dan dan kedalaman potong perlu dipertimbangkan pula gaya aksial, dan momen puntir yang diperlukan pada proses gurdi. Parameter proses gurdi tersebut adalah : 1. Kecepatan potong : πdn V = ; m / menit ( 4.1) Gerak makan 3. Waktu pemotongan 4. Kecepatan penghasilan beram 15
16 16
17 17
18 18
19 19
BAB 4 PROSES GURDI (DRILLING)
") BAB 4 PROSES GURDI (DRILLING) 101 Proses gurdi adalah proses pemesinan yang paling sederhana diantara proses pemesinan yang lain. Biasanya di bengkel atau workshop proses ini dinamakan proses bor, walaupun
BAB 4 PROSES GURDI (DRILLING) 101 Proses gurdi adalah proses pemesinan yang paling sederhana diantara proses pemesinan yang lain. Biasanya di bengkel atau workshop proses ini dinamakan proses bor, walaupun
PROSES GURDI (DRILLING) Paryanto, M.Pd. Jur. PT. Mesin FT UNY
 Paryanto, M.Pd. Jur. PT. Mesin FT UNY") PROSES GURDI (DRILLING) Paryanto, M.Pd. Jur. PT. Mesin FT UNY Proses gurdi dimaksudkan sebagai proses pembuatan lubang bulat dengan menggunakan mata bor (twist drill). Sedangkan proses bor (boring) adalah
PROSES GURDI (DRILLING) Paryanto, M.Pd. Jur. PT. Mesin FT UNY Proses gurdi dimaksudkan sebagai proses pembuatan lubang bulat dengan menggunakan mata bor (twist drill). Sedangkan proses bor (boring) adalah
ABSTRAK. Kata kunci : Piggyback, Teleskop Utama, Teleskop Pemandu
 ABSTRAK Teleskop utama digerakan oleh sebuah mounting dan pergerakan mounting teleskop tidak selamanya sempurna disebabkan oleh kualitas motor dan rugi-rugi mekanik termasuk didalamnya backlash roda gigi,
ABSTRAK Teleskop utama digerakan oleh sebuah mounting dan pergerakan mounting teleskop tidak selamanya sempurna disebabkan oleh kualitas motor dan rugi-rugi mekanik termasuk didalamnya backlash roda gigi,
Kata kunci : Piggyback, Teleskop Utama, Teleskop Pemandu
 ABSTRAK Celestron C11 sebagai teleskop utama digerakan oleh sebuah mounting dan pergerakan mounting teleskop tidak selamanya sempurna disebabkan oleh kualitas motor dan rugi-rugi mekanik termasuk didalamnya
ABSTRAK Celestron C11 sebagai teleskop utama digerakan oleh sebuah mounting dan pergerakan mounting teleskop tidak selamanya sempurna disebabkan oleh kualitas motor dan rugi-rugi mekanik termasuk didalamnya
LAPORAN PRAKTIKUM PROSES MANUFAKTUR I MODUL PM-03 PROSES GURDI
 LAPORAN PRAKTIKUM PROSES MANUFAKTUR I MODUL PM-03 PROSES GURDI Oleh: Kelompok 13 Anggota: Moch. Yusuf Bachtiar (13111073) Dini Adilah Prabowo (13111075) Yosafat Try Fajar (13111078) Tanggal Praktikum:
LAPORAN PRAKTIKUM PROSES MANUFAKTUR I MODUL PM-03 PROSES GURDI Oleh: Kelompok 13 Anggota: Moch. Yusuf Bachtiar (13111073) Dini Adilah Prabowo (13111075) Yosafat Try Fajar (13111078) Tanggal Praktikum:
DRIL I LIN I G N SEMESTER 2
 Semester 2 DRILLING SEMESTER 2 PRINSIP DASAR PDefinisi Pengeboran adalah suatu proses pengerjaan pemotongan menggunakan mata bor (twist drill) untuk menghasilkan lubang yang bulat pada material logam maupun
Semester 2 DRILLING SEMESTER 2 PRINSIP DASAR PDefinisi Pengeboran adalah suatu proses pengerjaan pemotongan menggunakan mata bor (twist drill) untuk menghasilkan lubang yang bulat pada material logam maupun
PROSES PERMESINAN. (Part 2) Learning Outcomes. Outline Materi. Prosman Pengebor horisontal JENIS MESIN GURDI
 Learning Outcomes. Outline Materi. Prosman Pengebor horisontal JENIS MESIN GURDI") Prosman - 04 Learning Outcomes PROSES PERMESINAN Mahasiswa dapat menerangkan prinsip kerja mesin bor dan gurdi PROSES PERMESINAN (Part 2) Outline Materi Proses Pemesinan dengan Mesin Bor dan Gurdi Proses
Prosman - 04 Learning Outcomes PROSES PERMESINAN Mahasiswa dapat menerangkan prinsip kerja mesin bor dan gurdi PROSES PERMESINAN (Part 2) Outline Materi Proses Pemesinan dengan Mesin Bor dan Gurdi Proses
BAB II PENDEKATAN PEMECAHAN MASALAH. pemesinan. Berikut merupakan gambar kerja dari komponen yang dibuat: Gambar 1. Ukuran Poros Pencacah
 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Gambar kerja merupakan alat komunikasi bagi orang manufaktur. Dengan melihat gambar kerja, operator dapat memahami apa yang diinginkan perancang
BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Gambar kerja merupakan alat komunikasi bagi orang manufaktur. Dengan melihat gambar kerja, operator dapat memahami apa yang diinginkan perancang
PROSES PEMBUBUTAN LOGAM. PARYANTO, M.Pd.
 PROSES PEMBUBUTAN LOGAM PARYANTO, M.Pd. Jur.. PT. Mesin FT UNY Proses bubut adalah proses pemesinan untuk menghasilkan bagian-bagian mesin (komponen) berbentuk silindris yang dikerjakan dengan menggunakan
PROSES PEMBUBUTAN LOGAM PARYANTO, M.Pd. Jur.. PT. Mesin FT UNY Proses bubut adalah proses pemesinan untuk menghasilkan bagian-bagian mesin (komponen) berbentuk silindris yang dikerjakan dengan menggunakan
BUKU 3 PROSES FRAIS (MILLING) Dr. Dwi Rahdiyanta
 Dr. Dwi Rahdiyanta") BUKU 3 PROSES FRAIS (MILLING) Dr. Dwi Rahdiyanta JURUSAN PENDIDIKAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA 2010 1 Proses pemesinan frais adalah proses penyayatan benda kerja dengan
BUKU 3 PROSES FRAIS (MILLING) Dr. Dwi Rahdiyanta JURUSAN PENDIDIKAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA 2010 1 Proses pemesinan frais adalah proses penyayatan benda kerja dengan
BAB 3 PROSES FRAIS (MILLING)
") BAB 3 PROSES FRAIS (MILLING) 66 Proses pemesinan frais adalah proses penyayatan benda kerja dengan alat potong dengan mata potong jamak yang berputar. Proses penyayatan dengan gigi potong yang banyak yang
BAB 3 PROSES FRAIS (MILLING) 66 Proses pemesinan frais adalah proses penyayatan benda kerja dengan alat potong dengan mata potong jamak yang berputar. Proses penyayatan dengan gigi potong yang banyak yang
3. Mesin Bor. Gambar 3.1 Mesin bor
 3. Mesin Bor 3.1 Definisi Dan Fungsi Mesin Bor Mesin bor adalah suatu jenis mesin gerakanya memutarkan alat pemotong yang arah pemakanan mata bor hanya pada sumbu mesin tersebut (pengerjaan pelubangan).
3. Mesin Bor 3.1 Definisi Dan Fungsi Mesin Bor Mesin bor adalah suatu jenis mesin gerakanya memutarkan alat pemotong yang arah pemakanan mata bor hanya pada sumbu mesin tersebut (pengerjaan pelubangan).
PROSES FREIS ( (MILLING) Paryanto, M.Pd.
 Paryanto, M.Pd.") PROSES FREIS ( (MILLING) Paryanto, M.Pd. Jur.. PT. Mesin FT UNY Proses pemesinan freis (milling) adalah penyayatan benda kerja menggunakan alat dengan mata potong jamak yang berputar. proses potong Mesin
PROSES FREIS ( (MILLING) Paryanto, M.Pd. Jur.. PT. Mesin FT UNY Proses pemesinan freis (milling) adalah penyayatan benda kerja menggunakan alat dengan mata potong jamak yang berputar. proses potong Mesin
MESIN PENGGURDI DAN PENGEBOR
 Presentasi Proses Produksi 2 MESIN PENGGURDI DAN PENGEBOR MESIN PENGGURDIAN Mesin Penggurdian adalah membuat lobang dalam sebuah obyek dengan menekankan sebuah gurdi berputar kepadanya. Hal yang sama dapat
Presentasi Proses Produksi 2 MESIN PENGGURDI DAN PENGEBOR MESIN PENGGURDIAN Mesin Penggurdian adalah membuat lobang dalam sebuah obyek dengan menekankan sebuah gurdi berputar kepadanya. Hal yang sama dapat
MAKALAH MESIN BUBUT DAN MESIN GURDI
 MAKALAH MESIN BUBUT DAN MESIN GURDI Oleh : Fajar Herlambang 11320006.p UNIVERSITAS IBA FAKULTAS TEKNIK JURUSAN TEKNIK MESIN 2013 BAB I MESIN BUBUT Gambar 1. Mesin bubut Mesin Bubut adalah suatu Mesin perkakas
MAKALAH MESIN BUBUT DAN MESIN GURDI Oleh : Fajar Herlambang 11320006.p UNIVERSITAS IBA FAKULTAS TEKNIK JURUSAN TEKNIK MESIN 2013 BAB I MESIN BUBUT Gambar 1. Mesin bubut Mesin Bubut adalah suatu Mesin perkakas
MODUL 9 ALAT KERJA TANGAN DAN MESI N (MENGEBOR DAN MELUASKAN) TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH :
 TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH :") MODUL 9 ALAT KERJA TANGAN DAN MESI N () TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs. SOEBANDONO LEMBAR KERJA SISWA 9 Macam-macam bor Dibuat dari baja karbon tinggi
MODUL 9 ALAT KERJA TANGAN DAN MESI N () TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs. SOEBANDONO LEMBAR KERJA SISWA 9 Macam-macam bor Dibuat dari baja karbon tinggi
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Pengertian Proses Produksi Proses produksi adalah tahap-tahap yang harus dilewati dalam memproduksi barang atau jasa. Ada proses produksi membutuhkan waktu yang lama, misalnya
BAB II LANDASAN TEORI 2.1 Pengertian Proses Produksi Proses produksi adalah tahap-tahap yang harus dilewati dalam memproduksi barang atau jasa. Ada proses produksi membutuhkan waktu yang lama, misalnya
Mesin Perkakas Konvensional
 Proses manufaktur khusus digunakan untuk memotong benda kerja yang keras yang tidak mudah dipotong dengan metode tradisional atau konvensional. Dengan demikian, bahwa dalam melakukan memotong bahan ada
Proses manufaktur khusus digunakan untuk memotong benda kerja yang keras yang tidak mudah dipotong dengan metode tradisional atau konvensional. Dengan demikian, bahwa dalam melakukan memotong bahan ada
SOAL LATIHAN 1 TEORI KEJURUAN PEMESINAN
 SOAL LATIHAN 1 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.Pd. 085736430673 1. Gambar berikut yang menunjukkan proyeksi orthogonal. A. D. B. E. C. 2. Gambar
SOAL LATIHAN 1 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.Pd. 085736430673 1. Gambar berikut yang menunjukkan proyeksi orthogonal. A. D. B. E. C. 2. Gambar
PROSES BUBUT (Membubut Tirus, Ulir dan Alur)
") MATERI PPM MATERI BIMBINGAN TEKNIS SERTIFIKASI KEAHLIAN KEJURUAN BAGI GURU SMK PROSES BUBUT (Membubut Tirus, Ulir dan Alur) Oleh: Dr. Dwi Rahdiyanta, M.Pd. Dosen Jurusan PT. Mesin FT-UNY 1. Proses membubut
MATERI PPM MATERI BIMBINGAN TEKNIS SERTIFIKASI KEAHLIAN KEJURUAN BAGI GURU SMK PROSES BUBUT (Membubut Tirus, Ulir dan Alur) Oleh: Dr. Dwi Rahdiyanta, M.Pd. Dosen Jurusan PT. Mesin FT-UNY 1. Proses membubut
MATERI KULIAH CNC Memasang Pahat. Oleh: Dwi Rahdiyanta Fakultas Teknik Universitas Negeri Yogyakarta
 MATERI KULIAH CNC Memasang Pahat Pada Mesin Bubut CNC Oleh: Dwi Rahdiyanta Fakultas Teknik Universitas Negeri Yogyakarta Kegiatan Belajar Instruksi Memasang Pahat pada Mesin Bubut CNC a. Tujuan Kegiatan
MATERI KULIAH CNC Memasang Pahat Pada Mesin Bubut CNC Oleh: Dwi Rahdiyanta Fakultas Teknik Universitas Negeri Yogyakarta Kegiatan Belajar Instruksi Memasang Pahat pada Mesin Bubut CNC a. Tujuan Kegiatan
SMK PGRI 1 NGAWI TERAKREDITASI: A
 TEKNIK PEMESINAN SMK PGRI 1 NGAWI TERAKREDITASI: A Jl. Rajawali No. 32, Telp./Faks. : (0351) 746081 Ngawi. Homepage: 1. www.smkpgri1ngawi.sch.id 2. www.grisamesin.wordpress.com Facebook: MESIN BUBUT KONVENSIONAL
TEKNIK PEMESINAN SMK PGRI 1 NGAWI TERAKREDITASI: A Jl. Rajawali No. 32, Telp./Faks. : (0351) 746081 Ngawi. Homepage: 1. www.smkpgri1ngawi.sch.id 2. www.grisamesin.wordpress.com Facebook: MESIN BUBUT KONVENSIONAL
Menentukan Peralatan Bantu Kerja Dengan Mesin Frais
 MATERI KULIAH PROSES PEMESINAN PROSES FRAIS Menentukan Peralatan Bantu Kerja Dengan Mesin Frais Kegiatan Belajar Oleh: Dwi Rahdiyanta Fakultas Teknik Universitas Negeri Yogyakarta Menentukan Peralatan
MATERI KULIAH PROSES PEMESINAN PROSES FRAIS Menentukan Peralatan Bantu Kerja Dengan Mesin Frais Kegiatan Belajar Oleh: Dwi Rahdiyanta Fakultas Teknik Universitas Negeri Yogyakarta Menentukan Peralatan
Parameter Pemotongan pada Proses Pembubutan
 Materi 1 Parameter Pemotongan pada Proses Pembubutan Yang dimaksud dengan parameter pemotongan pada proses pembubutan adalah, informasi berupa dasar-dasar perhitungan, rumus dan tabel-tabel yang mendasari
Materi 1 Parameter Pemotongan pada Proses Pembubutan Yang dimaksud dengan parameter pemotongan pada proses pembubutan adalah, informasi berupa dasar-dasar perhitungan, rumus dan tabel-tabel yang mendasari
BAB I PENDAHULUAN 1.1 LATAR BELAKANG
 BAB I PENDAHULUAN 1.1 LATAR BELAKANG Untuk mengurangi biaya produksi, peningkatan efisiensi proses manufaktur suatu produk sangat berpengaruh, terutama dengan menurunkan waktu proses manufakturnya. Dalam
BAB I PENDAHULUAN 1.1 LATAR BELAKANG Untuk mengurangi biaya produksi, peningkatan efisiensi proses manufaktur suatu produk sangat berpengaruh, terutama dengan menurunkan waktu proses manufakturnya. Dalam
POROS BERTINGKAT. Pahat bubut rata, pahat bubut facing, pahat alur. A. Tujuan Adapun tujuan dari pembuatan poros bertingkat ini yaitu :
 POROS BERTINGKAT A. Tujuan Adapun tujuan dari pembuatan poros bertingkat ini yaitu : Mampu mengoprasikan mesin bubut secara benar. Mampu mebubut luar sampai halus dan rata. Mampu membubut lurus dan bertingkat.
POROS BERTINGKAT A. Tujuan Adapun tujuan dari pembuatan poros bertingkat ini yaitu : Mampu mengoprasikan mesin bubut secara benar. Mampu mebubut luar sampai halus dan rata. Mampu membubut lurus dan bertingkat.
SUMBER BELAJAR PENUNJANG PLPG 2016 TEKNIK PEMESINAN
 SUMBER BELAJAR PENUNJANG PLPG 2016 TEKNIK PEMESINAN BAB III PEMESINAN FRAIS B. SENTOT WIJANARKA KEMENTERIAN PENDIDIKAN DAN KEBUDAYAAN DIREKTORAT JENDERAL GURU DAN TENAGA KEPENDIDIKAN 2016 BAB 3 PROSES
SUMBER BELAJAR PENUNJANG PLPG 2016 TEKNIK PEMESINAN BAB III PEMESINAN FRAIS B. SENTOT WIJANARKA KEMENTERIAN PENDIDIKAN DAN KEBUDAYAAN DIREKTORAT JENDERAL GURU DAN TENAGA KEPENDIDIKAN 2016 BAB 3 PROSES
BAB VI MESIN FRIS DAN PEMOTONG FRIS
 BAB VI MESIN FRIS DAN PEMOTONG FRIS Mesin fris melepaskan logam ketika benda kerja dihantarkan terhadap suatu pemotong berputar seperti terlihat pada gambar 2. Gambar 2. Operasi fris sederhana. Pemotong
BAB VI MESIN FRIS DAN PEMOTONG FRIS Mesin fris melepaskan logam ketika benda kerja dihantarkan terhadap suatu pemotong berputar seperti terlihat pada gambar 2. Gambar 2. Operasi fris sederhana. Pemotong
BAB V MESIN MILLING DAN DRILLING
 BAB V MESIN MILLING DAN DRILLING 5.1 Definisi Mesin Milling dan Drilling Mesin bor (drilling) merupakan sebuah alat atau perkakas yang digunakan untuk melubangi suatu benda. Cara kerja mesin bor adalah
BAB V MESIN MILLING DAN DRILLING 5.1 Definisi Mesin Milling dan Drilling Mesin bor (drilling) merupakan sebuah alat atau perkakas yang digunakan untuk melubangi suatu benda. Cara kerja mesin bor adalah
BAB VIII MESIN PENGGURDI DAN PENGEBOR
 BAB VIII MESIN PENGGURDI DAN PENGEBOR Penggurdian adalah membuat lobang dalam sebuah obyek dengan menekankan sebuah gurdi berputar kepadanya. Hal yang sama dapat dicapai dengan memegang penggurdi stasioner
BAB VIII MESIN PENGGURDI DAN PENGEBOR Penggurdian adalah membuat lobang dalam sebuah obyek dengan menekankan sebuah gurdi berputar kepadanya. Hal yang sama dapat dicapai dengan memegang penggurdi stasioner
BAB II MESIN BUBUT. Gambar 2.1 Mesin bubut
 BAB II MESIN BUBUT A. Prinsip Kerja Mesin Bubut Mesin bubut merupakan salah satu mesin konvensional yang umum dijumpai di industri pemesinan. Mesin bubut (gambar 2.1) mempunyai gerak utama benda kerja
BAB II MESIN BUBUT A. Prinsip Kerja Mesin Bubut Mesin bubut merupakan salah satu mesin konvensional yang umum dijumpai di industri pemesinan. Mesin bubut (gambar 2.1) mempunyai gerak utama benda kerja
B. Sentot Wijanarka, Teknik Pemesinan Dasar, BAB 2
 BAB 2 PROSES BUBUT(TURNING) Tujuan : Setelah mempelajari materi ajar ini mahasiswa memilikim kompetensi: 1. Dapat merencanakan proses pemesinan pembuatan poros lurus dengan menggunakan mesin bubut 2. Dapat
BAB 2 PROSES BUBUT(TURNING) Tujuan : Setelah mempelajari materi ajar ini mahasiswa memilikim kompetensi: 1. Dapat merencanakan proses pemesinan pembuatan poros lurus dengan menggunakan mesin bubut 2. Dapat
TEKNIK PEMESINAN JILID 2 SMK. Widarto, dkk
 Widarto, dkk TEKNIK PEMESINAN JILID 2 SMK H Direktorat Pembinaan Sekolah Menengah Kejuruan Direktorat Jenderal Manajemen Pendidikan Dasar dan Menengah Departemen Pendidikan Nasional Hak Cipta pada Departemen
Widarto, dkk TEKNIK PEMESINAN JILID 2 SMK H Direktorat Pembinaan Sekolah Menengah Kejuruan Direktorat Jenderal Manajemen Pendidikan Dasar dan Menengah Departemen Pendidikan Nasional Hak Cipta pada Departemen
BEKERJA DENGAN MESIN BUBUT
 BEKERJA DENGAN MESIN BUBUT STANDAR KOMPETENSI KERJA NASIONAL INDONESIA (SKKNI) BIDANG KOMPETENSI 1. KELOMPOK DASAR / FOUNDATION 2. KELOMPOK INTI 3. PERAKITAN (ASSEMBLY) 4. PENGECORAN DAN PEMBUATAN CETAKAN
BEKERJA DENGAN MESIN BUBUT STANDAR KOMPETENSI KERJA NASIONAL INDONESIA (SKKNI) BIDANG KOMPETENSI 1. KELOMPOK DASAR / FOUNDATION 2. KELOMPOK INTI 3. PERAKITAN (ASSEMBLY) 4. PENGECORAN DAN PEMBUATAN CETAKAN
TEKNIK PEMESINAN JILID 2 SMK. Widarto, dkk
 2 2 untuk Sekolah Menengah Kejuruan Widarto, dkk TEKNIK PEMESINAN JILID 2 SMK TUT WURI HANDAYANI Direktorat Pembinaan Sekolah Menengah Kejuruan Direktorat Jenderal Manajemen Pendidikan Dasar dan Menengah
2 2 untuk Sekolah Menengah Kejuruan Widarto, dkk TEKNIK PEMESINAN JILID 2 SMK TUT WURI HANDAYANI Direktorat Pembinaan Sekolah Menengah Kejuruan Direktorat Jenderal Manajemen Pendidikan Dasar dan Menengah
PERANCANGAN DAN PEMBUATAN MODEL DRILL JIG UNTUK PENGGURDIAN FLENS KOPLING
 PERANCANGAN DAN PEMBUATAN MODEL DRILL JIG UNTUK PENGGURDIAN FLENS KOPLING Mulyadi (1), Toti Srimulyati (2) (1) Staf Pengajar Jurusan Teknik Mesin, Politeknik Negeri Padang (2) Staf Pengajar Jurusan Manajemen,
PERANCANGAN DAN PEMBUATAN MODEL DRILL JIG UNTUK PENGGURDIAN FLENS KOPLING Mulyadi (1), Toti Srimulyati (2) (1) Staf Pengajar Jurusan Teknik Mesin, Politeknik Negeri Padang (2) Staf Pengajar Jurusan Manajemen,
SOAL LATIHAN 3 TEORI KEJURUAN PEMESINAN
 SOAL LATIHAN 3 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 SOAL NAS: F018-PAKET A-08/09 1. Sebuah poros kendaraan terbuat dari bahan St
SOAL LATIHAN 3 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 SOAL NAS: F018-PAKET A-08/09 1. Sebuah poros kendaraan terbuat dari bahan St
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Proses Gurdi Proses gurdi adalah proses permesinan yang paling sederhana diantara proses permesinan yang lain. Biasanya dibengkel atau workshop proses ini dinamakan proses bor,
BAB II LANDASAN TEORI 2.1 Proses Gurdi Proses gurdi adalah proses permesinan yang paling sederhana diantara proses permesinan yang lain. Biasanya dibengkel atau workshop proses ini dinamakan proses bor,
BAB II PENDEKATAN PEMECAHAN MASALAH. hasil yang baik sesuai ukuran dan dapat berfungsi sebagaimana mestinya. Ukuran poros : Ø 60 mm x 700 mm
 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Gambar kerja yang baik akan memudahkan pemahaman saat melakukan pengerjaan suatu produk, dalam hal ini membahas tentang pengerjaan poros
BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Gambar kerja yang baik akan memudahkan pemahaman saat melakukan pengerjaan suatu produk, dalam hal ini membahas tentang pengerjaan poros
TEKNIK PEMESINAN JILID 2
 Widarto TEKNIK PEMESINAN JILID 2 SMK Direktorat Pembinaan Sekolah Menengah Kejuruan Direktorat Jenderal Manajemen Pendidikan Dasar dan Menengah Departemen Pendidikan Nasional Hak Cipta pada Departemen
Widarto TEKNIK PEMESINAN JILID 2 SMK Direktorat Pembinaan Sekolah Menengah Kejuruan Direktorat Jenderal Manajemen Pendidikan Dasar dan Menengah Departemen Pendidikan Nasional Hak Cipta pada Departemen
diunduh dari
 diunduh dari http://www.pustakasoal.com Widarto TEKNIK PEMESINAN JILID 2 SMK Direktorat Pembinaan Sekolah Menengah Kejuruan Direktorat Jenderal Manajemen Pendidikan Dasar dan Menengah Departemen Pendidikan
diunduh dari http://www.pustakasoal.com Widarto TEKNIK PEMESINAN JILID 2 SMK Direktorat Pembinaan Sekolah Menengah Kejuruan Direktorat Jenderal Manajemen Pendidikan Dasar dan Menengah Departemen Pendidikan
ANALISIS UMUR PAHAT DAN BIAYA PRODUKSI PADA PROSES DRILLING TERHADAP MATERIAL S 40 C
 ANALISIS UMUR PAHAT DAN BIAYA PRODUKSI PADA PROSES DRILLING TERHADAP MATERIAL S 40 C 1 Azwinur, 2 Taufiq 1 Jurusan Teknik Mesin, Politeknik Negeri Lhokseumawe Jl. Banda Aceh-Medan Km.280 Buketrata Lhokseumawe.
ANALISIS UMUR PAHAT DAN BIAYA PRODUKSI PADA PROSES DRILLING TERHADAP MATERIAL S 40 C 1 Azwinur, 2 Taufiq 1 Jurusan Teknik Mesin, Politeknik Negeri Lhokseumawe Jl. Banda Aceh-Medan Km.280 Buketrata Lhokseumawe.
SMK PGRI 1 NGAWI TERAKREDITASI: A
 TEKNIK PEMESINAN SMK PGRI 1 NGAWI TERAKREDITASI: A Jl. Rajawali No. 32, Telp./Faks. : (0351) 746081 Ngawi. Homepage: 1. www.smkpgri1ngawi.sch.id 2. www.grisamesin.wordpress.com Facebook: A. Kecepatan potong
TEKNIK PEMESINAN SMK PGRI 1 NGAWI TERAKREDITASI: A Jl. Rajawali No. 32, Telp./Faks. : (0351) 746081 Ngawi. Homepage: 1. www.smkpgri1ngawi.sch.id 2. www.grisamesin.wordpress.com Facebook: A. Kecepatan potong
BAB II LANDASAN TEORI Alat-alat Pembantu Untuk Meningkatkan Produksi Pada Mesin. dan kecepatannya sayatnya setinggi-tingginya.
 BAB II LANDASAN TEORI 2.1. Alat-alat Pembantu Untuk Meningkatkan Produksi Pada Mesin 2.1.1. Bubut Senter Untuk meningkatkan produksi, pada tahap pertama kita akan berusaha memperpendek waktu utama. Hal
BAB II LANDASAN TEORI 2.1. Alat-alat Pembantu Untuk Meningkatkan Produksi Pada Mesin 2.1.1. Bubut Senter Untuk meningkatkan produksi, pada tahap pertama kita akan berusaha memperpendek waktu utama. Hal
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1. Pengertian Proses Produksi Proses produksi adalah tahap-tahap yang harus dilewati dalam memproduksi barang atau jasa. Sedangkan pengertian produksi adalah suatu kegiatan untuk
BAB II LANDASAN TEORI 2.1. Pengertian Proses Produksi Proses produksi adalah tahap-tahap yang harus dilewati dalam memproduksi barang atau jasa. Sedangkan pengertian produksi adalah suatu kegiatan untuk
BEKERJA DENGAN MESIN BUBUT
 1 BEKERJA DENGAN MESIN BUBUT PENGERTIAN Membubut adalah proses pembentukan benda kerja dengan mennggunakan mesin bubut. Mesin bubut adalah perkakas untuk membentuk benda kerja dengan gerak utama berputar.
1 BEKERJA DENGAN MESIN BUBUT PENGERTIAN Membubut adalah proses pembentukan benda kerja dengan mennggunakan mesin bubut. Mesin bubut adalah perkakas untuk membentuk benda kerja dengan gerak utama berputar.
MESIN BOR. Gambar Chamfer
 MESIN BOR Mesin bor adalah suatu jenis mesin gerakanya memutarkan alat pemotong yang arah pemakanan mata bor hanya pada sumbu mesin tersebut (pengerjaan pelubangan). Sedangkan Pengeboran adalah operasi
MESIN BOR Mesin bor adalah suatu jenis mesin gerakanya memutarkan alat pemotong yang arah pemakanan mata bor hanya pada sumbu mesin tersebut (pengerjaan pelubangan). Sedangkan Pengeboran adalah operasi
LAMPIARN 1.4 TEST UJI COBA INSTRUMEN. Mata Pelajaran Tingkat/Semester : XI/ Hari / Tanggal :... Waktu. : 60 menit Sifat Ujian
 135 LAMPIARN 1.4 SOAL TEST UJI COBA INSTRUMEN Mata Pelajaran : Teknik Pemesinan Tingkat/Semester : XI/ Hari / Tanggal :... Waktu : 60 menit Sifat Ujian : Tutup Buku PETUNJUK UMUM 1. Tulis nama, dan kelas
135 LAMPIARN 1.4 SOAL TEST UJI COBA INSTRUMEN Mata Pelajaran : Teknik Pemesinan Tingkat/Semester : XI/ Hari / Tanggal :... Waktu : 60 menit Sifat Ujian : Tutup Buku PETUNJUK UMUM 1. Tulis nama, dan kelas
Tugas 2 Proses Produksi Mesin Frais. Jurusan Teknik Industri Sekolah Tinggi Teknologi Garut 2017
 Tugas 2 Proses Produksi Mesin Frais Jurusan Teknik Industri Sekolah Tinggi Teknologi Garut 2017 Konsep Pembahasan Pengertian Mesin Frais 1 2 3 4 Cara kerja Bagian Bagian Fungsi Jenis-Jenis 5 Produk/Hasil
Tugas 2 Proses Produksi Mesin Frais Jurusan Teknik Industri Sekolah Tinggi Teknologi Garut 2017 Konsep Pembahasan Pengertian Mesin Frais 1 2 3 4 Cara kerja Bagian Bagian Fungsi Jenis-Jenis 5 Produk/Hasil
BAB III TINJAUAN PUSTAKA
 9 BAB III TINJAUAN PUSTAKA 3.1 PENDAHULUAN Proses manufaktur merupakan satu mata kuliah yang harus di kuasai oleh mahasiswa teknik. Oleh karenanya melakukan praktikum proses manufaktur harus dilakukan
9 BAB III TINJAUAN PUSTAKA 3.1 PENDAHULUAN Proses manufaktur merupakan satu mata kuliah yang harus di kuasai oleh mahasiswa teknik. Oleh karenanya melakukan praktikum proses manufaktur harus dilakukan
BAB 8 MENGENAL PROSES GURDI (DRILLING)
") BAB 8 MENGENAL PROSES GURDI (DRILLING) Teknik Pemesinan 201 Proses gurdi adalah proses pemesinan yang paling sederhana di antara proses pemesinan yang lain. Biasanya di bengkel atau workshop proses ini
BAB 8 MENGENAL PROSES GURDI (DRILLING) Teknik Pemesinan 201 Proses gurdi adalah proses pemesinan yang paling sederhana di antara proses pemesinan yang lain. Biasanya di bengkel atau workshop proses ini
SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN
 SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 CERDAS, KREATIF, INTELEK, WIRAUSAHAWAN 1 Pilihlah salah satu jawaban soal berikut
SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 CERDAS, KREATIF, INTELEK, WIRAUSAHAWAN 1 Pilihlah salah satu jawaban soal berikut
TEKNIK PEMESINAN JILID 2
 Widarto TEKNIK PEMESINAN JILID 2 SMK Direktorat Pembinaan Sekolah Menengah Kejuruan Direktorat Jenderal Manajemen Pendidikan Dasar dan Menengah Departemen Pendidikan Nasional Hak Cipta pada Departemen
Widarto TEKNIK PEMESINAN JILID 2 SMK Direktorat Pembinaan Sekolah Menengah Kejuruan Direktorat Jenderal Manajemen Pendidikan Dasar dan Menengah Departemen Pendidikan Nasional Hak Cipta pada Departemen
MODUL 8 ALAT KERJA TANGAN DAN MESI N (MEMAHAT) TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs.
 TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs.") MODUL 8 ALAT KERJA TANGAN DAN MESI N () TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs. SOEBANDONO LEMBAR KERJA SISWA 8 Bentuk-bentuk pahat Dibuat dari baja karbon
MODUL 8 ALAT KERJA TANGAN DAN MESI N () TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs. SOEBANDONO LEMBAR KERJA SISWA 8 Bentuk-bentuk pahat Dibuat dari baja karbon
SOAL LATIHAN 4 TEORI KEJURUAN PEMESINAN
 SOAL LATIHAN 4 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 PSOAL: F018-PAKET B-08/09 1. Sebuah batang bulat dengan diameter 20 mm harus
SOAL LATIHAN 4 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 PSOAL: F018-PAKET B-08/09 1. Sebuah batang bulat dengan diameter 20 mm harus
LAPORAN TUGAS AKHIR STUDY TENTANG CUTTING FORCE MESIN BUBUT (DESAIN DYNAMOMETER SEDERHANA)
") LAPORAN TUGAS AKHIR STUDY TENTANG CUTTING FORCE MESIN BUBUT (DESAIN DYNAMOMETER SEDERHANA) Laporan Tugas Akhir ini Disusun Sebagai Syarat Untuk Memperoleh Gelar Sarjana Teknik Pada Jurusan Teknik Mesin
LAPORAN TUGAS AKHIR STUDY TENTANG CUTTING FORCE MESIN BUBUT (DESAIN DYNAMOMETER SEDERHANA) Laporan Tugas Akhir ini Disusun Sebagai Syarat Untuk Memperoleh Gelar Sarjana Teknik Pada Jurusan Teknik Mesin
BAB III PROSES PEMBUATAN STEAM JOINT STAND FOR BENDED TR
 BAB III PROSES PEMBUATAN STEAM JOINT STAND FOR BENDED TR Untuk membuat spare parts yang utuh, diperlukan komponen-komponen steam joint stand for bende tr yang mempunyai fungsi yang berbeda yang kemudian
BAB III PROSES PEMBUATAN STEAM JOINT STAND FOR BENDED TR Untuk membuat spare parts yang utuh, diperlukan komponen-komponen steam joint stand for bende tr yang mempunyai fungsi yang berbeda yang kemudian
BAB 7 MENGENAL PROSES FRAIS (Milling)
") BAB 7 MENGENAL PROSES FRAIS (Milling) 189 P roses pemesinan frais (milling) adalah proses penyayatan benda kerja menggunakan alat potong dengan mata potong jamak yang berputar. Proses penyayatan dengan
BAB 7 MENGENAL PROSES FRAIS (Milling) 189 P roses pemesinan frais (milling) adalah proses penyayatan benda kerja menggunakan alat potong dengan mata potong jamak yang berputar. Proses penyayatan dengan
BAB IV MESIN BUBUT. Gambar 2. Pembubut mesin tugas berat.
 BAB IV MESIN BUBUT Penggolongan Mesin Bubut A. Pembubut Kecepatan F. Pembubut Turet 1. Pengerjaan Kayu 1. Horisontal 2. Pemusingan Logam a. Jenis ram 3. Pemolesan b. Jenis sadel B. Pembubut Mesin 2. Vertikal
BAB IV MESIN BUBUT Penggolongan Mesin Bubut A. Pembubut Kecepatan F. Pembubut Turet 1. Pengerjaan Kayu 1. Horisontal 2. Pemusingan Logam a. Jenis ram 3. Pemolesan b. Jenis sadel B. Pembubut Mesin 2. Vertikal
BAB III PERENCANAAN DAN GAMBAR
 BAB III PERENCANAAN DAN GAMBAR 3.1 Flow Chart Pembuatan Mesin Pemotong Umbi Mulai Studi Literatur Perencanaan dan Desain Perhitungan Penentuan dan Pembelian Komponen Proses Pengerjaan Proses Perakitan
BAB III PERENCANAAN DAN GAMBAR 3.1 Flow Chart Pembuatan Mesin Pemotong Umbi Mulai Studi Literatur Perencanaan dan Desain Perhitungan Penentuan dan Pembelian Komponen Proses Pengerjaan Proses Perakitan
SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN
 SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 CERDAS, KREATIF, INTELEK, WIRAUSAHAWAN 1 Pilihlah salah satu jawaban soal berikut
SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 CERDAS, KREATIF, INTELEK, WIRAUSAHAWAN 1 Pilihlah salah satu jawaban soal berikut
Analisa Perhitungan Waktu dan Biaya Produksi pada Proses Drilling
 LJTMU: Vol. 02, No. 02, Oktober 2015, (01-06) ISSN Print : 2356-3222 ISSN Online : 2407-3555 http://ejournal-fst-unc.com/index.php/ljtmu Analisa Perhitungan Waktu dan Biaya Produksi pada Proses Drilling
LJTMU: Vol. 02, No. 02, Oktober 2015, (01-06) ISSN Print : 2356-3222 ISSN Online : 2407-3555 http://ejournal-fst-unc.com/index.php/ljtmu Analisa Perhitungan Waktu dan Biaya Produksi pada Proses Drilling
BAB II LANDASAN TEORI
 4 BAB II LANDASAN TEORI 2.1 Pengertian Proses Produksi Proses produksi adalah tahap-tahap yang harus dilewati dalam memproduksi barang atau jasa. Ada proses produksi membutuhkan waktu yang lama, misalnya
4 BAB II LANDASAN TEORI 2.1 Pengertian Proses Produksi Proses produksi adalah tahap-tahap yang harus dilewati dalam memproduksi barang atau jasa. Ada proses produksi membutuhkan waktu yang lama, misalnya
BAB II PENDEKATAN PEMECAHAN MASALAH. gambar kerja sebagai acuan pembuatan produk berupa benda kerja. Gambar
 7 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Dalam pembuatan suatu produk pastilah tidak terlepas dari pendekatan gambar kerja sebagai acuan pembuatan produk berupa benda kerja. Gambar
7 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Dalam pembuatan suatu produk pastilah tidak terlepas dari pendekatan gambar kerja sebagai acuan pembuatan produk berupa benda kerja. Gambar
BAB II DASAR TEORI. 2.1 Konsep Perencanaan Sistem Produksi. 2.2 Pengelasan
 BAB II DASAR TEORI 2.1 Konsep Perencanaan Sistem Produksi Pada perancangan suatu kontruksi hendaknya mempunyai suatu konsep perencanaan. Konsep perencanaan ini akan membahas dasar-dasar teori yang akan
BAB II DASAR TEORI 2.1 Konsep Perencanaan Sistem Produksi Pada perancangan suatu kontruksi hendaknya mempunyai suatu konsep perencanaan. Konsep perencanaan ini akan membahas dasar-dasar teori yang akan
BAB II PENDEKATAN PEMECAHAN MASALAH. identifikasi dari masing-masing komponen Mesin Pemoles pada casing
 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja 1. Identifikasi Ukuran Identifikasi ukuran komponen merupakan langkah untuk menentukan ukuran dalam pembuatan casing mesin pemoles. Berdasarkan
BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja 1. Identifikasi Ukuran Identifikasi ukuran komponen merupakan langkah untuk menentukan ukuran dalam pembuatan casing mesin pemoles. Berdasarkan
c. besar c. besar Figure 1
 1. Yang termasuk jenis pahat tangan adalah. a. pahat tirus. d. pahat perak b. pahat alur e. pahat intan c. pahat chamfer 2. Faktor-faktor berikut harus diperhatikan agar pemasangan kepala palu agar kuat
1. Yang termasuk jenis pahat tangan adalah. a. pahat tirus. d. pahat perak b. pahat alur e. pahat intan c. pahat chamfer 2. Faktor-faktor berikut harus diperhatikan agar pemasangan kepala palu agar kuat
BAB 6 MENGENAL PROSES BUBUT (TURNING)
") BAB 6 MENGENAL PROSES BUBUT (TURNING) Teknik Pemesinan 143 Proses bubut adalah proses pemesinan untuk menghasilkan bagianbagian mesin berbentuk silindris yang dikerjakan dengan menggunakan Mesin Bubut.
BAB 6 MENGENAL PROSES BUBUT (TURNING) Teknik Pemesinan 143 Proses bubut adalah proses pemesinan untuk menghasilkan bagianbagian mesin berbentuk silindris yang dikerjakan dengan menggunakan Mesin Bubut.
PL Grinding I Semester 2 TWIST DRILL
 TWIST DRILL I. Pengertian Twist drill adalah suatu alat potong yang bekerja dengan cara berputar pada sumbunya, menghasilkan lubang silindris dan ukuran lubang yang dihasilkan sama dengan ukuran alat tersebut.
TWIST DRILL I. Pengertian Twist drill adalah suatu alat potong yang bekerja dengan cara berputar pada sumbunya, menghasilkan lubang silindris dan ukuran lubang yang dihasilkan sama dengan ukuran alat tersebut.
BAB III METODOLOGI. Pembongkaran mesin dilakukan untuk melakukan pengukuran dan. Selain itu juga kita dapat menentukan komponen komponen mana yang
 BAB III METODOLOGI 3.1 Pembongkaran Mesin Pembongkaran mesin dilakukan untuk melakukan pengukuran dan mengganti atau memperbaiki komponen yang mengalami kerusakan. Adapun tahapannya adalah membongkar mesin
BAB III METODOLOGI 3.1 Pembongkaran Mesin Pembongkaran mesin dilakukan untuk melakukan pengukuran dan mengganti atau memperbaiki komponen yang mengalami kerusakan. Adapun tahapannya adalah membongkar mesin
BAB I PENDAHULUAN. Pentingnya proses permesinan merupakan sebuah keharusan. mesin dari logam. Proses berlangsung karena adanya gerak
 BAB I PENDAHULUAN 1.1. Latar Belakang Pentingnya proses permesinan merupakan sebuah keharusan dalam industri manufaktur terutama untuk pembuatan komponenkomponen mesin dari logam. Proses berlangsung karena
BAB I PENDAHULUAN 1.1. Latar Belakang Pentingnya proses permesinan merupakan sebuah keharusan dalam industri manufaktur terutama untuk pembuatan komponenkomponen mesin dari logam. Proses berlangsung karena
PERKAKAS TANGAN YUSRON SUGIARTO
 PERKAKAS TANGAN YUSRON SUGIARTO RAGUM berfungsi untuk menjepit benda kerja secara kuat dan benar, artinya penjepitan oleh ragum tidak boleh merusak benda kerja Untuk menghasilkan penjepitan yang kuat maka
PERKAKAS TANGAN YUSRON SUGIARTO RAGUM berfungsi untuk menjepit benda kerja secara kuat dan benar, artinya penjepitan oleh ragum tidak boleh merusak benda kerja Untuk menghasilkan penjepitan yang kuat maka
2 1. Jenis Mesin bubut berdasarkan ukurnnya secara garis besar dibedakan menjadi:
 A. Definisi Mesin Bubut Bab 1 Identifikasi Mesin Bubut Mesin bubut (Turning Machine) adalah suatu jenis mesin perkakas yang dalam proses kerjanya bergerak memutar benda kerja dan menggunakan mata potong
A. Definisi Mesin Bubut Bab 1 Identifikasi Mesin Bubut Mesin bubut (Turning Machine) adalah suatu jenis mesin perkakas yang dalam proses kerjanya bergerak memutar benda kerja dan menggunakan mata potong
FM-UII-AA-FKU-01/R0 MESIN BUBUT 2.1. TUJAN PRAKTIKUM
 MODUL II 2.1. TUJAN PRAKTIKUM MESIN BUBUT 1. Mahasiswa dapat memahami prinsip kerja pada mesin bubut. 2. Mahasiswa dapat memahami fungsi dari mesin bubut. 3. Mahasiswa dapat memahami jenis-jenis mesin
MODUL II 2.1. TUJAN PRAKTIKUM MESIN BUBUT 1. Mahasiswa dapat memahami prinsip kerja pada mesin bubut. 2. Mahasiswa dapat memahami fungsi dari mesin bubut. 3. Mahasiswa dapat memahami jenis-jenis mesin
M O D U L T UT O R I A L
 M O D U L T UT O R I A L MESIN BUBUT LABORATORIUM SISTEM MANUFAKTUR TERINTEGRASI PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS ISLAM INDONESIA 2017/2018 DAFTAR ISI DAFTAR ISI...
M O D U L T UT O R I A L MESIN BUBUT LABORATORIUM SISTEM MANUFAKTUR TERINTEGRASI PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS ISLAM INDONESIA 2017/2018 DAFTAR ISI DAFTAR ISI...
BUKU 2 PROSES BUBUT (TURNING) ALAN ANDIKA PRIYATAMA, M.Pd
 ALAN ANDIKA PRIYATAMA, M.Pd") BUKU 2 PROSES BUBUT (TURNING) ALAN ANDIKA PRIYATAMA, M.Pd PEMERINTAH KABUPATEN PURBALINGGA DINAS PENDIDIKAN SMK NEGERI 3 PURBALINGGA 2014 1 PRAKATA DEMI MASA Masa tersulit adalah saat roda pertama kali
BUKU 2 PROSES BUBUT (TURNING) ALAN ANDIKA PRIYATAMA, M.Pd PEMERINTAH KABUPATEN PURBALINGGA DINAS PENDIDIKAN SMK NEGERI 3 PURBALINGGA 2014 1 PRAKATA DEMI MASA Masa tersulit adalah saat roda pertama kali
SUMBER BELAJAR PENUNJANG PLPG 2016 TEKNIK PEMESINAN
 SUMBER BELAJAR PENUNJANG PLPG 2016 TEKNIK PEMESINAN BAB II PEMESINAN BUBUT B. SENTOT WIJANARKA KEMENTERIAN PENDIDIKAN DAN KEBUDAYAAN DIREKTORAT JENDERAL GURU DAN TENAGA KEPENDIDIKAN 2016 BAB 2 PROSES BUBUT(TURNING)
SUMBER BELAJAR PENUNJANG PLPG 2016 TEKNIK PEMESINAN BAB II PEMESINAN BUBUT B. SENTOT WIJANARKA KEMENTERIAN PENDIDIKAN DAN KEBUDAYAAN DIREKTORAT JENDERAL GURU DAN TENAGA KEPENDIDIKAN 2016 BAB 2 PROSES BUBUT(TURNING)
MESIN FRIS DAN PEMOTONG FRIS. Yefri Chan,ST.MT (Universitas Darma Persada
 MESIN FRIS DAN PEMOTONG FRIS BAB 20 MESIN FRIS DAN PEMOTONG FRIS Gambar 20. 2. Operasi fris sederhana. Pemotong fris memiliki satu deretan mata potong pada kelilingnya yang masing-masing berlaku sebagai
MESIN FRIS DAN PEMOTONG FRIS BAB 20 MESIN FRIS DAN PEMOTONG FRIS Gambar 20. 2. Operasi fris sederhana. Pemotong fris memiliki satu deretan mata potong pada kelilingnya yang masing-masing berlaku sebagai
BAB III CARA PEMBUATAN ALAT TRACKE R BEARING. Rahang penahan berfungsi sebagai rumah atau sarang dari bagian komponen lain
 BAB III CARA PEMBUATAN ALAT TRACKE R BEARING 3.1 RAHANG PENAHAN Rahang penahan berfungsi sebagai rumah atau sarang dari bagian komponen lain yaitu - Kaki penahan - Batang ulir. Yang semua komponen akan
BAB III CARA PEMBUATAN ALAT TRACKE R BEARING 3.1 RAHANG PENAHAN Rahang penahan berfungsi sebagai rumah atau sarang dari bagian komponen lain yaitu - Kaki penahan - Batang ulir. Yang semua komponen akan
BAB II DASAR TEORI P =...(2.1)
") 4 BAB II DASAR TEORI 2.1 Motor Motor adalah suatu komponen utama dari sebuah kontruksi permesinan yang berfungsi sebagai penggerak. Gerakan yang dihasilkan oleh motor adalah sebuah putaran poros. Komponen
4 BAB II DASAR TEORI 2.1 Motor Motor adalah suatu komponen utama dari sebuah kontruksi permesinan yang berfungsi sebagai penggerak. Gerakan yang dihasilkan oleh motor adalah sebuah putaran poros. Komponen
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA 2.1 Tinjauan Mesin Gerinda Batu Akik Sebagian pengrajin batu akik menggunakan mesin gerinda untuk membentuk batu akik dengan sistem manual. Batu gerinda diputar dengan menggunakan
BAB II TINJAUAN PUSTAKA 2.1 Tinjauan Mesin Gerinda Batu Akik Sebagian pengrajin batu akik menggunakan mesin gerinda untuk membentuk batu akik dengan sistem manual. Batu gerinda diputar dengan menggunakan
SOAL UJIAN AKHIR SEMESTER TAHUN PELAJARAN : Pekerjaan Dasar Teknik Otomotif
 SOAL UJIAN AKHIR SEMESTER TAHUN PELAJARAN 2013-2014 MATA PELAJARAN KELAS : Pekerjaan Dasar Teknik Otomotif : X TKR Berilah tanda (X) pada jawaban A,B,C,D dan E yang kalian anggap paling benar! I. PILIHAN
SOAL UJIAN AKHIR SEMESTER TAHUN PELAJARAN 2013-2014 MATA PELAJARAN KELAS : Pekerjaan Dasar Teknik Otomotif : X TKR Berilah tanda (X) pada jawaban A,B,C,D dan E yang kalian anggap paling benar! I. PILIHAN
TEKNIK PEMESINAN JILID 2
 Widarto TEKNIK PEMESINAN JILID 2 SMK Direktorat Pembinaan Sekolah Menengah Kejuruan Direktorat Jenderal Manajemen Pendidikan Dasar dan Menengah Departemen Pendidikan Nasional Hak Cipta pada Departemen
Widarto TEKNIK PEMESINAN JILID 2 SMK Direktorat Pembinaan Sekolah Menengah Kejuruan Direktorat Jenderal Manajemen Pendidikan Dasar dan Menengah Departemen Pendidikan Nasional Hak Cipta pada Departemen
Optimasi Cutting Tool Carbide pada Turning Machine dengan Geometry Single Point Tool pada High Speed
 ISBN 978-979-3541-50-1 IRWNS 2015 Optimasi Cutting Tool Carbide pada Turning Machine dengan Geometry Single Point Tool pada High Speed Badruzzaman a, Dedi Suwandi b a Jurusan Teknik Mesin,Politeknik Negeri
ISBN 978-979-3541-50-1 IRWNS 2015 Optimasi Cutting Tool Carbide pada Turning Machine dengan Geometry Single Point Tool pada High Speed Badruzzaman a, Dedi Suwandi b a Jurusan Teknik Mesin,Politeknik Negeri
MATERI KULIAH CNC Memasang Cekam dan Benda kerja Pada Mesin Bubut CNC
 KEGIATAN BELAJAR 1. Kegiatan Belajar MATERI KULIAH CNC Memasang Cekam dan Benda kerja Pada Mesin Bubut CNC Oleh: Dwi Rahdiyanta Fakultas Teknik Universitas Negeri Yogyakarta Instruksi memasang cekam dan
KEGIATAN BELAJAR 1. Kegiatan Belajar MATERI KULIAH CNC Memasang Cekam dan Benda kerja Pada Mesin Bubut CNC Oleh: Dwi Rahdiyanta Fakultas Teknik Universitas Negeri Yogyakarta Instruksi memasang cekam dan
MATA PELAJARAN : TEKNIK PEMESINAN JENJANG PENDIDIKAN : SMK
 MATA PELAJARAN : TEKNIK PEMESINAN JENJANG PENDIDIKAN : SMK Kompeten Pedagogi 1. Menguasai karakteristik peserta didik dari aspek fisik, moral, spiritual, sosial, kultural, emosional, dan intelektual. 2.
MATA PELAJARAN : TEKNIK PEMESINAN JENJANG PENDIDIKAN : SMK Kompeten Pedagogi 1. Menguasai karakteristik peserta didik dari aspek fisik, moral, spiritual, sosial, kultural, emosional, dan intelektual. 2.
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI Secara garis besar, pada proses perancangan kepala pembagi sederhana ini berdasar pada beberapa teori. Teori-teori ini yang akan mendasari pembuatan komponen-komponen pada kepala
BAB II LANDASAN TEORI Secara garis besar, pada proses perancangan kepala pembagi sederhana ini berdasar pada beberapa teori. Teori-teori ini yang akan mendasari pembuatan komponen-komponen pada kepala
Melakukan Pekerjaan Dengan Mesin Frais
 MATERI KULIAH PROSES PEMESINAN PROSES FRAIS Melakukan Pekerjaan Dengan Mesin Frais Oleh: Dwi Rahdiyanta Fakultas Teknik Universitas Negeri Yogyakarta Kegiatan Belajar Melakukan Pekerjaan Dengan Mesin Frais.
MATERI KULIAH PROSES PEMESINAN PROSES FRAIS Melakukan Pekerjaan Dengan Mesin Frais Oleh: Dwi Rahdiyanta Fakultas Teknik Universitas Negeri Yogyakarta Kegiatan Belajar Melakukan Pekerjaan Dengan Mesin Frais.
I. PENDAHULUAN. industri akan ikut berkembang seiring dengan tingginya tuntutan dalam sebuah industri
 I. PENDAHULUAN A. Latar Belakang Perkembangan teknologi telah merubah industri manufaktur menjadi sebuah industri yang harus dapat berkembang dan bersaing secara global. Pada dasarnya seluruh elemen dalam
I. PENDAHULUAN A. Latar Belakang Perkembangan teknologi telah merubah industri manufaktur menjadi sebuah industri yang harus dapat berkembang dan bersaing secara global. Pada dasarnya seluruh elemen dalam
SOAL LATIHAN 6 TEORI KEJURUAN PEMESINAN
 SOAL LATIHAN 6 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.Pd. 085749055673 2010 UN Paket: B 2010 1. Gambar pandangan dengan metode proyeksi sudut ketiga
SOAL LATIHAN 6 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.Pd. 085749055673 2010 UN Paket: B 2010 1. Gambar pandangan dengan metode proyeksi sudut ketiga
MATERI KULIAH PROSES PEMESINAN KERJA BUBUT. Dwi Rahdiyanta FT-UNY
 MATERI KULIAH PROSES PEMESINAN KERJA BUBUT Pengoperasian Mesin Bubut Dwi Rahdiyanta FT-UNY Kegiatan Belajar Pengoperasian Mesin Bubut a. Tujuan Pembelajaran. 1.) Siswa dapat memahami pengoperasian mesin
MATERI KULIAH PROSES PEMESINAN KERJA BUBUT Pengoperasian Mesin Bubut Dwi Rahdiyanta FT-UNY Kegiatan Belajar Pengoperasian Mesin Bubut a. Tujuan Pembelajaran. 1.) Siswa dapat memahami pengoperasian mesin
BAB III METODOLOGI PELAKSANAAN. penggerak belakang gokart adalah bengkel Teknik Mesin program Vokasi
 BAB III METODOLOGI PELAKSANAAN 3.1. Tempat Pelaksanaan Tempat yang akan di gunakan untuk perakitan dan pembuatan sistem penggerak belakang gokart adalah bengkel Teknik Mesin program Vokasi Universitas
BAB III METODOLOGI PELAKSANAAN 3.1. Tempat Pelaksanaan Tempat yang akan di gunakan untuk perakitan dan pembuatan sistem penggerak belakang gokart adalah bengkel Teknik Mesin program Vokasi Universitas
BAB III PERAWATAN MESIN BUBUT PADA PT.MITSUBA INDONESIA
 BAB III PERAWATAN MESIN BUBUT PADA PT.MITSUBA INDONESIA 3.1 Mesin Bubut Mesin bubut adalah mesin yang dibuat dari logam, gunanya untuk membentuk benda kerja dengan cara menyayat, gerakan utamanya adalah
BAB III PERAWATAN MESIN BUBUT PADA PT.MITSUBA INDONESIA 3.1 Mesin Bubut Mesin bubut adalah mesin yang dibuat dari logam, gunanya untuk membentuk benda kerja dengan cara menyayat, gerakan utamanya adalah
TEORI MEMESIN LOGAM (METAL MACHINING)
") TEORI MEMESIN LOGAM (METAL MACHINING) Proses permesinan (machining) : Proses pembuatan ( manufacture) dimana perkakas potong ( cutting tool) digunakan untuk membentuk material dari bentuk dasar menjadi
TEORI MEMESIN LOGAM (METAL MACHINING) Proses permesinan (machining) : Proses pembuatan ( manufacture) dimana perkakas potong ( cutting tool) digunakan untuk membentuk material dari bentuk dasar menjadi
PBAB II MESIN BUBUT. (Laboratorium Teknik Industri Universitas Gunadarma, 2011) Gambar 2.1 Mesin Bubut
 Gambar 2.1 Mesin Bubut") PBAB II MESIN BUBUT 2.1 Pengertian Mesin Bubut Mesin Bubut adalah suatu mesin yang umumnya terbuat dari logam, gunanya membentuk benda kerja dengan cara menyanyat, dengan gerakan utamanya berputar. Proses
PBAB II MESIN BUBUT 2.1 Pengertian Mesin Bubut Mesin Bubut adalah suatu mesin yang umumnya terbuat dari logam, gunanya membentuk benda kerja dengan cara menyanyat, dengan gerakan utamanya berputar. Proses
BAB II DASAR TEORI 2.1 Proses Pengelasan.
 digilib.uns.ac.id 3 BAB II DASAR TEORI 2.1 Proses Pengelasan. 2.1.1 Pengertian pengelasan Pengelasan adalah suatu sambungan yang permanen yang mana berasal dari peleburan dan dua bagian yang digabungkan
digilib.uns.ac.id 3 BAB II DASAR TEORI 2.1 Proses Pengelasan. 2.1.1 Pengertian pengelasan Pengelasan adalah suatu sambungan yang permanen yang mana berasal dari peleburan dan dua bagian yang digabungkan
MODUL 10 ALAT KERJA TANGAN DAN MESI N (MENGETAP DAN MENYENAI ) TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH :
 TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH :") MODUL 10 ALAT KERJA TANGAN DAN MESI N ( ) TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs. SOEBANDONO LEMBAR KERJA SISWA 1 0 Perangkat Tap Tap konis Tap konis di serong
MODUL 10 ALAT KERJA TANGAN DAN MESI N ( ) TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs. SOEBANDONO LEMBAR KERJA SISWA 1 0 Perangkat Tap Tap konis Tap konis di serong
III. METODE PENELITIAN. Penelitian dilakukan di Laboratorium Teknologi Mekanik Universitas Lampung, yang meliputi beberapa proses sebagai berikut:
 35 III. METODE PENELITIAN A. Tempat Penelitian Penelitian dilakukan di Laboratorium Teknologi Mekanik Universitas Lampung, yang meliputi beberapa proses sebagai berikut: 1. Proses pemotongan benda kerja
35 III. METODE PENELITIAN A. Tempat Penelitian Penelitian dilakukan di Laboratorium Teknologi Mekanik Universitas Lampung, yang meliputi beberapa proses sebagai berikut: 1. Proses pemotongan benda kerja
I. PENDAHULUAN. Perkembangan teknologi telah merubah industri manufaktur menjadi sebuah
 I. PENDAHULUAN A. Latar Belakang Perkembangan teknologi telah merubah industri manufaktur menjadi sebuah industri yang harus dapat berkembang dan bersaing secara global. Pada dasarnya seluruh elemen dalam
I. PENDAHULUAN A. Latar Belakang Perkembangan teknologi telah merubah industri manufaktur menjadi sebuah industri yang harus dapat berkembang dan bersaing secara global. Pada dasarnya seluruh elemen dalam
BAB 6 CAIRAN PENDINGIN UNTUK PROSES PEMESINAN
 BAB 6 CAIRAN PENDINGIN UNTUK PROSES PEMESINAN Cairan pendingin digunakan pada pemotongan logam atau proses pemesinan untuk beberapa alasan, antara lain : untuk memperpanjang umur pahat, mengurangi deformasi
BAB 6 CAIRAN PENDINGIN UNTUK PROSES PEMESINAN Cairan pendingin digunakan pada pemotongan logam atau proses pemesinan untuk beberapa alasan, antara lain : untuk memperpanjang umur pahat, mengurangi deformasi