a. Macam-macam palu yang kita jumpai : - Palu pena kepala bulat - Palu pena kepala lurus atau silang - Palu keling
|
|
|
- Utami Darmadi
- 6 tahun lalu
- Tontonan:
Transkripsi
1 A. Teori Kerja Plat Yang dimaksud pengerjaan plat adalah pengerjaan membentuk dan menyambung logam lembaran (plat) sehingga sesuai dengan bentuk dan ukuran yang sudah direncanakan. Pengerjaan plat dapat dilakukan dengan menggunakan keterampilan tangan, mesin, atau perpaduan dari keduanya, yang meliputi macammacam pengerjaan, diantaranya adalah menggunting, melukis, melipat,melubangi, meregang, pengawatan, mengalur, menyambung, dan lain-lain. Peralatan yang digunakan untuk mewujudkan bentuk-bentuk tertentu dalam kerja pelat dapat dikelompokkan sebagai berikut : Ø Alat untuk melukis atau menggambar bukaan, terdiri dari : a. Mistar ukur, panjang sampai 100 cm b. Mistar ukur gulung c. Bermacam-macam siku seperti siku biasa, siku lipat, dan siku papak d. Penggores, penggores tepi, balok gores dan penitik pusat e. Bermacam-macam jangka seperti jangka tusuk, jangka tongkat, dan jangka tepi Ø Alat-alat untuk memotong a. Bermacam-macam gunting tangan dengan macam-macam bentuk bibir potongnya (bibir lurus, bibir lengkung, bibir universal) dan gunting tongkat b. Gunting tuas atau guinting bangku, untuk menggunting pelat yang agak tebal (bila tidak kuat dengan gunting tangan) c. Mesin gunting giletin (guillotine) - dengan tenaga orang - dengan tenaga motor, secara hidrolik atau mekanis d. Gergaji : - gergaji tangan - gergaji mesin e. Pahat, pelat, ragum, dan palu B. Alat-alat untuk membentuk, menekuk dan melipat Yang dimaksud dengan membentuk adalah membuat bentuk-bentuk seperti silinder, kerucut dan sebagainya yang disertai pekerjaan menekuk dan melipat. Pembentukan benda kerja dapat dilakukan baik dengan tangan maupun dengan mesin, Bila dilakukan dengan tangan, kita dapat menggunakan macam-macam palu dan landas (steak) a. Macam-macam palu yang kita jumpai : - Palu pena kepala bulat - Palu pena kepala lurus atau silang - Palu keling 1
2 - Palu lunak dari bahan kayu, karet, tembaga, atau timah hitam, juga palu plastik - Palu pegang - Palu rata - Palu bola Peringatan : Waktu menggunakan palu, hendaknya diperhatikan pasak bajinya apakah masih terpasang dengan baik; bila tidak, perbaikilah dahulu b. Macam-macam landas (steak) yang ada : - Landas muka rata - Landas pinggir lurus dan lengkung - Landas pipa - Landas tirus - Landas bola dan setengah bola - Landas alur dan sebagainya Macam-macam alat penekuk dan pelipat Selain menggunakan palu dan landasan untuk menekuk dan melipat digunakan pula : - Mesin lipat universal - Mesin lipat peti (box and panfolder) d. Alat untuk sambungan keling adalah : - Palu dan landas - Palu keling - Besi perapat dan pembentuk kepala (rivet set) - Mesin pengeling e. Alat untuk sambungan - Pesawat las titik dengan bermacam-macam bentuk elektroda - Pateri, peralatannya meliputi : baut pateri biasa baut pateri listrik pemanas baut pateri (pancar atau arang) sikat kawat kikir pembersih kimiawi seperti air keras atau pasta pateri Ø Alat-alat untuk penguatan tepi, atau badan Penguat tepi dapat dilakukan dengan cara memakai lipatan tepi, kawat penguat atau memakai alur penguat. Alur penguatmtidak hanya untuk penguatan tepi tetapi dapat juga untuk penguatan badan. 2
 d. Alat penguatan tepi dan badan alur, adalah : - mesin putar alur dengan berbagai macam rol atau kaliber e.")

3 a. Alat-alat untuk penguatan, dengan lipatan adalah : - palu dan landas atau - mesin lipat b.alat-alat untuk penguatan tepi dengan kawat, adalah : - palu dan landas c. Alat-alat pengawatan tepi, adalah : - palu dan landas - mesin putar alur (rotary jenny) d. Alat penguatan tepi dan badan alur, adalah : - mesin putar alur dengan berbagai macam rol atau kaliber e. Alat-alat lain yang sering digunakan adalah : - bermacam-macam tang atau penjepit tangan - kikir dan ragum - bermacam-macam alat penjepit C. MACAM-MACAM 1. PROSEDUR MENGUKUR, MENANDAI DAN MELUKIS PELAT Kualitas atau ketelitian suatu hasil pekerjaan diantaranya ditentukan oleh bagaimana cara melakukan pengukuran, menandai serta melukis pada saat pembuatan benda kerja. Untuk mengurangi kesalahan dalam melakukan proses-proses tersebut, maka perlu difahami teknik-tekniknya. a. Mengukur Ada dua cara yang biasa dilakukan dalam mengukur pada pelat, yaitu dengan berpatokan pada ujung mistar atau berpatokan pada garis ukur mistar. Kedua cara ini dapat dilakukan sesuai kondisi pengerjaan berda kerja tersebut. Berikut ini adalah contoh mengukur pada pelat menggunakan mistar baja : a. Patokan ujung 3

4 b. Patokan garis ukur Gambar 5 : Teknik Mengukur b. Menandai dan Melukis 4
5 Penandaan dalam pengerjaan pelat adalah proses sangat penting, karena proses ini merupakan awal dari suatu pembentukan benda kerja. Proses menandai biasanya dilakukan bersamaan dengan proses mengukur dan melukis benda kerja. Tanda pada pelat dapat berupa garis tanda atau titik. Garis tanda dibuat menggunakan penggores, yakni untuk memberi tanda batas ukuran, tanda tekukan, coakan ataupun tanda pengerjaan lainnya. Sedangkan titik pada benda kerja dapat dibuat menggunakan penitik garis dan penitik pusat. Bentuk garis tanda dalam teknologi pengerjaan pelat cukup bervariasi, yakni tergantung pada alat yang dipergunakan dan karakteristik pekerjaannya, namun beberapa contoh berikut ini dapat dipakai, terutama dalam menerapkan dasardasar melukis dan menandai pada pelat yang selanjutnya dapat dilukis garis lurus horizontal dan/ atau garis vertikal, miring/ menyudut, tanda untuk membuat lingkaran, dan lain-lain. Teknik 1 : 2 tanda ukuran mistar baja 1 5

")
6 LANGKAH KERJA 1 garis ukuran LANGKAH KERJA 2 Gambar 6 : Teknik Menandai dengan Penggores (a) Teknik 2 : 6
7 LANGKAH KERJA 1 MEMBUAT TANDA garis ukuran LANGKAH KERJA 2 MEMBUAT GARIS SEJAJAR garis untuk titik pusat LANGKAH KERJA 3 - UNTUK TITIK PUSAT LINGKARAN Gambar 7: Teknik Menandai dengan Penggores Hal-hal yang perlu diperhatikan dalam menarik garis atau melukis pada pelat adalah : a. Mata/ pandangan harus tegak lurus terhadap garis ukur agar tidak terjadi kesalahan akibat sudut pandang. b. Ujung penggores berada tepat pada garis ukuran. 7

8 c. Kemiringan penggores harus sama sepanjang/ selama penarikan garis. TEKNIK YANG BENAR TEKNIK YANG SALAH Gambar 8 : Teknik Menarik Garis / Melukis Jika suatu pekerjaan memerlukan tanda dengan penitik, misalnya titik pusat untuk kaki jangka tusuk atau titik pusat untuk pengeboran ataupun titik-titik 8
9 untuk memperjelas garis, maka dapat dilakukan setelah dilakukan proses melukis. Untuk membuat titik pusat lingkaran atau untuk bor digunakan penitik pusat ( sudut 90 ) dan untuk garis digunakan penitik garis ( sudut 60 ) Contohnya seperti gambar berikut ini : Memberi titik (tanda) pada garis titik pusat Aplikasi penandaan Gambar 9 : Penandaan dengan Penitik 9
10 2. PEMOTONGAN PELAT Pemotongan pelat dapat dilakukan dengan menggunakan gunting pelat, pahat, mesin potong atau dengan menggunakan gergaji untuk pemotongan pelat yang relatif tebal. a. Pemotongan dengan Gunting Hasil pemotongan dengan menggunakan gunting sangat ditentukan oleh : pemahaman tentang jenis dan fungsi gunting dan penguasaan teknik-teknik menggunakan gunting. Dengan demikian, gunting yang sesuai dan teknik yang benar akan menghasil potongan yang lebih baik serta waktu yang lebih singkat. Hal-hal yang perlu diperhatikan dalam menggunting pelat adalah sebagai berikut : 1. Sisi potong gunting harus selalu rapat. Jika renggang, rapatkan dengan alat yang sesuai. 2. Garis potong dapat terlihat jelas. 3. Mata / pandangan tegak lurus terhadap garis potongan. 4. Benda kerja ( pelat ) diusahakan tidak terseger selama proses menggunting. Gambar 10 : Menggunting Lurus dan Lengkung 10
11 b. Pemotongan dengan Pahat Secara umum pahat digunakan untuk pekerjaan-pekerjaan yang kurang presisi/ kasar atau pekerjaan yang tidak bisa dikerjakan dengan alat-alat kerja pelat yang lain, sehingga kadangkala memerlukan pengerjaan lanjutan, seperti pengikiran atau grinda Jenis pahat yang biasa digunakan adalah pahat rata ( flat cold chissel ), yakni digunakan untuk memotong pelat yang relatif tipis, mencoak dan membuat lubang pada pelat. c. Pemotongan dengan Mesing Potong ( Shearing Machine ) Mesing potong atau gilotin (shearing machine/ guillotine ) merupakan salah satu mesin potong pelat yang utama dalam pengerjaan pelat. Mesin ini terutama digunakan untuk memotong lurus dan siku suatu pelat. Kemampuan potong gilotin cukup bervariasi, yakni sangat tergantung pada tipe, teknologi ataupun kapasitas dari mesin tersebut. Secara umum ada dua jenis gilotin yang biasa dipakai pada bengkel-bengkel pengerjaan pelat : 1. Gilotin Pedal/ Injak Gilotin jenis ini mampu memotong sepanjang 1050 mm dengan ketebalan pelat 1,5 mm. Cara memotongnya dapat dilaksanakan dengan memberi tanda (garis) pada pelat atau dengan menggunakan mistar pembatasan yang ada di depan maupun dibelakang pisau potongnya. Cara menggunakan mistar pembatas depan adalah sebagai berikut : Gunakan mistar baja atau mistar gulung untuk menentukan ukuran potong. Ukur mulai sisi pemotong bawah sesuai dengan yang dikehendaki sampai mistar pembatas. Kencangkan bautnya Letakkan sisi pelat yang akan dipotong pada mistar pembatas Tekan pedal sampai pelat terpotong. 11

12 Cara menggunakan mistar pembatas belakang adalah sebagai berikut : Ukur jarak antara sisi pemotong bawah dan mistar pembatas dibelakang lebar yang dikehendaki. Masukkan pelat dari sisi depan sampai mengenai mistar pembatas. Tekan/injak pedal pemotong sampai pelat terpotong 2. Gilotin Elektris ( Power Guillotine ) Mesin potong ini digunakan secara luas untuk pelat-pelat yang relafif tebal (antara 2-13 mm) yang tidak mampu dilakukan oleh tenaga manusia. Tenaga untuk memotong digerakkan oleh motor listrik yang kemudian dilanjutkan oleh kopling mekanik atau hidrolik, sehingga dalam pengoperasiannya tidak membutuhkan tenaga yang besar. Gambar 11 : Memotong dengan Mesin Potong 12
. 2.")
13 Hal-hal yang perlu diperhatikan jika memotong dengan mesin potong adalah sebagai berikut : 1. Mesin potong harus diset/ distel sesuai dengan tebal bahan yang akan dipotong, yaitu penyetelan kerapatan pisau dan penyetelan tekanan ( jika ada ). 2. Pembatas ukuran distel secara tepat atau garis potong dapat terlihat jelas ( jika pemotongan secara manual/ tanpa pembatas ). 3. Saat mesin beroperasi, yakinkan bahwa pelat yang dipotong terjepit dengan kuat agar saat pisau potong atas menekan tidak akan menggeser pelat. 4. Jangan berada dibelakang mesin saat proses pemotongan berlangsung, karena hasil potongan pelat dapat menimbulkan kecelakaan. 5. Jangan memotong pelat yang tebalnya diatas kemampuan mesin. 2. Gergaji Tangan Gergaji tangan tidak begitu banyak digunakan dalam kerja pelat, kecuali hanya untuk memotong pelat yang pendek atau memotong bentuk-bentuk tertentu yang tidak bisa dipotong dengan mesin potong, disamping kecepatan potongnya yang lambat dan lebar potongan yang terbatas. Gergaji tangan terdiri dari : gagang (sengkang) gergaji dan daun gergaji dengan berbagai variasi ukuran gigi gergaji. Untuk memotong pelat, dipakai ukuran gigi gergaji dengan ukuran 24 atau 32, yakni tergantung pada kekerasan dan tebal bahan; semakin keras suatu bahan maka semakin rapat gigi gergaji yang dipakai. Gambar 12 : Gergaji Tangan 13
14 3. PENEKUKAN PELAT a. Bentuk-bentuk Tekukan dan Bentangannya Penekukan pelat dapat dilakukan dengan dua cara, yaitu dengan menggunakan palu dan landasan atau dengan menggunakan mesin tekuk atau mesin pres. Berbagai bentuk tekukan dapat dilakukan dengan palu dan landasan, demikian juga dengan menggukan mesin tekuk, namun secara umum bentuk-bentuk tekukan dalam kerja pelat adalah sebagai berikut : Tekukan searah atau berlawanan arah Tekukan satu atau dua sisi Tekukan lebih dari dua sisi Adapun dasar bentuk-bentuk tekukan pada pengerjaan pelat adalah sebagai berikut : = Tekukan satu kali searah = Tekukan dua kali searah = Tekukan dua kali berlawanan arah = Tekukan tiga kali berlawanan arah = Tekukan tiga kali searah 14
15 Untuk aplikasi pada pekerjaan armatur/ kabinet ( cabinet making ), bentuk-bentuk tekukan seperti di atas dapat berlaku pada tekukan satu sisi, dua atau lebih; dan hal ini sangat tergantung pada disain pekerjaan. Prinsip gambar bentangan adalah mengembalikan suatu hasil tekukan kepada bentuk awalnya ( pelat/rata ) melalui teknik-teknik proyeksi garis dan bidang. Berdasarkan dasar bentuk-bentuk tekukan, maka dapat dikembangan gambargambar bentangan sebagai berikut : 1. Bentangan untuk satu kali tekukan searah pada dua sisi a o a a o a a a Cara Penggambaran : Perhatikan gambar dasar tekukan, kemudian dengan menarik garis proyeksi dari titik a dengan pusat o akan didapat titik a. Maka jarak a ke a adalah bentangan tekukan ( satu tekukan ). Dengan cara yang sama, maka selanjutnya akan dapat dibuat bentangan-bentangan yang lain, baik yang searah maupun yang berlawanan arah atau tekukan satu sisi, dua sisi maupun lebih. 15
16 2. Bentangan untuk satu kali tekukan searah pada empat sisi 3. Bentangan untuk dua tekukan searah pada dua sisi 16
17 4. Bentangan untuk dua tekukan searah pada empat sisi 5. Bentangan untuk dua tekukan berlawanan arah pada dua sisi 17
18 6. Bentangan untuk dua tekukan berlawanan arah pada empat sisi 18
19 7. Bentangan untuk tiga tekukan berlawanan arah pada dua sisi 8. Bentangan untuk tiga tekukan berlawanan arah pada empat sisi 19
20 9. Bentangan untuk tiga tekukan searah pada dua sisi 1. Bentangan untuk tiga tekukan searah pada empat sisi 20
21 b. Metode Penekukan 1. Penekukan dengan Palu dan Landasan Walaupun proses pengerjaan pelat secara luas telah menggunakan mesin-mesin tekuk dan pres, namun untuk penerapan keterampilan dasar dan untuk pekerjaan tertentu masih diperlukan pengerjaan secara manual, yaitu dengan palu dan landasan. Palu yang biasa digunakan dalam pengerjaan pelat, khususnya penekukan adalah palu keras ( baja ) dan palu lunak ( mallet ). Palu baja yang banyak dipakai adalah palu konde, palu pen; sedang palu lunak yang biasa dipakai adalah palu plastik atau kayu. palu konde palu pen palu kayu palu plastik Gambar 13 : Palu Baja dan Mallet Adapun jenis landasan yang lazim digunakan untuk menekuk adalah landasan muka rata/ sudut, pinggir lurus atau landasan kombinasi. 21


22 landasan muka rata landasan pinggir lurus landasan kombinasi 2. Penekukan dengan Mesin Tekuk Gambar 14 : Landasan Penggunaan mesin lipat / tekuk pelat adalah untuk mempercepat suatu proses penekukan dan untuk mencapai tingkat ketelitian tertentu. Sesuai dengan perkembangan ilmu dan teknologi; mesin tekuk telah berkembang sedemikian rupa, mulai dari yang dioperasikan secara manual sampai dengan yang dioperasikan secara otomatis atau dengan komputer (CNC). a. Mesin Tekuk Terbatas( Bench / Adjustable Folder ) Gambar 15 : Mesin Tekuk Terbatas 22

23 Cara mengoperasikannya : Siapkan pelat yang akan ditekuk Atur lebar tekukan sesuai dengan yang dikehendaki Masukkan pelat sampai mengenai kisi-kisi pembatas Angkat batang / tuas penekuk sampai batas sudut yang dikehendaki. Kembalikan batang penekuk pada kedudukan semula. b. Mesin Tekuk Universal/ Standar Gambar 16 : Mesin Tekuk Universal Cara mengoperasikannya : Tentukan dan lukis garis tekukan sesuai keperluan. Masukkan pelat yang akan ditekuk dan paskan pada garis tekukan. Jepit dengan klem/ tuas pengikat. Angkat batang penekuk sampai batas sudut yang dikehendaki. Kembalikan batang penekuk pada posisi semula. 23
24 c. Mesin Tekuk Kotak ( Box and Pan Brake ) Gambar 17 : Mesin Tekuk Kotak Cara mengoperasikannya : Tentukan dan lukis garis tekukan sesuai keperluan/ gambar kerja. Pasang dan atur sepatu tekuk sesuai dengan panjang tekukan. Masukkan pelat yang akan ditekuk dan paskan pada garis tekukan. Jepit dengan klem/ tuas pengikat. Angkat batang penekuk sampai batas sudut yang dikehendaki. Kembalikan batang penekuk pada posisi semula. 24
 pada mesin tekuk. Pasang dan atur sepatu tekuk sesuai dengan panjang tekukan dan V-bar ( bending bar ) sesuai dengan tebal bahan yang ditekuk.")
25 d. Mesin Tekuk Pres ( Press Brake ) Cara mengoperasikannya : Gambar 18 : Mesin Tekuk Pres Tentukan dan lukis garis tekukan sesuai keperluan/ gambar kerja atau atur pembatas tekukan ( secara manual atau otomatik ) pada mesin tekuk. Pasang dan atur sepatu tekuk sesuai dengan panjang tekukan dan V-bar ( bending bar ) sesuai dengan tebal bahan yang ditekuk. Hidupkan mesin, dan jika mesin dilengkapi dengan pengatur tekanan, maka aturlah pengatur tekanan sesuai ketentuan ( berdasarkan tebal bahan dan lebar tekukan ). Masukkan pelat yang akan ditekuk dan paskan pada garis tekukan atau sampai menyentuh pembatas tekukan. Lakukan penekukan dengan menekan tombol/ handle penekukan. Keluarkan pelat dari mesin. 25

26 4. PENYAMBUNGAN PELAT Penyambungan pelat, khususnya penyambungan pada pelat tipis dapat dilakukan dengan banyak cara, antara lain adalah dengan sambungan keling, sambungan lipat, atau dengan sambungan las titik. Aplikasi penggunaan macam-macam sambungan pelat tersebut sangat tergantung pada keperluan atau tujuan pembuatan, kekuatan konstruksi sambungan, tingkat kerapatan (kedap), atau fungsi benda kerja yang dibuat. a. Sambungan Keling ( Rivet ) Menyambung pelat dengan menggunakan paku keling ( sambungan keling ) masih banyak digunakan pada konstruksi pelat tipis, karena dapat dilakukan dengan mudah dan relatif kuat, walaupun tidak begitu kedap. Jenis paku keling cukup beragam, sehingga dilakukan dengan cara atau alat yang beragam pula, namun yang banyak dipakai pada konstruksi pelat tipis adalah sbb : 1. Rivet set 2. Dahulukan kedua ujung Gambar 19 : Rivet Set 26

27 2. Pengeling Pop ( Blint Riveter) Cara kerja pengeling pop : Gambar 20 : Pengeling Pop Tempatkan/ masukkan paku keling pop ke lubang sambungan keling dan pasangkan pengeling pop sampai rapat dengan permukaan paku kelin. Tekan tuas pengeling pop beberapa kali sambil pengeling ditekan sampai paku penariknya putus. 27
28 Tarik tuas pengeling dan keluarkan paku penarik yang telah putus.. b. Sambungan Lipat 1. Sambungan Lipat Tunggal ( Grooved Seam ) Sambungan lipat tunggal dapat dibuat dengan menggunakan alat-alat tangan atau mesin lipat atau kombinasi keduanya dan untuk merapatkan sambungan lipat tunggal yang lurus dilakukan dengan dua cara, yaitu dengan menggunakan perapat ( hand groover ) atau dengan bar groover. 28
 atau dengan")
29 W TUGAS KELOMPOK PROMANU II Gambar 21 : Sambungan Lipat Tunggal 2. Sambungan Tegak, Bilah dan Sudut Untuk membuat sambungan lipat tegak, bilah atau sudut yang lurus dapat dilakukan secara manual dengan menggunakan alat-alat tangan ( palu dan landasan ) atau dengan mesin lipat atau kombinasi keduanya tanpa menggunakan perapat. Sebelum membuat sambungan lipat perlu difahami terlebih dahulu perhitungan sambungan (allowance ), agar ukuran yang dikehendaki dapat tercapai. Perhitungan Sambungan Lipat : NO JENIS SAMBUNGAN GAMBAR PERHITUNGAN 1. Sambungan lipat tegak A=W - t B= 2W - t S= 3W - 2t 29
30 W TUGAS KELOMPOK PROMANU II 2. Sambungan lipat tunggal ( grooved seam ) W A= W - t B= 2W - t S= 3W - 2t HO 29 NO JENIS SAMBUNGAN GAMBAR PERHITUNGAN 3. Sambungan lipat bilah W A= ½W - t B= ½W - t C= 2W - 2t S= 3W - 4t 4. Sambungan lipat sudut/ alas A= W - 2t B= 2W - 2t S= 3W - 4t Catatan : W = Lebar sambungan lipat allowance t = tebal bahan/ pelat S = total 30
 = 3.W -2t = (3. 6) - (2.0,5) Bentangan silinder =. d silinder = 3,14.")
31 Contoh Penerapan Perhitungan Sambungan : Sebuah silinder dengan diamater 120mm tinggi 150mm dibuat dengan sambungan lipat tunggal (grooved seam ) lebar 6mm, bahan yang digunakan adalah pelat BJLS 50, maka bahan minimal yang diperlukan adalah : Gambar : sambungan lipat a. Panjang bahan : Allowance sambungan lipat ( S ) = 3.W -2t = (3. 6) - (2.0,5) Bentangan silinder =. d silinder = 3, = 376,8 mm = 18-1 = 17 mm Panjang bahan yang diperlukan = ,8 = 393,8 mm b. Lebar bahan : Tinggi silinder = 150 mm Jadi, kebutuhan bahan untuk pembuatan silinder tersebut adalah : 393,8 X 150 mm 31
 mempunyai ukuran dan kapasitas lebih besar dari mesin las titik portabel, sehingga perlu diperhatikan beberapa hal bila")
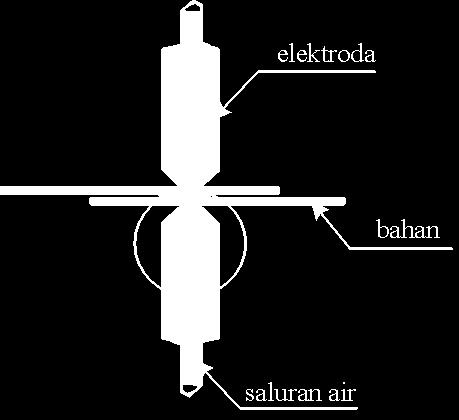
32 c. Sambungan Las Titik 1. Mesin Las Titik Portabel Gambar 22 : Mesin Las Titik Portabel 2. Mesin Las Titik Standar Mesin las titik standar ( pedestal spot welding ) mempunyai ukuran dan kapasitas lebih besar dari mesin las titik portabel, sehingga perlu diperhatikan beberapa hal bila menggunakan mesin las titik standar, yaitu : Diameter penampang elektroda = 4 x tebal pengelasan Permukaan elektroda harus bersih dan tidak ada lapisan yang memungkinkan tidak mengalirnya arus listrik. Lama pengelasan harus disesuaikan dengan tebal bahan yang disambung. Sirkulasi air pendingin harus berjalan selama proses pengelasan. 32
33 Proses Pengelasan :
34 Keterangan : 1. Pelat dijepit antara dua elektroda ( atas dan bawah ) 2. Saat jepitan sempurna terjadi pengelasan yang lamanya diatur oleh timer 3. Pelat telah tersambung 4. Elektroda kembali pada posisi semula. 34
PRAKTEK PEMBENTUKAN BAHAN
 HANDOUT PRAKTEK PEMBENTUKAN BAHAN AAN ARDIAN, M.Pd. ardian@uny.ac.id PENDIDIKAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA A. Pengertian Pengerjaan Pelat Pengerjaan pelat (sheet metal working)
HANDOUT PRAKTEK PEMBENTUKAN BAHAN AAN ARDIAN, M.Pd. ardian@uny.ac.id PENDIDIKAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA A. Pengertian Pengerjaan Pelat Pengerjaan pelat (sheet metal working)
PERKAKAS TANGAN YUSRON SUGIARTO
 PERKAKAS TANGAN YUSRON SUGIARTO RAGUM berfungsi untuk menjepit benda kerja secara kuat dan benar, artinya penjepitan oleh ragum tidak boleh merusak benda kerja Untuk menghasilkan penjepitan yang kuat maka
PERKAKAS TANGAN YUSRON SUGIARTO RAGUM berfungsi untuk menjepit benda kerja secara kuat dan benar, artinya penjepitan oleh ragum tidak boleh merusak benda kerja Untuk menghasilkan penjepitan yang kuat maka
JOB SHEET I. KOMPETENSI
 JOB SHEET I. KOMPETENSI : MENYAMBUNG PLAT (LOGAM LEMBARAN) II. SUB KOMPETENSI : MENYAMBUNG DENGAN MENGGUNAKAN TEKNIK LIPATAN DAN PENGUAT TEPI SECARA MANUAL III. Tujuan Pembelajaran: Setelah proses pembelajaran
JOB SHEET I. KOMPETENSI : MENYAMBUNG PLAT (LOGAM LEMBARAN) II. SUB KOMPETENSI : MENYAMBUNG DENGAN MENGGUNAKAN TEKNIK LIPATAN DAN PENGUAT TEPI SECARA MANUAL III. Tujuan Pembelajaran: Setelah proses pembelajaran
1. PENGENALAN ALAT KERJA BANGKU
 1. PENGENALAN ALAT KERJA BANGKU A. Tujuan 1. Menyebutkan macam-macam jenis alat tangan dan fungsinya. 2. Menyebutkan bagian-bagian dari alat-alat tangan pada kerja bangku. 3. Mengetahui bagaimana cara
1. PENGENALAN ALAT KERJA BANGKU A. Tujuan 1. Menyebutkan macam-macam jenis alat tangan dan fungsinya. 2. Menyebutkan bagian-bagian dari alat-alat tangan pada kerja bangku. 3. Mengetahui bagaimana cara
MEMBUAT MACAM- MACAM SAMBUNGAN PELAT
 MEMBUAT MACAM- MACAM SAMBUNGAN PELAT BAG- TKB.001.A-75 63 JAM Penyusun : TIM FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA DIREKTORAT PENDIDIKAN MENENGAH KEJURUAN DIREKTORAT JENDERAL PENDIDIKAN DASAR DAN
MEMBUAT MACAM- MACAM SAMBUNGAN PELAT BAG- TKB.001.A-75 63 JAM Penyusun : TIM FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA DIREKTORAT PENDIDIKAN MENENGAH KEJURUAN DIREKTORAT JENDERAL PENDIDIKAN DASAR DAN
2. KERJA PLAT Tujuan 3.1 Teori Kerja Plat Pemotongan Plat
 2. KERJA PLAT Tujuan 1. Agar mahasiswa mengerti cara membuat pola, memotong, dan melipat benda kerja pelat / logam lembaran. 2. Agar mahasiswa mampu melakukan kerja pembuatan pola, pemotongan dan pelipatan
2. KERJA PLAT Tujuan 1. Agar mahasiswa mengerti cara membuat pola, memotong, dan melipat benda kerja pelat / logam lembaran. 2. Agar mahasiswa mampu melakukan kerja pembuatan pola, pemotongan dan pelipatan
BAB II PENDEKATAN PEMECAHAN MASALAH. kerja. Identifikasi ini berupa gambar kerja dari perancang yang ditujukan kepada
 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Identifikasi gambar kerja merupakan suatu langkah awal pengerjaan benda kerja. Identifikasi ini berupa gambar kerja dari perancang yang
BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Identifikasi gambar kerja merupakan suatu langkah awal pengerjaan benda kerja. Identifikasi ini berupa gambar kerja dari perancang yang
BAB II LANDASAN TEORI Alat-alat Pembantu Untuk Meningkatkan Produksi Pada Mesin. dan kecepatannya sayatnya setinggi-tingginya.
 BAB II LANDASAN TEORI 2.1. Alat-alat Pembantu Untuk Meningkatkan Produksi Pada Mesin 2.1.1. Bubut Senter Untuk meningkatkan produksi, pada tahap pertama kita akan berusaha memperpendek waktu utama. Hal
BAB II LANDASAN TEORI 2.1. Alat-alat Pembantu Untuk Meningkatkan Produksi Pada Mesin 2.1.1. Bubut Senter Untuk meningkatkan produksi, pada tahap pertama kita akan berusaha memperpendek waktu utama. Hal
BAB II PENDEKATAN PEMECAHAN MASALAH. gambar kerja sebagai acuan pembuatan produk berupa benda kerja. Gambar
 7 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Dalam pembuatan suatu produk pastilah tidak terlepas dari pendekatan gambar kerja sebagai acuan pembuatan produk berupa benda kerja. Gambar
7 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Dalam pembuatan suatu produk pastilah tidak terlepas dari pendekatan gambar kerja sebagai acuan pembuatan produk berupa benda kerja. Gambar
Palu Besi. Rivet 3. Penggaris Busur 4.
 NO. 1. GAMBAR Palu Besi 2. Rivet 3. Penggaris Busur 4. Penggaris Siku 5. Patri FUNGSI Alat untuk memukul atau membengkokan benda yang kerja yang keras sasuai dengan bentuk yang kita inginkan. Yaitu tangan
NO. 1. GAMBAR Palu Besi 2. Rivet 3. Penggaris Busur 4. Penggaris Siku 5. Patri FUNGSI Alat untuk memukul atau membengkokan benda yang kerja yang keras sasuai dengan bentuk yang kita inginkan. Yaitu tangan
BAB II PENDEKATAN MASALAH
 BAB II PENDEKATAN MASALAH A. Identifikasi Gambar Kerja Gambar merupakan suatu alat untuk menyatakan suatu maksud dari seorang sarjana teknik. Oleh karena itu gambar juga sering disebut sebagai bahasa teknik
BAB II PENDEKATAN MASALAH A. Identifikasi Gambar Kerja Gambar merupakan suatu alat untuk menyatakan suatu maksud dari seorang sarjana teknik. Oleh karena itu gambar juga sering disebut sebagai bahasa teknik
BAB II PENDEKATAN PEMECAHAN MASALAH. identifikasi dari masing-masing komponen Mesin Pemoles pada casing
 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja 1. Identifikasi Ukuran Identifikasi ukuran komponen merupakan langkah untuk menentukan ukuran dalam pembuatan casing mesin pemoles. Berdasarkan
BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja 1. Identifikasi Ukuran Identifikasi ukuran komponen merupakan langkah untuk menentukan ukuran dalam pembuatan casing mesin pemoles. Berdasarkan
Ditinjau dari macam pekerjan yang dilakukan, dapat disebut antara lain: 1. Memotong
 Pengertian bengkel Ialah tempat (bangunan atau ruangan) untuk perawatan / pemeliharaan, perbaikan, modifikasi alt dan mesin, tempat pembuatan bagian mesin dan perakitan alsin. Pentingnya bengkel pada suatu
Pengertian bengkel Ialah tempat (bangunan atau ruangan) untuk perawatan / pemeliharaan, perbaikan, modifikasi alt dan mesin, tempat pembuatan bagian mesin dan perakitan alsin. Pentingnya bengkel pada suatu
UJIAN NASIONAL Tahun Pelajaran 2011/2012 SOAL TEORI KEJURUAN
 DOKUMEN NEGARA UJIAN NASIONAL Tahun Pelajaran 2011/2012 SOAL TEORI KEJURUAN Satuan Pendidikan : Sekolah Menengah Kejuruan (SMK) Kompetensi Keahlian : Teknik Fabrikasi Logam Kode Soal : 1236 Alokasi Waktu
DOKUMEN NEGARA UJIAN NASIONAL Tahun Pelajaran 2011/2012 SOAL TEORI KEJURUAN Satuan Pendidikan : Sekolah Menengah Kejuruan (SMK) Kompetensi Keahlian : Teknik Fabrikasi Logam Kode Soal : 1236 Alokasi Waktu
DASAR PROSES PEMOTONGAN LOGAM
 3 DASAR PROSES PEMOTONGAN LOGAM 1. PENGANTAR Pelat-pelat hasil produksi pabrik umumnya masih dalam bentuk lembaran yang ukuran dan bentuknya bervariasi. Pelat-pelat dalam bentuk lembaran ini tidak dapat
3 DASAR PROSES PEMOTONGAN LOGAM 1. PENGANTAR Pelat-pelat hasil produksi pabrik umumnya masih dalam bentuk lembaran yang ukuran dan bentuknya bervariasi. Pelat-pelat dalam bentuk lembaran ini tidak dapat
BAB II PENDEKATAN PEMECAHAN MASALAH. harus mempunyai sebuah perencanaan yang matang. Perencanaan tersebut
 BAB II PENDEKATAN PEMECAHAN MASALAH Proses pembuatan rangka pada mesin pemipih dan pemotong adonan mie harus mempunyai sebuah perencanaan yang matang. Perencanaan tersebut meliputi gambar kerja, bahan,
BAB II PENDEKATAN PEMECAHAN MASALAH Proses pembuatan rangka pada mesin pemipih dan pemotong adonan mie harus mempunyai sebuah perencanaan yang matang. Perencanaan tersebut meliputi gambar kerja, bahan,
MESIN BOR. Gambar Chamfer
 MESIN BOR Mesin bor adalah suatu jenis mesin gerakanya memutarkan alat pemotong yang arah pemakanan mata bor hanya pada sumbu mesin tersebut (pengerjaan pelubangan). Sedangkan Pengeboran adalah operasi
MESIN BOR Mesin bor adalah suatu jenis mesin gerakanya memutarkan alat pemotong yang arah pemakanan mata bor hanya pada sumbu mesin tersebut (pengerjaan pelubangan). Sedangkan Pengeboran adalah operasi
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Alat dan Bahan A. Alat 1. Las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Bor duduk 8. Alat ukur (Jangka sorong, mistar)
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Alat dan Bahan A. Alat 1. Las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Bor duduk 8. Alat ukur (Jangka sorong, mistar)
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
Keg. Pembelajaran 2 : Praktik Mekanik dan Tindakan Keselamatan Kerja di Bengkel
 Keg. Pembelajaran 2 : Praktik Mekanik dan Tindakan Keselamatan Kerja di Bengkel 1. Tujuan Kegiatan Pembelajaran Setelah mempelajari materi kegiatan pembelajaran ini mahasiswa/peserta PPG akan dapat : 1)
Keg. Pembelajaran 2 : Praktik Mekanik dan Tindakan Keselamatan Kerja di Bengkel 1. Tujuan Kegiatan Pembelajaran Setelah mempelajari materi kegiatan pembelajaran ini mahasiswa/peserta PPG akan dapat : 1)
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
BAB III PERENCANAAN DAN GAMBAR
 BAB III PERENCANAAN DAN GAMBAR 3.1 Flow Chart Pembuatan Mesin Pemotong Umbi Mulai Studi Literatur Perencanaan dan Desain Perhitungan Penentuan dan Pembelian Komponen Proses Pengerjaan Proses Perakitan
BAB III PERENCANAAN DAN GAMBAR 3.1 Flow Chart Pembuatan Mesin Pemotong Umbi Mulai Studi Literatur Perencanaan dan Desain Perhitungan Penentuan dan Pembelian Komponen Proses Pengerjaan Proses Perakitan
KODE MODUL M.3.3A SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN TEKNIK MESIN PROGRAM KEAHLIAN TEKNIK PEMBENTUKAN
 KODE MODUL M.3.3A SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN TEKNIK MESIN PROGRAM KEAHLIAN TEKNIK PEMBENTUKAN MERAKIT PELAT DAN LEMBARAN BAGIAN PROYEK PENGEMBANGAN KURIKULUM DIREKTORAT PENDIDIKAN MENENGAH
KODE MODUL M.3.3A SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN TEKNIK MESIN PROGRAM KEAHLIAN TEKNIK PEMBENTUKAN MERAKIT PELAT DAN LEMBARAN BAGIAN PROYEK PENGEMBANGAN KURIKULUM DIREKTORAT PENDIDIKAN MENENGAH
commit to user BAB II DASAR TEORI
 3 BAB II DASAR TEORI 2.1 Kerja Bangku Kerja Bangku adalah teknik dasar yang harus dikuasai oleh seseorang dalam mengerjakan benda kerja. Pekerjaan kerja bangku menekankan pada pembuatan benda kerja dengan
3 BAB II DASAR TEORI 2.1 Kerja Bangku Kerja Bangku adalah teknik dasar yang harus dikuasai oleh seseorang dalam mengerjakan benda kerja. Pekerjaan kerja bangku menekankan pada pembuatan benda kerja dengan
BAB IV PROSES PENGERJAAN DAN PENGUJIAN
 BAB IV PROSES PENGERJAAN DAN PENGUJIAN Pada bab ini akan dibahas mengenai pembuatan dan pengujian alat yang selanjutnya akan di analisa, hal ini dimaksudkan untuk memperoleh data yang dibutuhkan dan untuk
BAB IV PROSES PENGERJAAN DAN PENGUJIAN Pada bab ini akan dibahas mengenai pembuatan dan pengujian alat yang selanjutnya akan di analisa, hal ini dimaksudkan untuk memperoleh data yang dibutuhkan dan untuk
METODE PEMBELAJARAN. Ceramah, peragaan, Tanya. jawab, Demonstrasi, Praktek. Ceramah, peragaan, Tanya. jawab, latihan dan praktek
 MATA KULIAH : PROSES PRODUKSI III KODE/SKS : TM227/3 PROGRAM / SEM : D3 TEKNIK MESIN / III DOSEN : DRS WARDAYA M.PD ================================================= PERT KOMPETENSI/SUB. KOMPETENSI MATERI
MATA KULIAH : PROSES PRODUKSI III KODE/SKS : TM227/3 PROGRAM / SEM : D3 TEKNIK MESIN / III DOSEN : DRS WARDAYA M.PD ================================================= PERT KOMPETENSI/SUB. KOMPETENSI MATERI
POROS BERTINGKAT. Pahat bubut rata, pahat bubut facing, pahat alur. A. Tujuan Adapun tujuan dari pembuatan poros bertingkat ini yaitu :
 POROS BERTINGKAT A. Tujuan Adapun tujuan dari pembuatan poros bertingkat ini yaitu : Mampu mengoprasikan mesin bubut secara benar. Mampu mebubut luar sampai halus dan rata. Mampu membubut lurus dan bertingkat.
POROS BERTINGKAT A. Tujuan Adapun tujuan dari pembuatan poros bertingkat ini yaitu : Mampu mengoprasikan mesin bubut secara benar. Mampu mebubut luar sampai halus dan rata. Mampu membubut lurus dan bertingkat.
LAPORAN PRAKTIKUM PROSES PRODUKSI
 LAPORAN PRAKTIKUM PROSES PRODUKSI Disusun Oleh: Nama : Yulianus Dodi NIM : 201531014 Fakultas/Jurusan : Teknik Mesin UNIVERSITAS KATOLIK WIDYA KARYA MALANG FAKULTAS TEKNIK JURUSAN TEKNIK MESIN JUNI 2017
LAPORAN PRAKTIKUM PROSES PRODUKSI Disusun Oleh: Nama : Yulianus Dodi NIM : 201531014 Fakultas/Jurusan : Teknik Mesin UNIVERSITAS KATOLIK WIDYA KARYA MALANG FAKULTAS TEKNIK JURUSAN TEKNIK MESIN JUNI 2017
MODUL 6 ALAT KERJA TANGAN DAN MESI N (MENGI KI R) TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs.
 TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs.") MODUL 6 ALAT KERJA TANGAN DAN MESI N (MENGI KI R) TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs. SOEBANDONO LEMBAR KERJA SISWA 6 Macam macam kikir Dibuat dari baja
MODUL 6 ALAT KERJA TANGAN DAN MESI N (MENGI KI R) TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs. SOEBANDONO LEMBAR KERJA SISWA 6 Macam macam kikir Dibuat dari baja
MODUL 8 ALAT KERJA TANGAN DAN MESI N (MEMAHAT) TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs.
 TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs.") MODUL 8 ALAT KERJA TANGAN DAN MESI N () TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs. SOEBANDONO LEMBAR KERJA SISWA 8 Bentuk-bentuk pahat Dibuat dari baja karbon
MODUL 8 ALAT KERJA TANGAN DAN MESI N () TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs. SOEBANDONO LEMBAR KERJA SISWA 8 Bentuk-bentuk pahat Dibuat dari baja karbon
MACAM MACAM SAMBUNGAN
 BAB 2 MACAM MACAM SAMBUNGAN Kompetensi Dasar Indikator : Memahami Dasar dasar Mesin : Menerangkan komponen/elemen mesin sesuai konsep keilmuan yang terkait Materi : 1. Sambungan tetap 2. Sambungan tidak
BAB 2 MACAM MACAM SAMBUNGAN Kompetensi Dasar Indikator : Memahami Dasar dasar Mesin : Menerangkan komponen/elemen mesin sesuai konsep keilmuan yang terkait Materi : 1. Sambungan tetap 2. Sambungan tidak
ALAT UKUR DAN PENANDA DALAM KERJA BANGKU
 ALAT UKUR DAN PENANDA DALAM KERJA BANGKU Tujuan Pembelajaran Khusus Setelah mempelajari bahan ajar ini peserta diklat akandapat : 1. Menjelaskan jenis-jenis alat-alat ukur dalam kerja bangku 2. Menjelaskan
ALAT UKUR DAN PENANDA DALAM KERJA BANGKU Tujuan Pembelajaran Khusus Setelah mempelajari bahan ajar ini peserta diklat akandapat : 1. Menjelaskan jenis-jenis alat-alat ukur dalam kerja bangku 2. Menjelaskan
MODUL 7 ALAT KERJA TANGAN DAN MESI N (MENGGERGAJI ) TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs.
 TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs.") MODUL 7 ALAT KERJA TANGAN DAN MESI N ( ) TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs. SOEBANDONO LEMBAR KERJA SISWA 7 Bagian-bagian gergaji Gergaji terdiri dari
MODUL 7 ALAT KERJA TANGAN DAN MESI N ( ) TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs. SOEBANDONO LEMBAR KERJA SISWA 7 Bagian-bagian gergaji Gergaji terdiri dari
BAB III PROSES PEMBUATAN STEAM JOINT STAND FOR BENDED TR
 BAB III PROSES PEMBUATAN STEAM JOINT STAND FOR BENDED TR Untuk membuat spare parts yang utuh, diperlukan komponen-komponen steam joint stand for bende tr yang mempunyai fungsi yang berbeda yang kemudian
BAB III PROSES PEMBUATAN STEAM JOINT STAND FOR BENDED TR Untuk membuat spare parts yang utuh, diperlukan komponen-komponen steam joint stand for bende tr yang mempunyai fungsi yang berbeda yang kemudian
MODUL 11 ALAT KERJA TANGAN DAN MESI N (ALAT BANTU KERJA LI STRI K) TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH :
 TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH :") MODUL 11 ALAT KERJA TANGAN DAN MESI N (ALAT BANTU KERJA LI STRI K) TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs. SOEBANDONO LEMBAR KERJA SISWA 1 1 Martil (Palu) Martil
MODUL 11 ALAT KERJA TANGAN DAN MESI N (ALAT BANTU KERJA LI STRI K) TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs. SOEBANDONO LEMBAR KERJA SISWA 1 1 Martil (Palu) Martil
MENGGUNTING PELAT TIPIS
 MENGUASAI KERJA BANGKU MENGGUNTING PELAT TIPIS B.20.09 BAGIIAN PROYEK PENGEMBANGAN KURIIKULUM DIIREKTORAT PENDIIDIIKAN MENENGAH KEJURUAN DIIREKTORAT JENDERAL PENDIIDIIKAN DASAR DAN MENENGAH DEPARTEMEN
MENGUASAI KERJA BANGKU MENGGUNTING PELAT TIPIS B.20.09 BAGIIAN PROYEK PENGEMBANGAN KURIIKULUM DIIREKTORAT PENDIIDIIKAN MENENGAH KEJURUAN DIIREKTORAT JENDERAL PENDIIDIIKAN DASAR DAN MENENGAH DEPARTEMEN
PERAKITAN ALAT PENGAYAK PASIR SEMI OTOMATIK
 PERAKITAN ALAT PENGAYAK PASIR SEMI OTOMATIK Nama : Hery Hermawanto NPM : 23411367 Jurusan : Teknik Mesin Fakultas : Teknologi Industri Pembimbing : Dr. Ridwan, ST., MT Latar Belakang Begitu banyak dan
PERAKITAN ALAT PENGAYAK PASIR SEMI OTOMATIK Nama : Hery Hermawanto NPM : 23411367 Jurusan : Teknik Mesin Fakultas : Teknologi Industri Pembimbing : Dr. Ridwan, ST., MT Latar Belakang Begitu banyak dan
BAB III METODE PEMBUATAN
 BAB III METODE PEMBUATAN 3.1. Metode Pembuatan Metodologi yang digunakan dalam pembuatan paratrike ini, yaitu : a. Studi Literatur Sebagai landasan dalam pembuatan paratrike diperlukan teori yang mendukung
BAB III METODE PEMBUATAN 3.1. Metode Pembuatan Metodologi yang digunakan dalam pembuatan paratrike ini, yaitu : a. Studi Literatur Sebagai landasan dalam pembuatan paratrike diperlukan teori yang mendukung
SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN
 SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 CERDAS, KREATIF, INTELEK, WIRAUSAHAWAN 1 Pilihlah salah satu jawaban soal berikut
SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 CERDAS, KREATIF, INTELEK, WIRAUSAHAWAN 1 Pilihlah salah satu jawaban soal berikut
Dasar Teori Penandaan adalah proses pemindahan ukuran ukuran: - dari gambar-gambar - menurut suatu benda kerja - atau menurut petunjuk-petunjuk Untuk
 Tujuan Mahasiswa diharapkan dapat mengetahui dasar-dasar fabrikasi dan dapat melakukan pekerjaan fabrikasi untuk membuat macam-macam bentuk pelat. Kandungan Modul Modul ini terdiri dari 6 job sheet a.l
Tujuan Mahasiswa diharapkan dapat mengetahui dasar-dasar fabrikasi dan dapat melakukan pekerjaan fabrikasi untuk membuat macam-macam bentuk pelat. Kandungan Modul Modul ini terdiri dari 6 job sheet a.l
SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN
 SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 CERDAS, KREATIF, INTELEK, WIRAUSAHAWAN 1 Pilihlah salah satu jawaban soal berikut
SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 CERDAS, KREATIF, INTELEK, WIRAUSAHAWAN 1 Pilihlah salah satu jawaban soal berikut
KEGIATAN BELAJAR II SAMBUNGAN KAYU MENYUDUT
 KEGIATAN BELAJAR II SAMBUNGAN KAYU MENYUDUT LEMBAR INFORMASI Sambungan kayu menyudut atau yang sering kali disebut dengan hubungan kayu banyak digunakan pada pembuatan konstruksi kosen pintu, kosen jendela,
KEGIATAN BELAJAR II SAMBUNGAN KAYU MENYUDUT LEMBAR INFORMASI Sambungan kayu menyudut atau yang sering kali disebut dengan hubungan kayu banyak digunakan pada pembuatan konstruksi kosen pintu, kosen jendela,
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Alat dan Bahan A. Alat 1. Las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Bor duduk 8. Alat ukur (Jangka sorong, mistar)
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Alat dan Bahan A. Alat 1. Las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Bor duduk 8. Alat ukur (Jangka sorong, mistar)
MAKALAH PROSES PRODUKSI PEMBUATAN MEJA LIPAT
 MAKALAH PROSES PRODUKSI PEMBUATAN MEJA LIPAT Diajukan Untuk Memenuhi Persyaratan Kelulusan Mata Kuliah Proses Produksi Oleh : Akmal Akhimuloh 1503005 JURUSAN TEKNIK INDUSTRI SEKOLAH TINNGI TEKNOLOGI GARUT
MAKALAH PROSES PRODUKSI PEMBUATAN MEJA LIPAT Diajukan Untuk Memenuhi Persyaratan Kelulusan Mata Kuliah Proses Produksi Oleh : Akmal Akhimuloh 1503005 JURUSAN TEKNIK INDUSTRI SEKOLAH TINNGI TEKNOLOGI GARUT
BAB V KESIMPULAN DAN SARAN
 BAB V KESIMPULAN DAN SARAN A. Kesimpulan Mengacu pada rumusan masalah dan pembahasan pada bab 4 terkait proses pembuatan komponen rangka pada mesin perajang sampah organik, didapat beberapa kesimpulan,
BAB V KESIMPULAN DAN SARAN A. Kesimpulan Mengacu pada rumusan masalah dan pembahasan pada bab 4 terkait proses pembuatan komponen rangka pada mesin perajang sampah organik, didapat beberapa kesimpulan,
GERGAJI TANGAN PADA KERJA BANGKU
 GERGAJI TANGAN PADA KERJA BANGKU Tujuan Pembelajaran Khusus Setelah mempelajari bahan ajar ini peserta diklat akandapat : 1. Menjelaskan jenis-jenis gergaji tangan 2. Menjelaskan karakteristik gergaji
GERGAJI TANGAN PADA KERJA BANGKU Tujuan Pembelajaran Khusus Setelah mempelajari bahan ajar ini peserta diklat akandapat : 1. Menjelaskan jenis-jenis gergaji tangan 2. Menjelaskan karakteristik gergaji
MODUL 9 ALAT KERJA TANGAN DAN MESI N (MENGEBOR DAN MELUASKAN) TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH :
 TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH :") MODUL 9 ALAT KERJA TANGAN DAN MESI N () TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs. SOEBANDONO LEMBAR KERJA SISWA 9 Macam-macam bor Dibuat dari baja karbon tinggi
MODUL 9 ALAT KERJA TANGAN DAN MESI N () TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs. SOEBANDONO LEMBAR KERJA SISWA 9 Macam-macam bor Dibuat dari baja karbon tinggi
PRAKTIKUM PROSES MANUFAKTUR KERJA BANGKU
 PRAKTIKUM PROSES MANUFAKTUR KERJA BANGKU DISUSUN OLEH : Nama : Fadhel Muhammad No. Pokok : 4414210026 TEKNIK INDUSTRI UNIVERSITAS PANCASILA JAKARTA 2015 KATA PENGANTAR Alhamdulillah, saya panjatkan puji
PRAKTIKUM PROSES MANUFAKTUR KERJA BANGKU DISUSUN OLEH : Nama : Fadhel Muhammad No. Pokok : 4414210026 TEKNIK INDUSTRI UNIVERSITAS PANCASILA JAKARTA 2015 KATA PENGANTAR Alhamdulillah, saya panjatkan puji
SOAL LATIHAN 1 TEORI KEJURUAN PEMESINAN
 SOAL LATIHAN 1 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.Pd. 085736430673 1. Gambar berikut yang menunjukkan proyeksi orthogonal. A. D. B. E. C. 2. Gambar
SOAL LATIHAN 1 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.Pd. 085736430673 1. Gambar berikut yang menunjukkan proyeksi orthogonal. A. D. B. E. C. 2. Gambar
STRUKTUR BAJA Fabrikasi komponen struktur baja. a. Komponen sambungan struktur baja; 1) Baja profil. 2) Baja pelat atau baja pilah
 Baja profil. 2) Baja pelat atau baja pilah") STRUKTUR BAJA 4.4.1 Fabrikasi komponen struktur baja a. Komponen sambungan struktur baja; 1) Baja profil 2) Baja pelat atau baja pilah b. Melaksanakan fabrikasi komponen struktur baja 1) Penandaan atau
STRUKTUR BAJA 4.4.1 Fabrikasi komponen struktur baja a. Komponen sambungan struktur baja; 1) Baja profil 2) Baja pelat atau baja pilah b. Melaksanakan fabrikasi komponen struktur baja 1) Penandaan atau
BAB II PENDEKATAN PEMECAHAN MASALAH. Identifikasi gambar kerja merupakan langkah untuk mengetahui gambar
 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Identifikasi gambar kerja merupakan langkah untuk mengetahui gambar kerja sebagai acuan dari perancang yang ditujukan untuk membuat komponenkomponen
BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Identifikasi gambar kerja merupakan langkah untuk mengetahui gambar kerja sebagai acuan dari perancang yang ditujukan untuk membuat komponenkomponen
Gambar 2.1 Baja tulangan beton polos (Lit 2 diunduh 21 Maret 2014)
") BAB II TINJAUAN PUSTAKA 2.1 Baja Tulangan Beton Baja tulangan beton adalah baja yang berbentuk batang berpenampang lingkaran yang digunakan untuk penulangan beton,yang diproduksi dari bahan baku billet
BAB II TINJAUAN PUSTAKA 2.1 Baja Tulangan Beton Baja tulangan beton adalah baja yang berbentuk batang berpenampang lingkaran yang digunakan untuk penulangan beton,yang diproduksi dari bahan baku billet
PROSES PEMBUATAN POROS PENGADUK PADA MESIN PENGKRISTAL GULA JAWA PROYEK AKHIR
 PROSES PEMBUATAN POROS PENGADUK PADA MESIN PENGKRISTAL GULA JAWA PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Persyaratan Guna Memperoleh Gelar Ahli Madya D3
PROSES PEMBUATAN POROS PENGADUK PADA MESIN PENGKRISTAL GULA JAWA PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Persyaratan Guna Memperoleh Gelar Ahli Madya D3
c = b - 2x = ,75 = 7,5 mm A = luas penampang v-belt A = b c t = 82 mm 2 = 0, m 2
 c = b - 2x = 13 2. 2,75 = 7,5 mm A = luas penampang v-belt A = b c t = mm mm = 82 mm 2 = 0,000082 m 2 g) Massa sabuk per meter. Massa belt per meter dihitung dengan rumus. M = area panjang density = 0,000082
c = b - 2x = 13 2. 2,75 = 7,5 mm A = luas penampang v-belt A = b c t = mm mm = 82 mm 2 = 0,000082 m 2 g) Massa sabuk per meter. Massa belt per meter dihitung dengan rumus. M = area panjang density = 0,000082
FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA
 Semester V DAFTAR ISI No. JST/MES/MES345/00 Revisi : 0 Tgl. : 5 September 0 Hal dari NOMOR DOKUMEN No. JST/MES/MES345/0 No. JST/MES/MES345/0 URAIAN MENYAMBUNG PIPA LURUS DENGAN LAS MIG MENYAMBUNG PIPA
Semester V DAFTAR ISI No. JST/MES/MES345/00 Revisi : 0 Tgl. : 5 September 0 Hal dari NOMOR DOKUMEN No. JST/MES/MES345/0 No. JST/MES/MES345/0 URAIAN MENYAMBUNG PIPA LURUS DENGAN LAS MIG MENYAMBUNG PIPA
PEMBAHASAN. Gambar 1.1 Guilitene Hidrolis
 PEMBAHASAN A. Konstruksi Gunting Pemotong Plat Mesin pemotong plat mempunyai beberapa jenis, manual dengan menggunakan tuas maupun dengan tenaga hidrolis (gambar 1.1), pada mesin pemotong plat hidrolis
PEMBAHASAN A. Konstruksi Gunting Pemotong Plat Mesin pemotong plat mempunyai beberapa jenis, manual dengan menggunakan tuas maupun dengan tenaga hidrolis (gambar 1.1), pada mesin pemotong plat hidrolis
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Alat dan Bahan A. Alat dan bahan 1. Mesin las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Alat ukur (jangka sorong, mistar)
BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Alat dan Bahan A. Alat dan bahan 1. Mesin las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Alat ukur (jangka sorong, mistar)
PETUNJUK PRAKTIKUM TEKNOLOGI MEKANIK JURUSAN TEKNIK SISTEM PERKAPALAN
 PETUNJUK PRAKTIKUM TEKNOLOGI MEKANIK JURUSAN TEKNIK SISTEM PERKAPALAN MARINE ENGINEERING DAFTAR ISI TUGAS I MEMBUBUT POROS LURUS ( 2 JAM KEGIATAN )... 2 TUGAS II MEMBUBUT BERTINGKAT ( 4 JAM KEGIATAN )...
PETUNJUK PRAKTIKUM TEKNOLOGI MEKANIK JURUSAN TEKNIK SISTEM PERKAPALAN MARINE ENGINEERING DAFTAR ISI TUGAS I MEMBUBUT POROS LURUS ( 2 JAM KEGIATAN )... 2 TUGAS II MEMBUBUT BERTINGKAT ( 4 JAM KEGIATAN )...
BAB IV HASIL PEMBUATAN DAN PEMBAHASAN. Sebelum melakukan proses pembuatan rangka pada incinerator terlebih
 BAB IV HASIL PEMBUATAN DAN PEMBAHASAN 4.1 Visualisasi Proses Pembuatan Sebelum melakukan proses pembuatan rangka pada incinerator terlebih dahulu harus mengetahui masalah Kesehatan dan Keselamatan Kerja
BAB IV HASIL PEMBUATAN DAN PEMBAHASAN 4.1 Visualisasi Proses Pembuatan Sebelum melakukan proses pembuatan rangka pada incinerator terlebih dahulu harus mengetahui masalah Kesehatan dan Keselamatan Kerja
MEMBUAT ULIR DENGAN TANGAN
 MENGUASAI KERJA BANGKU MEMBUAT ULIR DENGAN TANGAN B.20.10 BAGIIAN PROYEK PENGEMBANGAN KURIIKULUM DIIREKTORAT PENDIIDIIKAN MENENGAH KEJURUAN DIIREKTORAT JENDERAL PENDIIDIIKAN DASAR DAN MENENGAH DEPARTEMEN
MENGUASAI KERJA BANGKU MEMBUAT ULIR DENGAN TANGAN B.20.10 BAGIIAN PROYEK PENGEMBANGAN KURIIKULUM DIIREKTORAT PENDIIDIIKAN MENENGAH KEJURUAN DIIREKTORAT JENDERAL PENDIIDIIKAN DASAR DAN MENENGAH DEPARTEMEN
BAB IV MESIN BUBUT. Gambar 2. Pembubut mesin tugas berat.
 BAB IV MESIN BUBUT Penggolongan Mesin Bubut A. Pembubut Kecepatan F. Pembubut Turet 1. Pengerjaan Kayu 1. Horisontal 2. Pemusingan Logam a. Jenis ram 3. Pemolesan b. Jenis sadel B. Pembubut Mesin 2. Vertikal
BAB IV MESIN BUBUT Penggolongan Mesin Bubut A. Pembubut Kecepatan F. Pembubut Turet 1. Pengerjaan Kayu 1. Horisontal 2. Pemusingan Logam a. Jenis ram 3. Pemolesan b. Jenis sadel B. Pembubut Mesin 2. Vertikal
KEGIATAN BELAJAR I SAMBUNGAN KAYU MEMANJANG
 1 KEGIATAN BELAJAR I SAMBUNGAN KAYU MEMANJANG LEMBAR INFORMASI Sambungan kayu adalah dua batang kayu atau lebih yang disambungkan satu sama lain sehingga menjadi satu batang kayu yang panjang. Sambungan
1 KEGIATAN BELAJAR I SAMBUNGAN KAYU MEMANJANG LEMBAR INFORMASI Sambungan kayu adalah dua batang kayu atau lebih yang disambungkan satu sama lain sehingga menjadi satu batang kayu yang panjang. Sambungan
BAB 1. ALAT UKUR. Gambar 1. 1 Mistar ukur
 BAB 1. ALAT UKUR 1.1. Pendahuluan Keterampilan seseorang dalam melakukan proses pengukuran serta kemampuan untuk menganalisis hasil pengukuran sangat bergantung pada pengetahuan mengenai alat ukur dan
BAB 1. ALAT UKUR 1.1. Pendahuluan Keterampilan seseorang dalam melakukan proses pengukuran serta kemampuan untuk menganalisis hasil pengukuran sangat bergantung pada pengetahuan mengenai alat ukur dan
TUGAS MATA KULIAH PERANCANGAN ELEMEN MESIN
 TUGAS MATA KULIAH PERANCANGAN ELEMEN MESIN Dosen : Subiyono, MP MESIN PENGUPAS SERABUT KELAPA SEMI OTOMATIS DISUSUN OLEH : NAMA : FICKY FRISTIAR NIM : 10503241009 KELAS : P1 JURUSAN PENDIDIKAN TEKNIK MESIN
TUGAS MATA KULIAH PERANCANGAN ELEMEN MESIN Dosen : Subiyono, MP MESIN PENGUPAS SERABUT KELAPA SEMI OTOMATIS DISUSUN OLEH : NAMA : FICKY FRISTIAR NIM : 10503241009 KELAS : P1 JURUSAN PENDIDIKAN TEKNIK MESIN
FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA
 SEM I MACAM-MACAM SAMBUNGAN PLAT 6X50 Menit No. JST/MES/MES307/01 Revisi : 01 Tgl : 21 Juni 2010 Hal 1 dari 3 1. Kompetensi : Dapat membuat macam-macam sambungan pada plat 2. Sub Kompetensi Mahasiswa akan
SEM I MACAM-MACAM SAMBUNGAN PLAT 6X50 Menit No. JST/MES/MES307/01 Revisi : 01 Tgl : 21 Juni 2010 Hal 1 dari 3 1. Kompetensi : Dapat membuat macam-macam sambungan pada plat 2. Sub Kompetensi Mahasiswa akan
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat dan bahan Peralatan yang digunakan untuk membuat alat troli bermesin antara lain: 1. Mesin las 2. Mesin bubut 3. Mesin bor 4. Mesin gerinda 5. Pemotong plat
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat dan bahan Peralatan yang digunakan untuk membuat alat troli bermesin antara lain: 1. Mesin las 2. Mesin bubut 3. Mesin bor 4. Mesin gerinda 5. Pemotong plat
PROSES PENGERJAAN PANAS. Yefri Chan,ST.MT (Universitas Darma Persada)
") PROSES PENGERJAAN PANAS PROSES PENGERJAAN PANAS Adalah proses merubah bentuk logam tanpa terjadi pencairan (T proses : T cair > 0,5), volume benda kerja tetap dan tak adanya geram (besi halus sisa proses).
PROSES PENGERJAAN PANAS PROSES PENGERJAAN PANAS Adalah proses merubah bentuk logam tanpa terjadi pencairan (T proses : T cair > 0,5), volume benda kerja tetap dan tak adanya geram (besi halus sisa proses).
BAB IV PROSES PRODUKSI
 BAB IV PROSES PRODUKSI 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pemotong kerupuk rambak kulit. Pengerjaan paling dominan dalam pembuatan komponen
BAB IV PROSES PRODUKSI 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pemotong kerupuk rambak kulit. Pengerjaan paling dominan dalam pembuatan komponen
JOOB SHEET MENGELAS TINGKAT LANJUT DENGAN PROSES LAS BUSUR KOMPETENSI KEAHLIAN TEKNIK PENGELASAN TINGKAT XII PENYUSUN : MUKHTAROM,S.T.
 JOOB SHEET MENGELAS TINGKAT LANJUT DENGAN PROSES LAS BUSUR KOMPETENSI KEAHLIAN TEKNIK PENGELASAN TINGKAT XII PENYUSUN : MUKHTAROM,S.T. SAMBUNGAN TUMPUL KAMPUH V POSISI DI BAWAH TANGAN ( 1G ) TUJUAN : Setelah
JOOB SHEET MENGELAS TINGKAT LANJUT DENGAN PROSES LAS BUSUR KOMPETENSI KEAHLIAN TEKNIK PENGELASAN TINGKAT XII PENYUSUN : MUKHTAROM,S.T. SAMBUNGAN TUMPUL KAMPUH V POSISI DI BAWAH TANGAN ( 1G ) TUJUAN : Setelah
BAB I PENDAHULUAN. 1.2 Ruang Lingkup Penggunaan mesin sekrap Penggunaan alat-alat perkakas tangan
 BAB I PENDAHULUAN 1.1 Latar Belakang Praktek kerja bangku merupakan usaha sadar membekali individu dengan pengetahuan dan kemampuan untuk menghasilkan skill yang sesuai standar untuk bekerja di industri
BAB I PENDAHULUAN 1.1 Latar Belakang Praktek kerja bangku merupakan usaha sadar membekali individu dengan pengetahuan dan kemampuan untuk menghasilkan skill yang sesuai standar untuk bekerja di industri
BAB IV PROSES PEMBUATAN
 30 BAB IV PROSES PEMBUATAN 4.1 Proses Pembuatan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pembuat stik dan keripik. Pengerjaan yang dominan dalam
30 BAB IV PROSES PEMBUATAN 4.1 Proses Pembuatan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pembuat stik dan keripik. Pengerjaan yang dominan dalam
BAB III METODOLOGI PENELITIAN. Area terhadap hasil rancang bangun alat Uji Konduktivitas Thermal Material.
 BAB III METODOLOGI PENELITIAN 3.1 Tempat dan Waktu 3.1.1. TEMPAT Pengujian dilakukan di laboratorium Prestasi Mesin Universitas Medan Area terhadap hasil rancang bangun alat Uji Konduktivitas Thermal Material.
BAB III METODOLOGI PENELITIAN 3.1 Tempat dan Waktu 3.1.1. TEMPAT Pengujian dilakukan di laboratorium Prestasi Mesin Universitas Medan Area terhadap hasil rancang bangun alat Uji Konduktivitas Thermal Material.
3. Mesin Bor. Gambar 3.1 Mesin bor
 3. Mesin Bor 3.1 Definisi Dan Fungsi Mesin Bor Mesin bor adalah suatu jenis mesin gerakanya memutarkan alat pemotong yang arah pemakanan mata bor hanya pada sumbu mesin tersebut (pengerjaan pelubangan).
3. Mesin Bor 3.1 Definisi Dan Fungsi Mesin Bor Mesin bor adalah suatu jenis mesin gerakanya memutarkan alat pemotong yang arah pemakanan mata bor hanya pada sumbu mesin tersebut (pengerjaan pelubangan).
BAB IV PROSES PRODUKSI DAN PENGUJIAN
 BAB IV PROSES PRODUKSI DAN PENGUJIAN 4.1 Proses Pembuatan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pemotong umbi. Pengerjaan yang dominan dalam
BAB IV PROSES PRODUKSI DAN PENGUJIAN 4.1 Proses Pembuatan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pemotong umbi. Pengerjaan yang dominan dalam
MEMBUAT MACAM- MACAM SAMBUNGAN PIPA
 MEMBUAT MACAM- MACAM SAMBUNGAN PIPA 1 ¾ ¾ ½ ¾ ½ ¾ 45 0 KATA PENGANTAR Modul dengan judul Membuat Macam-macam Sambungan Pipa merupakan salah satu modul untuk membentuk kompetensi agar mahasiswa dapat melakukan
MEMBUAT MACAM- MACAM SAMBUNGAN PIPA 1 ¾ ¾ ½ ¾ ½ ¾ 45 0 KATA PENGANTAR Modul dengan judul Membuat Macam-macam Sambungan Pipa merupakan salah satu modul untuk membentuk kompetensi agar mahasiswa dapat melakukan
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat Dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian rangka, pengaduk adonan bakso dan pengunci pengaduk adonan bakso adalah : 4.1.1 Alat Alat yang
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat Dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian rangka, pengaduk adonan bakso dan pengunci pengaduk adonan bakso adalah : 4.1.1 Alat Alat yang
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1. Proses Pembuatan 4.1.1. K3 (Kesehatan dan Keselamatan Kerja) Dalam proses pembuatan mesin pengupas kulit kentang perlu memperhatikan masalah kesehatan dan keselamatan kerja
BAB IV HASIL DAN PEMBAHASAN 4.1. Proses Pembuatan 4.1.1. K3 (Kesehatan dan Keselamatan Kerja) Dalam proses pembuatan mesin pengupas kulit kentang perlu memperhatikan masalah kesehatan dan keselamatan kerja
BAB III PERANCANGAN SISTEM ATAP LOUVRE OTOMATIS
 BAB III PERANCANGAN SISTEM ATAP LOUVRE OTOMATIS 3.1 Perencanaan Alat Bab ini akan menjelaskan tentang pembuatan model sistem buka-tutup atap louvre otomatis, yaitu mengenai konstruksi atau rangka utama
BAB III PERANCANGAN SISTEM ATAP LOUVRE OTOMATIS 3.1 Perencanaan Alat Bab ini akan menjelaskan tentang pembuatan model sistem buka-tutup atap louvre otomatis, yaitu mengenai konstruksi atau rangka utama
PROSES PERMESINAN. (Part 2) Learning Outcomes. Outline Materi. Prosman Pengebor horisontal JENIS MESIN GURDI
 Learning Outcomes. Outline Materi. Prosman Pengebor horisontal JENIS MESIN GURDI") Prosman - 04 Learning Outcomes PROSES PERMESINAN Mahasiswa dapat menerangkan prinsip kerja mesin bor dan gurdi PROSES PERMESINAN (Part 2) Outline Materi Proses Pemesinan dengan Mesin Bor dan Gurdi Proses
Prosman - 04 Learning Outcomes PROSES PERMESINAN Mahasiswa dapat menerangkan prinsip kerja mesin bor dan gurdi PROSES PERMESINAN (Part 2) Outline Materi Proses Pemesinan dengan Mesin Bor dan Gurdi Proses
FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA
 Semester 3 INSTRUKSI KERJA RODA GIGI LURUS 300 Menit No. LST/MES/STM320/ 01 Revisi : 01 Tgl : 04 September 2007 Hal 1 dari 3 TUJUAN Agar mahasiswa : Dapat menyiapkan bahan dasar (blank) roda gigi lurus
Semester 3 INSTRUKSI KERJA RODA GIGI LURUS 300 Menit No. LST/MES/STM320/ 01 Revisi : 01 Tgl : 04 September 2007 Hal 1 dari 3 TUJUAN Agar mahasiswa : Dapat menyiapkan bahan dasar (blank) roda gigi lurus
BAB III METODE PERANCANGAN. Mulai. Merancang Desain dan Study Literatur. Quality Control. Hasil Analisis. Kesimpulan. Selesai
 BAB III METODE PERANCANGAN 3.1. Diagram Alir Penelitian Mulai Merancang Desain dan Study Literatur Proses Pembuatan Rangka -Pemotongan pipa -Proses pengelasan -Proses penggerindaan Proses Finishing -Proses
BAB III METODE PERANCANGAN 3.1. Diagram Alir Penelitian Mulai Merancang Desain dan Study Literatur Proses Pembuatan Rangka -Pemotongan pipa -Proses pengelasan -Proses penggerindaan Proses Finishing -Proses
BAB I PENDAHULUAN. 1.1 Latar Belakang
 BAB I PENDAHULUAN 1.1 Latar Belakang Penulis membuat laporan ini untuk memenuhi salah satu tugas pada mata kuliah Fabrikasi Logam setelah melakukan praktek di workshop. Pembuatan laporan ini bersifat wajib
BAB I PENDAHULUAN 1.1 Latar Belakang Penulis membuat laporan ini untuk memenuhi salah satu tugas pada mata kuliah Fabrikasi Logam setelah melakukan praktek di workshop. Pembuatan laporan ini bersifat wajib
Dalam menentukan ukuran utama mesin skrap ini, hal yang berpengaruh antara lain:
 Cara Kerja Mesin Sekrap (Shaping Machine) Mesin Skrap atau biasa juga dituliskan sebagai sekrap (Shaping Machine) merupakan jenis mesin perkakas yang memiliki gerak utama yakni bolak balok secara horizontal.
Cara Kerja Mesin Sekrap (Shaping Machine) Mesin Skrap atau biasa juga dituliskan sebagai sekrap (Shaping Machine) merupakan jenis mesin perkakas yang memiliki gerak utama yakni bolak balok secara horizontal.
 BAB IV PEMBAHASAAN 4.1 PENGERTIAN DAN FUNGSI KOPLING Kopling adalah satu bagian yang mutlak diperlukan pada truk dan jenis lainnya dimana penggerak utamanya diperoleh dari hasil pembakaran di dalam silinder
BAB IV PEMBAHASAAN 4.1 PENGERTIAN DAN FUNGSI KOPLING Kopling adalah satu bagian yang mutlak diperlukan pada truk dan jenis lainnya dimana penggerak utamanya diperoleh dari hasil pembakaran di dalam silinder
LAS LISTRIK LAPORAN PRAKTIKUM. Diajukan Untuk Memenuhi Tugas Praktikum Teknik Pelayanan dan Perawatan. Dosen Pembimbing :
 LAS LISTRIK LAPORAN PRAKTIKUM Diajukan Untuk Memenuhi Tugas Praktikum Teknik Pelayanan dan Perawatan Dosen Pembimbing : Bintang Ihwan Moehady, Ir, MSc. Disusun oleh : Via Siti Masluhah 101411030 Yuniar
LAS LISTRIK LAPORAN PRAKTIKUM Diajukan Untuk Memenuhi Tugas Praktikum Teknik Pelayanan dan Perawatan Dosen Pembimbing : Bintang Ihwan Moehady, Ir, MSc. Disusun oleh : Via Siti Masluhah 101411030 Yuniar
III. METODOLOGI PENELITIAN. Penelitian ini dilaksanakan pada bulan Juni 2014 sampai dengan bulan Juli 2014
 III. METODOLOGI PENELITIAN 3.1 Waktu dan Tempat Penelitian ini dilaksanakan pada bulan Juni 2014 sampai dengan bulan Juli 2014 di Laboratorium Daya, Alat, dan Mesin Pertanian Jurusan Teknik Pertanian Fakultas
III. METODOLOGI PENELITIAN 3.1 Waktu dan Tempat Penelitian ini dilaksanakan pada bulan Juni 2014 sampai dengan bulan Juli 2014 di Laboratorium Daya, Alat, dan Mesin Pertanian Jurusan Teknik Pertanian Fakultas
Pembuatan dan Penggunaan ALAT PERAGA SEDERHANA FISIKA SMP LISTRIK MAGNET
 Pembuatan dan Penggunaan ALAT PERAGA SEDERHANA FISIKA SMP LISTRIK MAGNET Oleh : Drs. Sutrisno, M.Pd. JURUSAN PENDIDIKAN FISIKA FAKULTAS PENDIDIKAN MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS PENDIDIKAN
Pembuatan dan Penggunaan ALAT PERAGA SEDERHANA FISIKA SMP LISTRIK MAGNET Oleh : Drs. Sutrisno, M.Pd. JURUSAN PENDIDIKAN FISIKA FAKULTAS PENDIDIKAN MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS PENDIDIKAN
MEMBUAT MACAM- MACAM SAMBUNGAN PIPA
 MEMBUAT MACAM- MACAM SAMBUNGAN PIPA BAG- TKB.001.A-76 45 JAM 1 ¾ ¾ ½ ¾ ½ ¾ 45 0 Penyusun : TIM FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA DIREKTORAT PENDIDIKAN MENENGAH KEJURUAN DIREKTORAT JENDERAL
MEMBUAT MACAM- MACAM SAMBUNGAN PIPA BAG- TKB.001.A-76 45 JAM 1 ¾ ¾ ½ ¾ ½ ¾ 45 0 Penyusun : TIM FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA DIREKTORAT PENDIDIKAN MENENGAH KEJURUAN DIREKTORAT JENDERAL
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahan-bahanyang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahan-bahanyang
SMK PGRI 1 NGAWI TERAKREDITASI: A
 TEKNIK PEMESINAN SMK PGRI 1 NGAWI TERAKREDITASI: A Jl. Rajawali No. 32, Telp./Faks. : (0351) 746081 Ngawi. Homepage: 1. www.smkpgri1ngawi.sch.id 2. www.grisamesin.wordpress.com Facebook: A. Kecepatan potong
TEKNIK PEMESINAN SMK PGRI 1 NGAWI TERAKREDITASI: A Jl. Rajawali No. 32, Telp./Faks. : (0351) 746081 Ngawi. Homepage: 1. www.smkpgri1ngawi.sch.id 2. www.grisamesin.wordpress.com Facebook: A. Kecepatan potong
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahan-bahanyang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahan-bahanyang
PERANCANGAN ULANG DAN PEMBUATAN ALAT PENEKUK PIPA Perancangan Pada Bagian Statis (Rangka, Las, Baut dan Mur)
") PERANCANGAN ULANG DAN PEMBUATAN ALAT PENEKUK PIPA Perancangan Pada Bagian Statis (Rangka, Las, Baut dan Mur) LAPORAN PROYEK AKHIR Oleh : PUPUT INDRA SATRIA NIM 011903101137 PROGRAM STUDI DIPLOMA III TEKNIK
PERANCANGAN ULANG DAN PEMBUATAN ALAT PENEKUK PIPA Perancangan Pada Bagian Statis (Rangka, Las, Baut dan Mur) LAPORAN PROYEK AKHIR Oleh : PUPUT INDRA SATRIA NIM 011903101137 PROGRAM STUDI DIPLOMA III TEKNIK
PEMBUATAN CASING DAN CINCIN PENAHAN AIR PENDINGIN PADA MODIFIKASI MESIN PEMOLES PROYEK AKHIR
 PEMBUATAN CASING DAN CINCIN PENAHAN AIR PENDINGIN PADA MODIFIKASI MESIN PEMOLES PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Guna Memperoleh
PEMBUATAN CASING DAN CINCIN PENAHAN AIR PENDINGIN PADA MODIFIKASI MESIN PEMOLES PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Guna Memperoleh
TEKNIK GAMBAR DASAR A. PERALATAN DAN PERLENGKAPAN GAMBAR
 TEKNIK GAMBAR DASAR A. PERALATAN DAN PERLENGKAPAN GAMBAR 1. MEJA GAMBAR Meja gambar yang baik mempunyai bidang permukaan yang rata tidak melengkung. Meja tersebut dibuat dari kayu yang tidak terlalu keras
TEKNIK GAMBAR DASAR A. PERALATAN DAN PERLENGKAPAN GAMBAR 1. MEJA GAMBAR Meja gambar yang baik mempunyai bidang permukaan yang rata tidak melengkung. Meja tersebut dibuat dari kayu yang tidak terlalu keras
BAB III CARA PEMBUATAN ALAT TRACKE R BEARING. Rahang penahan berfungsi sebagai rumah atau sarang dari bagian komponen lain
 BAB III CARA PEMBUATAN ALAT TRACKE R BEARING 3.1 RAHANG PENAHAN Rahang penahan berfungsi sebagai rumah atau sarang dari bagian komponen lain yaitu - Kaki penahan - Batang ulir. Yang semua komponen akan
BAB III CARA PEMBUATAN ALAT TRACKE R BEARING 3.1 RAHANG PENAHAN Rahang penahan berfungsi sebagai rumah atau sarang dari bagian komponen lain yaitu - Kaki penahan - Batang ulir. Yang semua komponen akan
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pembuat lubang biopori. Pengerjaan yang dominan
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pembuat lubang biopori. Pengerjaan yang dominan
KURIKULUM SEKOLAH MENENGAH KEJURUAN
 KURIKULUM SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN: TEKNIK BANGUNAN PROGRAM KEAHLIAN: TEKNIK BANGUNAN GEDUNG KOMPETENSI: MELAKSANAKAN PEKERJAAN SAMBUNGAN BAJA DAN ALUMINIUM MODUL / SUB-KOMPETENSI: MEMBUAT
KURIKULUM SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN: TEKNIK BANGUNAN PROGRAM KEAHLIAN: TEKNIK BANGUNAN GEDUNG KOMPETENSI: MELAKSANAKAN PEKERJAAN SAMBUNGAN BAJA DAN ALUMINIUM MODUL / SUB-KOMPETENSI: MEMBUAT
PRAKARYA. by F. Denie Wahana
 PRAKARYA by F. Denie Wahana (Produk Sederhana dengan Teknologi) Kompetensi Inti (KI) 1. Menghargai dan menghayati ajaran agama yang dianutnya 2. Menghargai dan menghayati perilaku jujur, disiplin, tanggungjawab,
PRAKARYA by F. Denie Wahana (Produk Sederhana dengan Teknologi) Kompetensi Inti (KI) 1. Menghargai dan menghayati ajaran agama yang dianutnya 2. Menghargai dan menghayati perilaku jujur, disiplin, tanggungjawab,
BAB IV MESIN SEKRAP. Laporan Akhir Proses Produksi ATA 2010/2011. Pengertian Mesin Sekrap
 BAB IV MESIN SEKRAP 4.1 Pengertian Mesin Sekrap Mesin sekrap adalah suatu mesin perkakas dengan gerakan utama lurus bolak- balik secara vertikal maupun horizontal. Mesin sekrap mempunyai gerak utama bolak-balik
BAB IV MESIN SEKRAP 4.1 Pengertian Mesin Sekrap Mesin sekrap adalah suatu mesin perkakas dengan gerakan utama lurus bolak- balik secara vertikal maupun horizontal. Mesin sekrap mempunyai gerak utama bolak-balik
BAB IV PEMBUATAN DAN PENGUJIAN
 digilib.uns.ac.id BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Skema Alur Kerja Pembuatan - Skema proses pembuatan alat pneumatik transfer station adalah alur kerja proses pembuatan alat pneumatik transfer station
digilib.uns.ac.id BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Skema Alur Kerja Pembuatan - Skema proses pembuatan alat pneumatik transfer station adalah alur kerja proses pembuatan alat pneumatik transfer station