MODUL 1 PERANCANGAN PRODUK MODUL 1 ANALISA DAN PERANCANGAN KERJA (MOTION AND WORK MEASUREMENT)
|
|
|
- Sucianty Tan
- 6 tahun lalu
- Tontonan:
Transkripsi
1 MODUL 1 PERANCANGAN PRODUK MODUL 1 ANALISA DAN PERANCANGAN KERJA (MOTION AND WORK MEASUREMENT) 1.1. TUJUAN PRAKTIKUM Untuk meningkatkan pengetahuan mahasiswa jurusan Teknik Industri Fakultas Teknik Universitas Dian Nuswantoro di bidang Analisa perancangan dan pengukuran kerja. Dengan harapan agar mahasiswa jurusan akan dapat : Mengetahui apa yang dimaksud dengan analisis dan pengukuran kerja serta memahami pentingnya kedua hal diatas. Menghitung waktu baku ( waktu standart ) untuk suatu pekerjaan. Melakukan analisis suatu sistem kerja, baik sistem kerja setempat maupun sistem kerja keseluruhan. Memahami pengertian waktu normal dalam pengukuran sistem kerja. Mengenal proses produksi dalam bentuk yang sederhana. Mengembangkan kemampuan berfikir atau kemampuan analisis dan merancang suatu alat yang dapat digunakan untuk perbaikan suatu sistem kerja. Menggunakan hasil praktikum untuk merancang suatu sistem kerja yang baik LANDASAN TEORI Menganalisis suatu sistem kerja berarti kita mencatat secara sistematis dan memeriksa dengan teliti tentang cara-cara yang berlaku atau diusulkan untuk pelaksanaan kerja, sebagai suatu jalan untuk mengembangkan dan menerapkan cara kerja yang lebih mudah dan murah. Analisa sistem kerja sangat diperlukan karena banyak alternatif dari rancangan sistem kerja yang bisa digunakan untuk melakukan suatu kerja. Kreativitas seseorang memungkinkan ditemukannya banyak alternatif rancangan sistem kerja, bahkan mungkin sangat banyak jumlahnya. Dalam hal ini tentunya dipilih suatu rancangan sistem kerja yang terbaik, yaitu suatu rancangan 1
2 sistem kerja yang dapat memberikan efektifitas dan efisiensi yang tinggi yang diukur dengan waktu yang dihabiskan, tenaga yang dipakai serta akibat psikologis dan sosiologis yang ditimbulkan harus seminim mungkin. Jika alternatif yang begitu banyak tersebut harus dilihat satu persatu untuk memilih mana yang terbaik, tentunya hanya akan membuang waktu dan tenaga percuma. Oleh sebab itu dalam memilih alternatif kita harus berpedoman pada prinsipprinsip pengaturan kerja, yang dapat kita pelajari melalui ilmu ergonomi, studi gerakan dan ekonomi gerakan. Hal tersebut diatas dapat didekati dengan cara : Memperbaiki gerakan kerja Memperbaiki tata ruang dan tempat kerja Memperbaiki daya guna manusia dan melakukan pengurangan kegiatan yang tidak perlu. Memperbaki alternatif pemakaian, mesin atau tenaga manusia. Untuk memperoleh suatu rancangan sistem kerja yang baik, maka beberapa hal berikut ini harus diperhatikan, yaitu seperti : 1. Penelitian kerja harus dilaksanakan oleh personil yang berpengalaman memiliki latar belakang pengetahuan / pelatihan tentang penelitian kerja yang cukup. 2. Penelitian kerja harus mempunyai tujuan tertentu yaitu berusaha semaksimal mungkin meningkatkan efektivitas dan efisiensi kerja. 3. Penelitian kerja dan hasil-hasil yang diperoleh dalam analisisnya harus dibuat secara tertulis. 4. Didalam pelaksanannya maka penelitian kerja haruslah diketahui dan disetujui baik dari pihak manajemen maupun personil yang diamati performance kerjanya. Sedangkan dalam melakukan analisa data menggunakan beberapa metode statistik untuk menentukan rata-rata, standart deviasi, batas kontrol atas ( BKA ), batas kontrol bawah ( BKB ), test kecukupan data, waktu siklus, waktu normal, waktu baku, serta kelonggaran, dengan menggunakan rumus-rumus sebagai berikut : 2
3 A. Pengujian Keseragaman Data Pengujian keseragaman data dapat dilakukan dengan menggunakan peta kontrol, dalam hal ini peta kontrol yang digunakan adalah peta kontrol x ( x chart ). Untuk membuat peta kontrol x harus mengikuti prosedur sebagai berikut : 1. Susun data sesuai dengan yang diperoleh dari pengamatan. 2. Susun data berdasarkan sub grup-sub grup ( setiap grup berisikan minimal 4 data) 3. Hitung nilai rata-rata dari setiap sub grup ( ) 4. Hitung nilai rata-rata dari keseluruhan data ( ) 5. Hitung standart deviasi ( ) 6. Tentukan kontrol atas ( UCL ) dan batas bawah ( LCL ) 7. Cek apakah nilai rata-rata dari setiap sub grup berada dalam batas kontrol atas atau bawah 8. Apabila terdapat nilai rata-rata yang berada diluar batas kontrol maka keseluruhan data dari sub grup tersebut harus dibuang 9. Kembali ke langkah nomor 2 dan seterusnya sampai diperoleh suatu kondisi yang seragam yaitu kondisi dimana keseluruhan nilai rata-rata sub grup berada didalam batas kontrol. B. Pengujian Kecukupan Data Apabila semua semua nilai rata-rata sub grup berada dalam batas kontrol maka semua harga yang ada dapat digunakan untuk menghitung banyaknya pengukuran yang diperlukan. Untuk menghitung banyaknya pengukuran yang diperlukan rumus sebagai berikut : N = N. ( ) Keterangan : = Jumlah pengukuran yang harus dilakukan N = Jumlah pengukuran yang telah dilakukan Xi = Data waktu pengukuran 3
4 Jumlah data dikatakan cukup apabila N>N, apabila N<N maka diperlukan pengukuran lagi. C. Penentuan Waktu Siklus Waktu rata-rata diperoleh dengan menggunakan rumus sebagai berikut: Ws = Yang secara tidak langsung telah diperoleh pada saat melakukan keseragaman data (X). D. Penentuan Performance Rating Performance rating atau faktor penyesuaian ( p ) merupakan faktor yang perlu dipertimbangkan apabila pengukur berpendapat dapat bahwa operator bekerja secara tidak normal, maka dari itu data pengukuran perlu dinormalkan lebih dahulu untuk memperoleh waktu siklus rata-rata yang wajar. Untuk operator yang bekerja secara wajar diberikan harga p sama dengan 1, sedangkan untuk operator yang bekerja diatas kewajaran artinya dipercepat, untuk menormalkan diberikan harga p>1, dan untuk operator yang bekerja dibawah kewajaran yaitu yang bekerja secara lambat untuk menormalkannya diberikan harga p<1. E. Penentuan Waktu Normal Waktu normal bisa diperoleh dengan mengalikan waktu rata-rata dan faktor penyesuaian, secara matematis adalah sebagai berikut : Wn = Ws x P F. Penentuan Kelonggaran Kelonggaran ( L ) yang diberikan disini adalah untuk kebutuhan pribadi (personal need), menghilangkan kelelahan (Fatique Allowance) dan hambatan-hambatan yang tidak dapat dihindari (Unavoidable Delay). Ketika unsur kelonggaran tersebut diatas merupakan faktor yang secara nyata dibutuhkan oleh operator dan selama pengukuran tidak diamati, diukur, dicatat ataupun dihitung. Oleh karena itu kelonggaran tersebut perlu dipertimbangkan didalam menentukan waktu baku. Untuk 4
5 menentukan kelonggaran diberikan dimata kuliah Analisa dan perancangan kerja. G. Penentuan Waktu Standart Waktu standart bisa diperoleh dengan menambahkan kelonggaran ataupun allowance pada waktu normal, secara matematis adalah sebagai berikut : Wb Wn x 100% 100% % allowance Kelonggaran umumnya dinyatakan dalam persen (%) dari waktu normal BAHAN DAN PERALATAN PRAKTIKUM Peralatan yang digunakan dalam praktikum analisa dan perancangan kerja adalah sebagai berikut 1. Meja Kerja 2. Kursi Kerja 3. Pinboard dan pin Pinboard dan pin merupakan salah satu peralatan yang merupaka model benda kerja dalam bentuk rakitan. Satu set pinboard terdiri dari dua bagian, bagian kanan dan kiri yang bisa dipisahkan sesuai dengan jarak yang diinginkan untuk akomodasi perakitan. Lubang-lubang yang ada pada pinboard memungkinkan banyak metode penyisipan ( perakitan ) pin kedalam pinboardnya. Penggunaan peralatan ini cukup dengan menyisipkan pin kedalam lubang yang tersedia pada pinboard. Harap diperhatikan bahwa ujung-ujung pin yang disisipkan hendaknya seragam. 4. Tamiya Seperti halnya pin board dan pin, Tamia juga merupakan salah satu peralatan yang merupakan model benda kerja dalam bentuk rakitan. Satu unit tamia terdiri dari beberapa komponen benda kerja. Penggunaan peralatan ini cukup dengan merakit semua komponen menjadi satu unit tamia secara utuh dengan menggunakan screw driver (obeng). 5. Roll meter Roll meter merupakan alat pengukur jarak yang digunakan untuk mengukur jarak / ketinggian atau mengetahui posisi dari komponen- 5
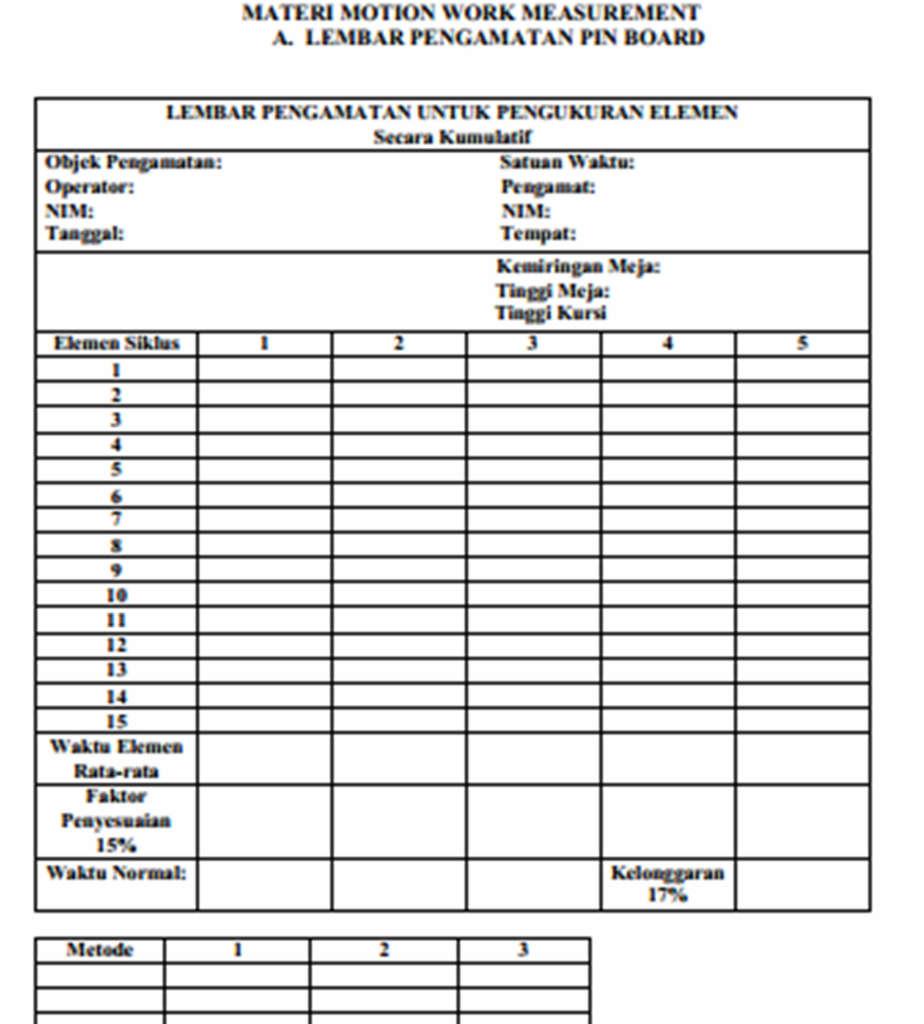
6 komponen stasiun kerja. Roll meter dilengkapi dengan pengunci, untuk menarik pita meter, maka pengunci harus dibuka terlebih dahulu dan apabila pengukuran dilakukan dan telah diperoleh jarak yang tetap meteran harus dikunci lebih dahulu untuk memudahkan pembacaan. Harap diperhatikan pita meter jangan sampai menekuk dan jangan menarik pita pada waktu meteran dikunci. 6. Digital stopwatch Stopwatch yang digunakan adalah stopwatch jenis digital, dengan ketelitian seperseratus detik (1/100 detik) hal ini untuk memudahkan pembacaan disamping fungsi utamanya untuk memperoleh hasil pengukuran kerja yang teliti. Pada stopwatch terdapat tiga buah tombol C, A dan B, tombol A digunakan untuk memilih mode yang diinginkan ( time, stopwatch ) tombol B dioperasikan apabila telah dipilih mode stopwatch yaitu untuk operasi start dan stop. Seperti halnya tombol B tombol C juga digunakan pada mode stopwatch yang fungsinya split, split relase dan reset. Untuk kepentingan pengukuran maka stopwatch telah diset pada mode stopwatch, untuk itu praktikan tidak diijinkan untuk merubah mode yang telah ditetapkan, hal ini untuk menghindari terjadinya kerusakan. 7. Papan dan lembar pengamatan Papan pengamatan adalah selembar papan yang digunakan sebagai landasan tulis yang tujuannya adalah untuk memudahkan dalam mencatat hasil pengukuran kerja yang telah dilaksanakan. Sedangkan lembar pengamatan merupakan suatu bentuk form yang digunakan untuk mencatat hasil pengukuran secara sistematis. Sebagai contoh disini akan ditunjukkan beberapa lembar pengamatan untuk pengamatan waktu dengan menggunakan jam henti (stopwatch time study) dan lembar pengamatan untuk sampling kerja (work sampling). 6





")


7 Gambar 1. Meja kerja Gambar 2. Kursi kerja Gambar 3. Pinboard Gambar 4. Tamiya Gambar 5. screw driver (obeng) Gambar 6. Roll meter Gambar 7. digital stopwatch Gambar 8. Papan pengamatan 7
8 1.4. PROSEDUR PELAKSANAAN PRAKTIKUM Pada praktikum ini praktikan melakukan kegiatan pengukuran waktu kerja untuk mengetahui efektifitas kerja seseorang. Sedangkan pengukuran waktu itu sendiri adalah suatu pekerjaan mengamati pekerja dan mencatat waktu yang dihabiskan dalam melaksanakan pekerjaan yang dilakukan oleh operator. Pengukuran yang dilakukan bisa merupakan pengukuran eleman ataupun siklus tergantung dari jenis pekerjaannya (sulit atau tidak untuk diuraikan berdasarkan elemen-elemen pekerjaan). Bila operator telah siap di stasiun kerja (didepan meja kerja) dan siap melakukan pekerjaan serta siap diukur kemampuan kerjanya secara normal, maka pengukuran harus memilih posisi sedemikian rupa sehingga pada waktu melakukan pengamatan dan pengukuran operator tidak merasa terganggu gerakangerakannya atau merasa canggung karena merasa terlampau diamati, tetapi posisi tersebut hendaklah memungkinkan pengukur dapat mengamati jalannya pekerjaan sehingga pengukur dapat mengetahui kapan suatu pekerjaan dimulai dan diakhiri, dengan demikian pengukur dapat mencatat waktu elemen ataupun waktu siklus dengan benar dan tepat. Umumnya posisi pengukur berada disamping belakang operator sejauh sekitar 1,5 meter. Untuk mengetahui berapa kali pengukuran harus dilakukan (sesuai dengan tingkat ketelitian dan tingkat keyakinan yang dikehendaki) maka harus dilakukan pengukuran awal. Pengukuran awal biasannya dilakukan enam belas kali atau lebih. Selanjutnya dilakukan pengujian keseragaman dan kecukupan data, tentukan waktu rata-rata, tentukan performating ( bisa ditentukan pada saat melakukan pengukuran ), tentukan waktu normal, tentukan kelonggaran atau allowance, terakhir tentukan waktu standart atau waktu baku dari pekerjaan yang diamati. Setelah mengetahui pengukuran waktu kerja, selanjutnya praktikan melakukan praktikum pemasangan dan perakitan, yaitu: (a) Memasang pin ke dalam pinboard; dan (b) Perakitan Tamiya Memasang Pin ke dalam Pinboard Satu set pinboard terdiri dari dua bagian yaitu bagian kanan dan bagian kiri dengan masing-masing bagian mempunyai jumlah sebanyak 15 lubang. Kemudian praktikan melakukan perakitan dengan cara memasukkan pin kedalam lubang pinboard. Selanjutnya pada saat praktikan melakukan perakitan, salah satu 8
9 praktikan lainnya melakukan penghitungan waktu yang dibutuhkan untuk perakitan. Metode pemasangan pin kedalam pinboard dilakukan sesuai dengan ketentuan, dalam hal ini terdapat 6 jenis metode perakitan. Lalu pilih salah satu metode perakitan dengan waktu tercepat. Ulangi lagi perakitan dengan menggunakan metode pemasangan tercepat, hitung waktu perakitan pada saat setiap pemasangan pin kedalam satu lubang pinboard yang telah ditentukan. MACAM-MACAM VARIASI METODE PEMASANGAN PASAK PIN Metode Pemasangan 1 9
10 Metode Pemasangan 2 10
11 Metode Pemasangan 3 11
12 Metode Pemasangan 4 12
13 Metode Pemasangan 5 13
14 Metode Pemasangan 6 14
15 15
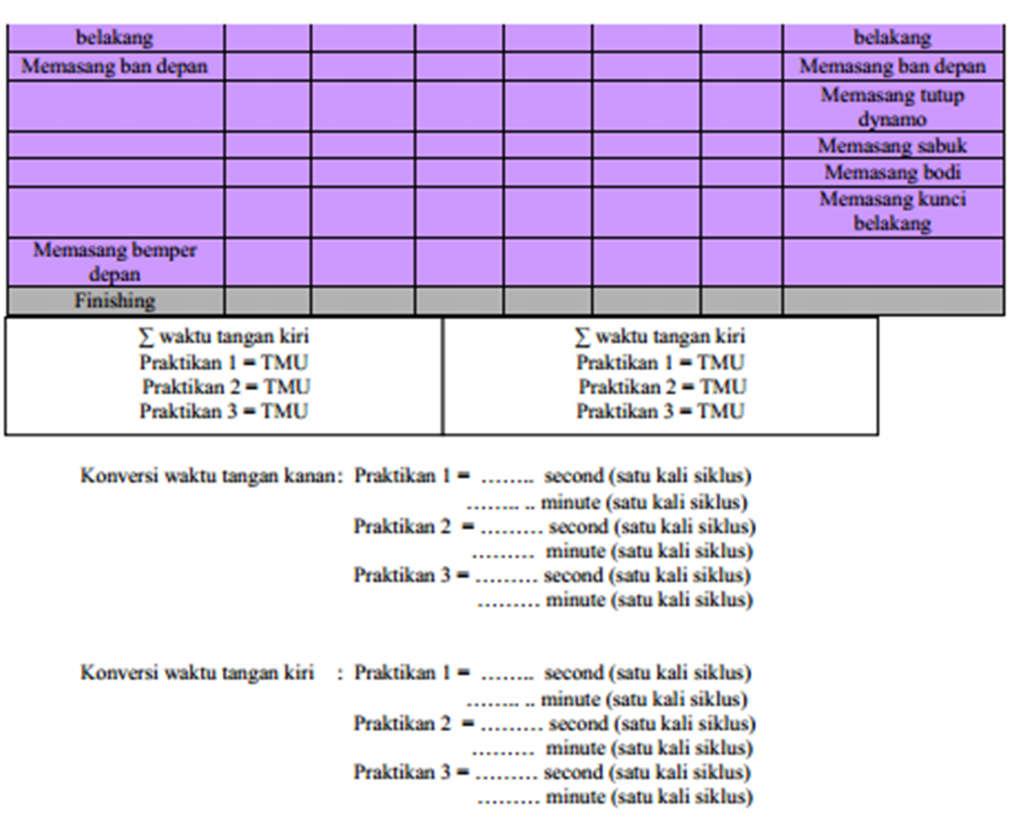
16 Perakitan Tamiya Tamia merupakan salah satu peralatan yang merupakan model benda kerja dalam bentuk rakitan. Satu unit tamia terdiri dari 23 (Dua puluh Tiga) komponen benda kerja yang masing-masing komponennya telah diletakkan pada kotak sesuai dengan fungsi dari tiap-tiap komponen itu sendiri, dan tiap-tiap kotak tersebut diberi nama sesuai dengan fungsi komponen, yaitu 1. Kerangka 2. Tutup dynamo, Sabuk, Kunci belakang, Gir Hijau, Gir pin 3. Ban depan 1, Ban depan 2, Ban belakang 1, Ban belakang 2 4. Body kecil, Body Selanjutnya pada percobaan ini, praktikan melakukan perakitan dengan cara merakit semua komponen menjadi satu unit tamia secara utuh dengan menggunakan screw driver (obeng). Sebelum melakukan perakitan praktikan terlebih dahulu menentukan susunan dari kotak-kotak yang berisi komponen tamia, kemudian diukur jarak antara praktikan dengan tiap-tiap kotak tersebut. Setelah posisi praktikan telah sesuai dengan yang diharapkan, praktikan lalu mulai merakit tamia, yang kemudian dihitung waktu perakitannya. Waktu perakitan dihitung mulai dari pengambilan komponen dari kotak dan pemasangan tiap-tiap komponen. LAYOUT PERAKITAN TAMIYA 16
17 17

18 18
19 19
20 20
")
21 Lembar pengamatan Micromotion Studi Metode Mesuring Time Method (MTM) 21
22 22
23 1.5. LUARAN MODUL 1 Luaran yang dihasilkan Modul 1, yaitu: 1. Waktu normal dan waktu standar untuk pekerjaan pinboard 2. Waktu normal dan waktu standar untuk perakitan tamiya 1.6. FORMAT LAPORAN BAB I PENDAHULUAN BAB II TINJAUAN PUSTAKA BAB III PENGUMPULAN DAN PENGOLAHAN DATA 3.1. Data dan Pengolahan Pemasangan Pinboard (Uji keseragaman data, uji kecukupan data, waktu normal, waktu standar) Jadi : = σ = ( ) Peta Kontrol dengan tingkat kepercayaan 95% BKA = + σx BKB = σx 23
 N >N, maka Data Tidak Cukup. Waktu normal Wn= Ws * p = * p 3.2. Data dan Pengolahan Perakitan Tamiya (waktu normal, peta tangan kanan-kiri, MTM) BAB IV ANALISA BAB V 4.1.")
24 Keterangan : BKA = batas kontrol atas BKB = batas kontrol bawah Data = data waktu percobaan Rata- rata = nilai rata rata percobaan Test Kecukupan Data Tingkat kepercayaan = 95% Tingkat ketelitian N =. ( ) N >N, maka Data Tidak Cukup. Waktu normal Wn= Ws * p = * p 3.2. Data dan Pengolahan Perakitan Tamiya (waktu normal, peta tangan kanan-kiri, MTM) BAB IV ANALISA BAB V 4.1. Analisa Pemasangan Pin Board 4.2. Analisa Perakitan Tamiya PENUTUP 1.7. REFERENSI 1. Sritomo Wignjosoebroto Ergonomi Studi Gerak dan Waktu. Surabaya: Guna Widya. 2. Iftikar Sutalaksana, dkk Teknik Tata Cara Kerja. Bandung: Institut Teknologi Bandung. 24
LAPORAN RESMI PRAKTIKUM ANALISIS PERANCANGAN KERJA DAN ERGONOMI ACARA 1 PENGUKURAN WAKTU KERJA DENGAN JAM HENTI
 LAPORAN RESMI PRAKTIKUM ANALISIS PERANCANGAN KERJA DAN ERGONOMI ACARA 1 PENGUKURAN WAKTU KERJA DENGAN JAM HENTI OLEH: Marianus T. Dengi 122080139 LABORATORIUM ANALISIS PERANCANGAN KERJA & ERGONOMI JURUSAN
LAPORAN RESMI PRAKTIKUM ANALISIS PERANCANGAN KERJA DAN ERGONOMI ACARA 1 PENGUKURAN WAKTU KERJA DENGAN JAM HENTI OLEH: Marianus T. Dengi 122080139 LABORATORIUM ANALISIS PERANCANGAN KERJA & ERGONOMI JURUSAN
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Studi Kerja Studi kerja adalah penelaahan secara sistematik terhadap pekerjaan, dengan maksud untuk : (Barnes, 1980, Halaman 6) 1. Mengembangkan sistem dan metode kerja yang lebih
BAB II LANDASAN TEORI 2.1 Studi Kerja Studi kerja adalah penelaahan secara sistematik terhadap pekerjaan, dengan maksud untuk : (Barnes, 1980, Halaman 6) 1. Mengembangkan sistem dan metode kerja yang lebih
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Peringkat Kinerja Operator (Performance Rating) Perancangan sistem kerja menghasilkan beberapa alternatif sehingga harus dipilih alternatif terbaik. Pemilihan alternatif rancangan
BAB II LANDASAN TEORI 2.1 Peringkat Kinerja Operator (Performance Rating) Perancangan sistem kerja menghasilkan beberapa alternatif sehingga harus dipilih alternatif terbaik. Pemilihan alternatif rancangan
Pengukuran Kerja Langsung (Direct Work Measurement)
") Pengukuran Kerja Langsung (Direct Work Measurement) Pengukuran Kerja (Studi Waktu / Time Study) Perbaikan postur Perbaikan proses Perbaikan tata letak Perbaikan metode /cara kerja Data harus baik, representasi
Pengukuran Kerja Langsung (Direct Work Measurement) Pengukuran Kerja (Studi Waktu / Time Study) Perbaikan postur Perbaikan proses Perbaikan tata letak Perbaikan metode /cara kerja Data harus baik, representasi
Analisis Efisiensi Operator Pemanis CTP dengan Westing House System s Rating
 Petunjuk Sitasi: Cahyawati, A. N., & Pratiwi, D. A. (2017). Analisis Efisiensi Operator Pemanis CTP dengan Westing House System s Rating. Prosiding SNTI dan SATELIT 2017 (pp. B211-216). Malang: Jurusan
Petunjuk Sitasi: Cahyawati, A. N., & Pratiwi, D. A. (2017). Analisis Efisiensi Operator Pemanis CTP dengan Westing House System s Rating. Prosiding SNTI dan SATELIT 2017 (pp. B211-216). Malang: Jurusan
BAB III LANDASAN TEORI
 BAB III LANDASAN TEORI 3.1 Permasalahan Umum PT. Multi Makmur Indah Industri adalah perusahaan yang bergerak dibidang manufaktur, khususnya pembuatan kaleng kemasan produk. Dalam perkembangan teknologi
BAB III LANDASAN TEORI 3.1 Permasalahan Umum PT. Multi Makmur Indah Industri adalah perusahaan yang bergerak dibidang manufaktur, khususnya pembuatan kaleng kemasan produk. Dalam perkembangan teknologi
Hasil rancangan dan pembuatan pembungkus roti yang ergonomis adalah panjang pembungkus, lebar pembungkus. Dan penentukan waktu baku.
 PENENTUAN WAKTU BAKU PEMBUATAN PEMBUNGKUS ROTI YANG ERGONOMIS. Agnes Kristiana Kusuma.W, Enty Nur Hayati, S.Adi Susanto Fakultas Teknik Universitas Stikubank Semarang Abstract. Desain produk dapat menghasilkan
PENENTUAN WAKTU BAKU PEMBUATAN PEMBUNGKUS ROTI YANG ERGONOMIS. Agnes Kristiana Kusuma.W, Enty Nur Hayati, S.Adi Susanto Fakultas Teknik Universitas Stikubank Semarang Abstract. Desain produk dapat menghasilkan
Pengukuran Waktu (Time Study) Jam Henti
 Jam Henti") Pengukuran Waktu (Time Study) Jam Henti The major objective of this chapter is to learn how to calculate a time standard based on stopwatch time study procedures. Time Study Suatu proses untuk menghitung
Pengukuran Waktu (Time Study) Jam Henti The major objective of this chapter is to learn how to calculate a time standard based on stopwatch time study procedures. Time Study Suatu proses untuk menghitung
Perhitungan Waktu Baku Menggunakan Motion And Time Study
 Perhitungan Waktu Baku Menggunakan Motion And Time Study ABIKUSNO DHARSUKY Fakultas Ekonomi Universitas Sumatera Utara PENDAHULUAN Untuk memperoleh prestasi kerja dan hasil kerja yang optimum diperlukan
Perhitungan Waktu Baku Menggunakan Motion And Time Study ABIKUSNO DHARSUKY Fakultas Ekonomi Universitas Sumatera Utara PENDAHULUAN Untuk memperoleh prestasi kerja dan hasil kerja yang optimum diperlukan
PERANCANGAN SISTEM KESEIMBANGAN LINTASAN PRODUKSI UNTUK MENGURANGI BALANCE DELAY GUNA MENINGKATKAN OUTPUT PRODUKSI
 PERANCANGAN SISTEM KESEIMBANGAN LINTASAN PRODUKSI UNTUK MENGURANGI BALANCE DELAY GUNA MENINGKATKAN OUTPUT PRODUKSI Jaka Purnama Laboratorium Sistem Produksi Jurusan Teknik Industri Institut Teknologi Adhi
PERANCANGAN SISTEM KESEIMBANGAN LINTASAN PRODUKSI UNTUK MENGURANGI BALANCE DELAY GUNA MENINGKATKAN OUTPUT PRODUKSI Jaka Purnama Laboratorium Sistem Produksi Jurusan Teknik Industri Institut Teknologi Adhi
MODUL PRAKTIKUM ANALISIS DAN PENGUKURAN KERJA
 MODUL PRAKTIKUM ANALISIS DAN PENGUKURAN KERJA LABORATORIUM MENENGAH TEKNIK INDUSTRI JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS GUNADARMA DEPOK/KALIMALANG 05 Modul Peta Peta Kerja (Work
MODUL PRAKTIKUM ANALISIS DAN PENGUKURAN KERJA LABORATORIUM MENENGAH TEKNIK INDUSTRI JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS GUNADARMA DEPOK/KALIMALANG 05 Modul Peta Peta Kerja (Work
BAB 2 LANDASAN TEORI
 BAB 2 LANDASAN TEORI 2.1 Definisi Perancangan Sistem Kerja Perancangan sistem kerja adalah suatu ilmu yang terdiri dari teknik - teknik dan prinsip - prinsip untuk mendapatkan rancangan terbaik dari sistem
BAB 2 LANDASAN TEORI 2.1 Definisi Perancangan Sistem Kerja Perancangan sistem kerja adalah suatu ilmu yang terdiri dari teknik - teknik dan prinsip - prinsip untuk mendapatkan rancangan terbaik dari sistem
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 SMED (Single Minute Exchange Die) Salah satu masalah yang dihadapi oleh industri manufaktur adalah seringnya keterlambatan dalam menyelesaian pekerjaan sehingga tidak sesuai dengan
BAB II LANDASAN TEORI 2.1 SMED (Single Minute Exchange Die) Salah satu masalah yang dihadapi oleh industri manufaktur adalah seringnya keterlambatan dalam menyelesaian pekerjaan sehingga tidak sesuai dengan
HAK CIPTA DILINDUNGI UNDANG-UNDANG
 BAB III METODOLOGI PENELITIAN 3.1 Metode Penelitian Metode yang digunakan adalah metode deskriptif analitis. Menurut Suryabrata (1983), metode deskriptif dilakukan dengan membuat deskripsi secara sistematis,
BAB III METODOLOGI PENELITIAN 3.1 Metode Penelitian Metode yang digunakan adalah metode deskriptif analitis. Menurut Suryabrata (1983), metode deskriptif dilakukan dengan membuat deskripsi secara sistematis,
BAB 4 METODOLOGI PENELITIAN
 BAB 4 METODOLOGI PENELITIAN 4.1 Model Diagram Metodologi Gambar 4.1 Metodologi Penelitian 47 Gambar 4.2 Metodologi Penelitian (lanjutan) 48 4.2 Penelitian Pendahuluan Penelitian dilakukan di PT. Refconindo
BAB 4 METODOLOGI PENELITIAN 4.1 Model Diagram Metodologi Gambar 4.1 Metodologi Penelitian 47 Gambar 4.2 Metodologi Penelitian (lanjutan) 48 4.2 Penelitian Pendahuluan Penelitian dilakukan di PT. Refconindo
BAB 2 TINJAUAN PUSTAKA
 BAB 2 TINJAUAN PUSTAKA 2.1 Definisi Line Balancing Line Balancing adalah serangkaian stasiun kerja (mesin dan peralatan) yang dipergunakan untuk pembuatan produk. Line Balancing (Lintasan Perakitan) biasanya
BAB 2 TINJAUAN PUSTAKA 2.1 Definisi Line Balancing Line Balancing adalah serangkaian stasiun kerja (mesin dan peralatan) yang dipergunakan untuk pembuatan produk. Line Balancing (Lintasan Perakitan) biasanya
Program Studi Teknik Industri Universitas Diponegoro 1
 BAB I PENDAHULUAN 1.1 Latar Belakang Ergonomi adalah suatu study yang mengkaji tentang manusia dan interaksinya dengan unsure-unsur yang ada dalam lingkungan kerja, baik itu interaksinya dengan peralatan,
BAB I PENDAHULUAN 1.1 Latar Belakang Ergonomi adalah suatu study yang mengkaji tentang manusia dan interaksinya dengan unsure-unsur yang ada dalam lingkungan kerja, baik itu interaksinya dengan peralatan,
Pengukuran Waktu Work Sampling TEKNIK TATA CARA KERJA
 Pengukuran Waktu Work Sampling TEKNIK TATA CARA KERJA Pengertian Sampling pekerjaan adalah suatu prosedur pengukuran cara langsung yang dilakukan pada waktu-waktu yang ditentukan secara acak. Standar pekerja
Pengukuran Waktu Work Sampling TEKNIK TATA CARA KERJA Pengertian Sampling pekerjaan adalah suatu prosedur pengukuran cara langsung yang dilakukan pada waktu-waktu yang ditentukan secara acak. Standar pekerja
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Pengertian Produksi dan Proses Produksi 2.1.1 Pengertian Produksi Dari beberapa ahli mendifinisikan tentang produksi, antara lain 1. Pengertian produksi adalah suatu proses pengubahan
BAB II LANDASAN TEORI 2.1 Pengertian Produksi dan Proses Produksi 2.1.1 Pengertian Produksi Dari beberapa ahli mendifinisikan tentang produksi, antara lain 1. Pengertian produksi adalah suatu proses pengubahan
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA Jika dalam suatu organisasi atau perusahan telah diterapkan sistem kerja yang baik dengan diperhatikannya faktor-faktor kerja serta segi-segi ergonomis,tentunya perusahaan tersebut
BAB II TINJAUAN PUSTAKA Jika dalam suatu organisasi atau perusahan telah diterapkan sistem kerja yang baik dengan diperhatikannya faktor-faktor kerja serta segi-segi ergonomis,tentunya perusahaan tersebut
BAB 2 LANDASAN TEORI
 BAB 2 LANDASAN TEORI 2.1 Interaksi Manusia dan Mesin Dalam bukunya, Wignjosoebroto (2003: 58) menjelaskan bahwa kata Mesin dapat diartikan lebih luas yaitu menyangkut semua obyek fisik berupa peralatan,
BAB 2 LANDASAN TEORI 2.1 Interaksi Manusia dan Mesin Dalam bukunya, Wignjosoebroto (2003: 58) menjelaskan bahwa kata Mesin dapat diartikan lebih luas yaitu menyangkut semua obyek fisik berupa peralatan,
PETA-PETA KERJA. Kata kunci : Peta-Peta Kerja, Proses Operasi, Kotak Kado
 PETA-PETA KERJA Oke Sofyan,Ita Novita Sari Mahasiswa Jurusan Teknik Industri, Universitas Gunadarma, Jakarta Kampus J Universitas Gunadarma Jl. KH. Noer Ali, kalimalang, Bekasi Telp: (021) 94122603 Email:
PETA-PETA KERJA Oke Sofyan,Ita Novita Sari Mahasiswa Jurusan Teknik Industri, Universitas Gunadarma, Jakarta Kampus J Universitas Gunadarma Jl. KH. Noer Ali, kalimalang, Bekasi Telp: (021) 94122603 Email:
PENGUKURAN WAKTU KERJA
 PENGUKURAN WAKTU KERJA Usaha untuk menentukan lama kerja yg dibutuhkan seorang Operator (terlatih dan qualified ) dalam menyelesaikan suatu pekerjaan yg spesifik pada tingkat kecepatan kerja yg NORMAL
PENGUKURAN WAKTU KERJA Usaha untuk menentukan lama kerja yg dibutuhkan seorang Operator (terlatih dan qualified ) dalam menyelesaikan suatu pekerjaan yg spesifik pada tingkat kecepatan kerja yg NORMAL
PERTEMUAN #13 UJI PETIK PEKERJAAN (WORK SAMPLING) TKT TAUFIQUR RACHMAN ERGONOMI DAN PERANCANGAN SISTEM KERJA
 TKT TAUFIQUR RACHMAN ERGONOMI DAN PERANCANGAN SISTEM KERJA") UJI PETIK PEKERJAAN (WORK SAMPLING) PERTEMUAN #13 TKT207 ERGONOMI DAN PERANCANGAN SISTEM KERJA 6623 TAUFIQUR RACHMAN PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS ESA UNGGUL KEMAMPUAN AKHIR
UJI PETIK PEKERJAAN (WORK SAMPLING) PERTEMUAN #13 TKT207 ERGONOMI DAN PERANCANGAN SISTEM KERJA 6623 TAUFIQUR RACHMAN PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS ESA UNGGUL KEMAMPUAN AKHIR
PENENTUAN WAKTU BAKU PRODUKSI KERUPUK RAMBAK IKAN LAUT SARI ENAK DI SUKOHARJO
 PENENTUAN WAKTU BAKU PRODUKSI KERUPUK RAMBAK IKAN LAUT SARI ENAK DI SUKOHARJO Darsini Program Studi Teknik Industri Fakultas Teknik Universitas Veteran Bangun Nusantara Sukoharjo E-mail : dearsiny@yahoo.com
PENENTUAN WAKTU BAKU PRODUKSI KERUPUK RAMBAK IKAN LAUT SARI ENAK DI SUKOHARJO Darsini Program Studi Teknik Industri Fakultas Teknik Universitas Veteran Bangun Nusantara Sukoharjo E-mail : dearsiny@yahoo.com
Lamp n (menit) x/n
 x/n") BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1 Data Hasil Pengukuran Waktu Dibawah ini merupakan hasil pengukuran langsung (menggunakan stopwatch) waktu rakit panel. Box n (menit) x/n 1 2 3 4 5 1 11.9 12.5
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1 Data Hasil Pengukuran Waktu Dibawah ini merupakan hasil pengukuran langsung (menggunakan stopwatch) waktu rakit panel. Box n (menit) x/n 1 2 3 4 5 1 11.9 12.5
PERBAIKAN SISTEM PRODUKSI DI PT. X DENGAN MEMPERHATIKAN LINTASAN PERAKITAN DAN TATA LETAK FASILITAS
 78 Purnomo: PERBAIKAN SISTEM PRODUKSI DI PT. X DENGAN MEMPERHATIKAN LINTASAN... PERBAIKAN SISTEM PRODUKSI DI PT. X DENGAN MEMPERHATIKAN LINTASAN PERAKITAN DAN TATA LETAK FASILITAS Helmi Indra Purnomo ),
78 Purnomo: PERBAIKAN SISTEM PRODUKSI DI PT. X DENGAN MEMPERHATIKAN LINTASAN... PERBAIKAN SISTEM PRODUKSI DI PT. X DENGAN MEMPERHATIKAN LINTASAN PERAKITAN DAN TATA LETAK FASILITAS Helmi Indra Purnomo ),
PENGUKURAN WAKTU. Nurjannah
 PENGUKURAN WAKTU Nurjannah Pengukuran waktu (time study) ialah suatu usaha untuk menentukan lama kerja yang dibutuhkan seorang operator (terlatih dan qualified) dalam menyelesaikan suatu pekerjaan yang
PENGUKURAN WAKTU Nurjannah Pengukuran waktu (time study) ialah suatu usaha untuk menentukan lama kerja yang dibutuhkan seorang operator (terlatih dan qualified) dalam menyelesaikan suatu pekerjaan yang
UNIVERSITAS BINA NUSANTARA. Jurusan Teknik Industri Fakultas Teknik Tugas Akhir Sarjana Semester Genap Tahun 2006/2007
 UNIVERSITAS BINA NUSANTARA Jurusan Teknik Industri Fakultas Teknik Tugas Akhir Sarjana Semester Genap Tahun 2006/2007 Abstrak ANALISA EFISIENSI GERAKAN TANGAN DAN TATA LETAK FASILITAS PADA LINI PERAKITAN
UNIVERSITAS BINA NUSANTARA Jurusan Teknik Industri Fakultas Teknik Tugas Akhir Sarjana Semester Genap Tahun 2006/2007 Abstrak ANALISA EFISIENSI GERAKAN TANGAN DAN TATA LETAK FASILITAS PADA LINI PERAKITAN
ANALISA PENYEIMBANGAN LINTASAN PRODUKSI CELANA NIKE STYLE X BERDASARKAN PENGUKURAN WAKTU BAKU PADA PT. XYZ. Benny Winandri, M.
 ANALISA PENYEIMBANGAN LINTASAN PRODUKSI CELANA NIKE STYLE X BERDASARKAN PENGUKURAN WAKTU BAKU PADA PT. XYZ Benny Winandri, M.Sc, MM ABSTRAK: PT. XYZ adalah industri yang memproduksi pakaian jadi. Seperti
ANALISA PENYEIMBANGAN LINTASAN PRODUKSI CELANA NIKE STYLE X BERDASARKAN PENGUKURAN WAKTU BAKU PADA PT. XYZ Benny Winandri, M.Sc, MM ABSTRAK: PT. XYZ adalah industri yang memproduksi pakaian jadi. Seperti
PERENCANAAN JUMLAH OPERATOR PRODUKSI DENGAN METODE STUDI WAKTU (STUDI KASUS PADA INDUSTRI PENGOLAHAN PRODUK LAUT)
") PERENCANAAN JUMLAH OPERATOR PRODUKSI DENGAN METODE STUDI WAKTU (STUDI KASUS PADA INDUSTRI PENGOLAHAN PRODUK LAUT) Kelvin Teknik Industri, Sekolah Tinggi Teknik Surabaya kelvin@stts.edu ABSTRAK Aliran produksi
PERENCANAAN JUMLAH OPERATOR PRODUKSI DENGAN METODE STUDI WAKTU (STUDI KASUS PADA INDUSTRI PENGOLAHAN PRODUK LAUT) Kelvin Teknik Industri, Sekolah Tinggi Teknik Surabaya kelvin@stts.edu ABSTRAK Aliran produksi
BAB IV PEMBAHASAN DAN ANALISIS
 BAB IV PEMBAHASAN DAN ANALISIS 4.1. Pembahasan Proses pembuatan magnet kimono ini, praktikan mencari Waktu Aktual, Performance Rating, Performance Estimasi, dan %Error. Pembahasan yang dijelaskan pada
BAB IV PEMBAHASAN DAN ANALISIS 4.1. Pembahasan Proses pembuatan magnet kimono ini, praktikan mencari Waktu Aktual, Performance Rating, Performance Estimasi, dan %Error. Pembahasan yang dijelaskan pada
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Tinjauan Pustaka 2.1.1 Studi Gerak dan Waktu ( Barnes h.257 ) Studi Gerak dan Waktu merupakan suatu ilmu yang terdiri dari teknik-teknik dan prinsip-prinsip untuk mendapatkan
BAB II LANDASAN TEORI 2.1 Tinjauan Pustaka 2.1.1 Studi Gerak dan Waktu ( Barnes h.257 ) Studi Gerak dan Waktu merupakan suatu ilmu yang terdiri dari teknik-teknik dan prinsip-prinsip untuk mendapatkan
BAB 2 LANDASAN TEORI
 BAB 2 LANDASAN TEORI Penelitian cara kerja atau yang dikenal juga dengan nama methods analysis merupakan hal yang sangat penting dalam menentukan metode kerja yang akan dipilih untuk melakukan suatu pekerjaan.
BAB 2 LANDASAN TEORI Penelitian cara kerja atau yang dikenal juga dengan nama methods analysis merupakan hal yang sangat penting dalam menentukan metode kerja yang akan dipilih untuk melakukan suatu pekerjaan.
MODUL PRAKTIKUM ANALISIS DAN PENGUKURAN KERJA TIM PENYUSUN: ASISTEN LABORATORIUM
 MODUL PRAKTIKUM ANALISIS DAN PENGUKURAN KERJA TIM PENYUSUN: ASISTEN LABORATORIUM LABORATORIUM MENENGAH TEKNIK INDUSTRI JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS GUNADARMA DEPOK 2014
MODUL PRAKTIKUM ANALISIS DAN PENGUKURAN KERJA TIM PENYUSUN: ASISTEN LABORATORIUM LABORATORIUM MENENGAH TEKNIK INDUSTRI JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS GUNADARMA DEPOK 2014
BAB 2 LANDASAN TEORI
 20 BAB 2 LANDASAN TEORI 2.1 Tinjauan Pustaka 2.1.1 Teknik Pengukuran Data Waktu Jam Henti Di dalam penelitian ini, pengukuran waktu setiap proses operasi sangat dibutuhkan dalam penentuan waktu baku setiap
20 BAB 2 LANDASAN TEORI 2.1 Tinjauan Pustaka 2.1.1 Teknik Pengukuran Data Waktu Jam Henti Di dalam penelitian ini, pengukuran waktu setiap proses operasi sangat dibutuhkan dalam penentuan waktu baku setiap
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1. Time and Motion Study Time and motion study adalah suatu aktivitas untuk menentukan waktu yang dibutuhkan oleh seorang operator (yang memiliki skill rata-rata dan terlatih) baik
BAB II LANDASAN TEORI 2.1. Time and Motion Study Time and motion study adalah suatu aktivitas untuk menentukan waktu yang dibutuhkan oleh seorang operator (yang memiliki skill rata-rata dan terlatih) baik
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1. Pengukuran Waktu Kerja Pengukuran waktu adalah pekerjaan mengamati pekerja dan mencatat waktu kerjanya baik setiap elemen maupun siklus dengan menggunakan alat-alat yang diperlukan.
BAB II LANDASAN TEORI 2.1. Pengukuran Waktu Kerja Pengukuran waktu adalah pekerjaan mengamati pekerja dan mencatat waktu kerjanya baik setiap elemen maupun siklus dengan menggunakan alat-alat yang diperlukan.
BAB II TINJAUAN PUSTAKA. selesai sesuai dengan kontrak. Disamping itu sumber-sumber daya yang tersedia
 BAB II TINJAUAN PUSTAKA 2.1 Teori Penjadwalan Salah satu masalah yang cukup penting dalam system produksi adalah bagaimana melakukan pengaturan dan penjadwalan pekerjaan, agar pesanan dapat selesai sesuai
BAB II TINJAUAN PUSTAKA 2.1 Teori Penjadwalan Salah satu masalah yang cukup penting dalam system produksi adalah bagaimana melakukan pengaturan dan penjadwalan pekerjaan, agar pesanan dapat selesai sesuai
Analisis Perancangan Sistem Kerja dan Ergonomi Dalam Upaya Peningkatan Produktifitas ( Topik Study Kasus pada Perakitan Rangka Kursi Rotan )
") Analisis Perancangan Sistem Kerja dan Ergonomi Dalam Upaya Peningkatan Produktifitas ( Topik Study Kasus pada Perakitan Rangka Kursi Rotan ) Indonesia merupakan negara terbesar ke 4 dunia dengan jumlah
Analisis Perancangan Sistem Kerja dan Ergonomi Dalam Upaya Peningkatan Produktifitas ( Topik Study Kasus pada Perakitan Rangka Kursi Rotan ) Indonesia merupakan negara terbesar ke 4 dunia dengan jumlah
BAB II TINJAUAN PUSTAKA DAN KERANGKA PEMIKIRAN
 BAB II TINJAUAN PUSTAKA DAN KERANGKA PEMIKIRAN 2.1 Tinjauan Pustaka 2.1.1 Manajamen Operasi dan Produksi Menurut Prasetya dan Lukiastuti (2011:2) manajemen operasi adalah serangkaian aktivitas yang menghasilkan
BAB II TINJAUAN PUSTAKA DAN KERANGKA PEMIKIRAN 2.1 Tinjauan Pustaka 2.1.1 Manajamen Operasi dan Produksi Menurut Prasetya dan Lukiastuti (2011:2) manajemen operasi adalah serangkaian aktivitas yang menghasilkan
IMPLEMENTASI METODE WORK SAMPLING GUNA MENGUKUR PRODUKTIVITAS TENAGA KERJA DI CV.SINAR KROM SEMARANG
 IMPLEMETASI METODE WORK SAMPLIG GUA MEGUKUR PRODUKTIVITAS TEAGA KERJA DI CV.SIAR KROM SEMARAG Dwi urul Izzhati 1, Dhieka Anendra 2 1 Fakultas Teknik, Universitas Dian uswantoro, Semarang 50131 E-mail :
IMPLEMETASI METODE WORK SAMPLIG GUA MEGUKUR PRODUKTIVITAS TEAGA KERJA DI CV.SIAR KROM SEMARAG Dwi urul Izzhati 1, Dhieka Anendra 2 1 Fakultas Teknik, Universitas Dian uswantoro, Semarang 50131 E-mail :
BAB IV PEMBAHASAN DAN ANALISIS
 BAB IV PEMBAHASAN DAN ANALISIS 4.1 Deskripsi Produk Produk yang telah dibuat dalam peta-peta kerja ini adalah meja lipat. Komponennya terdiri dari alas yang berukuran 50 cm x 33 cm, kaki meja yang berukuran
BAB IV PEMBAHASAN DAN ANALISIS 4.1 Deskripsi Produk Produk yang telah dibuat dalam peta-peta kerja ini adalah meja lipat. Komponennya terdiri dari alas yang berukuran 50 cm x 33 cm, kaki meja yang berukuran
BAB I PENDAHULUAN. Salah satu cara yang dilakukan perusahaan adalah dengan meningkatkan
 BAB I PENDAHULUAN 1.1. Latar Belakang Permasalahan Pada era globalisasi sekarang ini, dimana persaingan dunia usaha semakin ketat dan perusahaan dituntut untuk selalu menghasilkan produk berkualitas. Salah
BAB I PENDAHULUAN 1.1. Latar Belakang Permasalahan Pada era globalisasi sekarang ini, dimana persaingan dunia usaha semakin ketat dan perusahaan dituntut untuk selalu menghasilkan produk berkualitas. Salah
BAB 3 METODE PENELITIAN. Berikut ini adalah diagram alir yang digunakan dalam penyelesaian studi kasus ini: Mulai
 BAB 3 METODE PENELITIAN 3.1 Flowchart Metode Penelitian Berikut ini adalah diagram alir yang digunakan dalam penyelesaian studi kasus ini: Mulai Studi Pendahuluan: Pengamatan flow process produksi Assembly
BAB 3 METODE PENELITIAN 3.1 Flowchart Metode Penelitian Berikut ini adalah diagram alir yang digunakan dalam penyelesaian studi kasus ini: Mulai Studi Pendahuluan: Pengamatan flow process produksi Assembly
practicum apk industrial engineering 2012
 BAB I PENDAHULUAN 1.1 Latar Belakang Pada zaman modern seperti saat ini, sebagai pekerja yang baik harus mampu menciptakan suatu sistem kerja yang baik dalam melakukan pekerjaan agar pekerjaan tersebut
BAB I PENDAHULUAN 1.1 Latar Belakang Pada zaman modern seperti saat ini, sebagai pekerja yang baik harus mampu menciptakan suatu sistem kerja yang baik dalam melakukan pekerjaan agar pekerjaan tersebut
FISIOLOGI DAN PENGUKURAN KERJA. tutorial 8 STOPWATCH
 FISIOLOGI DAN PENGUKURAN KERJA tutorial 8 STOPWATCH Prodi Teknik Industri Fakultas Teknologi Industri Universitas Islam Indonesia Tahun Ajaran 2016/2017 www.labdske-uii.com TIME STUDY: METODE STOPWATCH
FISIOLOGI DAN PENGUKURAN KERJA tutorial 8 STOPWATCH Prodi Teknik Industri Fakultas Teknologi Industri Universitas Islam Indonesia Tahun Ajaran 2016/2017 www.labdske-uii.com TIME STUDY: METODE STOPWATCH
BAB III METODOLOGI PENELITIAN. pembahasan selanjutnya yang berhubungan dengan kepentingan pemecahan masalah itu
 BAB III METODOLOGI PENELITIAN 3.1. Kerangka Pemecahan Masalah Untuk melakukan pemecahan masalah dan analisa pengolahan data, maka pada bab ini dikumpulkan data-data sebagai sumber ataupun input yang dibutuhkan
BAB III METODOLOGI PENELITIAN 3.1. Kerangka Pemecahan Masalah Untuk melakukan pemecahan masalah dan analisa pengolahan data, maka pada bab ini dikumpulkan data-data sebagai sumber ataupun input yang dibutuhkan
Dalam menjalankan proses ini permasalahan yang dihadapi adalah tidak adanya informasi tentang prediksi kebutuhan material yang diperlukan oleh produks
 BAB III LANDASAN TEORI 3.1 Permasalahan Umum PT. Sinar Inti Electrindo Raya adalah perusahaan yang bergerak dibidang manufaktur, pemasaran panel Tegangan Menengah (TM) dan panel Tegangan Rendah (TR).Dalam
BAB III LANDASAN TEORI 3.1 Permasalahan Umum PT. Sinar Inti Electrindo Raya adalah perusahaan yang bergerak dibidang manufaktur, pemasaran panel Tegangan Menengah (TM) dan panel Tegangan Rendah (TR).Dalam
Lampiran-1. Perhitungan Kapasitas Normal
 Lampiran-1. Perhitungan Kapasitas Normal Untuk menghitung kapasitas normal dari proses yang menggunakan manusia, maka terlebih dahulu harus diketahui lama waktu baku proses yang dikerjakan dan kemudian
Lampiran-1. Perhitungan Kapasitas Normal Untuk menghitung kapasitas normal dari proses yang menggunakan manusia, maka terlebih dahulu harus diketahui lama waktu baku proses yang dikerjakan dan kemudian
PENINGKATAN PRODUKTIVITAS PADA INDUSTRI KECIL PEMBUATAN KOTAK KARTON MELALUI PERBAIKAN DESAIN FASILITAS KERJA
 Gultom: PENINGKATAN PRODUKTIVITAS PADA INSDUTRI KECIL PEMBUATAN KOTAK... 169 PENINGKATAN PRODUKTIVITAS PADA INDUSTRI KECIL PEMBUATAN KOTAK KARTON MELALUI PERBAIKAN DESAIN FASILITAS KERJA Peniel Immanuel
Gultom: PENINGKATAN PRODUKTIVITAS PADA INSDUTRI KECIL PEMBUATAN KOTAK... 169 PENINGKATAN PRODUKTIVITAS PADA INDUSTRI KECIL PEMBUATAN KOTAK KARTON MELALUI PERBAIKAN DESAIN FASILITAS KERJA Peniel Immanuel
Seminar Nasional IENACO ISSN PENGELOMPOKAN STASIUN KERJA UNTUK MENYEIMBANGKAN BEBAN KERJA DENGAN METODE LINE BALANCING
 PENGELOMPOKAN STASIUN KERJA UNTUK MENYEIMBANGKAN BEBAN KERJA DENGAN METODE LINE BALANCING Joko Susetyo, Imam Sodikin, Adityo Nugroho Jurusan Teknik Industri Fakultas Teknologi Industri, Institut Sains
PENGELOMPOKAN STASIUN KERJA UNTUK MENYEIMBANGKAN BEBAN KERJA DENGAN METODE LINE BALANCING Joko Susetyo, Imam Sodikin, Adityo Nugroho Jurusan Teknik Industri Fakultas Teknologi Industri, Institut Sains
MINIMALISASI BOTTLENECK PROSES PRODUKSI DENGAN MENGGUNAKAN METODE LINE BALANCING
 MINIMALISASI BOTTLENECK PROSES PRODUKSI DENGAN MENGGUNAKAN METODE LINE BALANCING Yayan Indrawan, Ni Luh Putu Hariastuti Jurusan Teknik Industri Institut Teknologi Adhi Tama Surabaya Putu_hrs@yahoo.com
MINIMALISASI BOTTLENECK PROSES PRODUKSI DENGAN MENGGUNAKAN METODE LINE BALANCING Yayan Indrawan, Ni Luh Putu Hariastuti Jurusan Teknik Industri Institut Teknologi Adhi Tama Surabaya Putu_hrs@yahoo.com
BAB 3 LANDASAN TEORI
 BAB 3 LANDASAN TEORI 3.1. Pengukuran Waktu Kerja Sistem kerja yang baik merupakan faktor yang penting dalam suatu manajemen operasional suatu perusahaan. Dalam merancang suatu sistem kerja yang baik dibutuhkan
BAB 3 LANDASAN TEORI 3.1. Pengukuran Waktu Kerja Sistem kerja yang baik merupakan faktor yang penting dalam suatu manajemen operasional suatu perusahaan. Dalam merancang suatu sistem kerja yang baik dibutuhkan
BAB III METODOLOGI PENELITIAN. Mulai. Latar Belakang Masalah. Perumusan Masalah. Tujuan Penelitian. Manfaat Penelitian.
 BAB III METODOLOGI PENELITIAN Pada bab ini secara sistematis mengenai tahapan yang dilakukan dalam membuat penelitian. Langkah-langkah yang dilakukan dapat digambarkan dengan sebuah flowchart pada gambar
BAB III METODOLOGI PENELITIAN Pada bab ini secara sistematis mengenai tahapan yang dilakukan dalam membuat penelitian. Langkah-langkah yang dilakukan dapat digambarkan dengan sebuah flowchart pada gambar
BAB II LANDASAN TEORI
 6 BAB II LANDASAN TEORI Jika dalam suatu organisasi atau perusahan telah diterapkan sistem kerja yang baik dengan diperhatikannya faktor-faktor kerja serta segi-segi ergonomis, tentunya perusahaan tersebut
6 BAB II LANDASAN TEORI Jika dalam suatu organisasi atau perusahan telah diterapkan sistem kerja yang baik dengan diperhatikannya faktor-faktor kerja serta segi-segi ergonomis, tentunya perusahaan tersebut
BAB 2 LANDASAN TEORI
 BAB 2 LANDASAN TEORI 2.1 PENDAHULUAN Penentuan waktu standar akan mempunyai peranan yang cukup penting didalam pelaksanaan proses produksi dari suatu perusahaan. Penentuan waktu standar yang tepat dan
BAB 2 LANDASAN TEORI 2.1 PENDAHULUAN Penentuan waktu standar akan mempunyai peranan yang cukup penting didalam pelaksanaan proses produksi dari suatu perusahaan. Penentuan waktu standar yang tepat dan
PENGUKURAN BEBAN KERJA TENAGA KERJA DENGAN METODE WORK SAMPLING (Studi Kasus di PT. XY Yogyakarta)
") PENGUKURAN BEBAN KERJA TENAGA KERJA DENGAN METODE WORK SAMPLING (Studi Kasus di PT. XY Yogyakarta) Jono Jurusan Teknik Industri Universitas Widya Mataram Yogyakarta Yonuwm@yahoo.co.id ABSTRAK PT XY sebagai
PENGUKURAN BEBAN KERJA TENAGA KERJA DENGAN METODE WORK SAMPLING (Studi Kasus di PT. XY Yogyakarta) Jono Jurusan Teknik Industri Universitas Widya Mataram Yogyakarta Yonuwm@yahoo.co.id ABSTRAK PT XY sebagai
practicum apk industrial engineering 2012
 BAB I PENDAHULUAN 1.1 Latar Belakang Pengukuran kerja atau work measurement adalah proses menentukan waktu yang diperlukan seorang operator dengan kualifikasi tertentu untuk menyelesaikan suatu pekerjaan
BAB I PENDAHULUAN 1.1 Latar Belakang Pengukuran kerja atau work measurement adalah proses menentukan waktu yang diperlukan seorang operator dengan kualifikasi tertentu untuk menyelesaikan suatu pekerjaan
BAB 3 LANDASAN TEORI
 BAB 3 LANDASAN TEORI 3.1. Keseimbangan Lintasan Keseimbangan lintasan adalah lintasan produksi dimana material berpindah secara kontinyu dengan laju rata-rata yang sama melalui sejumlah stasiun kerja,
BAB 3 LANDASAN TEORI 3.1. Keseimbangan Lintasan Keseimbangan lintasan adalah lintasan produksi dimana material berpindah secara kontinyu dengan laju rata-rata yang sama melalui sejumlah stasiun kerja,
ERGONOMI & APK - I KULIAH 8: PENGUKURAN WAKTU KERJA
 ERGONOMI & APK - I KULIAH 8: PENGUKURAN WAKTU KERJA By: Rini Halila Nasution, ST, MT PENGUKURAN WAKTU KERJA Pengukuran kerja atau pengukuran waktu kerja (time study) adalah suatu aktivitas untuk menentukan
ERGONOMI & APK - I KULIAH 8: PENGUKURAN WAKTU KERJA By: Rini Halila Nasution, ST, MT PENGUKURAN WAKTU KERJA Pengukuran kerja atau pengukuran waktu kerja (time study) adalah suatu aktivitas untuk menentukan
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN Metodologi penelitian menguraikan seluruh kegiatan yang dilaksanakan selama penelitian berlangsung dari awal proses penelitian sampai akhir penelitian. Gambar 3.1 Flow Chart
BAB III METODOLOGI PENELITIAN Metodologi penelitian menguraikan seluruh kegiatan yang dilaksanakan selama penelitian berlangsung dari awal proses penelitian sampai akhir penelitian. Gambar 3.1 Flow Chart
Riduwan Arif Jurusan Teknik Industri, Fakultas Teknologi Industri Universitas Pembangunan Nasional Veteran Jawa Timur
 ANALISA BEBAN KERJA DAN JUMLAH TENAGA KERJA YANG OPTIMAL PADA BAGIAN PRODUKSI DENGAN PENDEKATAN METODE WORK LOAD ANALYSIS (WLA) DI PT.SURABAYA PERDANA ROTOPACK Riduwan Arif Jurusan Teknik Industri, Fakultas
ANALISA BEBAN KERJA DAN JUMLAH TENAGA KERJA YANG OPTIMAL PADA BAGIAN PRODUKSI DENGAN PENDEKATAN METODE WORK LOAD ANALYSIS (WLA) DI PT.SURABAYA PERDANA ROTOPACK Riduwan Arif Jurusan Teknik Industri, Fakultas
By: Amalia, S.T., M.T. PENGUKURAN WAKTU KERJA: METODE PENGUKURAN LANGSUNG
 By: Amalia, S.T., M.T. PENGUKURAN WAKTU KERJA: METODE PENGUKURAN LANGSUNG Metode penetapan keseimbangan antara kegiatan manusia yang dikontribusikan dengan unit output yang dihasilkan Waktu yang dibutuhkan
By: Amalia, S.T., M.T. PENGUKURAN WAKTU KERJA: METODE PENGUKURAN LANGSUNG Metode penetapan keseimbangan antara kegiatan manusia yang dikontribusikan dengan unit output yang dihasilkan Waktu yang dibutuhkan
Seminar Nasional IENACO ISSN: APLIKASI METODE WORK SAMPLING UNTUK MENGHITUNG WAKTU BAKU DAN KAPASITAS PRODUKSI PADA INDUSTRI KERAMIK
 APLIKASI METODE WORK SAMPLING UNTUK MENGHITUNG WAKTU BAKU DAN KAPASITAS PRODUKSI PADA INDUSTRI KERAMIK Debrina Puspita Andriani 1, Billy Anugrah 2, Annissa Dian Islami 3 1,2,3 Jurusan Teknik Industri,
APLIKASI METODE WORK SAMPLING UNTUK MENGHITUNG WAKTU BAKU DAN KAPASITAS PRODUKSI PADA INDUSTRI KERAMIK Debrina Puspita Andriani 1, Billy Anugrah 2, Annissa Dian Islami 3 1,2,3 Jurusan Teknik Industri,
BAB 3 METODOLOGI PEMECAHAN MASALAH
 BAB 3 METODOLOGI PEMECAHAN MASALAH Gambar 3.1 Flow Chart Metodologi Pemecahan Masalah 57 Observasi Lapangan Pengamatan dilakukan pada bagian perakitan resleting PT. Fajarindo Faliman Zipper. Untuk mempermudah
BAB 3 METODOLOGI PEMECAHAN MASALAH Gambar 3.1 Flow Chart Metodologi Pemecahan Masalah 57 Observasi Lapangan Pengamatan dilakukan pada bagian perakitan resleting PT. Fajarindo Faliman Zipper. Untuk mempermudah
UNIVERSITAS BINA NUSANTARA. Jurusan Teknik Industri Tugas Akhir Sarjana Semester Genap tahun 2006/2007
 UNIVERSITAS BINA NUSANTARA Jurusan Teknik Industri Tugas Akhir Sarjana Semester Genap tahun 2006/2007 USULAN PERBAIKAN CARA KERJA DENGAN TANGAN KIRI DAN TANGAN KANAN DAN SISTEM KERJA 5 S PADA PERAKITAN
UNIVERSITAS BINA NUSANTARA Jurusan Teknik Industri Tugas Akhir Sarjana Semester Genap tahun 2006/2007 USULAN PERBAIKAN CARA KERJA DENGAN TANGAN KIRI DAN TANGAN KANAN DAN SISTEM KERJA 5 S PADA PERAKITAN
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Definisi Peta Kerja Peta kerja ( Peta Proses process chart ) merupaka alat komunikasi yang sistematis dan logis guna menganalisa proses kerja dari tahap awal sampai akhir (Sritomo,
BAB II LANDASAN TEORI 2.1 Definisi Peta Kerja Peta kerja ( Peta Proses process chart ) merupaka alat komunikasi yang sistematis dan logis guna menganalisa proses kerja dari tahap awal sampai akhir (Sritomo,
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI.1 Ergonomi Istilah Ergonomi berasal dari bahasa latin yaitu Ergo berarti kerja dan Nomos yang berarti aturan, sehingga ergonomi dapat diartikan sebagai studi tentang aspek manusia
BAB II LANDASAN TEORI.1 Ergonomi Istilah Ergonomi berasal dari bahasa latin yaitu Ergo berarti kerja dan Nomos yang berarti aturan, sehingga ergonomi dapat diartikan sebagai studi tentang aspek manusia
MODUL II WORK MEASUREMENT
 BAB I PENDAHULUAN 1.1 Latar Belakang Waktu merupakan salah satu kriteria dari suatu alternatif beberapa metode kerja yang paling sering digunakan sebab kriteria ini memiliki sejumlah kelebihan dibandingkan
BAB I PENDAHULUAN 1.1 Latar Belakang Waktu merupakan salah satu kriteria dari suatu alternatif beberapa metode kerja yang paling sering digunakan sebab kriteria ini memiliki sejumlah kelebihan dibandingkan
By: Amalia, S.T., M.T. PENGUKURAN KERJA: METODE PENGUKURAN LANGSUNG
 By: Amalia, S.T., M.T. PENGUKURAN KERJA: METODE PENGUKURAN LANGSUNG Metode penetapan keseimbangan antara kegiatan manusia yang dikontribusikan dengan unit output yang dihasilkan Waktu yang dibutuhkan oleh
By: Amalia, S.T., M.T. PENGUKURAN KERJA: METODE PENGUKURAN LANGSUNG Metode penetapan keseimbangan antara kegiatan manusia yang dikontribusikan dengan unit output yang dihasilkan Waktu yang dibutuhkan oleh
BAB III LANDASAN TEORI
 BAB III LANDASAN TEORI 3.1. Pengukuran Kerja Pengukuran kerja ialah penerapan teknik yang direncanakan untuk menerapkan waktu bagi pekerja yang memenuhi syarat untuk menyelesaikan pekerjaan tertentu pada
BAB III LANDASAN TEORI 3.1. Pengukuran Kerja Pengukuran kerja ialah penerapan teknik yang direncanakan untuk menerapkan waktu bagi pekerja yang memenuhi syarat untuk menyelesaikan pekerjaan tertentu pada
PERBAIKAN METODE KERJA PENGANTONGAN SEMEN MENGGUNAKAN PETA TANGAN KIRI DAN KANAN. ABSTRAK
 Konsumsi Semen PERBAIKAN METODE KERJA PENGANTONGAN SEMEN MENGGUNAKAN PETA DAN KANAN Cut Ita Erliana 1, Listiani Nurul Huda 2, A. Rahim Matondang 2 1 Program Studi Teknik Industri Universitas Malikussaleh
Konsumsi Semen PERBAIKAN METODE KERJA PENGANTONGAN SEMEN MENGGUNAKAN PETA DAN KANAN Cut Ita Erliana 1, Listiani Nurul Huda 2, A. Rahim Matondang 2 1 Program Studi Teknik Industri Universitas Malikussaleh
BAB 4 HASIL DAN PEMBAHASAN
 BAB 4 HASIL DAN PEMBAHASAN 4.1 Menentukan Waktu Siklus Tiap Proses. 4.1.1 Proses Pemasangan Komponen (Setting Part) 4.1.1.1 Elemen operasi pada proses ini adalah : 1. Setting holder magnet ke rotor dan
BAB 4 HASIL DAN PEMBAHASAN 4.1 Menentukan Waktu Siklus Tiap Proses. 4.1.1 Proses Pemasangan Komponen (Setting Part) 4.1.1.1 Elemen operasi pada proses ini adalah : 1. Setting holder magnet ke rotor dan
PERENCANAAN JUMLAH OPERATOR DAN MESIN PADA DIVISI PACKAGING PT KIMIA FARMA (Persero) Tbk. UNIT PLANT WATUDAKON, JOMBANG
 Tbk. UNIT PLANT WATUDAKON, JOMBANG") PERENCANAAN JUMLAH OPERATOR DAN MESIN PADA DIVISI PACKAGING PT KIMIA FARMA (Persero) Tbk. UNIT PLANT WATUDAKON, JOMBANG TOTAL OPERATOR AND MACHINE PLANNING IN PACKAGING DIVISION PT KIMIA FARMA (Persero)
PERENCANAAN JUMLAH OPERATOR DAN MESIN PADA DIVISI PACKAGING PT KIMIA FARMA (Persero) Tbk. UNIT PLANT WATUDAKON, JOMBANG TOTAL OPERATOR AND MACHINE PLANNING IN PACKAGING DIVISION PT KIMIA FARMA (Persero)
DAFTAR ISI. Halaman. viii
 DAFTAR ISI Halaman HALAMAN JUDUL... i HALAMAN PENGESAHAN DOSEN PEMBIMBING... ii HALAMAN PENGESAHAN DOSEN PENGUJI... iii HALAMAN MOTTO DAN PERSEMBAHAN... iv KATA PENGANTAR... v DAFTAR ISI... vi DAFTAR TABEL...
DAFTAR ISI Halaman HALAMAN JUDUL... i HALAMAN PENGESAHAN DOSEN PEMBIMBING... ii HALAMAN PENGESAHAN DOSEN PENGUJI... iii HALAMAN MOTTO DAN PERSEMBAHAN... iv KATA PENGANTAR... v DAFTAR ISI... vi DAFTAR TABEL...
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Pengukuran Waktu Kerja Di dalam sebuah sistem kerja unsur manusia, mesin, peralatan kerja dan lingkungan fisik pekerjaan harus diperhatikan dengan baik secara sendirisendiri maupun
BAB II LANDASAN TEORI 2.1 Pengukuran Waktu Kerja Di dalam sebuah sistem kerja unsur manusia, mesin, peralatan kerja dan lingkungan fisik pekerjaan harus diperhatikan dengan baik secara sendirisendiri maupun
Analisis Perbaikan Sistem Kerja Untuk Peningkatan Kapasitas Produksi Dilihat dari Aspek Ergonomi (Studi Kasus di Perakitan Rangka Kursi Rotan)
") Analisis Perbaikan Sistem Kerja Untuk Peningkatan Kapasitas Produksi Dilihat dari Aspek Ergonomi (Studi Kasus di Perakitan Rangka Kursi Rotan) The Improvement of Work System Analysis for Production Capacity
Analisis Perbaikan Sistem Kerja Untuk Peningkatan Kapasitas Produksi Dilihat dari Aspek Ergonomi (Studi Kasus di Perakitan Rangka Kursi Rotan) The Improvement of Work System Analysis for Production Capacity
ANALISIS PENINGKATAN PRODUKTIVITAS DAN EFISIENSI KERJA DENGAN PENERAPAN KAIZEN (Studi Kasus pada PT Beiersdorf Indonesia PC Malang)
") ANALISIS PENINGKATAN PRODUKTIVITAS DAN EFISIENSI KERJA DENGAN PENERAPAN KAIZEN (Studi Kasus pada PT Beiersdorf Indonesia PC Malang) ANALYSIS OF PRODUCTIVITY AND WORK EFFICIENCY IMPROVEMENT WITH KAIZEN
ANALISIS PENINGKATAN PRODUKTIVITAS DAN EFISIENSI KERJA DENGAN PENERAPAN KAIZEN (Studi Kasus pada PT Beiersdorf Indonesia PC Malang) ANALYSIS OF PRODUCTIVITY AND WORK EFFICIENCY IMPROVEMENT WITH KAIZEN
ABSTRAK. Universitas Kristen Maranatha
 ABSTRAK Pada zaman serba modern ini kebutuhan semakin meningkat. Salah satunya adalah pakaian. CV.Tiga Bintang Mulia merupakan perusahaan yang bergerak di bidang konveksi. Saat ini perusahaan mengalami
ABSTRAK Pada zaman serba modern ini kebutuhan semakin meningkat. Salah satunya adalah pakaian. CV.Tiga Bintang Mulia merupakan perusahaan yang bergerak di bidang konveksi. Saat ini perusahaan mengalami
ANALISIS PENGUKURAN KERJA
 ANALISIS PENGUKURAN KERJA Disusun oleh: Subodro (135060700111043) Siti Astrid Meidiani (135060700111044) Armelynda Beverly S (135060701111056) Andini Sulviana (135060701111065) Dzaky Falakhi (135060701111082)
ANALISIS PENGUKURAN KERJA Disusun oleh: Subodro (135060700111043) Siti Astrid Meidiani (135060700111044) Armelynda Beverly S (135060701111056) Andini Sulviana (135060701111065) Dzaky Falakhi (135060701111082)
Studi Gerak Dan Waktu Pada Proses Penggilingan Padi Skala Besar dan Kecil
 Studi Gerak Dan Waktu Pada Proses Penggilingan Padi Skala Besar dan Kecil 1) Muammar Tawaruddin Akbar, 1) Sam Herodian 1) Laboratorium Ergonomika, Departeman Teknik Mesin dan Biosistem Fateta IPB. E-mail:
Studi Gerak Dan Waktu Pada Proses Penggilingan Padi Skala Besar dan Kecil 1) Muammar Tawaruddin Akbar, 1) Sam Herodian 1) Laboratorium Ergonomika, Departeman Teknik Mesin dan Biosistem Fateta IPB. E-mail:
III. TINJAUAN PUSTAKA
 III. TINJAUAN PUSTAKA A. Ergonomi Istilah ergonomi yang juga dikenal dengan human factors berasal dari bahasa Latin yaitu ergon yang berarti kerja, dan nomos yang berarti hukum alam. Sehingga, ergonomi
III. TINJAUAN PUSTAKA A. Ergonomi Istilah ergonomi yang juga dikenal dengan human factors berasal dari bahasa Latin yaitu ergon yang berarti kerja, dan nomos yang berarti hukum alam. Sehingga, ergonomi
BAB II LANDASAN TEORI. Pengukuran waktu ini akan berhubungan dengan usaha-usaha untuk
 Laporan Tugas Akhir BAB II LANDASAN TEORI 2.1 Pengukuran Waktu Kerja Pengukuran waktu ini akan berhubungan dengan usaha-usaha untuk menetapkan waktu baku yang dibutuhkan untuk menyelesaikan suati pekerjaan.
Laporan Tugas Akhir BAB II LANDASAN TEORI 2.1 Pengukuran Waktu Kerja Pengukuran waktu ini akan berhubungan dengan usaha-usaha untuk menetapkan waktu baku yang dibutuhkan untuk menyelesaikan suati pekerjaan.
Penjadwalan Produksi Job Shop dengan Menggunakan Metode Shifting Bottleneck Heuristic (SHB)
") doi: https://doi.org/10.581/zenodo.106337 JURITI PRIMA (Junal Ilmiah Teknik Industri Prima) Vol. 1, No. 1, Juni 017 e-issn: 581-057X Penjadwalan Produksi Job Shop dengan Menggunakan Metode Shifting Bottleneck
doi: https://doi.org/10.581/zenodo.106337 JURITI PRIMA (Junal Ilmiah Teknik Industri Prima) Vol. 1, No. 1, Juni 017 e-issn: 581-057X Penjadwalan Produksi Job Shop dengan Menggunakan Metode Shifting Bottleneck
BAB II LANDASAN TEORI. Dalam analisa dan pemecahan masalah secara sistematis dan teratur perlu
 7 BAB II LANDASAN TEORI Dalam analisa dan pemecahan masalah secara sistematis dan teratur perlu adanya dasar teori yang tepat yang dapat dijadikan patokan dalam pembahasan kasus. Oleh karena itu metode
7 BAB II LANDASAN TEORI Dalam analisa dan pemecahan masalah secara sistematis dan teratur perlu adanya dasar teori yang tepat yang dapat dijadikan patokan dalam pembahasan kasus. Oleh karena itu metode
USULAN PERBAIKAN STASIUN KERJA DI BAGIAN PACKING DENGAN MENGGUNAKAN PRINSIP-PRINSIP ERGONOMI ( Studi Kasus di PT. Nikkatsu Electric Work)
") USULAN PERBAIKAN STASIUN KERJA DI BAGIAN PACKING DENGAN MENGGUNAKAN PRINSIP-PRINSIP ERGONOMI ( Studi Kasus di PT. Nikkatsu Electric Work) Yanti Helianty, Caecilia SW, Mita Lianie Astuti Jurusan Teknik
USULAN PERBAIKAN STASIUN KERJA DI BAGIAN PACKING DENGAN MENGGUNAKAN PRINSIP-PRINSIP ERGONOMI ( Studi Kasus di PT. Nikkatsu Electric Work) Yanti Helianty, Caecilia SW, Mita Lianie Astuti Jurusan Teknik
BAB 5 HASIL DAN PEMBAHASAN. Pada dasarnya pengumpulan data yang dilakukan pada lantai produksi trolly
 BAB 5 HASIL DAN PEMBAHASAN 5.1 Ekstrasi Hasil Pengumpulan Data Pada dasarnya pengumpulan data yang dilakukan pada lantai produksi trolly adalah digunakan untuk pengukuran waktu dimana pengukuran waktu
BAB 5 HASIL DAN PEMBAHASAN 5.1 Ekstrasi Hasil Pengumpulan Data Pada dasarnya pengumpulan data yang dilakukan pada lantai produksi trolly adalah digunakan untuk pengukuran waktu dimana pengukuran waktu
WORK SAMPLING STUDI KASUS PEKERJAAN BERTENDER PADA SEBUAH CAFE TUTI SARMA SINAGA ST MEILITA TRYANA SEMBIRING, ST
 WORK SAMPLING STUDI KASUS PEKERJAAN BERTENDER PADA SEBUAH CAFE TUTI SARMA SINAGA ST MEILITA TRYANA SEMBIRING, ST Jurusan Teknik Industri Fakultas Teknik Universitas Sumatera Utara BAB I LANDASAN TEORI
WORK SAMPLING STUDI KASUS PEKERJAAN BERTENDER PADA SEBUAH CAFE TUTI SARMA SINAGA ST MEILITA TRYANA SEMBIRING, ST Jurusan Teknik Industri Fakultas Teknik Universitas Sumatera Utara BAB I LANDASAN TEORI
DAFTAR ISI HALAMAN JUDUL... LEMBAR PENGESAHAN... KATA PENGANTAR... DAFTAR ISI... DAFTAR GAMBAR... DAFTAR TABEL... ABSTRACT...
 DAFTAR ISI HALAMAN JUDUL... LEMBAR PENGESAHAN... KATA PENGANTAR... DAFTAR ISI... DAFTAR GAMBAR... DAFTAR TABEL... ABSTRAK... ABSTRACT... i ii iii v viii ix xii xiii BAB I PENDAHULUAN 1.1 Latar Belakang
DAFTAR ISI HALAMAN JUDUL... LEMBAR PENGESAHAN... KATA PENGANTAR... DAFTAR ISI... DAFTAR GAMBAR... DAFTAR TABEL... ABSTRAK... ABSTRACT... i ii iii v viii ix xii xiii BAB I PENDAHULUAN 1.1 Latar Belakang
BAB I PENDAHULUAN. dijalankan dengan prinsip keuntungan dalam bidang ekonomi. Pencapaian
 1 BAB I PENDAHULUAN A. Latar Belakang Sebuah perusahaan merupakan sebuah organisasi yang dibentuk dan dijalankan dengan prinsip keuntungan dalam bidang ekonomi. Pencapaian keuntungan ekonomi dilakukan
1 BAB I PENDAHULUAN A. Latar Belakang Sebuah perusahaan merupakan sebuah organisasi yang dibentuk dan dijalankan dengan prinsip keuntungan dalam bidang ekonomi. Pencapaian keuntungan ekonomi dilakukan
PROSES PRODUKSI KEPALA KEMUDI DAN KINERJA OPERATOR PADA PERUSAHAAN MANUFAKTUR RANGKA SEPEDA MOTOR
 1 PROSES PRODUKSI KEPALA KEMUDI DAN KINERJA OPERATOR PADA PERUSAHAAN MANUFAKTUR RANGKA SEPEDA MOTOR 1 Fajar Bakti 2 Grace Elizabeth 3 Heidy Olivia Thaeras 4 Yoga Afriyadi 5 Yogie Miharja Jurusan Teknik
1 PROSES PRODUKSI KEPALA KEMUDI DAN KINERJA OPERATOR PADA PERUSAHAAN MANUFAKTUR RANGKA SEPEDA MOTOR 1 Fajar Bakti 2 Grace Elizabeth 3 Heidy Olivia Thaeras 4 Yoga Afriyadi 5 Yogie Miharja Jurusan Teknik
ABSTRAK. iv Universitas Kristen Maranatha
 ABSTRAK CV.Motekar merupakan salah satu perusahaan home industry yang memproduksi berbagai jenis boneka. Perusahaan ingin mengetahui apakah sistem kerja yang diterapkan dalam perusahaan ini sudah baik
ABSTRAK CV.Motekar merupakan salah satu perusahaan home industry yang memproduksi berbagai jenis boneka. Perusahaan ingin mengetahui apakah sistem kerja yang diterapkan dalam perusahaan ini sudah baik
PERBAIKAN SISTEM KERJA DAN ALIRAN MATERIAL PADA PT. M MOTORS AND MANUFACTURING
 PERBAIKAN SISTEM KERJA DAN ALIRAN MATERIAL PADA PT. M MOTORS AND MANUFACTURING Niken Parwati¹, Ibnu Sugandi². Program Studi Teknik Industri, Universitas Al Azhar Indonesia, Jakarta 12110 niken.parwati@uai.ac.id
PERBAIKAN SISTEM KERJA DAN ALIRAN MATERIAL PADA PT. M MOTORS AND MANUFACTURING Niken Parwati¹, Ibnu Sugandi². Program Studi Teknik Industri, Universitas Al Azhar Indonesia, Jakarta 12110 niken.parwati@uai.ac.id
BAB 2 LANDASAN TEORI
 BAB 2 LANDASAN TEORI 2.1 Definisi Line Balancing Keseimbangan lini produksi bermula dari lini produksi massal, dimana dalam proses produksinya harus dibagikan pada seluruh operator sehingga beban kerja
BAB 2 LANDASAN TEORI 2.1 Definisi Line Balancing Keseimbangan lini produksi bermula dari lini produksi massal, dimana dalam proses produksinya harus dibagikan pada seluruh operator sehingga beban kerja
EPSIKER LABORATORY 2016
 BAB I PENDAHULUAN 1.1 Latar Belakang 1.2 Tujuan Praktikum 1.2.1 Tujuan Umum 1.2.2 Tujuan Khusus FORMAT LAPORAN BAB II TINJAUAN PUSTAKA 2.1 Pengukuran Kerja Dengan Metode Sampling Kerja (Work Sampling)
BAB I PENDAHULUAN 1.1 Latar Belakang 1.2 Tujuan Praktikum 1.2.1 Tujuan Umum 1.2.2 Tujuan Khusus FORMAT LAPORAN BAB II TINJAUAN PUSTAKA 2.1 Pengukuran Kerja Dengan Metode Sampling Kerja (Work Sampling)
ANALISIS DAN USULAN PERANCANGAN SISTEM KERJA DITINJAU DARI SEGI ERGONOMI (Studi Kasus di Konveksi Pakaian XYZ ) Winda Halim 1*, Budiman 2
 Winda Halim 1*, Budiman 2") ANALISIS DAN USULAN PERANCANGAN SISTEM KERJA DITINJAU DARI SEGI ERGONOMI (Studi Kasus di Konveksi Pakaian XYZ ) Winda Halim 1*, Budiman 2 1,2 Jurusan Teknik Industri, Fakultas Teknik, Universitas Kristen
ANALISIS DAN USULAN PERANCANGAN SISTEM KERJA DITINJAU DARI SEGI ERGONOMI (Studi Kasus di Konveksi Pakaian XYZ ) Winda Halim 1*, Budiman 2 1,2 Jurusan Teknik Industri, Fakultas Teknik, Universitas Kristen
LAPORAN KERJA PRAKTEK DI PT. Y
 LAPORAN KERJA PRAKTEK DI PT. Y Disusun Oleh : OLIANTO WIBOWO (5303010014) RONAL NATALIANTO.P (5303010023) JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS KATOLIK WIDYA MANDALA SURABAYA 2013 LEMBAR
LAPORAN KERJA PRAKTEK DI PT. Y Disusun Oleh : OLIANTO WIBOWO (5303010014) RONAL NATALIANTO.P (5303010023) JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS KATOLIK WIDYA MANDALA SURABAYA 2013 LEMBAR
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN 3.1. Diagram Alir Metodologi Penelitian Metode penelitian merupakan usaha yang harus dilakukan dalam penelitian untuk menemukan, mengembangkan dan menguji kebenaran suatu
BAB III METODOLOGI PENELITIAN 3.1. Diagram Alir Metodologi Penelitian Metode penelitian merupakan usaha yang harus dilakukan dalam penelitian untuk menemukan, mengembangkan dan menguji kebenaran suatu
Analisa Penetapan Upah Tenaga Kerja Berdasarkan Waktu Standar di PT. Semen Tonasa
 Analisa Penetapan Upah Tenaga Kerja Berdasarkan Waktu Standar di PT. Semen Tonasa Retnari Dian Mudiastuti 1, Irfan Saputra 2 1,2 Program Studi Teknik Industri, Fakultas Teknik, Universitas Hasanuddin Jln.
Analisa Penetapan Upah Tenaga Kerja Berdasarkan Waktu Standar di PT. Semen Tonasa Retnari Dian Mudiastuti 1, Irfan Saputra 2 1,2 Program Studi Teknik Industri, Fakultas Teknik, Universitas Hasanuddin Jln.