TI.4304 Metrologi & Perancangan Alat Bantu KONSEP TOLERANSI. Program Studi Teknik Industri Fakultas Teknik - Unsika
|
|
|
- Doddy Sutedja
- 7 tahun lalu
- Tontonan:
Transkripsi
1 TI.4304 Metrologi & Perancangan Alat Bantu KONSEP TOLERANSI Program Studi Teknik Industri Fakultas Teknik - Unsika 1
2 Pendahuluan 2

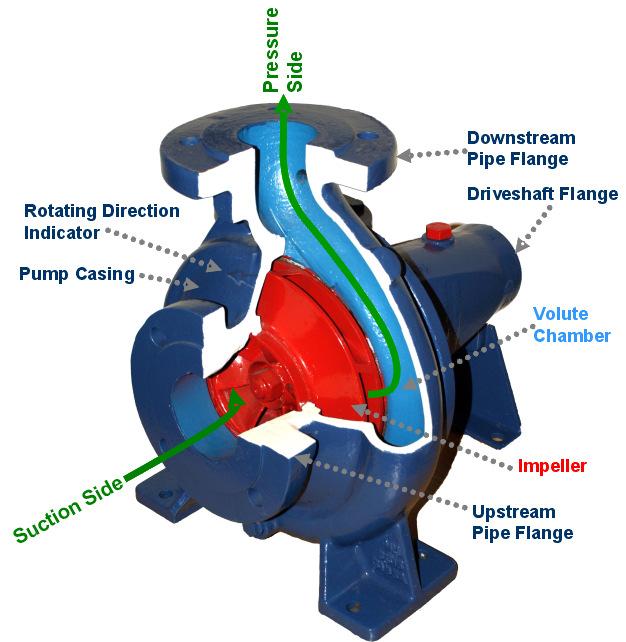
3 Pendahuluan Pompa sentrifugal Mengalirkan air sampai ketinggian tertentu dengan kapasitas dan kecepatan tertentu Dudukan poros direncanakan menggunakan bantalan luncur Komponen mesin memiliki karakteristik geometrik yang ideal bila: Ukuran/dimensinya teliti Memiliki bentuk yang sempurna Permukaan yang halus 3


4 Pendahuluan Sumber penyimpangan dimensi selama proses pemesinan: Penyetelan mesin perkakas Pengukuran geometri produk Gerakan mesin perkakas Keausan pahat/perkakas potong Perubahan temperatur Pengaruh besarnya gaya pemotongan 4
5 Sifat-Sifat Permukaan Kesesuaian suatu benda kerja terhadap tujuan yang telah ditentukan bergantung kepada: Sifat-sifat internal (internal properties), seperti: sifat material, ketidak-kontinyuan internal, dan ketidaksempurnaan internal Kondisi permukaan (surface condition) Kondisi permukaan meliputi sifat-sifat dari batas zona permukaan, yaitu : sifat kimia, sifat mekanik, dan sifat geometrik 5
6 Sifat-Sifat Permukaan Surface condition Material properties of boundary layer Geometrical properties Chemical Chemical composition Inhomogeneities Physical Hardness Residual stress Grain Size dev. Geometrical dev. Waviness Roughness Crystal structure Edge dev. Surface discontinuities (cracks, pores, laps, etc) Material Tests Operational Tests Shape Inspections Gambar 1. Sifat-sifat permukaan, pengujian, dan inspeksi yang dilakukan 6

7 7


8 Sifat-Sifat Permukaan 8


9 Sifat-Sifat Permukaan 9

10 Sifat-Sifat Permukaan 10

11 Sifat-Sifat Permukaan 11


12 Sifat-Sifat Permukaan 12


13 Sifat-Sifat Permukaan 13

14 Sifat-Sifat Permukaan 14

15 Sifat-Sifat Permukaan 15

16 Sifat-Sifat Permukaan 16
17 Sifat-Sifat Permukaan Sifat Geometrik: didefinisikan sebagai deviasi terhadap elemen geometrik ideal (features) dari suatu benda kerja Elemen geometrik ideal (features) adalah bagianbagian dari seluruh permukaan benda kerja yang memiliki bentuk geometrik nominal yang unik Gambar 2. Contoh-contoh elemen geometrik 17



18 Design Feature 18
19 Deviasi Geometrik Deviasi geometrik terdiri dari: deviasi ukuran (size deviations) deviasi bentuk (form deviations) deviasi orientasi (orientational deviations) deviasi lokasi (locational orientations) kekasaran (roughness) ketidakkontinyuan permukaan (surface discontinuities) deviasi sisi (edge deviations) 19
20 Deviasi Geometrik: Deviasi ukuran (size deviations) Deviasi ukuran (size deviations) merupakan perbedaan antara ukuran aktual dengan ukuran nominal umumnya disebabkan karena penyesuaian perkakas mesin (tool) yang tidak presisi dan variasi selama proses manufaktur (akibat pemakaian tool) 20
21 Deviasi Geometrik: Deviasi bentuk (form deviations) Deviasi bentuk (form deviations) merupakan deviasi suatu feature terhadap bentuk nominal disebabkan antara lain oleh: defleksi perkakas permesinan, error pada benda kerja, defleksi kekerasan 21
22 Deviasi Geometrik: Deviasi orientasi Deviasi orientasi (orientational deviations) merupakan deviasi suatu feature terhadap bentuk dan orientasi nominalnya orientasi berkaitan terhadap satu atau lebih feature(s) umumnya disebabkan karena hal yang sama dengan deviasi bentuk serta ketidakpresisian fixture setelah pencekaman ulang (re-chucking) 22
23 Deviasi Geometrik: Deviasi lokasi Deviasi lokasi (locational deviations) merupakan deviasi suatu feature (permukaan, garis, atau titik) terhadap lokasi nominalnya deviasi lokasi juga mencakup deviasi bentuk dan deviasi orientasi, sehingga penyebabnya sama dengan penyebab deviasi ukuran, bentuk, dan orientasi 23
24 Deviasi Geometrik Gambar 3. Deviasi bentuk, orientasi, dan lokasi 24
25 Deviasi Geometrik: Ketidakrataan Ketidakrataan (waviness) meliputi banyak atau sedikit ketidakteraturan periodik dari permukaan benda kerja dengan jarak lebih besar dari jarak kekasaran (roughness spacing) secara umum rasio antara jarak dan kedalaman ketidakrataan adalah 1000:1 dan 100:1 disebabkan oleh kesalahan fixture selama proses manufaktur, deviasi bentuk dari alat pemotong, dan vibrasi dari mesin, perkakas, atau benda kerja 25
26 Deviasi Geometrik: Kekasaran Kekasaran (roughness) meliputi ketidakteraturan periodik dan nonperiodik dari suatu benda kerja dengan jarak (spacing) yang kecil yang melekat (inherent) dengan proses pembentukan rasio antara jarak dan kedalaman kekasaran yang umum digunakan adalah antara 150:1 dan 5:1 disebabkan oleh pengaruh langsung sisi pemotongan, deformasi dari blasting, kristalisasi, dan efek kimia (seperti korosi) 26
27 Deviasi Geometrik Gambar 4. Asesmen kekasaran dan ketidakrataan 27



28 Deviasi Geometrik 28
29 Deviasi Geometrik Ketidak-kontinyuan permukaan (surface discontinuity): merupakan potongan yang terpisah yang terdapat pada permukaan seperti retakan, lubang/pori Deviasi sisi (edge deviations): merupakan deviasi daerah pinggir/sisi dari benda kerja dari bentuk geometrik idealnya, seperti sisi yang bergerigi (tidak tajam) 29
30 Deviasi Geometrik Alasan pengklasifikasian ketidak-teraturan permukaan: Jenis ketidakteraturan permukaan yang berbeda berasal dari penyebab yang berbeda pada proses manufaktur Jenis ketidakteraturan permukaan yang berbeda seringkali memiliki dampak yang berbeda terhadap kesesuaian permukaan terhadap fungsinya Tingkat kedalaman dari ketidak-teraturan sangat bervariasi 30
31 Deviasi Geometrik Deviasi juga diklasifikasikan ke dalam dua tingkatan: Deviasi makro: yaitu deviasi yang dapat diakses dengan alat ukur yang umum untuk mengakses ukuran, bentuk orientasi dan lokasi Deviasi mikro: yaitu deviasi yang dapat diakses dengan instrumen pengukuran kekasaran dan ketidakrataan Deviasi permukaan dapat merupakan gabungan (superposisi) dari beberapa jenis deviasi 31
32 Deviasi Geometrik 32
33 Prinsip-prinsip Toleransi Setiap benda kerja akan memiliki deviasi terhadap bentuk nominalnya Oleh karena itu, setiap sifat (properti) benda kerja seperti: ukuran, bentuk, orientasi, dan lokasi harus memiliki toleransi tertentu yang dinyatakan dengan baik pada gambar benda kerja Faktor yang menjadi pertimbangan: Kepresisian (deviasi yang sekecil mungkin) Ekonomis (kesesuaian dengan metode produksi yang tersedia) Gambar toleransi benda kerja yang tidak lengkap akan menyebabkan: Pertanyaan bagi production planning engineer Pertanyaan bagi manufacturing engineer Pertanyaan bagi inspection engineer Pengerjaan ulang (reworking) Cacat 33 Kerusakan
34 Prinsip-prinsip Toleransi Konsep toleransi: Agar gambar benda kerja mudah dibaca dan dipahami, dilakukan standarisasi terhadap toleransi-toleransi umum (general) Toleransi umum (general) harus sama atau lebih besar dari akurasi workshop Toleransi umum (general) dinyatakan dalam suatu referensi terhadap standar dan kelas toleransi yang digunakan (pada bagian judul gambar) Toleransi yang menyatakan harus lebih kecil diindikasikan secara individual 34
35 Prinsip-prinsip Toleransi Jika tidak terdapat standar yang umum, hal yang harus dilakukan adalah: Merujuk kepada standar perusahaan Mengindikasikan seluruh toleransi yang butuhkan untuk mendefinisikan geometri benda kerja Mengindikasikan seluruh toleransi yang dianggap mungkin untuk dilampaui oleh proses manufaktur yang telah direncanakan 35

36 TERIMA KASIH 36
37 Mesin Bubut Manual Mesin Bubut CNC Mesin Milling Manual Mesin Milling CNC Mesin Drilling/Boring Mesin Scrap Mesin Las Mesin Roll Mesin Forging Mesin Sawing/Potong 37
38 38
BAB I PENDAHULUAN 1.1. Latar Belakang Masalah
 BAB I PENDAHULUAN 1.1. Latar Belakang Masalah Seiring dengan kemajuan teknologi, banyak material yang semakin sulit untuk dikerjakan dengan proses pemesinan konvensional. Selain tuntutan terhadap kualitas
BAB I PENDAHULUAN 1.1. Latar Belakang Masalah Seiring dengan kemajuan teknologi, banyak material yang semakin sulit untuk dikerjakan dengan proses pemesinan konvensional. Selain tuntutan terhadap kualitas
METROLOGI INDUSTRI DAN STATISTIK
 METROLOGI INDUSTRI DAN STATISTIK 1 DAFTAR ISI Hal 1. Karakteristik Geometri 1 2. Toleransi dan Suaian 2 3. Cara Penulisan Toleransi Ukuran/Dimensi 5 4. Toleransi Standar dan Penyimpangan Fundamental 7
METROLOGI INDUSTRI DAN STATISTIK 1 DAFTAR ISI Hal 1. Karakteristik Geometri 1 2. Toleransi dan Suaian 2 3. Cara Penulisan Toleransi Ukuran/Dimensi 5 4. Toleransi Standar dan Penyimpangan Fundamental 7
Bab 1 Pendahuluan 1.1 Latar Belakang Tuntutan Sistem Produksi Maju
 Bab 1 Pendahuluan 1.1 Latar Belakang 1.1.1 Tuntutan Sistem Produksi Maju Perkembangan teknologi dan kebudayaan manusia menuntut perubahan sistem produksi dalam dunia manufaktur. Kebutuhan produk yang semakin
Bab 1 Pendahuluan 1.1 Latar Belakang 1.1.1 Tuntutan Sistem Produksi Maju Perkembangan teknologi dan kebudayaan manusia menuntut perubahan sistem produksi dalam dunia manufaktur. Kebutuhan produk yang semakin
BAB 3 METODOLOGI PENELITIAN
 BAB 3 METODOLOGI PENELITIAN Berdasarkan spesifikasi mold dan mesin injection mold yang dimiliki perusahaan, didapatkan target output produksi produk cap aqua galon. Namun Jumlah output yang ditargetkan
BAB 3 METODOLOGI PENELITIAN Berdasarkan spesifikasi mold dan mesin injection mold yang dimiliki perusahaan, didapatkan target output produksi produk cap aqua galon. Namun Jumlah output yang ditargetkan
BAB I PENDAHULUAN 1.1 LATAR BELAKANG
 BAB I PENDAHULUAN 1.1 LATAR BELAKANG Untuk mengurangi biaya produksi, peningkatan efisiensi proses manufaktur suatu produk sangat berpengaruh, terutama dengan menurunkan waktu proses manufakturnya. Dalam
BAB I PENDAHULUAN 1.1 LATAR BELAKANG Untuk mengurangi biaya produksi, peningkatan efisiensi proses manufaktur suatu produk sangat berpengaruh, terutama dengan menurunkan waktu proses manufakturnya. Dalam
ANALISIS PEMOTONGAN RODA GILA (FLY WHEEL) PADA PROSES PEMESINAN CNC BUBUT VERTIKAL 2 AXIS MENGGUNAKAN METODE PEMESINAN KERING (DRY MACHINING)
 PADA PROSES PEMESINAN CNC BUBUT VERTIKAL 2 AXIS MENGGUNAKAN METODE PEMESINAN KERING (DRY MACHINING)") ANALISIS PEMOTONGAN RODA GILA (FLY WHEEL) PADA PROSES PEMESINAN CNC BUBUT VERTIKAL 2 AXIS MENGGUNAKAN METODE PEMESINAN KERING (DRY MACHINING) IRVAN YURI SETIANTO NIM: 41312120037 PROGRAM STUDI TEKNIK MESIN
ANALISIS PEMOTONGAN RODA GILA (FLY WHEEL) PADA PROSES PEMESINAN CNC BUBUT VERTIKAL 2 AXIS MENGGUNAKAN METODE PEMESINAN KERING (DRY MACHINING) IRVAN YURI SETIANTO NIM: 41312120037 PROGRAM STUDI TEKNIK MESIN
III. METODOLOGI PENELITIAN. Penelitian ini dilakukan di Laboratorium Produksi Jurusan Teknik Mesin
 III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilakukan di Laboratorium Produksi Jurusan Teknik Mesin Fakultas Teknik Universitas Lampung pada bulan September 2012 sampai dengan
III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilakukan di Laboratorium Produksi Jurusan Teknik Mesin Fakultas Teknik Universitas Lampung pada bulan September 2012 sampai dengan
Rancangan Welding Fixture Pembuatan Rangka Produk Kursi
 Bidang Teknik Mesin Yogyakarta, 10 November 2012 Rancangan Welding Fixture Pembuatan Rangka Produk Kursi Hendro Prassetiyo, Rispianda, Irvan Rinaldi Ramdhan Jurusan Teknik Industri, Fakultas Teknologi
Bidang Teknik Mesin Yogyakarta, 10 November 2012 Rancangan Welding Fixture Pembuatan Rangka Produk Kursi Hendro Prassetiyo, Rispianda, Irvan Rinaldi Ramdhan Jurusan Teknik Industri, Fakultas Teknologi
PENGARUH PARAMETER PEMOTONGAN TERHADAP KEKASARAN PERMUKAAN PADA PROSES BUBUT BAJA AISI 1045
 PENGARUH PARAMETER PEMOTONGAN TERHADAP KEKASARAN PERMUKAAN PADA PROSES BUBUT BAJA AISI 1045 Yuni Hermawan Jurusan Teknik Mesin -Fakultas Teknik - Universitas Jember Email: yunikaka@yahoo.co.id ABSTRAK
PENGARUH PARAMETER PEMOTONGAN TERHADAP KEKASARAN PERMUKAAN PADA PROSES BUBUT BAJA AISI 1045 Yuni Hermawan Jurusan Teknik Mesin -Fakultas Teknik - Universitas Jember Email: yunikaka@yahoo.co.id ABSTRAK
TEORI MEMESIN LOGAM (METAL MACHINING)
") TEORI MEMESIN LOGAM (METAL MACHINING) Proses permesinan (machining) : Proses pembuatan ( manufacture) dimana perkakas potong ( cutting tool) digunakan untuk membentuk material dari bentuk dasar menjadi
TEORI MEMESIN LOGAM (METAL MACHINING) Proses permesinan (machining) : Proses pembuatan ( manufacture) dimana perkakas potong ( cutting tool) digunakan untuk membentuk material dari bentuk dasar menjadi
BAB 1 PENDAHULUAN 1.1 LATAR BELAKANG
 BAB 1 PENDAHULUAN 1.1 LATAR BELAKANG Industri manufaktur sudah semakin maju seiring dengan perkembangan ilmu pengetahuan dan penemuan penemuan proses dan teknik pemotongan logam (metal cutting). Ini terlihat
BAB 1 PENDAHULUAN 1.1 LATAR BELAKANG Industri manufaktur sudah semakin maju seiring dengan perkembangan ilmu pengetahuan dan penemuan penemuan proses dan teknik pemotongan logam (metal cutting). Ini terlihat
ANALISIS KEAUSAN PAHAT TERHADAP KUALITAS PERMUKAAN BENDA KERJA PADA PROSES PEMBUBUTAN
 ANALISIS KEAUSAN PAHAT TERHADAP KUALITAS PERMUKAAN BENDA KERJA PADA PROSES PEMBUBUTAN Eko Prasetyo, Hendri Sukma 2, Agri Suwandi 2 Jurusan Teknik Mesin Universitas Pancasila, Srengseng Sawah Jagakarsa,
ANALISIS KEAUSAN PAHAT TERHADAP KUALITAS PERMUKAAN BENDA KERJA PADA PROSES PEMBUBUTAN Eko Prasetyo, Hendri Sukma 2, Agri Suwandi 2 Jurusan Teknik Mesin Universitas Pancasila, Srengseng Sawah Jagakarsa,
Studi Eksperimental tentang Pengaruh Parameter Pemesinan Bubut terhadap Kekasaran Permukaan pada Pemesinan Awal dan Akhir
 Studi Eksperimental tentang Pengaruh Parameter Pemesinan Bubut terhadap Kekasaran Permukaan pada Pemesinan Awal dan Akhir Agung Premono 1, a *, Triyono 1, R. Ramadhani 2, N. E. Fitriyanto 2 1 Dosen, Jurusan
Studi Eksperimental tentang Pengaruh Parameter Pemesinan Bubut terhadap Kekasaran Permukaan pada Pemesinan Awal dan Akhir Agung Premono 1, a *, Triyono 1, R. Ramadhani 2, N. E. Fitriyanto 2 1 Dosen, Jurusan
I. PENDAHULUAN. industri akan ikut berkembang seiring dengan tingginya tuntutan dalam sebuah industri
 I. PENDAHULUAN A. Latar Belakang Perkembangan teknologi telah merubah industri manufaktur menjadi sebuah industri yang harus dapat berkembang dan bersaing secara global. Pada dasarnya seluruh elemen dalam
I. PENDAHULUAN A. Latar Belakang Perkembangan teknologi telah merubah industri manufaktur menjadi sebuah industri yang harus dapat berkembang dan bersaing secara global. Pada dasarnya seluruh elemen dalam
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 Perhitungan Teoritis Kecepatan potong menggunakan pahat potong karbida sandvik adalah sebesar, dimana secara perhitungan teoritis didapat nilai putaran spindel sebesar yang
BAB IV HASIL DAN PEMBAHASAN 4.1 Perhitungan Teoritis Kecepatan potong menggunakan pahat potong karbida sandvik adalah sebesar, dimana secara perhitungan teoritis didapat nilai putaran spindel sebesar yang
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1. Hasil Pengujian Kedataran Meja Menggunakan Spirit Level Dengan Posisi Horizontal Dan Vertikal. Dari pengujian kedataran meja mesin freis dengan menggunakan Spirit Level
BAB IV HASIL DAN PEMBAHASAN 4.1. Hasil Pengujian Kedataran Meja Menggunakan Spirit Level Dengan Posisi Horizontal Dan Vertikal. Dari pengujian kedataran meja mesin freis dengan menggunakan Spirit Level
BAB I PENDAHULUAN 1.1 Latar belakang
 BAB I PENDAHULUAN 1.1 Latar belakang Suatu negara dikatakan sebagai negara maju dapat dilihat apabila industri manufakturnya berkembang pesat. Industri manufaktur merupakan bagian yang paling penting di
BAB I PENDAHULUAN 1.1 Latar belakang Suatu negara dikatakan sebagai negara maju dapat dilihat apabila industri manufakturnya berkembang pesat. Industri manufaktur merupakan bagian yang paling penting di
1 BAB I PENDAHULUAN. 1.1 Latar Belakang
 1 BAB I PENDAHULUAN 1.1 Latar Belakang Semakin meningkatnya produktivitas dan kualitas dari produk yang dihasilkan merupakan tantangan bagi industri permesinan masa kini seiring dengan meningkatnya pengetahuan
1 BAB I PENDAHULUAN 1.1 Latar Belakang Semakin meningkatnya produktivitas dan kualitas dari produk yang dihasilkan merupakan tantangan bagi industri permesinan masa kini seiring dengan meningkatnya pengetahuan
BAB 1 PENDAHULUAN. Gambar 1.1. Proses Pemesinan Milling dengan Menggunakan Mesin Milling 3-axis
 BAB 1 PENDAHULUAN 1.1 Latar Belakang Perkembangan ilmu pengetahuan dan penemuan-penemuan proses serta teknik pemotongan logam (metal cutting) terus mendorong industri manufaktur semakin maju. Ini terlihat
BAB 1 PENDAHULUAN 1.1 Latar Belakang Perkembangan ilmu pengetahuan dan penemuan-penemuan proses serta teknik pemotongan logam (metal cutting) terus mendorong industri manufaktur semakin maju. Ini terlihat
ANALISIS UMUR PAHAT DAN BIAYA PRODUKSI PADA PROSES DRILLING TERHADAP MATERIAL S 40 C
 ANALISIS UMUR PAHAT DAN BIAYA PRODUKSI PADA PROSES DRILLING TERHADAP MATERIAL S 40 C 1 Azwinur, 2 Taufiq 1 Jurusan Teknik Mesin, Politeknik Negeri Lhokseumawe Jl. Banda Aceh-Medan Km.280 Buketrata Lhokseumawe.
ANALISIS UMUR PAHAT DAN BIAYA PRODUKSI PADA PROSES DRILLING TERHADAP MATERIAL S 40 C 1 Azwinur, 2 Taufiq 1 Jurusan Teknik Mesin, Politeknik Negeri Lhokseumawe Jl. Banda Aceh-Medan Km.280 Buketrata Lhokseumawe.
PENGARUH PARAMETER POTONG TERHADAP DIAMETER PITS ULIR METRIK
 PENGARUH PARAMETER POTONG TERHADAP DIAMETER PITS ULIR METRIK Sunarto Teknik Mesin Politeknik Bengkalis Jl. Batin Alam, Sei-Alam, Bengkalis-Riau sunarto@polbeng.ac.id Abstrak Ulir metrik adalah salah satu
PENGARUH PARAMETER POTONG TERHADAP DIAMETER PITS ULIR METRIK Sunarto Teknik Mesin Politeknik Bengkalis Jl. Batin Alam, Sei-Alam, Bengkalis-Riau sunarto@polbeng.ac.id Abstrak Ulir metrik adalah salah satu
MATA PELAJARAN : TEKNIK PEMESINAN JENJANG PENDIDIKAN : SMK
 MATA PELAJARAN : TEKNIK PEMESINAN JENJANG PENDIDIKAN : SMK Kompeten Pedagogi 1. Menguasai karakteristik peserta didik dari aspek fisik, moral, spiritual, sosial, kultural, emosional, dan intelektual. 2.
MATA PELAJARAN : TEKNIK PEMESINAN JENJANG PENDIDIKAN : SMK Kompeten Pedagogi 1. Menguasai karakteristik peserta didik dari aspek fisik, moral, spiritual, sosial, kultural, emosional, dan intelektual. 2.
ANALISIS PENGARUH CUTTING SPEED DAN FEEDING RATE MESIN BUBUT TERHADAP KEKASARAN PERMUKAAN BENDA KERJA DENGAN METODE ANALISIS VARIANS
 ANALISIS PENGARUH CUTTING SPEED DAN FEEDING RATE MESIN BUBUT TERHADAP KEKASARAN PERMUKAAN BENDA KERJA DENGAN METODE ANALISIS VARIANS Rakian Trisno Valentino Febriyano 1), Agung Sutrisno ), Rudy Poeng 3)
ANALISIS PENGARUH CUTTING SPEED DAN FEEDING RATE MESIN BUBUT TERHADAP KEKASARAN PERMUKAAN BENDA KERJA DENGAN METODE ANALISIS VARIANS Rakian Trisno Valentino Febriyano 1), Agung Sutrisno ), Rudy Poeng 3)
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Proses Pembuatan Proses pembuatan adalah proses yang mengolah dari bahan mentah menjadi suatu barang jadi. Berikut ini pemilihan bahan yang digunakan dalam pembuatan
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Proses Pembuatan Proses pembuatan adalah proses yang mengolah dari bahan mentah menjadi suatu barang jadi. Berikut ini pemilihan bahan yang digunakan dalam pembuatan
I. PENDAHULUAN. Perkembangan teknologi telah merubah industri manufaktur menjadi sebuah
 I. PENDAHULUAN A. Latar Belakang Perkembangan teknologi telah merubah industri manufaktur menjadi sebuah industri yang harus dapat berkembang dan bersaing secara global. Pada dasarnya seluruh elemen dalam
I. PENDAHULUAN A. Latar Belakang Perkembangan teknologi telah merubah industri manufaktur menjadi sebuah industri yang harus dapat berkembang dan bersaing secara global. Pada dasarnya seluruh elemen dalam
Gambar I. 1 Mesin Bubut
 BAB I PENDAHULUAN Latar Belakang Kata manufaktur berasal dari bahasa latin manus dan factus yang berarti dibuat dengan tangan. Kata manufacture muncul pertama kali tahun 1576, dan kata manufacturing muncul
BAB I PENDAHULUAN Latar Belakang Kata manufaktur berasal dari bahasa latin manus dan factus yang berarti dibuat dengan tangan. Kata manufacture muncul pertama kali tahun 1576, dan kata manufacturing muncul
PENGARUH VARIASI PUTARAN SPINDEL DAN KEDALAMAN PEMOTONGAN TERHADAP KEKASARAN PERMUKAAN BAJA ST 60 PADA PROSES BUBUT KONVENSIONAL
 PENGARUH VARIASI PUTARAN SPINDEL DAN KEDALAMAN PEMOTONGAN TERHADAP KEKASARAN PERMUKAAN BAJA ST 60 PADA PROSES BUBUT KONVENSIONAL Muhammad Sabil 1, Ilyas Yusuf 2, Sumardi 2, 1 Mahasiswa Prodi D-IV Teknik
PENGARUH VARIASI PUTARAN SPINDEL DAN KEDALAMAN PEMOTONGAN TERHADAP KEKASARAN PERMUKAAN BAJA ST 60 PADA PROSES BUBUT KONVENSIONAL Muhammad Sabil 1, Ilyas Yusuf 2, Sumardi 2, 1 Mahasiswa Prodi D-IV Teknik
Pengaruh Perubahan Parameter Pemesinan Terhadap Surface Roughness Produk Pada Proses Pemesinan dengan Single Cutting Tool
 Pengaruh Perubahan Parameter Pemesinan Terhadap Surface Roughness Produk Pada Proses Pemesinan dengan Single Cutting Tool Sally Cahyati 1,a, Triyono, 2,b M Sjahrul Annas 3,c, A.Sumpena 4,d 1,2,3 Jurusan
Pengaruh Perubahan Parameter Pemesinan Terhadap Surface Roughness Produk Pada Proses Pemesinan dengan Single Cutting Tool Sally Cahyati 1,a, Triyono, 2,b M Sjahrul Annas 3,c, A.Sumpena 4,d 1,2,3 Jurusan
BAB I PENDAHULUAN Latar Belakang
 BAB I PENDAHULUAN 1.1. Latar Belakang Seiring dengan kemajuan zaman, untuk mengoptimalkan nilai efisiensi terhadap suatu produk maka dimulailah suatu pengembangan terhadap material, dan para ahli mulai
BAB I PENDAHULUAN 1.1. Latar Belakang Seiring dengan kemajuan zaman, untuk mengoptimalkan nilai efisiensi terhadap suatu produk maka dimulailah suatu pengembangan terhadap material, dan para ahli mulai
BAB I PENDAHULUAN. Pentingnya proses permesinan merupakan sebuah keharusan. mesin dari logam. Proses berlangsung karena adanya gerak
 BAB I PENDAHULUAN 1.1. Latar Belakang Pentingnya proses permesinan merupakan sebuah keharusan dalam industri manufaktur terutama untuk pembuatan komponenkomponen mesin dari logam. Proses berlangsung karena
BAB I PENDAHULUAN 1.1. Latar Belakang Pentingnya proses permesinan merupakan sebuah keharusan dalam industri manufaktur terutama untuk pembuatan komponenkomponen mesin dari logam. Proses berlangsung karena
ANALISIS PROFIL KEBULATAN UNTUK MENENTUKAN KESALAHAN GEOMETRIK PADA PEMBUATAN KOMPONEN MENGGUNAKAN MESIN BUBUT CNC
 ANALISIS PROFIL KEBULATAN UNTUK MENENTUKAN KESALAHAN GEOMETRIK PADA PEMBUATAN KOMPONEN MENGGUNAKAN MESIN BUBUT CNC Muhammad Yanis Jurusan Teknik Mesin-Fakultas Teknik Universitas Sriwijaya Jl.Raya Prabumulih
ANALISIS PROFIL KEBULATAN UNTUK MENENTUKAN KESALAHAN GEOMETRIK PADA PEMBUATAN KOMPONEN MENGGUNAKAN MESIN BUBUT CNC Muhammad Yanis Jurusan Teknik Mesin-Fakultas Teknik Universitas Sriwijaya Jl.Raya Prabumulih
B A B I I LANDASAN TEORI
 B A B I I LANDASAN TEORI 2.1 Proses Manufaktur Manufaktur merupakan suatu aktivitas manusia yang mencakup semua fase dalam kehidupan. Computer Aided Manufacturing International (CAM-I) mendefinisikan manufaktur
B A B I I LANDASAN TEORI 2.1 Proses Manufaktur Manufaktur merupakan suatu aktivitas manusia yang mencakup semua fase dalam kehidupan. Computer Aided Manufacturing International (CAM-I) mendefinisikan manufaktur
BAB 1 PENDAHULUAN. Universitas Sumatera Utara
 BAB 1 PENDAHULUAN 1.1 LATAR BELAKANG Dewasa ini ilmu pengetahuan dan teknologi telah berkembang dengan pesat. Kemajuan ini juga merambah dunia industri manufaktur. Sebagai contoh dari kemajuan tersebut,
BAB 1 PENDAHULUAN 1.1 LATAR BELAKANG Dewasa ini ilmu pengetahuan dan teknologi telah berkembang dengan pesat. Kemajuan ini juga merambah dunia industri manufaktur. Sebagai contoh dari kemajuan tersebut,
TORSI ISSN : Jurnal Teknik Mesin Universitas Pendidikan Indonesia Vol. IV No. 1 Januari 2006 Hal
 PENGARUH PROSES PEMOTONGAN END MILL TERHADAP HASIL POTONG Dalmasius Ganjar Subagio*) INTISARI PENGARUH PROSES PEMOTONGAN END MILL TERHADAP HASIL POTONG. Telah dilaksanakan penelitian terhadap perbedaan
PENGARUH PROSES PEMOTONGAN END MILL TERHADAP HASIL POTONG Dalmasius Ganjar Subagio*) INTISARI PENGARUH PROSES PEMOTONGAN END MILL TERHADAP HASIL POTONG. Telah dilaksanakan penelitian terhadap perbedaan
Gambar 1.1. Contoh Peralatan Micro-Manufacturing (Qin, 2006)
") 1 BAB I PENDAHULUAN 1.1 Latar Belakang Dalam teknologi fabrikasi modern, kecenderungan miniaturisasi semakin meningkat. Hal ini ditunjukkan dengan produk-produk, alat dan instrumen yang diproduksi saat
1 BAB I PENDAHULUAN 1.1 Latar Belakang Dalam teknologi fabrikasi modern, kecenderungan miniaturisasi semakin meningkat. Hal ini ditunjukkan dengan produk-produk, alat dan instrumen yang diproduksi saat
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Proses Pemesinan Untuk membuat suatu alat atau produk dengan bahan dasar logam haruslah di lakukan dengan memotong bahan dasarnya. Proses pemotongan ini dapat dilakukan dengan
BAB II LANDASAN TEORI 2.1 Proses Pemesinan Untuk membuat suatu alat atau produk dengan bahan dasar logam haruslah di lakukan dengan memotong bahan dasarnya. Proses pemotongan ini dapat dilakukan dengan
PROSES PEMBUBUTAN LOGAM. PARYANTO, M.Pd.
 PROSES PEMBUBUTAN LOGAM PARYANTO, M.Pd. Jur.. PT. Mesin FT UNY Proses bubut adalah proses pemesinan untuk menghasilkan bagian-bagian mesin (komponen) berbentuk silindris yang dikerjakan dengan menggunakan
PROSES PEMBUBUTAN LOGAM PARYANTO, M.Pd. Jur.. PT. Mesin FT UNY Proses bubut adalah proses pemesinan untuk menghasilkan bagian-bagian mesin (komponen) berbentuk silindris yang dikerjakan dengan menggunakan
PERBANDINGAN KUALITAS MATERIAL BEARING MERK SKF, FMB, NKK, DAN JAL TERHADAP TERHADAP SIFAT FISIS DAN MEKANIS
 PERBANDINGAN KUALITAS MATERIAL BEARING MERK SKF, FMB, NKK, DAN JAL TERHADAP TERHADAP SIFAT FISIS DAN MEKANIS Masryukan, Ngafwan, dan Taufik Surya Nugroho Teknik Mesin Universitas Muhammadiyah Surakarta
PERBANDINGAN KUALITAS MATERIAL BEARING MERK SKF, FMB, NKK, DAN JAL TERHADAP TERHADAP SIFAT FISIS DAN MEKANIS Masryukan, Ngafwan, dan Taufik Surya Nugroho Teknik Mesin Universitas Muhammadiyah Surakarta
BAB I PENDAHULUAN 1.1. Latar Belakang
 BAB I PENDAHULUAN 1.1. Latar Belakang Teknologi pemesinan saat ini telah berkembang sangat pesat, bermula pada tahun 1940-an dimana pembuatan produk benda masih menggunakan mesin perkakas konvensional
BAB I PENDAHULUAN 1.1. Latar Belakang Teknologi pemesinan saat ini telah berkembang sangat pesat, bermula pada tahun 1940-an dimana pembuatan produk benda masih menggunakan mesin perkakas konvensional
FM-UDINUS-PBM-08-04/R0 SILABUS MATAKULIAH. toleransi. Revisi : 4 Tanggal Berlaku : 04 September 2015
 SILABUS MATAKULIAH Revisi : 4 Tanggal Berlaku : 04 September 2015 A. Identitas 1. Nama Matakuliah : Proses Manufaktur 2. Program Studi : Teknik Industri 3. Fakultas : Teknik 4. Bobot sks : 2 SKS 5. Elemen
SILABUS MATAKULIAH Revisi : 4 Tanggal Berlaku : 04 September 2015 A. Identitas 1. Nama Matakuliah : Proses Manufaktur 2. Program Studi : Teknik Industri 3. Fakultas : Teknik 4. Bobot sks : 2 SKS 5. Elemen
BAB X TUJUAN DESAIN ALAT BANTU
 BAB X TUJUAN DESAIN ALAT BANTU Desain alat bantu adalah proses mendesain dan mengembangkan alat-alat bantu, metode dan teknik untuk meningkatkan efisiensi dan produktifitas produksi. Tujuan utama dalam
BAB X TUJUAN DESAIN ALAT BANTU Desain alat bantu adalah proses mendesain dan mengembangkan alat-alat bantu, metode dan teknik untuk meningkatkan efisiensi dan produktifitas produksi. Tujuan utama dalam
BAB li TEORI DASAR. 2.1 Konsep Dasar Perancangan
 BAB li TEORI DASAR Pada bab ini dijelaskan mengenai konsep dasar perancangan, teori dasar pemesinan, mesin bubut, komponen komponen utama mesin dan eretan (carriage). 2.1 Konsep Dasar Perancangan Perancangan
BAB li TEORI DASAR Pada bab ini dijelaskan mengenai konsep dasar perancangan, teori dasar pemesinan, mesin bubut, komponen komponen utama mesin dan eretan (carriage). 2.1 Konsep Dasar Perancangan Perancangan
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Perhitungan Pembubutan Hasil perhitungan pembubutan benda kerja dilakukan beberapa tahapan dengan material VCN, VCL, AISI 145, dan ST 37 yaitu : Tahap 1. 1. kedalaman
BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Perhitungan Pembubutan Hasil perhitungan pembubutan benda kerja dilakukan beberapa tahapan dengan material VCN, VCL, AISI 145, dan ST 37 yaitu : Tahap 1. 1. kedalaman
Bab I. Pendahuluan. satu pompa air laut milik PT. Petrokimia Nusantara Interindo. Keretakan ini
 Bab I Pendahuluan 1 Bab I Pendahuluan 1.1. Latar Belakang Permasalahan Ditemukan keretakan di bagian pengunci poros pada impeller pada salah satu pompa air laut milik PT. Petrokimia Nusantara Interindo.
Bab I Pendahuluan 1 Bab I Pendahuluan 1.1. Latar Belakang Permasalahan Ditemukan keretakan di bagian pengunci poros pada impeller pada salah satu pompa air laut milik PT. Petrokimia Nusantara Interindo.
Momentum, Vol. 12, No. 1, April 2016, Hal. 1-8 ISSN , e-issn
 Momentum, Vol. 12, No. 1, April 2016, Hal. 1-8 ISSN 0216-7395, e-issn 2406-9329 PENGARUH ARAH PEMAKANAN DAN SUDUT PERMUKAAN BIDANG KERJA TERHADAP KEKASARAN PERMUKAAN MATERIAL S45C PADA MESIN FRAIS CNC
Momentum, Vol. 12, No. 1, April 2016, Hal. 1-8 ISSN 0216-7395, e-issn 2406-9329 PENGARUH ARAH PEMAKANAN DAN SUDUT PERMUKAAN BIDANG KERJA TERHADAP KEKASARAN PERMUKAAN MATERIAL S45C PADA MESIN FRAIS CNC
DESAIN DAN PABRIKASI GERINDA TOOLPOST PADA MESIN BUBUT KONVENSIONAL
 DESAIN DAN PABRIKASI GERINDA TOOLPOST PADA MESIN BUBUT KONVENSIONAL Zuhaimi Staf Pengajar Jurusan Teknik Mesin Email : zuhaimi_pnl@yahoo.com Politeknik Negeri Lhokseumawe Abstrak Gerinda toolpost merupakan
DESAIN DAN PABRIKASI GERINDA TOOLPOST PADA MESIN BUBUT KONVENSIONAL Zuhaimi Staf Pengajar Jurusan Teknik Mesin Email : zuhaimi_pnl@yahoo.com Politeknik Negeri Lhokseumawe Abstrak Gerinda toolpost merupakan
Jig and Fixture FIXTURE)
") ALAT PENEPAT FIXTURE) (JIG AND PENDAHULUAN Untuk mengurangi biaya produksi, peningkatan efisiensi proses manufaktur suatu produk sangat berpengaruh, terutama dengan menurunkan waktu proses manufakturnya.
ALAT PENEPAT FIXTURE) (JIG AND PENDAHULUAN Untuk mengurangi biaya produksi, peningkatan efisiensi proses manufaktur suatu produk sangat berpengaruh, terutama dengan menurunkan waktu proses manufakturnya.
BAB I PROSES MANUFAKTUR
 BAB I PROSES MANUFAKTUR A. Pendahuluan. teknologi mekanik merupakan suatu proses pembuatan suatu benda dari bahan baku sampai barang jadi atau setengah jadi dengan atau tanpa proses tambahan. Dari sejarah
BAB I PROSES MANUFAKTUR A. Pendahuluan. teknologi mekanik merupakan suatu proses pembuatan suatu benda dari bahan baku sampai barang jadi atau setengah jadi dengan atau tanpa proses tambahan. Dari sejarah
Pengukuran Teknik Tri Mulyanto. Bab 1 PENDAHULUAN
 Bab 1 PENDAHULUAN Produk suatu pemesinan akan mempunyai kualitas geometrik tertentu. Dimana kualitas yang dihasilkan sangat dipengaruhi oleh pengendalian mutu dan proses produksi. Mutu yang baik tidak
Bab 1 PENDAHULUAN Produk suatu pemesinan akan mempunyai kualitas geometrik tertentu. Dimana kualitas yang dihasilkan sangat dipengaruhi oleh pengendalian mutu dan proses produksi. Mutu yang baik tidak
DAFTAR ISI HALAMAN JUDUL HALAMAN PENGESAHAN HALAMAN PERNYATAAN NASKAH SOAL TUGAS AKHIR HALAMAN PERSEMBAHAN KATA PENGANTAR
 DAFTAR ISI HALAMAN JUDUL HALAMAN PENGESAHAN HALAMAN PERNYATAAN NASKAH SOAL TUGAS AKHIR HALAMAN PERSEMBAHAN KATA PENGANTAR DAFTAR ISI DAFTAR GAMBAR DAFTAR TABEL DAFTAR LAMPIRAN DAFTAR NOTASI DAN SINGKATAN
DAFTAR ISI HALAMAN JUDUL HALAMAN PENGESAHAN HALAMAN PERNYATAAN NASKAH SOAL TUGAS AKHIR HALAMAN PERSEMBAHAN KATA PENGANTAR DAFTAR ISI DAFTAR GAMBAR DAFTAR TABEL DAFTAR LAMPIRAN DAFTAR NOTASI DAN SINGKATAN
BAB 1 PENDAHULUAN 1.1. Latar Belakang
 BAB 1 PENDAHULUAN 1.1. Latar Belakang Dunia industri sekarang ini berkembang sangat pesat. Kebutuhan manusia yang semakin banyak dan keinginan manusia untuk selalu praktis menyebabkan persaingan di dunia
BAB 1 PENDAHULUAN 1.1. Latar Belakang Dunia industri sekarang ini berkembang sangat pesat. Kebutuhan manusia yang semakin banyak dan keinginan manusia untuk selalu praktis menyebabkan persaingan di dunia
BAB III PROSES MANUFAKTUR. yang dilakukan dalam proses manufaktur mesin pembuat tepung ini adalah : Mulai. Pengumpulan data.
 BAB III PROSES MANUFAKTUR 3.1. Metode Proses Manufaktur Proses yang dilakukan untuk pembuatan mesin pembuat tepung ini berkaitan dengan proses manufaktur dari mesin tersebut. Proses manufaktur merupakan
BAB III PROSES MANUFAKTUR 3.1. Metode Proses Manufaktur Proses yang dilakukan untuk pembuatan mesin pembuat tepung ini berkaitan dengan proses manufaktur dari mesin tersebut. Proses manufaktur merupakan
BAB I PENDAHULUAN. Industri manufaktur adalah salah satu industri yang berpeluang besar menguasai
 BAB I PENDAHULUAN 1.1 Latar Belakang Industri manufaktur adalah salah satu industri yang berpeluang besar menguasai pasaran. Dalam kegiatannya industri tersebut selalu berhubungan dengan pengerjaan logam,
BAB I PENDAHULUAN 1.1 Latar Belakang Industri manufaktur adalah salah satu industri yang berpeluang besar menguasai pasaran. Dalam kegiatannya industri tersebut selalu berhubungan dengan pengerjaan logam,
RENCANA PROGRAM KEGIATAN PERKULIAHAN SEMESTER (RPKPS)
") RENCANA PROGRAM KEGIATAN PERKULIAHAN SEMESTER (RPKPS) Kode / Nama Mata Kuliah E124208 / Proses Manufaktur Revisi ke 4 Satuan Kredit Semester 2 SKS Tgl revisi 16 Juli 2015 Jml Jam kuliah dalam seminggu
RENCANA PROGRAM KEGIATAN PERKULIAHAN SEMESTER (RPKPS) Kode / Nama Mata Kuliah E124208 / Proses Manufaktur Revisi ke 4 Satuan Kredit Semester 2 SKS Tgl revisi 16 Juli 2015 Jml Jam kuliah dalam seminggu
MODIFIKASI MESIN BUBUT DENGAN PENAMBAHAN ALAT BANTU CEKAM UNTUK MEMBUAT KOMPONEN YANG MEMBUTUHKAN PROSES FREIS
 MODIFIKASI MESIN BUBUT DENGAN PENAMBAHAN ALAT BANTU CEKAM UNTUK MEMBUAT KOMPONEN YANG MEMBUTUHKAN PROSES FREIS Muhammad Yanis, Qmarul Hadi Jurusan Teknik Mesin Fakultas Teknik Universitas Sriwijaya Jl.Raya
MODIFIKASI MESIN BUBUT DENGAN PENAMBAHAN ALAT BANTU CEKAM UNTUK MEMBUAT KOMPONEN YANG MEMBUTUHKAN PROSES FREIS Muhammad Yanis, Qmarul Hadi Jurusan Teknik Mesin Fakultas Teknik Universitas Sriwijaya Jl.Raya
DESKRIPSI PEMELAJARAN PENGETAHUAN DASAR TEKNIK MESIN
 DESKRIPSI PEMELAJARAN MATA DIKLAT TUJUAN : PENGETAHUAN DASAR TEKNIK MESIN : Membekali peserta didik dengan pengetahuan dasar teknik mesin : Pengenalan ilmu statika dan tegangan : A : 40 Jam @ 45 menit
DESKRIPSI PEMELAJARAN MATA DIKLAT TUJUAN : PENGETAHUAN DASAR TEKNIK MESIN : Membekali peserta didik dengan pengetahuan dasar teknik mesin : Pengenalan ilmu statika dan tegangan : A : 40 Jam @ 45 menit
Optimasi Cutting Tool Carbide pada Turning Machine dengan Geometry Single Point Tool pada High Speed
 ISBN 978-979-3541-50-1 IRWNS 2015 Optimasi Cutting Tool Carbide pada Turning Machine dengan Geometry Single Point Tool pada High Speed Badruzzaman a, Dedi Suwandi b a Jurusan Teknik Mesin,Politeknik Negeri
ISBN 978-979-3541-50-1 IRWNS 2015 Optimasi Cutting Tool Carbide pada Turning Machine dengan Geometry Single Point Tool pada High Speed Badruzzaman a, Dedi Suwandi b a Jurusan Teknik Mesin,Politeknik Negeri
OPTIMASI PARAMETER PEMESINAN TANPA FLUIDA PENDINGIN TERHADAP MUTU BAJA AISI Jl. Jend. Sudirman Km 3 Cilegon,
 OPTIMASI PARAMETER PEMESINAN TANPA FLUIDA PENDINGIN TERHADAP MUTU BAJA AISI 1045 Haryadi 1, Slamet Wiyono 2, Iman Saefuloh 3, Muhamad Rizki Mutaqien 4 1,2,3,4 Jurusan Teknik Mesin, Fakultas Teknik, Universitas
OPTIMASI PARAMETER PEMESINAN TANPA FLUIDA PENDINGIN TERHADAP MUTU BAJA AISI 1045 Haryadi 1, Slamet Wiyono 2, Iman Saefuloh 3, Muhamad Rizki Mutaqien 4 1,2,3,4 Jurusan Teknik Mesin, Fakultas Teknik, Universitas
BAB II TINJAUAN PUSTAKA Pandangan Umum terhadap Mesin Uji Tarik
 BAB II TINJAUAN PUSTAKA 2.1. Pandangan Umum terhadap Mesin Uji Tarik Pada suatu proses produksi dalam skala yang besar maupun skala yang kecil banyak digunakan alat alat bantu agar membuat proses produksi
BAB II TINJAUAN PUSTAKA 2.1. Pandangan Umum terhadap Mesin Uji Tarik Pada suatu proses produksi dalam skala yang besar maupun skala yang kecil banyak digunakan alat alat bantu agar membuat proses produksi
Dosen Pembimbing Ir. SAMPURNO, MT. Jurusan Teknik Mesin Fakultas Teknologi Industri Institut Teknologi Sepuluh Nopember Surabaya 2011
 IBNU MAHARDI ZAHTIAR 2106 100 069 Dosen Pembimbing Ir. SAMPURNO, MT. Jurusan Teknik Mesin Fakultas Teknologi Industri Institut Teknologi Sepuluh Nopember Surabaya 2011 Multi Fixture Analisa dan Perancangan
IBNU MAHARDI ZAHTIAR 2106 100 069 Dosen Pembimbing Ir. SAMPURNO, MT. Jurusan Teknik Mesin Fakultas Teknologi Industri Institut Teknologi Sepuluh Nopember Surabaya 2011 Multi Fixture Analisa dan Perancangan
BAB I PENDAHULUAN. meningkat. Berbagai proses pemesinan dilakukan guna mengubah bahan baku
 BAB I PENDAHULUAN 1.1. Latar Belakang Seiring dengan perkembangan zaman dan kemajuan teknologi seperti saat ini, persaingan-persaingan dalam pembuatan suatu produk menjadi semakin meningkat. Berbagai proses
BAB I PENDAHULUAN 1.1. Latar Belakang Seiring dengan perkembangan zaman dan kemajuan teknologi seperti saat ini, persaingan-persaingan dalam pembuatan suatu produk menjadi semakin meningkat. Berbagai proses
Budi Setiyana 1), Rusnaldy 2), Nuryanto 3)
, Rusnaldy 2), Nuryanto 3)") PENGARUH KECEPATAN POTONG PADA PROSES PEMESINAN KECEPATAN TINGGI TERHADAP GEOMETRI DAN KEKERASAN GERAM UNTUK BEBERAPA LOGAM DENGAN VARIASI NILAI KEKUATAN TARIK Budi Setiyana 1), Rusnaldy 2), Nuryanto 3)
PENGARUH KECEPATAN POTONG PADA PROSES PEMESINAN KECEPATAN TINGGI TERHADAP GEOMETRI DAN KEKERASAN GERAM UNTUK BEBERAPA LOGAM DENGAN VARIASI NILAI KEKUATAN TARIK Budi Setiyana 1), Rusnaldy 2), Nuryanto 3)
BAB VI PENUTUP. 6.1 Kesimpulan
 BAB VI PENUTUP 6.1 Kesimpulan Dari hasil penelitian didapatkan kesimpulan bahwa Mesin CNC router dengan 3 axis dapat dipakai untuk membuat sebuah benda berbentuk 3 dimensi. Hanya saja diperlukan proses
BAB VI PENUTUP 6.1 Kesimpulan Dari hasil penelitian didapatkan kesimpulan bahwa Mesin CNC router dengan 3 axis dapat dipakai untuk membuat sebuah benda berbentuk 3 dimensi. Hanya saja diperlukan proses
BAB I PENDAHULUAN Latar Belakang Masalah
 BAB I PENDAHULUAN 1.1. Latar Belakang Masalah Seiring dengan perkembangan dunia robotika yang semakin meningkat, bentuk desain dan fungsi robot pun semakin bervariasi. Pada umumnya komponen rangka dan
BAB I PENDAHULUAN 1.1. Latar Belakang Masalah Seiring dengan perkembangan dunia robotika yang semakin meningkat, bentuk desain dan fungsi robot pun semakin bervariasi. Pada umumnya komponen rangka dan
: Teknologi Industri Pembimbing : 1.Dr. Rr Sri Poernomo Sari, ST., MT. : 2.Irwansyah, ST., MT
 ANALISIS PEMBUATAN JIG PENGUBAH SUDUT KEMIRINGAN VALVE SILINDER HEAD SEPEDA MOTOR MATIC Nama NPM : 20410985 Jurusan Fakultas : Ardi Adetya Prabowo : Teknik Mesin : Teknologi Industri Pembimbing : 1.Dr.
ANALISIS PEMBUATAN JIG PENGUBAH SUDUT KEMIRINGAN VALVE SILINDER HEAD SEPEDA MOTOR MATIC Nama NPM : 20410985 Jurusan Fakultas : Ardi Adetya Prabowo : Teknik Mesin : Teknologi Industri Pembimbing : 1.Dr.
PENGARUH CAIRAN PENDINGIN BERTEKANAN TINGGI TERHADAP GAYA POTONG, KEAUSAN TEPI PAHAT, DAN KEKASARAN PERMUKAAN PADA PROSES BUBUT MATERIAL AISI 4340
 TUGAS AKHIR TEKNIK MANUFAKTUR (TM091486) PENGARUH CAIRAN PENDINGIN BERTEKANAN TINGGI TERHADAP GAYA POTONG, KEAUSAN TEPI PAHAT, DAN KEKASARAN PERMUKAAN PADA PROSES BUBUT MATERIAL AISI 4340 ANDI PURWANTO
TUGAS AKHIR TEKNIK MANUFAKTUR (TM091486) PENGARUH CAIRAN PENDINGIN BERTEKANAN TINGGI TERHADAP GAYA POTONG, KEAUSAN TEPI PAHAT, DAN KEKASARAN PERMUKAAN PADA PROSES BUBUT MATERIAL AISI 4340 ANDI PURWANTO
PENERAPAN PENILAIAN KEKASARAN PERMUKAAN (SURFACE ROUGHNESS ASSESSMENT) BERBASIS VISI PADA PROSES PEMBUBUTAN BAJA S45C
 BERBASIS VISI PADA PROSES PEMBUBUTAN BAJA S45C") PENERAPAN PENILAIAN KEKASARAN PERMUKAAN (SURFACE ROUGHNESS ASSESSMENT) BERBASIS VISI PADA PROSES PEMBUBUTAN BAJA S45C Yanuar Burhanuddin, Suryadiwansa Harun, Evans Afriant N., Tomy D.A. Jurusan Teknik
PENERAPAN PENILAIAN KEKASARAN PERMUKAAN (SURFACE ROUGHNESS ASSESSMENT) BERBASIS VISI PADA PROSES PEMBUBUTAN BAJA S45C Yanuar Burhanuddin, Suryadiwansa Harun, Evans Afriant N., Tomy D.A. Jurusan Teknik
BAB V KESIMPULAN DAN SARAN
 BAB V KESIMPULAN DAN SARAN A. Kesimpulan Mengacu pada rumusan masalah dan pembahasan pada bab 4 terkait proses pembuatan komponen rangka pada mesin perajang sampah organik, didapat beberapa kesimpulan,
BAB V KESIMPULAN DAN SARAN A. Kesimpulan Mengacu pada rumusan masalah dan pembahasan pada bab 4 terkait proses pembuatan komponen rangka pada mesin perajang sampah organik, didapat beberapa kesimpulan,
PERANCANGAN ANGLE GRINDING JIG UNTUK MEMBANTU PROSES PERBAIKAN WEDGEBLOCK MOLD DI MESIN SURFACE GRINDING
 PERANCANGAN ANGLE GRINDING JIG UNTUK MEMBANTU PROSES PERBAIKAN WEDGEBLOCK MOLD DI MESIN SURFACE GRINDING TUGAS AKHIR Diajukan untuk Memenuhi Sebagian Persyaratan Mencapai Derajat Sarjana Teknik Industri
PERANCANGAN ANGLE GRINDING JIG UNTUK MEMBANTU PROSES PERBAIKAN WEDGEBLOCK MOLD DI MESIN SURFACE GRINDING TUGAS AKHIR Diajukan untuk Memenuhi Sebagian Persyaratan Mencapai Derajat Sarjana Teknik Industri
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA 2.1. LPG (Liquified Petroleum Gas) LPG merupakan gas hidrokarbon produksi dari kilang minyak dan kilang gas dengan komponen utama gas propana (C 3 H 8 ) dan butana (C 4 H 10 ) dan
BAB II TINJAUAN PUSTAKA 2.1. LPG (Liquified Petroleum Gas) LPG merupakan gas hidrokarbon produksi dari kilang minyak dan kilang gas dengan komponen utama gas propana (C 3 H 8 ) dan butana (C 4 H 10 ) dan
ANALISIS TOPOGRAFI PERMUKAAN LOGAM DAN OPTIMASI PARAMETER PEMOTONGAN PADA PROSES MILLING ALUMINIUM ALLOY
 ANALISIS TOPOGRAFI PERMUKAAN LOGAM DAN OPTIMASI PARAMETER PEMOTONGAN PADA PROSES MILLING ALUMINIUM ALLOY Sobron Yamin Lubis & Agustinus Christian Jurusan Teknik Mesin, Fakultas Teknik Universitas Tarumanagara
ANALISIS TOPOGRAFI PERMUKAAN LOGAM DAN OPTIMASI PARAMETER PEMOTONGAN PADA PROSES MILLING ALUMINIUM ALLOY Sobron Yamin Lubis & Agustinus Christian Jurusan Teknik Mesin, Fakultas Teknik Universitas Tarumanagara
BAB 2 TINJAUAN PUSTAKA
 BAB 2 TINJAUAN PUSTAKA 2.1 Kajian Pustaka Dalam topik penelitian ini, ada beberapa hasil yang telah dicapai dalam penelitian sebelumnya yang berkaitan dengan distribusi panas yang terjadi pada proses pemesinan.
BAB 2 TINJAUAN PUSTAKA 2.1 Kajian Pustaka Dalam topik penelitian ini, ada beberapa hasil yang telah dicapai dalam penelitian sebelumnya yang berkaitan dengan distribusi panas yang terjadi pada proses pemesinan.
STUDI KEMAMPUAN DAN KEANDALAN MESIN FREIS C2TY MELALUI PENGUJIAN KARAKTERISTIK STATIK MENURUT STANDAR ISO Julian Alfijar 1 ), Purnomo 2 )
, Purnomo 2 )") STUDI KEMAMPUAN DAN KEANDALAN MESIN FREIS C2TY MELALUI PENGUJIAN KARAKTERISTIK STATIK MENURUT STANDAR ISO 1710 Julian Alfijar 1 ), Purnomo 2 ) Abstrak Penelitian ini bertujuan untuk menentukan kelayakan
STUDI KEMAMPUAN DAN KEANDALAN MESIN FREIS C2TY MELALUI PENGUJIAN KARAKTERISTIK STATIK MENURUT STANDAR ISO 1710 Julian Alfijar 1 ), Purnomo 2 ) Abstrak Penelitian ini bertujuan untuk menentukan kelayakan
PENGARUH KECEPATAN PUTAR SPINDLE (RPM) DAN JENIS SUDUT PAHAT PADA PROSES PEMBUBUTAN TERHADAP TINGKAT KEKASARAN BENDA KERJA BAJA EMS 45
 DAN JENIS SUDUT PAHAT PADA PROSES PEMBUBUTAN TERHADAP TINGKAT KEKASARAN BENDA KERJA BAJA EMS 45") PENGARUH KECEPATAN PUTAR SPINDLE (RPM) DAN JENIS SUDUT PAHAT PADA PROSES PEMBUBUTAN TERHADAP TINGKAT KEKASARAN BENDA KERJA BAJA EMS 45 Mohammad Farokhi 1, Wirawan Sumbodo 2, Rusiyanto 3 1.2.3 Pendidikan
PENGARUH KECEPATAN PUTAR SPINDLE (RPM) DAN JENIS SUDUT PAHAT PADA PROSES PEMBUBUTAN TERHADAP TINGKAT KEKASARAN BENDA KERJA BAJA EMS 45 Mohammad Farokhi 1, Wirawan Sumbodo 2, Rusiyanto 3 1.2.3 Pendidikan
BAB II DASAR TEORI 2.1 TINJAUAN PUSTAKA
 BAB II DASAR TEORI 2.1 TINJAUAN PUSTAKA Elvys, (2015) menyatakan untuk memenuhi kebutuhan mesin perkakas CNC bagi workshop industri kecil dan atau sebagai media pembelajaran pada institusi pendidikan,
BAB II DASAR TEORI 2.1 TINJAUAN PUSTAKA Elvys, (2015) menyatakan untuk memenuhi kebutuhan mesin perkakas CNC bagi workshop industri kecil dan atau sebagai media pembelajaran pada institusi pendidikan,
PENGARUH TEKNIK PENYAYATAN PAHAT MILLING PADA CNC MILLING 3 AXIS TERHADAP TINGKAT KEKASARAN PERMUKAAN BENDA BERKONTUR
 81 JTM Vol. 05, No. 2, Juni 2016 PENGARUH TEKNIK PENYAYATAN PAHAT MILLING PADA CNC MILLING 3 AXIS TERHADAP TINGKAT KEKASARAN PERMUKAAN BENDA BERKONTUR Irawan Program Studi Teknik Mesin, Fakultas Teknik,
81 JTM Vol. 05, No. 2, Juni 2016 PENGARUH TEKNIK PENYAYATAN PAHAT MILLING PADA CNC MILLING 3 AXIS TERHADAP TINGKAT KEKASARAN PERMUKAAN BENDA BERKONTUR Irawan Program Studi Teknik Mesin, Fakultas Teknik,
Toleransi& Implementasinya
 Toleransi& Implementasinya Daftar Isi 1. Toleransi Linier... 3 a) Suaian-suaian (Fits)... 6 b) Jenis jenis Suaian... 6 c) Toleransi Khusus dan Toleransi Umum... 6 1) Toleransi Khusus... 6 2) Toleransi
Toleransi& Implementasinya Daftar Isi 1. Toleransi Linier... 3 a) Suaian-suaian (Fits)... 6 b) Jenis jenis Suaian... 6 c) Toleransi Khusus dan Toleransi Umum... 6 1) Toleransi Khusus... 6 2) Toleransi
Perancangan Dan Pembuatan Jig Untuk Proses Drilling pada CNC Router
 Perancangan Dan Pembuatan Jig Untuk Proses Drilling pada CNC Router Yovie Rahmatullah 1, Bayu Wiro K 2, Fipka Bisono 3 1 Program Studi Teknik Desain dan Manufaktur, Jurusan Teknik Permesinan Kapal, Politeknik
Perancangan Dan Pembuatan Jig Untuk Proses Drilling pada CNC Router Yovie Rahmatullah 1, Bayu Wiro K 2, Fipka Bisono 3 1 Program Studi Teknik Desain dan Manufaktur, Jurusan Teknik Permesinan Kapal, Politeknik
BAB I PENDAHULUAN. Gambar 1.1 Turbin blade [Gandjar et. al, 2008]
![BAB I PENDAHULUAN. Gambar 1.1 Turbin blade [Gandjar et. al, 2008]](/thumbs/68/58936694.jpg "BAB I PENDAHULUAN. Gambar 1.1 Turbin blade [Gandjar et. al, 2008]") BAB I PENDAHULUAN 1.1 Latar Belakang Proses produksi pembuatan suatu produk manufaktur yang ada didunia hampir seluruhnya memerlukan proses pemesinan. Contoh produk yang memerlukan proses pemesinan adalah
BAB I PENDAHULUAN 1.1 Latar Belakang Proses produksi pembuatan suatu produk manufaktur yang ada didunia hampir seluruhnya memerlukan proses pemesinan. Contoh produk yang memerlukan proses pemesinan adalah
KAJI EKSPERIMEN PENGARUH PUTARAN DAN FEEDING TERHADAP KEKASARAN PERMUKAAN BENDA KERJA PADA PROSES MILLING-CNC
 JURNAL INTAKE---- Vol. 1, Nomor 2, Oktober 2010 KAJI EKSPERIMEN PENGARUH PUTARAN DAN FEEDING TERHADAP KEKASARAN PERMUKAAN BENDA KERJA PADA PROSES MILLING-CNC Ira Kusumaningrum Jurusan Teknik Mesin, Fakultas
JURNAL INTAKE---- Vol. 1, Nomor 2, Oktober 2010 KAJI EKSPERIMEN PENGARUH PUTARAN DAN FEEDING TERHADAP KEKASARAN PERMUKAAN BENDA KERJA PADA PROSES MILLING-CNC Ira Kusumaningrum Jurusan Teknik Mesin, Fakultas
Gambar 2.1 Baja tulangan beton polos (Lit 2 diunduh 21 Maret 2014)
") BAB II TINJAUAN PUSTAKA 2.1 Baja Tulangan Beton Baja tulangan beton adalah baja yang berbentuk batang berpenampang lingkaran yang digunakan untuk penulangan beton,yang diproduksi dari bahan baku billet
BAB II TINJAUAN PUSTAKA 2.1 Baja Tulangan Beton Baja tulangan beton adalah baja yang berbentuk batang berpenampang lingkaran yang digunakan untuk penulangan beton,yang diproduksi dari bahan baku billet
Pengaruh Jenis Pahat dan Cairan Pendingin
 Pengaruh Jenis Pahat dan Cairan Pendingin PENGARUH JENIS PAHAT DAN CAIRAN PENDINGIN SERTA KEDALAMAN PEMAKANAN TERHADAP TINGKAT KEKASARAN DAN KEKERASAN PERMUKAAN BAJA ST 60 PADA PROSES BUBUT KONVENSIONAL
Pengaruh Jenis Pahat dan Cairan Pendingin PENGARUH JENIS PAHAT DAN CAIRAN PENDINGIN SERTA KEDALAMAN PEMAKANAN TERHADAP TINGKAT KEKASARAN DAN KEKERASAN PERMUKAAN BAJA ST 60 PADA PROSES BUBUT KONVENSIONAL
BAB I PENDAHULUAN 1.1 Latar Belakang Masalah
 BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Saat ini persaingan di dalam dunia industri semakin ketat. Hal ini ditandai dengan terciptanya globalisasi pasar yang mengakibatkan munculnya pertumbuhan industri
BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Saat ini persaingan di dalam dunia industri semakin ketat. Hal ini ditandai dengan terciptanya globalisasi pasar yang mengakibatkan munculnya pertumbuhan industri
DESKRIPSI PEMELAJARAN
 DESKRIPSI PEMELAJARAN KOMPETENSI : Mengukur dengan alat ukur mekanik presisi KODE : M12.3A DURASI PEMELAJARAN : 80 Jam @ 45 menit LEVEL KOMPETENSI KUNCI A B C D E F G 1 1 2 1 1 1 1 KONDISI KINERJA 1. Kegunaan
DESKRIPSI PEMELAJARAN KOMPETENSI : Mengukur dengan alat ukur mekanik presisi KODE : M12.3A DURASI PEMELAJARAN : 80 Jam @ 45 menit LEVEL KOMPETENSI KUNCI A B C D E F G 1 1 2 1 1 1 1 KONDISI KINERJA 1. Kegunaan
TUGAS TEKNIK PERAWATAN MESIN MAKALAH MESIN BUBUT, SEKRAP DAN FRAIS
 TUGAS TEKNIK PERAWATAN MESIN MAKALAH MESIN BUBUT, SEKRAP DAN FRAIS Disusun oleh : Nama : M. Fatkhul Amin No Mhs. : 111.33.1044 Jurusan : T. Mesin (D-3) JURUSAN TEKNIK MESIN FAKULTAS TEKNOLOGI INDUSTRI
TUGAS TEKNIK PERAWATAN MESIN MAKALAH MESIN BUBUT, SEKRAP DAN FRAIS Disusun oleh : Nama : M. Fatkhul Amin No Mhs. : 111.33.1044 Jurusan : T. Mesin (D-3) JURUSAN TEKNIK MESIN FAKULTAS TEKNOLOGI INDUSTRI
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Jig 2.1.1 Pengertian Jig Jig adalah alat bantu untuk memudahkan proses permesinan. Umumnya, jig digunakan ketika bagian benda kerja memiliki bentuk yang kompleks, atau ketika
BAB II LANDASAN TEORI 2.1 Jig 2.1.1 Pengertian Jig Jig adalah alat bantu untuk memudahkan proses permesinan. Umumnya, jig digunakan ketika bagian benda kerja memiliki bentuk yang kompleks, atau ketika
BAB I PENDAHULUAN. 1.1 Latar Belakang Mesin bubut (Turning machine) adalah suatu jenis mesin perkakas
 adalah suatu jenis mesin perkakas") BAB I PENDAHULUAN 1.1 Latar Belakang Mesin bubut (Turning machine) adalah suatu jenis mesin perkakas yang dalam proses kerjanya bergerak memutar benda kerja dan menggunakan mata potong pahat (tools) sebagai
BAB I PENDAHULUAN 1.1 Latar Belakang Mesin bubut (Turning machine) adalah suatu jenis mesin perkakas yang dalam proses kerjanya bergerak memutar benda kerja dan menggunakan mata potong pahat (tools) sebagai
PENGARUH KECEPATAN POTONG TERHADAP KUALITAS PERMUKAAN BENDA KERJA PADA PROSES BUBUT
 PENGARUH KECEPATAN POTONG TERHADAP KUALITAS PERMUKAAN BENDA KERJA PADA PROSES BUBUT Abstraksi Oleh: Danardono A.S., Hengky S. Nugroho, Rosehan Program studi Teknik Mesin PPS BIT FTUI. Depok 16425 E-mail:
PENGARUH KECEPATAN POTONG TERHADAP KUALITAS PERMUKAAN BENDA KERJA PADA PROSES BUBUT Abstraksi Oleh: Danardono A.S., Hengky S. Nugroho, Rosehan Program studi Teknik Mesin PPS BIT FTUI. Depok 16425 E-mail:
BAB IV PROSES PEMBUATAN MESIN
 BAB IV PROSES PEMBUATAN MESIN 4.1 Proses Produksi Produksi adalah suatu proses memperbanyak jumlah produk melalui tahapantahapan dari bahan baku untuk diubah dengan cara diproses melalui prosedur kerja
BAB IV PROSES PEMBUATAN MESIN 4.1 Proses Produksi Produksi adalah suatu proses memperbanyak jumlah produk melalui tahapantahapan dari bahan baku untuk diubah dengan cara diproses melalui prosedur kerja
TOLERANSI LINIER Basori
 TOLERANSI LINIER Basori Toleransi adalah suatu penyimpangan ukuran yang diperbolehkan atau diijinkan. Karena penyimpangan ini, benda yang dibuat dengan memakai toleransi masih dapat dipasang atau diasembling.
TOLERANSI LINIER Basori Toleransi adalah suatu penyimpangan ukuran yang diperbolehkan atau diijinkan. Karena penyimpangan ini, benda yang dibuat dengan memakai toleransi masih dapat dipasang atau diasembling.
OPTIMASI PROSES PEMBUATAN MOBIL KAYU DENGAN MESIN CNC ROUTER PADA INDUSTRI BATIK KAYU
 OPTIMASI PROSES PEMBUATAN MOBIL KAYU DENGAN MESIN CNC ROUTER PADA INDUSTRI BATIK KAYU Disusun sebagai salah satu syarat menyelesaikan Program Studi Strata I pada Jurusan Teknik Mesin Fakultas Teknik Oleh
OPTIMASI PROSES PEMBUATAN MOBIL KAYU DENGAN MESIN CNC ROUTER PADA INDUSTRI BATIK KAYU Disusun sebagai salah satu syarat menyelesaikan Program Studi Strata I pada Jurusan Teknik Mesin Fakultas Teknik Oleh
BAB IV PENGUJIAN ALAT GERINDA SILINDRIS DAN ANALISA
 BAB IV PENGUJIAN ALAT GERINDA SILINDRIS DAN ANALISA 4.1 Pengujian Alat Untuk mengetahui apakah alat gerinda silindris dapat bekerja dengan baik sebagai mana yang diharapkan, maka diperlukan pengujian.
BAB IV PENGUJIAN ALAT GERINDA SILINDRIS DAN ANALISA 4.1 Pengujian Alat Untuk mengetahui apakah alat gerinda silindris dapat bekerja dengan baik sebagai mana yang diharapkan, maka diperlukan pengujian.
I. PENDAHULUAN. Proses permesinan merupakan proses manufaktur dimana objek dibentuk
 I. PENDAHULUAN A. Latar Belakang Proses permesinan merupakan proses manufaktur dimana objek dibentuk dengan cara membuang atau meghilangkan sebagian material dari benda kerjanya. Tujuan digunakan proses
I. PENDAHULUAN A. Latar Belakang Proses permesinan merupakan proses manufaktur dimana objek dibentuk dengan cara membuang atau meghilangkan sebagian material dari benda kerjanya. Tujuan digunakan proses
SIDIK GUNRATMONO NIM : D
 TUGAS AKHIR Analisa Pengaruh Quenching dengan Variasi Pendinginan Air dan Oli pada Gergaji Pita dan Serkel terhadap Struktur Mikro, Kekerasan dan Keausan Permukaan Disusun : SIDIK GUNRATMONO NIM : D 200
TUGAS AKHIR Analisa Pengaruh Quenching dengan Variasi Pendinginan Air dan Oli pada Gergaji Pita dan Serkel terhadap Struktur Mikro, Kekerasan dan Keausan Permukaan Disusun : SIDIK GUNRATMONO NIM : D 200
KUALITAS PERMUKAAN HASIL PEMBUBUTAN DENGAN MENGGUNAKAN PAHAT BUBUT HASIL PENGEMBANGAN
 Maftuchin Romlie & Sunomo, Kualitas Permukaan Hasil Pembubutan,... 51 KUALITAS PERMUKAAN HASIL PEMBUBUTAN DENGAN MENGGUNAKAN PAHAT BUBUT HASIL PENGEMBANGAN Oleh: Maftuchin Romlie 1 Sunomo 2 Dosen Teknik
Maftuchin Romlie & Sunomo, Kualitas Permukaan Hasil Pembubutan,... 51 KUALITAS PERMUKAAN HASIL PEMBUBUTAN DENGAN MENGGUNAKAN PAHAT BUBUT HASIL PENGEMBANGAN Oleh: Maftuchin Romlie 1 Sunomo 2 Dosen Teknik
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI Perancangan Alat Bantu Perancangan (desain/design) alat bantu (tools) merupakan: proses mendesain dan mengembangkan alat bantu, metoda, dan teknik yang dibutuhkan untuk meningkatkan
BAB II LANDASAN TEORI Perancangan Alat Bantu Perancangan (desain/design) alat bantu (tools) merupakan: proses mendesain dan mengembangkan alat bantu, metoda, dan teknik yang dibutuhkan untuk meningkatkan
Mesin Perkakas Konvensional
 Proses manufaktur khusus digunakan untuk memotong benda kerja yang keras yang tidak mudah dipotong dengan metode tradisional atau konvensional. Dengan demikian, bahwa dalam melakukan memotong bahan ada
Proses manufaktur khusus digunakan untuk memotong benda kerja yang keras yang tidak mudah dipotong dengan metode tradisional atau konvensional. Dengan demikian, bahwa dalam melakukan memotong bahan ada
ANALISA PENGARUH KECEPATAN FEEDING TERHADAP KEKASARAN PERMUKAAN DRAW BAR MESIN MILLING ACIERA DENGAN PROSES CNC TURNING
 JTM Vol. 03, No. 3, Oktober 2014 1 ANALISA PENGARUH KECEPATAN FEEDING TERHADAP KEKASARAN PERMUKAAN DRAW BAR MESIN MILLING ACIERA DENGAN PROSES CNC TURNING ISYA PRAKOSO Program Studi Teknik Mesin, Fakultas
JTM Vol. 03, No. 3, Oktober 2014 1 ANALISA PENGARUH KECEPATAN FEEDING TERHADAP KEKASARAN PERMUKAAN DRAW BAR MESIN MILLING ACIERA DENGAN PROSES CNC TURNING ISYA PRAKOSO Program Studi Teknik Mesin, Fakultas
Desain, Manufaktur, dan Inspeksi Produk Berbasis Fitur
 Desain, Manufaktur, dan Inspeksi Produk Berbasis Fitur Indra Djodikusumo 1, a *, Duddy Arisandi 2,b Ruswandi 3,c 1 Fakultas Teknik Mesin dan Dirgantara, Institut Teknologi Bandung, Jl. Ganesha No. 10,
Desain, Manufaktur, dan Inspeksi Produk Berbasis Fitur Indra Djodikusumo 1, a *, Duddy Arisandi 2,b Ruswandi 3,c 1 Fakultas Teknik Mesin dan Dirgantara, Institut Teknologi Bandung, Jl. Ganesha No. 10,
PENGARUH TEBAL PEMAKANAN DAN KECEPATAN POTONG PADA PEMBUBUTAN KERING MENGGUNAKAN PAHAT KARBIDA TERHADAP KEKASARAN PERMUKAAN MATERIAL ST-60
 PENGARUH TEBAL PEMAKANAN DAN KECEPATAN POTONG PADA PEMBUBUTAN KERING MENGGUNAKAN PAHAT KARBIDA TERHADAP KEKASARAN PERMUKAAN MATERIAL ST-60 Hasrin Jurusan Teknik Mesin Politeknik Negeri Lhokseumawe Jl.Banda
PENGARUH TEBAL PEMAKANAN DAN KECEPATAN POTONG PADA PEMBUBUTAN KERING MENGGUNAKAN PAHAT KARBIDA TERHADAP KEKASARAN PERMUKAAN MATERIAL ST-60 Hasrin Jurusan Teknik Mesin Politeknik Negeri Lhokseumawe Jl.Banda