BAB IV PROSES PRODUKSI DAN PENGUJIAN
|
|
|
- Liani Sumadi
- 6 tahun lalu
- Tontonan:
Transkripsi
1 BAB IV PROSES PRODUKSI DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan merupakan salah satu tahap untuk membuat komponenkomponen pada Rotary Welding Machine. Komponen-komponen yang akan dibuat adalah komponen yang tidak standar. Pada komponen satandar terterntu masih memerlukan proses pengerjaan lanjut. Pengerjaan dominan dalam pembuatan okmponen tersebut antara lain: bubut, drilling, boring, grinding, dan kerja bangku disertai perhitungan waktu dan biaya. 1. Identifikasi Gambar Kerja Identifikasi gambar kerja merupakan langkah awal dari proses pembuatan rangka Rotary Welding Machine. Dalam gambar kerja selain harus memiliki kejelasan informasi mengenai bentuk atau desain mesin. Hal ini diperlukan agar tidak terjadi perbedaan persepsi antara perancangan dan pembuatan komponen mesin. Gambar kerja juga menentukan langkah awal proses pengerjaan Rotary Welding Machine. 2. Persiapan mesin dan perkakas Persiapan mesin dan perkakas dilakukan sebelum memulai proses pembuatan Rotary Welding Machine. Dengan adanya persiapan mesin dan alat perkakas yang tepat, diharapkan tidak terjadi hambatan selama proses pembuatan rangka sesuai dengan alat yang digunakan. 3. Pemotongan bahan Mesin dan alat perkakas yang telah tersedia maka proses selanjutnya adalah melakukan rencana pemotongan (cutting plan). Cutting plan adalah proses mengukur dan menandai benda kerja dengan menggunakan mistar siku dan penggores sebelum melakukan pemotongan pada benda kerja. Pemotongan profil hollow dilakukan dengan mesin gerinda potong.cutting plan memudahkan pemotongan untuk menghasilkan komponen yang sesuai gambar kerja. Cutting plan bahan merupakan rencana pemotongan bahan agar kebutuhan bisa sehemat mungkin, dalam artian meminimalkan 55
2 56 jumlah sisa bahan yang terbuang selama pemotongan berlangsung. Setelah cutting plan dikerjakan pada bahan maka selanjutnya adalah pemotongan bahan dengan ukuran yang sesuai dengan rencana pemotongan. Pemotongan bahan menggunakan gergaji tangan atau gerinda potong. 4. Proses pembuatan rangka Rotary Welding Machine. Proses pembuatan rangka Rotary Welding Machine yang akan dibahas pada laporan ini meliputi proses pemotongan, proses pengeboran, proses pengelasan, perakitan dan finishing. 5. Keselamatan kerja: a. Memakai pakaian kerja (wear pack) b. Menggunakan alat dan mesin sesuai dengan fungsinya. Pada saat mengelas menggunakan alat keselamatan kerja seperti sarung tangan las dan kaca mata las. c. Pada saat menggerinda menggunakan kaca mata, sarung tangan dan masker. d. Pada saat menggunakan mesin bor hendaklah menggunakan ragum untuk mencekam benda kerja. 4.2 Alat dan Bahan Pembuatan Rotary Welding Machine Beberapa alat yang digunakan untuk membuat Rotary Welding Machine antara lain: 1. Mesin las. 2. Mesin bubut. 3. Mesin bor. 4. Mesin gerinda. 5. Pemotong plat. 6. Kunci-kunci (ring, pas). 7. Alat ukur (jangka sorong, meteran). 8. Penekuk plat. 9. Penyiku. 10. Penitik. 11. Palu.
3 Kikir. 13. Tang rivet. 14. Multimeter. Beberapa bahan yang perlu digunakan untuk membuat Rotary Welding Machine antara lain: 1. Besi hollow 3,7 cm x 3,7 cm. 2. Motor listrik ½ hp 1400 rpm. 3. Reducer 1: Rubber coupling. 5. Housing bearing ø 20 mm. 6. Poros 20 mm. 7. V belt buah Pulley ukuran 2 ; 2 buah pulley ukuran 9 dan sebuah pulley ukuran Plat galvalum tebal 0.8mm 10. Bahan roller. 11. Besi cor kelabu diameter luar 270mm, diameter dalam 170mm dan tebal 42mm. 12. Elektroda las listrik buah Relai 220 V 15 A. 14. Sebuah Timer buah Push button. 16. Sebuah saklar emergency buah lampu indicator buah limit switch. 19. Kabel wiring panel. 20. Paku keeling, mur dan baut. 21. Cat. 22. Thinner. 23. Epoxi. 24. Amplas. 25. Dempul.




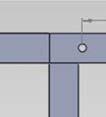
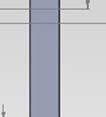
4 Proses Pembuatan Rangka 1. Memotong besi hollow 37 mm x 37 mm x 1,6 mm dengan panjang: mm, 2 buah 500 mm, 3 buah 426 mm, 7 buah 476 mm, 4 buah 700 mm, 6 buah 645 mm, 2 buah 400 mm, 1 buah 185 mm, 2 buah 2. Merangkai besi panjang 1400 mm dan 500 mm dengan ujung 45 o menggunakann mesin las menjadi bentuk persegi panjang seperti gambar 4.1 dibawah ini. Gambar 4.1 Membuat Rangka Persegi 3. Menyambung besi dengan rangkaa persegi panjang menggunakann las sebagai dudukan holder U (rangka pencekam) ). Kemudian batang dengan panjang 426 mm di bor menggunakan mata bor ø10 mmm seperti gambar 4.2 dibawah ini.















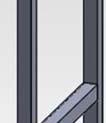
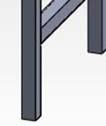
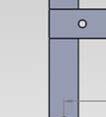
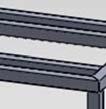
5 59 Gambar 4.2 Membuat Dudukan Holder U Gambar 4.3 Membuat Kaki Rangka 4. Menyambung 6 besi ukuran 700 mmm dengan rangka persegi sebagai kaki- kaki seperti gambar 4.3 dibawah ini. 5. Menyambung 2 besi dengan panjang 645 mmm pada kaki rangka sebagai penguat dudukan motor dan box panel seperti gambar 4.4 dibawah ini.








6 60 Gambar 4.4 Palang Penguat Dudukan Motor dan Box Panel 6. Menyambung 3 besi ukuran panjang 426 mm pada kaki seperti gambar 4.5 dibawah ini. Gambar 4.5 Membuat Besi Palang Pada Kaki 7. Menyambung 2 besi ukuran 426 mm dengan penguat kaki sebagai dudukan motor listrik seperti gambar 4.6 serta menyambung 2 besi ukuran 185 mm sebagai dudukan reducer seperti gambar 4.7 dan membuat lubang











7 61 dudukan reducer dan motor listrik dengan ukuran seperti yang ditunjukkan gambar 4.8 dibawah ini. Gambar 4. 6 Membuat Dudukan Motor Listrik Gambar 4.7 Membuat Dudukan Reducer














8 62 Gambar 4.8 Dimensi Dudukan Motor dan Reducer 8. Menyambung besi ukuran 500 mmm dan 400 panel seperti gambar 4..9 serta dengan jarak ditunjukkan pada gambar 4.10 dibawah ini. mm sebagai dudukan box dari rangka utama seperti Gambar 4.9 Membuat Dudukan Box Panel
















9 63 Gambar 4.10 Dimensi Rangkaa Bx Panel 9. Membuat dudukan holder U pencekam bemda kerja komponen A dan melubangi dengan bor ukuran 8 mmm sebagai tempat baut roller pada holder U dan memotong salah satu ujungnya dengan sudut 70 o sebanyak 4 buah dan 4 buah lagi dengan mengurangi panjang bawah sebesar 1,6 mm sebagai tempat rel seperti gambar dibawah ini. Gambar 4.11 Membuat Komponen A dan A Dudukan Pencekam










10 Membuat komponen B dudukan pencekam dan memotong ujungnya dengan sudut 60 o dan 71 o sebanyak 8 buah seperti gambar 4.12 dibawah ini. Gambar 4.12 Membuat Komponen B Dudukan Pencekam 11. Membuat komponen C sebanyak 4 buah dan melubangi dengan bor 8mm sebagai tempat baut roller pada holder U dan memotong ujungnya dengan sudut seperti gambar 4.13 dibawah ini. Gambar 4.13 Membuat Komponen C Dudukan Pencekam



















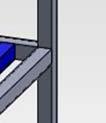
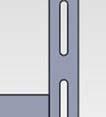
11 Membuat 4 seluncuran untuk dudukan 2 holder U dengan panjang 150 mm agar bisa digeser untuk menyesuaikan panjang benda kerja menggunakan besi U ukuran 40mm x 40mm x 1,6mm seperti gambar 4.14 dibawah ini. Gambar 4.14 Membuat Komponen Seluncuran Holder U 13. Menyambung dengan mesin las komponen A, B dan C seperti gambar 4.25 berikut ini. Gambar 4.15 Menyambung Holder U




















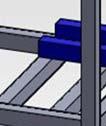
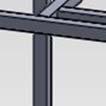
12 Menyambung komponenn A, B dan C sebagai holder U geser dengan mesin las seperti gambar 4.16 dibawah ini. Gambar 4.16 Menyambung Holder U geser 15. Menggabungkan holder U tetap pada rangkaa utama menggunakan las listrik seperti gambar 4.17 berikut ini. Gambar 4.17 Menggabungkan Holder U Tetap Pada Rangka
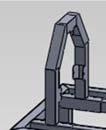





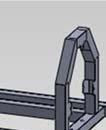











13 Menggabungkan holder U geser dengan komponen seluncuran pada rell rangka utama menggunakan mesin las seperti gambar 4.18 berikut ini. Gambar Penggabungan Holder U Geser Dengan Rangka Utama 17. Membuat dudukan tourch untuk las MIG. Dudukan ini didesain dengan 3 lengan sehinga dapat digerakkan sesuai yang dikehendaki. Berikut gambar dudukan Torch Gun seperti digambarkan dalam gambar berikut ini Gambar Desain Torch Gun Las MIG















14 68 Tabel 4.1 perhitungann Waktu Pembuatan Rangka NO Proses 1 Persiapan dan Pengukurann 2 Pemotongan 3 Pengelasan 4 Pengeboran 4 x ø 8 mm ; 8 x ø 10 mm Waktu (menit) , Proses Pembubutan a. Proses pembubutan Roller. Roller yang digunakan terbuat dari besi berdiameter 30mmm dan panjangnya 600 mm. Pembubutan dilakukan untuk mendapatkan diameter 20mm sepanjang 10 mm dengann jarak dari titik awal 10 mmm dan memotong di titik ahir sepanjang 10 mm. Pembuatan roller sebanyak 12 buah. Gambar 4.20 Roller
15 69 Proses pembutan: 1. Memasang benda kerja pada chuck. 2. Melakukan setting benda kerja. Menyetel benda kerja menggunakan dial indicator dibantu dengan pemukulan palu lunak. Menyetel pergeseran rahang dibantu pemukulan palu lunak. 3. Memasang bor center di chuck drill pada kepala lepas. 4. Memasang pahat bubut pada tool post. 5. Menyetting kepala spindle mesin bubut. 6. Proses pembubutan facing dari ukuran panjang 600 mm menjadi 559mm. 7. Melakukan proses pembubutan alur dari diameter 30mm menjadi diameter 20 mm sepanjang 10 mm dari ujung poros berjarak 10 mm. 8. Membubut alur pemotongan sedalam 10 mm sepanjang 2 mm (setebal pahat alur) dengan jarak 10 mm dari titik ahir pembubutan alur yang pertama, yang nantinya di lanjutkan dengan pemotongan manual menggunakan gergaji besi. 9. Mengulangi proses nomer 7 sebanyak 12 kali proses. 10. Mengganti mata bor 8 mm pada chuck drill kemudian melakukan pengeboran sedalam 70 mm. 11. Melanjutkan pemotongan secara manual pada alur potong yang telah disiapkan pada bagian yang telah di bor sebanyak 2 kali pemotongan. Pada setiap pemotongan di selingi facing pada permukaan benda kerja. 12. Mengulang langkah 9 dan 10 sampai selesai. 13. Mengganti benda kerja pada chuck dengan roller. Pemasangan pada bagian yang belum di facing menghadap pahat. 14. Melakukan setting sperti pada langkah Melakukan facing untuk mendapatkan panjang 30 mm. 16. Mengulangi langkah 13 dan 14 sampe mendapatkan roller sebanyak 12 buah.














16 Mengembalikan posisi semula chuck. 18. Cleaning. 19. Selesai. b. Proses Pembubutan Komponen Utama Pencekam. Komponen yang digunakann berbahan besi cor kelabu dengan diameter luar 270 mm, diameter dalam 170 mmm dan tebal 42 mm. Proses pembubutan untuk mendapatkan diameter seperti pada gambar berikut ini: Gambar 4.21 Komponen Utama Pencekam. Proses pembubutan: 1. Memasangbenda kerja dengann diameter luar pada chuck. 2. Melakukan setting benda kerja. Menyetel benda kerja menggunakan pemukulan palu lunak. Menyetel pergeseran rahang dibantu pemukulan palu lunak. 3. Memasang pahat bubut pada tool post. 4. Menyetting kepalaa spindle mesin bubut.
17 71 5. Membubud facing permukaan B dari ukuran tebal 42 mm hingga diperoleh kerataan dan tebal 38.5 mm. 6. Membubud diameter dalam benda kerja dari ukuran diameter 170 mm hingga diperoleh ukuran 180 mm. 7. Melepas dan membalik benda kerja dengan mencekam pada bagian diameter dalam. 8. Melakukan setting benda kerja. Menyetel benda kerja menggunakan dial indicator dibantu dengan pemukulan palu lunak. Menyetel pergeseran rahang dibantu pemukulan palu lunak. 9. Membubut facing permukaan bidang A hingga diperoleh hasil tebal ahir benda kerja 35 mm. 10. Membubut diameter luar dari ukuran awal 270 mm hingga diperoleh diameter 240 mm. 11. Membubut alur sisi A sepanjang 12,5 mm dengan kedalaman 10 mm. 12. Melepas benda kerja dari chuck, membalik benda kerja dan memasang benda kerja dengan mencekam diameter luar. 13. Melakukan setting benda kerja. Menyetel benda kerja menggunakan dial indicator dibantu dengan pemukulan palu lunak. Menyetel pergeseran rahang dibantu pemukulan palu lunak. 14. Membubut alur diameter luar sisi B sepanjang 12,5 mm sedalam 10mm. 15. Membubut alur pada diameter dalam dari sisi B dari diameter awal 180mm hingga diperoleh diameter ahir 220 mm sepanjang 25 mm. 16. Melepas benda kerja. 17. Mengembalikan posisi semula chuck. 18. Cleaning. 19. Selesai.











18 72 c. Membubut Dudukan Tuas Pencekam. Komponen yang digunakann berbahan besi cor kelabu dengan diameter luar 240mm, diameter dalam 170 mmm dan tebal 18 mm. Proses pembubutan untuk mendapatkan diameter seperti pada gambar berikut ini: Gambar 4.22 Dudukan Tuas pencekam. Proses pembubutan: 1. Memasangbenda kerja dengann diameter luar pada chuck dengan permukaan B menghadap pahat. 2. Melakukan setting benda kerja. Menyetel benda kerja menggunakan pemukulan palu lunak. Menyetel pergeseran rahang dibantu pemukulan palu lunak. 3. Memasang pahat bubut pada tool post. 4. Menyetting kepalaa spindle mesin bubut. 5. Membubut facing permukaan B dari tebal 18 mm untuk memperoleh kerataan hingga diperoleh tebal 13 mm. 6. Membubut diameter dalam dari diameter awal 170 mm menjadi 180mm.
19 73 7. Membalik benda kerja dan mencekam bagian diameter dalam pada chuck. 8. Melakukan setting benda kerja. Menyetel benda kerja menggunakan dial indicator dibantu dengan pemukulan palu lunak. Menyetel pergeseran rahang dibantu pemukulan palu lunak. 9. Melakukan facing pada permukaan A hingga diperoleh tebal ahir 8mm. 10. Membubut diameter luar dari ø 240 mm Menjadi ø 220 mm 11. Melepas benda kerja. 12. Mengembalikan posisi semula chuck. 13. Cleaning. 14. Selesai. Tabel 4.2 Perhitungan Waktu Pembubutan NO Proses Waktu (menit) 1 Persiapan Pembubutan 132,6 3 Pemotongan Proses Pembuatan Box Panel Box panel terbuat dari plat galvalum dengan tebal 0,8 mm agar mudah dalam proses penekukan. Penekukan plat menjadi box dan pintu box seperti ukuran pada gambar dibawah ini:











20 74 Gambar 4.23 Box Proses pembuatan: a. Memotong plat sesuai gambar di bawah ini dalam satuan cm. Gambar 4.24 Box dan Pintu Box b. Menekuk plat dengan penekuk plat menjadi box dan pintu box seperti gambar dibawah ini







21 75 Gambar 4.25 Penekukan Plat Sesuai Pola. c. Merakit pintu dan box dengan engsel menggunakan bor 3mm kemudian menggabungkanya dengan paku keling. d. Mengebor pintu dan memasang handle menggunakan paku keling. e. Mengebor diameter 8 mm sebanyak 3 lubang pada bagiam belakang box dan 3 lubang di bagian semping kanan box sebagai jalur kabel instalasi. Tabel 4.3 Perhitungan Waktu Pembuatan Box Panel NO Proses 1 Persiapan dan Pengukuran 2 Pemotongan n 3 Penekukan 4 Pengeboran 6 x ø 8 mmm Waktu (menit)











22 Proses Pembuatan Tuas Pencekam Tuas pencekam terbuat dari plat besi berukuran 8 mm. Proses pembuatan untuk mendapatkan bentuk tuas seperti pada gambar berikut ini: 1. Menggambar pola tuas pencekam seperti gambar dibawah ini pada plat dengan tebal 8 mm sebanyak 12 pasang. Gambar 4.26 Desain Tuas Pencekam 2. Memotong plat sesuai dengann pola yang telah dibuat menggunakan gerinda potong. 3. Merapikan dan menghaluskann potongan dengan gerinda amplas. 4. Mengebor dengan mata bor 8 mm sesuai dengan pola. Tabel 4.44 Perhitungan Waktu Pembuatan Tuas Pencekam NO Proses 1 Persiapan dan Pengukuran 2 Pemotongan n 4 Pengeboran Waktu (menit) ,8








 5 Persiapan")



23 Proses Melubangi Komponen Utama dan Dudukan Tuas Pencekam Komponen Utama dan dudukan tuas pencekam harus dilubangi sebagai tempat baut untuk menyambungkan dengan tuas pencekam. Proses pengeboran dilakukan dengan mata bor ø 7 mm dan kemudian di tap ulir dengan mengunakan M8x1,25 mm. Berikut pola pengeboran untuk Komponen utama dan dudukan tuas pencekam. Gambar 4.27 Pola Pengeboran Komponen Utama dan Dudukan Tuas Pencekam Tabel 4. 5 Perhitungan Pengeboran Komponen Utama dan Pencekam Dudukan Tuas No Proses Waktu (menit) 5 Persiapan dan Cleaning 6 Pengeboran 24 lubang 36 4, Proses Pengelasan Komponen Utama dengan Pulley Dikarenakan 2 pencekam pada Welding Rotary Machine akan berotasi maka pada komponen utama pencekam disambung (dilas) menggunakan las karbid dengan filler kuningan pada pulley 9 inchi unrtuk digerakkan dengan v- belt.










24 Pengelasan Komponen Utamaa Dengan pulley Tabel 4.6 Perhitungan Waktu Pengelasan Komponen Utama Dengan Pulley NO `1 2 Proses Persiapan Pengelasan` Waktu (menit) Pemasangan Tuas Pencekam Pada Komponen Utamaa dan Dudukan Tuas Pencekam Pemasangan tuas pada Komponenn utama dan dudukan tuas pencekam menggunakan baut yang dikencangkan, namun pemasangan diusahakan agar tuas tetap bisa bergerak. Gambar 4.29 Pemasangan Tuas Pada Komponen Utama dan Dudukan Tuas pencekam
















25 79 Setelah pemasangan selesai maka dipasang karet pada 6 pasang tuas yang ada pada 2 pencekam dan pemasangan bearing pada bagian tuas lainnya. Penggunaan bearing ini bertujuan agar nantinya arus negatif pada las MIG tetap mengalir ke benda kerja. Gambar 4.30 Pencekam Proses Pengecatan Langkah pengerjaan proses pengecatan adalah proses ahir sebelum perakitan komponen dan pengujian alat, adapun langkah-langkahnya yaitu: Menyiapkan alat dan bahan Membersihkan dan merapikan tangan. bagian pengelasan dengan gerinda Membersihkan seluruh komponenn yang akan dicat dengan gerinda atau amplas tangan dan air untuk menghilangkan korosi. Memberi dempul pada bagian-bagian yang tidak rata seperti pada sambungan-sambungan las.
































26 80 Gambar 4.31 Mendempul Rangka 5. Setelah dempul kering, amplas bagian yang didempul hingga rapi. Gambar 4.32 Mengamplas Rangka































27 81 6. Memberikan cat dasar atau epoxi ke seluruh bagian yang akan dicat. Gambar 4.33 Memberi Warna Dasar Epoxi Pada Rangka 7. Melakukan pengecatan sesuai rencana. warna pada seluruh rangka dengan warna cat Gambar 4.34 Proses Pengecatan 8. Pengeringan dan selesai.
28 82 Tabel 4.7 Perhitungan Waktu Proses Pengecatan NO Proses Waktu (menit) 1 Persiapan 20 2 Pendempulan 20 4 Pengamplasan 25 5 Pengecatan Proses Perakitan Perakitan merupakan tahap terakhir dalam proses perancangan dan pembuatan suatu mesin atau alat, dimana suatu cara atau tindakan untuk menempatkan dan memasang bagian-bagian dari suatu mesin yang digabung dari suatu kesatuan menurut pasangannya, sehingga akan menjadi perakitan mesin yang siap digunakan sesuai dengan fungsi yang direncanakan. Berikut ini adalah langkah-langkah yang dilakukan dalam proses perakitan mesin rotari las MIG: 1. Menyiapkan semua komponen-komponen yang akan dirakit. 2. Memasang roller dan pencekam pada dudukan holder U. 3. Memasang housing bearing pada rangka. 4. Memasang poros pada housing bearing. 5. Memasang reducer pada rangka dudukan. 6. Memasang motor lisrik pada rangka dudukan serta menyambungkan poros motor listrik dan reducer dengan flexibel kopling. 7. Memasang pulley pada reducer dan poros, serta menyeting kelurusannya 8. Memasang pulley pada poros, serta menyeting kelurusannya dengan pulley pencekam. 9. Memasang v-belt pada pulley reducer dan pulley poros. Serta v-belt pada pulley poros dengan pulley pencekam.
29 Memasang box panel pada rangka. 11. Memasang sensor (limit switch) serta menyetingnya pada komponen utama rotari. 12. Memasang komponen kelistrikan. 4.3 Uji Fungsional Uji fungsional dilakukan untuk mengetahui apakah rangka Rotary Welding Machine sudah dapat berfungsi sebagaimana mestinya. Rangka pada Rotary Welding Machine berfungsi sebagai penopang komponen-komponen yang diperlukan. Metode yang digunakan pada uji fungsional ini adalah memasang komponen pada bagian-bagian rangka dan dieratkan dengan baut. Rangka utama Rotary Welding Machine mampu menahan beban semua komponen dari mesin dan tidak melengkung. Motor listrik dan reducer setelah dipasang dapat melekat dengan baik, baut pengikat rangka dan motor listrik tidak kendor saat dioperasikan. Reducer dapat menempel pada rangka dengan kuat saat berputar. Kelurusan poros motor dan reducer pun baik, itu dibuktikan saat motor listrik dioperasikan, reducer juga berputar dengan baik. Selanjutnya pada pencekam yang diasumsikan per titiknya mampu menahan beban 10 kg ketika di beri beban 10 kg, pencekam mampu menahan beban dan dapat berputar dengan baik saat dioperasikan. Kemudian mengamati dari hasil pengelasan keseluruhan dan hasil dari pengamatan bahwa hasil pengelasan cukup baik. Dari hasil uji fungsional diketahui bahwa rangka mampu menahan semua beban dari motor listrik, reducer dan beban benda kerja. 4.4 Pengujian Mesin Berikut ini langkah-langkah pengujian: 1. Menyiapkan Rotary Welding Machine. 2. Menyiapkan las MIG. 3. Memasang tourch gun las MIG pada dudukan holder gun Rotary Welding Machine. 4. Menghubungkan Rotary Welding Machine dengan las MIG. 5. Memasang benda kerja yang akan dilas pada pencekam. 6. Mengatur jarak pengelasan.
30 84 7. Menghidupkan mesin las MIG 8. Menghidupkan Rotary Welding Machine. 9. Memulai proses pengelasan dengan menekan 2 push button. 10. Jika pengelasan telah selesai, melepaskan benda kerja dari pencekam kemudian mematikan Las MIG dan Rotary Welding Machine. 4.5 Hasil Pengujiann Setelah dilakukan penguian, maka didapat hasil pengujian sebagai berikut: 1. Benda kerja pada pencekam Rotary Welding Machine berputar dengan kecepatan 3 rpm. 2. Pengelasan lap joint dilakukan padaa benda kerja besi hollow dengan tebal 1,6 mm, diameter luar pipa inner 3,2mm dan diameter dalam pipa outer 3,2 mm. 3. Tabel 4.8 Hasil Pengelasan. Voltage Pengumpanan Arus V No aktual Filler aktual Hasil Pengelasan panel (V) (cm/second) (Ampere) ,




31 , , Dari tabel di atas dapat ditarik kesimpulan bahwa hasil pengelasan yang paling bagus adalah pada nomor 5 dengan kombinasi voltase dan arus yang tepat dan seimbang pada benda kerja. Hasil lasan pada nomor 3 dan 4 masih terlihatt kawah karena pengumpanan filler sedikit terlambat. Jika
32 86 kecepatan pengumpanan terlalu pelan maka akan terbentuk kubangan kawah dan cantuman las seperti pada penguijian nomor 1, 2 dan 6. Bila Voltase dan arus terlalu besar maka benda kerja akan bolong seperti pada pengujian nomor 7 dan Perawatan Mesin Perawatan adalah suatu kegiatan untuk menjaga sistem atau mesin agar bekerja dengan baik. Perawatan rutin adalah salah satunya. Perawatan rutin biasanya dilakukan setiap hari atau setelah pemakaian, meliputi: 1. Pembersihan Pembersihan dilakukan terhadap semua komponen dari kotoran-kotoran. Terutama kotoran sisa pengelasan. 2. Pelumasan Pelumasan pada reducer dan roller perlu dilakukan agar putaran pada mesin dapat terjaga maksimal atau tidak macet. 4.7 Perhitungan Total Waktu Pembuatan Mesin Perhitungan waktu total yang dibutuhkan untuk membuat mesin dari mulai persiapan sampai dapat digunakan. Perhitungan waktu total dapat di lihat pada tabel 4.9 dibawah ini. Tabel 4.9 Perhitungan Total W aktu Proses Pembuatan Alat NO Proses Waktu (menit) 1 Persiapan Pmotongan Pengelasan Pembubutan 132,6
33 87 5 Pengeboran 23,28 6 Penekukan 30 7 Pengecatan 75 8 Perakitan Wiring kelisrikan panel 240 Total Perhitungan Biaya Pembuatan Mesin Dana raw material adalah biaya yang dibutuhkan untuk membeli bahan atau komponen Rotary Welding Machine yang dapat dilihat pada table 4.10 berikut ini. Tabel 4.10 Harga Material JUMLAH HARGA JUMLAH NO JENIS (buah) SATUAN (Rp) (Rp) 1 Cutting blade , ,00 2 Pisau gerinda tangan Pisau gerinda permukaan , , ,00 4 Elektroda RB26 3.2mm ½ kg , ,00 Besi hollow 37 mm x ,00 mm ,00 Plat galvalum 0,8 mm , ,00 m x 1m 7 Engsel , ,00 8 Bearing , ,00 9 House Bearing 20mm , ,00 10 Puli ,00 11 Motor listrik ½ HP/220 Volt , , ,00
34 88 12 Reducer 1: , ,00 13 Rubber Coupling , ,00 14 Mur Baut L 8 + ring , ,00 15 Mur Baut 10 + ring , ,00 16 Belt , ,00 Mata bor 6 mm, 8 mm, , ,00 10 mm Nachi Saklar Emergency 220 V ,00 15 A ,00 19 Kabel instalasi panel , ,00 20 Push button 220V 15 A , ,00 21 Relai 220 V 15 A , ,00 22 Timer 220 V 15 A , ,00 23 Dempul , ,00 24 Cat poxy , ,00 25 Cat finishing , ,00 26 Thiner , ,00 27 Benda uji , ,00 28 Benda cor , ,00 29 Puli cor , ,00 30 Saklar on/off panel , ,00 Total , Perhitungan Biaya Proses Permesinan Biaya proses permesinan adalah biaya yang dibutuhkan untuk membeli jasa proses produksi permesinan yang dapat dilihat pada table 4.11 berikut ini. Tabel 4.11 Proses Permesinan NO Nama Proses Satuan Harga Waktu / Total Harga (Rp) Jumlah (Rp)
35 89 1 Proses pembubutan 1 jam ,00 8,05 jam ,00 2 Proses pengelasan 1 elektroda 4.000, ,00 3 Proses penekukan 1 buah 3.000, ,00 4 Proses pengeboran 5 Proses pemotongan 1 buah 1.500, ,00 1 buah 2.000, ,00 Total , Biaya total manufacture Biaya total manufacture adalah seluruh biayaa yang diperlukan untuk proses manufacture. Penetapan harga jual Rotary Welding Machine Biaya harga pokok produksi (HPP) adalah seluruh biaya yang digunakan untuk proses produksi. Yaitu Biaya Bahan Baku (BBB) Rp ,00 ditambah Biaya Tenaga Kerja (BTK) 2 orang tenaga kerja x Rp ,00 x 5 hari kerja ditambah dengan Biaya operasional Produksi (BOP) Rp ,00 HPP = BBB + BTK+BOP = Rp ,00 + (2 x Rp ,00 x 5 ) + Rp ,00 = Rp ,00 Jadi untuk menentukan harga jual Rotary Welding Machine adalah dengan menjumlahkan Harga Pokok Produksi (HPP) dengan pengambilan laba. Disini laba yang diambil adalah 45% dari HPP. Harga jual = Hpp + Laba = Rp ,00 + ( 45% x Rp ,00) = Rp ,00
BAB IV PROSES PRODUKSI DAN PENGUJIAN
 BAB IV PROSES PRODUKSI DAN PENGUJIAN 4.1 Proses Pembuatan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pemotong umbi. Pengerjaan yang dominan dalam
BAB IV PROSES PRODUKSI DAN PENGUJIAN 4.1 Proses Pembuatan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pemotong umbi. Pengerjaan yang dominan dalam
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat dan bahan Peralatan yang digunakan untuk membuat alat troli bermesin antara lain: 1. Mesin las 2. Mesin bubut 3. Mesin bor 4. Mesin gerinda 5. Pemotong plat
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat dan bahan Peralatan yang digunakan untuk membuat alat troli bermesin antara lain: 1. Mesin las 2. Mesin bubut 3. Mesin bor 4. Mesin gerinda 5. Pemotong plat
BAB IV PROSES PRODUKSI
 BAB IV PROSES PRODUKSI 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pemotong kerupuk rambak kulit. Pengerjaan paling dominan dalam pembuatan komponen
BAB IV PROSES PRODUKSI 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pemotong kerupuk rambak kulit. Pengerjaan paling dominan dalam pembuatan komponen
BAB IV PROSES PENGERJAAN DAN PENGUJIAN
 BAB IV PROSES PENGERJAAN DAN PENGUJIAN Pada bab ini akan dibahas mengenai pembuatan dan pengujian alat yang selanjutnya akan di analisa, hal ini dimaksudkan untuk memperoleh data yang dibutuhkan dan untuk
BAB IV PROSES PENGERJAAN DAN PENGUJIAN Pada bab ini akan dibahas mengenai pembuatan dan pengujian alat yang selanjutnya akan di analisa, hal ini dimaksudkan untuk memperoleh data yang dibutuhkan dan untuk
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Alat dan Bahan A. Alat dan bahan 1. Mesin las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Alat ukur (jangka sorong, mistar)
BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Alat dan Bahan A. Alat dan bahan 1. Mesin las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Alat ukur (jangka sorong, mistar)
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pengayak pasir. Komponen komponen yang akan dibuat adalah komponen
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pengayak pasir. Komponen komponen yang akan dibuat adalah komponen
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Alat dan Bahan A. Alat 1. Las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Bor duduk 8. Alat ukur (Jangka sorong, mistar)
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Alat dan Bahan A. Alat 1. Las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Bor duduk 8. Alat ukur (Jangka sorong, mistar)
BAB IV PROSES PEMBUATAN
 BAB IV PROSES PEMBUATAN 4.1. Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pengayak pasir. Komponen-komponen yang akan dibuat adalah komponen yang tidak
BAB IV PROSES PEMBUATAN 4.1. Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pengayak pasir. Komponen-komponen yang akan dibuat adalah komponen yang tidak
BAB IV PROSES PEMBUATAN MESIN
 BAB IV PROSES PEMBUATAN MESIN 4.1 Proses Produksi Produksi adalah suatu proses memperbanyak jumlah produk melalui tahapantahapan dari bahan baku untuk diubah dengan cara diproses melalui prosedur kerja
BAB IV PROSES PEMBUATAN MESIN 4.1 Proses Produksi Produksi adalah suatu proses memperbanyak jumlah produk melalui tahapantahapan dari bahan baku untuk diubah dengan cara diproses melalui prosedur kerja
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pembuat lubang biopori. Pengerjaan yang dominan
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pembuat lubang biopori. Pengerjaan yang dominan
BAB IV PROSESPEMBUATAN MESIN
 BAB IV PROSESPEMBUATAN MESIN 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponenkomponen pada mesin pemotong krupuk rambak kulit. Pengerjaan paling dominan dalam pembuatan
BAB IV PROSESPEMBUATAN MESIN 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponenkomponen pada mesin pemotong krupuk rambak kulit. Pengerjaan paling dominan dalam pembuatan
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Alat dan Bahan A. Alat 1. Las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Bor duduk 8. Alat ukur (Jangka sorong, mistar)
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Alat dan Bahan A. Alat 1. Las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Bor duduk 8. Alat ukur (Jangka sorong, mistar)
BAB IV PROSES PEMBUATAN
 30 BAB IV PROSES PEMBUATAN 4.1 Proses Pembuatan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pembuat stik dan keripik. Pengerjaan yang dominan dalam
30 BAB IV PROSES PEMBUATAN 4.1 Proses Pembuatan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pembuat stik dan keripik. Pengerjaan yang dominan dalam
c = b - 2x = ,75 = 7,5 mm A = luas penampang v-belt A = b c t = 82 mm 2 = 0, m 2
 c = b - 2x = 13 2. 2,75 = 7,5 mm A = luas penampang v-belt A = b c t = mm mm = 82 mm 2 = 0,000082 m 2 g) Massa sabuk per meter. Massa belt per meter dihitung dengan rumus. M = area panjang density = 0,000082
c = b - 2x = 13 2. 2,75 = 7,5 mm A = luas penampang v-belt A = b c t = mm mm = 82 mm 2 = 0,000082 m 2 g) Massa sabuk per meter. Massa belt per meter dihitung dengan rumus. M = area panjang density = 0,000082
BAB IV PROSES PRODUKSI DAN PENGUJIAN
 digilib.uns.ac.id BAB IV PROSES PRODUKSI DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan merupakan salah satu tahap untuk membuat komponenkomponen pada Troli Bermesin. Komponen-komponen yang akan
digilib.uns.ac.id BAB IV PROSES PRODUKSI DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan merupakan salah satu tahap untuk membuat komponenkomponen pada Troli Bermesin. Komponen-komponen yang akan
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat Dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian rangka, pengaduk adonan bakso dan pengunci pengaduk adonan bakso adalah : 4.1.1 Alat Alat yang
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat Dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian rangka, pengaduk adonan bakso dan pengunci pengaduk adonan bakso adalah : 4.1.1 Alat Alat yang
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah proses untuk mencapai suatu hasil. Proses pembuatan sand filter rotary machine dikerjakan dalam beberapa tahap, mulai
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah proses untuk mencapai suatu hasil. Proses pembuatan sand filter rotary machine dikerjakan dalam beberapa tahap, mulai
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahan-bahanyang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahan-bahanyang
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan proses pembuatan adalah proses untuk mencapai suatu hasil. Proses pembuatan sand filter rotary machine dikerjakan dalam beberapa tahap, mulai
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan proses pembuatan adalah proses untuk mencapai suatu hasil. Proses pembuatan sand filter rotary machine dikerjakan dalam beberapa tahap, mulai
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahan-bahanyang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahan-bahanyang
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat Dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian rangka, pengaduk adonan bakso dan pengunci pengaduk adonan bakso adalah : 4.1.1 Alat Alat yang
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat Dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian rangka, pengaduk adonan bakso dan pengunci pengaduk adonan bakso adalah : 4.1.1 Alat Alat yang
DESIGN AND MANUFACTURE ROTARY WELDING MACHINE (MACHINING PROCCES)
") DESIGN AND MANUFACTURE ROTARY WELDING MACHINE (MACHINING PROCCES) PROYEK AKHIR Diajukan untuk memenuhi persyaratan guna memperoleh gelar Ahli Madya (A.Md) Progam Studi Diploma Tiga Teknik Mesin Disusun
DESIGN AND MANUFACTURE ROTARY WELDING MACHINE (MACHINING PROCCES) PROYEK AKHIR Diajukan untuk memenuhi persyaratan guna memperoleh gelar Ahli Madya (A.Md) Progam Studi Diploma Tiga Teknik Mesin Disusun
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin press serbuk kayu. Pengerjaan dominan dalam pembuatan komponen tersebut
BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin press serbuk kayu. Pengerjaan dominan dalam pembuatan komponen tersebut
BAB III METODE PROYEK AKHIR. Motor dengan alamat jalan raya Candimas Natar. Waktu terselesainya pembuatan mesin
 BAB III METODE PROYEK AKHIR A. Waktu dan Tempat Tempat pembuatan dan perakitan mesin pemotong kerupuk ini di lakukan di Bengkel Kurnia Motor dengan alamat jalan raya Candimas Natar. Waktu terselesainya
BAB III METODE PROYEK AKHIR A. Waktu dan Tempat Tempat pembuatan dan perakitan mesin pemotong kerupuk ini di lakukan di Bengkel Kurnia Motor dengan alamat jalan raya Candimas Natar. Waktu terselesainya
III. METODE PEMBUATAN. Tempat pembuatan mesin pengaduk adonan kerupuk ini di bengkel las dan bubut
 16 III. METODE PEMBUATAN A. Waktu dan Tempat Tempat pembuatan mesin pengaduk adonan kerupuk ini di bengkel las dan bubut Amanah, jalan raya candimas Natar, Lampung Selatan. Pembuatan mesin pengaduk adonan
16 III. METODE PEMBUATAN A. Waktu dan Tempat Tempat pembuatan mesin pengaduk adonan kerupuk ini di bengkel las dan bubut Amanah, jalan raya candimas Natar, Lampung Selatan. Pembuatan mesin pengaduk adonan
BAB III PERENCANAAN DAN GAMBAR
 BAB III PERENCANAAN DAN GAMBAR 3.1 Flow Chart Pembuatan Mesin Pemotong Umbi Mulai Studi Literatur Perencanaan dan Desain Perhitungan Penentuan dan Pembelian Komponen Proses Pengerjaan Proses Perakitan
BAB III PERENCANAAN DAN GAMBAR 3.1 Flow Chart Pembuatan Mesin Pemotong Umbi Mulai Studi Literatur Perencanaan dan Desain Perhitungan Penentuan dan Pembelian Komponen Proses Pengerjaan Proses Perakitan
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1. Proses Pembuatan 4.1.1. K3 (Kesehatan dan Keselamatan Kerja) Dalam proses pembuatan mesin pengupas kulit kentang perlu memperhatikan masalah kesehatan dan keselamatan kerja
BAB IV HASIL DAN PEMBAHASAN 4.1. Proses Pembuatan 4.1.1. K3 (Kesehatan dan Keselamatan Kerja) Dalam proses pembuatan mesin pengupas kulit kentang perlu memperhatikan masalah kesehatan dan keselamatan kerja
BAB IV HASIL PEMBUATAN DAN PEMBAHASAN. Sebelum melakukan proses pembuatan rangka pada incinerator terlebih
 BAB IV HASIL PEMBUATAN DAN PEMBAHASAN 4.1 Visualisasi Proses Pembuatan Sebelum melakukan proses pembuatan rangka pada incinerator terlebih dahulu harus mengetahui masalah Kesehatan dan Keselamatan Kerja
BAB IV HASIL PEMBUATAN DAN PEMBAHASAN 4.1 Visualisasi Proses Pembuatan Sebelum melakukan proses pembuatan rangka pada incinerator terlebih dahulu harus mengetahui masalah Kesehatan dan Keselamatan Kerja
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Proses Pembuatan Proses pembuatan adalah proses yang mengolah dari bahan mentah menjadi suatu barang jadi. Berikut ini pemilihan bahan yang digunakan dalam pembuatan
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Proses Pembuatan Proses pembuatan adalah proses yang mengolah dari bahan mentah menjadi suatu barang jadi. Berikut ini pemilihan bahan yang digunakan dalam pembuatan
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 K3 (Kesehatan dan Keselamatan Kerja) Dalam proses pembuatan mesin pengupas kulit kentang perlu memperhatikan masalah kesehatan dan keselamatan kerja (K3). Adapun maksud
BAB IV HASIL DAN PEMBAHASAN 4.1 K3 (Kesehatan dan Keselamatan Kerja) Dalam proses pembuatan mesin pengupas kulit kentang perlu memperhatikan masalah kesehatan dan keselamatan kerja (K3). Adapun maksud
Laporan Tugas Akhir BAB IV MODIFIKASI
 BAB IV MODIFIKASI 4.1. Rancangan Mesin Sebelumnya Untuk melakukan modifikasi, terlebih dahulu dibutuhkan data-data dari perancangan sebelumnya. Data-data yang didapatkan dari perancangan sebelumnya adalah
BAB IV MODIFIKASI 4.1. Rancangan Mesin Sebelumnya Untuk melakukan modifikasi, terlebih dahulu dibutuhkan data-data dari perancangan sebelumnya. Data-data yang didapatkan dari perancangan sebelumnya adalah
BAB III METODE PERANCANGAN DAN PABRIKASI PROTOTIPE PENGUPAS KULIT SINGKONG BERPENGGERAK MOTOR LISTRIK
 BAB III METODE PERANCANGAN DAN PABRIKASI PROTOTIPE PENGUPAS KULIT SINGKONG BERPENGGERAK MOTOR LISTRIK 3.1 Perancangan dan pabrikasi Perancangan dilakukan untuk menentukan desain prototype singkong. Perancangan
BAB III METODE PERANCANGAN DAN PABRIKASI PROTOTIPE PENGUPAS KULIT SINGKONG BERPENGGERAK MOTOR LISTRIK 3.1 Perancangan dan pabrikasi Perancangan dilakukan untuk menentukan desain prototype singkong. Perancangan
BAB II PENDEKATAN PEMECAHAN MASALAH. harus mempunyai sebuah perencanaan yang matang. Perencanaan tersebut
 BAB II PENDEKATAN PEMECAHAN MASALAH Proses pembuatan rangka pada mesin pemipih dan pemotong adonan mie harus mempunyai sebuah perencanaan yang matang. Perencanaan tersebut meliputi gambar kerja, bahan,
BAB II PENDEKATAN PEMECAHAN MASALAH Proses pembuatan rangka pada mesin pemipih dan pemotong adonan mie harus mempunyai sebuah perencanaan yang matang. Perencanaan tersebut meliputi gambar kerja, bahan,
BAB IV PEMBUATAN DAN PENGUJIAN
 digilib.uns.ac.id 38 BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Proses PembuatanTabung Peniris Luar dan tutup Tabung luar peniris dan tutup peniris (Gambar 4.1) terbuat dari plat stainless steel berlubang dengan
digilib.uns.ac.id 38 BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Proses PembuatanTabung Peniris Luar dan tutup Tabung luar peniris dan tutup peniris (Gambar 4.1) terbuat dari plat stainless steel berlubang dengan
BAB III METODE PERANCANGAN. Mulai. Merancang Desain dan Study Literatur. Quality Control. Hasil Analisis. Kesimpulan. Selesai
 BAB III METODE PERANCANGAN 3.1. Diagram Alir Penelitian Mulai Merancang Desain dan Study Literatur Proses Pembuatan Rangka -Pemotongan pipa -Proses pengelasan -Proses penggerindaan Proses Finishing -Proses
BAB III METODE PERANCANGAN 3.1. Diagram Alir Penelitian Mulai Merancang Desain dan Study Literatur Proses Pembuatan Rangka -Pemotongan pipa -Proses pengelasan -Proses penggerindaan Proses Finishing -Proses
BAB IV PROSES PRODUKSI
 28 BAB IV PROSES PRODUKSI 4.1 Alat dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian utama Dinamometer Arus Eddy adalah : 4.1.1 Alat Alat yang digunakan meliputi : 1. Mesin Bubut 2. Mesin
28 BAB IV PROSES PRODUKSI 4.1 Alat dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian utama Dinamometer Arus Eddy adalah : 4.1.1 Alat Alat yang digunakan meliputi : 1. Mesin Bubut 2. Mesin
BAB III PERENCANAAN DAN GAMBAR
 BAB III PERENCANAAN DAN GAMBAR 3.1 Diagram Alir Proses Perancangan Proses perancangan mesin peniris minyak pada kacang seperti terlihat pada gambar 3.1 berikut ini: Mulai Studi Literatur Gambar Sketsa
BAB III PERENCANAAN DAN GAMBAR 3.1 Diagram Alir Proses Perancangan Proses perancangan mesin peniris minyak pada kacang seperti terlihat pada gambar 3.1 berikut ini: Mulai Studi Literatur Gambar Sketsa
BAB III PROSES MANUFAKTUR. yang dilakukan dalam proses manufaktur mesin pembuat tepung ini adalah : Mulai. Pengumpulan data.
 BAB III PROSES MANUFAKTUR 3.1. Metode Proses Manufaktur Proses yang dilakukan untuk pembuatan mesin pembuat tepung ini berkaitan dengan proses manufaktur dari mesin tersebut. Proses manufaktur merupakan
BAB III PROSES MANUFAKTUR 3.1. Metode Proses Manufaktur Proses yang dilakukan untuk pembuatan mesin pembuat tepung ini berkaitan dengan proses manufaktur dari mesin tersebut. Proses manufaktur merupakan
BAB IV HASIL & PEMBAHASAN. 4.1 Hasil Perancangan Komponen Utama & Komponen Pendukung Pada
 BAB IV HASIL & PEMBAHASAN 4.1 Hasil Perancangan Komponen Utama & Komponen Pendukung Pada Rangka Gokart Kendaraan Gokart terdiri atas beberapa komponen pembentuk baik komponen utama maupun komponen tambahan.
BAB IV HASIL & PEMBAHASAN 4.1 Hasil Perancangan Komponen Utama & Komponen Pendukung Pada Rangka Gokart Kendaraan Gokart terdiri atas beberapa komponen pembentuk baik komponen utama maupun komponen tambahan.
FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA
 Semester V DAFTAR ISI No. JST/MES/MES345/00 Revisi : 0 Tgl. : 5 September 0 Hal dari NOMOR DOKUMEN No. JST/MES/MES345/0 No. JST/MES/MES345/0 URAIAN MENYAMBUNG PIPA LURUS DENGAN LAS MIG MENYAMBUNG PIPA
Semester V DAFTAR ISI No. JST/MES/MES345/00 Revisi : 0 Tgl. : 5 September 0 Hal dari NOMOR DOKUMEN No. JST/MES/MES345/0 No. JST/MES/MES345/0 URAIAN MENYAMBUNG PIPA LURUS DENGAN LAS MIG MENYAMBUNG PIPA
BAB III PERANCANGAN SISTEM ATAP LOUVRE OTOMATIS
 BAB III PERANCANGAN SISTEM ATAP LOUVRE OTOMATIS 3.1 Perencanaan Alat Bab ini akan menjelaskan tentang pembuatan model sistem buka-tutup atap louvre otomatis, yaitu mengenai konstruksi atau rangka utama
BAB III PERANCANGAN SISTEM ATAP LOUVRE OTOMATIS 3.1 Perencanaan Alat Bab ini akan menjelaskan tentang pembuatan model sistem buka-tutup atap louvre otomatis, yaitu mengenai konstruksi atau rangka utama
Ditinjau dari macam pekerjan yang dilakukan, dapat disebut antara lain: 1. Memotong
 Pengertian bengkel Ialah tempat (bangunan atau ruangan) untuk perawatan / pemeliharaan, perbaikan, modifikasi alt dan mesin, tempat pembuatan bagian mesin dan perakitan alsin. Pentingnya bengkel pada suatu
Pengertian bengkel Ialah tempat (bangunan atau ruangan) untuk perawatan / pemeliharaan, perbaikan, modifikasi alt dan mesin, tempat pembuatan bagian mesin dan perakitan alsin. Pentingnya bengkel pada suatu
PERAKITAN ALAT PENGAYAK PASIR SEMI OTOMATIK
 PERAKITAN ALAT PENGAYAK PASIR SEMI OTOMATIK Nama : Hery Hermawanto NPM : 23411367 Jurusan : Teknik Mesin Fakultas : Teknologi Industri Pembimbing : Dr. Ridwan, ST., MT Latar Belakang Begitu banyak dan
PERAKITAN ALAT PENGAYAK PASIR SEMI OTOMATIK Nama : Hery Hermawanto NPM : 23411367 Jurusan : Teknik Mesin Fakultas : Teknologi Industri Pembimbing : Dr. Ridwan, ST., MT Latar Belakang Begitu banyak dan
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahan-bahan yang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahan-bahan yang
BAB III PEMBUATAN KOMPONEN PENDUKUNG UTAMA
 BAB III PEMBUATAN KOMPONEN PENDUKUNG UTAMA 3.1 Alat-alat yang dibutuhkan dalam Pembuatan Gokart Sebelum dilakukan proses pembuatan gokart terlebih dahgulu dilakukan perencanaan yang berupa perancangan
BAB III PEMBUATAN KOMPONEN PENDUKUNG UTAMA 3.1 Alat-alat yang dibutuhkan dalam Pembuatan Gokart Sebelum dilakukan proses pembuatan gokart terlebih dahgulu dilakukan perencanaan yang berupa perancangan
III. METODE PROYEK AKHIR. dari tanggal 06 Juni sampai tanggal 12 Juni 2013, dengan demikian terhitung. waktu pengerjaan berlangsung selama 1 minggu.
 24 III. METODE PROYEK AKHIR 3.1. Waktu dan Tempat Proses pembuatan Proyek Akhir ini dilakukan di Bengkel Bubut Jl. Lintas Timur Way Jepara Lampung Timur. Waktu pengerjaan alat pemotong kentang spiral ini
24 III. METODE PROYEK AKHIR 3.1. Waktu dan Tempat Proses pembuatan Proyek Akhir ini dilakukan di Bengkel Bubut Jl. Lintas Timur Way Jepara Lampung Timur. Waktu pengerjaan alat pemotong kentang spiral ini
BAB IV PEMBUATAN DAN PENGUJIAN
 digilib.uns.ac.id BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Skema Alur Kerja Pembuatan - Skema proses pembuatan alat pneumatik transfer station adalah alur kerja proses pembuatan alat pneumatik transfer station
digilib.uns.ac.id BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Skema Alur Kerja Pembuatan - Skema proses pembuatan alat pneumatik transfer station adalah alur kerja proses pembuatan alat pneumatik transfer station
BAB III PERENCANAAN DAN GAMBAR
 BAB III PERENCANAAN DAN GAMBAR 3.1 Diagram Aliran Diagram aliran merupakan suatu gambaran dasar yang digunakan dasar dalam bertindak. Seperti pada proses perencanaan diperlukan suatu diagram alir yang
BAB III PERENCANAAN DAN GAMBAR 3.1 Diagram Aliran Diagram aliran merupakan suatu gambaran dasar yang digunakan dasar dalam bertindak. Seperti pada proses perencanaan diperlukan suatu diagram alir yang
BAB IV PROSES PEMBUATAN
 BAB IV PROSES PEMBUATAN 4.1. Hasil Perancangan Paratrike Berdasarkan dari hasil perancangan rangka paratrike yang telah dibuat sebelumnya, maka didapatkan dimensi dan bahan yang digunakan dalam pembuatan
BAB IV PROSES PEMBUATAN 4.1. Hasil Perancangan Paratrike Berdasarkan dari hasil perancangan rangka paratrike yang telah dibuat sebelumnya, maka didapatkan dimensi dan bahan yang digunakan dalam pembuatan
TUGAS MATA KULIAH PERANCANGAN ELEMEN MESIN
 TUGAS MATA KULIAH PERANCANGAN ELEMEN MESIN Dosen : Subiyono, MP MESIN PENGUPAS SERABUT KELAPA SEMI OTOMATIS DISUSUN OLEH : NAMA : FICKY FRISTIAR NIM : 10503241009 KELAS : P1 JURUSAN PENDIDIKAN TEKNIK MESIN
TUGAS MATA KULIAH PERANCANGAN ELEMEN MESIN Dosen : Subiyono, MP MESIN PENGUPAS SERABUT KELAPA SEMI OTOMATIS DISUSUN OLEH : NAMA : FICKY FRISTIAR NIM : 10503241009 KELAS : P1 JURUSAN PENDIDIKAN TEKNIK MESIN
BAB II DASAR TEORI 2.1 Pengertian Las MIG ( Metal Inert Gas) 2.2 Sejarah Las MIG
 2.2 Sejarah Las MIG") BAB II DASAR TEORI 2.1 Pengertian Las MIG (Metal Inert Gas) Las MIG (Metal Inert Gas) merupakan las busur gas yang menggunakan kawat las sekaligus sebagai elektroda. Elektroda tersebut berupa gulungan
BAB II DASAR TEORI 2.1 Pengertian Las MIG (Metal Inert Gas) Las MIG (Metal Inert Gas) merupakan las busur gas yang menggunakan kawat las sekaligus sebagai elektroda. Elektroda tersebut berupa gulungan
MESIN BOR. Gambar Chamfer
 MESIN BOR Mesin bor adalah suatu jenis mesin gerakanya memutarkan alat pemotong yang arah pemakanan mata bor hanya pada sumbu mesin tersebut (pengerjaan pelubangan). Sedangkan Pengeboran adalah operasi
MESIN BOR Mesin bor adalah suatu jenis mesin gerakanya memutarkan alat pemotong yang arah pemakanan mata bor hanya pada sumbu mesin tersebut (pengerjaan pelubangan). Sedangkan Pengeboran adalah operasi
BAB III METODELOGI PELAKSANAAN 3.1 DIAGRAM ALIR PERANCANGAN ALAT PENGEPRES GERAM SAMPAH MESIN PERKAKAS
 28 BAB III METODELOGI PELAKSANAAN 3.1 DIAGRAM ALIR PERANCANGAN ALAT PENGEPRES GERAM SAMPAH MESIN PERKAKAS Langkah-langkah penyelesaian alat mulai dari perancangan hingga pembuatan dapat dilihat pada Diagram
28 BAB III METODELOGI PELAKSANAAN 3.1 DIAGRAM ALIR PERANCANGAN ALAT PENGEPRES GERAM SAMPAH MESIN PERKAKAS Langkah-langkah penyelesaian alat mulai dari perancangan hingga pembuatan dapat dilihat pada Diagram
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN Dalam melaksanakan pengujian ini penulis menggunakan metode pengujian dan prosedur pengujian. Sehingga langkah-langkah serta tujuan dari pengujian yang dilakukan dapat sesuai
BAB III METODOLOGI PENELITIAN Dalam melaksanakan pengujian ini penulis menggunakan metode pengujian dan prosedur pengujian. Sehingga langkah-langkah serta tujuan dari pengujian yang dilakukan dapat sesuai
BAB II DASAR TEORI. 2.1 Konsep Perencanaan Sistem Produksi. 2.2 Pengelasan
 BAB II DASAR TEORI 2.1 Konsep Perencanaan Sistem Produksi Pada perancangan suatu kontruksi hendaknya mempunyai suatu konsep perencanaan. Konsep perencanaan ini akan membahas dasar-dasar teori yang akan
BAB II DASAR TEORI 2.1 Konsep Perencanaan Sistem Produksi Pada perancangan suatu kontruksi hendaknya mempunyai suatu konsep perencanaan. Konsep perencanaan ini akan membahas dasar-dasar teori yang akan
III. METODOLOGI PENELITIAN. Penelitian ini dilaksanakan pada bulan Februari 2013 sampai dengan Maret 2013
 III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilaksanakan pada bulan Februari 2013 sampai dengan Maret 2013 di Laboratorium Daya dan Alat Mesin Pertanian, Jurusan Teknik Pertanian,
III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilaksanakan pada bulan Februari 2013 sampai dengan Maret 2013 di Laboratorium Daya dan Alat Mesin Pertanian, Jurusan Teknik Pertanian,
BAB III METODE PEMBUATAN
 BAB III METODE PEMBUATAN 3.1. Metode Pembuatan Metodologi yang digunakan dalam pembuatan paratrike ini, yaitu : a. Studi Literatur Sebagai landasan dalam pembuatan paratrike diperlukan teori yang mendukung
BAB III METODE PEMBUATAN 3.1. Metode Pembuatan Metodologi yang digunakan dalam pembuatan paratrike ini, yaitu : a. Studi Literatur Sebagai landasan dalam pembuatan paratrike diperlukan teori yang mendukung
BAB II DASAR TEORI 2.1 Proses Produksi 2.2 Sistem Perencanaan Proses Produksi
 BAB II DASAR TEORI 2.1 Proses Produksi Proses diartikan sebagai suatu cara, metode dan teknik bagaimana sesungguhnya sumber-sumber (tenaga kerja, mesin, bahan dan dana) yang ada diubah untuk memperoleh
BAB II DASAR TEORI 2.1 Proses Produksi Proses diartikan sebagai suatu cara, metode dan teknik bagaimana sesungguhnya sumber-sumber (tenaga kerja, mesin, bahan dan dana) yang ada diubah untuk memperoleh
POROS BERTINGKAT. Pahat bubut rata, pahat bubut facing, pahat alur. A. Tujuan Adapun tujuan dari pembuatan poros bertingkat ini yaitu :
 POROS BERTINGKAT A. Tujuan Adapun tujuan dari pembuatan poros bertingkat ini yaitu : Mampu mengoprasikan mesin bubut secara benar. Mampu mebubut luar sampai halus dan rata. Mampu membubut lurus dan bertingkat.
POROS BERTINGKAT A. Tujuan Adapun tujuan dari pembuatan poros bertingkat ini yaitu : Mampu mengoprasikan mesin bubut secara benar. Mampu mebubut luar sampai halus dan rata. Mampu membubut lurus dan bertingkat.
BAB III PERAWATAN MESIN BUBUT PADA PT.MITSUBA INDONESIA
 BAB III PERAWATAN MESIN BUBUT PADA PT.MITSUBA INDONESIA 3.1 Mesin Bubut Mesin bubut adalah mesin yang dibuat dari logam, gunanya untuk membentuk benda kerja dengan cara menyayat, gerakan utamanya adalah
BAB III PERAWATAN MESIN BUBUT PADA PT.MITSUBA INDONESIA 3.1 Mesin Bubut Mesin bubut adalah mesin yang dibuat dari logam, gunanya untuk membentuk benda kerja dengan cara menyayat, gerakan utamanya adalah
III. METODOLOGI PENELITIAN. Penelitian ini dilakukan di Laboratorium Produksi Jurusan Teknik Mesin
 III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilakukan di Laboratorium Produksi Jurusan Teknik Mesin Fakultas Teknik Universitas Lampung pada bulan September 2012 sampai dengan
III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilakukan di Laboratorium Produksi Jurusan Teknik Mesin Fakultas Teknik Universitas Lampung pada bulan September 2012 sampai dengan
1. PENGENALAN ALAT KERJA BANGKU
 1. PENGENALAN ALAT KERJA BANGKU A. Tujuan 1. Menyebutkan macam-macam jenis alat tangan dan fungsinya. 2. Menyebutkan bagian-bagian dari alat-alat tangan pada kerja bangku. 3. Mengetahui bagaimana cara
1. PENGENALAN ALAT KERJA BANGKU A. Tujuan 1. Menyebutkan macam-macam jenis alat tangan dan fungsinya. 2. Menyebutkan bagian-bagian dari alat-alat tangan pada kerja bangku. 3. Mengetahui bagaimana cara
BAB IV PROSES PEMBUATAN, HASIL PEMBUATAN
 BAB IV PROSES PEMBUATAN, HASIL PEMBUATAN 4.1 Konsep Pembuatan Mesin Potong Sesuai dengan definisi dari mesin potong logam, bahwa sebuah mesin dapat menggantikan pekerjaan manual menjadi otomatis, sehingga
BAB IV PROSES PEMBUATAN, HASIL PEMBUATAN 4.1 Konsep Pembuatan Mesin Potong Sesuai dengan definisi dari mesin potong logam, bahwa sebuah mesin dapat menggantikan pekerjaan manual menjadi otomatis, sehingga
PERANCANGAN MESIN PEMERAS SANTAN DENGAN SISTEM ROTARI KAPASITAS 281,448 LITER/JAM
 PERANCANGAN MESIN PEMERAS SANTAN DENGAN SISTEM ROTARI KAPASITAS 281,448 LITER/JAM Ir.Soegitamo Rahardjo 1, Asep M. Tohir 2 Lecture 1,College student 2,Departement of machine, Faculty of Engineering, University
PERANCANGAN MESIN PEMERAS SANTAN DENGAN SISTEM ROTARI KAPASITAS 281,448 LITER/JAM Ir.Soegitamo Rahardjo 1, Asep M. Tohir 2 Lecture 1,College student 2,Departement of machine, Faculty of Engineering, University
III. METODOLOGI PENELITIAN. Penelitian ini dilaksanakan pada bulan Juni 2014 sampai dengan bulan Juli 2014
 III. METODOLOGI PENELITIAN 3.1 Waktu dan Tempat Penelitian ini dilaksanakan pada bulan Juni 2014 sampai dengan bulan Juli 2014 di Laboratorium Daya, Alat, dan Mesin Pertanian Jurusan Teknik Pertanian Fakultas
III. METODOLOGI PENELITIAN 3.1 Waktu dan Tempat Penelitian ini dilaksanakan pada bulan Juni 2014 sampai dengan bulan Juli 2014 di Laboratorium Daya, Alat, dan Mesin Pertanian Jurusan Teknik Pertanian Fakultas
BAB 3 LANDASAN TEORI DAN PENGOLAHAN DATA
 BAB 3 LANDASAN TEORI DAN PENGOLAHAN DATA Gambar 3.1 Mesin Sentris (Sumber: Dokumentasi PT. Sinar Rejeki Mesindo) 3.1 Pengertian Mesin Pengering Sentris Mesin pengering sentris (Mesin Sentris) adalah mesin
BAB 3 LANDASAN TEORI DAN PENGOLAHAN DATA Gambar 3.1 Mesin Sentris (Sumber: Dokumentasi PT. Sinar Rejeki Mesindo) 3.1 Pengertian Mesin Pengering Sentris Mesin pengering sentris (Mesin Sentris) adalah mesin
a. Macam-macam palu yang kita jumpai : - Palu pena kepala bulat - Palu pena kepala lurus atau silang - Palu keling
 A. Teori Kerja Plat Yang dimaksud pengerjaan plat adalah pengerjaan membentuk dan menyambung logam lembaran (plat) sehingga sesuai dengan bentuk dan ukuran yang sudah direncanakan. Pengerjaan plat dapat
A. Teori Kerja Plat Yang dimaksud pengerjaan plat adalah pengerjaan membentuk dan menyambung logam lembaran (plat) sehingga sesuai dengan bentuk dan ukuran yang sudah direncanakan. Pengerjaan plat dapat
BAB II PENDEKATAN PEMECAHAN MASALAH. Identifikasi gambar kerja merupakan langkah untuk mengetahui gambar
 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Identifikasi gambar kerja merupakan langkah untuk mengetahui gambar kerja sebagai acuan dari perancang yang ditujukan untuk membuat komponenkomponen
BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Identifikasi gambar kerja merupakan langkah untuk mengetahui gambar kerja sebagai acuan dari perancang yang ditujukan untuk membuat komponenkomponen
METODOLOGI PENELITIAN
 14 METODOLOGI PENELITIAN Tahapan Penelitian Tahap-tahap penelitian terdiri dari : (1) proses desain, () konstruksi alat, (3) analisis desain dan (4) pengujian alat. Adapun skema tahap penelitian seperti
14 METODOLOGI PENELITIAN Tahapan Penelitian Tahap-tahap penelitian terdiri dari : (1) proses desain, () konstruksi alat, (3) analisis desain dan (4) pengujian alat. Adapun skema tahap penelitian seperti
BAB III METODOLOGI PELAKSANAAN. penggerak belakang gokart adalah bengkel Teknik Mesin program Vokasi
 BAB III METODOLOGI PELAKSANAAN 3.1. Tempat Pelaksanaan Tempat yang akan di gunakan untuk perakitan dan pembuatan sistem penggerak belakang gokart adalah bengkel Teknik Mesin program Vokasi Universitas
BAB III METODOLOGI PELAKSANAAN 3.1. Tempat Pelaksanaan Tempat yang akan di gunakan untuk perakitan dan pembuatan sistem penggerak belakang gokart adalah bengkel Teknik Mesin program Vokasi Universitas
BAB V KESIMPULAN DAN SARAN
 BAB V KESIMPULAN DAN SARAN A. Kesimpulan Mengacu pada rumusan masalah dan pembahasan pada bab 4 terkait proses pembuatan komponen rangka pada mesin perajang sampah organik, didapat beberapa kesimpulan,
BAB V KESIMPULAN DAN SARAN A. Kesimpulan Mengacu pada rumusan masalah dan pembahasan pada bab 4 terkait proses pembuatan komponen rangka pada mesin perajang sampah organik, didapat beberapa kesimpulan,
MAKALAH PROSES PRODUKSI PEMBUATAN MEJA LIPAT
 MAKALAH PROSES PRODUKSI PEMBUATAN MEJA LIPAT Diajukan Untuk Memenuhi Persyaratan Kelulusan Mata Kuliah Proses Produksi Oleh : Akmal Akhimuloh 1503005 JURUSAN TEKNIK INDUSTRI SEKOLAH TINNGI TEKNOLOGI GARUT
MAKALAH PROSES PRODUKSI PEMBUATAN MEJA LIPAT Diajukan Untuk Memenuhi Persyaratan Kelulusan Mata Kuliah Proses Produksi Oleh : Akmal Akhimuloh 1503005 JURUSAN TEKNIK INDUSTRI SEKOLAH TINNGI TEKNOLOGI GARUT
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN 3.1 Metode Penelitian 3.1.1 Diagram Alir Penelitian Mulai Studi Literatur Penyediaan Alat dan bahan Perancangan Chasis Pembuatan Chasis Pengujian Chasis Analisa dan Pembahasan
BAB III METODE PENELITIAN 3.1 Metode Penelitian 3.1.1 Diagram Alir Penelitian Mulai Studi Literatur Penyediaan Alat dan bahan Perancangan Chasis Pembuatan Chasis Pengujian Chasis Analisa dan Pembahasan
LAPORAN PRAKTIKUM PROSES PRODUKSI
 LAPORAN PRAKTIKUM PROSES PRODUKSI Disusun Oleh: Nama : Yulianus Dodi NIM : 201531014 Fakultas/Jurusan : Teknik Mesin UNIVERSITAS KATOLIK WIDYA KARYA MALANG FAKULTAS TEKNIK JURUSAN TEKNIK MESIN JUNI 2017
LAPORAN PRAKTIKUM PROSES PRODUKSI Disusun Oleh: Nama : Yulianus Dodi NIM : 201531014 Fakultas/Jurusan : Teknik Mesin UNIVERSITAS KATOLIK WIDYA KARYA MALANG FAKULTAS TEKNIK JURUSAN TEKNIK MESIN JUNI 2017
BAB V PROSES PEMBUATAN SILINDER HIDROLIK (MANUFACTURING PROCESS) BUCKET KOBELCO SK Bagan 5.1 Hydraulic Cylinder Manufacturing Process [6]
![BAB V PROSES PEMBUATAN SILINDER HIDROLIK (MANUFACTURING PROCESS) BUCKET KOBELCO SK Bagan 5.1 Hydraulic Cylinder Manufacturing Process [6]](/thumbs/64/51813428.jpg "BAB V PROSES PEMBUATAN SILINDER HIDROLIK (MANUFACTURING PROCESS) BUCKET KOBELCO SK Bagan 5.1 Hydraulic Cylinder Manufacturing Process [6]") BAB V PROSES PEMBUATAN SILINDER HIDROLIK (MANUFACTURING PROCESS) BUCKET KOBELCO SK200-8 Bagan 5.1 Hydraulic Cylinder Manufacturing Process [6] Universitas Mercu Buana 47 Gambar 5.1 Job Set Cylinder Assy
BAB V PROSES PEMBUATAN SILINDER HIDROLIK (MANUFACTURING PROCESS) BUCKET KOBELCO SK200-8 Bagan 5.1 Hydraulic Cylinder Manufacturing Process [6] Universitas Mercu Buana 47 Gambar 5.1 Job Set Cylinder Assy
BAHAN DAN METODE. Adapun bahan-bahan yang digunakan dalam penelitian ini adalah tulang
 BAHAN DAN METODE Waktu dan Tempat Penelitian Penelitian ini dilaksanakan pada bulan Maret hingga April 2016 di Laboratorium Keteknikan Pertanian Fakultas Pertanian Universitas Sumatera Utara, Medan. Bahan
BAHAN DAN METODE Waktu dan Tempat Penelitian Penelitian ini dilaksanakan pada bulan Maret hingga April 2016 di Laboratorium Keteknikan Pertanian Fakultas Pertanian Universitas Sumatera Utara, Medan. Bahan
BAB III METODE PEMBUATAN ALAT
 BAB III METODE PEMBUATAN ALAT 3.1 Diagram Alir / Flowchart Dalam proses pembuatan suatu alat atau produk memerlukan peralatan dan pemesinan yang dapat dipergunakan dengan tepat dan ekonomis serta pengetahuan
BAB III METODE PEMBUATAN ALAT 3.1 Diagram Alir / Flowchart Dalam proses pembuatan suatu alat atau produk memerlukan peralatan dan pemesinan yang dapat dipergunakan dengan tepat dan ekonomis serta pengetahuan
BAB II PENDEKATAN PEMECAHAN MASALAH
 BAB II PENDEKATAN PEMECAHAN MASALAH A. Tinjauan Singkat Rangka Disain rangka mesin memiliki keutamaan yang berfungsi untuk mengakomodasi seluruh komponen-komponen mesin yang terpasang didalamnya. Pada
BAB II PENDEKATAN PEMECAHAN MASALAH A. Tinjauan Singkat Rangka Disain rangka mesin memiliki keutamaan yang berfungsi untuk mengakomodasi seluruh komponen-komponen mesin yang terpasang didalamnya. Pada
BAB III METODE PELAKSANAAN
 BAB III METODE PELAKSANAAN 3.1 Tempat Pelaksanaaan Dalam pelaksanaan serta pengujian tugas akhir ini, penulisan melakukan pengerjaan merangkai dan menguji sistem pengapian AC dan pengisian sepeda motor
BAB III METODE PELAKSANAAN 3.1 Tempat Pelaksanaaan Dalam pelaksanaan serta pengujian tugas akhir ini, penulisan melakukan pengerjaan merangkai dan menguji sistem pengapian AC dan pengisian sepeda motor
BAB II PENDEKATAN PEMECAHAN MASALAH. pemesinan. Berikut merupakan gambar kerja dari komponen yang dibuat: Gambar 1. Ukuran Poros Pencacah
 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Gambar kerja merupakan alat komunikasi bagi orang manufaktur. Dengan melihat gambar kerja, operator dapat memahami apa yang diinginkan perancang
BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Gambar kerja merupakan alat komunikasi bagi orang manufaktur. Dengan melihat gambar kerja, operator dapat memahami apa yang diinginkan perancang
Pengolahan lada putih secara tradisional yang biasa
 Buletin 70 Teknik Pertanian Vol. 15, No. 2, 2010: 70-74 R. Bambang Djajasukmana: Teknik pembuatan alat pengupas kulit lada tipe piringan TEKNIK PEMBUATAN ALAT PENGUPAS KULIT LADA TIPE PIRINGAN R. Bambang
Buletin 70 Teknik Pertanian Vol. 15, No. 2, 2010: 70-74 R. Bambang Djajasukmana: Teknik pembuatan alat pengupas kulit lada tipe piringan TEKNIK PEMBUATAN ALAT PENGUPAS KULIT LADA TIPE PIRINGAN R. Bambang
BAB III CARA PEMBUATAN ALAT TRACKE R BEARING. Rahang penahan berfungsi sebagai rumah atau sarang dari bagian komponen lain
 BAB III CARA PEMBUATAN ALAT TRACKE R BEARING 3.1 RAHANG PENAHAN Rahang penahan berfungsi sebagai rumah atau sarang dari bagian komponen lain yaitu - Kaki penahan - Batang ulir. Yang semua komponen akan
BAB III CARA PEMBUATAN ALAT TRACKE R BEARING 3.1 RAHANG PENAHAN Rahang penahan berfungsi sebagai rumah atau sarang dari bagian komponen lain yaitu - Kaki penahan - Batang ulir. Yang semua komponen akan
BAB II PENDEKATAN PEMECAHAN MASALAH. gambar kerja sebagai acuan pembuatan produk berupa benda kerja. Gambar
 7 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Dalam pembuatan suatu produk pastilah tidak terlepas dari pendekatan gambar kerja sebagai acuan pembuatan produk berupa benda kerja. Gambar
7 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Dalam pembuatan suatu produk pastilah tidak terlepas dari pendekatan gambar kerja sebagai acuan pembuatan produk berupa benda kerja. Gambar
BAB III METODE PEMBUATAN
 BAB III METODE PEMBUATAN 3.1. KONSEP PEMBUATAN ALAT Membuat suatu produk atau alat memerlukan peralatan dan pemesinan yang dapat dipergunakan dengan tepat dan ekonomis. Pemilihan mesin atau proses yang
BAB III METODE PEMBUATAN 3.1. KONSEP PEMBUATAN ALAT Membuat suatu produk atau alat memerlukan peralatan dan pemesinan yang dapat dipergunakan dengan tepat dan ekonomis. Pemilihan mesin atau proses yang
RANCANG (BAGIAN. commit to user. Diajukan. Ahli Madya
 RANCANG BANGUN MESIN PEMBELAH BAMBU (BAGIAN PROSES PRODUKSI) PROYEK AKHIR Diajukan sebagai salah satu syarat untuk memperoleh gelar Ahli Madya Oleh : WAHYU PRASETYA NIM I 8112045 PROGRAM DIPLOMA TIGA TEKNIK
RANCANG BANGUN MESIN PEMBELAH BAMBU (BAGIAN PROSES PRODUKSI) PROYEK AKHIR Diajukan sebagai salah satu syarat untuk memperoleh gelar Ahli Madya Oleh : WAHYU PRASETYA NIM I 8112045 PROGRAM DIPLOMA TIGA TEKNIK
BAB III METODOLOGI PEMBUATAN MESIN ECM SINGLE AXIS. Alat-alat utama yang digunakan pada pembutan mesin ECM ini diantara lain :
 BAB III METODOLOGI PEMBUATAN MESIN ECM SINGLE AXIS Dalam bab ini akan membahas tentang segala sesuatu yang berkaitan langsung dengan pembuatan Mesin ECM single axis seperti alat dan bahan yang digunakan
BAB III METODOLOGI PEMBUATAN MESIN ECM SINGLE AXIS Dalam bab ini akan membahas tentang segala sesuatu yang berkaitan langsung dengan pembuatan Mesin ECM single axis seperti alat dan bahan yang digunakan
BAHAN DAN METODE. Pertanian Fakultas Pertanian Universitas Sumatera Utara, mulai pada bulan
 BAHAN DAN METODE Tempat dan Waktu Penelitian Penelitian ini direncanakan akan dilakukan di Laboratorium Keteknikan Pertanian Fakultas Pertanian Universitas Sumatera Utara, mulai pada bulan September- Oktober
BAHAN DAN METODE Tempat dan Waktu Penelitian Penelitian ini direncanakan akan dilakukan di Laboratorium Keteknikan Pertanian Fakultas Pertanian Universitas Sumatera Utara, mulai pada bulan September- Oktober
SMK PGRI 1 NGAWI TERAKREDITASI: A
 TEKNIK PEMESINAN SMK PGRI 1 NGAWI TERAKREDITASI: A Jl. Rajawali No. 32, Telp./Faks. : (0351) 746081 Ngawi. Homepage: 1. www.smkpgri1ngawi.sch.id 2. www.grisamesin.wordpress.com Facebook: A. Kecepatan potong
TEKNIK PEMESINAN SMK PGRI 1 NGAWI TERAKREDITASI: A Jl. Rajawali No. 32, Telp./Faks. : (0351) 746081 Ngawi. Homepage: 1. www.smkpgri1ngawi.sch.id 2. www.grisamesin.wordpress.com Facebook: A. Kecepatan potong
III. METODOLOGI PENELITIAN. Pembuatan alat penelitian ini dilakukan di Bengkel Berkah Jaya, Sidomulyo,
 31 III. METODOLOGI PENELITIAN A. Tempat Pembuatan Dan Pengujian Pembuatan alat penelitian ini dilakukan di Bengkel Berkah Jaya, Sidomulyo, Lampung Selatan. Kemudian perakitan dan pengujian dilakukan Lab.
31 III. METODOLOGI PENELITIAN A. Tempat Pembuatan Dan Pengujian Pembuatan alat penelitian ini dilakukan di Bengkel Berkah Jaya, Sidomulyo, Lampung Selatan. Kemudian perakitan dan pengujian dilakukan Lab.
III. METODOLOGI PENELITIAN. Penelitian ini dilaksanakan pada bulan Februari 2012 sampai Mei 2012 di
 III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilaksanakan pada bulan Februari 2012 sampai Mei 2012 di Laboratorium Rekayasa Bioproses dan Pasca Panen dan di Laboratorium Mekanisasi
III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilaksanakan pada bulan Februari 2012 sampai Mei 2012 di Laboratorium Rekayasa Bioproses dan Pasca Panen dan di Laboratorium Mekanisasi
BAB II TINJAUAN PUSTAKA
 5 BAB II TINJAUAN PUSTAKA 2.1 Pengertian Mesin Pan Granulator Mesin Pan Granulator adalah alat yang digunakan untuk membantu petani membuat pupuk berbentuk butiran butiran. Pupuk organik curah yang akan
5 BAB II TINJAUAN PUSTAKA 2.1 Pengertian Mesin Pan Granulator Mesin Pan Granulator adalah alat yang digunakan untuk membantu petani membuat pupuk berbentuk butiran butiran. Pupuk organik curah yang akan
BAB 1 PENDAHULUAN Latar Belakang
 BAB 1 PENDAHULUAN 1.1. Latar Belakang Kebutuhan alat pendingin tidak pernah lepas dalam hidup manusia. Manusia butuh alat pendingin untuk menyimpan berbagai benda, seperti: bahan baku masakan (sayur, daging,
BAB 1 PENDAHULUAN 1.1. Latar Belakang Kebutuhan alat pendingin tidak pernah lepas dalam hidup manusia. Manusia butuh alat pendingin untuk menyimpan berbagai benda, seperti: bahan baku masakan (sayur, daging,
BAB II PENDEKATAN PEMECAHAN MASALAH. kerja. Identifikasi ini berupa gambar kerja dari perancang yang ditujukan kepada
 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Identifikasi gambar kerja merupakan suatu langkah awal pengerjaan benda kerja. Identifikasi ini berupa gambar kerja dari perancang yang
BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Identifikasi gambar kerja merupakan suatu langkah awal pengerjaan benda kerja. Identifikasi ini berupa gambar kerja dari perancang yang
BAB III PROSES PEMBUATAN ENGINE CUTTING. Mulai. Study Literature. Proses Desain Stand : 1. Desain 2D 2. Desain 3D dengan Autocad 2013
 BAB III PROSES PEMBUATAN ENGINE CUTTING 3.1. Diagram Alir Proses Mulai Study Literature Proses Desain Stand : 1. Desain 2D 2. Desain 3D dengan Autocad 2013 Proses Cutting Mesin: 1. Membongkar Komponen
BAB III PROSES PEMBUATAN ENGINE CUTTING 3.1. Diagram Alir Proses Mulai Study Literature Proses Desain Stand : 1. Desain 2D 2. Desain 3D dengan Autocad 2013 Proses Cutting Mesin: 1. Membongkar Komponen
BAB III. Metode Rancang Bangun
 BAB III Metode Rancang Bangun 3.1 Diagram Alir Metode Rancang Bangun MULAI PENGUMPULAN DATA : DESAIN PEMILIHAN BAHAN PERHITUNGAN RANCANG BANGUN PROSES PERMESINAN (FABRIKASI) PERAKITAN PENGUJIAN ALAT HASIL
BAB III Metode Rancang Bangun 3.1 Diagram Alir Metode Rancang Bangun MULAI PENGUMPULAN DATA : DESAIN PEMILIHAN BAHAN PERHITUNGAN RANCANG BANGUN PROSES PERMESINAN (FABRIKASI) PERAKITAN PENGUJIAN ALAT HASIL
BAB III METODOLOGI Diagram Alur Produksi Mesin. Gambar 3.1 Alur Kerja Produksi Mesin
 BAB III METODOLOGI 3.1. Diagram Alur Produksi Mesin Gambar 3.1 Alur Kerja Produksi Mesin 3.2. Cara Kerja Mesin Prinsip kerja mesin pencetak bakso secara umum yaitu terletak pada screw penekan adonan dan
BAB III METODOLOGI 3.1. Diagram Alur Produksi Mesin Gambar 3.1 Alur Kerja Produksi Mesin 3.2. Cara Kerja Mesin Prinsip kerja mesin pencetak bakso secara umum yaitu terletak pada screw penekan adonan dan
SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN
 SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 CERDAS, KREATIF, INTELEK, WIRAUSAHAWAN 1 Pilihlah salah satu jawaban soal berikut
SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 CERDAS, KREATIF, INTELEK, WIRAUSAHAWAN 1 Pilihlah salah satu jawaban soal berikut
BAB II PENDEKATAN PEMECAHAN MASALAH. identifikasi dari masing-masing komponen Mesin Pemoles pada casing
 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja 1. Identifikasi Ukuran Identifikasi ukuran komponen merupakan langkah untuk menentukan ukuran dalam pembuatan casing mesin pemoles. Berdasarkan
BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja 1. Identifikasi Ukuran Identifikasi ukuran komponen merupakan langkah untuk menentukan ukuran dalam pembuatan casing mesin pemoles. Berdasarkan