PENERAPAN METODE SIX SIGMA DENGAN KONSEP DMAIC SEBAGAI ALAT PENGENDALIAN KUALITAS PRODUK BUSI MOBIL KIJANG 2000cc
|
|
|
- Suparman Pranoto
- 6 tahun lalu
- Tontonan:
Transkripsi



1 PENERAPAN METODE SIX SIGMA DENGAN KONSEP DMAIC SEBAGAI ALAT PENGENDALIAN KUALITAS PRODUK BUSI MOBIL KIJANG 2000cc


2 Perusahaan Kualitas Six Sigma Mengurangi Resiko Produk Gagal DMAIC
3 Berdasarkan latar belakang yang telah diuraikan maka dibuatlah perumusan masalah yang berhubungan dengan pengendalian mutu. Permasalahan yang yang akan dipecahkan adalah bagaimana menerapkan metode six sigma dengan konsep DMAIC pada pengendalian produk busi.
4 Pengambilan data dalam penelitian ini hanya dilakukan di PT Denso Indonesia. Pengambilan data hanya dilakukan pada bulan Agustus tahun 2014 dan diperbaharui pada bulan Juni tahun Produk yang digunakan dalam pengambilan data hanya pada pembuatan produk busi mobil kijang 2000cc. Pengolahan data hanya menggunakan metode Define, Measure, Analyze, Improve, dan Control (DMAIC).
5 Mengidentifikasi jenis cacat pada produk busi mobil kijang 2000cc di PT. Denso Indonesia. Mengukur nilai sigma pada produksi busi mobil kijang 2000cc di PT. Denso Indonesia. Menentukan faktor penyebab terjadinya cacat pada produk busi tipe mobil kijang 2000cc di PT. Denso Indonesia. Memberikan usulan perbaikan untuk peningkatan kualitas mobil kijang 2000cc di PT. Denso Indonesia.
6 Standar Kualitas Hasil Produksi Busi Kepuasan Pelanggan Produk Baik Produk Cacat Analisis Produk Pengendalian Produk Dengan Metode Six Sigma (DMAIC) Define (Identifikasi karakteristik kualitas produk akhir (CTQ). Measure (Menghitung DPMO, Mengukur nilai sigma.) Analyze (Diagram Sebab Akibat.) Improve (Memberikan solusi untuk menyelesaikan permasalahan yang dihadapi menngunakan 5W1H.) Control (Mengontrol pelaksanaan proses sesuai dengan improvement.) Kualitas Produk Yang Berkualitas
7 Identifikasi Masalah Penetapan Tujuan Penelitian Observasi Lapangan Tinjauan Pustaka Pengumpulan Data Pengolahan Data 1. Data Jumlah Produksi Busi Bulan Mei 2015 dan Juni A. Define 2. Data Karakteristik Kualitas dan Jumlah Cacat 1. Identifikasi Karakteristik 3. Data Hasil Wawancara. Kualitas Produk Akhir (CTQ). B. Measure 1. Menghitung Nilai DPMO. 2. Pengukuran Nilai Sigma. C. Analyze 1. Analisis Penyebab Masalah dengan Diagram Sebab Akibat. D. Improve 1. Membuat Usulan Perbaikan Menggunakan 5W1H. E. Control 1. Membuat Usulan Pengendalian.. Analisis Hasil Penelitian Usulan Perbaikan
8 Periode (Minggu) Jumlah Produksi Jumlah Produk Cacat Banyaknya CTQ Welding Melting Housing Scratch Body Marking Thread Tumpul Minggu ke-1 (Mei) Minggu ke-2 (Mei) Minggu ke-3 (Mei) Minggu ke-4 (Mei) Jumlah Bulan Mei Minggu ke-1 (Juni) Minggu ke-2 (Juni) Minggu ke-3 (Juni) Minggu ke-4 (Juni) Jumlah Bulan Juni Total Bulan Mei-Juni
9 CTQ Produk Busi: Konsumen menginginkan bagian housing pada busi mulus tanpa goresan. Konsumen menginginkan hasil las pada sambungan earth electrode tersambung dengan kuat. Konsumen menginginkan ulir yang ada pada housing tidak tumpul sehingga pada saat dimasukan kedalam ruang busi pada kendaraan dapat terpasang dengan kuat. Konsumen menginginkan marking pada busi jelas dan tebal sehingga dapat mengetahui kode yang terdapat pada busi.berikut ini merupakan tabel 4.2 data pengukuran produk cacat pada produksi busibulan Mei 2015-Juni 2015.
10 Periode (Minggu) Jumlah Produksi Jumlah Produk Cacat Banyaknya CTQ Welding Melting Housing Scratch Body Marking Thread Tumpul Minggu ke-1 (Mei) Minggu ke-2 (Mei) Minggu ke-3 (Mei) Minggu ke-4 (Mei) Jumlah Bulan Mei Minggu ke-1 (Juni) Minggu ke-2 (Juni) Minggu ke-3 (Juni) Minggu ke-4 (Juni) Jumlah Bulan Juni Total Bulan Mei-Juni

11
12 Tabel 4.3 Data Pengukuran Produk Cacat Produksi Busi Periode (Minggu) Jumlah Produksi Jumlah Produk Cacat Banyaknya CTQ Welding Melting Housing Scratch Body Marking Thread Tumpul Minggu ke-1 (Mei) Minggu ke-2 (Mei) Minggu ke-3 (Mei) Minggu ke-4 (Mei) Jumlah Bulan Mei Minggu ke-1 (Juni) Minggu ke-2 (Juni) Minggu ke-3 (Juni) Minggu ke-4 (Juni) Jumlah Bulan Juni Total Bulan Mei-Juni
13 Contoh Perhitungan Total Oppurtunities (TOP) = U OP = = Defect Per Oppurtunities (DPO) = D/TOP = 17/13132 = 0, DPMO = DPO = 0, = Konversi DPMO ke Nilai Sigma Berdasarkan Konsep Motorola Nilai Sigma DPMO 4, , , , , , , , , , , Nilai sigma dari adalah 4,51.
14 Tabel 4.5 Hasil Perhitungan Nilai Sigma Periode Mei 2015-Juni 2015 Periode (Minggu) Jumlah Jumlah CTQ Produksi Produk (OP) (U) Cacat (D) TOP DPO DPMO SIGMA Minggu ke-1 (Mei) , ,51 Minggu ke-2 (Mei) , ,49 Minggu ke-3 (Mei) , ,4 Minggu ke-4 (Mei) , ,59 Jumlah , ,49 Minggu ke-1 (Juni) , ,54 Minggu ke-2 (Juni) , ,65 Minggu ke-3 (Juni) , ,6 Minggu ke-4 (Juni) , ,58 Jumlah , ,59
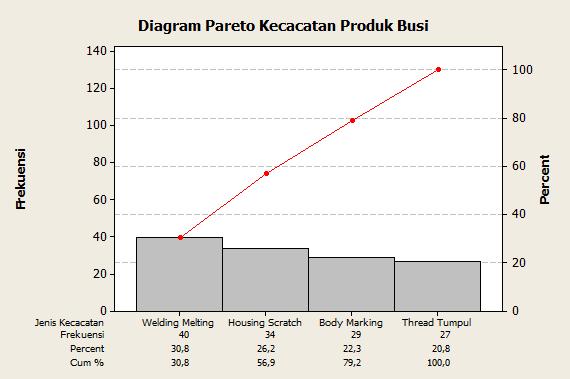
15 PERTANYAAN 1. Ada berapa cacat yang paling berpengaruh terhadap kualitas produk busi? 2. Jenis cacat apa yang paling sering ditemukan? 3. Setelah cacat welding melting, jenis cacat apa lagi yang paling sering ditemukan? 4. Setelah cacat housing scratch, jenis cacat apa lagi yang sering ditemukan? 5. Setelah cacat body marking, jenis cacat apa lagi yang paling sering ditemukan? 6. Faktor apa saja yang mempengaruhi cacat welding melting? 7. Faktor apa yang mempengaruhi cacat housing scratch? 8. Faktor apa yang mempengaruhi cacat body marking? 9. Faktor apa yang mempengaruhi cacat thread tumpul? Tabel 4.6 Hasil Wawancara Faktor Dominan SUMBER SUPERVISOR LEADER OPERATOR 4 jenis 4 jenis 4 jenis Cacat Welding Melting Housing Scratch Body Marking Thread Tumpul Manusia, Mesin Welding Melting Housing Scratch Body Marking Thread Tumpul Manusia, Mesin a. Welding Melting b. Housing Scratch Body Marking Body Marking Thread Tumpul Mesin Mesin Mesin Mesin Mesin Mesin Mesin Manusia, Mesin Manusia, Mesin Manusia, Mesin
16 Tabel 4.7 Frekuensi Hasil Wawancara Faktor Dominan Pertanyaan Ke- Jawaban Frekuensi 1. 4 Jenis Cacat 3 2. Welding Melting 3 Housing Scratch 1 3. Housing Scratch 2 Body Marking 1 4. Body Marking 3 5. Thread Tumpul 3 6. Manusia dan Mesin 2 Mesin 1 7. Mesin 3 8. Mesin 3 9. Manusia dan Mesin 3
17 Fishbone Faktor Dominan Kecacatan Welding Melting Pada Produk Busi Manusia Welding Melting Mesin
18 Pertanyaan Tabel 4.8 Hasil Wawancara Faktor Penunjang Sumber Supervisor Leader Operator Masalah apa saja yang ditemukan pada kecacatan welding melting pada produk busi? 1. Operator kurang teliti 2. Mesin rusak 3. Seting mesin bermasalah 1. Operator kurang teliti 2. Mesin rusak 3. Seting mesin bermasalah 1. Operator kurang teliti 2. Mesin rusak 3. Seting mesin bermasalah Mengapa operator kurang teliti Kelelahan Kerja lembur Target produksi tinggi Permintaan meningkat Kelelahan Kerja lembur Target produksi tinggi Permintaan meningkat 1. Kelelahan 2. Kerja lembur 3. Target produksi tinggi 4. Permintaan meningkat Apa yang menyebabkan mesin rusak Kapasitas pemakaian berlebihan Kapasitas pemakaian berlebihan Kapasitas pemakaian berlebihan Mengapa kapasitas pemakaian mesin berlebihan 1. Kerja lembur 2. Target produksi tinggi 3. Permintaan meningkat 1. Kerja lembur 2. Target produksi tinggi 3. Permintaan meningkat 1. Kerja lembur 2. Target produksi tinggi 3. Permintaan meningkat Apa yang menyebabkan setting mesin bermasalah Penundaan maintanance Penundaan maintanance Penundaan maintanance Mengapa terjadi penundaan maintanance 1. Tool belum tersedia 2. Produksi meningkat 1. Tool belum tersedia 2. Produksi meningkat 1. Tool belum tersedia 2. Produksi meningkat
19 Tabel 4.8 Hasil Wawancara Faktor Penunjang (Lanjutan) Mengapa tool belum tersedia 1. Harus diimpor dari jepang 2. Tool hanya tersedia di denso jepang 1. Harus diimpor dari jepang 2. Tool hanya tersedia di denso jepang 1. Harus diimpor dari jepang 2. Tool hanya tersedia di denso jepang Mengapa produksi meningkat Permintaan konsumen meningkat Permintaan konsumen meningkat Permintaan konsumen meningkat
20 Tabel 4.9 Frekuensi Hasil Wawancara Faktor Penunjang Pertanyaan Ke- Jawaban Frekuensi Operator kurang teliti 3 1. Mesin rusak 3 Seting mesin bermasalah 3 Kelelahan 3 2. Kerja lembur 3 Target produksi tinggi 3 Permintaan meningkat 3 3. Kapasitas pemakaian berlebihan 3 Kerja lembur 3 4. Target produksi tinggi 3 Permintaan meningkat 3 5. Penundaan maintenance 3 6. Tool belum tersedia 3 Produksi meningkat 3 7. Harus diimpor dari jepang 3 Tool hanya tersedia di jepang 3 8. Permintaan konsumen meningkat 3
21 Ringkasan Penyebab Cacat Welding Melting Faktor Manusia Welding Melting Why Operator Kurang Teliti Target Why Why Why Why Kerja Produksi Kelelahan Lembur Tinggi Permintaan Konsumen Meningkat Manusia (Tulang Primer) Tulang Sekunder Tulang Tersier Tulang Kuarter Tulang Penta Tulang Heksa
22 Ringkasan Penyebab Cacat Welding Melting Faktor Mesin I Welding Melting Why Rusak Kapasitas Target Why Why Why Why Pemakaian Kerja Produksi Berlebihan Lembur Tinggi Permintaan Konsumen Meningkat Mesin (Tulang Primer) Tulang Sekunder Tulang Tersier Tulang Kuarter Tulang Penta Tulang Heksa
23 Ringkasan Penyebab Cacat Welding Melting Faktor Mesin II Welding Melting Why Setting Mesin Bermasalah Why Penundaan Why Tool Belum Why Harus Why Maintenance Tersedia Dimpor Tool Hanya Tersedia di DNJP Mesin (Tulang Primer) Tulang Sekunder Tulang Tersier Tulang Kuarter Tulang Penta Tulang Heksa
24 Ringkasan Penyebab Cacat Welding Melting Faktor Mesin III Welding Melting Why Setting Mesin Bermasalah Why Penundaan Why Produksi Why Maintenance Meningkat Permintaan Konsumen Meningkat Mesin (Tulang Primer) Tulang Sekunder Tulang Tersier Tulang Kuarter Tulang Penta
25 Diagram Sebab Akibat Kecacatan Dominan (Welding Melting) Manusia Operator Kurang Teliti Kelelahan Kerja Lembur Target Produksi Tinggi Permintaan Konsumen Meningkat Setting mesin bermasalah Welding Melting Tool Hanya Tersedia di Denso Jepang Harus Diimpor Tool Belum Tersedia Produksi Meningkat Permintaan Konsumen Meningkat Penundaan Maintenance Mesin Rusak Kapasitas Pemakaian Berlebihan Kerja Lembur Target Produksi Tinggi Permintaan Konsumen Meningkat
26 Usulan Perbaikan dengan 5W+1H Permasalahan Kualitas Produk Busi Faktor Penyebab 5W + 1H What (apa penanggulangannya): Memberikan pelatihan operator, leader melakukan Manusia Kurang teliti pengawasan berkala, pemberian olahraga ringan (pemanasan) sebelum bekerja Why (Alasan): Agar operator lebih semangat, mahir dan konsentrasi dalam bekerja sehingga kualitas produk terjaga Where (lokasi): Lini produksi busi When (waktu): Selama proses produksi berlangsung Who (penanggung jawab): Group leader How (bagaiman caranya): Melakukan pelatihan secara berkala ( 1 bulan 2 kali edukasi), membuat jadwal olahraga ( + 10 menit), melakukan pengawasan berkala ( 1 hari 2 kali pengawasan) Control (Pengendalian) Melakukan pelatihan kepada operator secara berkala atau dilakukan pelatihan sebanyak 2 kali dalam sebulan agar operator lebih terlatih dan terampil. Melakukan penerapan jadwal olahraga selama + 10 menit sebelum bekerja agar pekerja atau operator lebih sehat sehingga konsentrasinya tetap stabil. Melakukan pengawasan terhadap pekerja dan hasil pekerjaan berkala sebanyak 2 kali dalam sehari agar dapat segera mengatasi apabila ada kondisi abnormal. What (apa penanggulangannya): Diperlukan pemeriksaan sebelum mesin dioperasikan (seperti melakukan kalibrasi), peningkatan perawatan berkala dan menyeluruh untuk mesin dan alat produksi
27 Mesin sebelum bekerja agar pekerja atau operator lebih sehat sehingga konsentrasinya tetap stabil. Melakukan pengawasan terhadap pekerja dan hasil pekerjaan berkala sebanyak 2 kali dalam sehari agar dapat segera mengatasi apabila ada kondisi abnormal. Usulan Perbaikan dengan 5W+1H Permasalahan Kualitas Produk Busi (Lanjutan) Setting Mesin Bermasalah What (apa penanggulangannya): Diperlukan pemeriksaan sebelum mesin dioperasikan (seperti melakukan kalibrasi), peningkatan perawatan berkala dan menyeluruh untuk mesin dan alat produksi Why (Alasan): Agar tidak menghambat jalannya proses produksi sehingga menghindari terjadinya kecacatan. Where (lokasi): Lini produksi busi When (waktu): Sebelum proses produksi berlangsung Who (penanggung jawab): Operator, group leader, maintenance How (bagaiman caranya): Pembuatan lembar periksa harian terhadap mesin yang digunakan dan pembuatan jadwal perbaikan menyeluruh setiap bulan dalam periode mingguan. Control (Pengendalian) Melakukan pembuatan lembar periksa harian terhadap mesin yang digunakan agar lebih cepat teratasi apabila ada kondisi yang abnormal. Melakukan pembuatan jadwal perbaikan mesin menyeluruh setiap bulan dalam periode mingguan, dimana sebelumnya perbaikan mesin hanya dilakukan 1 sebulan sekali. Perihal ini dianjurkan agar mesin yang digunakan tetap dapat beroperasi secara normal walaupun dengan kapasitas kemampuan mesin lebih.
28 Usulan Perbaikan dengan 5W+1H Permasalahan Kualitas Produk Busi (Lanjutan) Faktor Mesin Penyebab Rusak 5W + 1H What (apa penanggulangannya): Peningkatan perawatan berkala dan menyeluruh untuk mesin dan alat produksi, menambah persediaan komponen mesin yang sering bermasalah Why (Alasan): Agar proses produksi berjalan lancar sehingga target produksi dapat tercapai Where (lokasi): Lini produksi busi When (waktu): Sebelum proses produksi berlangsung Who (penanggung jawab): Operator, group leader, maintenance How (bagaiman caranya): Pengecekkan dan perawatan mesin secara berkala dan menyeluruh, mengganti komponen mesin yang rusak dengan yang baru dan terstandar sehingga tidak menghambat berlangsungnya proses produksi. Control (Pengendalian) Melakukan pemeriksaan dan perawatan terhadap setiap mesin agar kondisi mesin dalam keadaan baik meskipun dioperasikan secara terus menerus dan dalam kondisi overtime. Melakukan pergantian komponen mesin yang rusak dengan yang baru dan terstandar sehingga tidak menghambat berlangsung proses produksi jadi apabila diterapkan anjuran ini dapat meminimalisir permasalahan kualitas yang disebabkan oleh faktor mesin atau komponen dalam mesin yang rusak.
29 h Who (penanggung jawab): yang Group sering leader bermasalah How (bagaiman caranya): Mesin Setting Mesin Bermasalah Why (Alasan): Agar Melakukan prosespelatihan produksi secara berjalan berkala lancar ( 1sehingga bulan 2target kali edukasi), produksi membuat jadwal olahraga ( + 10 menit), melakukan dapat tercapai pengawasan berkala ( 1 hari 2 kali pengawasan) Where (lokasi): Control (Pengendalian) Lini Melakukan produksi pelatihan busi kepada operator secara berkala atau When dilakukan (waktu): pelatihan sebanyak 2 kali dalam sebulan agar Sebelum operator lebih proses terlatih produksi dan terampil. berlangsung Who Melakukan (penanggung penerapan jawab): jadwal olahraga selama + 10 menit Operator, sebelum bekerja group agar leader, pekerja maintenance atau operator lebih sehat sehingga konsentrasinya tetap stabil. How (bagaiman caranya): Melakukan pengawasan terhadap pekerja dan hasil pekerjaan Pengecekkan berkala sebanyak dan 2 kali perawatan dalam sehari mesin agar secara dapat segera berkala dan menyeluruh, mengatasi apabila mengganti ada kondisi komponen abnormal. mesin yang rusak dengan yang baru dan terstandar sehingga tidak menghambat berlangsungnya What (apa penanggulangannya): proses produksi. Control Diperlukan(Pengendalian) pemeriksaan sebelum mesin dioperasikan (seperti Melakukan melakukan pemeriksaan kalibrasi), peningkatan dan perawatan perawatan terhadap berkala setiap mesin dan agar menyeluruh kondisi untuk mesin mesin dalam dan keadaan alat produksi baik meskipun dioperasikan Why (Alasan): secara terus menerus dan dalam kondisi overtime. Agar tidak menghambat jalannya proses produksi sehingga Melakukan pergantian komponen mesin yang rusak dengan menghindari terjadinya kecacatan. yang Where baru (lokasi): dan terstandar sehingga tidak menghambat berlangsung Lini produksi proses busi produksi jadi apabila diterapkan anjuran ini dapat When meminimalisir (waktu): permasalahan kualitas yang disebabkan oleh Sebelum faktor proses mesin produksi atau komponen berlangsung dalam mesin yang rusak. Who (penanggung jawab): Operator, group leader, maintenance How (bagaiman caranya): Pembuatan lembar periksa harian terhadap mesin yang Operator, group leader, maintenance How (bagaiman caranya): Pembuatan lembar periksa harian terhadap mesin yang digunakan dan pembuatan jadwal perbaikan menyeluruh setiap bulan dalam periode mingguan. Control (Pengendalian) Melakukan pembuatan lembar periksa harian terhadap mesin yang digunakan agar lebih cepat teratasi apabila ada kondisi yang abnormal. Melakukan pembuatan jadwal perbaikan mesin menyeluruh setiap bulan dalam periode mingguan, dimana sebelumnya perbaikan mesin hanya dilakukan 1 sebulan sekali. Perihal ini dianjurkan agar mesin yang digunakan tetap dapat beroperasi secara normal walaupun dengan kapasitas kemampuan mesin lebih.
30 1) Terdapat 4 jenis cacat yang mempengaruhi kualitas produk busi. Jenis cacat tersebut antara lain welding melting, housing scratch, body marking, dan thread tumpul. 2) Nilai sigma pada bulan Mei 2015 yaitu sebesar 4.51 pada minggu pertama, 4,49 pada minggu kedua, 4,40 pada minggu ketiga, 4,59 pada minggu keempat, dan nilai sigma keseluruhan pada bulan Mei 2015 sebesar 4,49. Nilai sigma pada bulan Juni 2015 yaitu sebesar 4.54 pada minggu pertama, 4,65 pada minggu kedua, 4,60 pada minggu ketiga, 4,58 pada minggu keempat, dan nilai sigma keseluruhan pada bulan Juni 2015 sebesar 4,59. 3) Berdasarkan uraian analisis diagram sebab akibat ditemukan beberapa faktor yang mempengaruhi kualitas dari produk busi sehingga menghasilkan kecacatan. Faktor tersebut diantaranya yaitu faktor manusia dan mesin. 4) Usulan perbaikan untuk perusahaan kedepannya dalam mengendalikan kualitas dari produk busi. Adapun penjabarannya dibawah ini. a. Melakukan pelatihan kepada operator secara berkala atau dilakukan pelatihan sebanyak 2 kali dalam sebulan. b. Melakukan penerapan jadwal olahraga selama + 10 menit sebelum bekerja. c. Melakukan pengawasan terhadap pekerja dan hasil pekerjaan berkala sebanyak 2 kali dalam sehari. d. Melakukan pembuatan lembar periksa harian terhadap mesin yang digunakan. e. Melakukan pembuatan jadwal perbaikan mesin menyeluruh setiap bulan dalam periode mingguan. f. Melakukan pemeriksaan dan perawatan terhadap setiap mesin. g. Melakukan pergantian komponen mesin yang rusak dengan yang baru dan terstandar.
31 Saran merupakan masukan yang diberikan penulisan untuk perusahaan dan pembaca. Saran yang ditujukan untuk pembaca yang berminat untuk melakukan penelitian serupa sebaiknya pada data penelitian cacat diberikan periode cacat harian agar lebih terperinci serta jelas dan data sebaiknya lebih dari satu bulan agar hasil yang diperoleh lebih akurat.
USULAN PERBAIKAN KUALITAS PADA PROSES PRODUKSI ALUMINIUM PROFIL 4404 MENGGUNAKAN METODE DMAIC
 USULAN PERBAIKAN KUALITAS PADA PROSES PRODUKSI ALUMINIUM PROFIL 4404 MENGGUNAKAN METODE DMAIC Disusun Oleh Nama : Afriza Prihadi NPM : 30412313 Jurusan : Teknik Industri Pembimbing 1 : Dr. Ina Siti Hasanah,
USULAN PERBAIKAN KUALITAS PADA PROSES PRODUKSI ALUMINIUM PROFIL 4404 MENGGUNAKAN METODE DMAIC Disusun Oleh Nama : Afriza Prihadi NPM : 30412313 Jurusan : Teknik Industri Pembimbing 1 : Dr. Ina Siti Hasanah,
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN Metodologi adalah suatu proses berpikir yang dilakukan dalam penulisan suatu laporan, mulai dari menentukan judul dan permasalahan, melakukan pengumpulan data yang akan digunakan
BAB III METODOLOGI PENELITIAN Metodologi adalah suatu proses berpikir yang dilakukan dalam penulisan suatu laporan, mulai dari menentukan judul dan permasalahan, melakukan pengumpulan data yang akan digunakan
ANALISIS PENGENDALIAN KUALITAS PADA PROSES PRODUKSI POMPA MINYAK MENGGUNAKAN METODE DMAIC
 ANALISIS PENGENDALIAN KUALITAS PADA PROSES PRODUKSI POMPA MINYAK MENGGUNAKAN METODE DMAIC Nama : Ilham Maulana NPM : 33412606 Jurusan : Teknik Industri Pembimbing 1 : Rossi Septy Wahyuni, ST., MT. Pembimbing
ANALISIS PENGENDALIAN KUALITAS PADA PROSES PRODUKSI POMPA MINYAK MENGGUNAKAN METODE DMAIC Nama : Ilham Maulana NPM : 33412606 Jurusan : Teknik Industri Pembimbing 1 : Rossi Septy Wahyuni, ST., MT. Pembimbing
BAB III METODOLOGI PENELITIAN. Metodologi penelitian yang dilakukan dalam penyusunan tugas akhir ini mencakup langkah-langkah sebagai berikut :
 III-1 BAB III METODOLOGI PENELITIAN Metodologi penelitian yang dilakukan dalam penyusunan tugas akhir ini mencakup langkah-langkah sebagai berikut : 3.1 Studi Pendahuluan Sebelum melakukan penelitian lebih
III-1 BAB III METODOLOGI PENELITIAN Metodologi penelitian yang dilakukan dalam penyusunan tugas akhir ini mencakup langkah-langkah sebagai berikut : 3.1 Studi Pendahuluan Sebelum melakukan penelitian lebih
METODOLOGI PEMECAHAN MASALAH
 BAB 3 METODOLOGI PEMECAHAN MASALAH 3.1 Diagram Alir Metodologi Penelitian Start Penelitian Pendahuluan Identifikasi Masalah Studi Pustaka Tujuan Penelitian Pengumpulan Data : -Data Data Pengolahan Data
BAB 3 METODOLOGI PEMECAHAN MASALAH 3.1 Diagram Alir Metodologi Penelitian Start Penelitian Pendahuluan Identifikasi Masalah Studi Pustaka Tujuan Penelitian Pengumpulan Data : -Data Data Pengolahan Data
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN Metodologi penelitian menguraikan seluruh kegiatan yang dilaksanakan selama penelitian berlangsung dari awal proses penelitian sampai akhir penelitian. Setiap tahapan dalam
BAB III METODOLOGI PENELITIAN Metodologi penelitian menguraikan seluruh kegiatan yang dilaksanakan selama penelitian berlangsung dari awal proses penelitian sampai akhir penelitian. Setiap tahapan dalam
PENGENDALIAN KUALITAS BLOK SILINDER (TIPE-G) DENGAN METODE DEFINE, MEASURE, ANALYZE, IMPROVE DAN CONTROL (DMAIC)
 DENGAN METODE DEFINE, MEASURE, ANALYZE, IMPROVE DAN CONTROL (DMAIC)") PENGENDALIAN KUALITAS BLOK SILINDER (TIPE-G) DENGAN METODE DEFINE, MEASURE, ANALYZE, IMPROVE DAN CONTROL (DMAIC) Nama : Gangsar Novianto NPM : 32410950 Jurusan : Teknik Industri Fakultas : Teknologi Industri
PENGENDALIAN KUALITAS BLOK SILINDER (TIPE-G) DENGAN METODE DEFINE, MEASURE, ANALYZE, IMPROVE DAN CONTROL (DMAIC) Nama : Gangsar Novianto NPM : 32410950 Jurusan : Teknik Industri Fakultas : Teknologi Industri
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN Metodologi penelitian menguraikan seluruh kegiatan yang dilaksanakan selama penelitian berlangsung dari awal proses penelitian sampai akhir penelitian. Metode ini digunakan
BAB III METODOLOGI PENELITIAN Metodologi penelitian menguraikan seluruh kegiatan yang dilaksanakan selama penelitian berlangsung dari awal proses penelitian sampai akhir penelitian. Metode ini digunakan
BAB V HASIL DAN ANALISA
 BAB V HASIL DAN ANALISA Pada bab ini, penulis akan menjabarkan hasil yang di dapat dari pengumpulan dan pengolahan data, serta melakukan analisis terhadap masing-masing hasil tersebut. 5.1. Tahap Define
BAB V HASIL DAN ANALISA Pada bab ini, penulis akan menjabarkan hasil yang di dapat dari pengumpulan dan pengolahan data, serta melakukan analisis terhadap masing-masing hasil tersebut. 5.1. Tahap Define
Ditulis Guna Melengkapi Sebagian Syarat Untuk Mencapai Jenjang Sarjana Strata Satu (S1) Jakarta 2016
 Jakarta 2016") UNIVERSITAS GUNADARMA FAKULTAS TEKNOLOGI INDUSTRI PENINGKATAN KUALITAS PRODUK BOTOL SIRUP ABC DENGAN MENGGUNAKAN METODE ENAM SIGMA DI PT. MULIA GLASS CONTAINER Nama Disusun Oleh : : Frans Surya Hadinata
UNIVERSITAS GUNADARMA FAKULTAS TEKNOLOGI INDUSTRI PENINGKATAN KUALITAS PRODUK BOTOL SIRUP ABC DENGAN MENGGUNAKAN METODE ENAM SIGMA DI PT. MULIA GLASS CONTAINER Nama Disusun Oleh : : Frans Surya Hadinata
BAB I PENDAHULUAN. perusahaan menerapkan berbagai macam cara agar produk-produk mereka dapat
 BAB I PENDAHULUAN 1.1. Latar Belakang Dalam menghadapi persaingan pasar bebas yang semakin ketat, setiap perusahaan menerapkan berbagai macam cara agar produk-produk mereka dapat terus bertahan. Untuk
BAB I PENDAHULUAN 1.1. Latar Belakang Dalam menghadapi persaingan pasar bebas yang semakin ketat, setiap perusahaan menerapkan berbagai macam cara agar produk-produk mereka dapat terus bertahan. Untuk
Seminar Nasional IENACO 2016 ISSN:
 PENGENDALIAN KUALITAS PANEL STRAHL TYPE 600x400 PADA BAGIAN PAINTING DENGAN METODE SIX SIGMA DI PT. XYZ Umi Marfuah 1*, Andi Diani 2 Jurusan Teknik Industri Universitas Muhammadiah Jakarta HP. 08161852358
PENGENDALIAN KUALITAS PANEL STRAHL TYPE 600x400 PADA BAGIAN PAINTING DENGAN METODE SIX SIGMA DI PT. XYZ Umi Marfuah 1*, Andi Diani 2 Jurusan Teknik Industri Universitas Muhammadiah Jakarta HP. 08161852358
 BAB III METODE PENELITIAN 3.1 Variabel Penelitian dan Definisi Operasional Variabel 3.1.1 Variabel Penelitian Variabel penelitian merupakan suatu atribut atau sifat yang mempunyai variasi tertentu yang
BAB III METODE PENELITIAN 3.1 Variabel Penelitian dan Definisi Operasional Variabel 3.1.1 Variabel Penelitian Variabel penelitian merupakan suatu atribut atau sifat yang mempunyai variasi tertentu yang
BAB 3 METODOLOGI PENELITIAN
 BAB 3 METODOLOGI PENELITIAN 3.1 Diagram Alir Penelitian di bawah ini: Langkah-langkah penelitian dapat dilihat pada diagram alir penelitian Mulai Studi Pendahuluan Identifikasi Masalah Tinjauan Pustaka
BAB 3 METODOLOGI PENELITIAN 3.1 Diagram Alir Penelitian di bawah ini: Langkah-langkah penelitian dapat dilihat pada diagram alir penelitian Mulai Studi Pendahuluan Identifikasi Masalah Tinjauan Pustaka
BAB 3 METODOLOGI PENELITIAN. research) yaitu penelitian yang melakukan pemecahan
 yaitu penelitian yang melakukan pemecahan") BAB 3 METODOLOGI PENELITIAN 3.1. Jenis Penelitian Berdasarkan sifatnya, maka penelitian ini digolongkan sebagai penelitian deskriptif (descriptif research) yaitu penelitian yang melakukan pemecahan terhadap
BAB 3 METODOLOGI PENELITIAN 3.1. Jenis Penelitian Berdasarkan sifatnya, maka penelitian ini digolongkan sebagai penelitian deskriptif (descriptif research) yaitu penelitian yang melakukan pemecahan terhadap
BAB V KESIMPULAN DAN SARAN
 BAB V KESIMPULAN DAN SARAN 5.1. Kesimpulan Dengan melihat rata rata persentase piring dan mangkok cacat yang diproduksi oleh PT. Sango Ceramics pada bagian rangkaian proses pembakaran 1230 dapat diketahui
BAB V KESIMPULAN DAN SARAN 5.1. Kesimpulan Dengan melihat rata rata persentase piring dan mangkok cacat yang diproduksi oleh PT. Sango Ceramics pada bagian rangkaian proses pembakaran 1230 dapat diketahui
USULAN PERBAIKAN KUALITAS PRODUK DUDUKAN MAGNET DENGAN METODE ENAM SIGMA
 USULAN PERBAIKAN KUALITAS PRODUK DUDUKAN MAGNET DENGAN METODE ENAM SIGMA Moh. Umar Sidik Daryanto (Fakultas Teknologi Industri Jurusan Teknik Industri, Universitas Gunadarma) ABSTRAK PT. Teknik Makmur
USULAN PERBAIKAN KUALITAS PRODUK DUDUKAN MAGNET DENGAN METODE ENAM SIGMA Moh. Umar Sidik Daryanto (Fakultas Teknologi Industri Jurusan Teknik Industri, Universitas Gunadarma) ABSTRAK PT. Teknik Makmur
BAB V HASIL PENELITIAN DAN PEMBAHASAN
 BAB V HASIL PENELITIAN DAN PEMBAHASAN 5.1 Hasil Penelitian Pendekatan Six Sigma yang digunakan dalam peningkatan produktivitas terdiri dari 5 (lima) fase yang disebut DMAIC (Define, Measure, Analize, Improve
BAB V HASIL PENELITIAN DAN PEMBAHASAN 5.1 Hasil Penelitian Pendekatan Six Sigma yang digunakan dalam peningkatan produktivitas terdiri dari 5 (lima) fase yang disebut DMAIC (Define, Measure, Analize, Improve
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN 3.1 Objek Penelitian PT. Abdi Juang Investama bergerak di bidang pembuatan Trolly Shopping Cart berdiri pada tahun 2014. PT Abdi Juang Investama ini sudah mengembangkan bisnisnya
BAB III METODE PENELITIAN 3.1 Objek Penelitian PT. Abdi Juang Investama bergerak di bidang pembuatan Trolly Shopping Cart berdiri pada tahun 2014. PT Abdi Juang Investama ini sudah mengembangkan bisnisnya
BAB V ANALISA PEMBAHASAN
 BAB V ANALISA PEMBAHASAN 5.1 Tahap Analyze Pada tahap analyze ini dilakukan analisa faktor faktor penyebab kecacatan dengan menggunakan fishbone diagram, diagram pareto dan yang terakhir teknik 5 why analysis.
BAB V ANALISA PEMBAHASAN 5.1 Tahap Analyze Pada tahap analyze ini dilakukan analisa faktor faktor penyebab kecacatan dengan menggunakan fishbone diagram, diagram pareto dan yang terakhir teknik 5 why analysis.
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN Metodologi adalah suatu proses berpikir yang dilakukan dalam penulisan suatu laporan, mulai dari menentukan judul dan permasalahan, melakukan pengumpulan data yang akan digunakan
BAB III METODOLOGI PENELITIAN Metodologi adalah suatu proses berpikir yang dilakukan dalam penulisan suatu laporan, mulai dari menentukan judul dan permasalahan, melakukan pengumpulan data yang akan digunakan
ABSTRAK. Universitas Kristen Maranatha
 ABSTRAK PT KHI Pipe Industry bergerak pada produksi pipa. Penelitian ini diawali dengan bahwa masih terdapat keterlambatan pengiriman pada pelanggan yang mencapai 15% dari total pengiriman yang dilakukan
ABSTRAK PT KHI Pipe Industry bergerak pada produksi pipa. Penelitian ini diawali dengan bahwa masih terdapat keterlambatan pengiriman pada pelanggan yang mencapai 15% dari total pengiriman yang dilakukan
ABSTRAK. Kata Kunci: Slide Bracket, Kualitas, Six Sigma, DMAIC, DPMO, Usulan Peningkatan Kualitas
 ABSTRAK Peningkatan kualitas produk ataupun jasa yang dihasilkan merupakan sesuatu yang mutlak perlu dilakukan oleh setiap perusahaan untuk dapat bertahan di era yang semakin kompetitif ini. Penelitian
ABSTRAK Peningkatan kualitas produk ataupun jasa yang dihasilkan merupakan sesuatu yang mutlak perlu dilakukan oleh setiap perusahaan untuk dapat bertahan di era yang semakin kompetitif ini. Penelitian
BAB3 METODOLOGI PEMECAHAN MASALAH
 57 BAB3 METODOLOGI PEMECAHAN MASALAH 3.1 Metodologi Penelitian Secara umum metode penelitian diartikan sebagai cara ilmiah untuk mendapatkan data dengan tujuan dan kegunaan tertentu. Terdapat empat kata
57 BAB3 METODOLOGI PEMECAHAN MASALAH 3.1 Metodologi Penelitian Secara umum metode penelitian diartikan sebagai cara ilmiah untuk mendapatkan data dengan tujuan dan kegunaan tertentu. Terdapat empat kata
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN 3.1 Alur Penelitian Untuk memperoleh hasil penelitian yang baik dan sesuai dengan tujuan yang diharapkan, diperlukan adanya desain atau skema langkah penelitian sebagai acuan
BAB III METODOLOGI PENELITIAN 3.1 Alur Penelitian Untuk memperoleh hasil penelitian yang baik dan sesuai dengan tujuan yang diharapkan, diperlukan adanya desain atau skema langkah penelitian sebagai acuan
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN Bab ini membahas mengenai metode yang digunakan dalam penelitian untuk pemecahan masalah dimana setiap pembahasan diuraikan dalam bentuk tahapan terstruktur. Tahapan penelitian
BAB III METODOLOGI PENELITIAN Bab ini membahas mengenai metode yang digunakan dalam penelitian untuk pemecahan masalah dimana setiap pembahasan diuraikan dalam bentuk tahapan terstruktur. Tahapan penelitian
BAB V ANALISIS PEMECAHAN MASALAH
 42 BAB V ANALISIS PEMECAHAN MASALAH 5.1. Analisa Hasil Data Dari hasil pembahasan pada bab pengumpulan dan pengolahan data, dapat diketahui beberapa point penting dalam mengetahui jenis-jenis cacat yang
42 BAB V ANALISIS PEMECAHAN MASALAH 5.1. Analisa Hasil Data Dari hasil pembahasan pada bab pengumpulan dan pengolahan data, dapat diketahui beberapa point penting dalam mengetahui jenis-jenis cacat yang
ABSTRAK. Universitas Kristen Maranatha
 ABSTRAK Perusahaan Collection Shoes merupakan perusahaan sepatu yang sudah berdiri cukup lama. Dalam penelitian saat ini pengamatan dilakukan pada produksi sepatu pantofel. Masalah utama dari bagian produksi
ABSTRAK Perusahaan Collection Shoes merupakan perusahaan sepatu yang sudah berdiri cukup lama. Dalam penelitian saat ini pengamatan dilakukan pada produksi sepatu pantofel. Masalah utama dari bagian produksi
BAB III METODOLOGI PENELITIAN. merupakan UKM yang bergerak dibidang produksi furniture.
 BAB III METODOLOGI PENELITIAN 3.1 Desain Penelitian Penelitian ini bertujuan untuk mengetahui besarnya dan faktor penyebab banyaknya re-work dari proses produksi kursi pada PT. SUBUR MANDIRI, yang merupakan
BAB III METODOLOGI PENELITIAN 3.1 Desain Penelitian Penelitian ini bertujuan untuk mengetahui besarnya dan faktor penyebab banyaknya re-work dari proses produksi kursi pada PT. SUBUR MANDIRI, yang merupakan
BAB 3 METODE PEMECAHAN MASALAH
 BAB 3 METODE PEMECAHAN MASALAH 3.1 Flow Chart Metode Pemecahan Masalah Flow Chart metodologi pemecahan masalah merupakan diagram alir yang menggambarkan pola berpikir serta menjelaskan tahap-tahap penelitian
BAB 3 METODE PEMECAHAN MASALAH 3.1 Flow Chart Metode Pemecahan Masalah Flow Chart metodologi pemecahan masalah merupakan diagram alir yang menggambarkan pola berpikir serta menjelaskan tahap-tahap penelitian
memuaskan pelanggan dan memenangkan persaingan PT. ITS selalu berasaha mengurangi adanya aktivitas tambahan atau pemborosan yang disebabkan karena
 BABV PEMBAHASAN 5.1 Tahap Define (Pendefinisian) PT. Indonesia Toray Synthetics (PT. ITS) merupakan perusahaan manufaktur dengan sistem produksi make to order, dimana proses produksi dilakukan berdasarkan
BABV PEMBAHASAN 5.1 Tahap Define (Pendefinisian) PT. Indonesia Toray Synthetics (PT. ITS) merupakan perusahaan manufaktur dengan sistem produksi make to order, dimana proses produksi dilakukan berdasarkan
BAB 5 ANALISA DATA. yang terjadi pada perusahaan yang telah menurunkan keuntungan dan
 1 BAB 5 ANALISA DATA 5.1. Tahap Analyze Pada tahap ini penyusun akan menganalisis hambatan dan kendala yang terjadi pada perusahaan yang telah menurunkan keuntungan dan merugikan perusahaan. Alat yang
1 BAB 5 ANALISA DATA 5.1. Tahap Analyze Pada tahap ini penyusun akan menganalisis hambatan dan kendala yang terjadi pada perusahaan yang telah menurunkan keuntungan dan merugikan perusahaan. Alat yang
BAB V PEMBAHASAN. lima kategori produk cacat, yaitu Filling Height, No Crown, Breakage Full, Out of Spec,
 BAB V PEMBAHASAN 5.1 Tahap Define Aktivitas proses produksi di PT. Coca Cola Bottling Indonesia Semarang Plant Central java ini dianalisis menggunakan diagram SIPOC (Supplier-Input-Proccess-Output- Customer).
BAB V PEMBAHASAN 5.1 Tahap Define Aktivitas proses produksi di PT. Coca Cola Bottling Indonesia Semarang Plant Central java ini dianalisis menggunakan diagram SIPOC (Supplier-Input-Proccess-Output- Customer).
BAB V PEMBAHASAN 5.1 Data Atribut Menganalisis CTQ ( Critical to Quality) Mengidentifikasi Sumber-sumber dan Akar Penyebab Kecacatan
 Mengidentifikasi Sumber-sumber dan Akar Penyebab Kecacatan") BAB V PEMBAHASAN 5.1 Data Atribut Dari perhitungan yang telah dilakukan didapatkan nilai sigma untuk data atribut produk wajan super ukuran 20 sebesar 3,53. 5.1.1 Menganalisis CTQ (Critical to Quality)
BAB V PEMBAHASAN 5.1 Data Atribut Dari perhitungan yang telah dilakukan didapatkan nilai sigma untuk data atribut produk wajan super ukuran 20 sebesar 3,53. 5.1.1 Menganalisis CTQ (Critical to Quality)
BAB 3 METODOLOGI PEMECAHAN MASALAH
 94 BAB 3 METODOLOGI PEMECAHAN MASALAH 3.1 Flow Chart Metodologi Penelitian Metodologi pemecahan masalah (flow diagram) merupakan diagram yang menggambarkan pola berpikir serta menjelaskan tahap-tahap penelitian
94 BAB 3 METODOLOGI PEMECAHAN MASALAH 3.1 Flow Chart Metodologi Penelitian Metodologi pemecahan masalah (flow diagram) merupakan diagram yang menggambarkan pola berpikir serta menjelaskan tahap-tahap penelitian
BAB 4 PENGUMPULAN DAN ANALISA DATA
 37 BAB 4 PENGUMPULAN DAN ANALISA DATA 4.1 Pengumpulan Data Data-data yang diperlukan dalam pembuatan skripsi ini terdiri dari data primer dan data sekunder. Data primer bertujuan untuk membuktikan adanya
37 BAB 4 PENGUMPULAN DAN ANALISA DATA 4.1 Pengumpulan Data Data-data yang diperlukan dalam pembuatan skripsi ini terdiri dari data primer dan data sekunder. Data primer bertujuan untuk membuktikan adanya
BAB III METODOLOGI PENELITIAN. faktor-faktor, unsur-unsur bentuk, dan suatu sifat dari fenomena di masyarakat.
 BAB III METODOLOGI PENELITIAN Penelitian ini menggunakan metode penelitian deskriptif karena dalam pelaksanaannya meliputi data, analisis dan interpretasi tentang arti dan data yang diperoleh. Penelitian
BAB III METODOLOGI PENELITIAN Penelitian ini menggunakan metode penelitian deskriptif karena dalam pelaksanaannya meliputi data, analisis dan interpretasi tentang arti dan data yang diperoleh. Penelitian
BAB 3 LANGKAH PEMECAHAN MASALAH
 BAB 3 LANGKAH PEMECAHAN MASALAH 3.1 Penetapan kriteria optimasi Dasar evaluasi untuk mengoptimasi kualitas produksi pipa pada perusahaan ini yaitu dengan menggunakan metode DMAIC (Define, Measure, Analyze,
BAB 3 LANGKAH PEMECAHAN MASALAH 3.1 Penetapan kriteria optimasi Dasar evaluasi untuk mengoptimasi kualitas produksi pipa pada perusahaan ini yaitu dengan menggunakan metode DMAIC (Define, Measure, Analyze,
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN 3.1. Tempat dan Waktu Penelitian 3.1.1 Tempat Penelitian Penelitian ini dilakukan di PT. PIMS Indonesia, Jl. Ciputat Raya No. 5, Kebayoran Lama, Jakarta Selatan, 12240, Indonesia.
BAB III METODOLOGI PENELITIAN 3.1. Tempat dan Waktu Penelitian 3.1.1 Tempat Penelitian Penelitian ini dilakukan di PT. PIMS Indonesia, Jl. Ciputat Raya No. 5, Kebayoran Lama, Jakarta Selatan, 12240, Indonesia.
RANCANGAN PENGENDALIAN KUALITAS PRODUK CHAIR TYPE 4030 DENGAN MENGGUNAKAN METODE SIX SIGMA PADA PT MAITLAND SMITH INDONESIA SEMARANG SKRIPSI
 RANCANGAN PENGENDALIAN KUALITAS PRODUK CHAIR TYPE 4030 DENGAN MENGGUNAKAN METODE SIX SIGMA PADA PT MAITLAND SMITH INDONESIA SEMARANG SKRIPSI Diajukan sebagai salah satu syarat untuk menyelesaikan gelar
RANCANGAN PENGENDALIAN KUALITAS PRODUK CHAIR TYPE 4030 DENGAN MENGGUNAKAN METODE SIX SIGMA PADA PT MAITLAND SMITH INDONESIA SEMARANG SKRIPSI Diajukan sebagai salah satu syarat untuk menyelesaikan gelar
ANALISIS DEFECT RATE PENGELASAN DAN PENANGGULANGANNYA DENGAN METODE SIX SIGMA DAN FMEA DI PT PROFAB INDONESIA
 ANALISIS DEFECT RATE PENGELASAN DAN PENANGGULANGANNYA DENGAN METODE SIX SIGMA DAN FMEA DI PT PROFAB INDONESIA Decky Antony Kifta Program Studi Teknik Industri Sekolah Tinggi Teknik Ibnu Sina Batam Email:
ANALISIS DEFECT RATE PENGELASAN DAN PENANGGULANGANNYA DENGAN METODE SIX SIGMA DAN FMEA DI PT PROFAB INDONESIA Decky Antony Kifta Program Studi Teknik Industri Sekolah Tinggi Teknik Ibnu Sina Batam Email:
BAB I PENDAHULUAN. Saat ini, persaingan antara perusahaan-perusahaan tidak hanya terjadi di
 1 BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Saat ini, persaingan antara perusahaan-perusahaan tidak hanya terjadi di wilayah lokal saja, akan tetapi sudah meluas sampai kawasan nasional bahkan internasional.
1 BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Saat ini, persaingan antara perusahaan-perusahaan tidak hanya terjadi di wilayah lokal saja, akan tetapi sudah meluas sampai kawasan nasional bahkan internasional.
BAB I PENDAHULUAN. dan juga semakin jeli dalam memilih produk. Hal ini mulai membuat industri
 BAB I PENDAHULUAN 1.1 Latar Belakang Pada era globalisasi seperti sekarang ini dimana konsumen semakin kritis dan juga semakin jeli dalam memilih produk. Hal ini mulai membuat industri manufaktur harus
BAB I PENDAHULUAN 1.1 Latar Belakang Pada era globalisasi seperti sekarang ini dimana konsumen semakin kritis dan juga semakin jeli dalam memilih produk. Hal ini mulai membuat industri manufaktur harus
3.1 Persiapan Penelitian
 BAB III METODOLOGI PENELITIAN 3.1 Persiapan Penelitian Dalam mengerjakan Tugas Akhir ini dilakukan langkah-angkah perancangan yang jelas agar tujuan dari Tugas Akhir ini dapat tercapai. Pada bab ini akan
BAB III METODOLOGI PENELITIAN 3.1 Persiapan Penelitian Dalam mengerjakan Tugas Akhir ini dilakukan langkah-angkah perancangan yang jelas agar tujuan dari Tugas Akhir ini dapat tercapai. Pada bab ini akan
BAB 3 METODOLOGI PENELITIAN
 69 BAB 3 METODOLOGI PENELITIAN 3.1 Metode Penelitian Metode Penelitian dilakukan dengan mengadakan pengamatan/observasi secara langsung dengan mengunjungi PT.Delident Chemical Indonesia untuk melihat secara
69 BAB 3 METODOLOGI PENELITIAN 3.1 Metode Penelitian Metode Penelitian dilakukan dengan mengadakan pengamatan/observasi secara langsung dengan mengunjungi PT.Delident Chemical Indonesia untuk melihat secara
BAB 1 PENDAHULUAN 1.1. Latar Belakang Masalah
 BAB 1 PENDAHULUAN 1.1. Latar Belakang Masalah Proses produksi merupakan kegiatan utama dalam perusahaan industri manufaktur. Tingkat efektifitas dan efisiensi berproduksi dituntut memiliki nilai yang tinggi.
BAB 1 PENDAHULUAN 1.1. Latar Belakang Masalah Proses produksi merupakan kegiatan utama dalam perusahaan industri manufaktur. Tingkat efektifitas dan efisiensi berproduksi dituntut memiliki nilai yang tinggi.
Rancangan Pengendalian Kualitas Produk. pada Perusda Percetakan Kota Semarang SKRIPSI
 Rancangan Pengendalian Kualitas Produk pada Perusda Percetakan Kota Semarang SKRIPSI Diajukan Sebagai Salah Satu Syarat Untuk Menyelesaikan Program Sarjana (S1) Pada Fakultas Ekonomi Jurusan Manajemen
Rancangan Pengendalian Kualitas Produk pada Perusda Percetakan Kota Semarang SKRIPSI Diajukan Sebagai Salah Satu Syarat Untuk Menyelesaikan Program Sarjana (S1) Pada Fakultas Ekonomi Jurusan Manajemen
BAB 4 PEMBAHASAN. Pengumpulan data dilakukan sebagai bahan pengolahan data yang perlu
 48 BAB 4 PEMBAHASAN 4.1 Pengumpulan Data Pengumpulan data dilakukan sebagai bahan pengolahan data yang perlu dilakukan. Data-data yang dikumpulkan selama masa observasi adalah sebagai berikut : Data jumlah
48 BAB 4 PEMBAHASAN 4.1 Pengumpulan Data Pengumpulan data dilakukan sebagai bahan pengolahan data yang perlu dilakukan. Data-data yang dikumpulkan selama masa observasi adalah sebagai berikut : Data jumlah
BAB V ANALISA DATA Tahap Analyze. Pada tahap ini penyusun akan menganalisis hambatan dan kendala yang
 BAB V ANALISA DATA 5.1. Tahap Analyze Pada tahap ini penyusun akan menganalisis hambatan dan kendala yang terjadi pada perusahaan yang telah menurunkan keuntungan dan merugikan perusahaan. Alat yang digunakan
BAB V ANALISA DATA 5.1. Tahap Analyze Pada tahap ini penyusun akan menganalisis hambatan dan kendala yang terjadi pada perusahaan yang telah menurunkan keuntungan dan merugikan perusahaan. Alat yang digunakan
BAB 3 METODOLOGI PENELITIAN
 BAB 3 METODOLOGI PENELITIAN Metodologi penelitian merupakan tahapan yang dilalui, mulai dari identifikasi masalah sampai pada tahap penyelesaian masalah dalam penyelesaian tugas akhir. Metodologi bertujuan
BAB 3 METODOLOGI PENELITIAN Metodologi penelitian merupakan tahapan yang dilalui, mulai dari identifikasi masalah sampai pada tahap penyelesaian masalah dalam penyelesaian tugas akhir. Metodologi bertujuan
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN Penelitian ini bertujuan untuk menerapkan menerapkan metode Six Sigma guna meningkatkan kualitas pada produk Cold Rolling Coil (CRC) di PT Krakatau Steel Tbk. Penelitian ini
BAB III METODOLOGI PENELITIAN Penelitian ini bertujuan untuk menerapkan menerapkan metode Six Sigma guna meningkatkan kualitas pada produk Cold Rolling Coil (CRC) di PT Krakatau Steel Tbk. Penelitian ini
BAB V ANALISA DAN PEMBAHASAN
 BAB V ANALISA DAN PEMBAHASAN Berdasarkan hasil dari pengumpulan serta pengolahan data yang sudah dilakukan menggunakan diagram pareto untuk mengetahui cacat terbesar yaitu cacat produk salah ukuran yang
BAB V ANALISA DAN PEMBAHASAN Berdasarkan hasil dari pengumpulan serta pengolahan data yang sudah dilakukan menggunakan diagram pareto untuk mengetahui cacat terbesar yaitu cacat produk salah ukuran yang
Diajukan Guna Melengkapi Sebagian Syarat Dalam Mencapai Gelar Sarajana Strata Satu (S1)
") USULAN PERBAIKAN KUALITAS PRODUK PENYANGGA AKI MOTOR HONDA VARIO TECHNO PART STAY D ECCU MENGGUNAKAN METODE DMAIC PADA PT. ADHI WIJAYACITRA Nama : Muhammad Robiesa Npm : 30409301 Jurusan : Teknik Industri
USULAN PERBAIKAN KUALITAS PRODUK PENYANGGA AKI MOTOR HONDA VARIO TECHNO PART STAY D ECCU MENGGUNAKAN METODE DMAIC PADA PT. ADHI WIJAYACITRA Nama : Muhammad Robiesa Npm : 30409301 Jurusan : Teknik Industri
PENGENDALIAN KUALITAS PRODUK DENGAN METODE SIX SIGMA DALAM UPAYA MENCAPAI ZERO DEFECT
 PENGENDALIAN KUALITAS PRODUK DENGAN METODE SIX SIGMA DALAM UPAYA MENCAPAI ZERO DEFECT Tantri Windarti STMIK STIKOM Surabaya Jl. Raya Kedung Baruk 98 Surabaya Email : tantri@stikom.edu ABSTRAK Dalam persaingan
PENGENDALIAN KUALITAS PRODUK DENGAN METODE SIX SIGMA DALAM UPAYA MENCAPAI ZERO DEFECT Tantri Windarti STMIK STIKOM Surabaya Jl. Raya Kedung Baruk 98 Surabaya Email : tantri@stikom.edu ABSTRAK Dalam persaingan
BAB V ANALISA DAN INTEPRETASI
 56 BAB V ANALISA DAN INTEPRETASI Pada Bab ini dibahas tahap Analyze (A), Improve (I), dan Control (C) dalam pengendalian kualitas terus menerus DMAIC sebagai langkah lanjutan dari kedua tahap sebelumnya.
56 BAB V ANALISA DAN INTEPRETASI Pada Bab ini dibahas tahap Analyze (A), Improve (I), dan Control (C) dalam pengendalian kualitas terus menerus DMAIC sebagai langkah lanjutan dari kedua tahap sebelumnya.
BAB I PENDAHULUAN. gilirannya akan mengakibatkan meningkatnyapersaingan di pasair internasional. Oleh
 BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Dalam era globalisasi saat ini, setiap perusahaan dihadapkan pada suatu persaingan yang semakin ketat. Hal ini dikarenakan munculnya pasar bebas dunia yang
BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Dalam era globalisasi saat ini, setiap perusahaan dihadapkan pada suatu persaingan yang semakin ketat. Hal ini dikarenakan munculnya pasar bebas dunia yang
Analisis Pengendalian Kualitas Produksi Tepung Terigu dengan Pendekatan Six Sigma dan Cost of Poor Quality
 Petunjuk Sitasi: Mudiastuti, R. D., & Hermawan, A. (2017). Analisis Pengendalian Kualitas Produksi Tepung Terigu dengan Pendekatan Six Sigma dan Cost of Poor Quality. Prosiding SNTI dan SATELIT 2017 (pp.
Petunjuk Sitasi: Mudiastuti, R. D., & Hermawan, A. (2017). Analisis Pengendalian Kualitas Produksi Tepung Terigu dengan Pendekatan Six Sigma dan Cost of Poor Quality. Prosiding SNTI dan SATELIT 2017 (pp.
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilakukan di PT SEI Bogor pada Bulan September 2016 sampai dengan Bulan Desember 2016. PT SEI Bogor merupakan perusahaan yang bergerak
BAB III METODE PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilakukan di PT SEI Bogor pada Bulan September 2016 sampai dengan Bulan Desember 2016. PT SEI Bogor merupakan perusahaan yang bergerak
BAB 3 METODOLOGI PEMECAHAN MASALAH
 39 BAB 3 METODOLOGI PEMECAHAN MASALAH Metodologi pemecahan masalah merupakan gambaran dari langkahlangkah sistematis yang akan menjadi pedoman dalam penyelesaian masalah. Melalui pembuatan flowchart penelitian
39 BAB 3 METODOLOGI PEMECAHAN MASALAH Metodologi pemecahan masalah merupakan gambaran dari langkahlangkah sistematis yang akan menjadi pedoman dalam penyelesaian masalah. Melalui pembuatan flowchart penelitian
USULAN PERBAIKAN KUALITAS CELANA PENDEK MODEL PM 01 DENGAN METODE DMAIC DI PT PINTU MAS GARMINDO. Putri Endang Fitriany
 USULAN PERBAIKAN KUALITAS CELANA PENDEK MODEL PM 01 DENGAN METODE DMAIC DI PT PINTU MAS GARMINDO Putri Endang Fitriany 35412763 LATAR BELAKANG Kualitas Cacat DMAIC PT Pintu Mas Garmindo Celana Pendek Model
USULAN PERBAIKAN KUALITAS CELANA PENDEK MODEL PM 01 DENGAN METODE DMAIC DI PT PINTU MAS GARMINDO Putri Endang Fitriany 35412763 LATAR BELAKANG Kualitas Cacat DMAIC PT Pintu Mas Garmindo Celana Pendek Model
BAB I PENDAHULUAN. Karakteristik lingkungan dunia usaha saat ini ditandai oleh perkembangan
 BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Karakteristik lingkungan dunia usaha saat ini ditandai oleh perkembangan yang cepat di segala bidang yang menuntut kepiawaian manajemen dalam mengantisipasi
BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Karakteristik lingkungan dunia usaha saat ini ditandai oleh perkembangan yang cepat di segala bidang yang menuntut kepiawaian manajemen dalam mengantisipasi
BAB V ANALISA PEMECAHAN MASALAH
 BAB V ANALISA PEMECAHAN MASALAH 5.1 Analisa Hasil Data Dari hasil pembahasan pada bab pengumpulan dan pengolahan data, dapat diketahui beberapa point penting dalam mengetahui jenis-jenis cacat yang terjadi
BAB V ANALISA PEMECAHAN MASALAH 5.1 Analisa Hasil Data Dari hasil pembahasan pada bab pengumpulan dan pengolahan data, dapat diketahui beberapa point penting dalam mengetahui jenis-jenis cacat yang terjadi
BAB V PEMBAHASAN 5.1 Tahap Define 5.2 Tahap Measure Jenis Cacat Jumlah Cacat jumlah
 59 BAB V PEMBAHASAN 5.1 Tahap Define National Garmen merupakan sebuah industri pembuatan baju kemeja, kaos polo, kaos oblong dan jaket. Sistem produksi pada National Garmen berdasarkan make by order yaitu
59 BAB V PEMBAHASAN 5.1 Tahap Define National Garmen merupakan sebuah industri pembuatan baju kemeja, kaos polo, kaos oblong dan jaket. Sistem produksi pada National Garmen berdasarkan make by order yaitu
BAB V ANALISA HASIL Tahap Analyze. Pada tahap ini penyusun akan menganalisis hambatan dan kendala
 84 BAB V ANALISA HASIL 5.1. Tahap Analyze Pada tahap ini penyusun akan menganalisis hambatan dan kendala yang terjadi pada perusahaan yang telah menurunkan keuntungan dan merugikan perusahaan. Alat yang
84 BAB V ANALISA HASIL 5.1. Tahap Analyze Pada tahap ini penyusun akan menganalisis hambatan dan kendala yang terjadi pada perusahaan yang telah menurunkan keuntungan dan merugikan perusahaan. Alat yang
KATA PENGANTAR DAN UCAPAN TERIMAKASIH DAFTAR ISI
 ABSTRAK PT Kandakawana Sakti bergerak pada bidang pengecatan yang berspesialisasi pada pengecatan body motor Honda. Penelitian ini diawali dengan masalah tingginya produk cacat yang dihasilkan dan kegagalan
ABSTRAK PT Kandakawana Sakti bergerak pada bidang pengecatan yang berspesialisasi pada pengecatan body motor Honda. Penelitian ini diawali dengan masalah tingginya produk cacat yang dihasilkan dan kegagalan
ABSTRAK. Universitas Kristen Maranatha
 ABSTRAK PT. X merupakan perusahaan yang bergerak di bidang tekstil benang jahit. Saat ini perusahaan memiliki permasalahan kualitas benang jahit pada bagian twisting, di mana diketahui terjadi cacat benang.
ABSTRAK PT. X merupakan perusahaan yang bergerak di bidang tekstil benang jahit. Saat ini perusahaan memiliki permasalahan kualitas benang jahit pada bagian twisting, di mana diketahui terjadi cacat benang.
BAB IV METODE PENELITIAN
 BAB IV METODE PENELITIAN 4.1. Jenis/Desain Penelitian Metodologi penelitian dilakukan dengan menggunakan metode deskriptif yaitu pemecahan masalah dengan menggambarkan dan menginterpretasikan objek sesuai
BAB IV METODE PENELITIAN 4.1. Jenis/Desain Penelitian Metodologi penelitian dilakukan dengan menggunakan metode deskriptif yaitu pemecahan masalah dengan menggambarkan dan menginterpretasikan objek sesuai
: defect, six sigma, DMAIC,
 ABSTRAK PD.Langgeng adalah perusahaan yang memproduksi berbagai macam part mesin seperti carbon brus. Untuk meningkatkan daya saing perusahaan maka perusahaan harus memiliki keunggulan. Salah satu faktor
ABSTRAK PD.Langgeng adalah perusahaan yang memproduksi berbagai macam part mesin seperti carbon brus. Untuk meningkatkan daya saing perusahaan maka perusahaan harus memiliki keunggulan. Salah satu faktor
BAB 1 PENDAHULUAN 1-1
 BAB 1 PENDAHULUAN 1.1 Latar Belakang Masalah Setiap perusahaan dituntut untuk mempertahankan kualitas produk yang dihasilkan agar dapat tumbuh dan berkembang. Bahkan perusahaan diharapkan dapat memproduksi
BAB 1 PENDAHULUAN 1.1 Latar Belakang Masalah Setiap perusahaan dituntut untuk mempertahankan kualitas produk yang dihasilkan agar dapat tumbuh dan berkembang. Bahkan perusahaan diharapkan dapat memproduksi
BAB 1 PENDAHULUAN 1.1 Latar Belakang
 BAB 1 PENDAHULUAN 1.1 Latar Belakang Dewasa ini, dunia automotive di Indonesia menunjukkan perkembangan yang signifikan. Menurut harian Bisnis Indonesia pada 29 Maret 2012, peningkatan penjualan kendaraan
BAB 1 PENDAHULUAN 1.1 Latar Belakang Dewasa ini, dunia automotive di Indonesia menunjukkan perkembangan yang signifikan. Menurut harian Bisnis Indonesia pada 29 Maret 2012, peningkatan penjualan kendaraan
BAB III LANGKAH PEMECAHAN MASALAH. Gramedia Cikarang yaitu dengan menggunakan metode DMAIC (Define,
 BAB III LANGKAH PEMECAHAN MASALAH 3.1 Penetapan Kriteria Optimasi Dasar evaluasi untuk mengoptimasi sistem produksi Percetakan Gramedia Cikarang yaitu dengan menggunakan metode DMAIC (Define, Measure,
BAB III LANGKAH PEMECAHAN MASALAH 3.1 Penetapan Kriteria Optimasi Dasar evaluasi untuk mengoptimasi sistem produksi Percetakan Gramedia Cikarang yaitu dengan menggunakan metode DMAIC (Define, Measure,
BAB V HASIL DAN ANALISA
 BAB V HASIL DAN ANALISA 1.1 Tahap Analyze 1.1.1 Diagram Pareto Pada tahapan Analyse diagram pareto berguna untuk membantu mengurutkan prioritas penyelesaian masalah yang harus dilakukan. Yaitu melakukan
BAB V HASIL DAN ANALISA 1.1 Tahap Analyze 1.1.1 Diagram Pareto Pada tahapan Analyse diagram pareto berguna untuk membantu mengurutkan prioritas penyelesaian masalah yang harus dilakukan. Yaitu melakukan
MEMPELAJARI PENGENDALIAN KUALITAS PRODUK BUSI TIPE W PADA PT. DENSO INDONESIA Nama : Muhammad Rizki Syahputra NPM : Jurusan : Teknik
 MEMPELAJARI PENGENDALIAN KUALITAS PRODUK BUSI TIPE W PADA PT. DENSO INDONESIA Nama : Muhammad Rizki Syahputra NPM : 34411962 Jurusan : Teknik Industri Pembimbing : Dr. Ir. Asep Mohamad Noor, MT. LATAR
MEMPELAJARI PENGENDALIAN KUALITAS PRODUK BUSI TIPE W PADA PT. DENSO INDONESIA Nama : Muhammad Rizki Syahputra NPM : 34411962 Jurusan : Teknik Industri Pembimbing : Dr. Ir. Asep Mohamad Noor, MT. LATAR
ANALISIS MENURUNKAN CACAT TUTUP BOTOL TABLET SAKATONIKABC DENGAN METODE SIX SIGMA DI PT BINTANG TOEDJOE
 JISI : JURNAL INTEGRASI SISTEM INDUSTRI VOLUME 3 NO. 2 AGUSTUS 2016 ANALISIS MENURUNKAN CACAT TUTUP BOTOL TABLET SAKATONIKABC DENGAN METODE SIX SIGMA DI PT BINTANG TOEDJOE Mufti Ramdhani, Wiwik Sudarwati
JISI : JURNAL INTEGRASI SISTEM INDUSTRI VOLUME 3 NO. 2 AGUSTUS 2016 ANALISIS MENURUNKAN CACAT TUTUP BOTOL TABLET SAKATONIKABC DENGAN METODE SIX SIGMA DI PT BINTANG TOEDJOE Mufti Ramdhani, Wiwik Sudarwati
BAB I PENDAHULUAN. semakin banyaknya produk yang ada di pasaran mengakibatkan tingkat
 BAB I PENDAHULUAN 1.1. Latar Belakang Masalah Sejalan dengan perkembangan dan kemajuan di bidang teknologi serta semakin banyaknya produk yang ada di pasaran mengakibatkan tingkat persaingan yang semakin
BAB I PENDAHULUAN 1.1. Latar Belakang Masalah Sejalan dengan perkembangan dan kemajuan di bidang teknologi serta semakin banyaknya produk yang ada di pasaran mengakibatkan tingkat persaingan yang semakin
BAB 6 PENUTUP 6.1 Kesimpulan
 BAB 6 PENUTUP 6.1 Kesimpulan Untuk menekan cacat yang mengakibatkan pemborosan biaya dan waktu di PT Wahana Pancha Nugraha, kesimpulan analisis ialah sebagai berikut: 1. Terdapat cacat-cacat yang dihasilkan
BAB 6 PENUTUP 6.1 Kesimpulan Untuk menekan cacat yang mengakibatkan pemborosan biaya dan waktu di PT Wahana Pancha Nugraha, kesimpulan analisis ialah sebagai berikut: 1. Terdapat cacat-cacat yang dihasilkan
BAB 2 LANDASAN TEORI
 BAB 2 LANDASAN TEORI Fase atau tahapan yang banyak menghasilkan produk yang cacat adalah di bagian proses stripping, terlihat dari diagram Pareto nya dari ketiga tahapan di area produksi Produk X. 2.1
BAB 2 LANDASAN TEORI Fase atau tahapan yang banyak menghasilkan produk yang cacat adalah di bagian proses stripping, terlihat dari diagram Pareto nya dari ketiga tahapan di area produksi Produk X. 2.1
ANALISIS KUALITAS PRODUK NIGHT STAND (PROGRESSIVE 1416) DENGAN METODE SIX SIGMA DI PT. IGA ABADI - PASURUAN
 DENGAN METODE SIX SIGMA DI PT. IGA ABADI - PASURUAN") ANALISIS KUALITAS PRODUK NIGHT STAND (PROGRESSIVE 1416) DENGAN METODE SIX SIGMA DI PT. IGA ABADI - PASURUAN SKRIPSI Oleh : YONATHAN KURNIAWAN 0532015003 JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI
ANALISIS KUALITAS PRODUK NIGHT STAND (PROGRESSIVE 1416) DENGAN METODE SIX SIGMA DI PT. IGA ABADI - PASURUAN SKRIPSI Oleh : YONATHAN KURNIAWAN 0532015003 JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI
BAB I PENDAHULUAN 1.1 Latar Belakang
 BAB I PENDAHULUAN 1.1 Latar Belakang Perkembangan dunia industri saat ini mengalami era globalisasi dimana semakin hari semakin dihadapkan dengan banyaknya persaingan antar perusahaan-perusahaan yang saling
BAB I PENDAHULUAN 1.1 Latar Belakang Perkembangan dunia industri saat ini mengalami era globalisasi dimana semakin hari semakin dihadapkan dengan banyaknya persaingan antar perusahaan-perusahaan yang saling
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA Untuk memperkuat dan memberikan pertimbangan dalam menelaah materi skripsi yang akan di bahas, maka diperlukan teori-teori dalam menganalisa masalah-masalah yang di angkat dalam
BAB II TINJAUAN PUSTAKA Untuk memperkuat dan memberikan pertimbangan dalam menelaah materi skripsi yang akan di bahas, maka diperlukan teori-teori dalam menganalisa masalah-masalah yang di angkat dalam
BAB VI ANALISIS PEMECAHAN MASALAH
 BAB VI ANALISIS PEMECAHAN MASALAH 6.1. AnalisisTahap Define Adapun persentase produk cacat terbesar periode September 2012 s/d Desember 2012 terdapat pada produk Polyester tipe T.402 yaitu dengan persentase
BAB VI ANALISIS PEMECAHAN MASALAH 6.1. AnalisisTahap Define Adapun persentase produk cacat terbesar periode September 2012 s/d Desember 2012 terdapat pada produk Polyester tipe T.402 yaitu dengan persentase
MINIMASI NG BINTIK PADA PROSES PENGECATAN PART FRONT FENDER 1PA RED MET 7 DENGAN PENDEKATAN SIX SIGMA DI PT. ABC
 MINIMASI NG BINTIK PADA PROSES PENGECATAN PART FRONT FENDER 1PA RED MET 7 DENGAN PENDEKATAN SIX SIGMA DI PT. ABC Cyrilla Indri Parwati 1) 1) Jurusan Teknik Industri, Fakultas Teknologi Industri, Institut
MINIMASI NG BINTIK PADA PROSES PENGECATAN PART FRONT FENDER 1PA RED MET 7 DENGAN PENDEKATAN SIX SIGMA DI PT. ABC Cyrilla Indri Parwati 1) 1) Jurusan Teknik Industri, Fakultas Teknologi Industri, Institut
BAB III LANGKAH PEMECAHAN MASALAH
 BAB III LANGKAH PEMECAHAN MASALAH 3.1 Penetapan Kriteria Optimasi Setelah mengevaluasi berbagai data-data kegiatan produksi, penulis mengusulkan dasar evaluasi untuk mengoptimalkan sistem produksi produk
BAB III LANGKAH PEMECAHAN MASALAH 3.1 Penetapan Kriteria Optimasi Setelah mengevaluasi berbagai data-data kegiatan produksi, penulis mengusulkan dasar evaluasi untuk mengoptimalkan sistem produksi produk
BAB 3 METODE PENELITIAN
 33 BAB 3 METODE PENELITIAN 3.1 Diagram Alir Secara umum, metodologi penelitan diartika sebagai cara ilmiah untuk mendapatkan data dengan tujuan dan kegunaan tertentu. Yang dimaksud sebagai cara ilmiah
33 BAB 3 METODE PENELITIAN 3.1 Diagram Alir Secara umum, metodologi penelitan diartika sebagai cara ilmiah untuk mendapatkan data dengan tujuan dan kegunaan tertentu. Yang dimaksud sebagai cara ilmiah
ANALISIS KUALITAS PRODUK PUPUK ORGANIK DENGAN METODE SIX SIGMA DAN KAIZEN DI CV. FERTILINDO AGROLESTARI MOJOSARI SKRIPSI
 ANALISIS KUALITAS PRODUK PUPUK ORGANIK DENGAN METODE SIX SIGMA DAN KAIZEN DI CV. FERTILINDO AGROLESTARI MOJOSARI SKRIPSI Oleh: FAJAR NUARI NPM:1032010032 JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI
ANALISIS KUALITAS PRODUK PUPUK ORGANIK DENGAN METODE SIX SIGMA DAN KAIZEN DI CV. FERTILINDO AGROLESTARI MOJOSARI SKRIPSI Oleh: FAJAR NUARI NPM:1032010032 JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI
BAB II TINJAUAN PUSTAKA
 ABSTRAK Six Sigma adalah sebuah disiplin kualitas yang memfokuskan diri pada produk dan pelayanan yang lebih baik untuk menciptakan sebuah kebudayaan yang menyempurnakan permintaan sebagai target setiap
ABSTRAK Six Sigma adalah sebuah disiplin kualitas yang memfokuskan diri pada produk dan pelayanan yang lebih baik untuk menciptakan sebuah kebudayaan yang menyempurnakan permintaan sebagai target setiap
Tabel 4.29 Cara Memperkirakan DPMO dan Kapabilitas Sigma Variabel L. Pergelangan.. 90 Tabel 5.1 Kapabilitas Proses produksi Sarung Tangan Golf...
 DAFTAR ISI HALAMAN JUDUL... i HALAMAN PERNYATAAN... ii SURAT KETERANGAN SELESAI... iii HALAMAN PENGESAHAN PEMBIMBING... iv HALAMAN PENGESAHAN PENGUJI... v HALAMAN PERSEMBAHAN... vi HALAMAN MOTTO... vii
DAFTAR ISI HALAMAN JUDUL... i HALAMAN PERNYATAAN... ii SURAT KETERANGAN SELESAI... iii HALAMAN PENGESAHAN PEMBIMBING... iv HALAMAN PENGESAHAN PENGUJI... v HALAMAN PERSEMBAHAN... vi HALAMAN MOTTO... vii
DAFTAR ISI LEMBAR PENGESAHAN... ii SURAT PERNYATAAN HASIL KARYA PRIBADI... iii ABSTRAK... iv KATA PENGANTAR DAN UCAPAN TERIMA KASIH... v DAFTAR ISI...
 ABSTRAK PT Wahana Pancha Nugraha, Bandung adalah perusahaan yang bergerak di bidang pembuatan Parts Manufacturing. Salah satu produk yang dihasilkan dari perusahaan ini adalah Dies mesin tablet untuk pharmaceutical
ABSTRAK PT Wahana Pancha Nugraha, Bandung adalah perusahaan yang bergerak di bidang pembuatan Parts Manufacturing. Salah satu produk yang dihasilkan dari perusahaan ini adalah Dies mesin tablet untuk pharmaceutical
Bab 2 Landasan Teori 2.1. Pengertian Mutu 2.2. Pengertian Pengendalian Mutu 2.3. Konsep dan Tujuan Pengendalian Mutu
 Bab 2 Landasan Teori 2.1. Pengertian Mutu Definisi mutu atau kualitas menurut para ahli dikemukakan secara berbeda akan tetapi memiliki maksud yang sama yang berarti mutu atau kualitas adalah tingkat baik
Bab 2 Landasan Teori 2.1. Pengertian Mutu Definisi mutu atau kualitas menurut para ahli dikemukakan secara berbeda akan tetapi memiliki maksud yang sama yang berarti mutu atau kualitas adalah tingkat baik
DAFTAR ISI. LEMBAR PENGESAHAN PENGUJI...iii. HALAMAN MOTTO.. v. DAFTAR ISI... viii. DAFTAR TABEL xiv. DAFTAR GAMBAR...xv. 1.1 Latar Belakang Masalah.
 DAFTAR ISI HALAMAN JUDUL...i LEMBAR PENGESAHAN PEMBIMBING...ii LEMBAR PENGESAHAN PENGUJI...iii HALAMAN PERSEMBAHAN...iv HALAMAN MOTTO.. v KATA PENGANTAR vi DAFTAR ISI..... viii DAFTAR TABEL xiv DAFTAR
DAFTAR ISI HALAMAN JUDUL...i LEMBAR PENGESAHAN PEMBIMBING...ii LEMBAR PENGESAHAN PENGUJI...iii HALAMAN PERSEMBAHAN...iv HALAMAN MOTTO.. v KATA PENGANTAR vi DAFTAR ISI..... viii DAFTAR TABEL xiv DAFTAR
BAB V ANALISA PEMECAHAN MASALAH
 BAB V ANALISA PEMECAHAN MASALAH 5.1. Analisa Tahap Define Adapun persentase produk cacat terbesar periode September 2012 s/d Desember 2012 terdapat pada produk Polyester tipe T.402 yaitu dengan persentase
BAB V ANALISA PEMECAHAN MASALAH 5.1. Analisa Tahap Define Adapun persentase produk cacat terbesar periode September 2012 s/d Desember 2012 terdapat pada produk Polyester tipe T.402 yaitu dengan persentase
BAB V ANALISA PEMECAHAN MASALAH
 BAB V ANALISA PEMECAHAN MASALAH 5.1. NON VOLATIL CONTENT Untuk analisa Non Volatil Content pada Peta Control tampak tidak stabil dan ada beberapa data pengukuran yang berada diluar batas kendali. Pada
BAB V ANALISA PEMECAHAN MASALAH 5.1. NON VOLATIL CONTENT Untuk analisa Non Volatil Content pada Peta Control tampak tidak stabil dan ada beberapa data pengukuran yang berada diluar batas kendali. Pada
PERBAIKAN KUALITAS DUDUKAN JOK MOTOR DENGAN METODE ENAM SIGMA
 PERBAIKAN KUALITAS DUDUKAN JOK MOTOR DENGAN METODE ENAM SIGMA Sukma Prayisno qtink_uma_sukma@yahoo.co.id (Fakultas Teknologi Industri Jurusan Teknik Industri, Universitas Gunadarma) ABSTRAK Pengendalian
PERBAIKAN KUALITAS DUDUKAN JOK MOTOR DENGAN METODE ENAM SIGMA Sukma Prayisno qtink_uma_sukma@yahoo.co.id (Fakultas Teknologi Industri Jurusan Teknik Industri, Universitas Gunadarma) ABSTRAK Pengendalian
UNIVERSITAS GUNADARMA FAKULTAS TEKNOLOGI INDUSTRI
 UNIVERSITAS GUNADARMA FAKULTAS TEKNOLOGI INDUSTRI ANALISIS PENGENDALIAN KUALITAS SIX SIGMA DENGAN METODE DEFINE, MEASURE, ANALYZE, IMPROVE, CONTROL (DMAIC) TERHADAP LINI Z PROSES PRODUKSI MOBIL KIJANG
UNIVERSITAS GUNADARMA FAKULTAS TEKNOLOGI INDUSTRI ANALISIS PENGENDALIAN KUALITAS SIX SIGMA DENGAN METODE DEFINE, MEASURE, ANALYZE, IMPROVE, CONTROL (DMAIC) TERHADAP LINI Z PROSES PRODUKSI MOBIL KIJANG
BAB V KESIMPULAN DAN SARAN. Setelah siklus DMAIC telah diterapkan dan diperoleh hasilnya, tujuan dari
 BAB V KESIMPULAN DAN SARAN 5.1 Kesimpulan Setelah siklus DMAIC telah diterapkan dan diperoleh hasilnya, tujuan dari penelitian ini adalah untuk mengetahui beberapa hal tertentu yang dibagi menjadi tiga
BAB V KESIMPULAN DAN SARAN 5.1 Kesimpulan Setelah siklus DMAIC telah diterapkan dan diperoleh hasilnya, tujuan dari penelitian ini adalah untuk mengetahui beberapa hal tertentu yang dibagi menjadi tiga
USULAN PERBAIKAN KUALITAS PINTU DEPAN KANAN KIJANG INNOVA PADA LINI PERAKITAN PT. TOYOTA MOTOR MANUFACTURING INDONESIA DENGAN MENGGUNAKAN METODE DMAIC
 USULAN PERBAIKAN KUALITAS PINTU DEPAN KANAN KIJANG INNOVA PADA LINI PERAKITAN PT. TOYOTA MOTOR MANUFACTURING INDONESIA DENGAN MENGGUNAKAN METODE DMAIC Nama : Aan Andri Yana NPM : 30411004 Pembimbing :
USULAN PERBAIKAN KUALITAS PINTU DEPAN KANAN KIJANG INNOVA PADA LINI PERAKITAN PT. TOYOTA MOTOR MANUFACTURING INDONESIA DENGAN MENGGUNAKAN METODE DMAIC Nama : Aan Andri Yana NPM : 30411004 Pembimbing :
BAB I PENDAHAHULUAN I.1
 BAB I PENDAHAHULUAN I.1 Latar Belakang Setiap perusahaan tentunya ingin selalu meningkatkan kepuasan pelanggan dengan meningkatkan hasil produksinya. Produk yang berkualitas merupakan produk yang memenuhi
BAB I PENDAHAHULUAN I.1 Latar Belakang Setiap perusahaan tentunya ingin selalu meningkatkan kepuasan pelanggan dengan meningkatkan hasil produksinya. Produk yang berkualitas merupakan produk yang memenuhi
ISSN : e-proceeding of Engineering : Vol.4, No.2 Agustus 2017 Page 2773
 ISSN : 2355-9365 e-proceeding of Engineering : Vol.4, No.2 Agustus 2017 Page 2773 PENERAPAN METODE PENJADWALAN PREVENTIVE MAINTENANCE UNTUK MEMINIMASI CACAT BAGIAN ATAS BERLUBANG PADA PROSES PRODUKSI TUTUP
ISSN : 2355-9365 e-proceeding of Engineering : Vol.4, No.2 Agustus 2017 Page 2773 PENERAPAN METODE PENJADWALAN PREVENTIVE MAINTENANCE UNTUK MEMINIMASI CACAT BAGIAN ATAS BERLUBANG PADA PROSES PRODUKSI TUTUP
BAB I PENDAHULUAN 1.1 LATAR BELAKANG. Permintaan konsumen terhadap industri otomotif, khususnya mobil di
 BAB I PENDAHULUAN 1.1 LATAR BELAKANG Permintaan konsumen terhadap industri otomotif, khususnya mobil di Indonesia dari tahun ke tahun semakin meningkat. Maka, dari itu produsen mobil berlomba-lomba untuk
BAB I PENDAHULUAN 1.1 LATAR BELAKANG Permintaan konsumen terhadap industri otomotif, khususnya mobil di Indonesia dari tahun ke tahun semakin meningkat. Maka, dari itu produsen mobil berlomba-lomba untuk
BAB III METODOLOGI PENELITIAN. Dalam bab ini dijelaskan mengenai tahapan-tahapan yang dilakukaan oleh
 BAB III METODOLOGI PENELITIAN Dalam bab ini dijelaskan mengenai tahapan-tahapan yang dilakukaan oleh penulis dalam proses penelitian. Metodologi penelitian yang digunakan dalam penyusunan tugas akhir ini
BAB III METODOLOGI PENELITIAN Dalam bab ini dijelaskan mengenai tahapan-tahapan yang dilakukaan oleh penulis dalam proses penelitian. Metodologi penelitian yang digunakan dalam penyusunan tugas akhir ini