UNIVERSITAS INDONESIA PERANCANGAN INOVASI MEJA SETRIKA DALAM VIRTUAL ENVIRONMENT SKRIPSI
|
|
|
- Liana Lie
- 7 tahun lalu
- Tontonan:
Transkripsi

1 UNIVERSITAS INDONESIA PERANCANGAN INOVASI MEJA SETRIKA DALAM VIRTUAL ENVIRONMENT SKRIPSI Diajukan sebagai salah satu syarat dalam memenuhi persyaratan beban studi sesuai dengan kurikulum yang berlaku di Departemen Teknik Industri FTUI YUNITA FAKULTAS TEKNIK PROGRAM STUDI TEKNIK INDUSTRI DEPOK JUNI 2011
2 UNIVERSITAS INDONESIA PERANCANGAN INOVASI MEJA SETRIKA DALAM VIRTUAL ENVIRONMENT SKRIPSI Diajukan sebagai salah satu syarat dalam memperoleh gelar Sarjana Teknik YUNITA FAKULTAS TEKNIK PROGRAM STUDI TEKNIK INDUSTRI DEPOK JUNI 2011
3 HALAMAN PERNYATAAN ORISINALITAS Skripsi ini adalah hasil karya saya sendiri, dan semua sumber baik yang dikutip maupun yang dirujuk telah saya nyatakan dengan benar. Nama : Yunita NPM : Tanda tangan : Tanggal : 21 Juni 2011 ii
4
5 KATA PENGANTAR Puji dan syukur penulis panjatkan ke hadirat Tuhan Yang Maha Esa karena hanya dengan kasih karunia-nya yang berlimpah, penulis dapat menyelesaikan penelitian hingga sampai pada tahap penyusunan skripsi ini. Adapun penyusunan skripsi ini dilakukan dalam rangka memenuhi salah satu syarat untuk mencapai gelar Sarjana Teknik Departemen Teknik Industri Fakultas Teknik (FTUI). Penulis menyadari sepenuhnya bahwa penyusunan skripsi ini tidak lepas dari dukungan banyak pihak. Oleh karena itu, pada kesempatan ini, penulis ingin mengucapkan terima kasih kepada semua pihak yang telah memberikan dukungan selama proses penelitian dan penyusunan skripsi ini, terutama kepada: (1) Bapak Dr. Ir. T. Yuri M. Zagloel, M.Eng.Sc, selaku kepala Departemen Teknik Industri FTUI; (2) Ibu Dr. -Ing. Amalia Suzianti, selaku dosen pembimbing skripsi penulis, yang telah memberikan banyak dukungan berupa saran dan pengarahan selama proses pengerjaan skripsi; (3) Bapak Ir. Boy Nurtjahyo Moch., MSIE dan Ibu Ir. Erlinda Muslim, MEE., selaku dosen pembimbing ergonomi, atas bimbingan, pengarahan, dan motivasi yang sangat berguna bagi penulis; (4) seluruh staf pengajar Departemen Teknik Industri FTUI, atas ilmu selama 4 tahun kehidupan perkuliahan penulis, yang sangat berguna dalam penyelesaian skripsi ini. (5) seluruh karyawan Departemen Teknik Industri, atas kesediaannya membantu dan memfasilitasi penulis dan teman-teman Teknik Industri (6) seluruh responden penelitian, atas waktu dan kerja sama selama proses pengumpulan data; (7) Christian Susanto, Dimas Adityamurthi, Edward, Gregorius Edwin Handoko, Kenfery, Rio Ricardi, dan Yanuarius Alvian Reza, yang telah iv
6 meluangkan waktu, tenaga, dan pikiran dalam proses pengembangan konsep dan pembuatan desain meja setrika; (8) Andrea Coudillo, Anggraini Oktavianingrum, Anisha Puti, Astriana Gita, Bayu Pramudyo, Chandra Satria Muda, Dela Agung, Evariyani Rizki, Ferdinandus, Fitri Yanthi, Handoyo Handoko, Heny Nopiyanti, Ivan Gunawan, Junita Rosalina, Komara Jaya, Landra Bakri, Malouna Felissa, Melissa Kartika, Muhammad Farouk, Raden Yoga, Radita Tanaya, Regina Prisilia, Satria Utama, Sherly Juanita, dan Valentina Cynthia, sesama rekan penulis dalam penelitian terkait ergonomi. (9) seluruh anggota Keluarga Umat Katolik Teknik (KUKTEK), atas rajutan doa, pengertian, dan perhatian yang tidak pernah putus; (10) keluarga penulis, atas semangat, doa, dan dukungan yang terus mengalir selama proses pengerjaan skripsi; (11) sahabat-sahabat penulis, yang selalu siap dengan untaian kata motivasi penuh pengharapan, solusi, saran, dan masukan berarti saat penulis membutuhkannya; (12) teman-teman penulis pada Departemen Teknik Industri FTUI, atas semangat saling mendukung selama penyusunan skripsi dan atas kebersamaan tak tergantikan selama 4 tahun masa perkuliahan; serta semua pihak yang tidak dapat disebutkan satu per satu, yang baik secara langsung maupun tidak langsung, telah membantu penyusunan skripsi ini. Akhir kata, semoga skripsi ini bermanfaat bagi banyak pihak yang membacanya. Penulis menyadari sepenuhnya bahwa skripsi ini masih jauh dari sempurna. Oleh karena itu, apabila ada kritik dan saran yang berkenaan dengan isi skripsi ini, penulis akan dengan senang hati membuka diri untuk penyempurnaan lebih lanjut. Depok, 21 Juni 2011 Penulis v
7 HALAMAN PERNYATAAN PERSETUJUAN PUBLIKASI TUGAS AKHIR UNTUK KEPENTINGAN AKADEMIS Sebagai civitas akademik, saya yang bertanda tangan di bawah ini: Nama : Yunita NPM : Program Studi : Teknik Industri Departemen : Teknik Industri Fakultas : Teknik Jenis Karya : Skripsi demi pengembangan ilmu pengetahuan, menyetujui untuk memberikan kepada Hak Bebas Royalti Noneksklusif (Non-exclusive Royalty Free Right) atas karya ilmiah saya yang berjudul : Perancangan Inovasi Meja Setrika dalam Virtual Environment beserta perangkat yang ada (jika diperlukan). Dengan Hak Bebas Royalti Noneksklusif ini berhak menyimpan, mengalihmedia/ formatkan, mengelola dalam bentuk pangkalan data (database), merawat, dan memublikasikan tugas akhir saya selama tetap mencantumkan nama saya sebagai penulis/ pencipta dan sebagai pemilik Hak Cipta. Demikian pernyataan ini saya buat dengan sebenarnya, Dibuat di : Depok Pada tanggal : 21 Juni 2011 Yang menyatakan (Yunita) vi
8 ABSTRAK Nama : Yunita Program Studi : Teknik Industri Judul : Perancangan Inovasi Meja Setrika dalam Virtual Environment Kebutuhan konsumen merupakan aspek penting dalam perancangan produk. Namun, terkadang hal ini dikorbankan oleh produsen karena tuntutan untuk menghasilkan produk dengan harga murah. Penelitian ini dilakukan untuk mengidentifikasi suara konsumen terkait desain meja setrika saat ini sehingga dapat diketahui keluhan-keluhan yang ada untuk diolah menghasilkan desain inovasi meja setrika yang memenuhi tingkat kepuasan yang diharapkan konsumen. Hasil penelitian berupa meja setrika yang dilengkapi kursi dan tempat meletakkan pengharum pakaian, dengan tampilan yang compact dan memiliki dimensi tinggi meja 80,65 cm, tinggi rak 77,15 cm, dan tinggi kursi 53,85 cm disesuaikan dengan hasil studi ergonomi menggunakan Posture Evaluation Index (PEI). Kata kunci: Kebutuhan konsumen, perancangan produk, meja setrika, ergonomi, Posture Evaluation Index (PEI) ABSTRACT Name Study Program Title : Yunita : Industrial Engineering : Ironing Board Innovation Design in Virtual Environment Customer needs are important in product development. However, this is often compromised by producers due to the demand of producing low-price goods. This research identifies the voice of customer about the design of existing ironing board in pursue of finding of complaints that are to process so that preferred ironing board innovation design can be achieved. The result is the compact design of ironing board equipped with chair and place to put cloth fragrances, which has dimensions of 80,65 cm table height, 77,15 cm shelf height, and 53,85 cm chair height that are in accordance with the result of ergonomic analysis using Posture Evaluation Index (PEI). Key words: Customer needs, product development, ironing board, ergonomic, Posture Evaluation Index (PEI) vii
9 DAFTAR ISI HALAMAN JUDUL... i HALAMAN PERNYATAAN ORISINALITAS... ii HALAMAN PENGESAHAN... iii KATA PENGANTAR... iv HALAMAN PERNYATAAN PERSETUJUAN PUBLIKASI TUGAS AKHIR UNTUK KEPENTINGAN AKADEMIS... vi ABSTRAK... vii ABSTRACT... vii DAFTAR ISI... viii DAFTAR TABEL... xi DAFTAR GAMBAR... xiii DAFTAR LAMPIRAN... xvi 1. PENDAHULUAN Latar Belakang Diagram Keterkaitan Masalah Rumusan Permasalahan Tujuan Penelitian Ruang Lingkup Penelitian Metodologi Penelitian Sistematika Penulisan LANDASAN TEORI Ergonomi Antropometri Definisi Antropometri Data Antropometri Aplikasi Data Antropometri dalam Perancangan Fasilitas Kerja Work-Related Musculoskeletal Disorders (WMSD) Pendekatan Ergonomi Dalam Perancangan Stasiun Kerja Sikap dan Posisi Kerja Antropometri dan Dimensi Ruang Kondisi Lingkungan Kerja Efisiensi Ekonomi Gerakan dan Pengaturan Fasilitas Kerja Energi Kerja yang Dikonsumsi Perancangan Stasiun Kerja yang Ergonomis Desain Meja Kerja Desain Kursi Virtual Environment Software Jack Static Strength Prediction (SSP) Low Back Analysis (LBA) Ovako Working Posture Analysis (OWAS) Rapid Upper Limb Assessment (RULA) Posture Evaluation Index (PEI) viii
10 2.8 Pengembangan Produk Quality Function Deployment (QFD) Definisi QFD Perkembangan QFD Manfaat QFD Proses QFD House of Quality (HOQ) Tahap-tahap Pengembangan Konsep Produk Pengumpulan Data Pembuatan Kuesioner Sampling Validitas Data Reliabilitas Data PENGUMPULAN DATA Interview untuk Mendapatkan Voice of Customer Penyusunan Kuesioner Kuesioner Bagian I Kuesioner Bagian II Penentuan Jumlah Sampel Minimum dan Penyebaran Kuesioner Hasil Pengumpulan Data Frekuensi Menyetrika Hasil Pengumpulan Data Terkait Analisis Ergonomi Data Keluhan Penyetrika Data Dimensi Meja Setrika Aktual Data Antropometri Data Aktivitas dan Postur Penyetrika Hasil Pengumpulan Data Terkait Pengembangan Produk Baru Data Tingkat Kepentingan Konsumen terhadap Kebutuhan Data Tingkat Kepuasan Konsumen terhadap Produk yang Sudah Ada PENGOLAHAN DATA DAN ANALISIS Studi Ergonomi Kondisi Aktual Membuat Virtual Environment Membuat Virtual Human Menempatkan Virtual Human pada Virtual Environment Memberikan Tugas pada Virtual Human Melakukan Verifikasi dan Validasi Model Uji Validitas Model Persentil Uji Validitas Model Persentil Menganalisis Hasil Simulasi dengan Jack Task Analysis Toolkit Pengembangan Produk dengan Penerapan QFD Mengidentifikasi Kebutuhan Konsumen Menginterpretasi dan Membuat Daftar Kebutuhan Konsumen Menyusun Kebutuhan ke dalam Hierarki Kebutuhan Konsumen Mengidentifikasi Tingkat Kepentingan Konsumen untuk Tiap Kebutuhan Mengidentifikasi Tingkat Kepuasan Konsumen terhadap Produk yang Sudah Ada ix
11 Menentukan Target untuk Tiap Kebutuhan Menentukan Rasio Perbaikan Menentukan Titik Jual (Sales Point) Menghitung Raw Weight Menormalisasi Raw Weight Menentukan Spesifikasi Target Mengidentifikasi Respon Teknis untuk Memenuhi Kebutuhan Menentukan Hubungan antara Respon Teknis dengan Kebutuhan Menghitung Prioritas Respon Teknis Menentukan Arah Pengembangan Respon Teknis Menentukan Hubungan Antarrespon Teknis Mengumpulkan Informasi Benchmarking yang Kompetitif Menetapkan Target Awal untuk Tiap Respon Teknis Membuat dan Menganalisis HOQ Menggenerasi dan Memilih Konsep Menggenerasi dan Memilih Konsep Lokasi Rak Pakaian Menggenerasi dan Memilih Konsep Dimensi Meja Setrika Menggenerasi dan Memilih Konsep Material yang Digunakan KESIMPULAN Kesimpulan Saran DAFTAR REFERENSI x
12 DAFTAR TABEL Tabel 2.1. Postur Kerja yang Diusulkan untuk Beberapa Jenis Pekerjaan Tabel 2.2. Rekomendasi Tinggi Meja Kerja Untuk Pekerja dengan Posisi Berdiri Tabel 2.3. Pembobotan Nilai pada OWAS Tabel 2.4. Pembobotan Nilai pada RULA Tabel 3.1. Kebutuhan Konsumen Tabel 3.2. Rekapitulasi Data Antropometri berdasarkan Persentil Tabel 4.1. Rincian Hasil Analisis Kapabilitas Model Persentil 5 (Atas) dan Persentil 95 (Bawah) pada Simulasi Kondisi Aktual Tabel 4.2. Elemen Nilai OWAS pada Simulasi Kondisi Aktual Tabel 4.3. Elemen Nilai RULA pada Simulasi Kondisi Aktual Tabel 4.4. Rekapitulasi Nilai Analisis Ergonomi Kondisi Aktual Tabel 4.5. Hasil Perhitungan PEI Kondisi Aktual Tabel 4.6. Pernyataan Misi Produk Tabel 4.7. Rincian Identifikasi Kebutuhan Konsumen Tabel 4.8. Hierarki Kebutuhan Konsumen Tabel 4.9. Tingkat Kepentingan Tiap Kebutuhan Tabel Tingkat Kepuasan terhadap Produk yang Sudah Ada Tabel Target Tiap Kebutuhan Tabel Rasio Perbaikan Tiap Kebutuhan Tabel Titik Jual Tiap Kebutuhan Tabel Raw Weight Tiap Kebutuhan Tabel Normalized Raw Weight Tiap Kebutuhan Tabel Hubungan Respon Teknis dengan Kebutuhan Tabel Prioritas Respon Teknis Tabel Arah Pengembangan Respon Teknis Tabel Hubungan Antarrespon Teknis Tabel Informasi Benchmarking Tabel Target Respon Teknis Tabel Kelebihan dan Kekurangan Tiap Konsep Lokasi Rak Pakaian Tabel Rincian Hasil Analisis Kapabilitas Model Persentil 5 (Atas) dan Persentil 95 (Bawah) pada Simulasi Ketinggian Meja Tabel Elemen Nilai OWAS pada Simulasi Ketinggian Meja Tabel Elemen Nilai RULA pada Simulasi Ketinggian Meja Tabel Rekapitulasi Nilai Analisis Ergonomi Simulasi Ketinggian Meja Tabel Hasil Perhitungan PEI Simulasi Ketinggian Meja Tabel Dimensi Konsep Tabel Rincian Hasil Analisis Kapabilitas Model Persentil 5 (Atas) dan Persentil 95 (Bawah) pada Simulasi Konsep Tabel Elemen Nilai OWAS pada Simulasi Konsep Tabel Elemen Nilai RULA pada Simulasi Konsep Tabel Rekapitulasi Nilai Analisis Ergonomi Simulasi Konsep Tabel Hasil Perhitungan PEI Simulasi Konsep Tabel Dimensi Konsep xi
13 Tabel Rincian Hasil Analisis Kapabilitas Model Persentil 5 (Atas) dan Persentil 95 (Bawah) pada Simulasi Konsep Tabel Elemen Nilai OWAS pada Simulasi Konsep Tabel Elemen Nilai RULA pada Simulasi Konsep Tabel Rekapitulasi Nilai Analisis Ergonomi Simulasi Konsep Tabel Hasil Perhitungan PEI Simulasi Konsep Tabel Kelebihan dan Kekurangan Tiap Konsep Material Tabel Concept Scoring Pemilihan Material Penyangga Tabel Spesifikasi Akhir Produk xii
14 DAFTAR GAMBAR Gambar 1.1. Meja Setrika... 2 Gambar 1.2. Tanggapan Responden mengenai Kelelahan dalam Menyetrika... 3 Gambar 1.3. Tanggapan Kelelahan mengenai Penyebab Kelelahan dalam Menyetrika... 4 Gambar 1.4. Diagram Keterkaitan Masalah... 6 Gambar 1.5. Diagram Alir Metodologi Penelitian Gambar 2.1. Antropometri Tubuh Manusia Gambar 2.2. Ketinggian dan Lebar Ideal Bagian Bawah Meja Kerja dalam Kaitannya dengan Penentuan Tinggi Kursi Gambar 2.3. Contoh Hasil Analisis SSP Gambar 2.4. Contoh Hasil Analisis Metode LBA Gambar 2.5. Kode Digit dalam OWAS Gambar 2.6. Contoh Hasil Analisis Metode OWAS Gambar 2.7. Pengelompokan Penilaian Metode RULA Gambar 2.8. Contoh Hasil Analisis Metode RULA Gambar 2.9. Diagram Alir Penggunaan Metode PEI Gambar HOQ Gambar Tahapan dalam Pengembangan Konsep Produk Gambar 3.1. Frekuensi Menyetrika Ibu Rumah Tangga Gambar 3.2. Bagian Tubuh yang Dirasa Lelah Gambar 4.1. Tahap Pembuatan Model Simulasi Jack Gambar 4.2. Virtual Environment Simulasi Kondisi Aktual Gambar 4.3. Virtual Human Persentil 5 (Kiri) dan Persentil 95 (Kanan) Gambar 4.4. Posisi Virtual Human Persentil 5 (Kiri) dan Persentil 95 (Kanan) pada Virtual Environment Simulasi Kondisi Aktual Gambar 4.5. Animation Window Simulasi Kondisi Aktual Model Persentil Gambar 4.6. Animasi Gerakan Simulasi Kondisi Aktual Model Persentil Gambar 4.7. Animation Window Simulasi Kondisi Aktual Model Persentil Gambar 4.8. Animasi Gerakan Simulasi Kondisi Aktual Model Persentil Gambar 4.9. Penambahan Beban Ekstrem pada Model Persentil Gambar Perbandingan Nilai SSP Model Persentil 5 Sebelum (Kiri) dan Setelah (Kanan) Penambahan Beban Gambar Perbandingan Nilai LBA Model Persentil 5 Sebelum (Atas) dan Setelah (Bawah) Penambahan Beban Gambar Penambahan Beban Ekstrem pada Model Persentil Gambar Perbandingan Nilai SSP Model Persentil 95 Sebelum (Kiri) dan Setelah (Kanan) Penambahan Beban Gambar Perbandingan Nilai LBA Model Persentil 95 Sebelum (Atas) dan Setelah (Bawah) Penambahan Beban Gambar Grafik Kapabilitas Model Persentil 5 (Kiri) dan Persentil 95 (Kanan) pada Simulasi Kondisi Aktual Gambar Hasil Analisis Nilai LBA Model Persentil 5 (Atas) dan Persentil 95 (Bawah) pada Simulasi Kondisi Aktual xiii
15 Gambar Postur Penyetrika Persentil 5 (Kiri) dan Persentil 95 (Kanan) Saat LBA Maksimum pada Simulasi Kondisi Aktual Gambar Hasil Analisis Nilai OWAS Model Persentil 5 (Atas) dan Persentil 95 (Bawah) pada Simulasi Kondisi Aktual Gambar Hasil Analisis Nilai RULA Model Persentil 5 (Kiri) dan Persentil 95 (Kanan) pada Simulasi Kondisi Aktual Gambar Posisi Tahap Identifikasi Kebutuhan Konsumen pada Langkahlangkah Pengembangan Konsep Produk Gambar Posisi Tahap Penentuan Spesifikasi Target pada Langkahlangkah Pengembangan Konsep Produk Gambar Posisi Tahap Penggenerasian dan Pemilihan Konsep pada Langkah-langkah Pengembangan Konsep Produk Gambar Diagram Fungsi Permasalahan Gambar Diagram Subfungsi Permasalahan Gambar Alur Proses Penggenerasian dan Pemilihan Konsep Gambar Pohon Klasifikasi Konsep Gambar Desain Meja Setrika Baru (Belum Dilengkapi Kursi) Gambar Ilustrasi Kemiringan Tangan Orang Persentil 95 Saat Meletakkan Pakaian pada Rak Gambar Virtual Environment Simulasi Ketinggian Meja Gambar Posisi Virtual Human Persentil 5 (Kiri) dan Persentil 95 (Kanan) pada Virtual Environment Simulasi Ketinggian Meja Gambar Animation Window Simulasi Ketinggian Meja Model Persentil Gambar Animasi Gerakan Simulasi Ketinggian Meja Model Persentil Gambar Animation Window Simulasi Ketinggian Meja Model Persentil Gambar Animasi Gerakan Simulasi Ketinggian Meja Model Persentil Gambar Grafik Kapabilitas Model Persentil 5 (Kiri) dan Persentil 95 (Kanan) pada Simulasi Ketinggian Meja Gambar Hasil Analisis Nilai LBA Model Persentil 5 (Atas) dan Persentil 95 (Bawah) pada Simulasi Ketinggian Meja Gambar Postur Penyetrika Persentil 5 (Kiri) dan Persentil 95 (Kanan) Saat LBA Maksimum pada Simulasi Ketinggian Meja Gambar Hasil Analisis Nilai OWAS Model Persentil 5 (Atas) dan Persentil 95 (Bawah) pada Simulasi Ketinggian Meja Gambar Hasil Analisis Nilai RULA Model Persentil 5 (Kiri) dan Persentil 95 (Kanan) pada Simulasi Ketinggian Meja Gambar Pertimbangan dalam Penentuan Tinggi Kursi Gambar Posisi Paha Penyetrika Persentil 5 Jika Ketinggian Kursi 67,95 cm Gambar Posisi Paha Penyetrika Persentil 50 Jika Ketinggian Kursi 67,95 cm Gambar Posisi Paha Penyetrika Persentil 95 Jika Ketinggian Kursi 67,95 cm xiv
16 Gambar Desain Konsep Gambar Virtual Environment Simulasi Konsep Gambar Posisi Virtual Human Persentil 5 (Kiri) dan Persentil 95 (Kanan) pada Virtual Environment Simulasi Konsep Gambar Animation Window Simulasi Konsep 1 Model Persentil Gambar Animasi Gerakan Simulasi Konsep 1 Model Persentil Gambar Animation Window Simulasi Konsep 1 Model Persentil Gambar Animasi Gerakan Simulasi Konsep 1 Model Persentil Gambar Grafik Kapabilitas Model Persentil 5 (Kiri) dan Persentil 95 (Kanan) pada Simulasi Konsep Gambar Hasil Analisis Nilai LBA Model Persentil 5 (Atas) dan Persentil 95 (Bawah) pada Simulasi Konsep Gambar Model Persentil 5 saat Meletakkan Setrika pada Simulasi Konsep Gambar Model Persentil 95 saat Meletakkan Pakaian pada Rak 1 pada Simulasi Konsep Gambar Hasil Analisis Nilai OWAS Model Persentil 5 (Atas) dan Persentil 95 (Bawah) pada Simulasi Konsep Gambar Hasil Analisis Nilai RULA Model Persentil 5 (Kiri) dan Persentil 95 (Kanan) pada Simulasi Konsep Gambar Desain Konsep Gambar Virtual Environment Simulasi Konsep Gambar Posisi Virtual Human Persentil 5 (Kiri) dan Persentil 95 (Kanan) pada Virtual Environment Simulasi Konsep Gambar Animation Window Simulasi Konsep 2 Model Persentil Gambar Animasi Gerakan Simulasi Konsep 2 Model Persentil Gambar Animation Window Simulasi Konsep 2 Model Persentil Gambar Animasi Gerakan Simulasi Konsep 2 Model Persentil Gambar Grafik Kapabilitas Model Persentil 5 (Kiri) dan Persentil 95 (Kanan) pada Simulasi Konsep Gambar Hasil Analisis Nilai LBA Model Persentil 5 (Atas) dan Persentil 95 (Bawah) pada Simulasi Konsep Gambar Postur Model Persentil 5 (Kiri) dan Persentil 95 (Kanan) Saat Meletakkan Setrika Gambar Hasil Analisis Nilai OWAS Model Persentil 5 (Atas) dan Persentil 95 (Bawah) pada Simulasi Konsep Gambar Hasil Analisis Nilai RULA Model Persentil 5 (Kiri) dan Persentil 95 (Kanan) pada Simulasi Kondisi Aktual Gambar Rekapitulasi Nilai PEI Gambar Mekanisme Pelipatan Desain Akhir Meja Setrika xv
17 DAFTAR LAMPIRAN Lampiran 1. Kuesioner Penelitian Lampiran 2. Data Meja Setrika Lampiran 3. Dimensi Meja Setrika Aktual Lampiran 4. Data Antropometri Lampiran 5. Hasil Uji Normalitas Data Antropometri Lampiran 6. Data Tingkat Kepentingan Lampiran 7. Hasil Uji Reliabilitas dan Validitas Data Tingkat Kepentingan Lampiran 8. Data Tingkat Kepuasan Lampiran 9. Hasil Uji Reliabilitas dan Validitas Data Tingkat Kepuasan Lampiran 10. House of Quality Lampiran 11. Desain Akhir Produk xvi
18 BAB 1 PENDAHULUAN 1.1 Latar Belakang Tampil rapi dan menarik di depan orang saat beraktivitas menjadi kebutuhan mutlak sejak dulu, khususnya bagi orang-orang yang dinamis dengan banyak aktivitas. Kebutuhan untuk selalu menjaga penampilan tersebut tentu mengharuskan seseorang untuk senantiasa menjaga kerapian busana yang dikenakannya. Dalam rangka memenuhi kebutuhan ini, diciptakanlah suatu alat yang dengan energi panas yang dihasilkannya mampu merapikan permukaan bahan yang dilaluinya. Alat tersebut yang dikenal luas selama ini dengan sebutan setrika. Setrika menjadi suatu alat bantu yang eksistensinya telah menjadi kebutuhan mutlak dalam menunjang kebutuhan orang akan pakaian yang rapi. Sejak diciptakan pada abad ke-17, bentuk dan teknologi yang menyertai penggunaan alat ini telah mengalami banyak perubahan, mulai dari yang paling tradisional yang masih menggunakan besi yang dipanaskan (dikenal dengan sadiron), setrika listrik, setrika uap, hingga yang canggih seperti standing steam iron dan mesin press. Di Indonesia, penggunaan jenis setrika yang canggih seperti standing steam iron dan mesin press sendiri masih dapat dikatakan jarang. Segmen pasar Indonesia yang dituju oleh produsen setrika canggih ini adalah lebih kepada laundry kelas menengah ke atas dengan jumlah pelanggan yang besar. Hal ini disebabkan karena harganya yang relatif mahal, terlebih jika dibandingkan dengan setrika listrik. Karena harganya yang relatif lebih murah, setrika listrik merajai segmen pasar setrika di Indonesia dengan menjangkau rumah tangga dan laundry kelas menengah ke bawah yang frekuensi menyetrikanya lebih jarang dibanding laundry kelas menengah ke atas yang melayani banyak permintaan jasa pencucian pakaian dalam waktu singkat. Dalam menunjang kegiatan menyetrika, setrika listrik membutuhkan meja setrika sebagai alas menyetrika yang secara umum terdiri dari 3 komponen utama (badan, kaki, dan tempat meletakkan setrika) serta 1 komponen tambahan (rak pakaian). Sebagai ilustrasi, pada gambar 1.1 1

19 2 ditampilkan meja setrika standar yang biasa ditemukan dan digunakan sebagai papan menyetrika. Gambar 1.1. Meja Setrika Sumber: LDSFabric.com, n.d. Penggunaan setrika listrik dan meja setrika ini secara ekonomi masih lebih murah dibanding penggunaan setrika lain yang lebih canggih. Tuntutan untuk menghasilkan produk dengan harga yang relatif murah untuk dijangkau terkadang menyebabkan produsen mengorbankan beberapa aspek dalam perancangan dan pembuatan produknya. Tidak jarang hal ini mengakibatkan terlontarnya keluhan dari konsumen akan desain produk yang tidak sesuai dengan harapan. Hal ini juga berlaku pada meja setrika standar yang ada di pasar saat ini. Dari hasil penelitian awal melalui interview dengan 30 responden yang terdiri atas karyawan laundry, ibu rumah tangga, dan pembantu rumah tangga yang biasa melakukan kegiatan menyetrika, diketahui banyaknya ketidakpuasan akan desain meja setrika saat ini. Beberapa voice of customer yang berhasil dikumpulkan adalah sebagai berikut: Saya tidak memiliki tempat yang luas untuk menyimpan meja setrika saya. Saya ingin menyetrika dalam posisi duduk dan berdiri secara bergantian sehingga tidak mudah pegal. Rak pakaian saya kadangkala tidak saya gunakan karena sempit dan malas membungkuk. Saya merasa lelah karena harus berdiri selama menyetrika. Meja setrika saya tidak nyaman; mengharuskan saya membungkuk ketika menyetrika. Meja setrika saya berat sehingga sulit dipindahkan.
20 3 Saya ingin meja setrika yang tahan lama sehingga tidak perlu membelinya lagi dalam jangka waktu beberapa tahun. Saya seringkali susah menjangkau pengharum pakaian saya yang saya letakkan di tempat lain. Harga meja setrika harus sesuai dengan kualitasnya. Murah tetapi tidak kuat juga tidak akan saya beli. Penyangga meja setrika saya mudah berkarat walaupun baruu beberapa tahun dibeli. Dari seluruh voice of customer yang ada, keluhan akann kelelahan dan ketidaknyamanan yang dirasakan selama menyetrika dengan memanfaatkan meja setrika saat ini sebagai papan setrika merupakan keluhan yang paling sering diungkapkan oleh responden. Berdasarkan hasil penelitian awal tersebut, desain meja setrika seperti yang diperlihatkan pada gambar 1.1 menyebabkan penyetrika cepat merasa lelah dalam menyetrika. Dapat dilihat pada gambarr 1.2 bahwa 97% atau sekitar 29 responden mengaku cepat merasa lelah saat menyetrika, sementara hanya 3% atau sejumlah 1 orang yang merasa tidak cepat lelah saat menyetrika. Apakah Anda merasa cepat lelah dalam menyetrika? 3% 97% Ya Tidak Gambar 1.2. Tanggapan Responden mengenai Kelelahan dalamm Menyetrika Dari 29 responden yang merasa cepat lelah, peneliti kemudian mengidentifikasi penyebab kelelahan yang biasa dikeluhkan oleh penyetrika. Dapat dilihat pada gambar 1.3, semua responden yang merasa cepat mengalami kelelahan dalam menyetrika menyebutkan keluhan berdiri terlalu lama sebagai penyebab kelelahan dalam menyetrika. Beberapa responden yangg menjadi obyek penelitian juga menyebutkan bahwa terkadang waktu yang dibutuhkan untuk menyelesaikan prosess menyetrika semua pakaian mencapai 3-4 jam per kejadian menyetrika. Padahal, menurut Lafond, Champagne, Descarreaux, Dubois, Prado,
21 4 & Duarte (2008), Gregory dan Callaghan dalam penelitiannya menyebutkan bahwa sekitar 50% orang dalam kondisi sehat akan merasakan ketidaknyamanan pada area pinggang setelah 2 jam berdiri. Penyebab Kelelahan saat Menyetrika Jumlah Pemilih Berdiri lama Harus membungkuk selama menyetrika Postur tubuh statis Harus membungkuk saat meletakkan pakaian Lain-lain Penyebab Kelelahan Gambar 1.3. Tanggapan Kelelahan mengenai Penyebab Kelelahan dalam Menyetrika Selain itu, dapat dilihat pada gambar 1.3 bahwa penyebab kelelahan lain yang juga dipilih oleh 26 responden adalah terkait dengan keharusan membungkuk selama menyetrika karena desain dan dimensi meja setrika yang tidak sesuai dengan antropometri penyetrika. Keharusan untuk berdiri lama ditambah dengan postur tubuh yang demikian akan membuat penyetrika merasa tidak nyaman dan cepat lelah. Demikian pula dengan keluhan akan keharusan membungkuk untuk meletakkan pakaian hasil setrika pada rak pakaian yang dipilih oleh 9 responden memberikan implikasi yang sama pada kondisi kesehatan penyetrika. Sementara itu, 18 responden mengeluhkan postur tubuh yang statis dalam menyetrika. Apalagi, kegiatan menyetrika adalah kegiatan yang bersifat repetitif, di mana penyetrika harus memajumundurkan setrika secara berulang-ulang untuk menjangkau seluruh bagian pakaian yang disetrika. Postur tubuh yang statis dalam waktu lama dengan pekerjaan yang repetitif dapat menyebabkan musculoskeletal disorder pada seseorang (Anghel, Argesanu, Niculescu, & Lungeanu, 2007).
22 5 Keluhan-keluhan kecil dapat mengakibatkan efek dengan skala luas. Gangguan kesehatan berupa ketidaknyamanan pada bagian tubuh seseorang akan berpengaruh terhadap performa kerjanya. Beberapa produsen mungkin menganggap hal ini sebagai aspek yang kurang penting dan dapat dikorbankan sebagai trade-off agar dapat menghasilkan produk dengan harga murah. Terlebih dengan adanya persepsi bahwa kegiatan menyetrika adalah kegiatan yang mungkin terlihat sederhana dan sepele. Namun demikian, aspek-aspek yang diharapkan oleh konsumen, salah satunya terkait aspek kenyamanan dalam kegiatan ini, juga hendaknya diperhatikan, mengingat kegiatan menyetrika merupakan kegiatan sehari-hari yang sangat dekat dengan kebutuhan sandang manusia. Apalagi, kegiatan menyetrika, walaupun sepele, seringkali dilakukan dalam jangka waktu yang lama dan repetitif. Berangkat dari latar belakang di atas, maka penulis bermaksud mengangkat topik inovasi meja setrika pada penelitian kali ini. Adapun inovasi yang dilakukan akan diarahkan pada pemenuhan kebutuhan konsumen sesuai dengan voice of customer yang ada.
23 6 1.2 Diagram Keterkaitan Masalah Penyetrika dapat menyetrika lebih banyak pakaian Meningkatkan produktivitas kerja Performa yang ditunjukkan penyetrika lebih baik Penyetrika tidak cepat lelah Meningkatkan kepercayaan konsumen Perlunya rancangan meja setrika yang disesuaikan dengan kebutuhan konsumen Ketidakpuasan konsumen akan desain meja setrika saat ini Postur tubuh tidak nyaman saat menyetrika Butuh banyak space ketika disimpan Sulit dipindahkan Rak pakaian sempit Lokasi penempatan baju hasil setrika mengharuskan penyetrika membungkuk Berat Penyetrika harus menundukkan kepala atau membungkuk Proses menyetrika mengharuskan penyetrika berdiri Postur penyetrika statis saat menyetrika Desain meja setrika yang tidak nyaman bagi penyetrika Gambar 1.4. Diagram Keterkaitan Masalah 1.3 Rumusan Permasalahan Dari diagram keterkaitan masalah yang ditampilkan pada gambar 1.4, dapat dilihat bahwa terdapat ketidakpuasan konsumen terhadap desain meja setrika yang ada saat ini. Oleh karena itu, pokok permasalahan yang akan dibahas dalam penelitian ini adalah mengenai desain meja setrika yang tidak sesuai dengan harapan konsumen sehingga perlu dilakukan perancangan meja setrika
24 7 baru yang inovatif dengan mengutamakan aspek pemenuhan kebutuhan konsumen. 1.4 Tujuan Penelitian Tujuan penelitian ini adalah untuk menghasilkan usulan rancangan meja setrika yang inovatif dengan didasarkan pada kebutuhan konsumen. Tujuan penelitian ini juga diarahkan untuk menghasilkan usulan rancangan yang lebih ergonomis, tidak hanya nyaman melainkan juga sehat, berdasarkan penilaian postur dan disesuaikan dengan antropometri penyetrika. 1.5 Ruang Lingkup Penelitian Dalam melakukan penelitian ini, peneliti membatasi permasalahan pada poin-poin berikut: Penelitian dilakukan terhadap ibu rumah tangga di wilayah DKI Jakarta yang menggunakan meja setrika standar seperti yang ditampilkan pada gambar 1.1. Penelitian terkait studi ergonomi dilakukan terhadap responden dengan jenis kelamin wanita. Pemecahan masalah terkait ergonomi dilakukan dengan memanfaatkan ergonomic tools yang terdapat pada software Jack 6.1. Pengembangan konsep produk dibatasi hanya sampai pada tahap pemilihan konsep. Benchmarking hanya dilakukan untuk menganalisis respon teknis 3 jenis meja setrika yang telah ada. Analisis biaya hanya meliputi analisis terhadap biaya material yang digunakan. Pemecahan masalah dibatasi hanya sampai pada tahap usulan rancangan 3D meja setrika dengan memanfaatkan software Autodesk Inventor Metodologi Penelitian Penelitian ini terbagi ke dalam beberapa tahapan sebagai berikut: 1. Persiapan penelitian a. Menentukan topik penelitian.
25 8 b. Mencari dan mempelajari referensi terkait topik penelitian. c. Melakukan penelitian awal dengan menyebarkan kuesioner kepada karyawan laundry, ibu rumah tangga, dan pembantu rumah tangga sebagai objek penelitian untuk mengetahui keluhan awal dalam menyetrika menggunakan meja setrika biasa. d. Merumuskan permasalahan. e. Merumuskan tujuan penelitian dan membatasi permasalahan dalam lingkup yang disesuaikan tujuan penelitian. f. Menentukan tools yang akan digunakan dalam pemecahan masalah. g. Mengidentifikasi data dan variabel yang dibutuhkan untuk melakukan pengolahan data. h. Melakukan brainstorming mengenai cara pengumpulan data. 2. Pengumpulan data kondisi meja setrika saat ini a. Mengukur dimensi meja setrika. b. Mendata aktivitas yang dilakukan penyetrika dalam kaitannya dengan kegiatan menyetrika. c. Mendokumentasikan postur penyetrika dalam setiap elemen kegiatan yang berhubungan dengan kegiatan menyetrika. d. Mengumpulkan data antropometri penyetrika. 3. Pengolahan dan analisis data meja setrika saat ini a. Membuat model meja setrika menggunakan software Autodesk Inventor b. Membuat virtual environment meja setrika saat ini pada software Jack. c. Memasukkan data antropometri dan postur tubuh penyetrika pada software Jack dan mensimulasikan aktivitas kerjanya. d. Melakukan perhitungan nilai Posture Evaluation Index (PEI) meja setrika saat ini. e. Menganalisis hasil simulasi meja setrika saat ini. 4. Pembuatan rancangan desain meja setrika baru yang ergonomis dan inovatif a. Mengidentifikasi kebutuhan konsumen akan meja setrika. b. Menyusun hierarki kebutuhan konsumen. c. Membuat matriks perencanaan.
26 9 d. Membuat matriks informasi teknis. e. Membuat dan menganalisis House of Quality (HOQ). f. Menggenerasikan konsep yang akan dikembangkan. g. Melakukan pemilihan konsep. h. Menetapkan spesifikasi meja setrika baru. 5. Pengolahan dan analisis data meja setrika yang baru a. Membuat virtual environment meja setrika baru pada software Jack 6.1. b. Mensimulasikan aktivitas kerja menggunakan meja setrika baru. c. Melakukan perhitungan nilai PEI meja setrika baru. d. Menganalisis hasil simulasi meja setrika baru. 6. Penarikan kesimpulan Adapun diagram alir metodologi penelitian dapat dilihat pada gambar 1.5.
27 10 Gambar 1.5. Diagram Alir Metodologi Penelitian
28 11 Gambar 1.5. Diagram Alir Metodologi Penelitian (Sambungan) 1.7 Sistematika Penulisan Secara garis besar, sistematika penulisan skripsi ini terbagi dalam 5 bab dengan pendahuluan pada bab 1; landasan teori pada bab 2; pengumpulan data pada bab 3; pengolahan data dan analisis pada bab 4; serta kesimpulan pada bab 5. Bab 1 merupakan bab yang berisi pendahuluan atau pengantar dari seluruh rangkaian penelitian yang dilakukan. Pada bab ini dijelaskan mengenai ringkasan singkat dari proses yang dilakukan dalam penelitian. Adapun isi dari bab pendahuluan adalah mengenai latar belakang pemilihan topik, diagram keterkaitan
29 12 permasalahan, rumusan permasalahan, tujuan, ruang lingkup, dan metodologi penelitian, serta sistematika penulisan skripsi. Bab 2 menjelaskan landasan teori yang digunakan terkait dengan penelitian yang dilakukan, yaitu dalam kaitannya dengan studi ergonomi dan tahap-tahap yang dilalui dalam pengembangan konsep produk. Bab 3 berisi data-data yang didapat melalui proses pengumpulan data yang nantinya akan melalui proses pengolahan data menggunakan software Jack 6.1 dan QFD untuk kemudian menjadi acuan dalam mempertimbangkan usulan perbaikan meja setrika. Data-data yang diambil mencakup dimensi meja setrika yang telah ada sebelumnya, aktivitas penyetrika, antropometri penyetrika, postur tubuh penyetrika, voice of customer, tingkat kepentingan terhadap kebutuhan konsumen, dan tingkat kepuasan terhadap meja setrika yang sudah ada. Bab 4 menampilkan hasil pengolahan data menggunakan software Jack 6.1 dan analisis hasil pengolahan data tersebut. Hasil pengolahan data ini digunakan untuk membuktikan secara kuantitatif, asumsi awal mengenai adanya masalah ketidaknyamanan dalam desain meja setrika. Selain itu, pada bab ini juga dibahas mengenai proses pengembangan produk meja setrika baru, mulai dari tahap identifikasi kebutuhan konsumen hingga pemilihan konsep produk yang kemudian akan diuji kembali menggunakan software Jack 6.1 untuk menguji keergonomisan meja setrika baru. Hasil yang didapatkan akan menjadi usulan perbaikan bagi masalah ketidaknyamanan desain meja setrika baru. Bab 5 menjelaskan kesimpulan dari seluruh rangkaian penelitian yang dilakukan, serta saran berdasarkan hasil penelitian yang telah dicapai.
30 BAB 2 LANDASAN TEORI 2.1 Ergonomi Ergonomi berasal dari bahasa Yunani yang merupakan penggabungan dua kata, yaitu ergon yang berarti kerja dan nomos yang berarti hukum. Ergonomi merupakan suatu disiplin ilmu yang mengkaji interaksi antara manusia dengan elemen-elemen lain dalam suatu sistem dengan mengaplikasikan teori, prinsip, data, dan metode dalam perancangan dalam rangka mengoptimasi manusia dan performa sistem secara keseluruhan. Dalam ergonomi, kecelakaan, rendahnya kualitas, tingginya human error, dan hal-hal lain terkait permasalahan dipandang sebagai permasalahan pada sistem, bukan pada manusia yang melakukan pekerjaan dalam sistem. Jadi, fokus perbaikan akan diarahkan pada menciptakan sistem yang fit untuk manusia. Dalam kaitannya dengan upaya menciptakan sistem yang fit bagi manusia ini, banyak hal yang perlu diperhatikan dan memegang peranan penting (Dull & Weerdmeester, 2008), yaitu: postur tubuh beserta pergerakannya (duduk, berdiri, mendorong, menarik, menahan, dan lain-lain); faktor lingkungan (kebisingan, vibrasi, iluminasi, iklim, dan lain-lain); informasi dan operasi; serta organisasi kerja (poin-poin kerja yang cocok, pekerjaan yang menarik, dan lain-lain). Implementasi ergonomi pada perancangan suatu sistem akan membuat sistem bekerja lebih baik dengan mengeliminasi aspek-aspek yang tidak diharapkan dalam suatu sistem, seperti: inefisiensi; kelelahan; kecelakaan dan kesalahan; kesulitan yang dialami manusia dalam melakukan pekerjaannya; serta moral yang rendah. 13
31 14 Sementara itu, secara umum ada 3 faktor terkait manusia yang menjadi fokus penelitian ergonomi, yaitu: anatomi, fisiologi, dan antropometri tubuh manusia; psikologi manusia yang berperan penting dalam menentukan tingkah laku manusia; serta kondisi lingkungan kerja. Ergonomi sering dikaitkan dengan human factors. Namun, pada beberapa literatur disebutkan bahwa faktor manusia dan ergonomi merupakan satu kesatuan yang dikenal dengan human factors and ergonomics. McCormick (1993), dalam bukunya, menggunakan istilah human factors untuk mengistilahkan ergonomi, dan mengatakan bahwa ergonomi dapat didefinisikan berdasarkan hal-hal di bawah ini: Fokus dari human factors adalah pada interaksi manusia dengan produk, perlengkapan, fasilitas, prosedur, dan lingkungan yang digunakannya dalam bekerja dan dalam kehidupan sehari-hari. Tujuan dari human factors ada dua, yaitu meningkatkan efektivitas dan efisiensi di tempat bekerja dan aktivitas lain yang dilakukan, sedangkan tujuan yang lain adalah meningkatkan keselamatan kerja, kepuasan kerja, serta kualitas hidup manusia. Pendekatan dari human factors adalah pendekatan aplikasi sistematik dari informasi yang berhubungan dengan kapasitas manusia, batasan, karakteristik, perilaku, motivasi untuk mendesain benda dan lingkungan yang digunakan oleh manusia. Hal ini termasuk penelitian investigasi untuk melihat informasi antara manusia dengan lingkungan dan benda-benda di sekitarnya. Menurut The International Ergonomics Association (IEA), ergonomi dibagi ke dalam 3 jenis, yaitu: ergonomi fisik, yaitu jenis ergonomi yang berhubungan dengan respon tubuh manusia terhadap beban fisik dan psikologis; ergonomi kognitif, yaitu jenis ergonomi yang melibatkan proses mental, seperti persepsi, atensi, kognisi, pengendalian motorik, dan ingatan yang mempengaruhi interaksi antara manusia dan elemen-elemen sistem; serta
32 15 ergonomi organisasi, yaitu jenis ergonomi yang berhubungan dengan optimasi dari sistem-sistem sosioteknik, meliputi struktur organisasi, kebijakan, dan proses. 2.2 Antropometri Definisi Antropometri Dalam bukunya, Wignjosoebroto (2000) mengemukakan bahwa istilah antropometri berasal dari kata anthro yang berarti manusia dan metri yang berarti ukuran. Secara umum definisi antropometri dapat dinyatakan sebagai suatu studi yang berkaitan dengan pengukuran dimensi tubuh manusia. Data antropometri ini akan digunakan dalam ergonomi untuk menspesifikkan dimensi fisik dari tempat kerja, peralatan, pakaian, dan lain-lain. Data antropometri akan menentukan bentuk, ukuran dan dimensi yang tepat yang berkaitan dengan produk yang dirancang dan manusia yang akan mengoperasikan/ menggunakan produk tersebut. Mengingat banyaknya variasi ukuran dan proporsi tubuh manusia, menjadi tantangan tersendiri dalam suatu perancangan produk/ fasilitas kerja untuk dapat menyesuaikan dengan antropometri pekerjanya. Suatu perancangan harus mampu mengakomodasi dimensi tubuh dari populasi terbesar yang akan menggunakan produk hasil rancangan tersebut. Secara umum, sekurang-kurangnya 90-95% dari populasi yang menjadi target dalam kelompok pemakai suatu produk haruslah mampu menggunakannya dengan selayaknya Data Antropometri Data antropometri yang digunakan sebagai landasan dalam perancangan suatu sistem kerja umumnya dikelompokkan menjadi dua tipe, yaitu: Data struktural, yaitu suatu ukuran dimensi tubuh dari subyek yang sedang berada dalam posisi statis. Pengukuran dibuat dari satu poin yang jelas ke poin yang lain, misalnya pengukuran tinggi badan dari lantai hingga ujung kepala, pengukuran jarak dari lutut ke lantai, dan lain-lain. Data ini dikenal juga dengan static anthropometry. Data fungsional, yaitu data antropometri yang dikumpulkan untuk menjelaskan pergerakan dari bagian tubuh dari suatu titik yang telah


33 16 ditetapkan. Data jangkauan maksimum tangan ke depan dari posisi berdiri subjek yang diukur merupakan salah satu contoh data antropometri fungsional. Data ini dikenal juga dengan dynamic anthropometry. Pada gambar 2.1 akan ditampilkan data antropometri yang dibutuhkan dalam perancangan suatu sistem kerja. Gambar 2.1. Antropometri Tubuh Manusia Sumber: Chuan, T.K., Hartono, M., & Kumar, N. (2010). Anthropometry of the Singaporean and Indonesian Populations. International Journal of Industrial Ergonomics, 40, Telah diolah kembali
34 Aplikasi Data Antropometri dalam Perancangan Fasilitas Kerja Ada beberapa prinsip yang harus dipahami dalam perancangan fasilitas kerja berbasis ergonomi dengan menggunakan data antropometri, yaitu: 1. Prinsip perancangan produk bagi individu dengan ukuran ekstrem Pada prinsip ini, rancangan produk dibuat agar dapat mengakomodasi individu dengan ukuran tubuh yang ekstrem, baik terlalu kecil maupun terlalu besar. Namun demikian, rancangan juga diarahkan untuk dapat mengakomodasi individu dengan ukuran tubuh lain (mayoritas dari populasi yang ada). Adapun agar sasaran yang ada dapat terpenuhi, maka perlu diperhatikan halhal di bawah ini dalam kaitannya dengan penentuan dimensi: Untuk penentuan dimensi minimum dari suatu produk, acuan yang digunakan didasarkan pada antropometri persentil terbesar, yaitu persentil 90, 95, atau 99. Contoh penerapannya adalah pada penentuan ukuran minimum dari tinggi pintu. Untuk penentuan dimensi maksimum dari suatu produk, acuan yang digunakan didasarkan pada antropometri persentil terkecil, yaitu persentil 1, 5, atau 10. Contoh penerapannya adalah pada penentuan jangkauan maksimum pekerja. 2. Prinsip perancangan produk bagi individu yang berada dalam rentang ukuran tertentu Pada prinsip ini, rancangan dapat diubah-ubah ukurannya sehingga fleksibel dioperasikan oleh individu dengan berbagai variasi ukuran tubuh. Contoh penerapannya adalah pada perancangan kursi mobil yang dapat dimajumundurkan dengan sudut sandaran yang juga dapat disesuaikan dengan keinginan pengemudi. Data antropometri yang umum digunakan dalam perancangan menggunakan prinsip ini berada pada rentang nilai persentil 5 hingga Prinsip perancangan produk bagi individu dengan ukuran rata-rata Pada prinsip ini, rancangan produk diarahkan untuk mengakomodasi individu dengan ukuran rata-rata, sedangkan bagi individu dengan ukuran ekstrem, akan ada rancangan tersendiri menyesuaikan dengan antropometri individu-
35 18 individu tersebut. Namun demikian, permasalahan yang sering terjadi adalah sedikitnya jumlah individu yang diklasifikasikan ke dalam ukuran rata-rata. 2.3 Work-Related Musculoskeletal Disorders (WMSD) WMSD merupakan gangguan pada sistem muskuloskeletal tubuh manusia yang diakibatkan oleh faktor-faktor pekerjaan. Penyebab terjadinya WMSD adalah keharusan untuk melakukan kegiatan berulang secara manual dalam posisi tubuh yang statis dengan pembebanan yang terus-menerus. Secara garis besar, keluhan pada otot muskuloskeletal dikelompokkan menjadi dua (Bakri, Solichul, Sudiajeng, & Lilik, 2004), yaitu: Keluhan sementara, yaitu keluhan otot yang terjadi saat otot menerima beban statis yang akan segera hilang jika pembebanan dihentikan. Keluhan menetap, yaitu keluhan otot yang bersifat menetap, di mana rasa sakit pada otot masih terus berlanjut walaupun pemberian beban kerja telah dihentikan. WMSD terjadi karena kontraksi otot yang berlebihan akibat pemberian beban kerja yang terlalu berat dengan durasi pembebanan yang panjang. Keluhan otot terjadi apabila kontraksi otot melebihi 20% kekuatan otot maksimum sehingga menyebabkan berkurangnya peredaran darah ke otot. Suplai oksigen yang menurun menyebabkan proses metabolisme karbohidrat terhambat. Sebagai akibatnya, terjadi penimbunan asam laktat yang akan menyebabkan timbulnya rasa nyeri pada otot (Suma mur, 1982). Secara umum, penyebab WMSD dapat diklasifikasikan ke dalam 3 faktor, yaitu: Faktor primer, seperti peregangan otot yang berlebihan, aktivitas berulang, dan sikap kerja yang tidak alami. Faktor sekunder, seperti tekanan langsung pada jaringan otot yang lunak, paparan udara panas dan dingin yang tidak sesuai, serta getaran yang dilakukan dengan frekuensi tinggi. Faktor kombinasi, seperti usia, jenis kelamin, kebiasaan merokok, tingkat kesegaran jasmani manusia yang berbeda-beda, kekuatan fisik yang diperlukan untuk melakukan suatu pekerjaan, serta antropometri manusia.
36 Pendekatan Ergonomi Dalam Perancangan Stasiun Kerja Dengan mengacu pada prinsip ergonomi, perancangan stasiun kerja harus disesuaikan peranan dan fungsi pokok dari komponen-komponen sistem kerja yang terlibat, yaitu meliputi manusia, mesin/ peralatan, dan lingkungan fisik kerja. Peranan manusia dalam hal ini akan didasarkan pada kemampuan dan keterbatasannya, terutama yang berkaitan dengan aspek pengamatan, kognitif, fisik, ataupun psikologisnya. Demikian juga peranan atau fungsi mesin/ peralatan seharusnya ikut menunjang manusia dalam melaksanakan tugasnya. Mesin/ peralatan berfungsi menambah kemampuan manusia, tidak menimbulkan stress tambahan akibat beban kerja, dan membantu melaksanakan kerja tertentu yang dibutuhkan dengan tetap berada di atas kapasitas manusia. Sementara itu, peranan dan fungsi dari lingkungan fisik kerja akan berkaitan dengan usaha untuk menciptakan kondisi kerja yang akan menjamin manusia dan mesin agar dapat berfungsi pada kapasitas maksimalnya. Berkaitan dengan perancangan area/ stasiun kerja dalam industri, terdapat beberapa aspek ergonomi yang harus dipertimbangkan. Adapun aspek-aspek tersebut akan dibahas secara lebih mendalam pada subbab-subbab di bawah ini Sikap dan Posisi Kerja Postur kerja penting untuk diperhatikan dalam perancangan stasiun kerja karena postur kerja sering kali menjadi penyebab utama timbulnya sakit atau keluhan pada beberapa bagian tubuh manusia. Penentuan postur kerja yang paling baik adalah didasarkan pada pertimbangan mengenai jenis pekerjaan yang dilakukan. Secara umum, terdapat tiga jenis postur dasar, yaitu duduk, berdiri, dan duduk berdiri. Dari ketiga postur dasar tersebut, postur kerja yang diusulkan untuk beberapa tipe pekerjaan dapat dilihat pada tabel 2.1. Tabel 2.1. Postur Kerja yang Diusulkan untuk Beberapa Jenis Pekerjaan Jenis Pekerjaan Mengangkat beban lebih dari 5 kg Bekerja di bawah tinggi siku Menjangkau horizontal Postur Kerja yang Diusulkan Berdiri Berdiri Berdiri
37 20 Tabel 2.1. Postur Kerja yang Diusulkan untuk Beberapa Jenis Pekerjaan (Sambungan) Perakitan ringan dan repetitif Pekerjaan yang membutuhkan ketelitian dan detail Inspeksi visual dan monitoring Bergerak secara rutin Duduk Duduk Duduk Duduk - berdiri Sumber: Helander, M. (2006). A Guide to Human Factors and Ergonomics. (2 nd ed.). New York: Taylor and Francis Group Untuk menghindari sikap dan posisi kerja yang kurang nyaman, ada beberapa hal yang perlu diperhatikan dalam perancangan stasiun kerja, yaitu: Meminimalisasi kemungkinan operator untuk bekerja dalam sikap posisi membungkuk dengan frekuensi kegiatan sering atau jangka waktu lama. Untuk mengatasi permasalahan ini, maka stasiun kerja harus dirancang dengan memperhatikan fasilitas kerja seperti meja kerja, kursi, dan lain-lain yang sesuai dengan data antropometri agar operator dapat menjaga sikap dan posisi kerjanya tetap tegak dan normal. Ketentuan ini terutama ditekankan jika pekerjaan harus dilaksanakan pada posisi berdiri. Operator tidak seharusnya menggunakan jarak jangkauan maksimum yang bisa dilakukan. Operator tidak seharusnya duduk atau berdiri pada saat bekerja untuk waktu yang lama dengan kepala, leher, dada, atau kaki berada pada posisi miring. Operator tidak seharusnya bekerja dalam frekuensi dan periode waktu yang lama dengan tangan berada dalam posisi di atas level siku yang normal Antropometri dan Dimensi Ruang Antropometri pada dasarnya akan menyangkut ukuran fisik atau fungsi dari tubuh manusia termasuk disini ukuran linier, berat volume, ruang gerak, dan lainnya. Data antropometri ini akan sangat bermanfaat dalam perencanaan peralatan kerja atau fasilitas kerja. Persyaratan ergonomi mensyaratkan agar peralatan dan fasilitas kerja disesuaikan dengan penggunanya khususnya yang menyangkut dimensi ukuran tubuh. Dalam menentukan ukuran maksimum atau minimum biasanya digunakan data antropometri antara persentil 5% dan 95%.
38 21 Dimensi ruang kerja akan dipengaruhi oleh dua hal pokok, yaitu situasi lingkungan dan situasi kerja yang ada. Dalam menentukan dimensi ruang kerja, perlu diperhatikan antara lain jarak jangkauan yang bisa dilakukan oleh operator, batasan-batasan ruang yang cukup memberikan keleluasaan gerak operator dan kebutuhan area minimum yang harus dipenuhi untuk kegiatan-kegiatan tertentu Kondisi Lingkungan Kerja Meskipun operator yang sehat telah diseleksi secara ketat dan diharapkan dapat beradaptasi dengan situasi dan lingkungan fisik kerja yang bervariasi dalam hal temperatur, kelembaban, getaran, kebisingan dan lainnya, akan tetapi stress akibat kondisi lingkungan kerja akan terus berakumulasi dan secara tiba-tiba dapat menyebabkan hal yang fatal. Adanya lingkungan fisik kerja yang bising, panas, atau atmosfer yang tercemar menyebabkan performa kerja operator menurun. Adalah satu hal yang sangat penting untuk mempertimbangkan seluruh aspek lingkungan fisik kerja yang memiliki potensi bahaya pada saat proses perancangan stasiun kerja dan sistem pengendaliannya. Dengan demikian, kondisi-kondisi bahaya tersebut bisa diantisipasi dan diberi tindakan-tindakan preventif sebelumnya Efisiensi Ekonomi Gerakan dan Pengaturan Fasilitas Kerja Perancangan sistem kerja haruslah memperhatikan prosedur-prosedur untuk tercapainya prinsip ekonomis pada gerakan kerja sehingga dapat memperbaiki efisiensi dan mengurangi kelelahan kerja. Pertimbangan mengenai prinsip-prinsip ekonomi gerakan diberikan selama tahap perancangan sistem kerja dari suatu industri Energi Kerja yang Dikonsumsi Energi kerja yang dikonsumsi saat seseorang melaksanakan kegiatan merupakan faktor yang kurang begitu diperhatikan karena dianggap tidak penting jika dikaitkan dengan performa kerja yang ditunjukkan. Namun demikian, tujuan pokok dari perancangan kerja hendaknya dapat menghemat energi yang harus dikonsumsi untuk penyelesaian suatu kegiatan. Aplikasi prinsip-prinsip ergonomi dan ekonomi gerakan dalam tahap perancangan dan pengembangan sistem kerja
39 22 secara umum akan dapat meminimalkan energi yang harus dikonsumsikan dan meningkatkan efisiensi output kerja itu sendiri. 2.5 Perancangan Stasiun Kerja yang Ergonomis Rancangan suatu stasiun kerja mempunyai kaitan yang erat dengan kesehatan, kenyamanan dan performa kerja pada suatu industri manufaktur. Stasiun kerja yang ergonomis (workplace ergonomic) harus dapat mengakomodasi karakteristik dari pekerja dan sesuai dengan jenis pekerjaan yang dilakukan oleh pekerja tersebut, baik dalam posisi duduk maupun berdiri Desain Meja Kerja Faktor yang mempengaruhi kenyamanan dalam melakukan pekerjaan di atas meja adalah ketinggian meja. Ketinggian permukaan meja kerja harus disesuaikan dengan antropometri penggunanya, di mana dalam hal ini, posisi tangan bagian atas tergantung natural dan siku terletak pada posisi 90 sehingga tangan bagian bawah paralel dengan tanah. Apabila ketinggian permukaan meja kerja terlalu tinggi, bahu dan lengan atas akan terangkat sehingga menyebabkan kelelahan dan nyeri otot akibat posisi yang tidak nyaman. Sementara itu, apabila ketinggian permukaan meja kerja terlalu rendah, leher dan kepala akan tertunduk sehingga dapat mengakibatkan tulang belakang dan otot menegang. Beberapa rekomendasi ketinggian meja kerja yang ideal sesuai jenis pekerjaan untuk standing workstation adalah (Pheasant, 2003): mm di bawah tinggi siku untuk pekerjaan manipulatif yang melibatkan gaya dan membutuhkan ketelitian pada tingkat moderat; mm di atas tinggi siku untuk pekerjaan manipulatif ringan (termasuk menulis); mm di bawah tinggi siku untuk pekerjaan manipulatif berat, terutama jika melibatkan tekanan pada benda kerja; antara tinggi buku jari dan tinggi siku untuk pekerjaan menangani dan memindahkan barang; serta di bawah tinggi siku dan tinggi bahu untuk pekerjaan yang dioperasikan dengan tangan (misalnya switch, tuas, dan lain-lain).
. Introduction to Ergonomics.")
40 23 Adapun rekomendasi untuk ketinggian meja kerja yang ergonomis bagi pekerja dalam posisi berdiri dapat dilihat pada tabel 2.2. Tabel 2.2. Rekomendasi Tinggi Meja Kerja Untuk Pekerja dengan Posisi Berdiri Jenis Pekerjaan Pria Wanita Precision Work Light Assembly work Heavy Work Sumber: Bridger, R.S. (2003). Introduction to Ergonomics. London: Taylor & Francis Desain Kursi Untuk pekerjaan yang dilakukan dalam posisi duduk, maka selain tinggi meja perlu diperhatikan juga tinggi kursi kerja. Ketinggian kursi kerja biasanya disesuaikan dengan ketinggian meja kerja. Perhitungan kursi kerja yang ideal dengan tinggi meja kerja biasanya dilakukan dengan mengurangi tinggi meja kerja yang didapat dengan tinggi siku saat duduk. Namun demikian, perlu diperhatikan adanya faktor tinggi benda kerja sehingga siku dalam posisi duduk juga tetap dapat membentuk sudut 90. Selain itu, ketinggian kursi juga hendaknya mempertimbangkan adanya ruang untuk meletakkan kaki dan lutut secara nyaman. Gambar 2.2. Ketinggian dan Lebar Ideal Bagian Bawah Meja Kerja dalam Kaitannya dengan Penentuan Tinggi Kursi
41 24 Selain ketinggian, ada beberapa hal lain yang perlu diperhatikan dalam membuat desain kursi (Gouvali, M.K., & Boudolos, K., 2005), yaitu: Kedalaman kursi Kedalaman kursi hendaknya dirancang dengan mengacu pada ukuran jarak pantat dan sisi belakang betis orang persentil 5. Untuk menghitung kedalaman kursi yang ideal, dapat digunakan formula (2.1). 0,8 PB SD 0,99 PB (2.1) dengan: PB = popliteal-buttock length (jarak pantat dan sisi belakang betis) SD = seat depth (kedalaman kursi) Lebar kursi Kursi harus cukup lebar untuk dapat mendukung ischial tuberosities dalam rangka mencapai stabilitas dan mengizinkan adanya ruang untuk perpindahan lateral. Untuk itu, lebar kursi harus cukup lebar untuk dapat mengakomodasi orang dengan lebar pantat terbesar sekalipun. Untuk menghitung lebar kursi yang ideal, dapat digunakan formula (2.2). 1,1 H SW 1,3 H (2.2) dengan: H = hip breadth (lebar pantat) SW = seat width (lebar kursi) Tinggi sandaran Tinggi sandaran dikatakan sesuai jika berada di bawah tulang belikat untuk memfasilitasi mobilisasi batang tubuh dan lengan. Untuk menghitung tinggi sandaran yang ideal, dapat digunakan formula (2.3). 0,6 S B 0,8 S (2.3) dengan: S = shoulder height (tinggi bahu) B = backrest height (tinggi sandaran) Untuk pekerjaan dengan dimensi kursi yang tinggi, diperlukan adanya footrest. Adapun acuan yang digunakan dalam penentuan tinggi footrest adalah popliteal orang persentil 5.
42 Virtual Environment Virtual environment merupakan suatu representasi dari sistem fisik yang dihasilkan oleh komputer yang memungkinkan penggunanya untuk berinteraksi dengan lingkungan sintetis yang memiliki kemiripan dengan lingkungan nyata. Simulasi dalam lingkungan virtual harus dapat mensimulasikan bagaimana model manusia berada pada lokasi yang baru, berinteraksi dengan obyek dan lingkungan, serta mendapat respon balik yang tepat dari obyek yang dimanipulasi. Virtual environment dapat didefinisikan sebagai simulasi tiga dimensi, yaitu multisensor, realtime, dan interaktif, yang dapat dibuat oleh user melalui peralatan input atau output tiga dimensi. Definisi lain menyebutkan virtual environment sebagai representasi komputer tiga dimensi dari sebuah ruang, di mana user dapat memindahkan titik pandang dengan bebas secara realtime. 2.7 Software Jack 6.1 Pembuatan lingkungan virtual membutuhkan penggunaan software dan hardware sehingga lingkungan virtual bergantung pada perkembangan teknologi informasi. Software Jack 6.1, merupakan salah satu software yang dapat digunakan dalam pembuatan virtual environment. Menurut Gironimo, Martorelli, Monacelli, dan Vaudo (2001), Jack adalah produk ergonomi dan faktor manusia yang memungkinkan penggunanya untuk memosisikan model biomekanikal manusia secara akurat dalam virtual environment, memberikan model tersebut sebuah set tugas yang akan dikerjakan, dan menganalisis kinerja dari pelaksanaan tugas tersebut. Beberapa hal yang dapat dilakukan oleh software Jack 6.1 dalam penggunaannya sebagai alat simulasi virtual environment antara lain: mengimpor gambar CAD sehingga pengguna dapat mendesain virtual environment sesuai dengan layout dan kompenen lokasi yang diinginkan; membuat model pria dan wanita digital dengan berbagai ukuran antropometri; memosisikan manusia digital dan membuat postur tubuh sesuai dengan aktivitas dan stasiun kerja yang terlibat;
43 26 mengevaluasi apa saja yang dapat dilihat seorang manusia dari sudut pandang mereka dengan memanfaatkan tampilan dari feature view cone; mengevaluasi kemampuan menjangkau dan mengankat maksimum dari manusia digital; serta menganalisis pengaruh postur kerja pada bagian-bagian tubuh manusia digital. Untuk melakukan simulasi pada software Jack 6.1, ada beberapa langkah yang harus dilakukan, yaitu: 1. membuat virtual environment, di mana pembuatan virtual environment dilakukan dengan mengimpor obyek yang telah dibuat pada software Autodesk Inventor 2011 ke software Jack 6.1 dan mengatur posisinya sesuai dengan kondisi aktual; 2. membuat virtual human, yaitu dengan memanfaatkan fasilitas Advanced Human Scaling pada software Jack 6.1 sehingga dapat dibuat virtual human dengan ukuran antropometri yang diinginkan; 3. memosisikan virtual human pada virtual environment, di mana virtual human dimasukkan ke dalam virtual environment dan diposisikan pada virtual environment sesuai dengan kondisi aktual; 4. memberi tugas pada virtual human, di mana dilakukan pemberian animasi yang menunjukkan mekanisme gerakan suatu operasi pekerjaan; serta 5. menganalisis hasil simulasi dengan Task Analysis Toolkit (TAT) pada software Jack 6.1. Jack TAT merupakan sebuah alat analisis ergonomi yang membantu penggunanya mendesain area kerja yang lebih baik dan memperbaiki eksekusi dari suatu operasi pekerjaan. Jack TAT ini mempunyai fungsi utama untuk memperkirakan risiko cidera yang mungkin terjadi berdasarkan penilaian postur, penggunaan otot, beban yang diterima, durasi kerja, dan frekuensi. Ada sembilan alat analisis pada Jack TAT yang dapat digunakan untuk menganalisis pekerjaan, yaitu: Fatigue and Recovery Analysis; digunakan untuk memperkirakan waktu pemulihan yang diberikan untuk mencegah pekerja mengalami kelelahan.
44 27 Low Back Compression Analysis (LBA); digunakan untuk mengevaluasi tekanan pada tulang belakang dalam kualitas postur dan kondisi beban tertentu. Manual Material Handling Limits; digunakan untuk mengevaluasi dan merancang kegiatan kerja yang berkaitan dengan proses material handling sehingga tingkat risiko cidera dapat dikurangi. Metabolic Energy Expenditure; digunakan untuk memprediksi energi yang dibutuhkan pekerja untuk melakukan suatu pekerjaan berdasarkan karakteristik ekerja dan rangkaian kegiatan yang dilakukan. National Institute for Occupational Safety and Health (NIOSH) Lifting Analysis; digunakan untuk mengevaluasi pekerjaan mengangkat benda dengan mengacu pada standar NIOSH. Ovako Working Posture Analysis (OWAS); digunakan untuk menguji tingkat kenyamanan suatu operasi kerja. Predetermined Time Analysis; digunakan untuk memprediksi waktu yang dibutuhkan seseorang ketika mengerjakan suatu pekerjaan berdasarkan method time measurement. Rapid Upper Limb Assessment (RULA); digunakan untuk mengevaluasi risiko yang menyebabkan gangguan pada tubuh bagian atas. Static Strength Prediction (SSP); digunakan untuk mengevaluasi persentase dari suatu populasi pekerja yang memiliki kekuatan untuk melakukan suatu pekerjaan berdasarkan postur tubuh, jumlah energi yang dibutuhkan, dan antropometri Static Strength Prediction (SSP) Seperti yang telah dijelaskan sebelumnya, SSP merupakan salah satu alat analisis ergonomi yang digunakan untuk mengevaluasi persentase dari populasi pekerja yang memiliki kekuatan untuk melaksanakan suatu operasi kerja. Analisis kapabilitas yang dilakukan SSP didasarkan pada pertimbangan postur, tenaga yang dibutuhkan, dan antropometri. Prinsip dasar SSP adalah (Chaffin, Lawton, & Johnson, 2003):
45 28 Perhitungan nilai SSP menggunakan suatu konsep yang disebut dengan konsep biomekanika. Cara kerja konsep biomekanika tersebut adalah dengan melihat sistem muskuloskeletal yang memungkinkan tubuh untuk mengungkit (fungsi tulang) dan bergerak (fungsi otot). Pergerakan otot akan membuat tulang untuk cenderung berotasi pada setiap persendian yang ada. Besarnya kecenderungan berotasi ini disebut dengan momen rotasi pada suatu sendi. Selama terjadi pergerakan, maka akan terjadi usaha saling menyeimbangkan antara gaya yang dihasilkan oleh kontraksi otot dengan gaya yang dihasilkan oleh beban pada segmen tubuh dan faktor eksternal lainnya. Secara matematis hal ini dituliskan dalam persamaan: Mj = Sj (2.4) dengan: Mj = gaya eksternal pada setiap persendian Sj = gaya maksimum otot pada setiap persendian Nilai Mj diperngaruhi oleh tiga faktor, yaitu: beban yang dialami tangan (misalnya beban mengangkat, gaya dorong, dan lain-lain); postur kerja ketika seseorang mengeluarkan usaha terbesarnya; dan antropometri seseorang. Analisis terhadap SSP dapat digunakan untuk membantu: menganalisis pekerjaan yang berhubungan dengan pengoperasian material yang meliputi pengangkatan barang, penurunan barang, mendorong, dan menarik, yang membutuhkan pergerakan pada pinggang, serta gerakan tangan dan gaya yang kompleks; memprediksi persentase pekerja wanita dan pria yang memiliki kekuatan untuk melaksanakan pekerjaan yang telah ditentukan; serta mengidentifikasi postur-postur kerja tertentu yang membutuhkan karakteristik kekuatan yang melebihi batas beban ideal, maupun melebihi batas kemampuan pekerja. Dalam merancang suatu stasiun kerja, sebuah kegiatan kerja hanya dapat diterima jika persentase pekerja yang mampu melakukannya mencapai 100%. Dalam praktiknya, hal ini mustahil dilakukan sehingga ditetapkan batas 90%
46 29 untuk validasi kegiatan. Adapun contoh output hasil analisis SSP dapat dilihat pada gambar 2.3. Gambar 2.3. Contoh Hasil Analisis SSP Low Back Analysis (LBA) LBA adalah alat analisis untuk mengevaluasi gaya yang diterima oleh tulang belakang manusia. Metode LBA bertujuan untuk: menentukan apabila posisi kerja yang ada telah sesuai dengan batasan beban yang ideal ataupun menyebabkan pekerja rentan terkena cidera pada tulang belakang; serta mengevaluasi posisi kerja tertentu yang membutuhkan perhatian maupun perbaikan dari segi ergonomi. Output dari hasil analisis LBA adalah informasi berupa: kompresi dan pergeseran pada L4 dan L5 bagian lumbar tulang belakang dan perbandingannya dengan standar NIOSH; torsi yang terjadi pada bidang axial, sagittal, dan lateral L4 dan L5 bagian lumbar tulang belakang sebagai hasil representasi efek yang diterima oleh tubuh bagian atas terhadap berat yang ditopangnya; serta aktivitas yang terjadi pada otot tubuh ketika mencoba menyeimbangkan momen pada tulang belakang.
47 30 Gambar 2.4. Contoh Hasil Analisis Metode LBA Tekanan yang diizinkan mengacu pada standar NIOSH, yaitu berada di bawah N. Selama masih berada di bawah nilai tersebut, kompresi terhadap tulang belakang masih dapat dikatakan rendah Ovako Working Posture Analysis (OWAS) OWAS merupakan metode yang digunakan untuk menganalisis tingkat kenyamanan yang dirasakan oleh manuasia akibat postur kerja dilakukan pada saat melakukan suatu operasi kerja. Pada metode OWAS, sejumlah observasi dari berbagai kode postur akan dihitung untuk kemudian digambarkan distribusi relatifnya. Hasil OWAS menunjukkan persentase distribusi berdasarkan kriteria observasi yang dikelompokkan ke dalam 4 faktor postur, yaitu punggung (back), tangan (arm), kaki (leg), dan beban (load/ effort). Nilai dari keempat faktor tersebut kemuadian diintegrasikan menjadi nilai tunggal yang menunjukkan tingkat kenyamanan total yang ditimbulkan oleh postur kerja yang dilakukan. Nilai tunggal yang dihasilkan memiliki jangkauan nilai 1 hingga 4 seperti yang ditunjukkan oleh tabel 2.3. Tabel 2.3. Pembobotan Nilai pada OWAS Skor Keterangan Penjelasan 1 Normal posture Tindakan perbaikan tidak diperlukan 2 Slightly harmful Tindakan perbaikan diperlukan di masa datang
.")
48 31 Tabel 2.3. Pembobotan Nilai pada OWAS (Sambungan) 3 Distinctly harmful Tindakan perbaikan diperlukan segera 4 Extremely harmful Tindakan perbaikan diperlukan sesegera mungkin Sumber: Benchmarking of the Manual Handling Assessment Charts, Gambar 2.5. Kode Digit dalam OWAS Sumber: Helander, M. (2006). A Guide to Human Factors and Ergonomics. (2 nd ed.). New York: Taylor and Francis Group Metode OWAS dapat digunakan sebagai bahan pertimbangan dalam mendesain manual kerja dan sebagai pedoman dalam merancang ulang lingkungan kerja. Metode OWAS juga berfungsi untuk mengidentifikasi skala prioritas dari postur kerja yang paling membutuhkan modifikasi secara ergonomi.
49 32 Adapun tampilan output analisis OWAS pada software Jack 6.1 dapat dilihat pada gambar 2.6. Gambar 2.6. Contoh Hasil Analisis Metode OWAS Rapid Upper Limb Assessment (RULA) RULA merupakan metode untuk mengevaluasi tekanan beban kerja terhadap risiko cidera pada tubuh bagian atas pekerja. Analisis RULA terbagi ke dalam 2 bagian besar, yaitu: kelompok A yang terdiri dari lengan bagian atas dan bawah serta tangan yang terdiri dari pergelangan tangan dan putaran yang terjadi pada pergelangan tangan; dan kelompok B yang terdiri dari batang tubuh dan leher. Pendekatan yang dilakukan biasanya menggunakan pembobotan, di mana semakin tinggi bobot, akan semakin besar risiko pekerjaan tersebut terhadap kesehatan (Lueder, 1996). Nilai ini mampu mengindikasikan derajat intervensi yang disyaratkan untuk mengurangi risiko cidera seperti yang ditunjukkan pada tabel 2.4. Tabel 2.4. Pembobotan Nilai pada RULA Skor Keterangan 1 dan 2 Postur diterima 3 dan 4 Investigasi perlu dilanjutkan dan perubahan mungkin diperlukan
 5 dan 6 Investigasi dan perubahan perlu dilakukan segera 7 Investigasi dan perubahan perlu dilakukan secepat mungkin Sumber: Siemens PLM Software")
50 33 Tabel 2.4. Pembobotan Nilai pada RULA (Sambungan) 5 dan 6 Investigasi dan perubahan perlu dilakukan segera 7 Investigasi dan perubahan perlu dilakukan secepat mungkin Sumber: Siemens PLM Software Inc., 2008 Gambar 2.7. Pengelompokan Penilaian Metode RULA Sumber: Helander, M. (2006). A Guide to Human Factors and Ergonomics. (2 nd ed.). New York: Taylor and Francis Group

51 34 Metode RULA dapat digunakan untuk empat tujuan, yaitu sebagai sarana pengidentifikasian secara cepat potensi dari beban kerja yang memungkinkan terjadinya cidera pada tubuh bagian atas, sebagai panduan desain untuk manual kerja yang baru atau sebagai pedoman perancangan ulang manual kerja yang telah ada, serta sebagai bahan identifikasi skala prioritas postur kerja yang paling membutuhkan perubahan secara ergonomi. Gambar 2.8. Contoh Hasil Analisis Metode RULA Posture Evaluation Index (PEI) Untuk mendapatkan suatu tingkat kenyamanan yang optimal, harus diminimalisasi terbentuknya critical prosture selama operasi kerja berlangsung. Critical posture dari setiap rangkaian operasi kerja merupakan postur kerja yang paling berpotensi menimbulkan WMSD. Sering kali critical posture sulit untuk dideteksi dengan tepat. Untuk mengatasi hal ini, dikembangkan sebuah tool yang disebut dengan PEI. PEI adalah tool untuk menilai kualitas dari suatu postur tunggal dengan mengandalkan TAT pada software Jack 6.1. Dengan menggunakan metode PEI, kualitas dari suatu postur tunggal dengan mengandalkan TAT ini dapat dinilai sehingga critical posture juga dapat dideteksi. Gambar 2.9 menunjukkan alur penggunaan metode PEI.
52 35 Gambar 2.9. Diagram Alir Penggunaan Metode PEI Sumber: Caputo, F., Girinimo, G.D., & Marzano, A. (2006) Ergonomi Optimization of Work Cell of Manufacturing Systems in Virtual Environment. Secara garis besar, terdapat 7 fase yang harus dilalui dalam perhitungan nilai PEI, yaitu: 1. Analisis lingkungan kerja Fase ini merupakan tahap menganalisis kondisi lingkungan kerja dan mempertimbangkan kemungkinan alternatif gerakan kerja operator (seperti alternatif rute, postur, dan kecepatan kerja). Dalam simulasi model lingkungan virtual, perlu dilakukan simulasi operasi-operasi kerja dengan berbagai alternatif gerakan untuk memverifikasi kelayakan tugas yang dilakukan operator. Parameter lain yang dapat dimodifikasi adalah jarak dimensi objek-objek kerja yang mempengaruhi postur kerja virtual human. 2. Analisis jangkauan dan aksesibilitas Perancangan tempat kerja memerlukan studi pendahuluan mengenai aksesibilitas dari titik-titik kritis (critical points). Permasalahan yang muncul adalah apakah seluruh metode gerakan yang telah dirancang memungkinkan untuk dimasukan ke sebuah operasi dan apakah semua titik kritis dapat dijangkau oleh pekerja. Untuk itu perlu dipastikan bahwa titik kritis jangkauan
53 36 benda-benda kerja dapat terjangkau oleh operator. Konfigurasi tata letak yang di luar kemampuan kerja dan jangkauan operator pada fase ini tidak akan dilanjutkan ke fase berikutnya. Jika analisis lingkungan kerja, serta keterjangkauan dan aksesibilitas konfigurasi telah menunjukkan kondisikondisi yang sesuai dengan kondisi dan limitasi manusia, maka fase berikutnya dari tahapan PEI baru dapat dilanjutkan. 3. SSP SSP adalah tools untuk memprediksi persentase populasi pekerja yang dapat melakukan rangkaian kegiatan yang disimulasikan. Operasi pekerjaan yang memiliki nilai skor SSP di bawah 90% tidak akan dianalisis lebih lanjut. 4. LBA LBA merupakan tools yang digunakan untuk mengevaluasi gaya dan tekanan yang terjadi pada tulang belakang manusia berdasarkan postur dan beban yang dikenakan saat melakukan suatu operasi kerja. Nilai tekanan yang dihasilkan kemudian dibandingkan dengan batasan tekanan yang ada pada standar NIOSH, yaitu sebesar N. 5. OWAS OWAS merupakan metode sederhana untuk mengetahui tingkat kenyamanan dari suatu postur kerja serta untuk memberikan informasi mengenai tingkat kepentingan perlunya dilakukan kegiatan perbaikan. Tingkat penilaian ini didasarkan pada postur dan observasi rangkaian kerja operator yang disimulasikan. Nilai OWAS yang dihasilkan kemudian dibandingkan dengan indeks kenyamanan maksimum yang ada pada OWAS, yaitu RULA RULA adalah tools untuk mengevaluasi postur tubuh bagian atas dan mengidentifikasi risiko cidera atau gangguan pada tubuh bagian atas. Nilai RULA yang dihasilkan kemudian dibandingkan dengan indeks maksimum RULA, yaitu Perhitungan nilai PEI PEI mengintegrasikan nilai LBA, OWAS, dan RULA yang dihasilkan oleh software Jack 6.1. PEI mengintegrasikan ketiga nilai ini dengan
54 37 menjumlahkan tiga variabel dimensional I1, I2, dan I3, dengan keterangan sebagai berikut: Variabel I1 merupakan perbandingan antara skor LBA dengan batas aman kekuatan kompresi yang dapat diterima manusia, yaitu sebesar N. Nilai I1 dapat dihitung menggunakan formula (2.5). Adapun sebelum dilanjutkan ke perhitungan berikutnya, perlu diyakini bahwa nilai I 1 harus lebih kecil dari 1. I 1 > 1 menunjukkan kegiatan kerja dalam simulasi tidak valid. I1 LBA Variabel I2 (2.5) merupakan perbandingan nilai OWAS dengan nilai maksimumnya, yaitu 4. Nilai I2 dapat dihitung menggunakan formula (2.6). I2 OWAS 4 (2.6) Variabel I 3 merupakan perbandingan nilai RULA dengan indeks batas maksimum tingkat kenyamanan RULA, yaitu 7. Nilai I3 dapat dihitung menggunakan formula (2.7). I3 RULA 7 (2.7) Setelah didapatkan nilai dari tiap variabel, dapat dihitung nilai PEI dengan menggunakan formula (2.8). dengan: PEI I1 I2 I3. mr (2.8) mr = amplification factor yang bernilai 1,42. Semakin kecil nilai PEI, semakin tinggi tingkat kenyamanan dan semakin rendah resiko keluhan kesehatan yang dapat diderita oleh manuasia yang melakukan postur tersebut. Sebaliknya, semakin tinggi nilai PEI, semakin rendah tingkat kenyamanan dan semakin tinggi resiko keluhan kesehatan yang dapat didertita oleh manusia. Oleh karena itu, dapat disimpulkan bahwa suatu postur kerja dikatakan optimal jika memiliki nilai PEI paling rendah.
55 Pengembangan Produk Pengembangan produk (product development) pada dasarnya adalah upaya perusahaan untuk senantiasa bertahan di pasar dengan menciptakan produk baru, memperbaiki produk lama atau memodifikasi produk lama, agar selalu dapat memenuhi tuntutan pasar dan selera konsumen. Fokus pada pengembangan produk sangat penting dilakukan dan dapat dijadikan sebagai salah satu strategi bersaing perusahaan Quality Function Deployment (QFD) Definisi QFD Kesesuaian antara spesifikasi produk dengan keinginan konsumen merupakan pertimbangan penting dalam melakukan pengembangan produk. Namun, di sisi lain, kemampuan desain dan proses produksi menjadi pembatas bagi perusahaan untuk menyesuaikan spesifikasi produk yang dibuat dengan keinginan dan kebutuhan konsumen. QFD muncul sebagai solusi atas permasalahan tersebut. QFD adalah metode terstruktur yang digunakan dalam proses perencanaan dan pengembangan produk untuk menetapkan spesifikasi kebutuhan dan keinginan konsumen, serta mengevaluasi suatu produk dalam memenuhi kebutuhan dan keinginan konsumen (Cohen, 1995). QFD merupakan salah satu teknik yang digunakan untuk menerjemahkan kebutuhan konsumen ke dalam karakteristik produk serta mempertimbangkan kemampuan perusahaan untuk memenuhinya. Dengan QFD, perusahaan dimungkinkan untuk memprioritaskan kebutuhan konsumen, menemukan tanggapan inovatif terhadap kebutuhan tersebut, dan memperbaiki proses hingga tercapai efektivitas maksimum. Karena bersifat customer-driven planning process, proses-proses yang terjadi dalam penerapan QFD menyebabkan perusahaan tidak lagi mengembangkan produk atau jasa yang hanya didasari pada pemahamannya sendiri mengenai apa yang dibutuhkan oleh konsumen, melainkan benar-benar berdasarkan atas pemahaman terhadap apa yang dibutuhkan oleh konsumen dari sudut pandang konsumen. Keinginan konsumen (voice of customer) adalah input dari proses QFD, sedangkan output-nya adalah berupa serangkaian hal yang menjadi prioritas kunci dalam rangka memuaskan keinginan konsumen.
56 Perkembangan QFD QFD pertama kali diperkenalkan oleh Yoji Akao, seorang Professor of Management Engineering dari Tagawa University, pada akhir tahun 1960-an. Namun demikian, penggunaannya mulai dikenal luas sejak pengaplikasiannya pada tahun 1972 oleh Mitsubishi Heavy Industries di galangan kapal Kobe. Pada tahun 1986, suatu penelitian yang dilakukan oleh Japanese Union of Scientists and Engineers (JUSE) menunjukkan bahwa 54% dari 148 perusahaan Jepang yang diteliti telah menggunakan konsep QFD. Sektor industri yang banyak menggunakan QFD dalam pengembangan produknya adalah sektor transportasi (86%), konstruksi (82%), dan elektronik (63%). Penelitian tersebut juga mengungkapkan bahwa 32% dari seluruh perusahaan jasa yang diteliti telah menggunakan konsep QFD. Penggunaan QFD terus menyebar ke negara-negara lain. QFD terus memberikan inspirasi dan daya tarik yang kuat di seluruh dunia; menciptakan penggunaan pada bidang yang baru oleh praktisi dan peneliti setiap tahunnya. Dewasa ini, QFD telah banyak digunakan oleh berbagai perusahaan manufaktur serta perusahaan jasa, baik yang berorientasi laba, maupun nirlaba Manfaat QFD Menurut Cohen (1995), ada beberapa manfaat utama yang diperoleh dari penerapan QFD, yaitu: rancangan produk dan jasa yang baru fokus pada kebutuhan pelanggan karena kebutuhan pelanggan tersebut sudah lebih dipahami; memudahkan perusahaan dalam merancang produk yang fokus pada konsumen; dapat menganalisis kinerja produk/ jasa perusahaan terhadap pesaing utama dalam rangka memenuhi kebutuhan konsumen; lebih fokus dalam mendesain produk untuk memuaskan pelanggan sehingga dapat mengakselerasi waktu pemasaran produk baru; dapat mengurangi frekuensi perubahan suatu desain setelah dikeluarkan dengan berfokus pada tahap perencanaan sehingga akan mengurangi biaya untuk memperkenalkan desain baru; mendorong terciptanya kerja sama antara departemen; serta
57 40 dapat menyediakan cara untuk membuat dokumentasi proses dan dasar yang kuat untuk pengambilan keputusan. Suatu penelitian tentang penggunaan QFD dalam kegiatan industri di Jepang menghasilkan kesimpulan yang menyebutkan bahwa terdapat beberapa keuntungan yang didapatkan dari penerapan QFD, yaitu memberi kemungkinan bagi perusahaan untuk: menerjemahkan keinginan konsumen menjadi persyaratan teknikal yang berarti untuk masing-masing tahapan proses pengembangan dan produksi; dan menawarkan metode yang terstruktur dalam proses pengembangan produk baru dan memfasilitasi kegiatan pengaturan dan pengontrolan. Keuntungan lain yang dilaporkan oleh perusahaan manufaktur Jepang antara lain: berkurangnya jumlah pergantian teknis; terakselerasinya siklus perancangan; meningkatnya kepuasan konsumen; dan berkurangnya komplain. Dapat disimpulkan bahwa hasil yang didapatkan dari penerapan QFD adalah peningkatan kualitas produk/ jasa, pengurangan biaya, efisiensi waktu, dan beberapa keuntungan pemasaran yang substansial Proses QFD Aplikasi penuh dari metode QFD terdiri dari beberapa langkah sebagai berikut: 1. membangun pemahaman dan prioritas dari tujuan strategis dan segmen pasar yang akan menghasilkan keuntungan; 2. mengetahui keinginan konsumen, yaitu dengan mendengar voice of customer dan menyaring serta mengatur data mengenai keinginan konsumen tersebut, serta menentukan tindakan sampai sejauh mana kebutuhan tersebut telah terpenuhi; 3. membuat persyaratan teknis, yaitu dengan menerjemahkan keinginan konsumen ke persyaratan teknis dari produk/ jasa; 4. menentukan desain, yaitu menspesifikasikan bagian-bagian dari produk dan karakteristik dari bagian yang penting;
58 41 5. mengidentifikasi proses produksi, yaitu menspesifikasikan proses-proses yang dibutuhkan untuk menghasilkan bagian-bagian dari produk; serta 6. membuat persyaratan kontrol produksi, yaitu dengan menspesifikasikan ukuran yang akan digunakan untuk menjaga agar proses tetap dalam batasan yang ditentukan. Keenam langkah di atas membentuk model 4 fase dari QFD, dengan rincian: 1. Fase pertama, yaitu perencanaan konsep produk (product concept planning), dimulai dengan penelitian terhadap pasar dan pengambilan data-data yang berasal dari konsumen dan akan menghasilkan rencana produk, baik berupa ide, sketsa, konsep model, ataupun perencanaan pemasaran. 2. Fase kedua, yaitu perencanaan desain (design planning), dimulai dengan keberadaan konsep produk yang kemudian dikembangkan menjadi spesifikasi produk dan komponennya. Pada tahap ini, prototype dari produk dibuat dan diuji. 3. Fase ketiga, yaitu perencanaan proses (process planning), di mana proses manufaktur dan peralatan produksi dirancang berdasarkan spesifikasi produk dan komponennya. 4. Fase keempat, yaitu perencanaan produksi (production planning), bertujuan untuk menghasilkan perencanaan mengenai pengontrolan proses manufaktur dan peralatan produksi yang digunakan dalam pembuatan produk House of Quality (HOQ) QFD merupakan matriks komprehensif untuk mendokumentasikan informasi, persepsi, dan keputusan. Matriks ini dikenal dengan nama HOQ dan sering dianggap sebagai keseluruhan proses dari QFD. HOQ digunakan untuk menerjemahkan serangkaian customer requirement yang didapat dari penelitian pasar dan data yang berasal dari proses benchmarking menjadi sejumlah prioritas target teknis yang dibutuhkan untuk memuaskan customer requirement tersebut. Terdapat berbagai macam versi HOQ yang tidak jauh berbeda satu sama lainnya. Kemampuannya untuk diadaptasi berdasarkan kebutuhan dari jenis masalah tertentu adalah salah satu kelebihan yang dimilikinya. Format umum dari HOQ terdiri dari 6 komponen utama, yaitu:
59 42 1. Customer requirements (matriks kebutuhan konsumen) merupakan serangkaian atribut dari produk yang dibutuhkan dan diinginkan keberadaannya oleh konsumen. 2. Planning matrix (matriks perencanaan) mengilustrasikan persepsi konsumen terhadap kondisi pasar yang diteliti. 3. Technical responses (matriks karakteristik/ respon teknis) berisikan daftar terstruktur mengenai hal-hal teknis yang dapat digunakan untuk memuaskan keinginan konsumen. 4. Technical priorities, benchmarks, and targets (matriks teknis) berisikan informasi deskriptif yang berhubungan dengan respon teknis yang digunakan untuk mendata prioritas dari respon teknis, mengukur kinerja teknis yang dihasilkan oleh pesaing, dan mengukur tingkat kesulitan dalam mengembangkan respon teknis. 5. Interrelationship matrix (matriks hubungan) mengilustrasikan persepsi perusahaan terhadap korelasi antara keinginan konsumen dengan respon teknis yang telah ditetapkan; dilambangkan dengan 3 simbol yang masing-masing mewakili tingkat hubungan kuat, sedang, dan lemah. 6. Technical correlation matrix (matriks korelasi karakteristik/ respon teknis) digunakan untuk mengidentifikasi korelasi antarrespon teknis. Gambar HOQ Sumber: Tapke, J., Muller, A., Johnson, G., & Sieck, J. (n.d.). Steps in Understanding the House of Quality.
60 43 Langkah-langkah yang perlu dilakukan dalam membuat HOQ adalah sebagai berikut: 1. Mengidentifikasi suara konsumen (voice of customer) Voice of customer merupakan masukan utama bagi proses pembuatan HOQ. Melalui proses identifikasi suara konsumen ini, didapatkan informasi mengenai kebutuhan yang diinginkan keberadaannya oleh konsumen dalam suatu produk/ jasa yang ditawarkan oleh perusahaan. Langkah-langkah mendapatkan voice of customer adalah sebagai berikut: a. memperoleh suara konsumen melalui wawancara, kuesioner terbuka, komplain pelanggan, dan lain-lain; b. menyortir voice of customer ke dalam beberapa kategori (need/ benefit, dimensi kualitas, dan lain-lain); serta c. memasukkan hasil interpretasi kebutuhan konsumen ke dalam matriks kebutuhan konsumen. 2. Membuat matriks perencanaan Matriks perencanaan adalah bagian horizontal dari matriks HOQ. Matriks tersebut dapat diselesaikan dengan menyelesaikan tahapan-tahapan sebagai berikut: a. Mengidentifikasi tingkat kepentingan konsumen untuk tiap kebutuhan. Penentuan tingkat kepentingan konsumen digunakan untuk mengetahui sejauh mana konsumen memberikan penilaian terhadap pentingnya suatu kebutuhan konsumen. Tingkat kepentingan konsumen yang didapat melalui penyebaran kuesioner dapat dihitung menggunakan formula (2.9) Tingkat kepentingan (2.9) b. Mengidentifikasi tingkat kepuasan konsumen terhadap produk yang sudah ada. Pengukuran tingkat kepuasan konsumen terhadap produk dimaksudkan untuk mengukur bagaimana tingkat kepuasan konsumen setelah pemakaian produk yang akan dianalisis. Tingkat kepuasan konsumen dihitung menggunakan formula (2.10) Tingkat kepuasan (2.10)
61 44 c. Menentukan target untuk tiap kebutuhan Nilai target ini ditentukan oleh pihak perusahaan untuk mewujudkan tingkat kepuasan yang diinginkan oleh konsumen. d. Menentukan rasio perbaikan Rasio perbaikan merupakan perbandingan antara nilai yang diharapkan pihak perusahaan dengan tingkat kepuasan konsumen terhadap suatu produk. Perhitungan rasio perbaikan menggunakan formula (2.11) Rasio perbaikan (2.11) e. Menentukan titik jual (sales point) Titik jual adalah kontribusi suatu kebutuhan konsumen terhadap daya jual produk. Penilaian terhadap titik jual terdiri dari: 1 1,2 = titik jual tidak ada atau rendah = titik jual menengah 1,5 = titik jual kuat f. Menghitung raw weight Raw weight merupakan nilai keseluruhan dari data-data yang dimasukkan dalam matriks perencanaan tiap kebutuhan konsumen untuk proses perbaikan selanjutnya dalam upaya pengembangan produk. Perhitungan raw weight dilakukan dengan memanfaatkan formula (2.12) tingkat kepentingan rasio perbaikan titik jual (2.12) g. Menormalisasi raw weight Normalized raw weight merupakan nilai dari raw weight yang dibuat dalam skala antara 0 1 atau dibuat dalam bentuk persentase. Normalized raw weight dihitung menggunakan formula (2.13) 3. Membuat matriks informasi teknis (2.13) Matriks ini memuat informasi teknis yang merupakan bagian di mana perusahaan melakukan penerapan metode yang mungkin untuk direalisasikan dalam usaha memenuhi keinginan dan kebutuhan konsumen. Dalam hal ini, perusahaan mentranslasikan kebutuhan konsumen menjadi respon teknis, mengolahnya hingga membentuk matriks karakteristik/ respon
62 45 teknis, matriks hubungan, matriks teknis, dan matriks korelasi antarrespon teknis. Matriks informasi teknis dibuat dengan mengikuti langkah-langkah sebagai berikut: a. Mengidentifikasi respon teknis untuk memenuhi kebutuhan Pada tahap ini, perusahaan mengidentifikasi kebutuhan teknis yang sesuai dengan keinginan dan kebutuhan konsumen sehingga dihasilkan respon teknis untuk setiap keinginan dan kebutuhan konsumen. Keadaan ini menunjukkan bagaimana perusahaan akan memberikan respon terhadap apa yang diinginkan konsumen. b. Menentukan hubungan antara respon teknis dengan kebutuhan Hubungan ini ditentukan oleh perusahaan karena aspek-aspek yang dinilai tidak dapat dimengerti oleh orang awam. Jenis hubungan yang terdapat dalam matriks ini adalah: Hubungan kuat ( ), yaitu hubungan yang terjadi bila respon teknis, sebagai hal-hal yang dilakukan perusahaan, berhubungan sangat erat atau sangat mempengaruhi terpenuhinya keinginan konsumen. Dalam perhitungan bobot, hubungan kuat diberi nilai 9. Hubungan sedang ( ), yaitu hubungan yang terjadi bila respon teknis berhubungan erat atau mempengaruhi terpenuhinya keinginan konsumen. Dalam perhitungan bobot, hubungan sedang diberi nilai 3. Hubungan lemah ( ), yaitu hubungan yang terjadi bila respon teknis tidak begitu mempengaruhi terpenuhinya keinginan konsumen. Dalam perhitungan bobot, hubungan lemah diberi nilai 1. c. Menghitung prioritas respon teknis Penentuan ini menunjukkan prioritas yang akan dikembangkan lebih dulu berdasarkan kepentingan teknis. Sebelumnya, ditentukan terlebih dahulu nilai kontribusi tiap respon teknis untuk kemudian diurutkan sehingga didapatkan urutan prioritas respon teknis yang akan dikembangkan. Perhitungan nilai kontribusi dilakukan dengan menggunakan formula (2.14) Kontribusi Σ Bobot keterhubungan (2.14)
63 46 d. Menentukan arah pengembangan respon teknis Arah pengembangan respon teknis merupakan arah perubahan yang harus dilakukan perusahaan terhadap respon teknis untuk dapat meningkatkan kepuasan konsumen. Simbol-simbol yang digunakan pada ruang arah pengembangan adalah sebagai berikut:, di mana pemenuhan kepuasan konsumen akan tercapai jika respon teknis mencapai nilai yang lebih besar, lebih berat, dan lebih tinggi;, di mana pemenuhan kepuasan konsumen akan tercapai jika respon teknis mencapai nilai yang lebih kecil, lebih ringan, dan lebih pendek; dan O, di mana pemenuhan kepuasan konsumen akan tercapai jika respon teknis dapat memenuhi target tertentu. e. Menentukan hubungan antarrespon teknis Hubungan antarrespon teknis merupakan hubungan dan saling keterkaitan antar masing-masing aspek respon teknis. Hubungan yang terbentuk adalah sebagai berikut: Hubungan kuat positif ( ), yaitu hubungan di mana bila salah satu item respon teknis mengalami peningkatan atau penurunan, hal tersebut akan berdampak kuat pada peningkatan atau penurunan item yang terkait. Hubungan ini merupakan hubungan yang searah, yaitu apabila salah satu item mengalami peningkatan, maka item lain yang terkait akan mengalami peningkatan juga. Hubungan positif ( ), yaitu hubungan searah di mana bila salah satu item respon teknis mengalami peningkatan atau penurunan, hal tersebut akan menyebabkan peningkatan atau penurunan pada item lain yang terkait. Hubungan negatif ( ), yaitu hubungan yang berlawanan arah di mana bila salah satu item respon teknis mengalami peningkatan, hal tersebut akan menyebabkan penurunan pada item lain yang terkait. Hubungan kuat negatif (X), yaitu hubungan berlawanan arah yang kuat dengan dampak akibat peningkatan salah satu item pada respon teknis sangat kuat pada penurunan item lain yang terkait.
64 47 Tidak seluruh item dari respon teknis akan memiliki keterkaitan atau memiliki pengaruh terhadap item lainnya sehingga ada kemungkinan adanya kolom yang kosong. Penentuan hubungan antarrespon teknis ini juga dilakukan untuk mengidentifikasi adanya trade-off yang mungkin perlu dilakukan. f. Mengumpulkan informasi benchmarking yang kompetitif Pada tahap ini, diuraikan mengenai informasi akan keunggulan karakteristik pesaing yang dilakukan dengan membandingkan masingmasing nilai respon teknis yang ada. g. Menetapkan target awal untuk tiap respon teknis Dari respon teknis dan evaluasinya, perusahaan selanjutnya menentukan target yang ingin dicapai, yaitu penentuan sampai sejauh mana respon teknis dapat memenuhi keinginan konsumen. Target diekspresikan sebagai ukuran performansi fungsi dari respon teknis, yang selanjutnya akan menjadi target aktivitas pengembangan. Target ini ditentukan dapat berdasarkan skala nilai yang sama dengan evaluasi respon teknis, dapat juga dengan keterangan tindakan yang akan diambil. h. Membuat dan menganalisis HOQ Tahap-tahap Pengembangan Konsep Produk Pembuatan HOQ merupakan langkah awal dalam pengembangan konsep produk, di mana perusahaan mengumpulkan data dari konsumen, menerjemahkannya ke dalam kebutuhan konsumen, mengidentifikasi respon teknis dalam rangka pemenuhan kebutuhan konsumen, dan menentukan prioritas respon teknis yang akan dikembangkan sesuai dengan target pengembangan produk yang ditetapkan. Pengembangan konsep produk sendiri melalui suatu rangkaian proses yang panjang, seperti yang ditampilkan pada gambar 2.11 (Ulrich & Eppinger, 2000).
65 48 Pernyataan misi Identifikasi kebutuhan konsumen Menentukan spesifikasi target Menggenerasikan konsep Memilih konsep Menguji konsep Menetapkan spesifikasi akhir Merencanakan alur pengembangan Rencana pengembangan Melakukan analisis ekonomi Benchmark produk kompetitif Membuat dan menguji model dan prototype Gambar Tahapan dalam Pengembangan Konsep Produk Sumber: Ulrich, K.T., & Eppinger, S.D. (2000). Product Design and Development (2 nd ed.). USA: McGraw-Hill Higher Education. Penjelasan untuk masing-masing langkah dalam pengembangan konsep produk yang divisualisasikan pada gambar 2.11 adalah sebagai berikut: 1. Mengidentifikasi kebutuhan konsumen Tujuan pelaksanaan tahap ini adalah untuk memahami kebutuhan konsumen dan secara efektif mengkomunikasikannya dengan tim pengembangan produk. Output dari tahap ini adalah berupa matriks kebutuhan konsumen, hierarki kebutuhan konsumen, dan matriks perencanaan yang terkait dengan tiap kebutuhan konsumen yang ada. 2. Menentukan spesifikasi target Spesifikasi produk merupakan translasi dari kebutuhan konsumen ke dalam informasi teknis. Penentuan spesifikasi target dilakukan di awal dengan membuat matriks informasi teknis, yang kemudian akan dijadikan sebagai acuan dalam pengembangan konsep produk oleh perusahaan. Output dari tahap ini adalah berupa daftar spesifikasi target beserta prioritas respon teknis yang akan dikembangkan oleh perusahaan. 3. Menggenerasikan konsep Tujuan dari tahap penggenerasian konsep adalah untuk mengeksplorasi konsep produk yang mungkin dapat memenuhi kebutuhan konsumen. Output dari tahap ini adalah berupa sejumlah konsep dengan deskripsi singkat untuk masing-masing konsep yang dikembangkan. 4. Memilih konsep Pemilihan konsep merupakan tahap di mana konsep-konsep yang telah digenerasikan pada tahap sebelumnya dianalisis dan dieliminasi untuk
66 49 menentukan satu konsep yang paling baik dalam memenuhi kebutuhan konsumen. Tahap ini biasanya membutuhkan beberapa kali iterasi dan mungkin melibatkan penggenerasian konsep tambahan di dalamnya. 5. Menguji konsep Satu atau lebih konsep diuji untuk memverifikasi terpenuhinya kebutuhan konsumen, menilai potensi pasar terhadap produk yang dikembangkan, dan mengidentifikasi beberapa hal yang harus diperbaiki pada pengembangan lebih lanjut. Jika respon dari konsumen tidak bagus, proyek pengembangan produk mungkin harus diakhiri atau beberapa aktivitas awal dapat diulang jika dibutuhkan. 6. Menetapkan spesifikasi akhir Spesifikasi target yang telah ditetapkan di awal kemudian dilihat kembali setelah konsep dipilih dan diuji. Pada titik ini, tim pengembangan produk harus berkomitmen untuk menspesifikasikan nilai dari respon teknis yang ada setelah sebelumnya merefleksikan hambatan-hambatan, batasan-batasan, dan trade-off yang harus dilakukan. 7. Merencanakan alur pengembangan Pada aktivitas final dalam pengembangan konsep produk ini, dilakukan pembuatan jadwal pengembangan secara terperinci, perencanaan strategi untuk meminimalisasi jangka waktu pengembangan produk, dan pengidentifikasian sumber daya yang dibutuhkan dalam kaitannya dengan penyelesaian proyek. Setiap tahap pengembangan konsep produk didukung dengan pelaksanaan aktivitas di bawah ini: 1. Melakukan analisis ekonomi Analisis ekonomi digunakan untuk menjustifikasi kelanjutan program pengembangan secara keseluruhan dan memecahkan masalah trade-off terkait biaya. 2. Melakukan benchmark produk kompetitif Pemahaman mengenai produk kompetitif sangat penting dalam mewujudkan positioning produk baru yang sukses. Selain itu, benchmark terhadap produk
67 50 yang kompetitif juga memungkinkan tersedianya banyak ide untuk perancangan produk. 3. Membuat dan menguji model dan prototype Tiap tahap dalam pengembangan konsep produk melibatkan banyak variasi model dan prototype. Hal ini melibatkan semacam model yang proof-of concept pada awal pengembangan yang dapat membantu tim pengembangan produk dalam mendemonstrasikan feasibility dari pengembangan produk. 2.9 Pengumpulan Data Pembuatan Kuesioner Kuesioner adalah alat yang efektif untuk mendapatkan informasi yang dibutuhkan dari konsumen. Pengumpulan data menggunakan kuesioner sering dilakukan, mengingat pengumpulan data dengan cara ini tidak membutuhkan waktu yang lama dan dana yang besar. Selain itu, jumlah informasi yang didapatkan dalam sekali penyebaran kuesioner juga banyak dan hasilnya dapat diolah dengan berbagai cara. Namun demikian, kelemahan dari teknik pengumpulan data ini adalah tingkat pengembaliannya yang rendah. Dalam pembuatan kuesioner, ada 2 hal penting yang harus diperhatikan, yaitu: Kuesioner harus dibuat sedemikian rupa sehingga meminimalisasi kesalahan tanggapan responden. Kuesioner harus dibuat sedemikian rupa sehingga dapat memotivasi responden untuk mau bekerja sama memberikan jawaban yang sesuai atas pertanyaan yang diajukan. Agar kuesioner yang dibuat sesuai dengan kebutuhan penelitian dan memberikan hasil yang sesuai dengan harapan, dilakukan langkah-langkah berikut: 1. Menentukan jenis informasi yang dibutuhkan. 2. Menentukan isi pertanyaan, pertanyaan yang diperlukan, dan jumlah pertanyaan yang akan dibuat untuk memperoleh informasi yang dibutuhkan. 3. Merancang pertanyaan yang mudah dimengerti oleh responden.
68 51 4. Menentukan struktur kuesioner, yang dalam hal ini terdiri atas pertanyaan terbuka dan pertanyaan tertutup. Pertanyaan terbuka memberi kebebasan pada responden untuk menyatakan jawaban dengan kata-kata sendiri. Sementara itu, pertanyaan tertutup mengharuskan responden memilih satu atau beberapa pernyataan yang disediakan. Ada 3 jenis pertanyaan tertutup, yaitu: pilihan ganda; dichtomous question (pertanyaan dengan 2 pilihan jawaban, misalnya ya/ tidak atau setuju/ tidak setuju); dan skala Likert (pertanyaan dengan pilihan jawaban berskala), seperti yang ditampilkan di bawah ini: (1) (2) (3) (4) (5) Tidak Kurang Cukup Sangat Penting Penting Penting Penting Penting 5. Menyusun kata-kata yang jelas dan mudah dimengerti. 6. Menyusun pertanyaan dalam urutan yang terstruktur. 7. Menentukan bentuk dan layout kuesioner. 8. Reproduksi dari kuesioner dengan kualitas yang baik. 9. Melakukan pengujian awal kuesioner terhadap sejumlah sampel Sampling Dalam pengumpulan data, perlu dilakukan perencanaan terkait sampling sebagai berikut: 1. Menentukan target populasi yang akan menjadi responden penelitian. 2. Menentukan ukuran sampel yang akan diteliti. Adapun langkah-langkah dalam penentuan sampel minimum adalah sebagai berikut: Menentukan tingkat kesalahan dari interval estimasi. Menentukan tingkat keyakinan (confidence level) terhadap kebenaran interval estimasi. Melakukan perhitungan jumlah sampel minimum. Salah satu formula perhitungan yang dapat digunakan adalah formula yang dinyatakan oleh Taro Yamane (1967), seperti yang dinyatakan pada formula (2.15) n (2.15)
69 52 dengan: n = ukuran sampel N = ukuran populasi e = level of precision Memilih teknik sampling. Dalam hal ini, ada 2 teknik sampling, yaitu: Sampling dengan probabilitas (probability sampling), yaitu prosedur pengambilan sampel di mana setiap elemen populasi memiliki kemungkinan probabilistik yang tetap untuk menjadi sampel. Jenis teknik sampel dengan probabilitas ini antara lain simple random sampling, systematic sampling, stratified sampling, dan cluster sampling. Sampling tanpa probabilitas (nonprobability sampling), yaitu prosedur pengambilan sampel dengan menggunakan pendapat individu dari peneliti. Jenis teknik sampel tanpa probabilitas antara lain convenience sampling, judgement sampling, dan quota sampling Validitas Data Suatu instrumen dianggap valid jika mampu mengukur apa yang ingin diukur dan pada tingkat tertentu mampu memberikan nilai yang memungkinkan diambilnya kesimpulan mengenai sekelompok orang dan tujuan tertentu. Suatu instrumen penelitian yang valid untuk suatu populasi belum tentu valid untuk populasi lain. Untuk itu, perlu dilakukan uji validitas terhadap instrumen yang menjadi alat ukur. Terdapat 3 kategori umum dari validitas instrumen, yaitu: 1. Content-related evidence (face validity), di mana ahli dari bidang yang akan diukur oleh instrumen diminta untuk menilai kelayakan dari item yang terdapat dalam instrumen. 2. Criterion-related evidence, di mana validitas ditentukan dengan membandingkan instrumen terhadap kriteria; terdiri atas: Predictive validity, dilakukan apabila suatu instrumen digunakan untuk mengukur performa di masa yang akan datang. Perbandingan harus dilakukan antara instrumen dengan performa yang terjadi di masa yang akan datang yang diprediksi oleh instrumen tersebut.
70 53 Concurrent validity, dilakukan untuk membandingkan nilai yang terukur oleh suatu instrumen dengan nilai yang didapat dari hasil pengukuran instrumen lain untuk pengujian pada saat yang akan datang. 3. Construct-related evidence, berhubungan dengan kelogisan konstruksi yang berhubungan dengan konsep sosial Reliabilitas Data Reliabilitas adalah indeks yang menunjukkan sejauh mana suatu instrumen dapat dipercaya atau dapat diandalkan. Bila suatu instrumen dipakai dua kali untuk mengukur gejala yang sama dan hasil pengukuran yang diperoleh relatif konsisten, maka instrumen tersebut reliabel. Dengan kata lain, reliabilitas menunjukkan konsistensi suatu instrumen di dalam mengukur gejala yang sama. Terdapat 3 kategori umum reliabilitas, yaitu: 1. Test-retest method, yaitu metode yang mengukur konsistensi pengukuran dari satu waktu ke waktu lain. Instrumen yang sama diberikan kepada sekelompok orang yang sama sebanyak 2 kali untuk kemudian dicari nilai korelasinya. Apabila nilai yang dihasilkan pada kedua tes tidak jauh berbeda, maka instrumen tersebut dapat dikatakan konsisten. 2. Equivalent-form (parallel or alternate-form) method, yaitu metode yang mengukur konsistensi 2 versi suatu instrumen. Sebagai langkah awal, dibuat 2 versi instrumen yang diasumsikan mengukur obyek yang sama. Subyek yang sama diminta untuk mengisi instrumen pada waktu yang bersamaan untuk kemudian dinilai dan dikorelasikan dalam rangka mengetahui konsistensi antara 2 versi instrumen yang berbeda. 3. Internal-consistency method, yaitu metode yang mengukur konsistensi antarpertanyaan pada suatu instrumen. Ada 3 metode perhitungan internal consistency, yaitu: Split-Half; digunakan untuk melihat konsistensi serangkaian pertanyaan yang memberi 2 kemungkinan jawaban. Kuder-Richardson Formula 20 (K-R 20) dan Kuder-Richardson Formula 21 (K-R 21); juga digunakan untuk melihat konsistensi serangkaian pertanyaan yang memberi 2 kemungkinan jawaban.
71 54 Cronbach s Alpha; digunakan untuk melihat konsistensi serangkaian pertanyaan dalam suatu instrumen yang pertanyaannya bukan berupa dichtomous question. Metode ini biasanya digunakan untuk kuesioner yang menggunakan skala Likert.
72 BAB 3 PENGUMPULAN DATA Pada bagian ini, akan dibahas mengenai metodologi pengumpulan data hingga penjabaran mengenai keseluruhan data yang didapat. Data yang dikumpulkan untuk kepentingan penelitian ini dibagi ke dalam 2 kelompok besar, yaitu data terkait analisis ergonomi dan data terkait pengembangan produk. Hal ini terkait dengan metodologi penelitian yang mengintegrasikan aspek ergonomi dalam pengembangan produk menggunakan metode QFD. Untuk mendapatkan kedua kelompok data tersebut, digunakan teknik pengumpulan data primer dengan melakukan langkah-langkah seperti yang ditampilkan pada bagian pengumpulan data gambar 1.5. Pada subbab-subbab berikut akan dijelaskan mengenai tahapantahapan utama pada bagian pengumpulan data gambar 1.5 tersebut. 3.1 Interview untuk Mendapatkan Voice of Customer Sebagai input dari metode QFD, dibutuhkan data voice of customer yang kemudian akan dijadikan sebagai acuan untuk pengembangan produk. Hal ini mengacu pada prinsip dasar QFD yang adalah menangkap apa yang diinginkan oleh konsumen dan menerjemahkannya menjadi sesuatu yang dihasilkan oleh perusahaan. Untuk mendapatkan data voice of customer yang akan menjadi input dalam proses identifikasi kebutuhan konsumen, dilakukan interview secara lisan kepada 30 orang yang menjadi obyek penelitian awal. Dari hasil interview dengan 30 responden tersebut, didapatkan data voice of customer seperti yang telah dijabarkan pada subbab 1.1. Voice of customer ini kemudian diterjemahkan ke dalam kebutuhan konsumen seperti yang ditampilkan pada tabel
73 56 Desain Fasilitas Karakteristik Harga Tabel 3.1. Kebutuhan Konsumen Meja setrika yang mudah disimpan Meja setrika yang mudah dipindahkan Meja setrika dengan desain yang mendukung fleksibilitas penyetrika untuk duduk dan berdiri Meja setrika dengan desain yang nyaman digunakan Meja setrika dilengkapi dengan rak pakaian yang luas dan mudah dijangkau Meja setrika dilengkapi dengan fasilitas tambahan Meja setrika yang ringan Meja setrika yang kuat Meja setrika yang tahan lama Meja setrika yang tahan karat Meja setrika dengan harga yang reasonable 3.2 Penyusunan Kuesioner Menyesuaikan dengan output data yang terbagi dalam 2 kelompok besar, secara umum kuesioner yang disusun untuk kepentingan penelitian ini juga terdiri atas 2 bagian. Bagian pertama diarahkan untuk mendapatkan informasi mengenai kondisi umum penyetrika dan keluhan-keluhan yang dirasakan selama menyetrika, sementara bagian kedua diarahkan untuk mendapat informasi mengenai tingkat kepentingan dan tingkat kepuasan yang dirasakan oleh konsumen mengenai masing-masing kebutuhan yang diterjemahkan dari voice of customer pada subbab 3.1. Adapun teknik pengumpulan data yang digunakan adalah dengan memberikan sejumlah pertanyaan kepada responden Kuesioner Bagian I Kuesioner bagian pertama diawali dengan pertanyaan terkait frekuensi menyetrika oleh responden. Pertanyaan ini dijawab dengan memilih hanya 1 pilihan jawaban, yaitu < 3 hari seminggu, 3-5 hari seminggu, dan > 5 hari seminggu. Adapun tujuan akhir pertanyaan ini diarahkan sebagai pembuktian bahwa pemilihan populasi ibu rumah tangga sebagai responden cukup representatif dalam mewakili populasi lain yang juga menggunakan meja setrika yang menjadi sasaran penelitian ini. Pada bagian ini juga, responden diberi pertanyaan mengenai keluhan kelelahan selama menyetrika, bagian tubuh yang dirasa cepat lelah, kenyamanan meja setrika, dan spesifikasi meja setrika yang dirasa menjadi penyebab kelelahan dalam menyetrika. Untuk pertanyaan mengenai bagian tubuh yang dirasa cepat lelah, responden dimungkinkan untuk memilih lebih dari 1 pilihan, yaitu meliputi: kaki,
74 57 punggung, pinggang, lengan, pundak, leher, pergelangan tangan, telapak kaki, paha, dan lutut Kuesioner Bagian II Kuesioner bagian kedua meliputi pernyataan kebutuhan konsumen yang akan ditanggapi oleh responden dengan memberikan penilaian bobot kepentingan dan kepuasan tiap kebutuhan konsumen. Penjelasan lebih lanjut mengenai bentuk kuesioner bagian ini adalah sebagai berikut: 1. Untuk mengetahui tingkat kepentingan konsumen terhadap kebutuhan yang diterjemahkan dari voice of customer yang ada, responden diharapkan memilih 1 nilai dari skala Likert berikut yang paling sesuai dengan kondisi responden. Keterangan untuk masing-masing skala adalah sebagai berikut: (1) (2) (3) (4) (5) Tidak Kurang Cukup Sangat Penting Penting Penting Penting Penting 2. Untuk mengetahui tingkat kepuasan konsumen terhadap kemampuan meja setrika saat ini dalam memenuhi kebutuhan konsumen, responden juga diharapkan memilih 1 nilai dari skala Likert berikut yang paling sesuai dengan kondisi responden. Keterangan untuk masing-masing skala adalah sebagai berikut: (1) (2) (3) (4) (5) Tidak Kurang Sangat Biasa Memuaskan Memuaskan Memuaskan Memuaskan Contoh kuesioner yang disebarkan kepada responden dapat dilihat pada lampiran 1.
75 Penentuan Jumlah Sampel Minimum dan Penyebaran Kuesioner Karena ada beberapa data yang membutuhkan interaksi dengan responden, baik yang terkait dengan analisis ergonomi, maupun pengembangan produk, sebagai langkah awal, peneliti terlebih dahulu menentukan jumlah sampel minimum yang dibutuhkan sebagai representasi dari populasi yang ada. Penentuan jumlah sampel pada penelitian ini menggunakan formula Taro Yamane seperti yang dinyatakan pada formula (2.15). Level presisi yang digunakan adalah sebesar 7%, sementara jumlah populasi dalam penelitian ini mengacu pada jumlah ibu rumah tangga di DKI Jakarta pada tahun 2009, yaitu sejumlah orang (Badan Pusat Statistik, 2009). Adapun perhitungan jumlah sampel minimum penelitian ini adalah sebagai berikut: n =...., = 204, responden Dengan demikian, agar hasil kuesioner dapat digunakan, diperlukan paling sedikit 204 sampel yang berasal dari populasi ibu rumah tangga di DKI Jakarta. Pada penelitian ini, berhasil dikumpulkan kuesioner sebanyak 210 buah. Jumlah tersebut lebih besar dibanding jumlah perhitungan sampel minimum sehingga dapat dikatakan bahwa sampel telah memenuhi persyaratan penelitian. 3.4 Hasil Pengumpulan Data Frekuensi Menyetrika Data yang didapatkan melalui penyebaran kuesioner pada 210 responden divisualisasikan pada gambar 3.1. Dapat dilihat pada gambar 3.1 bahwa dari 210 responden yang menjadi obyek penelitian, 57% di antaranya tergolong memiliki frekuensi cukup sering menyetrika (3-5 hari seminggu). Dengan demikian, diharapkan bahwa populasi ibu rumah tangga yang dipilih dapat mewakili populasi lain pengguna meja setrika saat ini untuk dijadikan responden penelitian.
76 59 Frekuensi Menyetrika Ibu Rumah Tangga 22% 21% 57% < 3 hari seminggu 3-5 hari seminggu > 5 hari seminggu Gambar 3.1. Frekuensi Menyetrika Ibu Rumah Tangga 3.5 Hasil Pengumpulan Data Terkait Analisis Ergonomi Untuk menjalankan simulasi kegiatan menyetrika pada software Jack 6.1, dibutuhkan input data berupa dimensi meja setrika aktual, antropometri penyetrika, serta aktivitas dan postur penyetrika. Namun, sebelum membahas mengenai data yang akan digunakan sebagai input software Jack 6.1, perlu dikumpulkan terlebih dahulu data keluhan penyetrika mengenai bagian tubuh yang dirasa lelah selama menyetrika. Adapun detail data yang didapatkan akan dijabarkan pada subbab-subbab berikut Data Keluhan Penyetrika Data keluhan penyetrika yang didapat melalui kuesioner ditampilkan pada gambar 3.2. Dari gambar 3.2 tersebut, dapat dilihat bahwa keluhan utama yang dirasakan oleh penyetrika selama menyetrika terletak pada bagian kaki. Hal ini mendukung pernyataan pada penelitian awal yang ditampilkan pada bab 1, di mana keluhan utama yang menjadi penyebab kelelahan dalam menyetrika adalah karena keharusan untuk berdiri dalam jangka waktu lama. Demikian pula, keluhan pada leher, pundak, dan punggung yang menempati posisi 2,, 3, dan 4 juga mendukung penyebab kelelahan akibat keharusan untuk membungkuk dan menundukkan kepalaa saat menyetrika karena desain tinggi meja setrika yang tidak sesuai dengan antropometri penyetrika.
77 Bagian Tubuh yang Dirasa Lelah Gambar 3.2. Bagian Tubuh yang Dirasa Lelah Data keluhan ini kemudian akan dipertimbangkan sebagai salah satu acuan dalam perancangan desain meja setrika yang lebih ergonomis Data Dimensi Meja Setrika Aktual Secara garis besar, komponen penyusun meja setrika terbagi menjadi 3 elemen, yaitu board tempat menyetrika, rak pakaian, dan tempat meletakkan setrika. Dari 3 elemen tersebut, kemudian ditentukan variabel-variabel utama yang akan menjadi obyek pengukuran awal. Adapun variabel-variabel utama yang diukur adalah berupa panjang, lebar, dan tinggi meja setrika; panjang, lebar, dan tinggi rak pakaian; tebal board; serta panjang dan lebar tempat setrika. Variabelvariabel tersebut dipilih untuk menjadi obyek pengukuran dengan pertimbangan bahwa variabel-variabel tersebut merupakan variabel-variabel yang paling berpengaruh terhadap dimensi keseluruhan meja setrika. Tidak semua variabel diukur oleh penyetrika pada pengukuran awal mengingat meja setrika memiliki sangat banyak variasi ukuran. Pada penelitian ini, berhasil dikumpulkan 31 data dimensi meja setrika dalam berbagai variasi ukuran dengan melakukan pengukuran langsung menggunakan alat pengukur berupa meteran. Spesifikasi untuk ke-31 data yang diambil peneliti dapat dilihat pada lampiran 2 (dinyatakan dalam satuan cm).
78 61 Dapat dilihat pada lampiran 2 bahwa terdapat sangat banyak kombinasi ukuran variabel meja setrika. Namun, dalam penelitian ini digunakan spesifikasi meja setrika yang ditunjukkan pada nomor 24 lampiran 2 dengan pertimbangan bahwa variabel yang paling berpengaruh bagi kenyamanan penyetrika adalah variabel tinggi meja setrika, di mana salah satu keluhan yang dinyatakan oleh penyetrika adalah berupa keharusan untuk membungkuk selama menyetrika. Dalam hal ini, dipilih meja setrika dengan variabel tinggi yang paling tinggi, yaitu 94 cm, dengan asumsi bahwa jika meja setrika yang tinggi saja tidak dapat mengakomodasi sisi ergonomi penyetrika selama menyetrika, apalagi meja setrika dengan tinggi yang lebih rendah yang mengharuskan penyetrika untuk lebih membungkuk. Adapun variabel-variabel lain nantinya akan digunakan sebagai pembanding dalam menentukan dimensi yang tidak dikonfigurasikan untuk meja setrika baru Data Antropometri Data antropometri yang digunakan adalah data antropometri ibu rumah tangga DKI Jakarta yang diambil dengan melakukan pengukuran langsung menggunakan antropometer dan timbangan terhadap sampel sebanyak 210 responden. Dimensi tubuh yang diukur untuk kepentingan penelitian ini meliputi: berat badan (weight), tinggi badan (stature), panjang dari pantat hingga lutut (buttock-knee length), panjang dari pantat hingga sisi belakang betis (buttock-popliteal length), tinggi tubuh dalam posisi duduk yang diukur dari lantai hingga paha (popliteal height), lebar pantat (hip breadth), lebar perut (abdominal depth), jarak dari siku hingga ujung jari (elbow-fingertip length), tinggi siku dalam posisi berdiri (elbow height), tinggi siku dalam posisi duduk (sitting elbow height), panjang kaki (foot length), dan lebar kaki (foot breadth).
79 62 Rekapitulasi data antropometri ibu rumah tangga berdasarkan persentilnya dapat dilihat pada tabel 3.2. Tabel 3.2. Rekapitulasi Data Antropometri berdasarkan Persentil DIMENSI PERSENTIL 5% 50% 95% Weight Stature Buttock-knee length Buttock-popliteal length Popliteal height Hip breadth Abdominal depth Elbow-fingertip length Elbow height Sitting elbow height Foot length Foot breadth Data Aktivitas dan Postur Penyetrika Secara umum, aktivitas penyetrika dalam menyetrika dibagi ke dalam 3 elemen utama, yaitu: 1. Penyetrika mengambil pakaian yang akan disetrika. Postur tubuh penyetrika disesuaikan dengan posisi pakaian yang akan disetrika. Mengingat lokasi penempatan pakaian yang akan disetrika berbeda-beda untuk setiap penyetrika, maka pada analisis ergonomi yang dilakukan pada penelitian ini, peneliti tidak mengikutsertakan faktor ini. 2. Penyetrika melakukan gerakan memaju-mundurkan tangan yang memegang setrika sambil melipat pakaian. Postur tubuh penyetrika agak membungkuk dengan kepala menunduk. 3. Penyetrika mengambil pakaian yang telah disetrika dari atas meja setrika dan meletakkannya pada rak pakaian di bawah meja setrika. Postur tubuh membungkuk untuk menjangkau rak pakaian. Seluruh aktivitas dilakukan dalam posisi berdiri dengan frekuensi aktivitas yang bersifat repetitif.
80 Hasil Pengumpulan Data Terkait Pengembangan Produk Baru Dalam pengembangan produk menggunakan metode QFD, dibutuhkan informasi dari konsumen mengenai tingkat kepentingan konsumen terhadap suatu jenis kebutuhan. Demikian pula dibutuhkan tingkat kepuasan konsumen terhadap produk yang telah ada sebelumnya. Melalui pengumpulan data menggunakan kuesioner, didapatkan 163 data yang dapat diproses ke tahap berikutnya. Penyusutan jumlah data dari 210 menjadi 163 disebabkan karena pada pertanyaan-pertanyaan awal, ada 12 responden yang tidak mengeluhkan kelelahan selama menyetrika, 10 responden yang merasa bahwa meja setrika yang digunakan telah cukup nyaman untuk menunjang kegiatan menyetrika, serta 25 responden yang memang tidak tertarik dengan ide pengembangan produk meja setrika yang dilengkapi dengan kursi. Pada subbab di bawah ini akan dijabarkan mengenai data tingkat kepentingan dan kepuasan yang berhasil dikumpulkan Data Tingkat Kepentingan Konsumen terhadap Kebutuhan Hasil pendataan jawaban responden untuk tingkat kepentingan masingmasing kebutuhan ditampilkan pada lampiran 3 Setelah mendata semua jawaban responden, dilakukan uji reliabilitas terhadap data tersebut. Uji reliabilitas yang digunakan adalah uji reliabilitas Cronbach s Alpha dengan menggunakan software SPSS Dari hasil uji reliabilitas data tingkat kepentingan yang ditampilkan pada lampiran 4, dengan mengacu pada nilai Cronbach s Alpha yang 0,7, maka dapat disimpulkan bahwa data tersebut reliabel. Nilai pada kolom corrected item total correlation juga telah bernilai 0,3 sehingga data tingkat kepentingan ini dapat dikatakan valid dan dapat diolah lebih lanjut Data Tingkat Kepuasan Konsumen terhadap Produk yang Sudah Ada Hasil pendataan jawaban responden untuk tingkat kepuasan terhadap produk yang sudah ada ditampilkan pada lampiran 5 Sama halnya dengan yang dilakukan pada data tingkat kepentingan, karena data tingkat kepuasan akan diolah lebih lanjut seturut proses yang dilakukan pada QFD, maka perlu dilakukan uji reliabilitas dan validitas terlebih dahulu terhadap hasil pengumpulan data tingkat kepuasan. Adapun hasil uji reliabilitas dan validitas menggunakan software SPSS 16.0 ditampilkan pada lampiran 6 Karena nilai Cronbach s Alpha yang didapatkan bernilai 0,7, maka dapat disimpulkan bahwa data tingkat
81 64 kepuasan yang didapatkan telah reliabel. Demikian pula karena keseluruhan nilai pada kolom corrected item total correlation telah bernilai 0,3, maka dapat disimpulkan bahwa data tingkat kepuasan yang didapatkan telah valid dan dapat diproses pada tahap pengolahan data berikutnya.
82 BAB 4 PENGOLAHAN DATA DAN ANALISIS 4.1 Studi Ergonomi Kondisi Aktual Setelah didapatkan data kondisi aktual berupa dimensi meja setrika aktual, antropometri, serta aktivitas dan postur penyetrika, dibuat model simulasi Jack dengan mengikuti tahap-tahap seperti yang ditampilkan pada gambar 4.1. Gambar 4.1. Tahap Pembuatan Model Simulasi Jack Pembahasan mengenai tahap-tahap yang pembuatan model simulasi Jack yang dilakukan pada penelitian ini akan dibahas pada subbagian berikut. 65

83 Membuat Virtual Environment Pembuatan virtual environment adalah langkah awal dalam melakukan simulasi pada software Jack 6.1, di mana lingkungan aktual akan ditampilkan dalam bentuk virtual pada interface software Jack 6.1. Untuk membuat virtual environment ini, sebelumnya harus dibuat terlebih dahulu desain benda kerja yang diharapkan ada pada virtual environment, yang dalam penelitian ini dilakukan dengan memanfaatkan software Autodesk Inventor Desain meja setrika dan pakaian yang telah dibuat kemudian diimpor ke software Jack 6.1 dan diatur posisinya dengan penyesuaian dimensi jarak dan posisi aktual. Sementara itu, pembuatan desain setrika hanya memanfaatkan fitur pembuatan obyek berupa rectangular solid pada software Jack 6.1. Adapun tampilan virtual environment kondisi aktual yang terbentuk dapat dilihat pada gambar 4.2. Gambar 4.2. Virtual Environment Simulasi Kondisi Aktual Membuat Virtual Human Ada 2 model manusia yang dibuat pada penelitian ini, yaitu model wanita persentil 5 dan persentil 95 dengan memasukkan data-data antropometri yang didapat melalui pengukuran langsung. Sementara itu, data antropometri yang tidak dikumpulkan akan mengikuti penyesuaian yang dilakukan oleh software Jack 6.1. Pada penelitian ini, dilakukan simulasi menggunakan model persentil 5 dan 95 untuk melihat apakah desain meja setrika ini telah dapat mengakomodasi sisi ergonomi orang bertubuh ekstrem. Pembuatan model manusia dengan
84 67 karakteristik data antropometri menggunakan fitur Advance Scalling pada menu pembuatan model manusia di dalam software Jack 6.1. Tampilan virtual human untuk orang persentil 5 dan 95 dapat dilihat pada gambar 4.3.
")
85 Gambar 4.3. Virtual Human Persentil 5 (Kiri) dan Persentil 95 (Kanan) 68

 dan Persentil 95 (Kanan) pada Virtual Environment Simulasi Kondisi Aktual 4.1.")
86 Menempatkan Virtual Human pada Virtual Environment Sesuai dengan kondisi aktual, di mana posisi penyetrika adalah berada di belakang meja setrika, maka dilakukan penempatan virtual human pada virtual environment seturut kondisi tersebut dengan penyesuaian jarak. Adapun posisi awal virtual human pada virtual environment pada kondisi aktual dapat dilihat pada gambar 4.4. Gambar 4.4. Posisi Virtual Human Persentil 5 (Kiri) dan Persentil 95 (Kanan) pada Virtual Environment Simulasi Kondisi Aktual Memberikan Tugas pada Virtual Human Pemberian tugas pada virtual human dilakukan dengan membuat animasi gerakan berdasarkan urutan kerja yang dilakukan oleh penyetrika selama menyetrika. Pembuatan animasi gerakan ini dilakukan dengan memanfaatkan fitur animation system pada software Jack 6.1. Tiap gerakan yang dibuat terdokumentasi dalam kotak dialog Animation Window. Tampilan animation window untuk simulasi pada model persentil 5 masing-masing dapat dilihat pada gambar 4.5, sementara tampilan animation window untuk simulasi pada orang persentil 95 dapat dilihat pada gambar 4.6.


87 70 Gambar 4.5. Animation Window Simulasi Kondisi Aktual Model Persentil 5 Gambar 4.6. Animation Window Simulasi Kondisi Aktual Model Persentil 95 Secara umum, gerakan yang dilakukan oleh orang dengan persentil 5 dan 95 adalah sama. Hanya saja, karena adanya perbedaan antropometri keduanya yang cukup ekstrem, kadangkala diperlukan tambahan gerakan (seperti misalnya persentil 95 harus lebih membungkuk) yang menyebabkan adanya perbedaan tampilan pada animation window simulasi pada kedua persentil tersebut Melakukan Verifikasi dan Validasi Model Suatu model dikatakan telah lolos verifikasi jika model tersebut telah dijalankan secara independen. Uji verifikasi model pada penelitian ini dilakukan

88 71 dengan melakukan uji analisis unit. Dapat dilihat pada sisi kanan atas kotak dialog Build Human gambar 4.3 bahwa data antropometri yang digunakan, baik oleh model persentil 5 maupun 95, telah mengikuti satuan standar ukuran tubuh manusia, yaitu centimeter. Oleh karena itu, dapat disimpulkan bahwa kedua model simulasi yang dibuat pada penelitian kali ini dapat dipercaya karena telah menggambarkan keadaan riil dari penyetrika. Setelah melakukan uji verifikasi model, maka tahapan selanjutnya dalam pengujian model adalah proses validasi model. Pada penelitian ini, uji validitas model dilakukan dengan melakukan uji kondisi ekstrem dengan memberikan beban ekstrem pada kedua model. Penambahan beban ekstrem dilakukan pada jari tangan kanan yang digunakan untuk menggenggam setrika dari yang pada awalnya sebesar 1,5 kg menjadi sebesar 50 kg. Dari pengubahan beban tersebut, kemudian dianalisis perubahan SSP dan LBA yang terjadi Uji Validitas Model Persentil 5 Gambar 4.7. Penambahan Beban Ekstrem pada Model Persentil 5 Sebelum mendapat penambahan beban, dapat dilihat pada gambar 4.8 bahwa kapabilitas pekerjaan menunjukkan nilai hampir 100% pada semua bagian tubuh. Namun, setelah adanya penambahan beban ekstrem, kapabilitas berkurang secara signifikan, khususnya pada bagian siku dan bahu, di mana kapabilitas mendekati 0%.

89 72 Gambar 4.8. Perbandingan Nilai SSP Model Persentil 5 Sebelum (Kiri) dan Setelah (Kanan) Penambahan Beban Demikian pula nilai LBA yang ditampilkan pada gambar 4.9 menunjukkan angka 778 N sebelum dilakukan penambahan beban, berada jauh di bawah batas maksimum N yang diizinkan. Sementara itu, setelah penambahan beban, terjadi peningkatan nilai LBA yang cukup ekstrem menjadi N.
 dan Setelah (Bawah) Penambahan Beban Dengan mengacu pada perubahan nilai SSP dan LBA yang terjadi, dapat")
90 73 Gambar 4.9. Perbandingan Nilai LBA Model Persentil 5 Sebelum (Atas) dan Setelah (Bawah) Penambahan Beban Dengan mengacu pada perubahan nilai SSP dan LBA yang terjadi, dapat disimpulkan bahwa penambahan beban kerja ekstrem pada model persentil 5 menyebabkan perubahan signifikan yang logis pada performa yang dihasilkan


91 74 sehingga dapat dikatakan bahwa model persentil 5 yang digunakan sebagai virtual human pada penelitian ini telah valid Uji Validitas Model Persentil 95 Sama halnya dengan yang dilakukan pada model persentil 5, uji validitas model persentil 95 juga dilakukan dengan melakukan penambahan beban ekstrem pada jari tangan kanan dari 1,5 kg menjadi 50 kg. Gambar Penambahan Beban Ekstrem pada Model Persentil 95 Nilai SSP yang dihasilkan sebelum dan sesudah penambahan beban juga ekstrem seperti halnya pada model persentil 5, di mana kapabilitas semua bagian tubuh berkurang sangat signifikan, ditunjukkan oleh bagian yang berwarna merah pada gambar 4.11 sebelah kanan. Gambar Perbandingan Nilai SSP Model Persentil 95 Sebelum (Kiri) dan Setelah (Kanan) Penambahan Beban

92 75 Sementara itu, dapat dilihat pada gambar 4.12 bahwa nilai LBA model persentil 95 sebelum dan setelah penambahan beban juga mengalami peningkatan yang sangat signifikan dari N menjadi N. Gambar Perbandingan Nilai LBA Model Persentil 95 Sebelum (Atas) dan Setelah (Bawah) Penambahan Beban
93 76 Berdasarkan hasil perbandingan nilai SSP dan LBA sebelum dan setelah penambahan beban ekstrem, sama halnya dengan model persentil 5, model persentil 95 juga telah dapat dikatakan valid dan dapat digunakan untuk melakukan studi ergonomi pada penelitian ini Menganalisis Hasil Simulasi dengan Jack Task Analysis Toolkit Setelah melakukan uji verifikasi dan validasi model, simulasi dapat dijalankan untuk menganalisis ergonomi kondisi meja setrika aktual. Setelah semua gerakan selesai dibuat, dilakukan analisis terhadap nilai SSP, LBA, OWAS, dan RULA untuk kemudian dijadikan input dalam perhitungan nilai PEI. Sebelum melakukan analisis, virtual human diberi beban sesuai dengan kondisi aktual dengan memasukkan nilai beban pada modul Load and Weight pada software Jack 6.1. Adapun nilai beban yang dimasukkan adalah sebesar 1,5 kg yang merepresentasikan berat setrika yang digunakan. Sementara itu, ketika setrika diletakkan dan virtual human mulai mengambil pakaian yang sudah disetrika untuk kemudian diletakkan pada rak pakaian, nilai beban diubah menjadi sebesar 0,5 kg dengan asumsi bahwa nilai beban tersebut mewakili berat jeans yang diasumsikan merupakan jenis pakaian paling berat. Sebagai langkah awal, dilakukan analisis terhadap nilai SSP kedua model dengan melakukan pengecekan nilai kapabilitas yang ditimbulkan oleh postur kerja terhadap model manusia yang digunakan. Sesuai dengan ketentuan, nilai SSP harus lebih dari 90% untuk memastikan bahwa kegiatan yang dipraktikkan pada simulasi dapat dilakukan oleh populasi yang ada. Tampilan dan hasil analisis SSP yang diproses oleh software Jack 6.1 dapat dilihat pada gambar 4.13.
 dan Persentil 95 (Kanan) pada Simulasi")

94 77 Gambar Grafik Kapabilitas Model Persentil 5 (Kiri) dan Persentil 95 (Kanan) pada Simulasi Kondisi Aktual Dari gambar 4.13, dapat dilihat bahwa seluruh bagian tubuh memiliki persentase kapabilitas lebih dari 90%; memenuhi syarat untuk dilanjutkan ke tahap analisis berikutnya, yaitu analisis terhadap nilai LBA, OWAS, dan RULA.

95 78 Gambar Hasil Analisis Nilai LBA Model Persentil 5 (Atas) dan Persentil 95 (Bawah) pada Simulasi Kondisi Aktual Dari gambar 4.14, dapat dilihat bahwa kompresi yang diterima oleh tulang belakang model persentil 5 adalah sebesar N, sementara kompresi yang diterima oleh model persentil 95 adalah sebesar N. Hal ini disebabkan karena penyetrika harus membungkuk dalam saat meletakkan pakaian yang telah


96 79 disetrika pada rak pakaian di bawah meja setrika seperti yang diperlihatkan pada gambar Gambar Postur Penyetrika Persentil 5 (Kiri) dan Persentil 95 (Kanan) Saat LBA Maksimum pada Simulasi Kondisi Aktual Nilai LBA kondisi aktual untuk kedua model ini berada di bawah nilai N yang menjadi standar NIOSH Back Compression Action Limit sehingga dapat disimpulkan bahwa gangguan tulang belakang masih dapat dikatakan rendah.
97 80 Gambar Hasil Analisis Nilai OWAS Model Persentil 5 (Atas) dan Persentil 95 (Bawah) pada Simulasi Kondisi Aktual Dari hasil analisis OWAS, kedua model menunjukkan nilai evaluasi yang sama, yaitu pada skala 3 yang mengharuskan tindakan perbaikan segera dilakukan. Adapun nilai OWAS maksimum ini didapat saat postur penyetrika sama seperti saat LBA maksimum yang ditampilkan pada gambar Dari gambar 4.16, dapat dilihat elemen-elemen nilai OWAS, yaitu seperti yang ditampilkan pada tabel 4.1.
98 81 Tabel 4.1. Elemen Nilai OWAS pada Simulasi Kondisi Aktual Persentil Punggung Tangan Kaki Beban Total Kedua model menunjukkan elemen nilai OWAS yang sama, di mana elemen OWAS di atas menunjukkan: 1. punggung penyetrika berada dalam kategori 2, yaitu melakukan kegiatan sambil membungkuk; 2. tangan penyetrika berada dalam kategori 1, di mana kedua tangan berada di bawah tinggi bahu; 3. kaki penyetrika berada dalam kategori 4, dengan tumpuan pada kedua kaki dengan kedua lutut menekuk ke depan; serta 4. beban berada dalam kategori 1 yang berarti bahwa berat beban masih di bawah 10 kg (dalam hal ini berat beban mengacu pada berat pakaian sebesar 0,5 kg karena nilai OWAS maksimum dicapai pada saat penyetrika memegang pakaian untuk meletakkannya pada rak seperti ditampilkan pada gambar 4.17). Setelah melakukan analisis nilai LBA dan OWAS, dilakukan analisis nilai RULA yang dihasilkan. Nilai RULA menunjukkan tingkat kenyamanan dan risiko fatigue yang dapat dialami oleh secara khusus tubuh bagian atas. Output RULA terbagi menjadi dua kelompok yaitu kelompok A (bagian tangan dan lengan) dan kelompok B (bagian leher dan batang tubuh). Hasil analisis RULA beserta rincian elemen-elemen penyusunnya dapat dilihat pada gambar 4.17 dan tabel 4.2.
99 82 Gambar Hasil Analisis Nilai RULA Model Persentil 5 (Kiri) dan Persentil 95 (Kanan) pada Simulasi Kondisi Aktual Tabel 4.2. Elemen Nilai RULA pada Simulasi Kondisi Aktual Kelompok A B Anggota Upper Lower Wrist Total Wrist Neck Trunk Tubuh Arm Arm Twist % Nilai % Nilai RULA model persentil 5 berada pada skala 6, sementara nilai RULA model persentil 95 berada pada skala 7, yang berarti bahwa tindakan perbaikan harus dilakukan sesegera mungkin. Hal ini mengacu pada elemen-elemen nilai RULA yang akan dibahas secara detail sebagai berikut: 1. Lengan atas model persentil 5 berada dalam kategori 4, sementara lengan atas model persentil 95 berada dalam kategori 5, di mana lengan atas menyimpang membentuk sudut lebih dari 90. Perbedaan nilai ini disebabkan karena model persentil 95 harus lebih membungkuk dibanding model persentil 5 untuk menjangkau rak di bawah meja setrika. 2. Lengan bawah model persentil 5 dan 95 berada dalam kategori 3, di mana lengan bawah bekerja melewati garis tengah tubuh atau melakukan penyimpangan ke arah kiri melewati diameter tubuh.
100 83 3. Pergelangan tangan model persentil 5 berada dalam kategori 2, di mana pergelangan tangan melakukan gerakan menekuk ke atas atau ke bawah sejauh 15. Sementara itu, pergelangan tangan model persentil 95 berada dalam kategori 3, di mana sudut yang terbentuk dari gerakan pergelangan tangan menekuk lebih dari Perputaran pergelangan tangan kedua model berada dalam kategori 2, artinya perputaran yang terjadi sudah berada atau berada dekat dengan rentang perputaran yang dapat dilakukan oleh pergelangan tangan. 5. Leher model persentil 5 dan 95 berada dalam kategori 1, di mana leher menunduk sejauh lebih dari Batang tubuh kedua model berada dalam kategori 4, di mana batang tubuh membungkuk dalam jangkauan lebih dari 60. Nilai RULA maksimum ini didapat saat postur penyetrika sama seperti yang ditampilkan pada gambar 4.15 sebelumnya. Tabel 4.3. Rekapitulasi Nilai Analisis Ergonomi Kondisi Aktual Persentil LBA OWAS RULA Tabel 4.3 menunjukkan rekapitulasi nilai LBA, OWAS, dan RULA kondisi aktual. Ketiga nilai yang telah didapatkan kemudian diolah untuk menghasilkan PEI dengan menggunakan formula (2.8). Adapun hasil perhitungan PEI kondisi aktual ini dapat dilihat pada tabel 4.4. Tabel 4.4. Hasil Perhitungan PEI Kondisi Aktual Persentil I1 I2 I3 mr PEI 5 0,316 0,75 0,857 1,42 2, ,500 0,75 1 1,42 2,67 Dari hasil simulasi pada model persentil 5 dan 95, dapat dilihat bahwa terdapat nilai PEI yang cukup besar, yaitu 2,284 untuk model persentil 5 dan 2,67 untuk model persentil 95. Hal ini berarti bahwa desain meja setrika saat ini tidak
101 84 cukup ergonomis untuk menunjang kegiatan menyetrika; terbukti dari nilai OWAS dan RULA untuk kedua model yang sama-sama menganjurkan segera dilakukannya tindakan perbaikan. Untuk kedua model, tidak terdapat perbedaan nilai OWAS dan RULA. Namun, terdapat perbedaan yang cukup signifikan pada nilai LBA keduanya. Hal ini disebabkan karena perbedaan antropometri tinggi yang cukup signifikan antara model persentil 5 dengan model persentil 95. Dilihat dari tingginya, meja setrika aktual ini sebenarnya lebih ergonomis jika digunakan oleh model persentil 95 dibanding model persentil 5. Hal ini disebabkan karena tinggi meja setrika yang digunakan dalam studi ergonomi kondisi aktual ini adalah sebesar 94 cm; berada cukup jauh di atas tinggi siku persentil 5 yang adalah sebesar 80,94 cm. Namun demikian, karena analisis ketiga metode, baik LBA, OWAS, maupun RULA dilakukan saat ketiga nilai tersebut mencapai nilai maksimum, maka variabel yang lebih berpengaruh adalah tinggi rak pakaian karena berimplikasi pada sejauh mana model, baik persentil 5 maupun 95, harus membungkuk untuk meletakkan pakaian pada rak. Dalam hal ini, model persentil 95 harus lebih membungkuk ketika meletakkan pakaian pada rak sehingga tekanan pada bagian punggung akan menjadi semakin besar. Hal ini berimplikasi pada semakin besarnya nilai LBA yang dihasilkan. Penggunaan rak pakaian saat ini memang kadang diabaikan oleh penyetrika. Selain karena faktor luas yang tidak memadai (terbukti dari voice of customer yang berhasil dikumpulkan), faktor lokasi penempatan rak yang mengharuskan penyetrika membungkuk ini juga menjadi pemicu tidak digunakannya fasilitas yang telah disediakan oleh produsen ini. Oleh karena itu, perlu dilakukan relokasi rak pakaian dengan mempertimbangkan ketinggian yang tepat sehingga fasilitas yang disediakan oleh produsen ini dapat dioptimalkan penggunaannya. Adapun nilai PEI yang didapat akan dijadikan sebagai acuan batas atas dalam memutuskan tindakan perbaikan. Nilai PEI konfigurasi usulan yang didapatkan nantinya diharapkan dapat bernilai lebih kecil dibanding nilai PEI kondisi aktual sehingga tindakan perbaikan dapat sampai pada kesimpulan bahwa
102 85 meja setrika baru yang dirancang nantinya memiliki aspek ergonomi yang lebih baik dibanding meja setrika aktual saat ini. 4.2 Pengembangan Produk dengan Penerapan QFD Sebagai langkah awal dalam pengembangan meja setrika yang dimaksud pada penelitian ini, dilakukan idea generation dengan mengidentifikasi peluang yang ada. Dari hasil penelitian awal, terlihat adanya keluhan dari responden terkait desain meja setrika yang tidak nyaman sehingga berakibat pada kelelahan selama menyetrika. Menanggapi hal tersebut, peneliti mengidentifikasi adanya peluang pengembangan meja setrika yang ergonomis, dengan harapan bahwa meja setrika yang dikembangkan nantinya tidak hanya memberikan aspek kenyamanan, tetapi juga aspek kesehatan bagi penyetrika. Sebagai jawaban atas permasalahan utama yang dikemukakan, yaitu mengenai kelelahan akibat berdiri lama selama menyetrika, maka meja setrika yang akan dikembangkan ini akan dilengkapi dengan kursi yang terangkai satu kesatuan dengan meja setrika tersebut. Adapun pernyataan misi produk yang akan dikembangkan ini ditampilkan pada tabel 4.5. Tabel 4.5. Pernyataan Misi Produk Pernyataan Misi: IRONING BOARD Meja setrika yang dilengkapi dengan kursi, dengan tampilan yang compact dan memiliki dimensi yang disesuaikan dengan antropometri wanita Uraian Produk Indonesia, serta dilengkapi dengan tools yang disesuaikan dengan kebutuhan pengguna. Sasaran Bisnis Utama 25% pangsa pasar dengan meja setrika standar yang sudah ada. Pasar Utama Rumah tangga kelas menengah ke atas Laundry kelas menengah ke bawah yang masih menggunakan meja setrika Pasar Kedua standar. - Kuat - Mudah dipindahkan dan digunakan Asumsi-asumsi - Material berkualitas - Proses produksi mudah - Rumah tangga Penyangga Usaha - Bagian produksi - Distributor Pengembangan meja setrika ini mengacu pada preferensi dan kebutuhan konsumen dengan melalui tahap-tahap pengembangan produk seperti yang terlihat
103 86 pada skema gambar 2.11, namun dibatasi hanya sampai pada tahap pemilihan konsep. Benchmarking hanya dilakukan untuk mengidentifikasi respon teknis 3 jenis meja setrika yang ada di pasar, sementara analisis biaya hanya mencakup biaya material, tanpa melibatkan biaya perancangan proses dan manajemen proyek pengembangan produk. Adapun langkah-langkah pengembangan meja setrika ini secara terperinci akan dibahas pada subbab di bawah ini Mengidentifikasi Kebutuhan Konsumen Gambar Posisi Tahap Identifikasi Kebutuhan Konsumen pada Langkahlangkah Pengembangan Konsep Produk Identifikasi kebutuhan konsumen merupakan bagian yang paling penting dalam fase pengembangan konsep produk, khususnya dalam penerapan metode QFD. Tahap ini diawali dengan upaya yang dilakukan untuk mengidentifikasi voice of customer. Voice of customer ini kemudian akan diterjemahkan ke dalam kebutuhan konsumen pada tahap berikutnya untuk kemudian diolah membentuk matriks informasi pelanggan. Pada subbab di bawah ini akan dibahas mengenai pengolahan data kuesioner dalam kaitannya dengan pembentukan matriks perencanaan, mulai dari tahap interpretasi voice of customer menjadi kebutuhan konsumen hingga normalisasi raw weight tiap kebutuhan Menginterpretasi dan Membuat Daftar Kebutuhan Konsumen Voice of customer yang ada diinterpretasikan ke dalam daftar kebutuhan konsumen seperti yang telah ditampilkan sebelumnya pada tabel 3.1. Adapun rincian interpretasi tiap voice of customer ke dalam kebutuhan konsumen divisualisasikan pada tabel 4.6.
104 87 Tabel 4.6. Rincian Identifikasi Kebutuhan Konsumen Voice of Customer Saya tidak memiliki tempat yang luas untuk menyimpan meja setrika saya. Saya ingin menyetrika dalam posisi duduk dan berdiri secara bergantian sehingga tidak mudah pegal. Rak pakaian saya kadangkala tidak saya gunakan karena sempit dan malas membungkuk. Meja setrika saya tidak nyaman; mengharuskan saya membungkuk ketika menyetrika. Meja setrika saya berat sehingga sulit dipindahkan. Saya ingin meja setrika yang tahan lama sehingga tidak perlu membelinya lagi dalam jangka waktu beberapa tahun. Saya seringkali susah menjangkau pengharum pakaian saya yang saya letakkan di tempat lain. Harga meja setrika harus sesuai dengan kualitasnya. Murah tetapi tidak kuat juga tidak akan saya beli. Penyangga meja setrika saya mudah berkarat walaupun baru beberapa tahun dibeli. Kebutuhan Konsumen Meja setrika mudah disimpan. Desain meja setrika mendukung fleksibilitas penyetrika untuk duduk dan berdiri. Rak pakaian pada meja setrika luas dan letaknya mudah dijangkau. Meja setrika memiliki spesifikasi desain yang memfasilitasi penyetrika dengan kenyamanan selama menyetrika Meja setrika ringan. Meja setrika mudah dipindahkan. Meja setrika tahan lama. Meja setrika dilengkapi dengan fasilitas tambahan. Harga meja setrika reasonable. Meja setrika kuat. Meja setrika tahan karat. Kebutuhan yang telah diidentifikasi diklasifikasikan ke dalam 4 bagian besar seperti yang diperlihatkan sebelumnya pada tabel Menyusun Kebutuhan ke dalam Hierarki Kebutuhan Konsumen Kebutuhan yang telah diidentifikasi pada tahap sebelumnya kemudian diorganisasikan membentuk hierarki kebutuhan yang terdiri atas kebutuhan primer dan kebutuhan sekunder dari produk yang akan dikembangkan. Hierarki kebutuhan konsumen untuk penelitian ini dapat dilihat pada tabel 4.7. Tabel 4.7. Hierarki Kebutuhan Konsumen LEVEL 1 LEVEL 2 Meja setrika yang mudah disimpan Dapat dilipat membentuk benda compact dengan ukuran yang tidak memakan banyak tempat
105 88 Tabel 4.7. Hierarki Kebutuhan Konsumen (Sambungan) Memiliki roda untuk mempermudah Meja setrika yang mudah pemindahan meja setrika (dengan dipindahkan mekanisme pengunci jika sedang digunakan) Meja setrika dengan desain yang mendukung fleksibilitas Kursi dapat digeser dengan mudah penyetrika untuk duduk dan berdiri Memberikan kenyamanan bagi pengguna Meja setrika dengan desain yang (pengguna tidak cepat lelah atau pegal) nyaman digunakan Meminimalkan tingkat cidera pengguna Rak pakaian dapat memuat pakaian dengan Meja setrika dilengkapi dengan kapasitas cukup rak pakaian yang luas dan mudah Penempatan rak di area yang dapat dijangkau dijangkau dengan mudah oleh pengguna Dilengkapi dengan tempat meletakkan Meja setrika dilengkapi dengan pelengkap kegiatan menyetrika (pengharum fasilitas tambahan pakaian dan hanger) Meja setrika yang ringan Memiliki berat kurang dari 10 kg Penyangga terbuat dari bahan yang kokoh dan tidak mudah patah Meja setrika yang kuat Meja setrika tidak mudah goyah ketika kegiatan menyetrika berlangsung Terbuat dari bahan berkualitas Meja setrika yang tahan lama Dapat digunakan dalam jangka waktu lebih dari 15 tahun Meja setrika yang tahan karat Penyangga terbuat dari material tahan karat Meja setrika dengan harga yang Dibuat dengan bahan dan proses produksi reasonable yang sesuai ekspektasi konsumen
106 Mengidentifikasi Tingkat Kepentingan Konsumen untuk Tiap Kebutuhan Setelah menyusun hierarki kebutuhan konsumen, perlu ditentukan tingkat kepentingan konsumen untuk masing-masing kebutuhan. Pendekatan yang digunakan dalam menentukan kepentingan relatif dari kebutuhan ini adalah berdasarkan nilai kepentingan yang didapat dari survei terhadap responden. Perhitungan nilai kepentingan relatif ini didasarkan pada jumlah respon dari responden untuk setiap kebutuhan. Dengan menggunakan formula (2.9), didapatkan nilai tingkat kepentingan untuk masing-masing kebutuhan. Contoh perhitungan tingkat kepentingan untuk kebutuhan akan meja setrika yang mudah disimpan adalah sebagai berikut: Tingkat kepentingan Σ i Jumlah pemilih skala i Jumlah responden ,123 Hasil perhitungan tingkat kepentingan untuk setiap kebutuhan secara lengkap dapat dilihat pada tabel 4.8. Tabel 4.8. Tingkat Kepentingan Tiap Kebutuhan Kebutuhan Jumlah Pemilih Skala Kepentingan ke Tingkat Kepentingan Mudah disimpan ,123 Mudah dipindahkan ,374 Mendukung fleksibilitas penyetrika untuk duduk dan ,577 berdiri Nyaman digunakan ,571 Dilengkapi dengan rak pakaian yang luas dan mudah dijangkau Dilengkapi dengan fasilitas tambahan , ,380
107 90 Tabel 4.8. Tingkat Kepentingan Tiap Kebutuhan (Sambungan) Ringan ,196 Kuat ,337 Tahan lama ,313 Tahan karat ,074 Harga reasonable ,552 Dari tabel 4.8, terlihat bahwa tidak terdapat perbedaan yang cukup signifikan pada tingkat kepentingan tiap kebutuhan. Sebagian besar kebutuhan dianggap cukup penting oleh konsumen, sementara kebutuhan yang dirasa sangat penting meliputi kebutuhan akan kenyamanan saat digunakan dan harga yang reasonable untuk meja setrika yang diproduksi Mengidentifikasi Tingkat Kepuasan Konsumen terhadap Produk yang Sudah Ada Tingkat kepuasan konsumen terhadap produk yang sudah ada juga diidentifikasi menggunakan kuesioner. Formula (2.10) yang pada dasarnya sama dengan formula perhitungan tingkat kepentingan digunakan pada perhitungan tingkat kepuasan ini. Sebagai contoh, perhitungan tingkat kepuasan untuk kebutuhan akan meja setrika yang mudah disimpan adalah sebagai berikut: Tingkat kepuasan Σ i Jumlah pemilih skala i Jumlah responden ,123 Hasil perhitungan tingkat kepuasan untuk setiap kebutuhan secara lengkap dapat dilihat pada tabel 4.9. Tabel 4.9. Tingkat Kepuasan terhadap Produk yang Sudah Ada Kebutuhan Jumlah Pemilih Skala Kepuasan ke Tingkat Kepuasan Mudah disimpan ,123 Mudah dipindahkan ,491
108 91 Tabel 4.9. Tingkat Kepuasan terhadap Produk yang Sudah Ada (Sambungan) Mendukung fleksibilitas penyetrika untuk duduk dan ,423 berdiri Nyaman digunakan ,926 Dilengkapi dengan rak pakaian yang luas dan mudah ,387 dijangkau Dilengkapi dengan fasilitas tambahan ,534 Ringan ,405 Kuat ,552 Tahan lama ,534 Tahan karat ,571 Harga reasonable ,282 Dari tabel 4.9, dapat disimpulkan bahwa secara umum, tingkat kepuasan konsumen akan meja setrika yang sudah ada saat ini belum dapat dikatakan memuaskan. Banyak kebutuhan yang dirasa penting oleh konsumen belum terpenuhi secara memuaskan oleh meja setrika yang sudah ada saat ini. Kebutuhan dengan tingkat kepuasan paling baik sekalipun hanya sampai pada taraf memuaskan dengan skala 4 (setelah pembulatan), yaitu kebutuhan akan meja setrika yang kuat, tahan lama, dan tahan karat. Sementara itu, kebutuhan yang sangat perlu mendapat perhatian adalah kebutuhan akan fleksibilitas untuk duduk dan berdiri, di mana tingkat kepuasan konsumen akan kebutuhan tersebut hanya berada pada skala tidak memuaskan. Terlebih lagi, kebutuhan akan fleksibilitas untuk duduk dan berdiri ini secara kualitatif akan mempengaruhi kebutuhan akan kenyamanan meja setrika saat digunakan Menentukan Target untuk Tiap Kebutuhan Target yang ditetapkan untuk tiap kebutuhan konsumen pada penelitian ini dapat dilihat pada tabel Adapun target dinyatakan dalam skala 1 hingga 5,
109 92 dengan skala 1 merepresentasikan target yang paling rendah, sementara skala 5 merepresentasikan target yang paling tinggi. Tabel Target Tiap Kebutuhan No. Kebutuhan Target 1 Mudah disimpan 4 2 Mudah dipindahkan 4 3 Mendukung fleksibilitas penyetrika untuk duduk dan berdiri 5 4 Nyaman digunakan 5 5 Dilengkapi dengan rak pakaian yang luas dan mudah dijangkau 4 6 Dilengkapi dengan fasilitas tambahan 5 7 Ringan 4 8 Kuat 4 9 Tahan lama 4 10 Tahan karat 4 11 Harga reasonable 4 Dapat dilihat pada tabel 4.10 bahwa ada 2 kebutuhan dengan target yang paling tinggi, yaitu kebutuhan akan kenyamanan dalam penggunaan dan kebutuhan akan adanya fasilitas tambahan. Kebutuhan akan kenyamanan mendapat poin 5 karena dilihat dari tingkat kepentingannya, kebutuhan akan kenyamanan merupakan kebutuhan yang dirasa paling penting oleh konsumen, dengan nilai 4,571, sedangkan tingkat kepuasan yang didapat untuk kebutuhan ini relatif kecil; hanya berada pada nilai 1,926. Hal ini yang mendasari ditetapkannya target yang tinggi untuk kebutuhan akan kenyamanan dalam penggunaan. Sementara itu, kebutuhan akan adanya meja setrika yang mendukung fleksibilitas untuk duduk dan berdiri serta dilengkapi dengan fasilitas tambahan juga mendapat poin paling tinggi dengan pertimbangan bahwa kebutuhan tersebut memang tidak terpenuhi oleh meja setrika saat ini sehingga target yang akan dicapai pada pengembangan produk meja setrika baru nantinya adalah untuk menjadikannya ada dari yang pada awalnya tidak ada. Penambahan tools ini dirasa cukup mudah sehingga target yang ditetapkan juga tinggi.
110 Menentukan Rasio Perbaikan Dari tingkat kepuasan dan target yang telah dijabarkan sebelumnya, dapat dihitung nilai rasio perbaikan yang membandingkan antara target yang ingin dicapai dengan tingkat kepuasan konsumen saat ini. Dengan perhitungan menggunakan formula (2.11), didapatkan rasio perbaikan untuk tiap kebutuhan. Sebagai contoh, perhitungan rasio perbaikan untuk kebutuhan akan meja setrika yang mudah disimpan adalah sebagai berikut: tabel Rasio perbaikan Rasio perbaikan Target Tingkat kepuasan 4 3,123 Rasio perbaikan 1,281 Hasil perhitungan rasio perbaikan secara lengkap divisualisasikan pada Tabel Rasio Perbaikan Tiap Kebutuhan No. Kebutuhan Rasio Perbaikan 1 Mudah disimpan 1,281 2 Mudah dipindahkan 1,146 3 Mendukung fleksibilitas penyetrika untuk duduk dan berdiri 3,513 4 Nyaman digunakan 2,596 5 Dilengkapi dengan rak pakaian yang luas dan mudah dijangkau 1,676 6 Dilengkapi dengan fasilitas tambahan 3,260 7 Ringan 1,175 8 Kuat 1,126 9 Tahan lama 1, Tahan karat 1, Harga reasonable 1,219 Berdasarkan perhitungan, ada 3 kebutuhan yang memiliki rasio perbaikan paling tinggi (lebih dari 2), yaitu kebutuhan akan fleksibilitas untuk duduk dan
111 94 berdiri, kebutuhan akan kenyamanan dalam penggunaan, dan kebutuhan akan adanya fasilitas tambahan. Hal ini mengacu pada besarnya target dibanding tingkat kepuasan yang relatif kecil sehingga rasio perbaikan yang ditimbulkan juga semakin besar Menentukan Titik Jual (Sales Point) Seperti yang dijelaskan pada subbab , ada 3 nilai titik jual, yaitu: 1 = titik jual tidak ada atau rendah 1,2 = titik jual menengah 1,5 = titik jual kuat Penilaian titik jual masing-masing kebutuhan pada penelitian ini ditampilkan pada tabel Tabel Titik Jual Tiap Kebutuhan No. Kebutuhan Titik Jual 1 Mudah disimpan 1,2 2 Mudah dipindahkan 1,2 3 Mendukung fleksibilitas penyetrika untuk duduk dan berdiri 1,5 4 Nyaman digunakan 1,5 5 Dilengkapi dengan rak pakaian yang luas dan mudah dijangkau 1,2 6 Dilengkapi dengan fasilitas tambahan 1,2 7 Ringan 1,2 8 Kuat 1,2 9 Tahan lama 1,5 10 Tahan karat 1 11 Harga reasonable 1,2 Ada 3 kebutuhan yang memiliki titik jual kuat, yaitu kebutuhan akan fleksibilitas untuk duduk dan berdiri, kebutuhan akan kenyamanan dalam penggunaan, serta kebutuhan akan meja setrika yang tahan lama. Kebutuhan akan fleksibilitas untuk duduk dan berdiri berimplikasi pada adanya kursi yang dapat digeser dengan mudah sehingga dapat mengurangi kemungkinan cepat lelah atau
112 95 pegalnya penyetrika selama menyetrika. Kebutuhan akan meja setrika yang tahan lama akan terkait dengan investasi yang ditanamkan sehingga tidak perlu mengeluarkan uang untuk membeli meja setrika baru dalam jangka waktu beberapa tahun ke depan. Kedua kebutuhan tersebut memiliki kontribusi paling besar terhadap daya jual meja setrika, khususnya karena berimplikasi pada beberapa kebutuhan lain yang juga dirasa penting oleh responden dari hasil pengumpulan data tingkat kepentingan. Sementara itu, kebutuhan akan kenyamanan merupakan kebutuhan yang paling penting dilihat dari tingkat kepentingan yang didapat dari responden sehingga titik jual yang ditetapkan untuk kebutuhan ini juga paling besar mengingat tujuan penelitian yang juga diarahkan untuk menciptakan desain meja setrika yang nyaman dan sehat dari sisi ergonomi. Kebutuhan akan meja setrika yang mudah disimpan, mudah dipindahkan, dilengkapi dengan rak pakaian yang luas dan mudah dijangkau, dilengkapi dengan fasilitas tambahan, ringan, kuat, serta dijual dengan harga reasonable mendapat penilaian titik jual sebesar 1,2. Hal ini mengacu pada tingkat kepuasan akan meja setrika saat ini yang sebagian besar telah memenuhi kebutuhan konsumen hingga taraf biasa dan memuaskan sehingga dalam pengembangan meja setrika baru ini, kebutuhan-kebutuhan tersebut tidak dianggap sebagai peluang yang besar dalam pemasaran produk nantinya. Kebutuhan akan fasilitas tambahan dalam hal ini memang memiliki tingkat kepuasan pada skala kurang memuaskan. Namun, kebutuhan ini juga dianggap memiliki titik jual menengah karena pemenuhannya dirasa kurang signifikan dalam mempengaruhi daya jual meja setrika baru ini karena penambahannya yang bersifat minor. Kebutuhan akan meja setrika yang tahan karat mendapat penilaian titik jual sebesar 1. Hal ini didasarkan pada pertimbangan bahwa meja setrika yang berkarat tidak berpengaruh besar terhadap efektivitas kerja dan kenyamanan penyetrika. Hal ini ditunjukkan dengan tingkat kepentingannya yang paling rendah dibanding tingkat kepentingan kebutuhan-kebutuhan lain Menghitung Raw Weight Keseluruhan data yang ada kemudian diolah untuk menghasilkan raw weight tiap kebutuhan dengan menggunakan formula (2.12). Sebagai contoh,
113 96 perhitungan raw weight untuk kebutuhan akan meja setrika yang mudah disimpan adalah sebagai berikut: tingkat kepentingan rasio perbaikan titik jual 3,123 1,281 1,2 4,611 Hasil perhitungan raw weight penelitian ini ditampilkan pada tabel Tabel Raw Weight Tiap Kebutuhan No. Kebutuhan Raw Weight 1 Mudah disimpan 4,611 2 Mudah dipindahkan 4,125 3 Mendukung fleksibilitas penyetrika untuk duduk dan berdiri 21,078 4 Nyaman digunakan 19,467 5 Dilengkapi dengan rak pakaian yang luas dan mudah dijangkau 6,034 6 Dilengkapi dengan fasilitas tambahan 11,736 7 Ringan 4,229 8 Kuat 5,405 9 Tahan lama 6, Tahan karat 3, Harga reasonable 7,312 Kebutuhan yang memiliki nilai raw weight terbesar dan harus ditingkatkan kualitasnya adalah kebutuhan akan adanya fleksibilitas penyetrika untuk duduk dan berdiri. Nilai raw weight untuk kebutuhan tersebut berada jauh di atas nilai raw weight kebutuhan-kebutuhan lain Menormalisasi Raw Weight Raw weight yang telah didapat pada perhitungan sebelumnya dinormalisasi dengan menggunakan formula (2.13). Hasil normalisasi ini nantinya juga akan berguna dalam penentuan prioritas respon teknis pada tahap-tahap berikutnya. Sebagai contoh, perhitungan normalized raw weight untuk kebutuhan akan meja setrika yang mudah disimpan adalah sebagai berikut:
114 97 4,611 94,15 0,049 Adapun hasil normalisasi raw weight untuk tiap kebutuhan pada penelitian ini dapat dilihat pada tabel Tabel Normalized Raw Weight Tiap Kebutuhan No. Kebutuhan Normalized Raw Weight 1 Mudah disimpan 0,049 2 Mudah dipindahkan 0,044 3 Mendukung fleksibilitas penyetrika untuk duduk dan berdiri 0,224 4 Nyaman digunakan 0,207 5 Dilengkapi dengan rak pakaian yang luas dan mudah dijangkau 0,064 6 Dilengkapi dengan fasilitas tambahan 0,125 7 Ringan 0,045 8 Kuat 0,057 9 Tahan lama 0, Tahan karat 0, Harga reasonable 0,078
115 Menentukan Spesifikasi Target Gambar Posisi Tahap Penentuan Spesifikasi Target pada Langkah-langkah Pengembangan Konsep Produk Langkah berikutnya setelah melakukan identifikasi kebutuhan konsumen adalah menentukan spesifikasi target. Spesifikasi target ini akan dijadikan sebagai acuan awal dalam pengembangan produk dan hanya bersifat sebagai initial specification sebelum menentukan final specification pada tahap-tahap berikutnya. Penentuan spesifikasi target dilakukan dengan melalui langkahlangkah pembuatan matriks informasi teknis. Pada bagian ini, akan dibahas mengenai langkah-langkah dalam pembuatan matriks informasi teknis untuk meja setrika yang akan dikembangkan dalam kaitannya dengan penentuan spesifikasi target, mulai dari tahap identifikasi respon teknis dan diakhiri dengan pembuatan dan analisis HOQ Mengidentifikasi Respon Teknis untuk Memenuhi Kebutuhan Langkah pertama dalam pembuatan matriks informasi teknis adalah mengidentifikasi dan merumuskan respon teknis sebagai upaya pemenuhan kebutuhan konsumen. Daftar respon teknis yang dirumuskan dalam kaitannya dengan pengembangan meja setrika pada penelitian ini adalah sebagai berikut: 1. Panjang meja setrika Penentuan panjang yang tepat untuk meja setrika sangat penting diperhatikan untuk mengakomodasi pakaian yang panjang sehingga proses menyetrika dapat dilakukan lebih cepat karena penyetrika tidak harus berulang kali mengatur posisi pakaian di atas meja setrika sebagai implikasi dari panjang yang tidak sesuai. Namun demikian, penentuan panjang meja juga harus
116 99 dipikirkan sedemikian rupa sehingga tetap berada dalam area yang dapat dijangkau oleh penyetrika, khususnya karena panjang meja setrika ini juga akan mempengaruhi posisi peletakan setrika yang secara repetitif harus dijangkau oleh penyetrika selama menyetrika. Penentuan panjang yang tepat ini juga akan mempengaruhi bentuk meja setrika secara keseluruhan, khususnya saat dibentuk menjadi compact sehingga akan menentukan mudah atau tidaknya penyimpanan meja setrika. 2. Lebar meja setrika Sama halnya dengan dimensi panjang, lebar meja setrika juga penting diatur secara tepat terkait efisiensi proses menyetrika dan kemudahan penyimpanan. Dimensi lebar meja setrika yang terlalu kecil akan menurunkan efisiensi. Namun, di sisi lain, dimensi lebar meja setrika yang terlalu besar akan lebih sulit untuk disimpan. 3. Tinggi meja setrika Saat ini, ada berbagai variasi tinggi meja setrika yang diproduksi dengan tujuan mengakomodasi penyetrika dengan dimensi tinggi badan yang berbeda. Namun demikian, masih sering terjadi keluhan akan ketinggian meja yang tidak sesuai sehingga produsen perlu lebih memfokuskan diri pada penentuan tinggi meja yang dapat mengakomodasi seluruh penyetrika dengan berbagai variasi tinggi, dengan tetap mempertimbangkan aspek kemudahan penyimpanan yang diharapkan oleh konsumen. 4. Lebar kursi Selama ini, belum ada meja setrika yang dilengkapi kursi sehingga atribut ini tidak menjadi salah satu concern produsen. Namun, dengan adanya penambahan kursi, perlu dipikirkan lebih lanjut mengenai lebar kursi yang sesuai sehingga penyetrika merasa nyaman saat duduk. Karena tidak dapat dilepas dari meja, lebar kursi juga akan mempengaruhi kemudahan penyimpanan keseluruhan meja setrika. 5. Kedalaman kursi Kedalaman kursi juga menjadi salah satu aspek dalam pembuatan kursi yang perlu diperhatikan demi kenyamanan penyetrika saat bekerja dalam posisi
117 100 duduk. Sama halnya dengan lebar kursi, kedalaman kursi juga akan mempengaruhi kemudahan penyimpanan meja setrika. 6. Tinggi kursi Meja setrika yang akan dikembangkan adalah meja setrika yang dilengkapi dengan kursi yang unattachable sehingga dalam pemenuhan kebutuhan konsumen, tinggi kursi menjadi aspek kritis yang dimensinya dipengaruhi oleh aspek-aspek lain, seperti tinggi meja dan antropometri penyetrika karena secara keseluruhan akan mempengaruhi kenyamanan penyetrika selama bekerja. 7. Panjang rak Keluhan akan rak yang sempit menyebabkan tidak optimalnya penggunaan rak oleh penyetrika. Panjang rak yang ada saat ini seringkali tidak dapat mengakomodasi seluruh pakaian yang disetrika pada 1 kali proses penyetrikaan. Sebagai akibatnya, seringkali dibutuhkan space tambahan untuk meletakkan pakaian yang telah disetrika. 8. Lebar rak Sama halnya dengan atribut dimensi panjang rak, lebar rak juga mempengaruhi penggunaan rak oleh penyetrika. Pengaturan lebar rak yang sesuai menjadi hal yang penting sebagai salah satu respon teknis sehingga fasilitas berupa rak yang disediakan oleh kebanyakan produsen dapat dimanfaatkan seoptimal mungkin. 9. Tinggi rak Selama ini, posisi rak berada pada bagian bawah meja setrika. Namun, seperti yang ditampilkan pada studi ergonomi kondisi aktual, posisi demikian tidak ergonomis dan tentunya mempengaruhi kenyamanan penyetrika saat memanfaatkan fasilitas rak yang disediakan. Pengaturan tinggi rak yang sesuai sebagai respon dari kebutuhan akan kenyamanan yang ada menjadi salah satu aspek yang vital dalam pengembangan meja setrika baru ini. 10. Tinggi footrest Penyetrika dengan dimensi tubuh yang termasuk dalam kategori persentil 5 tentu berbeda dengan penyetrika dengan dimensi tubuh yang termasuk dalam kategori persentil 95. Kursi dengan ketinggian tertentu yang dirasa nyaman
118 101 oleh penyetrika dengan persentil 95 akan memiliki tingkat kenyamanan yang berbeda jika diduduki oleh penyetrika dengan persentil 5, khususnya terkait dengan kemampuan untuk menapakkan kaki pada lantai. Oleh karena itu, diperlukan tinggi footrest yang sesuai untuk mengakomodasi perbedaan antropometri tiap penyetrika. 11. Massa total Massa total merupakan respon teknis yang dirumuskan untuk menjawab kebutuhan konsumen akan meja setrika yang ringan. Hal tersebut kemudian akan berimplikasi pada kebutuhan meja setrika lain, di mana meja setrika yang ringan akan mempermudah pemindahan meja ke lokasi lain. 12. Kekuatan menahan beban Beban yang diterima oleh meja setrika selama proses penyetrikaan berlangsung adalah beban pakaian, setrika, dan tekanan yang diberikan oleh penyetrika selama menyetrika. Kekuatan menahan beban ini akan mempengaruhi kekuatan dan ketahanan meja setrika secara keseluruhan sehingga perlu diperhitungkan, khususnya dalam menganalisis beban maksimum yang masih dapat diterima oleh meja setrika. 13. Biaya produksi/ unit Biaya produksi akan mempengaruhi harga jual yang ditawarkan pada pembeli sehingga harus ditekan seoptimal mungkin tanpa mengorbankan kualitas produk yang dihasilkan. 14. Lifetime Lifetime merupakan respon teknis untuk menjawab kebutuhan konsumen akan meja setrika yang tahan lama. Meja setrika yang tahan lama tentu akan lebih diminati karena pembeli tidak perlu mengeluarkan uang lagi dalam jangka waktu singkat setelah pembelian pertama. 15. Diameter kaki meja setrika Diameter kaki meja setrika merupakan salah satu faktor penting yang harus diperhatikan dan direncanakan sebaik mungkin mengingat kaki meja akan menjadi tumpuan utama meja yang menentukan kokoh atau tidaknya meja. Material penyangga yang kokoh harus disertai dengan perencanaan diameter yang baik.
119 Diameter kaki rak Sama halnya dengan diameter kaki meja setrika, diameter kaki rak juga harus direncanakan sebaik mungkin dengan adanya perhitungan beban maksimum pakaian yang dapat diterima. 17. Material penyangga Material penyangga menjadi respon atas banyak kebutuhan konsumen, meliputi kebutuhan akan meja setrika yang ringan, kuat, tahan lama, dan tahan karat. Beberapa kebutuhan memiliki kepentingan yang berbeda sehingga perlu dilakukan trade-off dalam penentuan material. 18. Fasilitas tambahan Seperti yang telah dijelaskan pada hierarki kebutuhan konsumen pada tabel 4.8, fasilitas tambahan yang dimaksud dalam hal ini adalah fasilitas berupa tempat meletakkan pelengkap kegiatan menyetrika, seperti pengharum pakaian dan hanger. Meja setrika yang ada saat ini tidak memenuhi kebutuhan laten konsumen akan hal tersebut. 19. Baut dan mur yang kuat Kekuatan meja setrika dipengaruhi oleh kekuatan material dan sambungansambungan yang menjadi penghubung antarkomponen, seperti board dengan kaki meja misalnya. Untuk itu, dibutuhkan baut dan mur yang juga kuat untuk memastikan kekuatan sambungan-sambungan yang ada sehingga menjamin ketahanan meja setrika terhadap beban yang diberikan, khususnya pada areaarea di sekitar sambungan-sambungan tersebut. 20. Kursi yang mudah digeser Salah satu kebutuhan yang dinyatakan oleh konsumen adalah kebutuhan akan adanya fleksibilitas untuk duduk dan berdiri. Untuk itu, perlu dirancang suatu sistem yang memudahkan pemindahan kursi sehingga dapat dengan mudah tersedia ketika dibutuhkan dan disingkirkan ketika tidak dibutuhkan. Kursi yang mudah digeser menjadi jawaban atas permasalahan tersebut. 21. Meja yang mudah digeser Kemudahan pemindahan meja setrika tidak hanya dipengaruhi oleh massa total dari meja setrika. Ada trade-off yang mungkin perlu dilakukan dalam pemilihan material yang mungkin akan berimplikasi pada massa total yang
120 103 cukup berat untuk diangkat oleh orang-orang tertentu sehingga diperlukan meja yang mudah digeser sehingga mempermudah pemindahan Menentukan Hubungan antara Respon Teknis dengan Kebutuhan Setelah menentukan respon teknis untuk tiap kebutuhan, langkah berikutnya adalah menentukan hubungan antara respon teknis tersebut dengan kebutuhan yang ada, dengan mengklasifikasikan kebutuhan-kebutuhan tersebut ke dalam 3 golongan, yaitu kuat, sedang, dan lemah. Adapun hasil penilaian bobot hubungan respon teknis dengan kebutuhan ini dapat dilihat pada tabel 4.15.
121 Tabel Hubungan Respon Teknis dengan Kebutuhan No. Kebutuhan Hubungan Kuat ( ) Sedang ( ) Lemah ( ) Panjang meja setrika Lebar kursi 1 Mudah disimpan Lebar meja setrika Kedalaman kursi Tinggi meja setrika 2 Mudah dipindahkan Meja yang mudah digeser Massa total 3 Mendukung fleksibilitas penyetrika untuk duduk dan berdiri Kursi yang mudah digeser Tinggi meja setrika Tinggi footrest Lebar kursi 4 Nyaman digunakan Tinggi kursi Panjang meja setrika Kedalaman kursi Tinggi rak Lebar meja setrika 5 Dilengkapi dengan rak pakaian yang luas dan mudah dijangkau Panjang rak Lebar rak Tinggi rak 6 Dilengkapi dengan fasilitas tambahan Fasilitas tambahan 104
122 Tabel Hubungan Respon Teknis dengan Kebutuhan (Sambungan) 7 Ringan Material penyangga Massa total Kekuatan menahan beban Diameter kaki meja setrika 8 Kuat Material penyangga Diameter kaki rak Baut dan mur yang kuat 9 Tahan lama Lifetime Kekuatan menahan beban Material penyangga Baut dan mur yang kuat 10 Tahan karat Material penyangga Lifetime 11 Harga reasonable Biaya produksi/ unit 105
123 Menghitung Prioritas Respon Teknis Penentuan prioritas ini penting dilakukan untuk menentukan respon teknis yang akan dikembangkan terlebih dahulu; menyesuaikan dengan kontribusinya dalam pemenuhan kebutuhan. Adapun perhitungan kontribusi dilakukan menggunakan formula (2.14). Sebagai contoh, perhitungan kontribusi untuk respon teknis panjang meja setrika adalah sebagai berikut: Kontribusi Σ Bobot keterhubungan Kontribusi 9 0, ,207 Kontribusi 1,061 Kontribusi dari tiap respon teknis kemudian diurutkan untuk menghasilkan prioritas respon teknis. Pada tabel 4.16 akan diperlihatkan nilai kontribusi seluruh respon teknis, dilengkapi dengan prioritasnya setelah diurutkan.
124 Tabel Prioritas Respon Teknis No. Respon Teknis Kebutuhan Hubungan Bobot Normalized Raw Weight Contributions Ranking 1 Panjang meja setrika Mudah disimpan Kuat 9 0,049 Nyaman digunakan Sedang 3 0,207 1, Lebar meja setrika Mudah disimpan Kuat 9 0,049 Nyaman digunakan Sedang 3 0,207 1, Tinggi meja setrika Mudah disimpan Kuat 9 0,049 Nyaman digunakan Kuat 9 0,207 2, Lebar kursi Mudah disimpan Sedang 3 0,049 Nyaman digunakan Lemah 1 0,207 0, Kedalaman kursi Mudah disimpan Sedang 3 0,049 Nyaman digunakan Lemah 1 0,207 0, Tinggi kursi Nyaman digunakan Kuat 9 0,207 1, Panjang rak Dilengkapi dengan rak pakaian yang luas dan mudah dijangkau Kuat 9 0,064 0, Lebar rak Dilengkapi dengan rak pakaian yang luas dan mudah dijangkau Kuat 9 0,064 0,
125 Tabel Prioritas Respon Teknis (Sambungan) Nyaman digunakan Kuat 9 0,207 9 Tinggi rak Dilengkapi dengan rak pakaian 2,438 1 Kuat 9 0,064 yang luas dan mudah dijangkau 10 Tinggi footrest Nyaman digunakan Sedang 3 0,207 0, Massa total Mudah dipindahkan Sedang 3 0,044 Ringan Kuat 9 0,045 0, Kekuatan menahan Kuat Kuat 9 0,057 beban Tahan lama Sedang 3 0,072 0, Biaya produksi/ unit Harga reasonable Kuat 9 0,078 0, Lifetime Tahan lama Kuat 9 0,072 Tahan karat Lemah 1 0,036 0, Diameter kaki meja setrika Kuat Sedang 3 0,057 0, Diameter kaki rak Kuat Sedang 3 0,057 0, Material penyangga Ringan Kuat 9 0,045 Kuat Kuat 9 0,057 1,
126 Tabel Prioritas Respon Teknis (Sambungan) Tahan lama Sedang 3 0,072 Tahan karat Kuat 9 0, Fasilitas tambahan 19 Baut dan mur yang kuat Dilengkapi dengan fasilitas Kuat 9 0,125 1,122 6 tambahan Kuat Kuat 9 0,057 0, Tahan lama Sedang 3 0, Kursi yang mudah digeser Meja yang mudah digeser Mendukung fleksibilitas penyetrika untuk duduk dan berdiri Kuat 9 0,224 2,015 3 Mudah dipindahkan Kuat 9 0,044 0,
127 Menentukan Arah Pengembangan Respon Teknis Setelah menentukan prioritas respon teknis, ditentukan arah pengembangan respon teknis yang akan memberikan peningkatan terhadap kepuasan konsumen. Arah pengembangan respon teknis pada pengembangan produk meja setrika ini dapat dilihat pada tabel Tabel Arah Pengembangan Respon Teknis No. Respon Teknis Arah Pengembangan 1 Panjang meja setrika O 2 Lebar meja setrika O 3 Tinggi meja setrika O 4 Lebar kursi O 5 Kedalaman kursi O 6 Tinggi kursi O 7 Panjang rak O 8 Lebar rak O 9 Tinggi rak O 10 Tinggi footrest O 11 Massa total 12 Kekuatan menahan beban 13 Biaya produksi/ unit 14 Lifetime 15 Diameter kaki meja setrika O 16 Diameter kaki rak O 17 Material penyangga O 18 Fasilitas tambahan O 19 Baut dan mur yang kuat 20 Kursi yang mudah digeser O 21 Meja yang mudah digeser O
128 Menentukan Hubungan Antarrespon Teknis Untuk mengidentifikasi adanya trade-off yang mungkin perlu dilakukan, ditentukan hubungan antarrespon teknis. Hubungan yang terbentuk diklasifikasikan ke dalam 4 golongan, yaitu kuat positif, positif, negatif, dan kuat negatif. Hasil identifikasi hubungan antarrespon teknis dapat dilihat pada tabel Tabel Hubungan Antarrespon Teknis Respon Teknis Respon Teknis Lain Korelasi Tinggi kursi Kuat Positif Tinggi meja setrika Tinggi rak Positif Tinggi footrest Positif Tinggi footrest Tinggi kursi Kuat Positif Lifetime Baut dan mur yang kuat Positif Diameter kaki meja setrika Positif Diameter kaki rak Positif Kekuatan menahan beban Material penyangga Kuat Positif Baut dan mur yang kuat Kuat Positif Lifetime Positif Massa total Negatif Material penyangga Biaya produksi/ unit Negatif Lifetime Positif Massa total Meja yang mudah digeser Positif Dari tabel 4.18, dapat dilihat adanya korelasi yang negatif antara material penyangga dan massa total dan biaya produksi/ unit. Semakin baik material penyangga yang digunakan, yang dalam hal ini diasumsikan berupa besi, maka akan semakin berat massa meja setrika secara keseluruhan. Demikian pula, biaya produksi/ unit akan meningkat mengingat kualitas material yang memang bagus. Untuk itu, dalam praktiknya nanti, mungkin perlu dilakukan trade-off.
129 Mengumpulkan Informasi Benchmarking yang Kompetitif Informasi benchmarking yang dikumpulkan pada penelitian ini adalah informasi terkait respon teknis 3 merek meja setrika, yaitu Waikiki, Silka, dan S Gold. Adapun data yang berhasil dikumpulkan untuk ketiga merek meja setrika ini ditampilkan pada tabel Tabel Informasi Benchmarking Respon Teknis Merek Meja Setrika Waikiki Silka S Gold Satuan Panjang meja setrika cm Lebar meja setrika cm Tinggi meja setrika cm Lebar kursi cm Kedalaman kursi cm Tinggi kursi cm Panjang rak cm Lebar rak cm Tinggi rak cm Tinggi footrest cm Massa total kg Kekuatan menahan beban N Biaya produksi/ unit Rupiah Lifetime Tahun Diameter kaki meja setrika cm Diameter kaki rak cm Material penyangga Kayu Oak Kayu Mahoni Aluminium Subj. Fasilitas tambahan Subj. Baut dan mur yang kuat N Kursi yang mudah digeser Subj. Meja yang mudah digeser Tidak Tidak Tidak Subj.
130 Menetapkan Target Awal untuk Tiap Respon Teknis Setelah langkah-langkah pada subbab sebelumnya diselesaikan, langkah berikutnya adalah menetapkan spesifikasi target awal untuk tiap respon teknis. Penetapan spesifikasi target awal ini dilakukan melalui proses brainstorming awal. Khusus untuk dimensi terkait ergonomi, dibuat asumsi bahwa tinggi meja setrika yang digunakan menyesuaikan dengan tinggi siku orang persentil 50 dikurangi dengan tinggi setrika. Pemilihan orang persentil 50 sebagai acuan ini didasarkan pada pertimbangan bahwa tinggi meja rata-rata juga akan dapat mengakomodasi kenyamanan orang dengan persentil 5 dan 95. Sementara itu, tinggi kursi dan tinggi footrest juga menyesuaikan dengan tinggi meja setrika yang didapat dengan perhitungan secara berantai, di mana tinggi kursi didapat dengan mengurangkan dimensi tinggi meja dengan tinggi siku orang persentil 50 saat duduk setelah sebelumnya ditambahkan dengan tinggi setrika, sementara tinggi footrest didapat dengan mengurangkan dimensi tinggi kursi dengan tinggi popliteal orang persentil 5. Lebar dan kedalaman kursi ditetapkan dengan mengacu pada batas atas formula (2.1) dan (2.2). Hasil penetapan target awal penelitian ini dapat dilihat pada tabel Tabel Target Respon Teknis No. Respon Teknis Spesifikasi Satuan 1 Panjang meja setrika 110 cm 2 Lebar meja setrika 40 cm 3 Tinggi meja setrika 80,65 cm 4 Lebar kursi 43,79 cm 5 Kedalaman kursi 35,84 cm 6 Tinggi kursi 67,95 cm 7 Panjang rak 80 cm 8 Lebar rak 33 cm 9 Tinggi rak 77,15 cm 10 Tinggi footrest 19 cm
131 114 Tabel Target Respon Teknis (Sambungan) 11 Massa total 10 Gr 12 Kekuatan menahan beban > 13 N 13 Biaya produksi/ unit Rupiah 14 Lifetime > 15 Tahun 15 Diameter kaki meja setrika 6 Cm 16 Diameter kaki rak 4 Cm 17 Material penyangga Aluminium Subj. 18 Fasilitas tambahan Ada tempat meletakkan pelengkap menyetrika Subj. 19 Baut dan mur yang kuat > 5 N 20 Kursi yang mudah digeser Ya Subj. 21 Meja yang mudah digeser Ya Subj Membuat dan Menganalisis HOQ Seluruh hasil pengolahan data yang menghasilkan matriks-matriks kemudian disatukan dalam HOQ. Adapun HOQ dalam perancangan meja setrika ini dapat dilihat pada lampiran 7. Setelah membuat HOQ, dilakukan analisis terhadap matriks perencanaan dan matriks informasi teknis. Hal ini dilakukan untuk mengetahui kebutuhan dan respon teknis yang menjadi prioritas dalam pengembangan meja setrika baru. Dengan demikian, pengembangan meja setrika tersebut dapat diarahkan pada upaya yang tepat sasaran dalam memenuhi kebutuhan yang diharapkan konsumen. Dari matriks perencanaan yang diperlihatkan pada HOQ, dapat dilihat pada kolom tingkat kepentingan bahwa kebutuhan akan kenyamanan dalam penggunaan merupakan kebutuhan dengan tingkat kepentingan yang paling tinggi dengan nilai tingkat kepentingan sebesar 4,571. Hal ini berarti bahwa kebutuhan akan kenyamanan dalam penggunaan merupakan kebutuhan yang paling penting menurut konsumen. Setelah menentukan kebutuhan yang paling penting, analisis dilanjutkan untuk menentukan kekuatan dan kelemahan meja setrika yang telah ada untuk menemukan peluang yang mungkin diraih pada perancangan meja setrika yang
132 115 dilengkapi kursi ini. Untuk itu, dilakukan analisis terhadap kolom tingkat kepuasan pada HOQ. Dari kolom tingkat kepuasan tersebut, dapat dilihat bahwa ada 4 kebutuhan yang tingkat kepuasannya berada pada kategori kurang memuaskan dan tidak memuaskan. Kebutuhan-kebutuhan tersebut meliputi: kebutuhan akan fleksibilitas untuk duduk dan berdiri; kebutuhan akan kenyamanan dalam penggunaan; kebutuhan akan rak pakaian yang luas dan mudah dijangkau; serta kebutuhan akan fasilitas tambahan. Karena berada pada skala kurang dan tidak memuaskan, dalam perancangan meja setrika baru ini keempat kebutuhan tersebut diupayakan untuk memiliki rasio perbaikan yang paling besar dengan penetapan target yang jauh di atas tingkat kepuasan yang dirasakan konsumen. Namun, karena adanya perbedaan pada penilaian titik jual keempat kebutuhan tersebut, kebutuhan menurut nilai keseluruhan data (raw weight) yang dihasilkan mengalami pergeseran urutan prioritas pengembangan. Dari hasil perhitungan raw weight, dapat disimpulkan bahwa kebutuhan yang mempunyai prioritas tertinggi untuk dikembangkan adalah kebutuhan akan fleksibilitas untuk duduk dan berdiri dengan nilai raw weight sebesar 21,078. Adapun urutan kebutuhan mulai dari prioritas tertinggi hingga terendah adalah sebagai berikut: 1. meja setrika dengan desain yang mendukung fleksibilitas penyetrika untuk duduk dan berdiri; 2. meja setrika dengan desain yang nyaman digunakan; 3. meja setrika dilengkapi dengan fasilitas tambahan; 4. meja setrika dengan harga yang reasonable; 5. meja setrika yang tahan lama; 6. meja setrika dilengkapi dengan rak pakaian yang luas dan mudah dijangkau; 7. meja setrika yang kuat; 8. meja setrika yang mudah disimpan; 9. meja setrika yang ringan; 10. meja setrika yang mudah dipindahkan; dan 11. meja setrika yang tahan karat.
133 116 Setelah menganalisis matriks perencanaan, langkah berikutnya adalah melakukan analisis terhadap matriks informasi teknis. Seperti yang telah dijelaskan pada pembahasan sebelumnya pada subbab , dari normalized raw weight yang didapatkan, dapat dihitung nilai kontribusi tiap respon teknis terhadap pemenuhan kebutuhan untuk kemudian diurutkan menghasilkan urutan prioritas respon teknis yang perlu dikembangkan. Berdasarkan hasil analisis matriks perencanaan pada pembahasan sebelumnya, diketahui bahwa kebutuhan yang merupakan prioritas utama dalam perancangan meja setrika ini adalah kebutuhan akan desain meja setrika yang mendukung fleksibilitas penyetrika untuk duduk dan berdiri. Namun, dari hasil perhitungan prioritas respon teknis, ternyata respon teknis yang paling penting untuk dikembangkan adalah tinggi rak yang tidak berkaitan dengan pemenuhan kebutuhan akan fleksibilitas untuk duduk dan berdiri. Hal ini disebabkan karena kebutuhan akan fleksibilitas untuk duduk dan berdiri hanya memiliki hubungan kuat dengan respon teknis cara memindahkan kursi. Sementara itu, beberapa kebutuhan lain memiliki hubungan dengan banyak respon teknis yang ada. Oleh karena itu, dengan mengacu pada hubungan yang terbentuk antara respon teknis dengan normalized raw weight tiap kebutuhan, diketahui bahwa tinggi rak menempati urutan pertama dalam prioritas pengembangan meja setrika ini dengan nilai kontribusi sebesar 2,438. Adapun urutan respon teknis mulai dari prioritas tertinggi hingga terendah adalah sebagai berikut: 1. tinggi rak; 2. tinggi meja setrika; 3. kursi yang mudah digeser; 4. tinggi kursi; 5. material penyangga; 6. fasilitas tambahan; 7. panjang meja setrika; 8. lebar meja setrika; 9. kekuatan menahan beban; 10. baut dan mur yang kuat; 11. biaya produksi/ unit;
134 lifetime; 13. tinggi footrest; 14. panjang rak; 15. lebar rak; 16. massa total; 17. meja yang mudah digeser; 18. lebar kursi; 19. kedalaman kursi; 20. diameter kaki meja setrika; dan 21. diameter kaki rak. Pada matriks informasi teknis yang ditampilkan, dapat dilihat adanya target yang ditetapkan untuk masing-masing respon teknis. Nilai yang tertera merupakan target awal yang ditetapkan berdasarkan benchmarking dan asumsi awal terkait dimensi yang ergonomis bagi penyetrika. Pada pembahasan berikutnya, akan dilihat apakah nilai target awal ini telah cocok ditetapkan sebagai spesifikasi akhir meja setrika yang akan dikembangkan melalui proses penggenerasian dan pemilihan konsep untuk kemudian dilakukan penetapan spesifikasi akhir secara keseluruhan Menggenerasi dan Memilih Konsep Gambar Posisi Tahap Penggenerasian dan Pemilihan Konsep pada Langkah-langkah Pengembangan Konsep Produk Dengan mengacu pada tingkat kepentingan yang dinyatakan oleh konsumen terhadap masing-masing kebutuhan, dapat dilihat pada tabel 4.8 bahwa 3 kebutuhan yang dirasa paling penting oleh konsumen adalah kebutuhan akan
135 118 kenyamanan dalam penggunaan, kebutuhan akan harga yang reasonable, dan kebutuhan akan meja setrika yang kuat. Kebutuhan akan harga yang reasonable bergantung pada penggunaan material, proses produksi, serta nilai keseluruhan produk yang dihasilkan sehingga penggenerasian konsep akan lebih difokuskan pada kebutuhan akan kenyamanan dalam penggunaan dan kebutuhan akan meja setrika yang kuat sebagai 2 aspek yang turut mempengaruhi harga jual meja setrika nantinya. Sebelum konsep digenerasi, masalah yang ada didekomposisi ke dalam submasalah yang lebih sederhana. Untuk itu, dibuat suatu diagram fungsi yang merepresentasikan fungsi meja setrika yang akan dikembangkan. Diagram fungsi penelitian ini ditampilkan pada gambar DIAGRAM FUNGSI Input Output Penyetrika Meja setrika Material yang baik Fleksibilitas IRONING BOARD Penyetrika merasa nyaman saat menyetrika Kekuatan meja Fleksibilitas Gambar Diagram Fungsi Permasalahan Langkah berikutnya adalah membentuk diagram subfungsi dari diagram fungsi yang ada untuk memetakan permasalahan secara lebih detail dengan menyertakan deskripsi yang spesifik dari elemen-elemen yang dapat dilakukan oleh meja setrika yang akan dikembangkan dalam rangka implementasi fungsi keseluruhan meja setrika tersebut. Adapun diagram subfungsi yang dikembangkan pada penelitian ini dapat dilihat pada gambar 4.22.
136 119 Input DIAGRAM SUBFUNGSI Fungsi Output Penyetrika Menyetrika pakaian Meletakkan pakaian pada rak Meja setrika Menarik kursi dari bawah meja Mengatur posisi kursi terhadap meja Penyetrika merasa nyaman saat menyetrika Rak pakaian Memposisikan rak Material yang baik Menggunakan material yang dapat menahan banyak beban Kekuatan meja Fleksibilitas Menggeser jika akan/ tidak menggunakan kursi Fleksibilitas Gambar Diagram Subfungsi Permasalahan Konsep yang akan digenerasi terkait pengembangan meja setrika ini ada 3, yaitu konsep lokasi rak pakaian dan konsep dimensi meja setrika terkait ergonomi yang akan berpengaruh terhadap kenyamanan, serta konsep material pembentuk meja setrika yang akan berpengaruh terhadap kekuatan meja setrika. Ketiga konsep ini, jika diperhatikan lebih lanjut, sebenarnya tidak hanya berhenti pada aspek kenyamanan penyetrika dan kekuatan meja setrika, tetapi juga berpengaruh pada kebutuhan-kebutuhan lain yang terkadang membutuhkan trade-off dalam pemilihannya. Proses penggenerasian dan pemilihan konsep ini berlangsung secara simultan di mana output dari pemilihan konsep lokasi rak pakaian akan menjadi input bagi penggenerasian dimensi meja setrika. Demikian pula output dari pemilihan konsep dimensi meja setrika akan menjadi input bagi penggenerasian konsep material yang digunakan. Untuk lebih jelasnya, alur dalam penggenerasian dan pemilihan konsep terkait pengembangan meja setrika ini dapat dilihat pada gambar 4.23.
137 Mulai Memperjelas permasalahan Melakukan dekomposisi masalah Menyiapkan daftar konsep yang akan digenerasikan Memilih konsep Mendata kekurangan tiap konsep Mendata kelebihan tiap konsep Menggali konsep yang mungkin Memfiksasi dimensi keseluruhan meja Ya PEI lebih kecil dari aktual? Menentukan tinggi meja dan rak Studi ergonomi desain meja dilengkapi kursi Tidak Membuat desain meja Membuat desain kursi Tidak Studi ergonomi ketinggian meja Menentukan dimensi variabel kursi yang akan disimulasikan PEI lebih kecil dari aktual? Ya Memfiksasi dimensi tinggi meja dan rak Menggali konsep yang mungkin Mendata kelebihan tiap konsep Mendata kekurangan tiap konsep Selesai Melakukan concept scoring Memfiksasi keseluruhan konsep Gambar Alur Proses Penggenerasian dan Pemilihan Konsep 120
138 121 Langkah persiapan telah dijelaskan pada pembahasan sebelumnya sehingga pada subbab di bawah ini, pembahasan akan diarahkan pada detail hasil penggenerasian dan pemilihan masing-masing konsep. Adapun garis besar konsep yang akan dibahas dapat dilihat pada pohon klasifikasi konsep yang divisualisasikan pada gambar Gambar Pohon Klasifikasi Konsep
139 Menggenerasi dan Memilih Konsep Lokasi Rak Pakaian Ada 4 alternatif konsep lokasi rak pakaian yang dipertimbangkan dalam penelitian ini, yaitu pada sisi kiri, kanan, depan, dan bawah meja setrika. Kelebihan dan kekurangan untuk tiap konsep dijabarkan pada tabel Khusus untuk konsep lokasi rak di sisi kiri, kanan, dan depan meja setrika, diasumsikan bahwa tinggi rak sejajar dengan tinggi siku penyetrika. Tabel Kelebihan dan Kekurangan Tiap Konsep Lokasi Rak Pakaian Lokasi Kelebihan Kekurangan Kiri Kanan Depan Bawah Mudah dijangkau Mudah dibentuk menjadi compact Mudah dijangkau Mudah dijangkau Meja setrika lebih stabil Analisis beban harus dilakukan secara matang mengingat akan tidak seimbangnya sisi kiri dan kanan meja setrika Jarak tidak boleh terlalu dekat mengingat tangan kiri akan aktif bergerak memindahkan pakaian Analisis beban harus dilakukan secara matang mengingat akan tidak seimbangnya sisi kiri dan kanan meja setrika Terlalu banyak fitur di sisi kanan (di sisi kanan telah ada tempat penempatan setrika dan pelengkap menyetrika) Pakaian berisiko jatuh jika bersinggungan dengan tangan kanan yang sedang menyetrika Sulit membentuk desain yang compact jika tetap ingin mempertahankan ukuran rak yang luas Tidak ada space di depan meja bagi penyetrika untuk menggeser pakaian ke depan (kecenderungan penyetrika sebagai implikasi dari lebar meja yang lebih sempit dibanding lebar pakaian) Tidak ergonomis Ukuran terbatas
140 123 Tabel Kelebihan dan Kekurangan Tiap Konsep Lokasi Rak Pakaian (Sambungan) Sulit dibentuk menjadi compact mengingat akan ada kursi di bagian bawah meja Kelebihan dan kekurangan yang ada kemudian dianalisis untuk melihat kemungkinan eliminasi konsep. Karena kelebihan yang dimiliki oleh 3 konsep yang ada relatif sama, dilakukan analisis pada kekurangan konsep untuk melihat peluang untuk mengatasi kekurangan yang ada sehingga konsep yang dipilih adalah benar-benar konsep yang terbaik. Eliminasi konsep pertama kali dilakukan pada konsep lokasi rak di bawah meja setrika. Hal ini mengacu pada tujuan perancangan meja setrika yang adalah untuk memenuhi kebutuhan konsumen akan meja setrika yang lebih nyaman dalam penggunaannya. Telah dibuktikan melalui studi ergonomi kondisi aktual bahwa lokasi rak di bawah meja setrika seperti yang telah dikembangkan saat ini tidak cukup ergonomis untuk menunjang kegiatan menyetrika. Eliminasi berikutnya diarahkan pada konsep lokasi rak di depan meja setrika. Hal ini mengacu pada kekurangan konsep yang menyatakan bahwa dengan ditempatkannya rak pada sisi depan meja setrika, tidak akan ada space bagi penyetrika untuk menggeser pakaian ke sisi depan sehingga penyetrika tidak dapat menyetrika pakaian pada sisi yang lebih dekat dengannya tanpa membuat kusut sisi lainnya. Akibatnya, hasil menyetrika menjadi tidak optimal. Dari dua konsep yang tersisa, dipilih konsep peletakan rak di sisi kiri meja setrika. Pada dasarnya, baik sisi kiri maupun kanan akan sama-sama mudah dijangkau oleh penyetrika. Namun, risiko pakaian jatuh akibat bersinggungan dengan tangan lebih besar jika rak ditempatkan pada sisi kanan meja setrika mengingat tangan kanan akan terus bergerak ketika menyetrika. Selain itu, dari sisi kemudahan dalam perancangan, rak di sisi kiri meja setrika lebih mudah dipikirkan konsepnya. Hal ini disebabkan karena pada sisi kanan telah banyak fitur yang ditempatkan sehingga kemungkinan akan bertabrakannya rak dengan fitur-fitur yang ada ketika membuatnya secara compact akan lebih besar.
141 Menggenerasi dan Memilih Konsep Dimensi Meja Setrika Konsep dimensi yang akan digenerasi pada penelitian ini hanya dimensi kursi yang akan dipilih setelah melalui pengujian pada software Jack 6.1. Dalam menggenerasi konsep dimensi kursi yang terkait ergonomi, perlu ditentukan terlebih dahulu tinggi meja setrika yang akan digunakan sebagai acuan dalam penentuan tinggi kursi. Oleh karena itu, sebagai langkah awal dalam proses penggenerasian konsep dimensi kursi ini, akan dibahas terlebih dahulu mengenai tinggi meja setrika dan tinggi rak pakaian yang ergonomis untuk digunakan dalam posisi berdiri. Ketinggian meja setrika pada penelitian ini tidak dikonfigurasikan, melainkan langsung ditentukan dari tinggi siku orang persentil 50 dikurangi dengan tinggi setrika yang diasumsikan adalah setinggi 10. Hal ini mengacu pada teori yang menyatakan bahwa prinsip utama dalam perancangan ketinggian meja kerja sebaiknya disesuaikan dengan tinggi siku orang saat melakukan pekerjaan tersebut. Namun demikian, ketinggian meja kerja juga harus mempertimbangkan tinggi benda kerja yang dalam hal ini, ketinggian meja harus dikurangi sebesar tinggi dari benda kerja tersebut. Di sisi lain, seperti yang dijelaskan pada subbab 2.5.1, Pheasant (2003) dalam bukunya yang berjudul Bodyspace Anthropometry, Ergonomics and the Design of Work menyatakan bahwa untuk kegiatan-kegiatan manipulatif berat yang melibatkan tekanan ke bawah pada benda kerja, tinggi meja kerja yang direkomendasikan adalah sebesar cm di bawah tinggi siku. Dengan pertimbangan bahwa ketinggian meja 25 cm di bawah tinggi siku akan berakibat pada terlalu membungkuknya orang dengan persentil 95, maka dipilih tinggi meja sebesar 10 cm di bawah tinggi siku, di mana 10 cm yang ditetapkan akan menjadi ruang bagi setrika dengan asumsi tinggi yang sama sehingga dapat disimpulkan bahwa meja setrika yang digunakan pada penelitian ini memiliki dimensi tinggi sebesar 90,65 cm dikurangi 10 cm tinggi setrika menjadi 80,65 cm. Adapun tinggi siku yang digunakan adalah tinggi siku orang dengan persentil 50 dengan maksud untuk mengakomodasi orang dengan persentil 5 dan 95 dengan kenyamanan selama menyetrika. Jika digunakan tinggi siku orang persentil 5 sebagai acuan, maka orang dengan persentil 95 akan membungkuk lebih dalam, sementara jika digunakan tinggi siku orang persentil 95, maka orang dengan




142 125 persentil 5 harus mengangkat tangannya untuk mencapai setrika sehingga akan menyebabkan tangan menjadi lebih cepat pegal. Variabel lain yang juga diubah namun tidak dikonfigurasikan adalah variabel tinggi rak. Seperti yang telah dijelaskan pada pembahasan sebelumnya, perlu dilakukan relokasi rak karena lokasi rak saat ini tidak ergonomis bagi penyetrika karena harus membungkuk cukup dalam untuk mencapainya. Jika dikaitkan dengan teori yang ada, perancangan tinggi rak juga seharusnya sama dengan perancangan tinggi meja, yaitu setinggi siku saat berdiri dikurangi dengan tinggi setrika. Namun demikian, karena adanya penyesuaian dengan desain, di mana desain meja setrika memungkinkan dapat disimpannya rak pakaian persis di bagian bawah meja, maka dimensi tinggi rak akan dipengaruhi oleh tebal meja dan tebal rak itu sendiri Gambar Desain Meja Setrika Baru (Belum Dilengkapi Kursi) Gambar 4.25 menampilkan desain meja setrika sebelum dilengkapi kursi. Dapat dilihat pada gambar di sisi kiri bawah, ada 3 bagian utama pada meja, yaitu: 1. meja utama, yang akan digunakan sebagai alas menyetrika;
143 rak pakaian 1, yang dapat diputar ke bagian bawah meja saat disimpan; serta 3. rak pakaian 2, yang mekanismenya seperti laci; dapat ditarik dari bawah rak pakaian 1. Dengan desain rak sedemikian rupa, maka tinggi rak pakaian 1 adalah sebesar 80,65 cm tinggi meja setrika dikurangi dengan 2,5 cm tebal meja setrika menjadi 78,15 cm. Sementara itu, tinggi rak pakaian 2 adalah sebesar 78,15 cm tinggi rak pakaian 1 dikurangi dengan 1 cm tebal rak pakaian 1 menjadi 77,15 cm. Untuk memeriksa apakah nilai ini masih dapat ditoleransi oleh orang khususnya persentil 95 yang memiliki tinggi siku paling tinggi, dihitung besar sudut yang terbentuk antara lengan bawah dengan garis horizontal. lengan 14 cm θ 41,51 cm θ Gambar Ilustrasi Kemiringan Tangan Orang Persentil 95 Saat Meletakkan Pakaian pada Rak Dari hasil perhitungan, didapat nilai: sin, = 19,71 Besar sudut 19,71 belum melebihi batas maksimum kenyamanan sebesar 30 sehingga dapat disimpulkan bahwa tinggi rak pakaian 77,15 cm masih memenuhi kriteria kenyamanan yang diharapkan. Untuk membuktikan bahwa desain meja baru yang direkomendasikan lebih baik dibanding desain meja setrika aktual, maka dilakukan simulasi dengan software Jack 6.1 untuk mendapatkan nilai PEI. Secara keseluruhan konsep, desain meja setrika yang akan dikembangkan ini memang dilengkapi dengan kursi. Namun, karena salah satu kebutuhan yang diminta oleh konsumen adalah kebutuhan akan fleksibilitas untuk duduk dan berdiri, simulasi pada software Jack

144 harus dilakukan, baik pada posisi berdiri maupun duduk. Dengan demikian, diharapkan bahwa meja setrika yang akan dikembangkan ini dapat dikatakan lebih ergonomis bagi penyetrika, baik saat penyetrika melakukan pekerjaannya sambil berdiri maupun duduk. Simulasi menggunakan software Jack 6.1 mengikuti langkah-langkah yang sama seperti yang dijabarkan pada subbab 4.1. Sebagai langkah awal, dibuat virtual environment pada software Jack 6.1 seperti yang ditampilkan pada gambar Pembuatan virtual environment kemudian dilanjutkan dengan pembuatan virtual human yang sama seperti yang ditampilkan pada gambar 4.3 sebelumnya. Virtual human kemudian ditempatkan pada virtual environment seperti yang dapat dilihat pada gambar Gambar Virtual Environment Simulasi Ketinggian Meja
 dan Persentil 95 (Kanan) pada Virtual")


145 128 Gambar Posisi Virtual Human Persentil 5 (Kiri) dan Persentil 95 (Kanan) pada Virtual Environment Simulasi Ketinggian Meja Virtual human kemudian diberikan tugas seperti yang diperlihatkan pada gambar 4.29 dan Gambar Animation Window Simulasi Ketinggian Meja Model Persentil 5

146 129 Gambar Animation Window Simulasi Ketinggian Meja Model Persentil 95 Setelah pembuatan animasi selesai dilakukan, langkah berikutnya adalah melakukan analisis terhadap hasil simulasi kedua model. Analisis yang pertama kali dilakukan adalah analisis SSP yang hasilnya dapat dilihat pada gambar Gambar Grafik Kapabilitas Model Persentil 5 (Kiri) dan Persentil 95 (Kanan) pada Simulasi Ketinggian Meja Hasil pengecekan SSP menunjukkan bahwa kapabilitas untuk semua bagian tubuh pada simulasi semua model usulan bernilai lebih dari 90%. Oleh karena itu, dapat diyakini bahwa aktivitas dan postur kerja yang dilakukan feasible untuk dilakukan oleh model manusia digital ukuran antropometri 5% dan 95% dari populasi ibu rumah tangga yang digunakan sebagai model.

147 130 Gambar Hasil Analisis Nilai LBA Model Persentil 5 (Atas) dan Persentil 95 (Bawah) pada Simulasi Ketinggian Meja Dari gambar 4.32, dapat dilihat bahwa kompresi yang diterima oleh tulang belakang model persentil 5 adalah sebesar 880 N, sementara kompresi yang diterima oleh model persentil 95 adalah sebesar N. Nilai LBA maksimum untuk kedua model ini dicapai saat penyetrika meletakkan pakaian pada rak pakaian 1 seperti yang ditampilkan pada gambar 4.33.
 dan Persentil 95 (Kanan) Saat LBA Maksimum pada Simulasi Ketinggian Meja Nilai LBA untuk")

148 131 Gambar Postur Penyetrika Persentil 5 (Kiri) dan Persentil 95 (Kanan) Saat LBA Maksimum pada Simulasi Ketinggian Meja Nilai LBA untuk ketinggian meja yang diusulkan ini lebih rendah dibandingkan dengan nilai LBA kondisi aktual, baik pada model persentil 5 maupun model persentil 95. Penurunan nilai yang dialami oleh model persentil 5 lebih sedikit dibanding penurunan nilai model persentil 95. Hal ini disebabkan karena pada kondisi aktual, model persentil 95 memang dituntut untuk membungkuk lebih dalam dibanding model persentil 5.
 dan Persentil 95 (Bawah) pada Simulasi Ketinggian Meja Dari hasil analisis OWAS, kedua model menunjukkan nilai evaluasi yang sama, yaitu 2.")
149 132 Gambar Hasil Analisis Nilai OWAS Model Persentil 5 (Atas) dan Persentil 95 (Bawah) pada Simulasi Ketinggian Meja Dari hasil analisis OWAS, kedua model menunjukkan nilai evaluasi yang sama, yaitu 2. Nilai evaluasi ini ditunjukkan pada setiap aktivitas dan postur penyetrika selama simulasi berjalan. Nilai ini menunjukkan bahwa desain meja setrika yang diusulkan telah cukup ergonomis, namun perubahan dan investigasi lebih lanjut terkait desain yang ada masih perlu dilakukan di masa yang akan datang mengingat kegiatan menyetrika adalah kegiatan yang dilakukan secara repetitif. Dari gambar 4.34, dapat dilihat elemen-elemen nilai OWAS, yaitu seperti yang ditampilkan pada tabel 4.22.

150 133 Tabel Elemen Nilai OWAS pada Simulasi Ketinggian Meja Persentil Punggung Tangan Kaki Beban Total Masing-masing elemen OWAS di atas menunjukkan: 1. punggung penyetrika berada dalam kategori 2, yaitu melakukan kegiatan sambil membungkuk; 2. tangan penyetrika berada dalam kategori 1, di mana kedua tangan berada di bawah tinggi bahu; 3. kaki penyetrika berada dalam kategori 2, dengan tumpuan pada kedua kaki; serta 4. beban berada dalam kategori 1 yang berarti bahwa berat beban masih di bawah 10 kg. Setelah melakukan analisis nilai LBA dan OWAS, dilakukan analisis nilai RULA yang dihasilkan. Hasil analisis RULA beserta rincian elemen-elemen penyusunnya dapat dilihat pada gambar 4.35 dan tabel Gambar Hasil Analisis Nilai RULA Model Persentil 5 (Kiri) dan Persentil 95 (Kanan) pada Simulasi Ketinggian Meja
151 134 Tabel Elemen Nilai RULA pada Simulasi Ketinggian Meja Kelompok A B Anggota Upper Lower Wrist Total Wrist Neck Trunk Tubuh Arm Arm Twist % Nilai % Nilai RULA berada pada skala 6 yang berarti bahwa tindakan perbaikan harus segera dilakukan. Hal ini mengacu pada elemen-elemen nilai RULA yang akan dibahas secara detail sebagai berikut: 1. Lengan atas model persentil 5 berada dalam kategori 4, di mana lengan atas menyimpang membentuk sudut lebih dari 90. Sementara itu, lengan atas model persentil 95 berada dalam kategori 3, di mana lengan atas menyimpang membentuk sudut Perbedaan nilai ini disebabkan karena pada model persentil 5, jarak jangkauan yang dapat dicapai oleh tangan lebih pendek dibanding model persentil 95 sehingga sudut yang terbentuk juga lebih besar dibanding model persentil Lengan bawah model persentil 5 dan 95 berada dalam kategori 3, di mana lengan bawah bekerja melewati garis tengah tubuh atau melakukan penyimpangan ke arah kiri melewati diameter tubuh. 3. Pergelangan tangan model persentil 5 berada dalam kategori 2, di mana pergelangan tangan melakukan gerakan menekuk ke atas atau ke bawah sejauh 15. Sementara itu, pergelangan tangan model persentil 95 berada dalam kategori 3, di mana sudut yang terbentuk dari gerakan pergelangan tangan menekuk lebih dari Perputaran pergelangan tangan kedua model berada dalam kategori 2, artinya perputaran yang terjadi sudah berada atau berada dekat dengan rentang perputaran yang dapat dilakukan oleh pergelangan tangan. 5. Leher model persentil 5 dan 95 berada dalam kategori 2, di mana leher menunduk sejauh Sudut ini bertambah dibanding kondisi aktual karena nilai RULA maksimum pada kondisi aktual dicapai saat penyetrika membungkuk dalam saat meletakkan pakaian, sementara pada kondisi usulan ini penyetrika tidak membungkuk terlalu dalam karena tangan penyetrika
152 135 dapat mencapai rak pakaian dengan mudah. Sebagai implikasi dari tinggi rak pakaian yang berada di bawah tinggi siku, penyetrika harus menundukkan kepala lebih dalam untuk memastikan pakaian diletakkan pada posisi yang sesuai. 6. Batang tubuh kedua model berada dalam kategori 3, di mana batang tubuh membungkuk dalam jangkauan Nilai RULA maksimum ini didapat saat postur penyetrika sama seperti yang ditampilkan pada gambar 4.33 sebelumnya. Tabel Rekapitulasi Nilai Analisis Ergonomi Simulasi Ketinggian Meja Persentil LBA OWAS RULA Tabel 4.24 menunjukkan rekapitulasi nilai LBA, OWAS, dan RULA simulasi ketinggian meja. Ketiga nilai yang telah didapatkan kemudian diolah untuk menghasilkan PEI dengan menggunakan formula (2.8). Adapun hasil perhitungan PEI simulasi ketinggian meja ini dapat dilihat pada tabel Tabel Hasil Perhitungan PEI Simulasi Ketinggian Meja Persentil I1 I2 I3 Mr PEI 5 0,259 0,5 0,857 1,42 1, ,357 0,5 0,857 1,42 2,074 Sama halnya dengan yang terjadi pada kondisi aktual, analisis ergonomi pada simulasi ketinggian meja ini juga paling dipengaruhi oleh posisi rak pakaian. Dilihat dari nilai PEI yang dihasilkan, penurunan yang ditunjukkan memang tidak terlalu signifikan. Hal ini disebabkan karena relokasi rak pakaian memang menjadi hal yang sulit dengan adanya pertimbangan kebutuhan yang saling bertentangan dan memerlukan trade-off. Lokasi rak pakaian yang telah ditetapkan melalui penggenerasian dan pemilihan konsep telah didasarkan atas pertimbangan untuk memenuhi semua kebutuhan konsumen yang mungkin dipenuhi, walaupun nilai yang dapat dipenuhi untuk tiap kebutuhan tidak seluruhnya terpenuhi karena
153 136 harus memperhatikan kebutuhan lain. Dengan pertimbangan demikian, peneliti memutuskan untuk tetap mempertahankan desain usulan yang ada, terlebih mengacu pada tujuan awal penelitian, di mana penelitian diarahkan untuk menghasilkan rancangan meja setrika yang lebih nyaman; bukan meja setrika yang paling nyaman bagi penyetrika. Terlebih lagi, perancangan juga akan diarahkan untuk memfasilitasi penyetrika dengan kursi yang mudah dipindahkan sehingga secara langsung akan meningkatkan kenyamanan penyetrika. Setelah didapatkan tinggi meja yang sesuai, dapat dicari tinggi kursi dengan mengurangkan tinggi meja denga tinggi siku saat duduk setelah sebelumnya ditambahkan dengan tinggi setrika. Adapun perhitungan tinggi kursi adalah sebagai berikut: Tinggi kursi = 80, ,7 = 67,95 cm di mana tinggi siku yang digunakan adalah tinggi siku orang persentil 50 saat duduk. Pemilihan penggunaan tinggi siku orang persentil 50 didasarkan pada pertimbangan yang sama dengan pertimbangan saat menentukan tinggi meja, yaitu bahwa pemilihan persentil 50 ini diharapkan dapat juga mengakomodasi orang persentil 5 dan 95 sehingga sudut yang terbentuk antara lengan bawah dengan sumbu horizontal, baik orang persentil 5 maupun 95 tidak terlalu besar. Namun, setelah melalui perhitungan lebih lanjut, ketinggian kursi sebesar 67,95 cm tersebut ternyata tidak dapat begitu saja diterapkan. Hal ini disebabkan karena dengan ketinggian kursi yang demikian, tidak memungkinkan, baik bagi orang persentil 5, 50, maupun 95 untuk duduk di kursi karena tidak ada ruang antara paha dan sisi bawah meja. Berdasarkan hasil perhitungan, ruang yang terbentuk antara sisi bawah meja dan sisi atas kursi hanya sebesar 10,2 cm; tidak dapat mengakomodasi lebar paha ketiga persentil. Ilustrasi mengenai hal ini ditampilkan pada gambar 4.36.
154 137 Lengan Siku Tinggi setrika Tebal meja Jarak paha dan sisi bawah meja Meja Tinggi siku saat duduk Lebar paha Paha Kursi Gambar Pertimbangan dalam Penentuan Tinggi Kursi Untuk lebih memperjelas permasalahan yang ada, pada gambar 4.37 hingga gambar 4.39 ditampilkan ilustrasi posisi paha untuk ketiga persentil dengan detail ukurannya. Ukuran lebar paha yang digunakan disesuaikan dengan penyesuaian yang dilakukan oleh software Jack 6.1 saat input semua data antropometri yang didapat selesai dilakukan. Semua ukuran yang tertera dinyatakan dalam satuan cm. Adapun ketiga gambar yang ada tidak menggunakan skala yang sesuai sehingga beberapa ukuran mungkin terlihat tidak proporsional.
155 138 Gambar Posisi Paha Penyetrika Persentil 5 Jika Ketinggian Kursi 67,95 cm Gambar Posisi Paha Penyetrika Persentil 50 Jika Ketinggian Kursi 67,95 cm
156 139 Gambar Posisi Paha Penyetrika Persentil 95 Jika Ketinggian Kursi 67,95 cm Dari ketiga gambar di atas, dapat dilihat bahwa dengan ketinggian kursi 67,95 cm, ruang yang tersedia antara sisi bawah meja dan sisi atas kursi tidak cukup bagi paha persentil 5, 50, dan 95. Sebagai alternatif solusi, dikembangkan dua konsep terkait dimensi tinggi kursi. Kedua konsep ini akan mempengaruhi dimensi lain serta desain kursi secara keseluruhan. Untuk menentukan konsep yang akan dipilih, dilakukan simulasi pada software Jack 6.1 sehingga dapat diketahui satu dari dua konsep yang memberikan nilai PEI terkecil. Konsep pertama adalah menurunkan tinggi kursi menjadi 53,85 cm dengan asumsi bahwa jarak antara paha dengan meja yang diinginkan adalah sejauh 8 cm. Rincian dimensi-dimensi penting pada konsep ini beserta persentil acuan dan formula perhitungannya dapat dilihat pada tabel 4.26.
157 140 Tabel Dimensi Konsep 1 Dimensi Formula Perhitungan Persentil Acuan Nilai Satuan Jarak paha-meja langsung ditentukan 5, 50, 95 8 Cm Tinggi kursi tinggi meja (tebal meja + jarak paha dan meja + lebar 50 53,85 Cm paha) Lebar kursi 1,1 hip breadth 95 43,79 Cm Kedalaman kursi 0,99 buttock-popliteal 5 35,84 Cm Panjang footrest 1,32 2 lebar kaki 95 31,15 Cm Lebar footrest 1,32 panjang kaki 95 35,38 Cm Tinggi footrest tinggi kursi - popliteal 5 19 Cm langsung ditentukan (kaki Kemiringan membentuk sudut 90 footrest terhadap sumbu horizontal) 5, 50, 95 0 Dari data-data tersebut, dibuat desain kursi untuk kemudian dimasukkan ke dalam software Jack 6.1 membentuk virtual environment. Desain yang dibuat dapat dilihat pada gambar 4.40 sementara virtual environment yang terbentuk dapat dilihat pada gambar 4.41.








158 141 Gambar Desain Konsep 1 Gambar Virtual Environment Simulasi Konsep 1

 dan Persentil 95 (Kanan) pada Virtual Environment")
159 142 Virtual human kemudian ditempatkan pada virtual environment yang ada seperti ditampilkan pada gambar Gambar Posisi Virtual Human Persentil 5 (Kiri) dan Persentil 95 (Kanan) pada Virtual Environment Simulasi Konsep 1 Virtual human kemudian diberikan tugas seperti yang diperlihatkan pada gambar 4.43 dan Gambar Animation Window Simulasi Konsep 1 Model Persentil 5
160 143 Gambar Animation Window Simulasi Konsep 1 Model Persentil 95 Analisis SSP kemudian dilakukan untuk menguji kapabilitas model. Hasil analisis SSP dapat dilihat pada gambar Gambar Grafik Kapabilitas Model Persentil 5 (Kiri) dan Persentil 95 (Kanan) pada Simulasi Konsep 1 Kedua model memiliki nilai kapabilitas lebih dari 90% sehingga analisis dapat dilanjutkan untuk mengevaluasi nilai LBA, OWAS, dan RULA.
161 144 Gambar Hasil Analisis Nilai LBA Model Persentil 5 (Atas) dan Persentil 95 (Bawah) pada Simulasi Konsep 1 Dapat dilihat pada gambar 4.46 bahwa nilai LBA maksimum untuk model persentil 5 adalah sebesar N. Nilai LBA maksimum ini dicapai pada saat model meletakkan setrika pada tempat setrika, seperti yang diperlihatkan pada gambar 4.47.


162 145 Gambar Model Persentil 5 saat Meletakkan Setrika pada Simulasi Konsep 1 Sementara itu, nilai LBA maksimum yang dicapai oleh model persentil 95 yang adalah sebesar N dicapai saat model meletakkan pakaian pada rak pakaian 1 seperti yang diperlihatkan pada gambar Gambar Model Persentil 95 saat Meletakkan Pakaian pada Rak 1 pada Simulasi Konsep 1 Nilai LBA maksimum kedua model dicapai pada postur yang berbeda. Pada saat meletakkan setrika, postur tubuh model persentil 5 lebih berbahaya karena antropometri model persentil 5 yang memang lebih kecil sehingga jangkauan tangan juga lebih terbatas dibanding model persentil 95. Terlebih lagi, dilihat dari jaraknya, jangkauan ke kanan (ke arah tempat setrika) memang lebih jauh dibanding jangkauan ke kiri (ke arah rak). Desain ini dibuat dengan pertimbangan bahwa jika penyetrika diposisikan berada di tengah-tengah meja setrika dengan area jangkauan yang sama, baik ke kiri maupun ke kanan, kaki penyetrika akan menabrak kaki meja.
 dan Persentil 95 (Bawah) pada Simulasi Konsep 1 Sama halnya dengan nilai LBA maksimum, nilai OWAS maksimum model persentil 5 dan 95 juga dicapai")
163 146 Gambar Hasil Analisis Nilai OWAS Model Persentil 5 (Atas) dan Persentil 95 (Bawah) pada Simulasi Konsep 1 Sama halnya dengan nilai LBA maksimum, nilai OWAS maksimum model persentil 5 dan 95 juga dicapai pada postur tubuh yang berbeda, yaitu postur saat meletakkan setrika pada model persentil 5 dan postur saat meletakkan pakaian di rak pada model persentil 95 seperti yang diperlihatkan pada gambar 4.47 dan Dari gambar 4.49, dapat dilihat elemen-elemen nilai OWAS, yaitu seperti yang ditampilkan pada tabel 4.27.
164 147 Tabel Elemen Nilai OWAS pada Simulasi Konsep 1 Persentil Punggung Tangan Kaki Beban Total Masing-masing elemen OWAS di atas menunjukkan: 1. punggung model persentil 5 berada dalam kategori 4, di mana model melakukan kegiatan membungkuk dan memutar secara bersamaan. Sementara itu, punggung model persentil 95 berada dalam kategori 2, yaitu melakukan kegiatan sambil membungkuk; 2. tangan kedua model berada dalam kategori 1, di mana kedua tangan berada di bawah tinggi bahu; 3. kaki kedua model berada dalam kategori 1, di mana kegiatan dilakukan sambil duduk; serta 4. beban berada dalam kategori 1 yang berarti bahwa berat beban masih di bawah 10 kg. Gambar Hasil Analisis Nilai RULA Model Persentil 5 (Kiri) dan Persentil 95 (Kanan) pada Simulasi Konsep 1 Analisis RULA kedua model seperti yang diperlihatkan pada gambar 4.50 sama-sama menunjukkan skala 6. Nilai RULA maksimum kedua model ini
165 148 didapat saat postur penyetrika sedang meletakkan pakaian pada rak. Adapun elemen-elemen RULA untuk kedua model disimpulkan pada tabel Tabel Elemen Nilai RULA pada Simulasi Konsep 1 Kelompok A B Anggota Upper Lower Wrist Total Wrist Neck Trunk Tubuh Arm Arm Twist % Nilai % Elemen-elemen RULA yang ditampilkan pada tabel 4.28 mengacu pada hal-hal berikut: 1. Lengan atas model persentil 5 berada dalam kategori 5, di mana lengan atas menyimpang membentuk sudut lebih dari 90. Sementara itu, lengan atas model persentil 95 berada dalam kategori 3, di mana lengan atas menyimpang membentuk sudut Lengan bawah model persentil 5 berada dalam kategori 2, di mana lengan bawah melakukan penyimpangan membentuk sudut lebih dari 100. Sementara itu, lengan bawah model persentil 95 berada dalam kategori 3, di mana lengan bawah bekerja melewati garis tengah tubuh atau melakukan penyimpangan ke arah kiri melewati diameter tubuh. 3. Pergelangan tangan model persentil 5 dan 95 berada dalam kategori 3, di mana sudut yang terbentuk dari gerakan pergelangan tangan menekuk lebih dari Perputaran pergelangan tangan kedua model berada dalam kategori 2, artinya perputaran yang terjadi sudah berada atau berada dekat dengan rentang perputaran yang dapat dilakukan oleh pergelangan tangan. 5. Leher model persentil 5 dan 95 berada dalam kategori 3, di mana leher menunduk sejauh lebih dari Batang tubuh model persentil 5 berada dalam kategori 1, di mana batang tubuh berada dalam posisi tegak, sementara batang tubuh model persentil 95 berada dalam kategori 3, di mana batang tubuh membungkuk dalam jangkauan
166 149 Tabel Rekapitulasi Nilai Analisis Ergonomi Simulasi Konsep 1 Persentil LBA OWAS RULA Tabel 4.29 menunjukkan rekapitulasi nilai LBA, OWAS, dan RULA simulasi konsep 1. Adapun hasil perhitungan PEI simulasi konsep 1 ini dapat dilihat pada tabel Tabel Hasil Perhitungan PEI Simulasi Konsep 1 Persentil I1 I2 I3 Mr PEI 5 0,294 0,5 0,857 1,42 2, ,366 0,5 0,857 1,42 2,084 Perhitungan PEI konsep 1 menghasilkan nilai di bawah nilai PEI kondisi aktual. Hal ini berarti bahwa konsep 1 telah lebih ergonomis dibanding kondisi aktual, walaupun perbedaan nilai PEI-nya tidak mengalami penurunan yang signifikan. Dalam rangka mempertimbangkan desain lain yang mungkin lebih ergonomis, maka dibuat konsep kedua dari desain meja setrika yang ada. Konsep kedua adalah mempertahankan tinggi kursi pada level 67,95 cm. Konsekuensinya, agar paha penyetrika tidak menabrak meja, dilakukan perubahan dimensi kedalaman kursi menjadi 1/3 dari kedalaman kursi pada konsep pertama. Dengan pengurangan dimensi kedalaman kursi ini, diharapkan paha akan membentuk kemiringan tertentu, yang dalam hal ini ditentukan sebesar 30, karena tidak ditopang oleh kursi sehingga tetap akan ada ruang yang terbentuk antara paha dan meja. Rincian dimensi-dimensi penting pada konsep ini beserta persentil acuan dan formula perhitungannya dapat dilihat pada tabel Tabel Dimensi Konsep 2 Dimensi Formula Perhitungan Persentil Acuan Nilai Satuan Tinggi kursi tinggi meja + tinggi setrika tinggi siku saat duduk 50 67,95 cm
 Lebar kursi 1,1 hip breadth 95 43,79 cm")



167 150 Tabel Dimensi Konsep 2 (Sambungan) Lebar kursi 1,1 hip breadth 95 43,79 cm Kedalaman kursi 1/3 buttock knee 50 16,57 cm Kemiringan sisi depan kursi langsung ditentukan 5, 50, Panjang footrest 1,32 2 lebar kaki 95 31,15 cm Lebar footrest 1,32 panjang kaki 95 35,38 cm Kemiringan footrest langsung ditentukan 5, 50, Desain kursi untuk konsep 2 dapat dilihat pada gambar Desain tersebut kemudian diimpor pada software Jack sehingga membentuk virtual environment seperti yang divisualisasikan pada gambar Gambar Desain Konsep 2




 pada Konsep 2 Virtual")

168 151 Gambar Virtual Environment Simulasi Konsep 2 Penempatan virtual human pada virtual environment simulasi konsep 2 ini dapat dilihat pada gambar Gambar Posisi Virtual Human Persentil 5 (Kiri) dan Persentil 95 (Kanan) pada Virtual Environment Simulasi Konsep 2 Virtual human kemudian diberikan tugas seperti yang diperlihatkan pada gambar 4.54 dan 4.55.


169 152 Gambar Animation Window Simulasi Konsep 2 Model Persentil 5 Gambar Animation Window Simulasi Konsep 2 Model Persentil 95 Seperti yang telah dilakukan pada proses-proses sebelumnya, untuk mengawali analisis ergonomi konsep 2 ini dilakukan analisis SSP model. Hasil analisis SSP pada software Jack 6.1 dapat dilihat pada gambar Gambar Grafik Kapabilitas Model Persentil 5 (Kiri) dan Persentil 95 (Kanan) pada Simulasi Konsep 2
170 153 Hasil analisis SSP menunjukkan bahwa kapabilitas untuk semua bagian tubuh pada simulasi konsep 2 bernilai lebih dari 90%. Oleh karena itu, dapat diyakini bahwa aktivitas dan postur kerja yang dilakukan feasible untuk dilakukan oleh model manusia dari populasi ibu rumah tangga. Gambar Hasil Analisis Nilai LBA Model Persentil 5 (Atas) dan Persentil 95 (Bawah) pada Simulasi Konsep 2

 dan Persentil 95 (Kanan) Saat Meletakkan Setrika Gambar 4.59.")
171 154 Dari gambar 4.57, dapat dilihat bahwa kompresi yang diterima oleh tulang belakang model persentil 5 adalah sebesar N, sementara kompresi yang diterima oleh model persentil 95 adalah sebesar N. Nilai LBA maksimum untuk kedua model ini dicapai saat penyetrika meletakkan setrika seperti yang ditampilkan pada gambar Gambar Postur Model Persentil 5 (Kiri) dan Persentil 95 (Kanan) Saat Meletakkan Setrika Gambar Hasil Analisis Nilai OWAS Model Persentil 5 (Atas) dan Persentil 95 (Bawah) pada Simulasi Konsep 2
172 155 Kedua model, baik model persentil 5 maupun 95, menunjukkan nilai evaluasi yang sama, yaitu 2. Nilai evaluasi ini ditunjukkan pada setiap aktivitas dan postur penyetrika selama simulasi berjalan. Nilai ini berarti bahwa usulan perbaikan dapat dikatakan telah cukup ergonomis, namun tindakan perbaikan di masa mendatang masih perlu dilakukan. Dari gambar 4.59, dapat dilihat elemenelemen nilai OWAS, yaitu seperti yang ditampilkan pada tabel Tabel Elemen Nilai OWAS pada Simulasi Konsep 2 Persentil Punggung Tangan Kaki Beban Total Masing-masing elemen OWAS di atas menunjukkan: 1. punggung model persentil 5 berada dalam kategori 4, yaitu melakukan gerakan membungkuk dan memutar secara bersamaan, sementara punggung model persentil 95 berada dalam kategori 2, yaitu melakukan kegiatan sambil membungkuk; 2. tangan model persentil 5 dan 95 berada dalam kategori 1, di mana kedua tangan berada di bawah tinggi bahu; 3. kaki kedua model berada dalam kategori 1, di mana kegiatan dilakukan dalam posisi duduk; serta 4. beban berada dalam kategori 1 yang berarti bahwa berat beban masih di bawah 10 kg. Setelah melakukan analisis nilai LBA dan OWAS, dilakukan analisis nilai RULA yang dihasilkan. Hasil analisis RULA beserta rincian elemen-elemen penyusunnya dapat dilihat pada gambar 4.60 dan tabel 4.33.

173 156 Gambar Hasil Analisis Nilai RULA Model Persentil 5 (Kiri) dan Persentil 95 (Kanan) pada Simulasi Kondisi Aktual Tabel Elemen Nilai RULA pada Simulasi Konsep 2 Kelompok A B Anggota Upper Lower Wrist Total Wrist Neck Trunk Tubuh Arm Arm Twist % Nilai % Penjelasan dari elemen-elemen RULA yang ditampilkan pada tabel 4.33 adalah sebagai berikut: 1. Lengan atas model persentil 5 dan 95 berada dalam kategori 4, di mana lengan atas menyimpang membentuk sudut lebih dari Lengan bawah model persentil 5 dan 95 berada dalam kategori 3, di mana lengan bawah bekerja melewati garis tengah tubuh atau melakukan penyimpangan ke arah kiri melewati diameter tubuh. 3. Pergelangan tangan model persentil 5 berada dalam kategori 2, di mana pergelangan tangan melakukan gerakan menekuk ke atas atau ke bawah sejauh 15. Sementara itu, pergelangan tangan model persentil 95 berada dalam kategori 3, di mana sudut yang terbentuk dari gerakan pergelangan tangan menekuk lebih dari 15.
174 Perputaran pergelangan tangan model persentil 5 berada dalam kategori 1, di mana perputaran berada pada jarak menengah dari rentang perputaran yang dapat dilakukan pergelangan tangan, sementara perputaran pergelangan tangan model persentil 95 berada dalam kategori 2, di mana perputaran yang terjadi sudah berada atau berada dekat dengan rentang perputaran yang dapat dilakukan oleh pergelangan tangan. 5. Leher model persentil 5 dan 95 berada dalam kategori 1, di mana leher menunduk sejauh Batang tubuh model persentil 5 berada dalam kategori 5 sementara batang tubuh model persentil 95 berada dalam kategori 4, di mana batang tubuh membungkuk dalam sejauh lebih dari 60. Nilai RULA maksimum pada model persentil 5 terjadi saat model meletakkan setrika, seperti yang diperlihatkan pada gambar 4.58 sebelah kiri. Sementara itu, nilai RULA maksimum pada model persentil 95 terjadi selama animasi berjalan secara realtime. Artinya, setiap aktivitas dan postur penyetrika memiliki risiko cedera pada tubuh bagian atas yang sama. Tabel Rekapitulasi Nilai Analisis Ergonomi Simulasi Konsep 2 Persentil LBA OWAS RULA Tabel 4.34 menunjukkan rekapitulasi nilai LBA, OWAS, dan RULA simulasi konsep 2. Nilai-nilai tersebut kemudian diolah menghasilkan PEI seperti yang dapat dilihat pada tabel Tabel Hasil Perhitungan PEI Simulasi Konsep 2 Persentil I1 I2 I3 Mr PEI 5 0,34 0,5 1 1,42 2, ,375 0,5 0,857 1,42 2,092 Dari hasil simulasi, dapat dilihat perbandingan nilai PEI yang diperoleh pada gambar 4.61.
175 158 Perbandingan Nilai PEI Nilai Aktual Konsep 1 Konsep 2 Persentil Persentil Gambar Rekapitulasi Nilai PEI Dapat dilihat pada gambar 4.61 bahwa kedua konsep usulan memberikan nilai PEI yang lebih rendah dibanding kondisi aktual. Hal ini berarti bahwa kedua desain yang menjadi usulan perbaikan sudah lebih ergonomis dibanding desain meja setrika yang ada saat ini. Namun demikian, dapat dilihat bahwa penurunan nilai PEI yang terjadi tidak cukup signifikan. Pada kedua konsep, nilai ergonomi yang mengalami penurunan hanya LBA dan OWAS, sementara nilai RULA cenderung tetap, baik pada konsep 1 maupun konsep 2. Perbedaan kedua konsep ini terletak pada tinggi dan kedalaman kursi yang diatur sebagai tindakan reaktif terhadap kondisi tidak adanya ruang antara paha dan sisi bawah meja. Namun demikian, perbedaan variabel ini ternyata tidak memberikan perbedaan pengaruh yang signifikan. Jika dievaluasi lebih lanjut, tidak berubahnya nilai RULA mengacu pada desain meja setrika yang memang sulit untuk diubah karena banyaknya trade-off yang harus dilakukan. Di satu sisi, konsumen menginginkan adanya fleksibilitas untuk duduk dan berdiri yang dalam hal ini mengharuskan adanya kursi sebagai tambahan fasilitas bagi konsumen. Namun, di sisi lain, ketinggian kursi tidak dapat diatur sedemikian rupa sehingga siku penyetrika sesuai dengan standar ergonomi yang ada, di mana siku penyetrika saat duduk harus membentuk sudut 90 terhadap sumbu horizontal, karena adanya batasan ruang antara paha dan meja yang harus dipenuhi.
176 159 Selain itu, dalam kaitannya dengan area jangkauan penyetrika, dapat dilihat bahwa model persentil 5, khususnya, mengalami kesulitan dalam menjangkau setrika pada tempat setrika. Penempatan kursi ini telah diusahakan berada di tengah-tengah meja. Namun, karena adanya kaki meja pada sisi yang agak lebih kanan meja, maka posisi kursi digeser sedikit lebih ke kiri agar kaki penyetrika tidak membentur kaki meja selama menyetrika. Hal ini juga sebenarnya mengacu pada trade-off yang dilakukan untuk memilih antara meletakkan kursi pada posisi yang lebih dekat dengan rak pakaian atau lebih dekat dengan setrika. Jika dilihat dari tingkat kesulitannya, rak pakaian akan lebih sulit dijangkau mengingat kedua tangan harus ikut bergerak saat meletakkan pakaian dan menjangkau rak. Terlebih lagi, pakaian akan semakin menumpuk ke atas seiring dengan semakin banyaknya pakaian yang disetrika. Dengan demikian, tentu akan lebih menyulitkan jika kursi diletakkan pada posisi yang lebih jauh dari rak pakaian. Alternatif yang mungkin untuk menyelesaikan permasalahan penyetrika dalam menjangkau setrika adalah dengan memperkecil dimensi panjang dan lebar meja setrika. Namun, hal ini juga membutuhkan trade-off karena memperkecil dimensi berarti mengharuskan penyetrika menggeser pakaian berkali-kali sehingga memperpanjang waktu menyetrika. Trade-off lain yang dilakukan adalah terkait dengan lokasi rak pakaian yang juga mempengaruhi jangkauan penyetrika. Penjelasan terkait hal ini telah dijelaskan sebelumnya pada subbab Hal-hal di atas berpengaruh terhadap postur lengan penyetrika yang dalam hal ini mempengaruhi nilai RULA. Dari analisis ergonomi yang telah dijabarkan sebelumnya, khususnya dengan mengacu pada nilai RULA yang dihasilkan, dapat disimpulkan bahwa kegiatan menyetrika, dari segi postur saat menyetrika, memang lebih baik dilakukan dalam posisi berdiri. Hal ini mengurangi kemungkinan untuk cidera, mengingat bahwa permasalahan yang terjadi saat simulasi dilakukan dalam posisi duduk adalah pada berkurangnya area jangkauan sehingga menyebabkan postur saat berusaha menjangkau area-area tertentu menimbulkan risiko cidera bagi penyetrika. Namun, dalam penelitian ini, tetap dipertahankan adanya inovasi berupa penambahan kursi pada meja setrika karena
177 160 kebutuhan akan fleksibilitas untuk duduk dan berdiri merupakan salah satu kebutuhan yang disuarakan oleh konsumen dan bahkan menempati urutan pertama dalam prioritas kebutuhan menurut konsumen. Selain itu, pada bab 1 sebelumnya telah dijelaskan bahwa dari hasil penelitian awal, keluhan utama yang muncul adalah keluhan akan lama berdiri selama menyetrika yang menyebabkan kaki menjadi cepat pegal. Keluhan ini memang tidak dapat ter-capture sepenuhnya pada software Jack 6.1 sehingga tidak diikutsertakan dalam analisis ergonomi. Namun, keluhan ini perlu mendapat perhatian mengingat persentase keluhan ini adalah sebesar 97% dari total 30 responden yang diteliti. Terlebih lagi, gerakan menyetrika dilakukan secara repetitif. Sesuai dengan teori, kegiatan yang dilakukan secara repetitif sebaiknya dilakukan dalam posisi duduk dan berdiri secara bergantian untuk mencegah terjadinya musculoskeletal disorders. Dengan adanya pertimbangan untuk tetap mempertahankan adanya kursi, maka dipilih satu konsep terbaik yang dinyatakan dengan nilai PEI yang lebih kecil. Dalam hal ini, dipilih konsep 1 sebagai konsep yang akan diimplementasikan pada perancangan meja setrika baru ini. Secara keseluruhan, dapat disimpulkan bahwa dimensi tinggi yang cukup ergonomis diimplementasikan pada meja setrika adalah 80,65 cm untuk tinggi meja dan 53,85 cm untuk tinggi kursi. Adapun dimensi-dimensi lain akan ditetapkan pada penentuan spesifikasi produk setelah melalui proses pemilihan material yang akan dibahas pada subbab berikutnya Menggenerasi dan Memilih Konsep Material yang Digunakan Pemilihan material menjadi hal yang penting dalam pengembangan meja setrika ini mengingat jenis material akan menentukan karakteristik dari meja setrika, seperti misalnya kekuatan, ketahanan, massa total, dan lain-lain. Pemilihan material ini meliputi penentuan material papan setrika, rak pakaian, kursi, dan kaki penyangga. Namun demikian, tidak semuanya akan digenerasikan pada tahap penggenerasian konsep material ini. Konsep material yang dikembangkan hanya berupa konsep material penyangga meja setrika, sementara material-material untuk bagian meja setrika lain langsung ditentukan dengan pertimbangan bahwa material yang dipilih adalah material yang lazim digunakan pada meja setrika yang telah ada sebelumnya. Dalam hal ini, material yang
178 161 digunakan untuk papan setrika dan rak ditentukan terbuat dari kayu balsa. Sementara itu, kursi terbuat dari kayu meranti dengan kaki penyangga terbuat dari aluminium. Baik kursi maupun papan setrika akan dilapisi dengan busa. Dalam kaitannya dengan pemilihan material penyangga, ada 3 jenis material yang digenerasikan, yaitu aluminium, kayu, dan besi. Pemilihan ketiga jenis material ini didasarkan pada pertimbangan bahwa ketiga jenis material ini memang sering digunakan sebagai material penyangga meja setrika saat ini. Pada tabel 4.36 akan dijelaskan mengenai kelebihan dan kekurangan tiap jenis material. Tabel Kelebihan dan Kekurangan Tiap Konsep Material Material Kelebihan Kekurangan Aluminium Relatif ringan, antirayap, tahan karat, kuat Agak mahal Kayu Tidak berkarat, kuat, ringan Rentan terhadap rayap Besi Kuat, tahan lama Berat, mahal, mudah berkarat Konsep tersebut kemudian dipilih melalui tahap concept scoring seperti yang ditampilkan pada tabel Adapun perhitungan bobot pada concept scoring tersebut dilakukan dengan menormalisasi nilai tingkat kepentingan tiap kebutuhan konsumen.
179 Kriteria Seleksi Tabel Concept Scoring Pemilihan Material Penyangga Aluminium Kayu Besi Bobot Rating Nilai Bobot Rating Nilai Bobot Rating Nilai Bobot Mudah disimpan 7,64% 4 0,31 4 0,31 4 0,31 Mudah dipindahkan 8,26% 4 0,33 4 0,33 3 0,25 Mendukung fleksibilitas penyetrika untuk duduk dan berdiri 8,76% 4 0,35 4 0,35 4 0,35 Nyaman digunakan 11,19% 4 0,45 4 0,45 4 0,45 Dilengkapi rak pakaian yang luas dan mudah dijangkau 8,21% 4 0,33 4 0,33 4 0,33 Dilengkapi dengan fasilitas tambahan 8,27% 4 0,33 4 0,33 4 0,33 Ringan 7,82% 3 0,23 4 0,31 2 0,16 Kuat 10,62% 4 0,42 3 0,32 5 0,53 Tahan lama 10,56% 4 0,42 3 0,32 4 0,42 Tahan karat 7,52% 4 0,30 5 0,38 1 0,08 Harga reasonable 11,14% 4 0,45 4 0,45 3 0,33 Total Nilai 3,92 3,86 3,53 Peringkat Lanjutkan? Ya Tidak Tidak 162
180 163 Dari tabel 4.37, dapat dilihat bahwa jenis material yang paling baik digunakan sebagai penyangga dalam pengembangan meja setrika baru ini adalah aluminium. Setelah material ditentukan, maka dilakukan analisis ekonomi terkait pengembangan produk, yang dalam hal ini dibatasi hanya sampai pada tahap analisis biaya material. Adapun biaya material yang dikeluarkan untuk pengembangan meja setrika ini adalah sebagai berikut: 1. Papan setrika ( ) mm Kayu balsa (1 Rp ,00/ ton) Rp ,00 Busa (1 Rp ,00/ buah) Rp ,00 Fabric (1,1 Rp ,00/m 2 ) Rp ,00 Total Rp ,00 2. Rak (776, ) Kayu balsa (1 Rp ,00/ ton) Rp ,00 Busa (1 Rp ,00/ buah) Rp ,00 Fabric (0,7769 Rp ,00/m 2 ) Rp ,00 Total Rp ,00 3. Kursi (437,9 358,4 25) mm,, Kayu meranti ( Rp ,00/... m3 ) Rp 9.024,00 Busa (1 Rp 5.000,00/ buah) Rp 5.000,00 Fabric (0,4379 Rp ,00/ m 2 ) Rp 8.758,00 Total Rp ,00 4. Batang aluminium (794, , , , , , )/1.000 Rp ,00 Rp ,00 5. Baut dan mur Rp ,00 Dengan perhitungan di atas, dapat disimpulkan bahwa biaya material yang dikeluarkan untuk pengembangan meja setrika baru ini adalah sebesar Rp ,00 + Rp ,00 + Rp ,00 + Rp Rp ,00 = Rp ,00.
181 164 Hasil penggenerasian konsep-konsep yang ada kemudian dijadikan sebagai acuan dalam penentuan spesifikasi akhir. Adapun spesifikasi akhir produk yang akan dikembangkan ini dapat dilihat pada tabel Tabel Spesifikasi Akhir Produk No. Respon Teknis Spesifikasi Satuan 1 Panjang meja setrika 110 cm 2 Lebar meja setrika 40 cm 3 Tinggi meja setrika 80,65 cm 4 Lebar kursi 43,79 cm 5 Kedalaman kursi 35,84 cm 6 Tinggi kursi 53,85 cm 7 Panjang rak 77,76 cm 8 Lebar rak 33 cm 9 Tinggi rak 76,15 cm 10 Tinggi footrest 19 cm 11 Massa total 10 kg 12 Kekuatan menahan beban > 13 N 13 Biaya produksi/ unit Rupiah 14 Lifetime > 15 Tahun 15 Diameter kaki meja setrika 6 cm 16 Diameter kaki rak 4 cm 17 Material penyangga Aluminium Subj. 18 Fasilitas tambahan Ada tempat meletakkan pelengkap menyetrika Subj. 19 Baut dan mur yang kuat > 5 N 20 Kursi yang mudah digeser Ya Subj. 21 Meja yang mudah digeser Ya Subj. gambar Tampilan akhir meja setrika yang dikembangkan dapat dilihat pada

182 165 Gambar Desain Akhir Meja Setrika
183 166 BAB 5 KESIMPULAN 5.1 Kesimpulan Dari penelitian yang dilakukan terkait pengembangan desain meja setrika baru ini, didapat kesimpulan sebagai berikut: 1. Dari interpretasi voice of customer, didapat daftar kebutuhan konsumen akan meja setrika. Urutan kebutuhan berdasarkan prioritas pengembangannya adalah kebutuhan akan meja setrika desain yang mendukung fleksibilitas penyetrika untuk duduk dan berdiri, nyaman digunakan, dilengkapi dengan fasilitas tambahan, harga yang reasonable, tahan lama, dilengkapi dengan rak pakaian yang luas dan mudah dijangkau, kuat, mudah disimpan, ringan, mudah dipindahkan, dan tahan karat. 2. Kebutuhan yang ada ditranslasikan ke dalam respon teknis sebagai upaya untuk memfokuskan diri pada pemenuhan kebutuhan konsumen. Urutan respon teknis sesuai dengan prioritas pengembangannya adalah tinggi rak, tinggi meja setrika, kursi yang mudah digeser, tinggi kursi, material penyangga, fasilitas tambahan, panjang meja setrika, lebar meja setrika, kekuatan menahan beban, baut dan mur yang kuat, biaya produksi/ unit, lifetime, tinggi footrest, panjang rak, lebar rak, massa total, meja yang mudah digeser, lebar kursi, kedalaman kursi, diameter kaki meja setrika, dan diameter kaki rak. 3. Ada 3 konsep yang digenerasikan terkait pengembangan meja setrika ini, yaitu konsep lokasi rak pakaian, konsep dimensi terkait ergonomi, dan konsep material yang digunakan. 4. Studi ergonomi dilakukan sebanyak 4 kali, yaitu studi ergonomi kondisi awal, studi ergonomi ketinggian meja, studi ergonomi konsep dimensi 1, dan studi ergonomi konsep dimensi 2; masing-masing diujikan pada model persentil 5 dan Pada studi ergonomi kondisi aktual, dihasilkan nilai PEI sebesar 2,24 untuk model persentil 5 dan 2,67 untuk model persentil 95. Postur yang cukup berbahaya yang menyebabkan besarnya nilai PEI dicapai saat penyetrika
184 167 melakukan gerakan meletakkan pakaian yang telah disetrika pada rak pakaian di sisi bawah meja. Posisi rak mengharuskan penyetrika membungkuk dalam sehingga pada penelitian ini, relokasi rak menjadi salah satu poin perbaikan yang diusulkan. 6. Pada studi ergonomi ketinggian meja, dihasilkan nilai PEI sebesar 1,975 untuk model persentil 5 dan 2,074 untuk model persentil 95. Nilai PEI berkurang dibanding kondisi awal dengan adanya penyesuaian lokasi rak dan ketinggian meja. 7. Ada 2 konsep dimensi yang digenerasikan terkait dimensi yang cocok dan ergonomis, yaitu konsep kursi dengan ketinggian 53,85 cm dan 67,95 cm. Untuk konsep kursi dengan ketinggian 67,95 cm, dilakukan penyesuaian kedalaman kursi yang berimplikasi pada miringnya kaki selama menyetrika sehingga diharapkan tetap ada ruang antara paha dan meja selama menyetrika. 8. Pada studi ergonomi konsep kursi dengan ketinggian 53,85 cm, didapat nilai PEI sebesar 2,011 untuk model persentil 5 dan 2,083 untuk model persentil 95. Nilai ini lebih kecil dibandingkan kondisi aktual, namun lebih besar dibanding studi ergonomi ketinggian meja, di mana penyetrika berada dalam posisi berdiri. 9. Pada studi ergonomi konsep kursi dengan ketinggian 67,95 cm, didapat nilai PEI sebesar 2,26 untuk model persentil 5 dan 2,092 untuk model persentil 95. Konsep ini lebih ekstrem dibanding konsep pertama, di mana nilai PEI untuk model persentil 5 bahkan telah melebihi nilai PEI kondisi aktualnya. 10. Dari hasil studi ergonomi, dapat disimpulkan bahwa kegiatan menyetrika lebih baik dilakukan dalam posisi berdiri. Hal ini mengacu pada postur penyetrika, di mana lengan atas dan lengan bawah penyetrika tidak dapat membentuk sudut 90 seperti yang dipersyaratkan dalam teori ergonomi. Selain itu, dalam posisi duduk, area jangkauan penyetrika akan menyempit sehingga menyulitkan penyetrika dalam menjangkau lokasi-lokasi tertentu. 11. Sebagai usulan perbaikan, direkomendasikan untuk mengubah ketinggian meja menjadi 80,65 cm dengan penambahan kursi setinggi 53,85 cm. Untuk mencegah ketidaknyamanan, maka penyetrika dapat melakukan kegiatannya secara bergantian dalam posisi duduk dan berdiri. Adapun desain meja setrika
185 168 yang diusulkan saat ini telah memfasilitasi penyetrika dengan kemudahan akses tersebut. 5.2 Saran Berdasarkan kesimpulan-kesimpulan yang didapat sebagai hasil akhir dari penelitian ini, peneliti mengajukan beberapa saran, antara lain terkait proses pengerjaan skripsi: 1. Perlu dilakukan studi yang lebih mendalam terhadap software Jack 6.1 untuk memastikan terstandarisasinya gerakan-gerakan yang dibuat sehingga hasil simulasi dapat benar-benar merepresentasikan kondisi aktual. 2. Perlu dipikirkan konsep yang lebih matang dengan mengerahkan daya kreativitas untuk mendapatkan desain produk yang paling sesuai dengan kriteria yang diharapkan konsumen. Sementara itu, terkait dengan hasil penelitian, disarankan bagi penyetrika untuk melakukan kegiatannya dalam posisi duduk dan berdiri secara bergantian sehingga terhindar dari prolonged static posture yang akan berimplikasi pada terjadinya musculoskeletal disorders.
186 169 DAFTAR REFERENSI Anghel, M. et al. (2007). Musculoskeletal disorders (MSDS) consequences of prolonged static postures. Journal of Experimental Medical & Surgical Research, 4, Bartlett, J.E., Kotrlik, J.W., & Higgins, C.C. (2001). Organizational research: determining appropriate sample size in survey research. Information Technology, Learning, and Performance Journal, 19, 1. Bridger, R.S. (2003). Introduction to ergonomics (2 nd ed.). New York: Taylor & Francis. Chuan, T.K., Hartono, M., & Kumar, N. (2010). Anthropometry of the Singaporean and Indonesian populations. International Journal of Industrial Ergonomics, 40, Gouvali, M.K., & Boudolos, K. (2006). Match between school furniture dimensions and children s anthropometry. Applied Ergonomics, 37, Helander, M. (2006). A guide to human factors and ergonomics (2 nd ed.). London: Taylor & Francis e-library. Kleef, E.V., Trijp, H.C.M., & Luning P. (2004). Consumer research in the early stages of new product development: a critical review of methods and techniques. Messing, K., Tissot, F., & Stock, S.R. (n.d.). Liwer limb pain, standing, sitting and walking: the importance of freedom to adjust one s posture. Pheasant, S. (2003). Bodyspace: anthropometry, ergonomics, and the design of work. London: Taylor & Francis e-library. Sanders, M. & McCormick, E.J. (1993). Human factor in engineering and design. Singapore: MCGraw-Hill Inc. Ulrich, K.T., & Eppinger, S.D. (2000). Product design and development (2 nd ed.). USA: McGraw-Hill Higher Education. Varmazyar, S. et al. (2009). Evaluation working posture and musculoskeletal disorders prevalence in pharmacy packaging worker. European Journal of Scientific Research, 29,
187 Lampiran 1. Kuesioner Penelitian POLLING PERANCANGAN INOVASI MEJA SETRIKA Saya mahasiswa Teknik Industri berencana membuat inovasi desain meja setrika yang dilengkapi dengan kursi demi kenyamanan penyetrika dalam melakukan pekerjaannya dalam jangka waktu lama. Oleh karena itu, saya mengharapkan kesediaan Ibu untuk mengisi kuesioner ini demi pengembangan produk lebih lanjut. Terima kasih BAGIAN 1 Isilah poin di bawah ini dengan keterangan yang paling sesuai dengan Anda. Usia : tahun Pilih HANYA SATU jawaban yang paling sesuai dengann Anda dengan memberi tanda centang ( ) pada kotak yang tersedia. 1. Seberapa sering Anda menyetrika? < 3 kali seminggu 3-5 kali seminggu > 5 kali seminggu 2. Apakah Anda seringkali merasa tidak nyaman atau cepat lelah ketika menyetrika? Ya, setelah berapa lama (lanjut ke no. 3) Tidak (selesai) Pilih BEBERAPA jawaban yang sesuai dengan Anda dengan memberi tanda centang ( ) pada kotak yang tersedia. 3. Bagian tubuh mana yang Anda rasakan cepat pegal ketika menyetrika? Kaki Punggung Pinggang Lengan
188 Lampiran 1. Kuesioner Penelitian (Lanjutan) Pundak Leher Pergelangan tangan Telapak kaki Paha Lutut Pilih HANYA SATU jawaban yang paling sesuai dengan Anda dengan memberi tanda centang ( ) pada kotak yang tersedia. 4. Apakah desain meja setrika yang Anda gunakan saat ini cukup nyaman untuk menunjang kegiatan Anda menyetrika dalam waktu lama? Ya (selesai) Tidak (lanjut ke no. 7) Urutkan pernyataan di bawah ini (1 untuk paling tidak sesuai dan 3 untuk paling sesuai) 5. Menurut Anda, bagaimana spesifikasi desain meja setrika yang membuat Anda cepat merasa lelah ketika menyetrika? Desain meja setrika saya mengharuskan saya berada dalam posisi berdiri dalam waktu lama. Tinggi meja setrika saya tidak sesuai sehingga saya harus sering membungkuk/ menundukkan kepala selama menyetrika. Rak pakaian pada meja setrika berada di bawah meja setrika sehingga saya harus sering membungkuk untuk meletakkan pakaian yang telah disetrika pada rak tersebut BAGIAN 2 Pilih HANYA SATU jawaban yang paling sesuai dengan Anda dengan memberi tanda centang ( ) pada kotak yang tersedia.
189 Lampiran 1. Kuesioner Penelitian (Lanjutan) 6. Apakah Anda tertarik dengan ide pengembangan meja setrika yang dilengkapi dengan kursi? Ya (lanjut ke pertanyaan berikutnya) Tidak (selesai) 11 pernyataan di bawah ini merupakan pernyataan yang berhubungan dengan kebutuhan akan meja setrika. Anda diharapkan mengisi dua kolom penilaian yang tersedia, yaitu kolom tingkat kepentingan dan kolom tingkat kepuasan. Kolom tingkat kepentingan berkenaan dengan harapan dan tuntutan Anda terhadap atribut-atribut yang disediakan oleh meja setrika. Berilah tanda centang ( ) pada kolom yang sesuai dengan mengacu pada ketentuan sebagai berikut: 1 = Tidak Penting 2 = Kurang Penting 3 = Cukup Penting 4 = Penting 5 = Sangat Penting Kolom tingkat kepuasan berkenaan dengan penilaian Anda terhadap meja setrika saat ini yang Anda rasakan berdasarkan pengalaman Anda menggunakan meja setrika. Berilah tanda centang ( ) pada kolom yang sesuai dengan mengacu pada ketentuan sebagai berikut: 1 = Tidak Memuaskan 2 = Kurang Memuaskan 3 = Biasa 4 = Memuaskan 5 = Sangat Memuaskan Tingkat Kepentingan Tingkat Kepuasan Kebutuhan Mudah disimpan Mudah dipindahkan
 Kebutuhan Mendukung fleksibilitas untuk duduk dan berdiri Tingkat Kepentingan Tingkat Kepuasan 1 2 3 4 5 1 2 3 4 5 Nyaman digunakan")
190 Lampiran 1. Kuesioner Penelitian (Lanjutan) Kebutuhan Mendukung fleksibilitas untuk duduk dan berdiri Tingkat Kepentingan Tingkat Kepuasan Nyaman digunakan Dilengkapi dengan rak pakaian yang luas dan mudah dijangkau Dilengkapi dengan fasilitas tambahan Ringan Kuat Tahan lama Tahan karat Harga reasonable TERIMA KASIH
191 Lampiran 2. Data Meja Setrika No. Panjang Lebar Tinggi Tinggi Rak Panjang Rak Lebar Rak Tebal Board Panjang Tempat Setrika Lebar Tempat Setrika
192 No. Mudah disimpan Mudah dipindah Fleksibel Nyaman Rak luas; terjangkau Fasilitas tambahan Ringan Kuat Tahan lama Tahan karat Harga reasonable
193
194
195
196
197
198
199 Lampiran 4. Hasil Uji Reliabilitas dan Validitas Data Tingkat Kepentingan
200 Lampiran 4. Hasil Uji Reliabilitas dan Validitas Data Tingkat Kepentingan (Lanjutan)
201 Lampiran 4. Hasil Uji Reliabilitas dan Validitas Data Tingkat Kepentingan (Lanjutan)
202 No. Mudah disimpan Mudah dipindah Fleksibel Nyaman Rak luas; terjangkau Fasilitas tambahan Ringan Kuat Tahan lama Tahan karat Harga reasonable
203
204
205
206
207
208
209 Lampiran 6. Hasil Uji Reliabilitas dan Validitas Data Tingkat Kepuasan
210 Lampiran 6. Hasil Uji Reliabilitas dan Validitas Data Tingkat Kepuasan (Lanjutan)



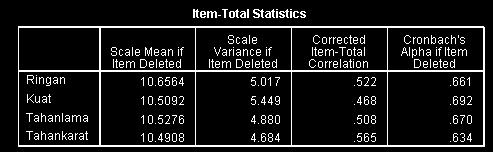
211 Lampiran 6. Hasil Uji Reliabilitas dan Validitas Data Tingkat Kepuasan (lanjutan)
BAB I PENDAHULUAN. 1-1 Universitas Kristen Maranatha
 BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Postur tubuh yang tidak seimbang dan berlangsung dalam jangka waktu lama dapat mengakibatkan stress pada bagian tubuh tertentu, yang biasa disebut dengan postural
BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Postur tubuh yang tidak seimbang dan berlangsung dalam jangka waktu lama dapat mengakibatkan stress pada bagian tubuh tertentu, yang biasa disebut dengan postural
BAB 2 LANDASAN TEORI
 BAB 2 LANDASAN TEORI 2. 1 Ergonomi Nurmianto (2003 : 1) mengatakan istilah ergonomic berasal dari bahasa latin yaitu ergon yang berarti kerja dan nomos yang berarti hukum alam dan juga dapat didefinisikan
BAB 2 LANDASAN TEORI 2. 1 Ergonomi Nurmianto (2003 : 1) mengatakan istilah ergonomic berasal dari bahasa latin yaitu ergon yang berarti kerja dan nomos yang berarti hukum alam dan juga dapat didefinisikan
BAB 2 TINJAUAN PUSTAKA. bagian-bagian otot skeletal yang dirasakan seseorang mulai dari keluhan sangat
 BAB 2 TINJAUAN PUSTAKA 2.1. Keluhan Muskuloskeletal Menurut Tarwaka (2004), keluhan muskuloskeletal adalah keluhan pada bagian-bagian otot skeletal yang dirasakan seseorang mulai dari keluhan sangat ringan
BAB 2 TINJAUAN PUSTAKA 2.1. Keluhan Muskuloskeletal Menurut Tarwaka (2004), keluhan muskuloskeletal adalah keluhan pada bagian-bagian otot skeletal yang dirasakan seseorang mulai dari keluhan sangat ringan
BAB I PENDAHULUAN 1.1 Latar Belakang
 BAB I PENDAHULUAN 1.1 Latar Belakang Setiap hari adalah hari yang sibuk bagi para ibu rumah tangga dan juga para pembantu rumah tangga. Ada banyak kegiatan/aktivitas yang harus dilakukan dari pagi hingga
BAB I PENDAHULUAN 1.1 Latar Belakang Setiap hari adalah hari yang sibuk bagi para ibu rumah tangga dan juga para pembantu rumah tangga. Ada banyak kegiatan/aktivitas yang harus dilakukan dari pagi hingga
BAB II TINJAUAN PUSTAKA. Ergonomi adalah ilmu, seni dan penerapan teknologi untuk menyerasikan atau
 BAB II TINJAUAN PUSTAKA 2.1. Ergonomi 2.1.1. Pengertian Ergonomi Ergonomi adalah ilmu, seni dan penerapan teknologi untuk menyerasikan atau menyeimbangkan antara segala fasilitas yang digunakan baik dalam
BAB II TINJAUAN PUSTAKA 2.1. Ergonomi 2.1.1. Pengertian Ergonomi Ergonomi adalah ilmu, seni dan penerapan teknologi untuk menyerasikan atau menyeimbangkan antara segala fasilitas yang digunakan baik dalam
BAB I PENDAHULUAN. kerja, modal, mesin dan peralatan dalam suatu lingkungan untuk menghasilkan
 BAB I PENDAHULUAN 1.1 Latar Belakang Kegiatan produksi merupakan integrasi dari tenaga kerja, material, metode kerja, modal, mesin dan peralatan dalam suatu lingkungan untuk menghasilkan nilai tambah bagi
BAB I PENDAHULUAN 1.1 Latar Belakang Kegiatan produksi merupakan integrasi dari tenaga kerja, material, metode kerja, modal, mesin dan peralatan dalam suatu lingkungan untuk menghasilkan nilai tambah bagi
UNIVERSITAS INDONESIA
 UNIVERSITAS INDONESIA TINJAUAN FAKTOR RISIKO ERGONOMI DAN KELUHAN SUBJEKTIF TERHADAP TERJADINYA GANGGUAN MUSKULOSKELETAL PADA PEKERJA PABRIK PROSES FINISHING DI DEPARTEMEN PPC PT SOUTHERN CROSS TEXTILE
UNIVERSITAS INDONESIA TINJAUAN FAKTOR RISIKO ERGONOMI DAN KELUHAN SUBJEKTIF TERHADAP TERJADINYA GANGGUAN MUSKULOSKELETAL PADA PEKERJA PABRIK PROSES FINISHING DI DEPARTEMEN PPC PT SOUTHERN CROSS TEXTILE
Bab I PENDAHULUAN Latar Belakang
 Bab I PENDAHULUAN Latar Belakang Teh merupakan salah satu komoditi hasil perkebunan yang mempunyai peran cukup penting dalam kegiatan perekonomian di Indonesia. Menurut Badan Pusat Statistik Republik Indonesia,
Bab I PENDAHULUAN Latar Belakang Teh merupakan salah satu komoditi hasil perkebunan yang mempunyai peran cukup penting dalam kegiatan perekonomian di Indonesia. Menurut Badan Pusat Statistik Republik Indonesia,
PERANCANGAN ALAT PENYISIR IJUK DENGAN MENGGUNAKAN METODE QUALITY FUNCTION DEPLOYMENT (QFD) DAN ANTROPOMETRI (STUDI KASUS DI CV.
 DAN ANTROPOMETRI (STUDI KASUS DI CV.") PERANCANGAN ALAT PENYISIR IJUK DENGAN MENGGUNAKAN METODE QUALITY FUNCTION DEPLOYMENT (QFD) DAN ANTROPOMETRI (STUDI KASUS DI CV. ARBA JAYA) TUGAS SARJANA Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat
PERANCANGAN ALAT PENYISIR IJUK DENGAN MENGGUNAKAN METODE QUALITY FUNCTION DEPLOYMENT (QFD) DAN ANTROPOMETRI (STUDI KASUS DI CV. ARBA JAYA) TUGAS SARJANA Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat
DAFTAR ISI. vii. Unisba.Repository.ac.id
 DAFTAR ISI ABSTRAK... i ABSTRACT... ii AYAT AL-QURAN... iii PEDOMAN PENGGUNAAN TUGAS AKHIR... iv KATA PENGANTAR... vi DAFTAR ISI... vii DAFTAR TABEL... x DAFTAR GAMBAR... xii DAFTAR LAMPIRAN... xv DAFTAR
DAFTAR ISI ABSTRAK... i ABSTRACT... ii AYAT AL-QURAN... iii PEDOMAN PENGGUNAAN TUGAS AKHIR... iv KATA PENGANTAR... vi DAFTAR ISI... vii DAFTAR TABEL... x DAFTAR GAMBAR... xii DAFTAR LAMPIRAN... xv DAFTAR
Prosiding Seminar Nasional Ergonomi IX TI-UNDIP 2009 Semarang, November 2009 ISBN :
 Prosiding Seminar Nasional Ergonomi IX TI-UNDIP 2009 Semarang, 17-18 November 2009 ISBN : 978-979-704-802-0 Analisis Ketinggian Meja Kerja Yang Ideal Terhadap Postur Pekerja Divisi Cutting Industri Garmen
Prosiding Seminar Nasional Ergonomi IX TI-UNDIP 2009 Semarang, 17-18 November 2009 ISBN : 978-979-704-802-0 Analisis Ketinggian Meja Kerja Yang Ideal Terhadap Postur Pekerja Divisi Cutting Industri Garmen
BAB II TINJAUAN PUSTAKA. kata yunani yaitu Ergo yang berarti kerja dan Nomos yang berarti hukum.
 BAB II TINJAUAN PUSTAKA 2.1 Ergonomi Ergonomi atau ergonomics (bahasa Inggrisnya) sebenarnya berasal dari kata yunani yaitu Ergo yang berarti kerja dan Nomos yang berarti hukum. Dengan demikian ergonomi
BAB II TINJAUAN PUSTAKA 2.1 Ergonomi Ergonomi atau ergonomics (bahasa Inggrisnya) sebenarnya berasal dari kata yunani yaitu Ergo yang berarti kerja dan Nomos yang berarti hukum. Dengan demikian ergonomi
BAB I PENDAHULUAN. baik, salah satunya adalah fasilitas kerja yang baik dan nyaman bagi karyawan,
 BAB I PENDAHULUAN 1.1. Latar Belakang Semua perusahaan menginginkan produktivitas kerja karyawannya semakin meningkat, untuk mewujudkan hal itu di perlukan lingkungan kerja yang baik, salah satunya adalah
BAB I PENDAHULUAN 1.1. Latar Belakang Semua perusahaan menginginkan produktivitas kerja karyawannya semakin meningkat, untuk mewujudkan hal itu di perlukan lingkungan kerja yang baik, salah satunya adalah
BAB I PENDAHULUAN. pesat. Khususnya bagi industri pembuatan canopy, tralis, pintu besi lipat,
 BAB I PENDAHULUAN 1.1 Latar Belakang Perindustrian di Indonesia sekarang ini mengalami perkembangan yang pesat. Khususnya bagi industri pembuatan canopy, tralis, pintu besi lipat, rolling door, dan lan-lain.
BAB I PENDAHULUAN 1.1 Latar Belakang Perindustrian di Indonesia sekarang ini mengalami perkembangan yang pesat. Khususnya bagi industri pembuatan canopy, tralis, pintu besi lipat, rolling door, dan lan-lain.
BAB 4 ANALISIS DAN BAHASAN
 BAB 4 ANALISIS DAN BAHASAN 4.1 Review PT. Union Jaya Pratama PT Union Jaya Pratama merupakan perusahaan yang bergerak dalam bidang pembuatan kasur busa. Hasil produksi dikelompokkan menjadi 3 jenis berdasarkan
BAB 4 ANALISIS DAN BAHASAN 4.1 Review PT. Union Jaya Pratama PT Union Jaya Pratama merupakan perusahaan yang bergerak dalam bidang pembuatan kasur busa. Hasil produksi dikelompokkan menjadi 3 jenis berdasarkan
BAB I PENDAHULUAN I.1 Latar Belakang
 BAB I PENDAHULUAN I.1 Latar Belakang Angka kecelakaan kerja di Indonesia masih tinggi. Menurut data Badan Penyelenggara Jaminan Sosial (BPJS) Ketenagakerjaan, hingga akhir 2015 telah terjadi kecelakaan
BAB I PENDAHULUAN I.1 Latar Belakang Angka kecelakaan kerja di Indonesia masih tinggi. Menurut data Badan Penyelenggara Jaminan Sosial (BPJS) Ketenagakerjaan, hingga akhir 2015 telah terjadi kecelakaan
UNIVERSITAS INDONESIA
 UNIVERSITAS INDONESIA GAMBARAN FAKTOR RISIKO PEKERJAAN DAN KELUHAN GEJALA MUSCULOSKELETAL DISORDERS (MSDs) PADA TUBUH BAGIAN ATAS PEKERJA DI SEKTOR INFORMAL BUTIK LAMODE, DEPOK LAMA TAHUN 2009 SKRIPSI
UNIVERSITAS INDONESIA GAMBARAN FAKTOR RISIKO PEKERJAAN DAN KELUHAN GEJALA MUSCULOSKELETAL DISORDERS (MSDs) PADA TUBUH BAGIAN ATAS PEKERJA DI SEKTOR INFORMAL BUTIK LAMODE, DEPOK LAMA TAHUN 2009 SKRIPSI
SKRIPSI PERANCANGAN ALAT BANTU UNTUK MEREDUKSI ISSUE ERGONOMICS BACKBONE PAIN PADA PROSES WELDING NUT
 SKRIPSI PERANCANGAN ALAT BANTU UNTUK MEREDUKSI ISSUE ERGONOMICS BACKBONE PAIN PADA PROSES WELDING NUT Disusun Oleh : Sanusi Akbar NPM. 201310217011 PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS
SKRIPSI PERANCANGAN ALAT BANTU UNTUK MEREDUKSI ISSUE ERGONOMICS BACKBONE PAIN PADA PROSES WELDING NUT Disusun Oleh : Sanusi Akbar NPM. 201310217011 PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS
PERANCANGAN DESAIN KURSI DAN MEJA KOMPUTER YANG SESUAI UNTUK KENYAMANAN KARYAWAN DI PT. BUMI FLORA MEDAN
 PERANCANGAN DESAIN KURSI DAN MEJA KOMPUTER YANG SESUAI UNTUK KENYAMANAN KARYAWAN DI PT. BUMI FLORA MEDAN TUGAS SARJANA Diajukan Untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
PERANCANGAN DESAIN KURSI DAN MEJA KOMPUTER YANG SESUAI UNTUK KENYAMANAN KARYAWAN DI PT. BUMI FLORA MEDAN TUGAS SARJANA Diajukan Untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
DAFTAR ISI. HALAMAN JUDUL... i. HALAMAN PENGAJUAN... ii. HALAMAN PENGESAHAN... iii. KATA PENGANTAR... iv. DAFTAR ISI... v. DAFTAR TABEL...
 DAFTAR ISI HALAMAN JUDUL... i HALAMAN PENGAJUAN... ii HALAMAN PENGESAHAN... iii KATA PENGANTAR... iv DAFTAR ISI... v DAFTAR TABEL... viii DAFTAR GAMBAR... ix DAFTAR LAMPIRAN... xiii INTISARI... xiv ABSTRACT...
DAFTAR ISI HALAMAN JUDUL... i HALAMAN PENGAJUAN... ii HALAMAN PENGESAHAN... iii KATA PENGANTAR... iv DAFTAR ISI... v DAFTAR TABEL... viii DAFTAR GAMBAR... ix DAFTAR LAMPIRAN... xiii INTISARI... xiv ABSTRACT...
Rancangan Fasilitas Kerja Yang Ergonomis Di Stasiun Penguapan Untuk Meningkatkan Produktivitas (Studi Kasus Pada CV. Arba Jaya) Chandra S.
 Chandra S.") Rancangan Fasilitas Kerja Yang Ergonomis Di Stasiun Penguapan Untuk Meningkatkan Produktivitas (Studi Kasus Pada CV. Arba Jaya) TUGAS SARJANA Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh
Rancangan Fasilitas Kerja Yang Ergonomis Di Stasiun Penguapan Untuk Meningkatkan Produktivitas (Studi Kasus Pada CV. Arba Jaya) TUGAS SARJANA Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh
ANALISIS KETIGGIAN MEJA KERJA YANG IDEAL TERHADAP POSTUR PEKERJA DIVISI CUTTING
 ANALISIS KETIGGIAN MEJA KERJA YANG IDEAL TERHADAP POSTUR PEKERJA DIVISI CUTTING INDUSTRI GARMEN DENGAN POSTURE EVALUATION (PEI) PADA VIRTUAL ENVIROMENT Boy Nurtjahyo, Erlinda Muslim, Akhmad Hidayatno,
ANALISIS KETIGGIAN MEJA KERJA YANG IDEAL TERHADAP POSTUR PEKERJA DIVISI CUTTING INDUSTRI GARMEN DENGAN POSTURE EVALUATION (PEI) PADA VIRTUAL ENVIROMENT Boy Nurtjahyo, Erlinda Muslim, Akhmad Hidayatno,
Bab I Pendahuluan. Latar Belakang
 Bab I Pendahuluan Latar Belakang Laboratorium Proses Manufaktur merupakan salah satu laboratorium yang baru saja didirikan dijurusan Teknik Industri, Fakultas Rekayasa Industri, Universitas Telkom. Laboratorium
Bab I Pendahuluan Latar Belakang Laboratorium Proses Manufaktur merupakan salah satu laboratorium yang baru saja didirikan dijurusan Teknik Industri, Fakultas Rekayasa Industri, Universitas Telkom. Laboratorium
PERANCANGAN ELEMEN-ELEMEN RUMAH TINGGAL DENGAN MEMPERTIMBANGKAN DATA ANTHROPOMETRI
 PERANCANGAN ELEMEN-ELEMEN RUMAH TINGGAL DENGAN MEMPERTIMBANGKAN DATA ANTHROPOMETRI BASUKI ARIANTO Program Studi Teknik Industri Universitas Suryadarma Jakarta ABSTRAK Rumah tinggal adalah rumah yang menjadi
PERANCANGAN ELEMEN-ELEMEN RUMAH TINGGAL DENGAN MEMPERTIMBANGKAN DATA ANTHROPOMETRI BASUKI ARIANTO Program Studi Teknik Industri Universitas Suryadarma Jakarta ABSTRAK Rumah tinggal adalah rumah yang menjadi
BAB I PENDAHULUAN 1.1. Latar Belakang
 BAB I PENDAHULUAN 1.1. Latar Belakang Batik merupakan kerajinan tangan yang bernilai seni tinggi yang pada tanggal 2 Oktober 2009 ditetapkan oleh UNESCO (United Nations Educational, Scientific and Cultural
BAB I PENDAHULUAN 1.1. Latar Belakang Batik merupakan kerajinan tangan yang bernilai seni tinggi yang pada tanggal 2 Oktober 2009 ditetapkan oleh UNESCO (United Nations Educational, Scientific and Cultural
BAB V ANALISIS DAN INTERPRETASI HASIL
 BAB V ANALISIS DAN INTERPRETASI HASIL Bab ini berisi analisis dan interpretasi hasil berdasarkan pembahasan pada bab-bab sebelumnya. Analisis dan interpretasi hasil bertujuan untuk menjelaskan hasil dari
BAB V ANALISIS DAN INTERPRETASI HASIL Bab ini berisi analisis dan interpretasi hasil berdasarkan pembahasan pada bab-bab sebelumnya. Analisis dan interpretasi hasil bertujuan untuk menjelaskan hasil dari
Analisis Sistem Kerja Sortasi Biji Kopi Dengan Menggunakan Pendekatan Ergonomi Di CV. Kopi Tunah Kolak Jaya
 Malikussaleh Industrial Engineering Journal Vol.4 No.1 (2015) 11-16 ISSN 2302 934X Ergonomic and Work System Analisis Sistem Kerja Sortasi Biji Kopi Dengan Menggunakan Pendekatan Ergonomi Di CV. Kopi Tunah
Malikussaleh Industrial Engineering Journal Vol.4 No.1 (2015) 11-16 ISSN 2302 934X Ergonomic and Work System Analisis Sistem Kerja Sortasi Biji Kopi Dengan Menggunakan Pendekatan Ergonomi Di CV. Kopi Tunah
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1. Ergonomi Ergonomi adalah ilmu yang menemukan dan mengumpulkan informasi tentang tingkah laku, kemampuan, keterbatasan, dan karakteristik manusia untuk perancangan mesin, peralatan,
BAB II LANDASAN TEORI 2.1. Ergonomi Ergonomi adalah ilmu yang menemukan dan mengumpulkan informasi tentang tingkah laku, kemampuan, keterbatasan, dan karakteristik manusia untuk perancangan mesin, peralatan,
BAB 1 PENDAHULUAN. 1-1 Universitas Kristen Maranatha
 BAB 1 PENDAHULUAN 1.1 Latar Belakang Kursi Roda adalah alat bantu untuk melakukan aktifitas bagi penderita cacat fisik seperti patah tulang kaki, cacat kaki, atau penyakit-penyakit lain yang menyebabkan
BAB 1 PENDAHULUAN 1.1 Latar Belakang Kursi Roda adalah alat bantu untuk melakukan aktifitas bagi penderita cacat fisik seperti patah tulang kaki, cacat kaki, atau penyakit-penyakit lain yang menyebabkan
PERBANDINGAN TIGA MACAM GERAKAN RUKUK DAN DUA MACAM GERAKAN SUJUD DENGAN METODE POSTURE EVALUATION INDEX (PEI)
") 1 PERBANDINGAN TIGA MACAM GERAKAN RUKUK DAN DUA MACAM GERAKAN SUJUD DENGAN METODE POSTURE EVALUATION INDEX (PEI) Adi Zulfikar, Boy Nurtjahyo. Departemen Teknik Industri, Universitas Indonesia Fakultas
1 PERBANDINGAN TIGA MACAM GERAKAN RUKUK DAN DUA MACAM GERAKAN SUJUD DENGAN METODE POSTURE EVALUATION INDEX (PEI) Adi Zulfikar, Boy Nurtjahyo. Departemen Teknik Industri, Universitas Indonesia Fakultas
ASPEK ERGONOMI DALAM PERBAIKAN RANCANGAN FASILITAS PEMBUAT CETAKAN PASIR DI PT X.
 ASPEK ERGONOMI DALAM PERBAIKAN RANCANGAN FASILITAS PEMBUAT CETAKAN PASIR DI PT X. ABSTRAK PT. X adalah perusahaan yang bergerak di bidang industri manufaktur pengolahan logam spesialis pembuatan cetakan
ASPEK ERGONOMI DALAM PERBAIKAN RANCANGAN FASILITAS PEMBUAT CETAKAN PASIR DI PT X. ABSTRAK PT. X adalah perusahaan yang bergerak di bidang industri manufaktur pengolahan logam spesialis pembuatan cetakan
IMPLEMENTASI KONSEP ERGONOMI PADA PEMBUATAN ALAT TENUN TRADISIONAL MENGGUNAKAN PRINSIP PERANCANGAN YANG DAPAT DISESUAIKAN
 IMPLEMENTASI KONSEP ERGONOMI PADA PEMBUATAN ALAT TENUN TRADISIONAL MENGGUNAKAN PRINSIP PERANCANGAN YANG DAPAT DISESUAIKAN (Studi Kasus Industri Tenun Pandai Sikek Sumatera Barat) Nilda Tri Putri, Ichwan
IMPLEMENTASI KONSEP ERGONOMI PADA PEMBUATAN ALAT TENUN TRADISIONAL MENGGUNAKAN PRINSIP PERANCANGAN YANG DAPAT DISESUAIKAN (Studi Kasus Industri Tenun Pandai Sikek Sumatera Barat) Nilda Tri Putri, Ichwan
BAB I PENDAHULUAN. 1.1 Latar Belakang. Pekerja merupakan salah satu komponen yang perlu mendapatkan
 BAB I PENDAHULUAN 1.1 Latar Belakang Pekerja merupakan salah satu komponen yang perlu mendapatkan perhatian dari suatu industri. Hal tersebut merupakan input perusahaan yang penting karena tanpa adanya
BAB I PENDAHULUAN 1.1 Latar Belakang Pekerja merupakan salah satu komponen yang perlu mendapatkan perhatian dari suatu industri. Hal tersebut merupakan input perusahaan yang penting karena tanpa adanya
BAB I PENDAHULUAN. 1.1 Latar Belakang
 BAB I PENDAHULUAN 1.1 Latar Belakang Cuci jet stream motor Al-Hidayah adalah suatu bidang jasa mencuci motor dengan menggunakan engine spray. Kelebihan dari cuci jet stream motor adalah bisa membersihkan
BAB I PENDAHULUAN 1.1 Latar Belakang Cuci jet stream motor Al-Hidayah adalah suatu bidang jasa mencuci motor dengan menggunakan engine spray. Kelebihan dari cuci jet stream motor adalah bisa membersihkan
Bab I Pendahuluan. I.1 Latar Belakang
 Bab I Pendahuluan I.1 Latar Belakang Rumah sakit adalah penyedia layanan jasa yang harus sadar akan pentingnya kualitas pelayanan terhadap pasien sebagai konsumen. Salah satu yang berperan penting dalam
Bab I Pendahuluan I.1 Latar Belakang Rumah sakit adalah penyedia layanan jasa yang harus sadar akan pentingnya kualitas pelayanan terhadap pasien sebagai konsumen. Salah satu yang berperan penting dalam
BAB I PENDAHULUAN 1.1 Latar Belakang
 BAB I PENDAHULUAN 1.1 Latar Belakang Kegiatan produksi tidak terlepas dari peran manusia, salah satu hal penting yang masih dilakukan pada industri kecil sampai menengah bahkan industri besar sekalipun.
BAB I PENDAHULUAN 1.1 Latar Belakang Kegiatan produksi tidak terlepas dari peran manusia, salah satu hal penting yang masih dilakukan pada industri kecil sampai menengah bahkan industri besar sekalipun.
UNIVERSITAS INDONESIA
 UNIVERSITAS INDONESIA PENENTUAN KONFIGURASI DESAIN TEMPAT KERJA TERHADAP POSTUR PEKERJA YANG ERGONOMIS PADA AREA MATERIAL CUTTING INDUSTRI MEBEL MENGGUNAKAN VIRTUAL HUMAN MODELLING SKRIPSI MALOUNA FELLISA
UNIVERSITAS INDONESIA PENENTUAN KONFIGURASI DESAIN TEMPAT KERJA TERHADAP POSTUR PEKERJA YANG ERGONOMIS PADA AREA MATERIAL CUTTING INDUSTRI MEBEL MENGGUNAKAN VIRTUAL HUMAN MODELLING SKRIPSI MALOUNA FELLISA
ANALISIS ERGONOMI DESAIN RUANG KERJA PENEMBAK PADA KENDARAAN TEMPUR ARMOURED PERSONNEL CARRIER DALAM VIRTUAL ENVIRONMENT
 ANALISIS ERGONOMI DESAIN RUANG KERJA PENEMBAK PADA KENDARAAN TEMPUR ARMOURED PERSONNEL CARRIER DALAM VIRTUAL ENVIRONMENT Akhmad Hidayatno, Aisyah Iadha Nuraini, Gagas Hariseto Pratomo Laboratorium Faktor
ANALISIS ERGONOMI DESAIN RUANG KERJA PENEMBAK PADA KENDARAAN TEMPUR ARMOURED PERSONNEL CARRIER DALAM VIRTUAL ENVIRONMENT Akhmad Hidayatno, Aisyah Iadha Nuraini, Gagas Hariseto Pratomo Laboratorium Faktor
BAB 2 LANDASAN TEORI. tersebut digunakan sebagai dasar dan penunjang pemecahan masalah.
 BAB 2 LANDASAN TEORI 2.1 Landasan Teori Penyelesaian masalah yang diteliti dalam penelitian ini memerlukan teoriteori atau tinjauan pustaka yang dapat mendukung pengolahan data. Beberapa teori tersebut
BAB 2 LANDASAN TEORI 2.1 Landasan Teori Penyelesaian masalah yang diteliti dalam penelitian ini memerlukan teoriteori atau tinjauan pustaka yang dapat mendukung pengolahan data. Beberapa teori tersebut
ABSTRAK. v Universitas Kristen Maranatha
 ABSTRAK Perusahaan Nai Shoes Collection merupakan home industry yang bergerak di bidang industri sepatu safety dan sepatu boot yang berlokasi di Jl. Cibaduyut Raya Gang Eteh Umi RT. 2 RW 1 kota Bandung.
ABSTRAK Perusahaan Nai Shoes Collection merupakan home industry yang bergerak di bidang industri sepatu safety dan sepatu boot yang berlokasi di Jl. Cibaduyut Raya Gang Eteh Umi RT. 2 RW 1 kota Bandung.
PERANCANGAN ULANG FASILITAS KERJA PADA PROSES MEMAHAT UNTUK MEMPERBAIKI POSTUR KERJA DI JAVA ART STONE
 PERANCANGAN ULANG FASILITAS KERJA PADA PROSES MEMAHAT UNTUK MEMPERBAIKI POSTUR KERJA DI JAVA ART STONE TUGAS AKHIR Diajukan untuk memenuhi sebagian persyaratan Mencapai derajat Sarjana Teknik Industri
PERANCANGAN ULANG FASILITAS KERJA PADA PROSES MEMAHAT UNTUK MEMPERBAIKI POSTUR KERJA DI JAVA ART STONE TUGAS AKHIR Diajukan untuk memenuhi sebagian persyaratan Mencapai derajat Sarjana Teknik Industri
PERANCANGAN STASIUN KERJA PEMBUATAN KULIT MOCHI DENGAN PENDEKATAN ERGONOMI
 PERANCANGAN STASIUN KERJA PEMBUATAN KULIT MOCHI DENGAN PENDEKATAN ERGONOMI Silvi Ariyanti 1 1 Program Studi Teknik Industri Universitas Mercubuana Email: ariyantisilvi41@gmail.com ABSTRAK Pada industri
PERANCANGAN STASIUN KERJA PEMBUATAN KULIT MOCHI DENGAN PENDEKATAN ERGONOMI Silvi Ariyanti 1 1 Program Studi Teknik Industri Universitas Mercubuana Email: ariyantisilvi41@gmail.com ABSTRAK Pada industri
BAB I PENDAHULUAN. PT. Indofood Sukses Makmur. Tbk Bogasari Flour Mills adalah produsen
 BAB I PENDAHULUAN A. Latar Belakang PT. Indofood Sukses Makmur. Tbk Bogasari Flour Mills adalah produsen tepung terigu di Indonesia dengan kapasitas produksi sebesar 3,6 juta ton per tahun yang merupakan
BAB I PENDAHULUAN A. Latar Belakang PT. Indofood Sukses Makmur. Tbk Bogasari Flour Mills adalah produsen tepung terigu di Indonesia dengan kapasitas produksi sebesar 3,6 juta ton per tahun yang merupakan
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI A. Tinjauan Pustaka 1. Kursi Kerja a. Pengertian Kursi Kerja Kursi kerja merupakan perlengkapan dari meja kerja atau mesin, sehingga kursi akan dapat dijumpai dalam jumlah yang lebih
BAB II LANDASAN TEORI A. Tinjauan Pustaka 1. Kursi Kerja a. Pengertian Kursi Kerja Kursi kerja merupakan perlengkapan dari meja kerja atau mesin, sehingga kursi akan dapat dijumpai dalam jumlah yang lebih
ANALISA POSTUR KERJA TERHADAP AKTIVITAS MANUAL MATERIAL HANDLING MENGGUNAKAN METODE OWAS
 ANALISA POSTUR KERJA TERHADAP AKTIVITAS MANUAL MATERIAL HANDLING MENGGUNAKAN METODE OWAS Dian Palupi Restuputri *1, Erry Septya Primadi 2, M. Lukman 3 1,2,3 Universitas Muhammadiyah Malang Kontak person:
ANALISA POSTUR KERJA TERHADAP AKTIVITAS MANUAL MATERIAL HANDLING MENGGUNAKAN METODE OWAS Dian Palupi Restuputri *1, Erry Septya Primadi 2, M. Lukman 3 1,2,3 Universitas Muhammadiyah Malang Kontak person:
Ergonomic and Work System Usulan Fasilitas Kerja yang Ergonomis Pada Stasiun Perebusan Tahu di UD. Geubrina
 Industrial Engineering Journal Vol.5 No.2 (2016) 17-22 ISSN 2302 934X Ergonomic and Work System Usulan Fasilitas Kerja yang Ergonomis Pada Stasiun Perebusan Tahu di UD. Geubrina Amri 1*, Syarifuddin, As
Industrial Engineering Journal Vol.5 No.2 (2016) 17-22 ISSN 2302 934X Ergonomic and Work System Usulan Fasilitas Kerja yang Ergonomis Pada Stasiun Perebusan Tahu di UD. Geubrina Amri 1*, Syarifuddin, As
UNIVERSITAS INDONESIA
 UNIVERSITAS INDONESIA GAMBARAN RISIKO MUSCULOSKELETAL DISORDERS (MSDs) DALAM PEKERJAAN MANUAL HANDLING PADA BURUH ANGKUT BARANG (PORTER) DI STASIUN KERETA JATINEGARA PADA TAHUN 2009 SKRIPSI TATI ARIANI
UNIVERSITAS INDONESIA GAMBARAN RISIKO MUSCULOSKELETAL DISORDERS (MSDs) DALAM PEKERJAAN MANUAL HANDLING PADA BURUH ANGKUT BARANG (PORTER) DI STASIUN KERETA JATINEGARA PADA TAHUN 2009 SKRIPSI TATI ARIANI
METHOD ENGINEERING & ANTROPOMETRI PERTEMUAN #10 TKT TAUFIQUR RACHMAN ERGONOMI DAN PERANCANGAN SISTEM KERJA
 METHOD ENGINEERING & ANTROPOMETRI PERTEMUAN #10 TKT207 ERGONOMI DAN PERANCANGAN SISTEM KERJA 6623 TAUFIQUR RACHMAN PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS ESA UNGGUL KEMAMPUAN AKHIR YANG
METHOD ENGINEERING & ANTROPOMETRI PERTEMUAN #10 TKT207 ERGONOMI DAN PERANCANGAN SISTEM KERJA 6623 TAUFIQUR RACHMAN PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS ESA UNGGUL KEMAMPUAN AKHIR YANG
BAB V HASIL DAN ANALISA
 138 BAB V HASIL DAN ANALISA 5.2. Hasil PT. Intan Pertiwi Industri merupakan perusahaan industri yang bergerak dalam pembuatan elektroda untuk pengelasan. Untuk menemukan permasalahan yang terdapat pada
138 BAB V HASIL DAN ANALISA 5.2. Hasil PT. Intan Pertiwi Industri merupakan perusahaan industri yang bergerak dalam pembuatan elektroda untuk pengelasan. Untuk menemukan permasalahan yang terdapat pada
UNIVERSITAS INDONESIA EVALUASI DAN PERANCANGAN DESAIN USULAN MEJA DAN KURSI SEKOLAH YANG ERGONOMIS DENGAN MENGGUNAKAN VIRTUAL HUMAN MODELING SKRIPSI
 UNIVERSITAS INDONESIA EVALUASI DAN PERANCANGAN DESAIN USULAN MEJA DAN KURSI SEKOLAH YANG ERGONOMIS DENGAN MENGGUNAKAN VIRTUAL HUMAN MODELING SKRIPSI ANISHA PUTI LALITA 0706274451 FAKULTAS TEKNIK PROGRAM
UNIVERSITAS INDONESIA EVALUASI DAN PERANCANGAN DESAIN USULAN MEJA DAN KURSI SEKOLAH YANG ERGONOMIS DENGAN MENGGUNAKAN VIRTUAL HUMAN MODELING SKRIPSI ANISHA PUTI LALITA 0706274451 FAKULTAS TEKNIK PROGRAM
BAB I PENDAHULUAN. dituntut untuk bekerja untuk memenuhi kebutuhan. hidupnya, dan hampir sebagian besar dari waktunya dihabiskan di tempat
 BAB I PENDAHULUAN 1.1 Latar Belakang Manusia dituntut untuk bekerja untuk memenuhi kebutuhan hidupnya, dan hampir sebagian besar dari waktunya dihabiskan di tempat kerja. Lingkungan tempat kerja merupakan
BAB I PENDAHULUAN 1.1 Latar Belakang Manusia dituntut untuk bekerja untuk memenuhi kebutuhan hidupnya, dan hampir sebagian besar dari waktunya dihabiskan di tempat kerja. Lingkungan tempat kerja merupakan
BAB 6 KESIMPULAN DAN SARAN
 BAB 6 KESIMPULAN DAN SARAN 6.1. Kesimpulan Berdasarkan hasil analisis dan pembahasan yang dapat diambil dari penelitian ini adalah: 1. Hasil penilaian REBA nilai action level tertinggi dengan kriteria
BAB 6 KESIMPULAN DAN SARAN 6.1. Kesimpulan Berdasarkan hasil analisis dan pembahasan yang dapat diambil dari penelitian ini adalah: 1. Hasil penilaian REBA nilai action level tertinggi dengan kriteria
meja dan kursi pada proses memahat untuk memperbaiki postur kerja di Java Art Stone Yogyakarta adalah Problem-Solving Research.
 BAB 3 METODOLOGI PENELITIAN Penelitian Perancangan ulang meja dan kursi pada proses memahat untuk memperbaiki postur kerja di Java Art Stone Yogyakarta diharapkan dapat berjalan dengan baik dan lancar,
BAB 3 METODOLOGI PENELITIAN Penelitian Perancangan ulang meja dan kursi pada proses memahat untuk memperbaiki postur kerja di Java Art Stone Yogyakarta diharapkan dapat berjalan dengan baik dan lancar,
ABSTRAK. Universitas Kristen Maranatha
 ABSTRAK PT.XYZ merupakan industri yang bergerak di bidang konstruksi dan fabrikasi baja yang berlokasi di Bandung. Peneliti melakukan pengamatan di lantai produksi ragum bangku PT.XYZ. Pada lantai produksi
ABSTRAK PT.XYZ merupakan industri yang bergerak di bidang konstruksi dan fabrikasi baja yang berlokasi di Bandung. Peneliti melakukan pengamatan di lantai produksi ragum bangku PT.XYZ. Pada lantai produksi
ABSTRAK. iv Universitas Kristen Maranatha
 ABSTRAK Pabrik Tahu Cibuntu merupakan salah satu dari sekian banyak perusahaan di Bandung yang memproduksi tahu. Berlokasi di daerah jalan Babakan Ciparay, Kecamatan Bandung Kulon, pabrik ini memiliki
ABSTRAK Pabrik Tahu Cibuntu merupakan salah satu dari sekian banyak perusahaan di Bandung yang memproduksi tahu. Berlokasi di daerah jalan Babakan Ciparay, Kecamatan Bandung Kulon, pabrik ini memiliki
Bab I Pendahuluan Latar Belakang
 Bab I Pendahuluan Latar Belakang Laboratorium Proses Manufaktur merupakan salah satu laboratorium yang baru saja didirikan di Program Studi Teknik Industri, Fakultas Rekayasa Industri Universitas Telkom.
Bab I Pendahuluan Latar Belakang Laboratorium Proses Manufaktur merupakan salah satu laboratorium yang baru saja didirikan di Program Studi Teknik Industri, Fakultas Rekayasa Industri Universitas Telkom.
Bab I Pendahuluan I.1 Latar Belakang
 Bab I Pendahuluan I.1 Latar Belakang Berdasarkan National Institute of Occuptional Safety and Health (NIOSH), manual handling adalah sebagai suatu aktivitas dengan menggunakan pergerakan tangan pekerja
Bab I Pendahuluan I.1 Latar Belakang Berdasarkan National Institute of Occuptional Safety and Health (NIOSH), manual handling adalah sebagai suatu aktivitas dengan menggunakan pergerakan tangan pekerja
ERGONOMI DESAIN MEJA DAN KURSI SISWA SEKOLAH DASAR
 ERGONOMI DESAIN MEJA DAN KURSI SISWA SEKOLAH DASAR Abstrak. Meja dan kursi adalah fasilitas sekolah yang berpengaruh terhadap postur tubuh siswa. Postur tubuh akan bekerja secara alami jika menggunakan
ERGONOMI DESAIN MEJA DAN KURSI SISWA SEKOLAH DASAR Abstrak. Meja dan kursi adalah fasilitas sekolah yang berpengaruh terhadap postur tubuh siswa. Postur tubuh akan bekerja secara alami jika menggunakan
DAFTAR ISI ABSTRAK KATA PENGANTAR DAN UCAPAN TERIMA KASIH
 ABSTRAK Ruang laboratorium komputer SMU Santa Angela merupakan salah satu sarana untuk menunjang keberhasilan siswa dalam belajar komputer. Fasilitas tempat belajar mengajar di laboratorium komputer harus
ABSTRAK Ruang laboratorium komputer SMU Santa Angela merupakan salah satu sarana untuk menunjang keberhasilan siswa dalam belajar komputer. Fasilitas tempat belajar mengajar di laboratorium komputer harus
Bab 3. Metodologi Penelitian
 Bab 3 Metodologi Penelitian Penelitian dimulai dengan melakukan studi pendahuluan untuk dapat merumuskan permasalahan berdasarkan pengamatan terhadap kondisi obyek yang diamati. Berdasarkan permasalahan
Bab 3 Metodologi Penelitian Penelitian dimulai dengan melakukan studi pendahuluan untuk dapat merumuskan permasalahan berdasarkan pengamatan terhadap kondisi obyek yang diamati. Berdasarkan permasalahan
PERANCANGAN ULANG STASIUN KERJA UNTUK MENGURANGI KELUHAN BIOMEKANIK PADA AKTIFITAS LOUNDRY DI PT X
 PERANCANGAN ULANG STASIUN KERJA UNTUK MENGURANGI KELUHAN BIOMEKANIK PADA AKTIFITAS LOUNDRY DI PT X I Wayan Sukania, Lamto Widodo, David Gunawan Program Studi Teknik Industri Jurusan Teknik Mesin Fakultas
PERANCANGAN ULANG STASIUN KERJA UNTUK MENGURANGI KELUHAN BIOMEKANIK PADA AKTIFITAS LOUNDRY DI PT X I Wayan Sukania, Lamto Widodo, David Gunawan Program Studi Teknik Industri Jurusan Teknik Mesin Fakultas
JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK
 TUGAS AKHIR ANALISA POSTUR KERJA DAN PERANCANGAN ALAT BANTU UNTUK AKTIVITAS MANUAL MATERIAL HANDLING INDUSTRI KECIL (Studi kasus: Industri Kecil Pembuatan Tahu di Kartasuro) Diajukan sebagai salah satu
TUGAS AKHIR ANALISA POSTUR KERJA DAN PERANCANGAN ALAT BANTU UNTUK AKTIVITAS MANUAL MATERIAL HANDLING INDUSTRI KECIL (Studi kasus: Industri Kecil Pembuatan Tahu di Kartasuro) Diajukan sebagai salah satu
DESAIN ALAT PENGGORENGAN KERUPUK MENGGUNAKAN METODE MACROERGONOMIC ANALYSIS AND DESIGN (MEAD) PADA UD. SASANDO PUTRA PRIMA
 PADA UD. SASANDO PUTRA PRIMA") DESAIN ALAT PENGGORENGAN KERUPUK MENGGUNAKAN METODE MACROERGONOMIC ANALYSIS AND DESIGN (MEAD) PADA UD. SASANDO PUTRA PRIMA TUGAS SARJANA Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar
DESAIN ALAT PENGGORENGAN KERUPUK MENGGUNAKAN METODE MACROERGONOMIC ANALYSIS AND DESIGN (MEAD) PADA UD. SASANDO PUTRA PRIMA TUGAS SARJANA Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar
UNIVERSITAS INDONESIA
 UNIVERSITAS INDONESIA TINJAUAN FAKTOR RISIKO DAN KELUHAN SUBJEKTIF TERHADAP TIMBULNYA MUSKULOSKELETAL DISORDERS PADA PENGEMUDI TRAVEL X-TRANS TRAYEK JAKARTA-BANDUNG TAHUN 2009 SKRIPSI KARUNIASIH 1005001005
UNIVERSITAS INDONESIA TINJAUAN FAKTOR RISIKO DAN KELUHAN SUBJEKTIF TERHADAP TIMBULNYA MUSKULOSKELETAL DISORDERS PADA PENGEMUDI TRAVEL X-TRANS TRAYEK JAKARTA-BANDUNG TAHUN 2009 SKRIPSI KARUNIASIH 1005001005
BAB 1 PENDAHULUAN 1-1 BAB 1 PENDAHULUAN
 BAB 1 PENDAHULUAN 1-1 BAB 1 PENDAHULUAN 1.1 Latar Belakang Masalah Keluhan terbanyak dari mahasiswa Universitas Kristen Maranatha mengenai kursi kuliah yang digunakan saat ini adalah kurang memberikan
BAB 1 PENDAHULUAN 1-1 BAB 1 PENDAHULUAN 1.1 Latar Belakang Masalah Keluhan terbanyak dari mahasiswa Universitas Kristen Maranatha mengenai kursi kuliah yang digunakan saat ini adalah kurang memberikan
PERANCANGAN STASIUN KERJA OPERATOR PADA LINI PACKING PT. X SURABAYA
 PERANCANGAN STASIUN KERJA OPERATOR PADA LINI PACKING PT. X SURABAYA Fadilatus Sukma Ika Noviarmi 1, Martina Kusuma Ningtiyas 1 1 Universitas Airlangga fadilasukma@gmail.com Abstrak Stasiun kerja dalam
PERANCANGAN STASIUN KERJA OPERATOR PADA LINI PACKING PT. X SURABAYA Fadilatus Sukma Ika Noviarmi 1, Martina Kusuma Ningtiyas 1 1 Universitas Airlangga fadilasukma@gmail.com Abstrak Stasiun kerja dalam
Kata Kunci : Perancangan, Pembuat es Puter, Metode QFD, Aspek Ergonomi
 ABSTRAK Proses produksi pembuatan es puter adanya suatu keluhan diantaranya sakit pinggang, punggung, hal ini karena tempat duduk atau kursi yang lebih tinggi dari benda kerja dan para pekerja pembuat
ABSTRAK Proses produksi pembuatan es puter adanya suatu keluhan diantaranya sakit pinggang, punggung, hal ini karena tempat duduk atau kursi yang lebih tinggi dari benda kerja dan para pekerja pembuat
BAB I PENDAHULUAN. dapat memenuhi kebutuhan siswa karena jika digunakan perabot kelas yang
 BAB I PENDAHULUAN 1.1 Latar Belakang Perabot kelas merupakan fasilitas fisik yang penting karena aktivitas belajar siswa banyak dihabiskan di dalam kelas seperti membaca, menggambar, menulis dan kegiatan
BAB I PENDAHULUAN 1.1 Latar Belakang Perabot kelas merupakan fasilitas fisik yang penting karena aktivitas belajar siswa banyak dihabiskan di dalam kelas seperti membaca, menggambar, menulis dan kegiatan
BAB 2 LANDASAN TEORI
 BAB 2 LANDASAN TEORI 2.1 Ergonomi 2.1.1 Pengertian Ergonomi Ergonomi adalah suatu ilmu yang dapat digunakan untuk menggunakan informasi/data sifat, kemampuan dan keterbatasan manusia untuk merancang sistem
BAB 2 LANDASAN TEORI 2.1 Ergonomi 2.1.1 Pengertian Ergonomi Ergonomi adalah suatu ilmu yang dapat digunakan untuk menggunakan informasi/data sifat, kemampuan dan keterbatasan manusia untuk merancang sistem
Analisis Ergonomi Sepeda UI terhadap Pengendara Wanita dengan Metode Posture Evaluation Index dalam Virtual Environment
 Analisis Ergonomi Sepeda UI terhadap Pengendara Wanita dengan Metode Posture Evaluation Index dalam Virtual Environment Erlinda Muslim Departemen Teknik Industri, Fakultas Teknik, Universitas Indonesia
Analisis Ergonomi Sepeda UI terhadap Pengendara Wanita dengan Metode Posture Evaluation Index dalam Virtual Environment Erlinda Muslim Departemen Teknik Industri, Fakultas Teknik, Universitas Indonesia
BAB I PENDAHULUAN. 1-1 Universitas Kristen Maranatha
 BAB I PENDAHULUAN 1.1. Latar Belakang Masalah Hidup di jaman ini semakin lama semakin modern, semua bendabenda yang ada di sekitar kita sekarang ini merupakan produk-produk yang kian lama semakin canggih.
BAB I PENDAHULUAN 1.1. Latar Belakang Masalah Hidup di jaman ini semakin lama semakin modern, semua bendabenda yang ada di sekitar kita sekarang ini merupakan produk-produk yang kian lama semakin canggih.
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA A. Pengertian Ergonomi Kata ergonomi berasal dari bahasa Yunani: ergon (kerja) dan nomos (peraturan, hukum). Ergonomi adalah penerapan ilmu ilmu biologis tentang manusia bersama
BAB II TINJAUAN PUSTAKA A. Pengertian Ergonomi Kata ergonomi berasal dari bahasa Yunani: ergon (kerja) dan nomos (peraturan, hukum). Ergonomi adalah penerapan ilmu ilmu biologis tentang manusia bersama
USULAN PERBAIKAN FASILITAS KERJA YANG ERGONOMIS PADA STASIUN PERAKITAN COVER ASSY 24DC
 USULAN PERBAIKAN FASILITAS KERJA YANG ERGONOMIS PADA STASIUN PERAKITAN COVER ASSY 24DC (Studi Kasus PT. SANWA ENGINEERING BATAM) Musa¹ Nandar Cundara,² Hery Irawan 3 1 Program Studi Teknik Industri, Universitas
USULAN PERBAIKAN FASILITAS KERJA YANG ERGONOMIS PADA STASIUN PERAKITAN COVER ASSY 24DC (Studi Kasus PT. SANWA ENGINEERING BATAM) Musa¹ Nandar Cundara,² Hery Irawan 3 1 Program Studi Teknik Industri, Universitas
BAB 1 PENDAHULUAN. Laporan Tugas Akhir 1-1 Universitas Kristen Maranatha
 BAB 1 PENDAHULUAN 1.1 Latar Belakang Masalah Telekomunikasi merupakan suatu kegiatan menyampaikan suatu informasi dari satu tempat menuju satu tujuan yang lain. Informasi yang disampaikan juga dapat berupa
BAB 1 PENDAHULUAN 1.1 Latar Belakang Masalah Telekomunikasi merupakan suatu kegiatan menyampaikan suatu informasi dari satu tempat menuju satu tujuan yang lain. Informasi yang disampaikan juga dapat berupa
BAB I PENDAHULUAN 1.1. LATAR BELAKANG
 BAB I PENDAHULUAN 1.1. LATAR BELAKANG Masalah utama dalam aktivitas produksi ditinjau dari segi kegiatan / proses produksi adalah bergeraknya material dari satu proses ke proses produksi berikutnya. Untuk
BAB I PENDAHULUAN 1.1. LATAR BELAKANG Masalah utama dalam aktivitas produksi ditinjau dari segi kegiatan / proses produksi adalah bergeraknya material dari satu proses ke proses produksi berikutnya. Untuk
BAB I PENDAHULUAN. 1-1 Universitas Kristen Maranatha
 BAB I PENDAHULUAN 1.1 Latar Belakang Seiring berkembangnya era globalisasi, pemenuhan kebutuhan dari pada manusia semakin bertambah. Bukan hanya kebutuhan primer saja yang harus terpenuhi oleh manusia,
BAB I PENDAHULUAN 1.1 Latar Belakang Seiring berkembangnya era globalisasi, pemenuhan kebutuhan dari pada manusia semakin bertambah. Bukan hanya kebutuhan primer saja yang harus terpenuhi oleh manusia,
ABSTRAK. iv Universitas Kristen Maranatha
 ABSTRAK Pesatnya perkembangan dunia informatika yang ditandai dengan adanya internet saat ini telah membuat banyak orang membuka usaha warnet. Untuk mendapatkan rancangan suatu warnet yang ideal, maka
ABSTRAK Pesatnya perkembangan dunia informatika yang ditandai dengan adanya internet saat ini telah membuat banyak orang membuka usaha warnet. Untuk mendapatkan rancangan suatu warnet yang ideal, maka
Analisis Postur Kerja dengan Rapid Entire Body Assesment (REBA) di Industri Pengolahan Tempe
 di Industri Pengolahan Tempe") Analisis Postur Kerja dengan Rapid Entire Body Assesment (REBA) di Industri Pengolahan Tempe Farida Ariani 1), Ikhsan Siregar 2), Indah Rizkya Tarigan 3), dan Anizar 4) 1) Departemen Teknik Mesin, Fakultas
Analisis Postur Kerja dengan Rapid Entire Body Assesment (REBA) di Industri Pengolahan Tempe Farida Ariani 1), Ikhsan Siregar 2), Indah Rizkya Tarigan 3), dan Anizar 4) 1) Departemen Teknik Mesin, Fakultas
SKRIPSI PERANCANGAN MODEL MATEMATIS QFD-KANO DALAM MENENTUKAN TARGET KARAKTERISTIK TEKNIS RAK SEPATU
 SKRIPSI PERANCANGAN MODEL MATEMATIS QFD-KANO DALAM MENENTUKAN TARGET KARAKTERISTIK TEKNIS RAK SEPATU Disusun oleh: JOANA DEBORA 5303013005 JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS KATOLIK WIDYA
SKRIPSI PERANCANGAN MODEL MATEMATIS QFD-KANO DALAM MENENTUKAN TARGET KARAKTERISTIK TEKNIS RAK SEPATU Disusun oleh: JOANA DEBORA 5303013005 JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS KATOLIK WIDYA
Novena Ayu Parasti, Chandra Dewi K., DM. Ratna Tungga Dewa
 ANALISIS POSTUR KERJA PADA INDUSTRI GERABAH Novena Ayu Parasti, Chandra Dewi K., DM. Ratna Tungga Dewa PROGRAM STUDI TEKNIK INDUSTRI, FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS ATMA JAYA YOGYAKARTA, Jln.
ANALISIS POSTUR KERJA PADA INDUSTRI GERABAH Novena Ayu Parasti, Chandra Dewi K., DM. Ratna Tungga Dewa PROGRAM STUDI TEKNIK INDUSTRI, FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS ATMA JAYA YOGYAKARTA, Jln.
III. TINJAUAN PUSTAKA
 III. TINJAUAN PUSTAKA A. ENGINEERING DESIGN PROCESS Engineering design process atau proses desain engineering merupakan proses atau tahapan dimana seorang engineer merancang sebuah produk/alat atau mesin
III. TINJAUAN PUSTAKA A. ENGINEERING DESIGN PROCESS Engineering design process atau proses desain engineering merupakan proses atau tahapan dimana seorang engineer merancang sebuah produk/alat atau mesin
BAB I PENDAHULUAN. manual (Manual Material Handling/MMH). Kelebihan MMH bila
. Kelebihan MMH bila") 1 BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Peranan manusia sebagai sumber tenaga kerja masih dominan dalam menjalankan proses produksi terutama kegiatan yang bersifat manual. Salah satu bentuk peranan
1 BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Peranan manusia sebagai sumber tenaga kerja masih dominan dalam menjalankan proses produksi terutama kegiatan yang bersifat manual. Salah satu bentuk peranan
BAB I PENDAHULUAN. mengenai sistem muskuloskeletal. Gangguan muskuloskeletal (musculoskeletal
 BAB I PENDAHULUAN 1.1 Latar Belakang Melaksanakan sebuah pekerjaan dapat membuat seseorang berisiko mengalami gangguan atau cedera. Kebanyakan cedera akibat kerja biasanya mengenai sistem muskuloskeletal.
BAB I PENDAHULUAN 1.1 Latar Belakang Melaksanakan sebuah pekerjaan dapat membuat seseorang berisiko mengalami gangguan atau cedera. Kebanyakan cedera akibat kerja biasanya mengenai sistem muskuloskeletal.
BAB I PENDAHULUAN. 1.1 Latar Belakang
 BAB I PENDAHULUAN 1.1 Latar Belakang Kegiatan produksi merupakan interaksi dari tenaga kerja, metode kerja, fasilitas kerja dan lingkungan kerja untuk menghasilkan nilai tambah bagi produk. Peranan manusia
BAB I PENDAHULUAN 1.1 Latar Belakang Kegiatan produksi merupakan interaksi dari tenaga kerja, metode kerja, fasilitas kerja dan lingkungan kerja untuk menghasilkan nilai tambah bagi produk. Peranan manusia
LAPORAN TUGAS AKHIR REDESAIN GEROBAK USAHA MARTABAK MENGGUNAKAN ANTROPOMETRI DAN QUALITY FUNCTION DEPLOYMENT
 LAPORAN TUGAS AKHIR REDESAIN GEROBAK USAHA MARTABAK MENGGUNAKAN ANTROPOMETRI DAN QUALITY FUNCTION DEPLOYMENT Diajukan untuk memenuhi syarat gelar sarjana S-1 Pada Jurusan Teknik Industri Fakultas Teknik
LAPORAN TUGAS AKHIR REDESAIN GEROBAK USAHA MARTABAK MENGGUNAKAN ANTROPOMETRI DAN QUALITY FUNCTION DEPLOYMENT Diajukan untuk memenuhi syarat gelar sarjana S-1 Pada Jurusan Teknik Industri Fakultas Teknik
Program Studi Teknik Industri, Fakultas Rekayasa Industri, Universitas Telkom
 USULAN PERBAIKAN SPESIFIKASI ALAT BANTU DI STASIUN KERJA PENGIKISAN ALAT CAP DENGAN MENGGUNAKAN METODE (RULA) RAPID UPPER LIMB ASSESSMENT (STUDI KASUS RUMAH BATIK KOMAR) Yuvie Mutiarasari 1, Rino Andias
USULAN PERBAIKAN SPESIFIKASI ALAT BANTU DI STASIUN KERJA PENGIKISAN ALAT CAP DENGAN MENGGUNAKAN METODE (RULA) RAPID UPPER LIMB ASSESSMENT (STUDI KASUS RUMAH BATIK KOMAR) Yuvie Mutiarasari 1, Rino Andias
Jurnal Ilmiah Widya Teknik Volume 16 Nomor ISSN
 Jurnal Ilmiah Widya Teknik Volume 16 Nomor 1 2017 ISSN 1412-7350 PERANCANGAN ALAT ANGKUT TABUNG LPG 3 KG YANG ERGONOMIS (STUDI KASUS DI UD. X) Ronal Natalianto Purnomo, Julius Mulyono *, Hadi Santosa Jurusan
Jurnal Ilmiah Widya Teknik Volume 16 Nomor 1 2017 ISSN 1412-7350 PERANCANGAN ALAT ANGKUT TABUNG LPG 3 KG YANG ERGONOMIS (STUDI KASUS DI UD. X) Ronal Natalianto Purnomo, Julius Mulyono *, Hadi Santosa Jurusan
TUGAS AKHIR. Diajukan guna melengkapi sebagian syarat dalam mencapai gelar Sarjana Strata Satu (S1) Disusun Oleh :
 Disusun Oleh :") TUGAS AKHIR Perancangan dan Pengembangan Produk Meja Sablon Rotari dengan Metode QFD (Quality Function Deployment), Ergonomi dan CAD (Computer Aided Design) Diajukan guna melengkapi sebagian syarat dalam
TUGAS AKHIR Perancangan dan Pengembangan Produk Meja Sablon Rotari dengan Metode QFD (Quality Function Deployment), Ergonomi dan CAD (Computer Aided Design) Diajukan guna melengkapi sebagian syarat dalam
BAB I PENDAHULUAN I-1
 BAB I PENDAHULUAN 1.1 Latar Belakang Perkembangan industri yang semakin pesat saat ini memunculkan berbagai jenis usaha. Semua kegiatan perindustrian tersebut tidak terlepas dari peran manusia, mesin dan
BAB I PENDAHULUAN 1.1 Latar Belakang Perkembangan industri yang semakin pesat saat ini memunculkan berbagai jenis usaha. Semua kegiatan perindustrian tersebut tidak terlepas dari peran manusia, mesin dan
BAB II GAMBARAN UMUM SEKOLAH
 BAB II GAMBARAN UMUM SEKOLAH 2.1 Sejarah Sekolah Sekolah Dasar Negeri (SDN) 060798 merupakan salah satu sekolah yang diselenggarakan oleh pemerintah. SDN 060798 beralamat di Jalan Medan Area Selatan. Kel.
BAB II GAMBARAN UMUM SEKOLAH 2.1 Sejarah Sekolah Sekolah Dasar Negeri (SDN) 060798 merupakan salah satu sekolah yang diselenggarakan oleh pemerintah. SDN 060798 beralamat di Jalan Medan Area Selatan. Kel.
BAB V HASIL DAN PEMBAHASAN
 BAB V HASIL DAN PEMBAHASAN 5.1 Gambaran Kondisi Lapangan Penelitian ini dilakukan di beberapa tempat usaha informal pejahitan pakaian di wilayah Depok, khususnya Kecamatan Sukmajaya. Jumlah tempat usaha
BAB V HASIL DAN PEMBAHASAN 5.1 Gambaran Kondisi Lapangan Penelitian ini dilakukan di beberapa tempat usaha informal pejahitan pakaian di wilayah Depok, khususnya Kecamatan Sukmajaya. Jumlah tempat usaha
BAB 1 PENDAHULUAN. 1-1 Universitas Kristen Maranatha
 BAB 1 PENDAHULUAN 1.1 Latar Belakang Masalah Dalam kehidupan sehari-hari, setiap manusia tidak lepas dari pekerjaan rutin yang biasa dilakukan sehari-hari seperti mencuci pakaian. Pastinya tidak semua
BAB 1 PENDAHULUAN 1.1 Latar Belakang Masalah Dalam kehidupan sehari-hari, setiap manusia tidak lepas dari pekerjaan rutin yang biasa dilakukan sehari-hari seperti mencuci pakaian. Pastinya tidak semua
BAB I PENDAHULUAN. Manusia dalam beraktifitas membutuhkan suatu alat yang dirancang atau
 BAB I PENDAHULUAN 1.1. Latar Belakang Manusia dalam beraktifitas membutuhkan suatu alat yang dirancang atau didesain khusus untuk membantu pekerjaan manusia agar menjadi lebih mudah. Desain yang tepat
BAB I PENDAHULUAN 1.1. Latar Belakang Manusia dalam beraktifitas membutuhkan suatu alat yang dirancang atau didesain khusus untuk membantu pekerjaan manusia agar menjadi lebih mudah. Desain yang tepat
USULAN PERBAIKAN FASILITAS KERJA PADA STASIUN PEMOTONGAN UNTUK MENGURANGI KELUHAN MUSCULOSKELETAL DI CV. XYZ
 USULAN PERBAIKAN FASILITAS KERJA PADA STASIUN PEMOTONGAN UNTUK MENGURANGI KELUHAN MUSCULOSKELETAL DI CV. XYZ Tengku Fuad Maulana 1, Sugiharto 2, Anizar 2 Departemen Teknik Industri, Fakultas Teknik, Universitas
USULAN PERBAIKAN FASILITAS KERJA PADA STASIUN PEMOTONGAN UNTUK MENGURANGI KELUHAN MUSCULOSKELETAL DI CV. XYZ Tengku Fuad Maulana 1, Sugiharto 2, Anizar 2 Departemen Teknik Industri, Fakultas Teknik, Universitas
DESAIN BENTUK FISIK KERETA DORONG SESUAI ANTROPOMETRI ANAK-ANAK UNTUK PENJUAL COBEK ANAK
 DESAIN BENTUK FISIK KERETA DORONG SESUAI ANTROPOMETRI ANAK-ANAK UNTUK PENJUAL COBEK Abstrak ANAK Delta Pralian - NPM : 30402264 Program Studi Teknik Industri, Universitas Gunadarma E-mail : dpralian@yahoo.com
DESAIN BENTUK FISIK KERETA DORONG SESUAI ANTROPOMETRI ANAK-ANAK UNTUK PENJUAL COBEK Abstrak ANAK Delta Pralian - NPM : 30402264 Program Studi Teknik Industri, Universitas Gunadarma E-mail : dpralian@yahoo.com
DAFTAR ISI ABSTRAK KATA PENGANTAR DAN UCAPAN TERIMA KASIH
 ABSTRAK Berangkat dari misi Universitas Kristen Maranatha yang ingin mengembangkan cendekiawan yang handal, salah satunya adalah melalui pengembangan fasilitas belajar mengajarnya. Fasilitas belajar mengajar
ABSTRAK Berangkat dari misi Universitas Kristen Maranatha yang ingin mengembangkan cendekiawan yang handal, salah satunya adalah melalui pengembangan fasilitas belajar mengajarnya. Fasilitas belajar mengajar
BAB II TINJAUAN PUSTAKA
 I-20 BAB II TINJAUAN PUSTAKA 2.1. Ergonomi dan Produktivitas 2.1.1 Ergonomi Ergonomi atau ergonomics (bahasa Inggrisnya) sebenarnya berasal dari kata yunani yaitu Ergo yang berarti kerja dan Nomos yang
I-20 BAB II TINJAUAN PUSTAKA 2.1. Ergonomi dan Produktivitas 2.1.1 Ergonomi Ergonomi atau ergonomics (bahasa Inggrisnya) sebenarnya berasal dari kata yunani yaitu Ergo yang berarti kerja dan Nomos yang
BAB 1 PENDAHULUAN. 1-1 Universitas Kristen Maranatha
 BAB 1 PENDAHULUAN 1.1 Latar Belakang Masalah Di dunia ini tidak semua manusia menjalani kehidupan yang diberikan oleh Tuhan dengan kondisi fisik yang normal. Berdasarkan kondisi fisik, manusia dapat digolongkan
BAB 1 PENDAHULUAN 1.1 Latar Belakang Masalah Di dunia ini tidak semua manusia menjalani kehidupan yang diberikan oleh Tuhan dengan kondisi fisik yang normal. Berdasarkan kondisi fisik, manusia dapat digolongkan
BAB V ANALISA HASIL. 5.1 Hasil Perhitungan Seluruh Tahapan Menggunakan Metode REBA, REBA, OWAS & QEC
 BAB V ANALISA HASIL 5.1 Hasil Perhitungan Seluruh Tahapan Menggunakan Metode REBA, OWAS & QEC Berdasarkan bab sebelumnya, maka pada bab ini akan dilakukan analisis hasil pengolahan data terhadap pengukuran
BAB V ANALISA HASIL 5.1 Hasil Perhitungan Seluruh Tahapan Menggunakan Metode REBA, OWAS & QEC Berdasarkan bab sebelumnya, maka pada bab ini akan dilakukan analisis hasil pengolahan data terhadap pengukuran
ABSTRAK. vii Universitas Kristen Maranatha
 ABSTRAK Kursi roda menjadi alat bantu yang sangat penting bagi penyandang cacat fisik khususnya penyandang cacat bagian kaki dari kalangan anak-anak hingga dewasa. Akan tetapi, kursi roda yang digunakan
ABSTRAK Kursi roda menjadi alat bantu yang sangat penting bagi penyandang cacat fisik khususnya penyandang cacat bagian kaki dari kalangan anak-anak hingga dewasa. Akan tetapi, kursi roda yang digunakan