BAB II LANDASAN TEORI
|
|
|
- Liana Tedja
- 6 tahun lalu
- Tontonan:
Transkripsi
1 BAB II LANDASAN TEORI 2.1 Studi Kerja Studi kerja adalah penelaahan secara sistematik terhadap pekerjaan, dengan maksud untuk : (Barnes, 1980, Halaman 6) 1. Mengembangkan sistem dan metode kerja yang lebih baik. 2. Membakukan sistem dan metode kerja yang sudah baik. 3. Menetapkan waktu baku untuk pekerjaan tersebut. 4. Membantu melatih pekerja dengan berbagai pekerjaan yang telah diperbaiki. Dasar unsur pokok studi kerja adalah : (Barnes, 1980, Halaman 7) 1. Perancangan metode kerja (Method design), dimaksudkan untuk menetapkan tata cara kerja atau menyederhanakan dan mengusulkan cara yang lebih baik. 2. Pengukuran kerja (work measurement), ditujukan untuk menetapkan waktu penyelesaian suatu pekerjaan secara pantas oleh pekerja yang normal dengan metode kerja yang sudah dirancang dengan baik. 7
2 8 Gambar 2.1. Studi Kerja (Barnes, 1980, Halaman 7) Secara umum pelaksanaan studi kerja mengikuti delapan tahapan yakni : 1. Pemilihan pekerjaan yang hendak diteliti. 2. Pencatatan segala fakta mengenai pekerjaan kedalam bentuk yang memudahkan untuk dianalisa lebih lanjut. 3. Mempelajari secara saksama catatan yang telah dibuat dan mempertanyakann segala sesuatu mengenai pekerjaan untuk membuka peluang bagi perbaikan metode kerja. 4. Mengembangkan/ perancangan alternatif metode kerja yang lebih baik (berupa usulan).
3 9 5. Perhitungan prestasi atau waktu baku untuk masing-masing metode kerja yang diusulkan. 6. Pemilihan metode kerja yang akan digunakan, kemudian menyusun petunjuk pelaksanaanya, berikut data prestasi atau waktu baku yang sesuai. 7. Pemberitahuan metode kerja baru. 8. Pengawasan agar metode kerja tersebut selalu dijalankan sesuai dengan petunjuk pelaksanaanya Teknik Tata Cara Kerja Teknik tata cara kerja adalah suatu ilmu yang terdiri dari teknik teknik dan prinsip-prinsip untuk mendapatkan rancangan (design) terbaik dari sistem kerja. Teknik teknik dan prinsip-prinsip ini digunakan untuk mengatur komponen-komponen sistem kerja yang terdiri dari manusia dengan sifatnya dan kemampuannya, bahan, perlengkapan dan peralatan kerja, serta lingkungan kerja sedemikian rupa sehingga dicapai tingkat efisiensi dan produktivitas tinggi diukur dengan waktu yang dihabiskan, tenaga yang dipakai serta akibat-akibat psikologis dan sosiologis yang ditimbulkannya. Sistem kerja terdiri dari empat komponen yakni manusia, bahan, perlengkapan dan peralatan kerja seperti mesin dan perkakas pembantu, lingkungan kerja. Komponen yang disebutkan tadi mempengaruhi efisiensi dan produktivitas kerja.
4 Peta kerja untuk analisa kerja keseluruhan Peta kerja adalah suatu alat yang menggambarkan kegiatan kerja secara sistematis dan jelas (biasanya kerja produksi). (sutalaksana dkk, 1979, halaman 15). Lambang lambang standard dari ASME (American Society of Mechanical Engineers) digunakan sebagai landasan teori pembuatan peta aliran proses tipe orang. Lambang lambang tersebut adalah sebagai berikut : (sutalaksana dkk, 1979, halaman 16-18) Operasi Suatu kegiatan operasi terjadi apabila benda kerja mengalami perubahan sifat, baik fisik maupun kimiawi, mengambil informasi maupun memberikan informasi pada suatu keadaan juga termasuk operasi. Pemeriksaan Suatu kegiatan pemeriksaan terjadi apabila benda kerja atau peralatan mengalami pemeriksaan baik untuk segi kualitas maupun kuantitas. Lambang ini digunakan jika kita melakukan pemeriksaan terhadap obyek atau membandingkan obyek tertentu dengan suatu standar. Transportasi Suatu kegiatan transportasi terjadi apabila benda kerja, pekerja atau perlengkapan mengalami perpindahan tempat yang bukan merupakan bagian dari suatu operasi.
5 11 Menunggu Proses menunggu terjadi apabila benda kerja, pekerja atau perlengkapan tidak mengalami kegiatan apa-apa selain menunggu (biasanya sebentar). Penyimpanan Proses penyimpanan terjadi apabila benda kerja disimpan untuk jangka waktu yang cukup lama Macam-macam Peta Kerja Pada dasarnya peta-peta kerja yang ada sekarang bisa dibagi dalam dua kelompok besar berdasarkan kegiatannya, yaitu : (sutalaksana dkk, 1979, halaman 19) 1. Peta-peta kerja yang digunakan untuk menganalisa kegiatan secara keseluruhan. 2. Peta-peta kerja yang digunakan untuk menganalisa kegiatan kerja setempat. Dalam hal ini tentunya kita harus bisa membedakan antara kegiatan kerja keseluruhan dan kegiatan kerja setempat. Suatu kegiatan disebut kegiatan keseluruhan apabila kegiatan tersebut melibatkan sebagian besar atau semua fasilitas yang diperlukan untuk membuat produk bersangkutan. Sedangkan suatu kegiatan disebut kegiatan kerja setempat, apabila kegiatan tersebut terjadi dalam
6 suatu stasiun kerja yang biasanya hanya melibatkan orang atau fasilitas dalam jumlah terbatas. 12 Masing-masing peta kerja diatas dikelompokkan menjadi : (sutalaksana dkk, 1979, halaman 19) 1. Yang termasuk kelompok kegiatan kerja keseluruhan : a. Peta proses operasi b. Peta aliran proses c. Peta proses kelompok kerja d. Diagram aliran 2. Yang termasuk kelompok kegiatan kerja setempat : a. Peta pekerja dan mesin b. Peta tangan kiri dan tangan kanan. Pada penelitian ini penulis menggunakan peta kerja yang digunakan untuk menganalisa kegiatan kerja setempat, yaitu peta pekerja dan mesin. Penulis menggunakan peta kerja ini karena penelitian yang dilakukan hanya mencakup stasiun kerja core making untuk pembuatan core Pump Casing 129 JXK Therblig Analysis Therblig analysis adalah sebuah alat yang paling cocok untuk studi yang lebih detail. Therblig analysis menggunakan 17 gerakan dasar.
7 17 gerakan Therblig tersebut adalah sebagai berikut : (sutalaksana dkk, 1979, halaman ) Mencari (search) Elemen gerakan mencari merupakan gerakan dasar dari pekerja untuk menemukan lokasi objek. Yang bekerja dalam hal ini adalah mata. 2. Memilih (Select) Memilih merupakan gerakan untuk menemukan suatu objek yang tercampur, tangan dan mata adalah dua bagian badan yang digunakan untuk melakukan gerakan ini. 3. Memegang (Grasp) Therblig ini adalah gerakan untuk memegang objek, biasanya didahului oleh gerakan menjangkau dan dilanjutkan oleh gerakan membawa. 4. Menjangkau (Reach) Pengertian menjangkau dalam therblig adalah gerakan tangan berpindah tempat tanpa beban, baik gerakan mendekati maupun menjauhi objek. 5. Membawa (Move) Elemen gerak membawa juga merupakan gerak perpindahan tangan, hanya dalam gerakan ini tangan dalam keadaan terbebani. Gerakan membawa biasanya didahului oleh memegang dan dilanjutkan oleh melepas atau dapat juga oleh pengarahan. 6. Memegang untuk memakai (Hold) Pengertian memegang untuk memakai disini adalah memegang tanpa menggerakkan objek yang dipegang tesebut, perbedaannya dengan
8 14 memegang yang terdahulu adalah pada perlakuan terhadap objek yang dipegang. 7. Melepas (release) Elemen gerak melepas terjadi bila seorang pekerja melepaskan objek yang dipegangnya. 8. Mengarahkan (position) Gerakan ini merupakan gerakan mengarahkan suatu objek pada suatu lokasi tertentu. 9. Mengarahkan sementara (pre-position) Mengarahkan sementara merupakan elemen gerakan mengarahkan pada suatu tempat sementara. 10. Pemeriksaan (inspect) Gerakan ini merupakan pekerjaan memeriksa objek untuk mengetahui apakah objek telah memenuhi syarat-syarat tertentu. 11. Perakitan (Assemble) Perakitan adalah gerakan untuk menggabungkan satu objek dengan objek yang lain sehingga menjadi satu kesatuan. 12. Lepas Rakit (Disassemble) Gerakan ini merupakan kebaikan dari gerakan diatas, disini dua bagian objek dipisahkan dari satu kesatuan. Gerakan lepas rakit biasanya didahului oleh memegang dan dilanjutkan oleh membawa atau biasanya juga dilanjutkan oleh melepas.
9 Memakai (Use) Yang dimaksud memakai disini adalah bila satu tangan atau kedua - duanya dipakai untuk menggunakan alat. Lamanya waktu yang dipergunakan untuk gerak ini tergantung dari jenis pekerjaannya dan keterampilan dari pekerjaannya. 14. Keterlambatan yang tak terhindarkan (unavoidable delay) Keterlambatan yang dimaksud disini adalah keterlambatan yang diakibatkan oleh hal-hal yang terjadi diluar kemampuan pengendalian pekerja. Contohnya adalah padamnya listrik, rusaknya alat-alat dan lainlain. Keterlambatan ini dapat dihindarkan dengan mengadakan perubahan atau perbaikan pada proses operasinya. 15. Keterlambatan yang dapat dihindarkan (Avoidable delay) Keterampilan ini disebabkan oleh hal-hal yang ditimbulkan sepanjang waktu kerja oleh pekerjanya baik disengaja maupun tidak disengaja. 16. Merencana (Plan) Merencana merupakan proses mental, dimana operator berfikir untuk menentukan tindakan yang akan diambil selanjutnya. Waktu untuk therblig ini sering pada seorang pekerja baru. 17. Istirahat untuk menghilangkan rasa fatigue (rest to overcome fatigue) Hal ini tidak terjadi pada setiap siklus kerja, tetapi terjadi secara periodik. Waktu untuk memulihkan kembali kondisi badannya dari rasa fatique sebagai akibat kerja berbeda-beda, tidak saja karena jenis pekerjaannya tetapi juga oleh individu pekerjanya.
10 Pengukuran Waktu (Time study) Metode pengukuran waktu digunakan untuk menentukan waktu yang dibutuhkan oleh seorang pekerja yang telah terlatih dan terampil bekerja pada sebuah fase waktu normal untuk melakukan tugas kerjanya (Barnes, 1980, Halaman 258) Waktu Standar/ Waktu Baku Waktu standar adalah waktu yang dihasilkan dari hasil pengukuran waktu. Waktu standar adalah waktu operasi yang mana seseorang dicocokan untuk pekerjaaannya dan dalam menampilkan pekerjaaanya secara penuh dilatih dalam metode tertentu, jika seorang pekerja adalah laki-laki atau perempuan maka mereka bekerja pada tempo normal atau standar. (Barnes, 1980, Halaman 257) Perhitungan Waktu Siklus, Waktu Normal dan Waktu Baku Cara perhitungan waktu siklus, waktu normal dan waktu baku : Hitung nilai rata-rata dan nilai rata-rata subgroup dengan : = (sutalaksana dkk, 1979, halaman 133)
11 17 Dimana: xi adalah harga rata-rata dari subgroup ke i k adalah banyaknya subgroup yang terbentuk Hitung standar deviasi sebenarnya dari waktu penyelesaian dengan : = ( ) (sutalaksana dkk, 1979, halaman 133) dimana : n adalah jumlah pengamatan pendahuluan yang telah diselesaikan xi adalah waktu penyelesaian yang teramati selama pengukuran pendahuluan yang telah dilakukan. Hitung standard deviasi dan distribusi nilai rata-rata subgroup dengan : = (sutalaksana dkk, 1979, halaman 133) Dimana : n adalah besarnya subgroup σ adalah nilai standar deviasi sebenarnya adalah standar deviasi keseluruhan
12 18 Setelah melakukan pengelompokan data kedalam beberapa subgroup dan melakukan perhitungan pendahuluan seperti tahapan diatas, kemudian dilakukan perhitungan : a. Waktu siklus rata-rata dihitung dengan : = (sutalaksana dkk, 1979, halaman 137) Dimana : Σxi adalah jumlah waktu penyelesaiaan yang teramati. N adalah jumlah pengamatan yang dilakukan. Ws adalah waktu siklus rata-rata. b. Waktu normal dihitung dengan : = (sutalaksana dkk, 1979, halaman 133) Dimana : Wn adalah waktu normal. Ws adalah waktu siklus. p adalah faktor penyesuaian Faktor ini diperhitungkan jika pengukur berpendapat bahwa operator bekerjadengan kecepatan tidak wajar, sehingga hasil pengukuran waktu perlu disesuaikan atau dinormalkan dulu untuk mendapatkan waktu siklus rata-rata yang wajar, jika pekerja bekerja dengan wajar faktor penyesuaian p=1, artinya waktu siklus rata-rata sudah normal. Jika pekerja bekerja dengan terlalu
13 19 lambat maka untuk menormalkannya pengukur harus memberi harga p>1, dan sebaliknya p<1, jika dianggap bekerja cepat. (sutalaksana dkk, 1979, halaman 137) c. Waktu baku dihitung dengan : Setelah perhitungan diatas selesai, waktu baku untuk penyelesaian pekerjaan didapatkan dengan : = +( ) = ( + ) (sutalaksana dkk, 1979, halaman 137) Dimana : i adalah faktor kelonggaran atau allowance yang diberikan. Wb adalah waktu baku pekerja. 2.5 Rumus Pengujian Data Tingkat Ketelitian dan Tingkat Keyakinan Tingkat ketelitian dan tingkat keyakinan adalah pencerminan tingkat kepastian yang diinginkan oleh pengukur setelah memutuskan tidak akan melakukan pengukuran yang sangat banyak. Tingkat ketelitian menunjukkan penyimpangan maksimal hasil pengukuran dari waktu penyelesaian sebenarnya. Hal ini dinyatakan dalam prosentase. Tingkat keyakinan menunjukkan besarnya keyakinan pengukur bahwa hasil yang diperoleh memenuhi syarat ketelitian tadi. Tingkat ketelitian dinyatakan dalam
14 20 prosentase. Jika tingkat ketelitian 10% dan tingkat keyakinan 95 % memberi arti bahwa pengukur memperoleh rata-rata hasil pengukurannya menyimpang sejauh 10 % dari rata-rata sebenarnya dan kemungkinan berhasil mendapatkan hal ini adalah 95 %. (sutalaksana dkk, 1979, halaman 135) Pengujian Keseragaman data Rumus pengujian keseragaman data pada pengukuran langsung adalah : a. Pengukuran dengan jam henti : Batas Kontrol Atas (BKA) Batas Kontrol Bawah (BKB) = +( ) = ( ) (sutalaksana dkk, 1979, halaman 135) Keterangan : Z = Koefisien pada distribusi normal sesuai dengan tingkat keyakinan Tk. Keyakinan 90% - Z = 1.65 Tk. Keyakinan 95% - Z = 1.95 ~ 2 Tk. Keyakinan 99% - Z = 2,58 ~ 3 σ X = Standar deviasi dari harga rata-rata subgroup = Harga rata-rata subgroup Seluruh nilai rata-rata subgroup harus berada pada BKA dan BKB, sehingga seluruh dari nilai rata-rata subgroup yang ada bisa digunakan untuk menghitung banyaknya pengukuran yang diperlukan.
15 Pengujian Kecukupan Data a. Pengukuran dengan jam henti = ( ( ) ) (sutalaksana dkk, 1979, halaman 135) Keterangan : s = Tingkat ketelitian dalam (%) Z = Koefisien distribusi normal N = Jumlah pengamatan teoritis yang diperlukan N = Jumlah pengamatan aktual yang dilakukan xi = Data pengamatan ( hasil pengukuran ) Catatan : Rumus ini adalah untuk tingkat ketelitian 5% dan tingkat kenyakinan 95% Tk. Keyakinan 95% - Z = 1.95 ~ 2 s = 5 % = 5/100 = 1/20 Z/s = 2 : 1/20 = 2 x 20 = 40 = ( ( ) ) (sutalaksana dkk, 1979, halaman 135)
16 22 Jika jumlah pengukuran teoritis yang diperlukan ternyata masih lebih besar dari pada jumlah pengukuran yang telah dilakukan (N > N ), maka pengukuran tahap kedua harus dilakukan. Pada tahap inipun urutan pekerjaan sama dengan tahap-tahap sebelumnya. Demikian seterusnya sampai jumlah pengukuran teoritis yang diperlukan sudah dilampaui oleh jumlah yang telah dilakukan (N N). (Torik, modul kuliah APK, Modul 11).
17 23 Gambar 2.2. Flow Chart Pengukuran Waktu Kerja
18 Pengujian hipotesa dengan Uji-T Uji-t berpasangan (paired t-test) adalah salah satu metode pengujian hipotesis dimana data yang digunakan tidak bebas (berpasangan). Ciri-ciri yang paling sering ditemui pada kasus yang berpasangan adalah satu individu (objek penelitian) dikenai dua buah perlakuan yang berbeda. Walaupun menggunakan individu yang sama, peneliti tetap memperoleh dua macam data sampel, yaitu data dari perlakuan pertama dan data dari perlakuan kedua. Perlakuan pertama mungkin saja berupa kontrol, yaitu tidak memberikan perlakuan sama sekali terhadap objek penelitian. ( Uji-t menilai apakah mean dan keragaman dari dua kelompok berbeda secara statistik satu sama lain. Analisis ini digunakan apabila kita ingin membandingkan mean dan keragaman dari dua kelompok data, dan cocok sebagai analisis dua kelompok rancangan percobaan acak. Uji t berpasangan (paired t- test) biasanya menguji perbedaan antara dua pengamatan. Uji t berpasangan biasa dilakukan pada Subjek yang diuji pada situasi sebelum dan sesudah proses, atau subjek yang berpasangan ataupun serupa. Misalnya jika kita ingin menguji banyaknya gigitan nyamuk sebelum diberi lotion anti nyamuk merk tertentu maupun sesudahnya. Lanjutan dari uji t berpasangan adalah uji ANOVA berulang. Rumus yang digunakan untuk mencari nilai t dalam uji-t berpasangan adalah: =( ) ( ) ( ) (
19 Uji-t berpasangan menggunakan derajat bebas n-1, dimana n adalah jumlah 25 sampel. ( Pada pengujian T, penulis menggunakan software minitab15 untuk menguji data sebelum dan sesudah perbaikan metoda kerja. Software minitab merupakan salah satu software statistik yang digunakan untuk mengolah dan menganalisa data-data yang didapatkan saat penelitian.
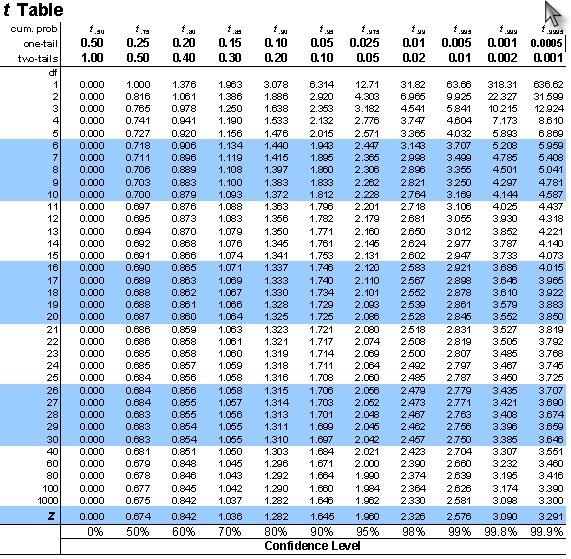
20 26 Tabel 2.1 Tabel Uji-T (
21 a. Berdasarkan perbandingan t hitung dengan t tabel. 1. Jika statistik hitung (angka t output) > dari statistik tabel ( tabel t), maka dapat diambil kepustusan statistik H 0 ditolak. 2. Jika statistik hitung (angka t output) < dari statistik tabel ( tabel t), maka dapat diambil kepustusan statistik H 0 diterima. b. Berdasarkan nilai probabilitas (p value) 1. Jika nilai probabilitas > 0.05, maka diambil keputusan statistik H 0 diterima. 27 Dasar pengambilan keputusan dalam Uji-T berpasangan dapat dibagi dengan dua cara, yaitu : ( Lengkap-Menguasai-SPSS-16.pdf) 2. Jika nilai probabilitas < 0.05, maka diambil keputusan statistik H 0 ditolak. Untuk uji dua sisi, setiap sisi dibagi 2, maka : 1. Jika nilai probabilitas > (0.05/2), maka diambil keputusan statistik H 0 diterima. 2. Jika nilai probabilitas < (0.05/2), maka diambil keputusan statistik H 0 ditolak. ( Menguasai-SPSS-16.pdf)
ERGONOMI & APK - I KULIAH 3: STUDI & EKONOMI GERAKAN
 ERGONOMI & APK - I KULIAH 3: STUDI & EKONOMI GERAKAN By: Rini Halila Nasution, ST, MT STUDI GERAKAN Studi gerakan atau yang biasanya disebut dengan motion study adalah suatu studi tentang gerakan-gerakan
ERGONOMI & APK - I KULIAH 3: STUDI & EKONOMI GERAKAN By: Rini Halila Nasution, ST, MT STUDI GERAKAN Studi gerakan atau yang biasanya disebut dengan motion study adalah suatu studi tentang gerakan-gerakan
LAPORAN RESMI PRAKTIKUM ANALISIS PERANCANGAN KERJA DAN ERGONOMI ACARA 1 PENGUKURAN WAKTU KERJA DENGAN JAM HENTI
 LAPORAN RESMI PRAKTIKUM ANALISIS PERANCANGAN KERJA DAN ERGONOMI ACARA 1 PENGUKURAN WAKTU KERJA DENGAN JAM HENTI OLEH: Marianus T. Dengi 122080139 LABORATORIUM ANALISIS PERANCANGAN KERJA & ERGONOMI JURUSAN
LAPORAN RESMI PRAKTIKUM ANALISIS PERANCANGAN KERJA DAN ERGONOMI ACARA 1 PENGUKURAN WAKTU KERJA DENGAN JAM HENTI OLEH: Marianus T. Dengi 122080139 LABORATORIUM ANALISIS PERANCANGAN KERJA & ERGONOMI JURUSAN
PETA PETA KERJA. Nurjannah
 PETA PETA KERJA Nurjannah Peta Kerja Peta kerja merupakan suatu alat yang menggambarkan kegiatan kerja secara sistematis dan jelas (Sutalaksana, 2006) Peta kerja merupakan alat komunikasi yang sistematis
PETA PETA KERJA Nurjannah Peta Kerja Peta kerja merupakan suatu alat yang menggambarkan kegiatan kerja secara sistematis dan jelas (Sutalaksana, 2006) Peta kerja merupakan alat komunikasi yang sistematis
MODUL 1 PERANCANGAN PRODUK MODUL 1 ANALISA DAN PERANCANGAN KERJA (MOTION AND WORK MEASUREMENT)
") MODUL 1 PERANCANGAN PRODUK MODUL 1 ANALISA DAN PERANCANGAN KERJA (MOTION AND WORK MEASUREMENT) 1.1. TUJUAN PRAKTIKUM Untuk meningkatkan pengetahuan mahasiswa jurusan Teknik Industri Fakultas Teknik Universitas
MODUL 1 PERANCANGAN PRODUK MODUL 1 ANALISA DAN PERANCANGAN KERJA (MOTION AND WORK MEASUREMENT) 1.1. TUJUAN PRAKTIKUM Untuk meningkatkan pengetahuan mahasiswa jurusan Teknik Industri Fakultas Teknik Universitas
Perhitungan Waktu Baku Menggunakan Motion And Time Study
 Perhitungan Waktu Baku Menggunakan Motion And Time Study ABIKUSNO DHARSUKY Fakultas Ekonomi Universitas Sumatera Utara PENDAHULUAN Untuk memperoleh prestasi kerja dan hasil kerja yang optimum diperlukan
Perhitungan Waktu Baku Menggunakan Motion And Time Study ABIKUSNO DHARSUKY Fakultas Ekonomi Universitas Sumatera Utara PENDAHULUAN Untuk memperoleh prestasi kerja dan hasil kerja yang optimum diperlukan
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Pengertian Produksi dan Proses Produksi 2.1.1 Pengertian Produksi Dari beberapa ahli mendifinisikan tentang produksi, antara lain 1. Pengertian produksi adalah suatu proses pengubahan
BAB II LANDASAN TEORI 2.1 Pengertian Produksi dan Proses Produksi 2.1.1 Pengertian Produksi Dari beberapa ahli mendifinisikan tentang produksi, antara lain 1. Pengertian produksi adalah suatu proses pengubahan
STUDI DAN EKONOMI GERAKAN. Amalia, S.T., M.T.
 STUDI DAN EKONOMI GERAKAN Amalia, S.T., M.T. Learning Outcomes Pada akhir semester mahasiswa dapat menganalisa dan merancang sistem kerja yang efisien dan efektif dengan melakukan pengukuran kerja. Learning
STUDI DAN EKONOMI GERAKAN Amalia, S.T., M.T. Learning Outcomes Pada akhir semester mahasiswa dapat menganalisa dan merancang sistem kerja yang efisien dan efektif dengan melakukan pengukuran kerja. Learning
BAB 4 METODOLOGI PENELITIAN
 BAB 4 METODOLOGI PENELITIAN 4.1 Model Diagram Metodologi Gambar 4.1 Metodologi Penelitian 47 Gambar 4.2 Metodologi Penelitian (lanjutan) 48 4.2 Penelitian Pendahuluan Penelitian dilakukan di PT. Refconindo
BAB 4 METODOLOGI PENELITIAN 4.1 Model Diagram Metodologi Gambar 4.1 Metodologi Penelitian 47 Gambar 4.2 Metodologi Penelitian (lanjutan) 48 4.2 Penelitian Pendahuluan Penelitian dilakukan di PT. Refconindo
III. TINJAUAN PUSTAKA
 III. TINJAUAN PUSTAKA A. Ergonomi Istilah ergonomi yang juga dikenal dengan human factors berasal dari bahasa Latin yaitu ergon yang berarti kerja, dan nomos yang berarti hukum alam. Sehingga, ergonomi
III. TINJAUAN PUSTAKA A. Ergonomi Istilah ergonomi yang juga dikenal dengan human factors berasal dari bahasa Latin yaitu ergon yang berarti kerja, dan nomos yang berarti hukum alam. Sehingga, ergonomi
FISIOLOGI DAN PENGUKURAN KERJA
 FISIOLOGI DAN PENGUKURAN KERJA tutorial 6 MOTION STUDY Prodi Teknik Industri Fakultas Teknologi Industri Universitas Islam Indonesia Tahun Ajaran 2016/2017 www.labdske-uii.com WORK TIME MEASUREMENT (MOTION
FISIOLOGI DAN PENGUKURAN KERJA tutorial 6 MOTION STUDY Prodi Teknik Industri Fakultas Teknologi Industri Universitas Islam Indonesia Tahun Ajaran 2016/2017 www.labdske-uii.com WORK TIME MEASUREMENT (MOTION
BAB 2 LANDASAN TEORI
 BAB 2 LANDASAN TEORI 2.1 PENDAHULUAN Penentuan waktu standar akan mempunyai peranan yang cukup penting didalam pelaksanaan proses produksi dari suatu perusahaan. Penentuan waktu standar yang tepat dan
BAB 2 LANDASAN TEORI 2.1 PENDAHULUAN Penentuan waktu standar akan mempunyai peranan yang cukup penting didalam pelaksanaan proses produksi dari suatu perusahaan. Penentuan waktu standar yang tepat dan
GAMBARAN KESELURUHAN TEKNIK TATA CARA KERJA
 GAMBARAN KESELURUHAN TEKNIK TATA CARA KERJA TEKNIK TATA CARA KERJA PROGRAM KEAHLIAN MANAJEMEN INDUSTRI Company LOGO Analisis Perancangan Kerja (Method engineering) Merupakan studi yang mempelajari secara
GAMBARAN KESELURUHAN TEKNIK TATA CARA KERJA TEKNIK TATA CARA KERJA PROGRAM KEAHLIAN MANAJEMEN INDUSTRI Company LOGO Analisis Perancangan Kerja (Method engineering) Merupakan studi yang mempelajari secara
PERBAIKAN METODE KERJA PADA BAGIAN PENGEMASAN DI PT. KEMBANG BULAN
 No. 1, Januari 2013, pp 41-48 PERBAIKAN METODE KERJA PADA BAGIAN PENGEMASAN DI PT. KEMBANG BULAN Yoppy Setiawan 1, Herry Christian Palit,S.T.,M.T. 2 Abstract: PT Kembang Bulan merupakan salah satu perusahaan
No. 1, Januari 2013, pp 41-48 PERBAIKAN METODE KERJA PADA BAGIAN PENGEMASAN DI PT. KEMBANG BULAN Yoppy Setiawan 1, Herry Christian Palit,S.T.,M.T. 2 Abstract: PT Kembang Bulan merupakan salah satu perusahaan
BAB II KERANGKA TEORITIS
 BAB II KERANGKA TEORITIS 2.1. Peta Aliran Proses (Flow Process Chart) 1 Setelah mempunyai gambaran tentang keadaan umum dari proses yang terjadi seperti yang diperlihatkan dalam peta proses operasi, langkah
BAB II KERANGKA TEORITIS 2.1. Peta Aliran Proses (Flow Process Chart) 1 Setelah mempunyai gambaran tentang keadaan umum dari proses yang terjadi seperti yang diperlihatkan dalam peta proses operasi, langkah
BAB 2 LANDASAN TEORI
 20 BAB 2 LANDASAN TEORI 2.1 Tinjauan Pustaka 2.1.1 Teknik Pengukuran Data Waktu Jam Henti Di dalam penelitian ini, pengukuran waktu setiap proses operasi sangat dibutuhkan dalam penentuan waktu baku setiap
20 BAB 2 LANDASAN TEORI 2.1 Tinjauan Pustaka 2.1.1 Teknik Pengukuran Data Waktu Jam Henti Di dalam penelitian ini, pengukuran waktu setiap proses operasi sangat dibutuhkan dalam penentuan waktu baku setiap
TEKNIK TATA CARA KERJA MODUL PERANCANGAN DAN PERBAIKAN METODE KERJA
 TEKNIK TATA CARA KERJA MODUL PERANCANGAN DAN PERBAIKAN METODE KERJA OLEH WAHYU PURWANTO LABOTARIUM SISTEM PRODUKSI JURUSAN TEKNOLOGI INDUSTRI PERTANIAN FAKULTAS TEKNOLOGI PERTANIAN UNWERSITAS GADJAH MADA
TEKNIK TATA CARA KERJA MODUL PERANCANGAN DAN PERBAIKAN METODE KERJA OLEH WAHYU PURWANTO LABOTARIUM SISTEM PRODUKSI JURUSAN TEKNOLOGI INDUSTRI PERTANIAN FAKULTAS TEKNOLOGI PERTANIAN UNWERSITAS GADJAH MADA
Tabel 2.4 Penyesuaian menurut Westinghouse
 Tabel 2.4 Penyesuaian menurut Westinghouse 32 33 Tabel 2.5 Kelonggaran Tabel 2.5 Kelonggaran ( Lanjutan ) 34 Tabel 2.5 Kelonggaran ( Lanjutan ) 35 36 2.2 Peta Kerja 2.2.1 Pengertian Peta Kerja Peta kerja
Tabel 2.4 Penyesuaian menurut Westinghouse 32 33 Tabel 2.5 Kelonggaran Tabel 2.5 Kelonggaran ( Lanjutan ) 34 Tabel 2.5 Kelonggaran ( Lanjutan ) 35 36 2.2 Peta Kerja 2.2.1 Pengertian Peta Kerja Peta kerja
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA Jika dalam suatu organisasi atau perusahan telah diterapkan sistem kerja yang baik dengan diperhatikannya faktor-faktor kerja serta segi-segi ergonomis,tentunya perusahaan tersebut
BAB II TINJAUAN PUSTAKA Jika dalam suatu organisasi atau perusahan telah diterapkan sistem kerja yang baik dengan diperhatikannya faktor-faktor kerja serta segi-segi ergonomis,tentunya perusahaan tersebut
practicum apk industrial engineering 2012
 BAB I PENDAHULUAN 1.1 Latar Belakang Pada zaman modern seperti saat ini, sebagai pekerja yang baik harus mampu menciptakan suatu sistem kerja yang baik dalam melakukan pekerjaan agar pekerjaan tersebut
BAB I PENDAHULUAN 1.1 Latar Belakang Pada zaman modern seperti saat ini, sebagai pekerja yang baik harus mampu menciptakan suatu sistem kerja yang baik dalam melakukan pekerjaan agar pekerjaan tersebut
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Definisi Peta Kerja Peta kerja ( Peta Proses process chart ) merupaka alat komunikasi yang sistematis dan logis guna menganalisa proses kerja dari tahap awal sampai akhir (Sritomo,
BAB II LANDASAN TEORI 2.1 Definisi Peta Kerja Peta kerja ( Peta Proses process chart ) merupaka alat komunikasi yang sistematis dan logis guna menganalisa proses kerja dari tahap awal sampai akhir (Sritomo,
MODUL PRAKTIKUM ANALISIS DAN PENGUKURAN KERJA
 MODUL PRAKTIKUM ANALISIS DAN PENGUKURAN KERJA LABORATORIUM MENENGAH TEKNIK INDUSTRI JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS GUNADARMA DEPOK/KALIMALANG 05 Modul Peta Peta Kerja (Work
MODUL PRAKTIKUM ANALISIS DAN PENGUKURAN KERJA LABORATORIUM MENENGAH TEKNIK INDUSTRI JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS GUNADARMA DEPOK/KALIMALANG 05 Modul Peta Peta Kerja (Work
BAB II LANDASAN TEORI
 6 BAB II LANDASAN TEORI Jika dalam suatu organisasi atau perusahan telah diterapkan sistem kerja yang baik dengan diperhatikannya faktor-faktor kerja serta segi-segi ergonomis, tentunya perusahaan tersebut
6 BAB II LANDASAN TEORI Jika dalam suatu organisasi atau perusahan telah diterapkan sistem kerja yang baik dengan diperhatikannya faktor-faktor kerja serta segi-segi ergonomis, tentunya perusahaan tersebut
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Tinjauan Pustaka 2.1.1 Studi Gerak dan Waktu ( Barnes h.257 ) Studi Gerak dan Waktu merupakan suatu ilmu yang terdiri dari teknik-teknik dan prinsip-prinsip untuk mendapatkan
BAB II LANDASAN TEORI 2.1 Tinjauan Pustaka 2.1.1 Studi Gerak dan Waktu ( Barnes h.257 ) Studi Gerak dan Waktu merupakan suatu ilmu yang terdiri dari teknik-teknik dan prinsip-prinsip untuk mendapatkan
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Peringkat Kinerja Operator (Performance Rating) Perancangan sistem kerja menghasilkan beberapa alternatif sehingga harus dipilih alternatif terbaik. Pemilihan alternatif rancangan
BAB II LANDASAN TEORI 2.1 Peringkat Kinerja Operator (Performance Rating) Perancangan sistem kerja menghasilkan beberapa alternatif sehingga harus dipilih alternatif terbaik. Pemilihan alternatif rancangan
USULAN PERBAIKAN METODA KERJA PADA STASIUN KERJA POLA DENGAN MOTION ECONOMY CHECK LIST (STUDI KASUS INDUSTRI RUMAH TANGGA SEPATU CIBADUYUT X )
") Prosiding SNaPP2012 : Sains, Teknologi, dan Kesehatan ISSN 2089-3582 USULAN PERBAIKAN METODA KERJA PADA STASIUN KERJA POLA DENGAN MOTION ECONOMY CHECK LIST (STUDI KASUS INDUSTRI RUMAH TANGGA SEPATU CIBADUYUT
Prosiding SNaPP2012 : Sains, Teknologi, dan Kesehatan ISSN 2089-3582 USULAN PERBAIKAN METODA KERJA PADA STASIUN KERJA POLA DENGAN MOTION ECONOMY CHECK LIST (STUDI KASUS INDUSTRI RUMAH TANGGA SEPATU CIBADUYUT
BAB 2 LANDASAN TEORI
 BAB 2 LANDASAN TEORI 2.1 Definisi Perancangan Sistem Kerja Perancangan sistem kerja adalah suatu ilmu yang terdiri dari teknik - teknik dan prinsip - prinsip untuk mendapatkan rancangan terbaik dari sistem
BAB 2 LANDASAN TEORI 2.1 Definisi Perancangan Sistem Kerja Perancangan sistem kerja adalah suatu ilmu yang terdiri dari teknik - teknik dan prinsip - prinsip untuk mendapatkan rancangan terbaik dari sistem
Program Studi Teknik Industri Universitas Diponegoro 1
 BAB I PENDAHULUAN 1.1 Latar Belakang Ergonomi adalah suatu study yang mengkaji tentang manusia dan interaksinya dengan unsure-unsur yang ada dalam lingkungan kerja, baik itu interaksinya dengan peralatan,
BAB I PENDAHULUAN 1.1 Latar Belakang Ergonomi adalah suatu study yang mengkaji tentang manusia dan interaksinya dengan unsure-unsur yang ada dalam lingkungan kerja, baik itu interaksinya dengan peralatan,
HAK CIPTA DILINDUNGI UNDANG-UNDANG
 BAB III METODOLOGI PENELITIAN 3.1 Metode Penelitian Metode yang digunakan adalah metode deskriptif analitis. Menurut Suryabrata (1983), metode deskriptif dilakukan dengan membuat deskripsi secara sistematis,
BAB III METODOLOGI PENELITIAN 3.1 Metode Penelitian Metode yang digunakan adalah metode deskriptif analitis. Menurut Suryabrata (1983), metode deskriptif dilakukan dengan membuat deskripsi secara sistematis,
BUKU AJAR ANALISIS DAN PENGUKURAN KERJA. Oleh : Tim Dosen Analisis Dan Pengukuran Kerja Program Studi Teknik Industri
 BUKU AJAR ANALISIS DAN PENGUKURAN KERJA Oleh : Tim Dosen Analisis Dan Pengukuran Kerja Program Studi Teknik Industri Fakultas Teknik Universitas Wijaya Putra 2009 KATA PENGANTAR Mata kuliah Analisis dan
BUKU AJAR ANALISIS DAN PENGUKURAN KERJA Oleh : Tim Dosen Analisis Dan Pengukuran Kerja Program Studi Teknik Industri Fakultas Teknik Universitas Wijaya Putra 2009 KATA PENGANTAR Mata kuliah Analisis dan
Pengukuran Kerja Langsung (Direct Work Measurement)
") Pengukuran Kerja Langsung (Direct Work Measurement) Pengukuran Kerja (Studi Waktu / Time Study) Perbaikan postur Perbaikan proses Perbaikan tata letak Perbaikan metode /cara kerja Data harus baik, representasi
Pengukuran Kerja Langsung (Direct Work Measurement) Pengukuran Kerja (Studi Waktu / Time Study) Perbaikan postur Perbaikan proses Perbaikan tata letak Perbaikan metode /cara kerja Data harus baik, representasi
STUDY 07/01/2013 MOTION STUDY DAPAT DILAKUKAN DG: SEJARAH MUNCULNYA MOTION DEFINISI : 2. MEMOMOTION STUDY LANGKAH-LANGKAH MICROMOTION
 TIME STUDY IS THE ONE ELEMENT IN SCIENTIFIC MANAGEMENT BEYOND ALL OTHERS MAKING POSSIBLE THE TRANSFER OF SKILL FROM MANAGEMENT TO MEN.. FREDERICK W. TAYLOR Etika Muslimah, ST, MT etika_muslimah@yahoo.com
TIME STUDY IS THE ONE ELEMENT IN SCIENTIFIC MANAGEMENT BEYOND ALL OTHERS MAKING POSSIBLE THE TRANSFER OF SKILL FROM MANAGEMENT TO MEN.. FREDERICK W. TAYLOR Etika Muslimah, ST, MT etika_muslimah@yahoo.com
PERENCANAAN SISTEM KERJA. PPMJ Diploma IPB
 PERENCANAAN SISTEM KERJA PPMJ Diploma IPB PERANCANGAN SISTEM KERJA Faktor Sistem Kerja: Pekerja, Bahan, Mesin dan Perlatan, Lingkungan Perancangan Sistem Kerja: Mendapatkan sistem kerja yang lebih baik
PERENCANAAN SISTEM KERJA PPMJ Diploma IPB PERANCANGAN SISTEM KERJA Faktor Sistem Kerja: Pekerja, Bahan, Mesin dan Perlatan, Lingkungan Perancangan Sistem Kerja: Mendapatkan sistem kerja yang lebih baik
MODUL 1 PENGUKURAN WAKTU KERJA (MICROMOTION STUDY)
") 1 MODUL 1 PENGUKURAN WAKTU KERJA (MICROMOTION STUDY) I. TUJUAN PRAKTIKUM a. Tujuan Umum Memperkenalkan kepada Mahasiswa tentang metode Micromotion Study dalam aplikasi pengukuran waktu baku dengan menganalisis
1 MODUL 1 PENGUKURAN WAKTU KERJA (MICROMOTION STUDY) I. TUJUAN PRAKTIKUM a. Tujuan Umum Memperkenalkan kepada Mahasiswa tentang metode Micromotion Study dalam aplikasi pengukuran waktu baku dengan menganalisis
BAB 3 METODE PEMECAHAN MASALAH
 BAB 3 METODE PEMECAHAN MASALAH Dalam pembuatan skripsi ini, diperlukan serangkaian langkah-langkah yang sistematis dan logis untuk memberikan pedoman dan kemudahan dalam melakukan analisis terhadap implementasi
BAB 3 METODE PEMECAHAN MASALAH Dalam pembuatan skripsi ini, diperlukan serangkaian langkah-langkah yang sistematis dan logis untuk memberikan pedoman dan kemudahan dalam melakukan analisis terhadap implementasi
BAB 2 LANDASAN TEORI
 BAB 2 LANDASAN TEORI 2.1 Interaksi Manusia dan Mesin Dalam bukunya, Wignjosoebroto (2003: 58) menjelaskan bahwa kata Mesin dapat diartikan lebih luas yaitu menyangkut semua obyek fisik berupa peralatan,
BAB 2 LANDASAN TEORI 2.1 Interaksi Manusia dan Mesin Dalam bukunya, Wignjosoebroto (2003: 58) menjelaskan bahwa kata Mesin dapat diartikan lebih luas yaitu menyangkut semua obyek fisik berupa peralatan,
BAB 3 LANDASAN TEORI
 BAB 3 LANDASAN TEORI 3.1. Keseimbangan Lintasan Keseimbangan lintasan adalah lintasan produksi dimana material berpindah secara kontinyu dengan laju rata-rata yang sama melalui sejumlah stasiun kerja,
BAB 3 LANDASAN TEORI 3.1. Keseimbangan Lintasan Keseimbangan lintasan adalah lintasan produksi dimana material berpindah secara kontinyu dengan laju rata-rata yang sama melalui sejumlah stasiun kerja,
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Sejarah dan Perkembangan Studi tentang Penelitian Kerja. Berbicara tentang perancangan sistem kerja dan aktivitas penelitian kerja yang terdiri dari gerakan kerja dan pengukuran
BAB II LANDASAN TEORI 2.1 Sejarah dan Perkembangan Studi tentang Penelitian Kerja. Berbicara tentang perancangan sistem kerja dan aktivitas penelitian kerja yang terdiri dari gerakan kerja dan pengukuran
BAB 2 LANDASAN TEORI
 25 BAB 2 LANDASAN TEORI 2.1 Pengukuran waktu metoda (Methods-Time Measurement) Pengukuran waktu metoda yang dalam istilah asingnya lebih dikenal sebagai Metods-Time Measurement (MTM) adalah suatu sistem
25 BAB 2 LANDASAN TEORI 2.1 Pengukuran waktu metoda (Methods-Time Measurement) Pengukuran waktu metoda yang dalam istilah asingnya lebih dikenal sebagai Metods-Time Measurement (MTM) adalah suatu sistem
PETA-PETA KERJA. Kata kunci : Peta-Peta Kerja, Proses Operasi, Kotak Kado
 PETA-PETA KERJA Oke Sofyan,Ita Novita Sari Mahasiswa Jurusan Teknik Industri, Universitas Gunadarma, Jakarta Kampus J Universitas Gunadarma Jl. KH. Noer Ali, kalimalang, Bekasi Telp: (021) 94122603 Email:
PETA-PETA KERJA Oke Sofyan,Ita Novita Sari Mahasiswa Jurusan Teknik Industri, Universitas Gunadarma, Jakarta Kampus J Universitas Gunadarma Jl. KH. Noer Ali, kalimalang, Bekasi Telp: (021) 94122603 Email:
II. TINJAUAN PUSTAKA 2.1 PROSES PASCA PANEN PADI 2.2 PENGGILINGAN PADI
 II. TINJAUAN PUSTAKA 2.1 PROSES PASCA PANEN PADI Penanganan pascapanen padi merupakan upaya sangat strategis dalam rangka mendukung peningkatan produksi padi. Konstribusi penanganan pasca panen terhadap
II. TINJAUAN PUSTAKA 2.1 PROSES PASCA PANEN PADI Penanganan pascapanen padi merupakan upaya sangat strategis dalam rangka mendukung peningkatan produksi padi. Konstribusi penanganan pasca panen terhadap
ERGONOMI & APK - I KULIAH 4: PETA KERJA
 ERGONOMI & APK - I KULIAH 4: PETA KERJA By: Rini Halila Nasution, ST, MT DEFINISI Peta kerja merupakan salah satu alat yang sistematis dan jelas untuk berkomunikasi secara luas dan sekaligus melalui petapeta
ERGONOMI & APK - I KULIAH 4: PETA KERJA By: Rini Halila Nasution, ST, MT DEFINISI Peta kerja merupakan salah satu alat yang sistematis dan jelas untuk berkomunikasi secara luas dan sekaligus melalui petapeta
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 SMED (Single Minute Exchange Die) Salah satu masalah yang dihadapi oleh industri manufaktur adalah seringnya keterlambatan dalam menyelesaian pekerjaan sehingga tidak sesuai dengan
BAB II LANDASAN TEORI 2.1 SMED (Single Minute Exchange Die) Salah satu masalah yang dihadapi oleh industri manufaktur adalah seringnya keterlambatan dalam menyelesaian pekerjaan sehingga tidak sesuai dengan
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI Penyelesaian masalah yang diteliti dalam penelitian ini memerlukan teori-teori atau tinjauan pustaka yang dapat mendukung pengolahan data. Beberapa teori tersebut digunakan sebagai
BAB II LANDASAN TEORI Penyelesaian masalah yang diteliti dalam penelitian ini memerlukan teori-teori atau tinjauan pustaka yang dapat mendukung pengolahan data. Beberapa teori tersebut digunakan sebagai
BAB 2 LANDASAN TEORI
 BAB 2 LANDASAN TEORI 2.1 Pengukuran waktu kerja Pengukuran waktu kerja adalah metode penetapan keseimbangan antara kegiatan manusia yang dikontribusikan dengan unit output yang dihasilkan. Dari pengukuran
BAB 2 LANDASAN TEORI 2.1 Pengukuran waktu kerja Pengukuran waktu kerja adalah metode penetapan keseimbangan antara kegiatan manusia yang dikontribusikan dengan unit output yang dihasilkan. Dari pengukuran
BAB III LANDASAN TEORI
 BAB III LANDASAN TEORI 3.1 Permasalahan Umum PT. Multi Makmur Indah Industri adalah perusahaan yang bergerak dibidang manufaktur, khususnya pembuatan kaleng kemasan produk. Dalam perkembangan teknologi
BAB III LANDASAN TEORI 3.1 Permasalahan Umum PT. Multi Makmur Indah Industri adalah perusahaan yang bergerak dibidang manufaktur, khususnya pembuatan kaleng kemasan produk. Dalam perkembangan teknologi
BAB 2 TINJAUAN PUSTAKA DAN DASAR TEORI
 BAB 2 TINJAUAN PUSTAKA DAN DASAR TEORI Bab 2 ini merupakan dasar pengembangan peneliti dalam melakukan penelitian agar menjadi suatu yang terarah. Tinjauan pustaka berisi mengenai studi penelitian terdahulu
BAB 2 TINJAUAN PUSTAKA DAN DASAR TEORI Bab 2 ini merupakan dasar pengembangan peneliti dalam melakukan penelitian agar menjadi suatu yang terarah. Tinjauan pustaka berisi mengenai studi penelitian terdahulu
MODUL PRAKTIKUM ANALISIS DAN PENGUKURAN KERJA TIM PENYUSUN: ASISTEN LABORATORIUM
 MODUL PRAKTIKUM ANALISIS DAN PENGUKURAN KERJA TIM PENYUSUN: ASISTEN LABORATORIUM LABORATORIUM MENENGAH TEKNIK INDUSTRI JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS GUNADARMA DEPOK 2014
MODUL PRAKTIKUM ANALISIS DAN PENGUKURAN KERJA TIM PENYUSUN: ASISTEN LABORATORIUM LABORATORIUM MENENGAH TEKNIK INDUSTRI JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS GUNADARMA DEPOK 2014
BAB 2 LANDASAN TEORI
 BAB 2 LANDASAN TEORI Penelitian cara kerja atau yang dikenal juga dengan nama methods analysis merupakan hal yang sangat penting dalam menentukan metode kerja yang akan dipilih untuk melakukan suatu pekerjaan.
BAB 2 LANDASAN TEORI Penelitian cara kerja atau yang dikenal juga dengan nama methods analysis merupakan hal yang sangat penting dalam menentukan metode kerja yang akan dipilih untuk melakukan suatu pekerjaan.
BAB 2 LANDASAN TEORI
 10 BAB 2 LANDASAN TEORI 2.1 Perancangan sistem kerja Suatu ilmu yang terdiri dari teknik-teknik dan prinsip-prinsip untuk mendapatkan rancanganterbaik dari system kerja yang bersangkutan. Teknik-teknik
10 BAB 2 LANDASAN TEORI 2.1 Perancangan sistem kerja Suatu ilmu yang terdiri dari teknik-teknik dan prinsip-prinsip untuk mendapatkan rancanganterbaik dari system kerja yang bersangkutan. Teknik-teknik
Perbaikan Metode Kerja Untuk Meminimasi Waktu Proses Menggunakan Maynard Operation Sequence Technique (MOST) (Studi Kasus PT Pan Panel, Palembang)
 (Studi Kasus PT Pan Panel, Palembang)") Perbaikan Metode Kerja Untuk Meminimasi Waktu Proses Menggunakan Maynard Operation Sequence Technique (MOST) (Studi Kasus PT Pan Panel, Palembang) Tri Martanto 1, Theresia Sunarni 2 1 Jurusan Teknik Industri,
Perbaikan Metode Kerja Untuk Meminimasi Waktu Proses Menggunakan Maynard Operation Sequence Technique (MOST) (Studi Kasus PT Pan Panel, Palembang) Tri Martanto 1, Theresia Sunarni 2 1 Jurusan Teknik Industri,
ANALISA PENYEIMBANGAN LINTASAN PRODUKSI CELANA NIKE STYLE X BERDASARKAN PENGUKURAN WAKTU BAKU PADA PT. XYZ. Benny Winandri, M.
 ANALISA PENYEIMBANGAN LINTASAN PRODUKSI CELANA NIKE STYLE X BERDASARKAN PENGUKURAN WAKTU BAKU PADA PT. XYZ Benny Winandri, M.Sc, MM ABSTRAK: PT. XYZ adalah industri yang memproduksi pakaian jadi. Seperti
ANALISA PENYEIMBANGAN LINTASAN PRODUKSI CELANA NIKE STYLE X BERDASARKAN PENGUKURAN WAKTU BAKU PADA PT. XYZ Benny Winandri, M.Sc, MM ABSTRAK: PT. XYZ adalah industri yang memproduksi pakaian jadi. Seperti
TEKNIK TATA CARA KERJA MODUL MICROMOTION AND TIME STUDY
 TEKNIK TATA CARA KERJA MODUL MICROMOTION AND TIME STUDY OLEH WAHYU PURWANTO LABOTARIUM SISTEM PRODUKSI JURUSAN TEKNOLOGI INDUSTRI PERTANIAN FAKULTAS TEKNOLOGI PERTANIAN UNWERSITAS GADJAH MADA YOGYAKARTA
TEKNIK TATA CARA KERJA MODUL MICROMOTION AND TIME STUDY OLEH WAHYU PURWANTO LABOTARIUM SISTEM PRODUKSI JURUSAN TEKNOLOGI INDUSTRI PERTANIAN FAKULTAS TEKNOLOGI PERTANIAN UNWERSITAS GADJAH MADA YOGYAKARTA
TINJAUAN PUSTAKA 2.1 PROSES PEMBUATAN BISKUIT
 II. TINJAUAN PUSTAKA 2.1 PROSES PEMBUATAN BISKUIT Biskuit merupakan produk pangan hasil pemanggangan yang dibuat dengan bahan dasar tepung terigu, dengan kadar air akhir kurang dari 5%.Biasanya formulasi
II. TINJAUAN PUSTAKA 2.1 PROSES PEMBUATAN BISKUIT Biskuit merupakan produk pangan hasil pemanggangan yang dibuat dengan bahan dasar tepung terigu, dengan kadar air akhir kurang dari 5%.Biasanya formulasi
Peningkatan Kapasitas Produksi pada UD. X
 Peningkatan Kapasitas Produksi pada UD. X Oliver Wibisono 1 Abstract: UD. X is a crackers factory that currently has a production capacity of 3.6 tons for a day. UD. X wants to increase their production
Peningkatan Kapasitas Produksi pada UD. X Oliver Wibisono 1 Abstract: UD. X is a crackers factory that currently has a production capacity of 3.6 tons for a day. UD. X wants to increase their production
BAB 2 LANDASAN TEORI
 BAB 2 LANDASAN TEORI 2.1 Pengukuran Waktu kerja Pengukuran waktu kerja adalah metode penetapan keseimbangan antara kegiatan manusia yang dikontribusikan dengan unit output yang dihasilkan. Berikut adalah
BAB 2 LANDASAN TEORI 2.1 Pengukuran Waktu kerja Pengukuran waktu kerja adalah metode penetapan keseimbangan antara kegiatan manusia yang dikontribusikan dengan unit output yang dihasilkan. Berikut adalah
CONTOH OPC DAN FPC. Peta Proses Operasi (Operation Process Chart) TUGAS PENGANTAR TEKNIK INDUSTRI AYU DINI R
 TUGAS PENGANTAR TEKNIK INDUSTRI AYU DINI R") TUGAS PENGANTAR TEKNIK INDUSTRI AYU DINI R. 0810670002 CONTOH OPC DAN FPC Peta Proses Operasi (OPC) dan Peta Aliran Proses (FPC) merupakan dua jenis peta kerja digunakan untuk mengetahui secara jelas proses
TUGAS PENGANTAR TEKNIK INDUSTRI AYU DINI R. 0810670002 CONTOH OPC DAN FPC Peta Proses Operasi (OPC) dan Peta Aliran Proses (FPC) merupakan dua jenis peta kerja digunakan untuk mengetahui secara jelas proses
BAB II OPC, APC, STRUKTUR PRODUK, DAN BOM
 II-13 BAB II OPC, APC, STRUKTUR PRODUK, DAN BOM 2.1 Landasan Teori Peta proses operasi adalah peta kerja yang yang mencoba menggambarkan urutan kerja dengan jalan membagi pekerjaan tersebut menjadi elemen-elemen
II-13 BAB II OPC, APC, STRUKTUR PRODUK, DAN BOM 2.1 Landasan Teori Peta proses operasi adalah peta kerja yang yang mencoba menggambarkan urutan kerja dengan jalan membagi pekerjaan tersebut menjadi elemen-elemen
III. METODOLOGI A. KERANGKA PEMIKIRAN
 III. METODOLOGI A. KERANGKA PEMIKIRAN Pabrik roti seperti PT Nippon Indosari Corpindo merupakan salah satu contoh industri pangan yang memproduksi produk berdasarkan nilai permintaan, dengan ciri produk
III. METODOLOGI A. KERANGKA PEMIKIRAN Pabrik roti seperti PT Nippon Indosari Corpindo merupakan salah satu contoh industri pangan yang memproduksi produk berdasarkan nilai permintaan, dengan ciri produk
BAB II TINJAUAN PUSTAKA. selesai sesuai dengan kontrak. Disamping itu sumber-sumber daya yang tersedia
 BAB II TINJAUAN PUSTAKA 2.1 Teori Penjadwalan Salah satu masalah yang cukup penting dalam system produksi adalah bagaimana melakukan pengaturan dan penjadwalan pekerjaan, agar pesanan dapat selesai sesuai
BAB II TINJAUAN PUSTAKA 2.1 Teori Penjadwalan Salah satu masalah yang cukup penting dalam system produksi adalah bagaimana melakukan pengaturan dan penjadwalan pekerjaan, agar pesanan dapat selesai sesuai
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Perancangan Sistem Kerja Suatu ilmu yang terdiri dari teknik-teknik dan prinsip-prinsip untuk mendapatkan rancangan terbaik dari sistem kerja yang bersangkutan. Teknikteknik dan
BAB II LANDASAN TEORI 2.1 Perancangan Sistem Kerja Suatu ilmu yang terdiri dari teknik-teknik dan prinsip-prinsip untuk mendapatkan rancangan terbaik dari sistem kerja yang bersangkutan. Teknikteknik dan
IMPLEMENTASI METODE WORK SAMPLING GUNA MENGUKUR PRODUKTIVITAS TENAGA KERJA DI CV.SINAR KROM SEMARANG
 IMPLEMETASI METODE WORK SAMPLIG GUA MEGUKUR PRODUKTIVITAS TEAGA KERJA DI CV.SIAR KROM SEMARAG Dwi urul Izzhati 1, Dhieka Anendra 2 1 Fakultas Teknik, Universitas Dian uswantoro, Semarang 50131 E-mail :
IMPLEMETASI METODE WORK SAMPLIG GUA MEGUKUR PRODUKTIVITAS TEAGA KERJA DI CV.SIAR KROM SEMARAG Dwi urul Izzhati 1, Dhieka Anendra 2 1 Fakultas Teknik, Universitas Dian uswantoro, Semarang 50131 E-mail :
PENENTUAN WAKTU BAKU PRODUKSI KERUPUK RAMBAK IKAN LAUT SARI ENAK DI SUKOHARJO
 PENENTUAN WAKTU BAKU PRODUKSI KERUPUK RAMBAK IKAN LAUT SARI ENAK DI SUKOHARJO Darsini Program Studi Teknik Industri Fakultas Teknik Universitas Veteran Bangun Nusantara Sukoharjo E-mail : dearsiny@yahoo.com
PENENTUAN WAKTU BAKU PRODUKSI KERUPUK RAMBAK IKAN LAUT SARI ENAK DI SUKOHARJO Darsini Program Studi Teknik Industri Fakultas Teknik Universitas Veteran Bangun Nusantara Sukoharjo E-mail : dearsiny@yahoo.com
Pengukuran Waktu Work Sampling TEKNIK TATA CARA KERJA
 Pengukuran Waktu Work Sampling TEKNIK TATA CARA KERJA Pengertian Sampling pekerjaan adalah suatu prosedur pengukuran cara langsung yang dilakukan pada waktu-waktu yang ditentukan secara acak. Standar pekerja
Pengukuran Waktu Work Sampling TEKNIK TATA CARA KERJA Pengertian Sampling pekerjaan adalah suatu prosedur pengukuran cara langsung yang dilakukan pada waktu-waktu yang ditentukan secara acak. Standar pekerja
BAB 2 TINJAUAN PUSTAKA DAN DASAR TEORI
 BAB 2 TINJAUAN PUSTAKA DAN DASAR TEORI 2.1. Tinjauan Pustaka 2.1.1. Penelitian Terdahulu Perbaikan suatu metode kerja pada lantai produksi dalam suatu perusahaan merupakan hal yang sangat penting untuk
BAB 2 TINJAUAN PUSTAKA DAN DASAR TEORI 2.1. Tinjauan Pustaka 2.1.1. Penelitian Terdahulu Perbaikan suatu metode kerja pada lantai produksi dalam suatu perusahaan merupakan hal yang sangat penting untuk
Menganggur Independent Kerja Kombinasi
 PETA KERJA SETEMPAT PETA PEKERJA-MESIN Menganggur Independent Kerja Kombinasi Contoh Kasus Berapakah jumlah mesin yang seharusnya bisa dilayani oleh seorang operator bilamana diketahui data sebagai berikut
PETA KERJA SETEMPAT PETA PEKERJA-MESIN Menganggur Independent Kerja Kombinasi Contoh Kasus Berapakah jumlah mesin yang seharusnya bisa dilayani oleh seorang operator bilamana diketahui data sebagai berikut
STUDI GERAK DAN WAKTU
 STUDI GERAK DAN WAKTU 1 STUDI GERAK/MOTION STUDY Penganalisisan segenap gerak dasar yang terdapat pada pelaksanaan suatu pekerjaan jasmani dengan tujuan menetapkan cara terbaik untuk melakukan pekerjaan
STUDI GERAK DAN WAKTU 1 STUDI GERAK/MOTION STUDY Penganalisisan segenap gerak dasar yang terdapat pada pelaksanaan suatu pekerjaan jasmani dengan tujuan menetapkan cara terbaik untuk melakukan pekerjaan
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1. Pengukuran Waktu Kerja Pengukuran waktu adalah pekerjaan mengamati pekerja dan mencatat waktu kerjanya baik setiap elemen maupun siklus dengan menggunakan alat-alat yang diperlukan.
BAB II LANDASAN TEORI 2.1. Pengukuran Waktu Kerja Pengukuran waktu adalah pekerjaan mengamati pekerja dan mencatat waktu kerjanya baik setiap elemen maupun siklus dengan menggunakan alat-alat yang diperlukan.
BAB II TINJAUAN PUSTAKA DAN KERANGKA PEMIKIRAN
 BAB II TINJAUAN PUSTAKA DAN KERANGKA PEMIKIRAN 2.1 Tinjauan Pustaka 2.1.1 Manajamen Operasi dan Produksi Menurut Prasetya dan Lukiastuti (2011:2) manajemen operasi adalah serangkaian aktivitas yang menghasilkan
BAB II TINJAUAN PUSTAKA DAN KERANGKA PEMIKIRAN 2.1 Tinjauan Pustaka 2.1.1 Manajamen Operasi dan Produksi Menurut Prasetya dan Lukiastuti (2011:2) manajemen operasi adalah serangkaian aktivitas yang menghasilkan
PERANCANGAN SISTEM KESEIMBANGAN LINTASAN PRODUKSI UNTUK MENGURANGI BALANCE DELAY GUNA MENINGKATKAN OUTPUT PRODUKSI
 PERANCANGAN SISTEM KESEIMBANGAN LINTASAN PRODUKSI UNTUK MENGURANGI BALANCE DELAY GUNA MENINGKATKAN OUTPUT PRODUKSI Jaka Purnama Laboratorium Sistem Produksi Jurusan Teknik Industri Institut Teknologi Adhi
PERANCANGAN SISTEM KESEIMBANGAN LINTASAN PRODUKSI UNTUK MENGURANGI BALANCE DELAY GUNA MENINGKATKAN OUTPUT PRODUKSI Jaka Purnama Laboratorium Sistem Produksi Jurusan Teknik Industri Institut Teknologi Adhi
PENGUKURAN WAKTU TIDAK LANGSUNG DATA WAKTU GERAKAN
 PENGUKURAN WAKTU TIDAK LANGSUNG DATA WAKTU GERAKAN Kegunaan/Kelebihan data waktu gerakan 1. waktu baku pekerjaan dapat diketahui sebelum pekerjaan tsb dijalankan 2. waktu baku pekerjaan dapat diketahui
PENGUKURAN WAKTU TIDAK LANGSUNG DATA WAKTU GERAKAN Kegunaan/Kelebihan data waktu gerakan 1. waktu baku pekerjaan dapat diketahui sebelum pekerjaan tsb dijalankan 2. waktu baku pekerjaan dapat diketahui
Predetermined Motion Time System (PMTS)
") Teknik Industri Predetermined Motion Time System (PMTS) Analisis dan Pengukuran Kerja Authors Farah Tsanyna ila (135060707111024) Yussy Fatma Rosyita (135060701111051) Mita Puspitasari 135060701111128
Teknik Industri Predetermined Motion Time System (PMTS) Analisis dan Pengukuran Kerja Authors Farah Tsanyna ila (135060707111024) Yussy Fatma Rosyita (135060701111051) Mita Puspitasari 135060701111128
TUGAS AKHIR. Analisa Sistem Kerja Pada Stasiun Kerja Core Making di PT. BM
 TUGAS AKHIR Analisa Sistem Kerja Pada Stasiun Kerja Core Making di PT. BM Diajukan guna melengkapi sebagian syarat dalam mencapai gelar Sarjana Strata Satu ( S1 ) Disusun Oleh : Nama : I Made Armida Duarsa
TUGAS AKHIR Analisa Sistem Kerja Pada Stasiun Kerja Core Making di PT. BM Diajukan guna melengkapi sebagian syarat dalam mencapai gelar Sarjana Strata Satu ( S1 ) Disusun Oleh : Nama : I Made Armida Duarsa
BAB III METODOLOGI PENELITIAN. pembahasan selanjutnya yang berhubungan dengan kepentingan pemecahan masalah itu
 BAB III METODOLOGI PENELITIAN 3.1. Kerangka Pemecahan Masalah Untuk melakukan pemecahan masalah dan analisa pengolahan data, maka pada bab ini dikumpulkan data-data sebagai sumber ataupun input yang dibutuhkan
BAB III METODOLOGI PENELITIAN 3.1. Kerangka Pemecahan Masalah Untuk melakukan pemecahan masalah dan analisa pengolahan data, maka pada bab ini dikumpulkan data-data sebagai sumber ataupun input yang dibutuhkan
Analisis Efisiensi Operator Pemanis CTP dengan Westing House System s Rating
 Petunjuk Sitasi: Cahyawati, A. N., & Pratiwi, D. A. (2017). Analisis Efisiensi Operator Pemanis CTP dengan Westing House System s Rating. Prosiding SNTI dan SATELIT 2017 (pp. B211-216). Malang: Jurusan
Petunjuk Sitasi: Cahyawati, A. N., & Pratiwi, D. A. (2017). Analisis Efisiensi Operator Pemanis CTP dengan Westing House System s Rating. Prosiding SNTI dan SATELIT 2017 (pp. B211-216). Malang: Jurusan
PENGUKURAN WAKTU KERJA
 PENGUKURAN WAKTU KERJA Usaha untuk menentukan lama kerja yg dibutuhkan seorang Operator (terlatih dan qualified ) dalam menyelesaikan suatu pekerjaan yg spesifik pada tingkat kecepatan kerja yg NORMAL
PENGUKURAN WAKTU KERJA Usaha untuk menentukan lama kerja yg dibutuhkan seorang Operator (terlatih dan qualified ) dalam menyelesaikan suatu pekerjaan yg spesifik pada tingkat kecepatan kerja yg NORMAL
PETA KERJA UNTUK ANALISA KERJA KESELURUHAN
 PETA KERJA UNTUK ANALISA KERJA KESELURUHAN TEKNIK TATA CARA KERJA PROGRAM KEAHLIAN PERENCANAAN DAN PENGENDALIAN PRODUKSI MANUFAKTUR/JASA PETA KERJA Peta Kerja : alat yg menggambarkan kegiatan kerja secara
PETA KERJA UNTUK ANALISA KERJA KESELURUHAN TEKNIK TATA CARA KERJA PROGRAM KEAHLIAN PERENCANAAN DAN PENGENDALIAN PRODUKSI MANUFAKTUR/JASA PETA KERJA Peta Kerja : alat yg menggambarkan kegiatan kerja secara
PERTEMUAN #13 UJI PETIK PEKERJAAN (WORK SAMPLING) TKT TAUFIQUR RACHMAN ERGONOMI DAN PERANCANGAN SISTEM KERJA
 TKT TAUFIQUR RACHMAN ERGONOMI DAN PERANCANGAN SISTEM KERJA") UJI PETIK PEKERJAAN (WORK SAMPLING) PERTEMUAN #13 TKT207 ERGONOMI DAN PERANCANGAN SISTEM KERJA 6623 TAUFIQUR RACHMAN PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS ESA UNGGUL KEMAMPUAN AKHIR
UJI PETIK PEKERJAAN (WORK SAMPLING) PERTEMUAN #13 TKT207 ERGONOMI DAN PERANCANGAN SISTEM KERJA 6623 TAUFIQUR RACHMAN PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS ESA UNGGUL KEMAMPUAN AKHIR
BAB 2 TINJAUAN PUSTAKA
 BAB 2 TINJAUAN PUSTAKA 2.1 Definisi Line Balancing Line Balancing adalah serangkaian stasiun kerja (mesin dan peralatan) yang dipergunakan untuk pembuatan produk. Line Balancing (Lintasan Perakitan) biasanya
BAB 2 TINJAUAN PUSTAKA 2.1 Definisi Line Balancing Line Balancing adalah serangkaian stasiun kerja (mesin dan peralatan) yang dipergunakan untuk pembuatan produk. Line Balancing (Lintasan Perakitan) biasanya
PENGARUH FAKTOR LINGKUNGAN FISIK TERHADAP WAKTU PERAKITAN STICK PLAYSTATION
 PENGARUH FAKTOR LINGKUNGAN FISIK TERHADAP WAKTU PERAKITAN STICK PLAYSTATION Resa Taruna Suhada dan Ricky Reza Adhavi Program Studi Teknik Industri, Fakultas Teknologi Industri - Universitas Mercu Buana
PENGARUH FAKTOR LINGKUNGAN FISIK TERHADAP WAKTU PERAKITAN STICK PLAYSTATION Resa Taruna Suhada dan Ricky Reza Adhavi Program Studi Teknik Industri, Fakultas Teknologi Industri - Universitas Mercu Buana
Lamp n (menit) x/n
 x/n") BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1 Data Hasil Pengukuran Waktu Dibawah ini merupakan hasil pengukuran langsung (menggunakan stopwatch) waktu rakit panel. Box n (menit) x/n 1 2 3 4 5 1 11.9 12.5
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1 Data Hasil Pengukuran Waktu Dibawah ini merupakan hasil pengukuran langsung (menggunakan stopwatch) waktu rakit panel. Box n (menit) x/n 1 2 3 4 5 1 11.9 12.5
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Definisi Methods Time Measurement Pengukuran waktu metoda atau Methods Time Measurement adalah suatu sistem penetapan awal waktu baku yang dilakukan secara tidak langsung dan
BAB II LANDASAN TEORI 2.1 Definisi Methods Time Measurement Pengukuran waktu metoda atau Methods Time Measurement adalah suatu sistem penetapan awal waktu baku yang dilakukan secara tidak langsung dan
I.G.A Sri Deviyanti Teknik Industri - UNIPRA Surabaya ABSTRAK
 STUDI PERBANDINGAN SISTEM KERJA STATIS DENGAN ROLLING TUGAS OPERATOR PADA UNIT PENGEPAKAN TERHADAP PENINGKATAN OUTPUT PRODUKSI DI PT.ISM BOGASARI FLOUR MILLS SURABAYA ABSTRAK I.G.A Sri Deviyanti Teknik
STUDI PERBANDINGAN SISTEM KERJA STATIS DENGAN ROLLING TUGAS OPERATOR PADA UNIT PENGEPAKAN TERHADAP PENINGKATAN OUTPUT PRODUKSI DI PT.ISM BOGASARI FLOUR MILLS SURABAYA ABSTRAK I.G.A Sri Deviyanti Teknik
Manajemen Operasi. Modul Final Semester MODUL PERKULIAHAN. Fakultas Program Studi Tatap Muka Kode MK Disusun Oleh
 MODUL PERKULIAHAN Manajemen Operasi Modul Final Semester Fakultas Program Studi Tatap Muka Kode MK Disusun Oleh Ekonomi dan Bisnis Manajemen 08 MK, ST, MBA Abstract Mampu mengidentifikasi masalah dan memberikan
MODUL PERKULIAHAN Manajemen Operasi Modul Final Semester Fakultas Program Studi Tatap Muka Kode MK Disusun Oleh Ekonomi dan Bisnis Manajemen 08 MK, ST, MBA Abstract Mampu mengidentifikasi masalah dan memberikan
PENYESUAIAN DAN KELONGGARAN TEKNIK TATA CARA KERJA II
 PENYESUAIAN DAN KELONGGARAN TEKNIK TATA CARA KERJA II PENYESUAIAN Maksud melakukan penyesuaian : menormalkan waktu siklus karena kecepatan tidak wajar oleh operator Konsep wajar : seorang operator yang
PENYESUAIAN DAN KELONGGARAN TEKNIK TATA CARA KERJA II PENYESUAIAN Maksud melakukan penyesuaian : menormalkan waktu siklus karena kecepatan tidak wajar oleh operator Konsep wajar : seorang operator yang
HAK CIPTA DILINDUNGI UNDANG-UNDANG
 BAB II TINJAUAN PUSTAKA 2.1 Sistem Kerja Suatu sistem kerja terdiri dari elemen manusia, material, mesin,metode kerja dan lingkungan. Elemen-elemen tersebut saling berinteraksi sehingga dapat mempengaruhi
BAB II TINJAUAN PUSTAKA 2.1 Sistem Kerja Suatu sistem kerja terdiri dari elemen manusia, material, mesin,metode kerja dan lingkungan. Elemen-elemen tersebut saling berinteraksi sehingga dapat mempengaruhi
DAFTAR ISI HALAMAN JUDUL... LEMBAR PENGESAHAN... KATA PENGANTAR... DAFTAR ISI... DAFTAR GAMBAR... DAFTAR TABEL... ABSTRACT...
 DAFTAR ISI HALAMAN JUDUL... LEMBAR PENGESAHAN... KATA PENGANTAR... DAFTAR ISI... DAFTAR GAMBAR... DAFTAR TABEL... ABSTRAK... ABSTRACT... i ii iii v viii ix xii xiii BAB I PENDAHULUAN 1.1 Latar Belakang
DAFTAR ISI HALAMAN JUDUL... LEMBAR PENGESAHAN... KATA PENGANTAR... DAFTAR ISI... DAFTAR GAMBAR... DAFTAR TABEL... ABSTRAK... ABSTRACT... i ii iii v viii ix xii xiii BAB I PENDAHULUAN 1.1 Latar Belakang
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1. Time and Motion Study Time and motion study adalah suatu aktivitas untuk menentukan waktu yang dibutuhkan oleh seorang operator (yang memiliki skill rata-rata dan terlatih) baik
BAB II LANDASAN TEORI 2.1. Time and Motion Study Time and motion study adalah suatu aktivitas untuk menentukan waktu yang dibutuhkan oleh seorang operator (yang memiliki skill rata-rata dan terlatih) baik
BAB III METODOLOGI PENELITIAN. Mulai. Latar Belakang Masalah. Perumusan Masalah. Tujuan Penelitian. Manfaat Penelitian.
 BAB III METODOLOGI PENELITIAN Pada bab ini secara sistematis mengenai tahapan yang dilakukan dalam membuat penelitian. Langkah-langkah yang dilakukan dapat digambarkan dengan sebuah flowchart pada gambar
BAB III METODOLOGI PENELITIAN Pada bab ini secara sistematis mengenai tahapan yang dilakukan dalam membuat penelitian. Langkah-langkah yang dilakukan dapat digambarkan dengan sebuah flowchart pada gambar
BAB I PENDAHULUAN. Salah satu cara yang dilakukan perusahaan adalah dengan meningkatkan
 BAB I PENDAHULUAN 1.1. Latar Belakang Permasalahan Pada era globalisasi sekarang ini, dimana persaingan dunia usaha semakin ketat dan perusahaan dituntut untuk selalu menghasilkan produk berkualitas. Salah
BAB I PENDAHULUAN 1.1. Latar Belakang Permasalahan Pada era globalisasi sekarang ini, dimana persaingan dunia usaha semakin ketat dan perusahaan dituntut untuk selalu menghasilkan produk berkualitas. Salah
ERGONOMI & APK - I KULIAH 8: PENGUKURAN WAKTU KERJA
 ERGONOMI & APK - I KULIAH 8: PENGUKURAN WAKTU KERJA By: Rini Halila Nasution, ST, MT PENGUKURAN WAKTU KERJA Pengukuran kerja atau pengukuran waktu kerja (time study) adalah suatu aktivitas untuk menentukan
ERGONOMI & APK - I KULIAH 8: PENGUKURAN WAKTU KERJA By: Rini Halila Nasution, ST, MT PENGUKURAN WAKTU KERJA Pengukuran kerja atau pengukuran waktu kerja (time study) adalah suatu aktivitas untuk menentukan
BAB 5 HASIL DAN PEMBAHASAN. Pada dasarnya pengumpulan data yang dilakukan pada lantai produksi trolly
 BAB 5 HASIL DAN PEMBAHASAN 5.1 Ekstrasi Hasil Pengumpulan Data Pada dasarnya pengumpulan data yang dilakukan pada lantai produksi trolly adalah digunakan untuk pengukuran waktu dimana pengukuran waktu
BAB 5 HASIL DAN PEMBAHASAN 5.1 Ekstrasi Hasil Pengumpulan Data Pada dasarnya pengumpulan data yang dilakukan pada lantai produksi trolly adalah digunakan untuk pengukuran waktu dimana pengukuran waktu
024 Zulaeha et al. Pengukuran waktu baku dengan penyesuaian
 024 Zulaeha et al. Pengukuran waktu baku dengan penyesuaian PENGUKURAN WAKTU KERJA BAKU PADA PROSES PEMBUATAN ROTI FIPHAL STANDARD WORKING TIME MEASUREMENT ON FIPHAL BREAD PROCESSING Siti Salwa Zulaeha
024 Zulaeha et al. Pengukuran waktu baku dengan penyesuaian PENGUKURAN WAKTU KERJA BAKU PADA PROSES PEMBUATAN ROTI FIPHAL STANDARD WORKING TIME MEASUREMENT ON FIPHAL BREAD PROCESSING Siti Salwa Zulaeha
BAB II LANDASAN TEORI. Dalam analisa dan pemecahan masalah secara sistematis dan teratur perlu
 7 BAB II LANDASAN TEORI Dalam analisa dan pemecahan masalah secara sistematis dan teratur perlu adanya dasar teori yang tepat yang dapat dijadikan patokan dalam pembahasan kasus. Oleh karena itu metode
7 BAB II LANDASAN TEORI Dalam analisa dan pemecahan masalah secara sistematis dan teratur perlu adanya dasar teori yang tepat yang dapat dijadikan patokan dalam pembahasan kasus. Oleh karena itu metode
STUDI WAKTU DAN PROSES PEMBUATAN TERALIS JENDELA DI PT X
 STUDI WAKTU DAN PROSES PEMBUATAN TERALIS JENDELA DI PT X I Wayan Sukania 1), Oktaviangel 2), Julita 3) Program Studi Teknik Industri, Jurusan Teknik Mesin, Fakultas Teknik Universitas Tarumanagara 1) Program
STUDI WAKTU DAN PROSES PEMBUATAN TERALIS JENDELA DI PT X I Wayan Sukania 1), Oktaviangel 2), Julita 3) Program Studi Teknik Industri, Jurusan Teknik Mesin, Fakultas Teknik Universitas Tarumanagara 1) Program
BAB IV PEMBAHASAN DAN ANALISIS
 BAB IV PEMBAHASAN DAN ANALISIS 4.1 Pembahasan Pekerjaan yang diamati pada praktikum kali ini adalah produktifitas kasir hypermart oleh dua operator. Proses kinerja kasir tersebut adalah kasir tersebut
BAB IV PEMBAHASAN DAN ANALISIS 4.1 Pembahasan Pekerjaan yang diamati pada praktikum kali ini adalah produktifitas kasir hypermart oleh dua operator. Proses kinerja kasir tersebut adalah kasir tersebut
Seminar Nasional IENACO ISSN: APLIKASI METODE WORK SAMPLING UNTUK MENGHITUNG WAKTU BAKU DAN KAPASITAS PRODUKSI PADA INDUSTRI KERAMIK
 APLIKASI METODE WORK SAMPLING UNTUK MENGHITUNG WAKTU BAKU DAN KAPASITAS PRODUKSI PADA INDUSTRI KERAMIK Debrina Puspita Andriani 1, Billy Anugrah 2, Annissa Dian Islami 3 1,2,3 Jurusan Teknik Industri,
APLIKASI METODE WORK SAMPLING UNTUK MENGHITUNG WAKTU BAKU DAN KAPASITAS PRODUKSI PADA INDUSTRI KERAMIK Debrina Puspita Andriani 1, Billy Anugrah 2, Annissa Dian Islami 3 1,2,3 Jurusan Teknik Industri,
USULAN PERBAIKAN METODE KERJA BERDASARKAN MICROMOTION STUDY DAN PENERAPAN METODE 5S UNTUK MENINGKATKAN PRODUKTIFITAS
 USULAN PERBAIKAN METODE KERJA BERDASARKAN MICROMOTION STUDY DAN PENERAPAN METODE 5S UNTUK MENINGKATKAN PRODUKTIFITAS Risma A. Simanjuntak, Dian Hernita Institut Sains & Teknologi AKPRIND Yogyakarta email
USULAN PERBAIKAN METODE KERJA BERDASARKAN MICROMOTION STUDY DAN PENERAPAN METODE 5S UNTUK MENINGKATKAN PRODUKTIFITAS Risma A. Simanjuntak, Dian Hernita Institut Sains & Teknologi AKPRIND Yogyakarta email
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA Bab ini membahas mengenai gambaran umum Home Industri Yessy Shoes. Yessy Shoes yang merupakan tempat peneliti mengamati sistem berlangsung didalamnya dan dasar teori mengenai topik
BAB II TINJAUAN PUSTAKA Bab ini membahas mengenai gambaran umum Home Industri Yessy Shoes. Yessy Shoes yang merupakan tempat peneliti mengamati sistem berlangsung didalamnya dan dasar teori mengenai topik
USULAN PERBAIKAN METODE KERJA PADA BAGIAN PENGEMASAN DI CV NJ FOOD INDUSTRIES
 USULAN PERBAIKAN METODE KERJA PADA BAGIAN PENGEMASAN DI CV NJ FOOD INDUSTRIES LAPORAN TUGAS AKHIR Diajukan untuk Memenuhi Persyaratan Akademik Mencapai Gelar Sarjana Strata Satu Pada Program Teknik Industri
USULAN PERBAIKAN METODE KERJA PADA BAGIAN PENGEMASAN DI CV NJ FOOD INDUSTRIES LAPORAN TUGAS AKHIR Diajukan untuk Memenuhi Persyaratan Akademik Mencapai Gelar Sarjana Strata Satu Pada Program Teknik Industri
BAB 2 LANDASAN TEORI
 BAB 2 LANDASAN TEORI 2.1 Definisi Line Balancing Keseimbangan lini produksi bermula dari lini produksi massal, dimana dalam proses produksinya harus dibagikan pada seluruh operator sehingga beban kerja
BAB 2 LANDASAN TEORI 2.1 Definisi Line Balancing Keseimbangan lini produksi bermula dari lini produksi massal, dimana dalam proses produksinya harus dibagikan pada seluruh operator sehingga beban kerja