Rizka Zahra Wulansari, Yuyun Estriyanto, S.T.,M.T., Budi Harjanto, S.T.,M.Eng.
|
|
|
- Susanti Tedja
- 6 tahun lalu
- Tontonan:
Transkripsi
1 ANALISIS PRODUK SPION PS 135 DENGAN PENGATURAN PARAMETER MELT TEMPERATURE MATERIAL PLASTIK POLYPROPYLENE (PP) PADA PROSES INJECTION MOLDING (Studi Kasus PT. Sinar Agung Selalu Sukses Karanganyar Jawa Tengah) Rizka Zahra Wulansari, Yuyun Estriyanto, S.T.,M.T., Budi Harjanto, S.T.,M.Eng. Program Studi Pendidikan Teknik Mesin, Jurusan Pendidikan Teknik Kejuruan, FKIP, UNS Kampus V UNS JL. Ahmad Yani 200, Surakarta, Telp./Fax rizkaza@yahoo.co.id ABSTRAK Kualitas produk sangat menentukan tingkat keberhasilan suatu proses produksi. Tujuan penelitian ini adalah untuk mengetahui pengaruh parameter melt temperature dan nilai melt temperature yang menghasilkan produk dengan kualitas terbaik, serta kesesuaian antara software simulasi dengan aplikasi produksi di industri untuk desain parameter kerja melt temperature pada proses injection molding produk plastik Polypropylene (PP). Penelitian ini dilakukan dengan analisis kualitas produk injection molding (Spion PS 135) menggunakan software Autodesk Inventor 2013, dengan memvariasikan parameter melt temperature. Beberapa variasi parameter melt temperature dieksekusi menggunakan mesin injection molding Haitian HTF 160X. Data hasil penelitian dianalisis menggunakan teknik analisis deskriptif. Data dan analisis hasil penelitian menunjukkan parameter melt temperature mempengaruhi total part weight, quality prediction, cacat shrinkage dan sink mark produk Spion PS 135. Quality prediction terbaik produk Spion PS 135 adalah pada parameter melt temperature 210 s /d280 C, dengan kualitas terbaik pada nilai melt temperature 210 C dan 220 C. Analisis secara visual produk, menggunakan software Autodesk Inventor 2013, sesuai dengan hasil eksekusi menggunakan mesin injection molding. Kata kunci: injection molding, polymer melt temperature, Autodesk Inventor, polypropylene, quality prediction ABSTRACT The quality of product is most important to measuring of successfully of production procces. The objectives of this research are to investigate the effect of melt temperature parameter, the melt temperature parameter resulting in the best rearview mirror case, and the correspondence between the simulation software and the production application in industry for the work parameter design of melt temperature on the injection molding process of polypropylene (PP) plastic product.
2 This research was conducted by analyzing the quality product injection molding of the rearview mirror case product of PS 135, used the software of Autodesk Inventor 2013 included the variations of melt temperature. The variations of melt temperature were executed by using the injection molding machine of Haitian HTF 160X. The data of the research were analyzed by using the descriptive technique of analysis. The result of the research shows that the melt temperature parameter influence the total part weight, quality prediction, shrinkage defect, and sink mark defect of the rearview mirror case product of PS 135. The best quality prediction of the rearview mirror case product of PS 135 result from parameter of the melt temperatures ranging 210 s /d280 C, with the best quality of the product at melt temperature of 210 C and 220 C. The visual analysis on the rearview mirror case product used the software of Autodesk Inventor 2013 has a correspondence with the execution of the injection molding machine. Keywords: injection molding, polymer melt temperature, Autodesk Inventor, Polypropylene, quality prediction. 1. PENDAHULUAN Produk plastik banyak beredar di pasaran merupakan salah satu fakta bahwa material plastik mulai dipergunakan untuk menggantikan produk-produk dari material lain, misalnya produk dari logam. Kualitas produk yang dihasilkan sangat ditentukan oleh komposisi bahan, proses pembuatan dan parameter proses produksi lainnya. Proses pemesinan yang banyak digunakan untuk memproduksi produk plastik adalah injection molding, karena mampu memproduksi dalam kapasitas tinggi, menghasilkan material sisa yang sedikit dan membutuhkan tenaga kerja yang sedikit. Kendala yang sering terjadi adalah produk yang dihasilkan cacat atau tidak sesuai cetakan. Melt temperature merupakan salah satu parameter kerja yang mempengaruhi kualitas produk yang dihasilkan pada proses injection molding. Langkah awal yang biasanya dilakukan untuk menghasilkan suatu produk plastik yang berkualitas menggunakan adalah dengan try and error. Hal ini dilakukan untuk mengetahui desain dan parameter produksi yang sesuai sehingga produk molding yang dihasilkan memiliki kualitas yang diharapkan. Simulasi menggunakan software dengan mengatur melt temperature dapat diminimalkan waktu dan biaya produksi. 2. KAJIAN PUSTAKA Polypropylene merupakan material polimer termoplastik, yang terbentuk dari polimerisasi monomer-monomer propylene yang membentuk rantai monomer yang berulang. Seorang ahli material berpendapat, Polypropylene (PP) is synthesized by the polymerization of propylene, a monomer derived from petroleum products through the reaction (Harper, 2006: 2.42).
3 Penggunaan polypropylene antara lain untuk plastik kemasan, peralatan rumah tangga, bagian penyusun peralatan elektronik maupun kendaraan bermotor. Pengolahannya dapat dilakukan dengan ekstruksi atau injection molding. Pada proses injection molding, material plastik dilelehkan kemudian dimasukkan dalam cetakan (cavity) dengan tekanan tinggi sampai memenuhi seluruh rongga di cetakan, yang selanjutnya didinginkan sehingga terbentuk produk plastik sesuai cetakan. Menurut Firdaus dan Tjitro (2002), ada beberapa parameter yang harus diperhatikan untuk menghasilkan produk yang berkualitas pada proses injection molding, antara lain: 1) Temperatur leleh (melt temperature) 2) Batas tekanan (pressure limit) 3) Waktu tahan (holding time) 4) Waktu penekanan (holding pressure) 5) Temperatur cetakan (mold temperature) 6) Kecepatan injeksi (injection rate) 7) Ketebalan dinding cetakan (wall thickness ) Melt temperature polimer adalah temperatur dimana polimer mengalami perubahan fasa, dari fasa padat menjadi cair. Menurut Harper dan Petrie (2003), mengenai pengertian melting temperature: Melting temperature (Tm) is a true transition temperature. This means that at Tm, both the liquid and solid phases have the same free energy (hlm. 342). Tabel 1. Tabel Pedoman Parameter Material Injection Molding Melt temp. range, C Mold temp. range, C Drying temp., C Drying times, hr ABS 220 s / d s / d s / d 85 2 s / d 4 PC 280 s / d s / d s / d 4 PP 220 s / d s / d s / d 3 Sumber: Harper (2006: ) 3. METODE PENELITIAN Instrumen yang digunakan dalam penelitian ini adalah: a. Material yang digunakan adalah polypropylene Globalene b. Simulasi menggunakan software Autodesk Inventor c. Mesin yang digunakan adalah mesin injection molding HAITIAN HTF 160X. d. Mold temperature 50 C, injection pressure 85 MPa, injection time 2 s dan clam open time 7 s. e. Part yang dianalisis adalah spion PS 135. f. Gate location terdapat pada X= 1,246 mm, Y= -84,097 mm dan Z= 5,500 mm. g. Cacat produk yang dianalisis adalah short shot, sink mark, weld lines dan air traps. h. Nilai melt temperature yang digunakan adalah 200 C, 210 C, 220 C, 230 C, 240 C, 250 C, 260 C, 270 C, 280 C dan 290 C.
4 Total Part Weight (g) SHOT VOLUME (CM³) Gambar 1. Diagram Alir Penelitian 4. HASIL PENELITIAN Hasil simulasi produk injection molding menunjukkan pengaruh variasi parameter melt temperature terhadap kualitas produk yang dihasilkan. Berikut ini adalah hubungan antara variabel penentu kualitas produk dengan parameter melt temperature yang digunakan. a. Shot Volume Shot volume merupakan jumlah volume plastic leleh yang dibutuhkan untuk memenuhi cavity pada proses pembentukan produk injection molding MELT TEMPERATURE ( C) Gambar 2. Grafik Hubungan Melt Temperature dengan Shot Volume pada Simulasi Produk Injection Molding. Volume yang dibutuhkan dipengaruhi oleh tekanan dan waktu pengisian cavity. Mesin injection molding akan bekerja secara otomatis menyesuaikan tekanan terhadap waktu yang ditentukan, sehingga volume yang diinjeksikan dapat memenuhi cavity. Parameter melt temperature tidak mempengaruhi volume yang diinjeksikan. b. Total Part Weight Total Part Weight adalah berat produk injection molding yang dihasilkan dengan menggunakan parameter yang telah ditentukan R² = Melt temperature ( C) Gambar 3. Grafik Hubungan Melt Temperature dengan Total Part Weight pada Simulasi Produk Injection Molding
5 Confidence of fill (%) QUALITY PREDICTION (%) Pada proses pengisian cavity, plastik leleh diinjeksikan sesuai dengan jumlah volume part yang dibuat. Pada saat suhu lelehan plastik yang digunakan meningkat, volume lelehan plastik meningkat karena volume plastik memuai. Akan tetapi volume yang dibutuhkan untuk memenuhi cavity tetap, hal ini menyebabkan berat plastik yang diinjeksikan menurun. c. Confidence of Fill Confidence of fill merupakan kemampuan material injection molding untuk mengisi penuh cavity Gambar 4. Grafik Hasil Analisis Confidence of Fill Hasil Simulasi Produk Injection Molding Pada temperature 200 s /d290 C memiliki sifat kemampuan alir yang baik, sehingga mampu memenuhi seluruh rongga cetakan. d. Quality Prediction Melt temperature ( C) Quality prediction adalah prediksi kualitas produk injection molding yang disimulasi. Nilai quality prediction ditunjukkan dengan prosentase dan warna pada hasil visual simulasi MELT TEMPERATURE ( C) Gambar 5. Grafik Hasil Analisis Quality Prediction Hasil Simulasi Produk Injection Molding Hasil analisis produk injection molding dengan simulasi menunjukkan produk yang nilai kualitas yang tinggi merupakan produk dengan parameter melt temperature pada rentang 210 s /d280 C. Kualitas produk akan menurun pada penggunaan parameter melt temperature di bawahnya dan di atasnya. Pada rentang melt temperature 210 s /d280 hanya ditemukan cacat sedikit yaitu kurang dari 3% dari kualitas keseluruhan. Produk yang menggunakan parameter melt temperature 200 C memiliki kualitas sedang, pada penggunaan parameter ini produk akan mengalami cacat sink mark di beberapa bagian, yaitu cekungancekungan pada permukaannya karena

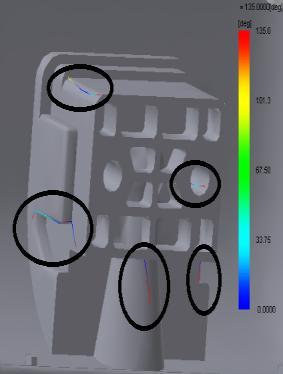
6 material plastik mengalami pendinginan yang lebih cepat, terlalu kental, alirannya lambat dibandingkan dengan penggunaan parameter melt temperature 210 s /d280 C. Produk yang menggunakan parameter 290 C memiliki kualitas yang buruk. Penggunaan parameter ini akan menyebabkan produk yang dihasilkan mengalami gagal produksi. Cacat yang dominan akan timbul adalah cacat shrinkage, yaitu cacat akibat penyusutan material plastik. Hal ini terjadi karena pada temperatur yang tinggi di atas melt temperature standar, material plastik akan mengalami muai volume yang cukup tinggi. Muai volume yang tinggi menyebabkan material plastik memiliki tingkat penyusutan yang tinggi, apabila produk telah dingin dan memiliki suhu ruang, produk akan mengalami penyusutan yang tinggi ditandai dengan timbulnya cekungan dan lengkungan pada sebagian besar produk. e. Air Traps Air traps adalah cacat yang ditandai dengan adanya udara yang terjebak di dalam produk injection molding. Tidak terjadi perubahan yang signifikan pada jumlah air traps pada peningkatan penggunaan parameter melt temperature. f. Weld Lines Weld lines adalah cacat yang ditandai dengan adanya garis pada produk injection molding. Cacat weld lines terjadi karena pertemuan aliran lelehan plastik yang berbeda. Keseluruhan mengalami cacat weld lines yang terjadi pada daerah sekitar injection point, hal ini menunjukkan pada daerah sekitar injection point terdapat banyak pertemuan aliran plastik sehingga timbul cacat weld lines. Pembandingan hasil simulasi dengan hasil eksekusi dengan mesin injection molding di PT.Sinar Agung Selalu Sukses, sebagai berikut: 1) Melt Temperature 200 C Gambar 6. Hasil Analisis Simulasi Quality Prediction Produk Melt Temperature 200 C








7 2) Melt Temperature 230 C Gambar 7. Hasil Analisis Simulasi Air Traps Produk Injection Molding dengan Melt Temperature 200 C Gambar 10. Hasil Analisis Simulasi Quality Prediction Produk Melt Temperature 230 C Gambar 8. Hasil Analisis Simulasi Weld Lines Produk Injection Molding dengan Melt Temperature 200 C Gambar 11. Hasil Analisis Simulasi Air Traps Produk Injection Molding dengan Melt Temperature 230 C Gambar 9. Hasil Eksekusi Produk Melt Temperature 200 C Gambar 12. Hasil Analisis Simulasi Weld Lines Produk Melt Temperature 230 C








8 Gambar 15. Hasil Analisis Simulasi Air Traps Produk Injection Molding dengan Melt Temperature 250 C Gambar 13. Hasil Eksekusi Produk Melt Temperature 230 C 3) Melt Temperature 250 C Gambar 16. Hasil Analisis Simulasi Weld Lines Produk Melt Temperature 250 C Gambar 14. Hasil Analisis Simulasi Quality Prediction Produk Melt Temperature 250 C Gambar 17. Hasil Eksekusi Produk Melt Temperature 250 C
9 Hasil analisis secara visual, pembandingan hasil simulasi dengan hasil eksekusi dengan mesin injection molding di PT.Sinar Agung Selalu Sukses menunjukkan kesesuaian hasil simulasi dengan hasil eksekusi mengggunakan mesin injection molding di industri. 5. SIMPULAN Berdasarkan hasil penelitian dan pembahasan, maka dapat disimpulkan: a. Parameter melt temperature mempengaruhi total part weight dan quality prediction produk Spion PS 135 pada proses injection molding dengan analisis produk menggunakan simulasi. Peningkatan melt temperature menyebabkan penurunan total part weight. Hal ini berkaitan erat dengan tingkat penyusutan material. b. Quality prediction terbaik produk Spion PS 135 pada proses injection molding dengan analisis produk menggunakan simulasi software Autodesk Inventor 2013 adalah pada parameter melt temperature 210 s /d280 C, dengan tingkat kualitas terbaik pada nilai melt temperature 210 C dan 220 C. c. Hasil dari eksekusi menggunakan mesin injection molding di industri menunjukkan bahwa secara visual terdapat kesesuaian antara hasil simulasi software Autodesk Inventor 2013 dengan produk injection molding. 6. SARAN Berdasarkan hasil dan analisis data penelitian yang diperoleh, maka dapat disampaikan saran sebagai berikut: a. Penentuan parameter kerja harus dipertimbangkan dalam melakukan desain produk sehingga hasil injection molding memiliki kualitas optimum. b. Perlu dilakukan pengembangan penelitian tentang prosentase cacat dari penelitian ini. 7. DAFTAR PUSTAKA Akbarzadeh, A. & Sadeghi, M. (2011). Parameter Study in Plastic Injection Molding Process using Statistical Methods and IWO Algorithm. International Journal of Modeling and Optimization, 1 (2), Alexandra, S. (2008). Implementasi Desain Eksperimen untuk Mengurangi Kecacatan Produk pada Proses Injection Molding yang Menggunakan Bahan Daur Ulang di PT. Meta Plastik. Skripsi dipublikasikan, Universitas Kristen Petra, Surabaya Arikunto, S. (2010). Prosedur Penelitian Suatu Pendekatan Praktik. Jakarta: Rineka Cipta Ashby, M.F. & Jones, D. R. H. (2006). Engineering Materials 2-An Introduction to Microstructures,
10 Processing and Design. Oxford, UK: Elsevier s Science and Technology Rights BASF (2001). Injection Molding Processing Solutions. USA: BASF Corporation Bharti, P.K. & Khan, M. I. (2010). Recent Methods for Optimization of Plastic Injection Molding Process A Retrospective and Literature Review. International Journal of Engineering Science and Technology, 2(9), Callister, W.D. & Rethwisch, D.G. (2008). Fundamentals of Materials Science and Engineering. Asia: John Wiley & Sons, Inc Firdaus & Tjitro, S. (2002). Studi Eksperimental Pengaruh Paramater Proses Pencetakan Bahan Plastik Terhadap Cacat Penyusutan (Shrinkage) pada Benda Cetak Pneumatics Holder. Jurnal Teknik Mesin, 4 (2), Harper, C.A. & Petrie, E.M. (2003). Plastics Materials and Processes-A Concise Encyclopedia. Canada: John Wiley & Sons, Inc. Harper, C.A. (Ed) (2006). Handbook of Plastics Tecnologies. United States of America: The Mc.Graw-Hill Companies, Inc. Hidayat, N. & Shanhaji, A. (2011). Autodesk Inventor Mastering 3D Mechanical Design. Bandung: Informatika LCY Chemical Corp. (2013). Globalene 7533 Data Sheet. Diakses tanggal 15 Juli 2013 melalui Sembiring, P. (2010). Pengaruh Campuran 50% Polypropylene, 30% Polyethylene, 20% Polystyrene terhadap Variasi Temperature pada Proses Injection Molding Tipe Teforma RN 350. Skripsi Dipublikasikan Universitas Sumatra Utara Siburian, R.A.F & Simbolon, T.R. (2008). Polimer: Ilmu Material. Medan: USU Press Singh, A.K. & Singh, D.K. (2012). Modelling and Analysis of Mold Filling Parameters for PP and ABS Materials Using Software Simulation. International Journal of Engineering Research & Technology (IJERT), 1 (7), 1-5 Soejanto, I. (2009). Desain Eksperimen dengan Metode Taguchi. Yogyakarta: Graha Ilmu Sugiyono (2008). Metode Penelitian Kuantitatif, Kualitatif dan R&D. Bandung: Alfabeta Sugondo, A., Anggono, W., & Siahaan, H.I. (2007). Minimalisasi Cacat dengan Pengaturan Tekanan terhadap Kualitas Produk pada Proses Menggunakan Simulasi. Jurnal TEKNO SIM 2007 Van Vlack, L.H. (2004). Elemen-elemen Ilmu dan Rekayasa Material. Terj. Sriati Djaprie. Jakarta: Erlangga. (Buku asli diterbitkan 1889)
ANALISIS PRODUK SPION PS 135 DENGAN PENGATURAN PARAMETER INJECTION TIME MATERIAL PLASTIK POLYPROPYLENE (PP) PADA PROSES INJECTION MOLDING
 PADA PROSES INJECTION MOLDING") ANALISIS PRODUK SPION PS 135 DENGAN PENGATURAN PARAMETER INJECTION TIME MATERIAL PLASTIK POLYPROPYLENE (PP) PADA PROSES INJECTION MOLDING Singgih Fitriyanto, Yuyun Estriyanto dan Danar Susilo Wijayanto
ANALISIS PRODUK SPION PS 135 DENGAN PENGATURAN PARAMETER INJECTION TIME MATERIAL PLASTIK POLYPROPYLENE (PP) PADA PROSES INJECTION MOLDING Singgih Fitriyanto, Yuyun Estriyanto dan Danar Susilo Wijayanto
Predi Arif Nugroho, Danar Susilo Wijayanto dan Budi Harjanto
 ANALISIS PRODUK SPION PS135 DENGAN PENGATURAN PARAMETER MOLD TEMPERATURE MATERIAL PLASTIK POLIPROPILENE PADA PROSES INJECTION MOLDING (STUDI KASUS PT. SINAR AGUNG SELALU SUKSES KARANGANYAR JAWA TENGAH)
ANALISIS PRODUK SPION PS135 DENGAN PENGATURAN PARAMETER MOLD TEMPERATURE MATERIAL PLASTIK POLIPROPILENE PADA PROSES INJECTION MOLDING (STUDI KASUS PT. SINAR AGUNG SELALU SUKSES KARANGANYAR JAWA TENGAH)
ANALISIS PRODUK SPION PS 135 DENGAN PENGATURAN PARAMETER MELT TEMPERATURE MATERIAL PLASTIK POLYPROPYLENE (PP) PADA PROSES INJECTION MOLDING
 PADA PROSES INJECTION MOLDING") ANALISIS PRODUK SPION PS 135 DENGAN PENGATURAN PARAMETER MELT TEMPERATURE MATERIAL PLASTIK POLYPROPYLENE (PP) PADA PROSES INJECTION MOLDING (STUDI KASUS PT. SINAR AGUNG SELALU SUKSES KARANGANYAR JAWA TENGAH)
ANALISIS PRODUK SPION PS 135 DENGAN PENGATURAN PARAMETER MELT TEMPERATURE MATERIAL PLASTIK POLYPROPYLENE (PP) PADA PROSES INJECTION MOLDING (STUDI KASUS PT. SINAR AGUNG SELALU SUKSES KARANGANYAR JAWA TENGAH)
ANALISIS PRODUK SPION PS 135 DENGAN PENGATURAN PARAMETER INJECTION TIME MATERIAL PLASTIK POLYPROPYLENE (PP) PADA PROSES INJECTION MOLDING
 PADA PROSES INJECTION MOLDING") ANALISIS PRODUK SPION PS 135 DENGAN PENGATURAN PARAMETER INJECTION TIME MATERIAL PLASTIK POLYPROPYLENE (PP) PADA PROSES INJECTION MOLDING (Studi Kasus PT. Sinar Agung Selalu Sukses Karanganyar Jawa Tengah)
ANALISIS PRODUK SPION PS 135 DENGAN PENGATURAN PARAMETER INJECTION TIME MATERIAL PLASTIK POLYPROPYLENE (PP) PADA PROSES INJECTION MOLDING (Studi Kasus PT. Sinar Agung Selalu Sukses Karanganyar Jawa Tengah)
Minimalisasi Cacat dengan Pengaturan Tekanan Terhadap Kualitas Produk pada Proses Injection Molding dengan Menggunakan Simulasi
 Yogyakarta, 6 September 2007 Minimalisasi Cacat dengan Pengaturan Tekanan Terhadap Kualitas Produk pada Proses Injection Molding dengan Menggunakan Simulasi Amelia Sugondo 1, Willyanto Anggono 2, Ian Hardianto
Yogyakarta, 6 September 2007 Minimalisasi Cacat dengan Pengaturan Tekanan Terhadap Kualitas Produk pada Proses Injection Molding dengan Menggunakan Simulasi Amelia Sugondo 1, Willyanto Anggono 2, Ian Hardianto
ANALISIS PRODUK SPION PS135 DENGAN PENGATURAN
 ANALISIS PRODUK SPION PS135 DENGAN PENGATURAN PARAMETER MOLD TEMPERATURE MATERIAL PLASTIK POLIPROPILENE PADA PROSES INJECTION MOLDING (STUDI KASUS PT. SINAR AGUNG SELALU SUKSES KARANGANYAR JAWA TENGAH)
ANALISIS PRODUK SPION PS135 DENGAN PENGATURAN PARAMETER MOLD TEMPERATURE MATERIAL PLASTIK POLIPROPILENE PADA PROSES INJECTION MOLDING (STUDI KASUS PT. SINAR AGUNG SELALU SUKSES KARANGANYAR JAWA TENGAH)
Analisa Variasi Tekanan dan Temperatur Untuk Produk Fishing Lure
 Analisa Variasi Tekanan dan Temperatur Untuk Produk Fishing Lure Mesin Injeksi Molding Sederhana Dengan Menggunakan Metode Simulasi Slamet Arief Hariadi 1. Budi Baharudin 1 S.T Tugas Akhir,Teknik Mesin,Politeknik
Analisa Variasi Tekanan dan Temperatur Untuk Produk Fishing Lure Mesin Injeksi Molding Sederhana Dengan Menggunakan Metode Simulasi Slamet Arief Hariadi 1. Budi Baharudin 1 S.T Tugas Akhir,Teknik Mesin,Politeknik
ANALISIS PENGARUH PARAMETER PROSES TERHADAP SHRINKAGE PADA GELAS PLASTIK DENGAN SOFTWARE MOLDFLOW PLASTIC INSIGHT 5
 TUGAS AKHIR ANALISIS PENGARUH PARAMETER PROSES TERHADAP SHRINKAGE PADA GELAS PLASTIK DENGAN SOFTWARE MOLDFLOW PLASTIC INSIGHT 5 Disusun : DWI KARDONO NIM : D 200 040 060 JURUSAN TEKNIK MESIN FAKULTAS TEKNIK
TUGAS AKHIR ANALISIS PENGARUH PARAMETER PROSES TERHADAP SHRINKAGE PADA GELAS PLASTIK DENGAN SOFTWARE MOLDFLOW PLASTIC INSIGHT 5 Disusun : DWI KARDONO NIM : D 200 040 060 JURUSAN TEKNIK MESIN FAKULTAS TEKNIK
Studi Pengaruh Ukuran Shap Corner Terhadap Cacat Sink Mark dan Mampu Alir
 Studi Pengaruh Ukuran Shap Corner Terhadap Cacat Sink Mark dan Mampu Alir Amelia Sugondo 1, Ian H. Siahaan 2 Dosen Jurusan Teknik Mesin, Universitas Kristen Petra 1,2 E-mail: amelia@petra.ac.id, ian@petra.ac.id
Studi Pengaruh Ukuran Shap Corner Terhadap Cacat Sink Mark dan Mampu Alir Amelia Sugondo 1, Ian H. Siahaan 2 Dosen Jurusan Teknik Mesin, Universitas Kristen Petra 1,2 E-mail: amelia@petra.ac.id, ian@petra.ac.id
PREDIKSI SHRINKAGE UNTUK MENGHINDARI CACAT PRODUK PADA PLASTIC INJECTION
 PREDIKSI SHRINKAGE UNTUK MENGHINDARI CACAT PRODUK PADA PLASTIC INJECTION Agus Dwi Anggono Teknik Mesin Universitas Muhammadiyah Surakarta Jl. A.Yani Tromol Pos I Pabelan, Kartosura, 57102 E-mail : agusda@indosat-m3.net
PREDIKSI SHRINKAGE UNTUK MENGHINDARI CACAT PRODUK PADA PLASTIC INJECTION Agus Dwi Anggono Teknik Mesin Universitas Muhammadiyah Surakarta Jl. A.Yani Tromol Pos I Pabelan, Kartosura, 57102 E-mail : agusda@indosat-m3.net
KAJIAN PENGARUH KETEBALAN PADA KUALITAS DAN MAMPU BENTUK DENGAN MENGGUNAKAN SIMULASI PADA PROSES INJECTION MOLDING (STUDI KASUS: MODEL GELAS)
") KAJIAN PENGARUH KETEBALAN PADA KUALITAS DAN MAMPU BENTUK DENGAN MENGGUNAKAN SIMULASI PADA PROSES INJECTION MOLDING (STUDI KASUS: MODEL GELAS) Amelia Sugondo Jurusan Teknik Mesin Universitas Kristen Petra
KAJIAN PENGARUH KETEBALAN PADA KUALITAS DAN MAMPU BENTUK DENGAN MENGGUNAKAN SIMULASI PADA PROSES INJECTION MOLDING (STUDI KASUS: MODEL GELAS) Amelia Sugondo Jurusan Teknik Mesin Universitas Kristen Petra
ANALISIS PARAMETER OPERASI PADA PROSES PLASTIK INJECTION MoOLDING UNTUK PENGENDALIAN CACAT PRODUK
 8 ANALISIS PARAMETER OPERASI PADA PROSES PLASTIK INJECTION MoOLDING UNTUK PENGENDALIAN CACAT PRODUK Dadi Cahyadi, ST, MT. Fakultas Teknik, Universitas Serang Raya, Jl. Raya Serang Cilegon Km.5, Serang
8 ANALISIS PARAMETER OPERASI PADA PROSES PLASTIK INJECTION MoOLDING UNTUK PENGENDALIAN CACAT PRODUK Dadi Cahyadi, ST, MT. Fakultas Teknik, Universitas Serang Raya, Jl. Raya Serang Cilegon Km.5, Serang
BAB I PENDAHULUAN. 1.1 Latar Belakang. Perkembangan dunia industri saat ini diikuti oleh pembaruan penggunaan
 BAB I PENDAHULUAN 1.1 Latar Belakang Perkembangan dunia industri saat ini diikuti oleh pembaruan penggunaan bahan dasar produksi. Logam yang dahulu banyak digunakan dalam proses industri kini mulai ditinggalkan.
BAB I PENDAHULUAN 1.1 Latar Belakang Perkembangan dunia industri saat ini diikuti oleh pembaruan penggunaan bahan dasar produksi. Logam yang dahulu banyak digunakan dalam proses industri kini mulai ditinggalkan.
ABSTRACT
 OPTIMASI DESAIN MOLD UNTUK MEREDUKSI CACAT FLASH DAN SHRINKAGE PADA PRODUK PAKU KOTAK DENGAN MENGGUNAKAN SOFTWARE SIMULASI MOLDFLOW (STUDI KASUS PADA PT. PRIMA SAKTI) Erfina Ayu W. 1, Hari Arbiantara 2,
OPTIMASI DESAIN MOLD UNTUK MEREDUKSI CACAT FLASH DAN SHRINKAGE PADA PRODUK PAKU KOTAK DENGAN MENGGUNAKAN SOFTWARE SIMULASI MOLDFLOW (STUDI KASUS PADA PT. PRIMA SAKTI) Erfina Ayu W. 1, Hari Arbiantara 2,
Shrinkage pada Plastik Bushing dengan Variabel Temperatur Injeksi Plastik
 Jurnal Kompetensi Teknik Vol. 2, No.1, Novemberi 2010 65 Shrinkage pada Plastik Bushing dengan Variabel Temperatur Injeksi Plastik Toto Rusianto, Ellyawan, S.A. & Arif Rahmanto Jurusan Teknik Mesin, Institut
Jurnal Kompetensi Teknik Vol. 2, No.1, Novemberi 2010 65 Shrinkage pada Plastik Bushing dengan Variabel Temperatur Injeksi Plastik Toto Rusianto, Ellyawan, S.A. & Arif Rahmanto Jurusan Teknik Mesin, Institut
LOGO PERENCANAAN DAN ESTIMASI BIAYA PRODUKSI CETAKAN LID
 LOGO PERENCANAAN DAN ESTIMASI BIAYA PRODUKSI CETAKAN LID Latar Belakang Kebutuhan Produk Plastik Meningkatnya kebutuhan terhadap produk yang terbuat dari plastik Perencanaan Injection Molding yang baik
LOGO PERENCANAAN DAN ESTIMASI BIAYA PRODUKSI CETAKAN LID Latar Belakang Kebutuhan Produk Plastik Meningkatnya kebutuhan terhadap produk yang terbuat dari plastik Perencanaan Injection Molding yang baik
APLIKASI MOLDFLOW ADVISER PADA INDUSTRI PLASTIK MODERN UNTUK MENDAPATKAN PARAMATER INJEKSI MOLD YANG OPTIMAL
 APLIKASI MOLDFLOW ADVISER PADA INDUSTRI PLASTIK MODERN UNTUK MENDAPATKAN PARAMATER INJEKSI MOLD YANG OPTIMAL HALAMAN JUDUL TUGAS AKHIR Diajukan untuk memenuhi sebagian persyaratan mencapai derajat Sarjana
APLIKASI MOLDFLOW ADVISER PADA INDUSTRI PLASTIK MODERN UNTUK MENDAPATKAN PARAMATER INJEKSI MOLD YANG OPTIMAL HALAMAN JUDUL TUGAS AKHIR Diajukan untuk memenuhi sebagian persyaratan mencapai derajat Sarjana
BAB I PENDAHULUAN. Injection molding adalah proses pembentukan plastik dengan. cara melelehkan material plastik yang kemudian diinjeksikan ke
 BAB I PENDAHULUAN 1.1. Latar Belakang Injection molding adalah proses pembentukan plastik dengan cara melelehkan material plastik yang kemudian diinjeksikan ke dalam sebuah cetakan (mold). Dengan teknik
BAB I PENDAHULUAN 1.1. Latar Belakang Injection molding adalah proses pembentukan plastik dengan cara melelehkan material plastik yang kemudian diinjeksikan ke dalam sebuah cetakan (mold). Dengan teknik
BAB I PENDAHULUAN 1.1 Latar Belakang
 BAB I PENDAHULUAN 1.1 Latar Belakang Plastik adalah suatu polimer yang mempunyai sifat thermosensitive di mana apabila suatu plastik mengalami perubahan kondisi thermal maka akan berpengaruh terhadap sifat
BAB I PENDAHULUAN 1.1 Latar Belakang Plastik adalah suatu polimer yang mempunyai sifat thermosensitive di mana apabila suatu plastik mengalami perubahan kondisi thermal maka akan berpengaruh terhadap sifat
Studi Pengaruh Kemiringan Dinding Mangkok Terhadap Tekanan Injeksi dan Filling Clamp Force
 Studi Pengaruh Kemiringan Dinding Mangkok Terhadap Tekanan Injeksi dan Filling Clamp Force Jurusan Teknik Mesin, Universitas Kristen Petra E-mail: amelia@petra.ac.id, ninukj@petra.ac.id T E K N O S I M
Studi Pengaruh Kemiringan Dinding Mangkok Terhadap Tekanan Injeksi dan Filling Clamp Force Jurusan Teknik Mesin, Universitas Kristen Petra E-mail: amelia@petra.ac.id, ninukj@petra.ac.id T E K N O S I M
BAB II DASAR TEORI 2.1. Tinjau Pustaka
 BAB II DASAR TEORI 2.1. Tinjau Pustaka Sugondo (2008) melakukan penelitian tentang pengaruh ketebalan pada kualitas produk plastik dan mampu bentuk dengan menggunakan simulasi pada proses injeksi. Penelitian
BAB II DASAR TEORI 2.1. Tinjau Pustaka Sugondo (2008) melakukan penelitian tentang pengaruh ketebalan pada kualitas produk plastik dan mampu bentuk dengan menggunakan simulasi pada proses injeksi. Penelitian
PROSES PEMBUATAN PRODUK BERBAHAN PLASTIK DENGAN JENIS MATERIAL HDPE UNTUK TUTUP GALON AIR MINERAL DI PT. DYNAPLAST
 PROSES PEMBUATAN PRODUK BERBAHAN PLASTIK DENGAN JENIS MATERIAL HDPE UNTUK TUTUP GALON AIR MINERAL DI PT. DYNAPLAST PENULISAN ILMIAH Nama : Dede Kurniadi NPM : 21410739 Program Studi : Teknik Mesin Pembimbing
PROSES PEMBUATAN PRODUK BERBAHAN PLASTIK DENGAN JENIS MATERIAL HDPE UNTUK TUTUP GALON AIR MINERAL DI PT. DYNAPLAST PENULISAN ILMIAH Nama : Dede Kurniadi NPM : 21410739 Program Studi : Teknik Mesin Pembimbing
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN 3.1 Prosedur Penelitian Prosedur penelitian digunakan untuk mempersempit permasalahan yang diteliti, sehingga dapat membahas dan menjelaskan permasalahan secara tepat. Pada
BAB III METODOLOGI PENELITIAN 3.1 Prosedur Penelitian Prosedur penelitian digunakan untuk mempersempit permasalahan yang diteliti, sehingga dapat membahas dan menjelaskan permasalahan secara tepat. Pada
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Penelitian dan Pengukuran Spesimen Pada metode DOE Taguchi yang dilakukan menggunakan analisis mean atau nilai rata rata disetiap percobaan, analisis mean pada data
BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Penelitian dan Pengukuran Spesimen Pada metode DOE Taguchi yang dilakukan menggunakan analisis mean atau nilai rata rata disetiap percobaan, analisis mean pada data
Tugas Akhir. Perancangan Cetakan Bagasi Sepeda Motor (Honda) Untuk Proses Injection Molding. Oleh : FIRMAN WAHYUDI
 Untuk Proses Injection Molding. Oleh : FIRMAN WAHYUDI") Outline: JUDUL LATAR BELAKANG RUMUSAN MASALAH BATASAN MASALAH TUJUAN PERANCANGAN METODOLOGI PERANCANGAN SPESIFIKASI PRODUK DAN SPESIFIKASI MESIN PERENCANAAN JUMLAH CAVITY DIMENSI SISTEM SALURAN PERHITUNGAN
Outline: JUDUL LATAR BELAKANG RUMUSAN MASALAH BATASAN MASALAH TUJUAN PERANCANGAN METODOLOGI PERANCANGAN SPESIFIKASI PRODUK DAN SPESIFIKASI MESIN PERENCANAAN JUMLAH CAVITY DIMENSI SISTEM SALURAN PERHITUNGAN
O C. Temperatur injeksi di bawah temperatur leleh akan
 Malikussaleh Industrial Engineering Journal Vol.4 No.2 (2015) 30-35 ISSN 2302 934X Advanced Materials and Technology Processing Analisis Kualitas Produk dengan Pengaturan Parameter Temperatur Injeksi Material
Malikussaleh Industrial Engineering Journal Vol.4 No.2 (2015) 30-35 ISSN 2302 934X Advanced Materials and Technology Processing Analisis Kualitas Produk dengan Pengaturan Parameter Temperatur Injeksi Material
PENGARUH PARAMETER WAKTU TAHAN TERHADAP CACAT WARPAGE DARI PRODUK INJECTION MOLDING
 PENGARUH PARAMETER WAKTU TAHAN TERHADAP CACAT WARPAGE DARI PRODUK INJECTION MOLDING PUBLIKASI ILMIAH Disusun sebagai salah satu syarat menyelesaikan Program Studi Strata Satu pada Jurusan Teknik Mesin
PENGARUH PARAMETER WAKTU TAHAN TERHADAP CACAT WARPAGE DARI PRODUK INJECTION MOLDING PUBLIKASI ILMIAH Disusun sebagai salah satu syarat menyelesaikan Program Studi Strata Satu pada Jurusan Teknik Mesin
Simulasi dan Studi Eksperimental Proses Injeksi Plastik Berpendingin Konvensional
 Simulasi dan Studi Eksperimental Proses Injeksi Plastik Berpendingin Konvensional Agung Kaswadi 1,a,Sigit Yoewono 2,b 1 Politeknik Manufaktur Astra Jl. Gaya Motor Raya No 8, Jakarta, Indonesia 14330 2
Simulasi dan Studi Eksperimental Proses Injeksi Plastik Berpendingin Konvensional Agung Kaswadi 1,a,Sigit Yoewono 2,b 1 Politeknik Manufaktur Astra Jl. Gaya Motor Raya No 8, Jakarta, Indonesia 14330 2
BAB 3 Metodologi Penelitian
 BAB 3 Metodologi Penelitian Penelitian yang baik didukung metodologi yang baik selain latar belakang dan penjelasan mengenai pentingnya masalah yang diteliti. Penelitian dilakukan secara benar dan cermat
BAB 3 Metodologi Penelitian Penelitian yang baik didukung metodologi yang baik selain latar belakang dan penjelasan mengenai pentingnya masalah yang diteliti. Penelitian dilakukan secara benar dan cermat
TUGAS AKHIR PENGARUH PARAMETER WAKTU TAHAN TERHADAP CACAT WARPAGE DARI PRODUK INJECTION MOLDING
 TUGAS AKHIR PENGARUH PARAMETER WAKTU TAHAN TERHADAP CACAT WARPAGE DARI PRODUK INJECTION MOLDING Disusun Sebagai Syarat Untuk Mencapai Gelar Sarjana Teknik Jurusan Teknik Mesin Fakultas Teknik Universitas
TUGAS AKHIR PENGARUH PARAMETER WAKTU TAHAN TERHADAP CACAT WARPAGE DARI PRODUK INJECTION MOLDING Disusun Sebagai Syarat Untuk Mencapai Gelar Sarjana Teknik Jurusan Teknik Mesin Fakultas Teknik Universitas
BAB I PENDAHULUAN. Penggunaan material plastik sebagai bahan komponen kendaraan. bermotor, peralatan listrik, peralatan rumah tangga, dan berbagai
 BAB I PENDAHULUAN 1.1. Latar Belakang Penggunaan material plastik sebagai bahan komponen kendaraan bermotor, peralatan listrik, peralatan rumah tangga, dan berbagai keperluan seperti untuk medical, textiles,
BAB I PENDAHULUAN 1.1. Latar Belakang Penggunaan material plastik sebagai bahan komponen kendaraan bermotor, peralatan listrik, peralatan rumah tangga, dan berbagai keperluan seperti untuk medical, textiles,
ANALISIS PARAMETER INJECTION MOLDING TERHADAP WAKTU SIKLUS DAN CACAT FLASH PRODUK TUTUP BOTOL 180 ML MENGGUNAKAN METODE TAGUCHI ABSTRACT
 Prasanko, A. W., Jurnal ROTOR, Volume 10 Nomor 1, April 2017 ANALISIS PARAMETER INJECTION MOLDING TERHADAP WAKTU SIKLUS DAN CACAT FLASH PRODUK TUTUP BOTOL 180 ML MENGGUNAKAN METODE TAGUCHI Andika Wahyu
Prasanko, A. W., Jurnal ROTOR, Volume 10 Nomor 1, April 2017 ANALISIS PARAMETER INJECTION MOLDING TERHADAP WAKTU SIKLUS DAN CACAT FLASH PRODUK TUTUP BOTOL 180 ML MENGGUNAKAN METODE TAGUCHI Andika Wahyu
BAB I PENDAHULUAN. Plastik merupakan bahan baku yang berkembang saat ini. Penggunaan material plastik sebagai bahan dasar pembuatan
 1 BAB I PENDAHULUAN 1.1. Latar Belakang Plastik merupakan bahan baku yang berkembang saat ini. Penggunaan material plastik sebagai bahan dasar pembuatan komponen kendaraan bermotor, peralatan listrik,
1 BAB I PENDAHULUAN 1.1. Latar Belakang Plastik merupakan bahan baku yang berkembang saat ini. Penggunaan material plastik sebagai bahan dasar pembuatan komponen kendaraan bermotor, peralatan listrik,
PROSES PEMBUATAN CAPS SUNSILK 60 ml MENGGUNAKAN INJECTION MOLDING PADA PT. DYNAPLAST.TBK : DWI CAHYO PRABOWO NPM :
 NAMA PROSES PEMBUATAN CAPS SUNSILK 60 ml MENGGUNAKAN INJECTION MOLDING PADA PT. DYNAPLAST.TBK : DWI CAHYO PRABOWO NPM : 22410181 JURUSAN : TEKNIK MESIN PENDAHULUAN Dewasa ini, pemakaian barang-barang yang
NAMA PROSES PEMBUATAN CAPS SUNSILK 60 ml MENGGUNAKAN INJECTION MOLDING PADA PT. DYNAPLAST.TBK : DWI CAHYO PRABOWO NPM : 22410181 JURUSAN : TEKNIK MESIN PENDAHULUAN Dewasa ini, pemakaian barang-barang yang
Analisa Pengaruh Parameter Proses Injection Moulding Terhadap Berat Produk Cap Lem Fox Menggunakan Metode Taguchi
 Analisa Pengaruh Parameter Proses Injection Moulding Terhadap Berat Produk Cap Lem Fox Menggunakan Metode Taguchi Moh. Hadi Purnomo 1, Pranowo Sidi 2 dan Nurvita Arumsari 3 1 Program Studi Teknik Desain
Analisa Pengaruh Parameter Proses Injection Moulding Terhadap Berat Produk Cap Lem Fox Menggunakan Metode Taguchi Moh. Hadi Purnomo 1, Pranowo Sidi 2 dan Nurvita Arumsari 3 1 Program Studi Teknik Desain
BAB 3 METODOLOGI PENELITIAN
 BAB 3 METODOLOGI PENELITIAN Untuk mendapatkan sebuah penelitian yang baik harus didukung tidak hanya dari latar belakang dan penjelasan peneitian masalah saja, melainkan juga metodolgi yang terstruktur
BAB 3 METODOLOGI PENELITIAN Untuk mendapatkan sebuah penelitian yang baik harus didukung tidak hanya dari latar belakang dan penjelasan peneitian masalah saja, melainkan juga metodolgi yang terstruktur
OPTIMASI CACAT SHRINKAGE PRODUK CHAMOMILE 120 ML PADA PROSES INJECTION MOLDING DENGAN METODE RESPON SURFACE
 OPTIMASI CACAT SHRINKAGE PRODUK CHAMOMILE 120 ML PADA PROSES INJECTION MOLDING DENGAN METODE RESPON SURFACE Yuni Hermawan Jurusan Teknik Mesin -Fakultas Teknik - Universitas Jember Email: yunikaka@yahoo.co.id
OPTIMASI CACAT SHRINKAGE PRODUK CHAMOMILE 120 ML PADA PROSES INJECTION MOLDING DENGAN METODE RESPON SURFACE Yuni Hermawan Jurusan Teknik Mesin -Fakultas Teknik - Universitas Jember Email: yunikaka@yahoo.co.id
ANALISIS PENGENDALIAN CACAT PRODUK PADA PROSES PLASTIC INJECTION MOLDING DENGAN MATERIAL POLYPROPHYLENE
 ANALISIS PENGENDALIAN CACAT PRODUK PADA PROSES PLASTIC INJECTION MOLDING DENGAN MATERIAL POLYPROPHYLENE Dadi Cahyadi*, Mahfudz Al Huda** Staff PT. Enviro Global Persada*, Program Studi Magister Teknik
ANALISIS PENGENDALIAN CACAT PRODUK PADA PROSES PLASTIC INJECTION MOLDING DENGAN MATERIAL POLYPROPHYLENE Dadi Cahyadi*, Mahfudz Al Huda** Staff PT. Enviro Global Persada*, Program Studi Magister Teknik
PENGARUH VARIASI KANDUNGAN CaCO 3 TERHADAP KUAT TARIK POLYPROPYLENE
 PENGARUH VARIASI KANDUNGAN CaCO 3 TERHADAP KUAT TARIK POLYPROPYLENE Muhammad Luqman Saiful fikri 1, Iman Kurnia Sentosa 2, Harini Sosiati 3, Cahyo Budiyantoro 4 Program Studi Teknik Mesin, Fakultas Teknik,
PENGARUH VARIASI KANDUNGAN CaCO 3 TERHADAP KUAT TARIK POLYPROPYLENE Muhammad Luqman Saiful fikri 1, Iman Kurnia Sentosa 2, Harini Sosiati 3, Cahyo Budiyantoro 4 Program Studi Teknik Mesin, Fakultas Teknik,
REVERSE ENGINEERING OUTER REAR BUMPER MOBIL ESEMKA RAJAWALI R2
 REVERSE ENGINEERING OUTER REAR BUMPER MOBIL ESEMKA RAJAWALI R2 Sanurya Putri Purbaningrum 1, Agus Dwi Anggono 2, Supriyono 3 1,2,3 Jurusan Teknik Mesin, Fakultas Teknik, Universitas Muhammadiyah Surakarta
REVERSE ENGINEERING OUTER REAR BUMPER MOBIL ESEMKA RAJAWALI R2 Sanurya Putri Purbaningrum 1, Agus Dwi Anggono 2, Supriyono 3 1,2,3 Jurusan Teknik Mesin, Fakultas Teknik, Universitas Muhammadiyah Surakarta
BAB III PROSES PERANCANGAN
 BAB III PROSES PERANCANGAN 3.1 Pembuatan Section Planing Section planing adalah proses pembuatan konsep yang akan diterapkan pada suatu part, seperti konsep pemasangan part ke unit mobil, konsep part-part
BAB III PROSES PERANCANGAN 3.1 Pembuatan Section Planing Section planing adalah proses pembuatan konsep yang akan diterapkan pada suatu part, seperti konsep pemasangan part ke unit mobil, konsep part-part
BAB I PENDAHULUAN. semakin berkembang pesat, baik dalam dunia perekonomian, pendidikan, pembangunan, perindustrian, dan lain sebagainya.
 1 BAB I PENDAHULUAN 1.1. Latar Belakang Kemajuan teknologi dalam segala aspek kehidupan saat ini semakin berkembang pesat, baik dalam dunia perekonomian, pendidikan, pembangunan, perindustrian, dan lain
1 BAB I PENDAHULUAN 1.1. Latar Belakang Kemajuan teknologi dalam segala aspek kehidupan saat ini semakin berkembang pesat, baik dalam dunia perekonomian, pendidikan, pembangunan, perindustrian, dan lain
TUGAS AKHIR PENGARUH SISTEM PENDINGINAN LURUS DAN CONFORMAL TERHADAP PENYUSUTAN DIMENSI HASIL PADA MESIN INJEKSI PLASTIK
 TUGAS AKHIR PENGARUH SISTEM PENDINGINAN LURUS DAN CONFORMAL TERHADAP PENYUSUTAN DIMENSI HASIL PADA MESIN INJEKSI PLASTIK Disusun Sebagai Salah Satu Syarat Untuk Mencapai Gelar Sarjana Teknik Jurusan Teknik
TUGAS AKHIR PENGARUH SISTEM PENDINGINAN LURUS DAN CONFORMAL TERHADAP PENYUSUTAN DIMENSI HASIL PADA MESIN INJEKSI PLASTIK Disusun Sebagai Salah Satu Syarat Untuk Mencapai Gelar Sarjana Teknik Jurusan Teknik
PENGARUH CAMPURAN 50% POLYPROPYLENE, 30% POLYETHYLENE, 20% POLYSTYRENE TERHADAP VARIASI TEMPERATUR PADA PROSES INJECTION MOLDING TIPE TEFORMA RN 350
 PENGARUH CAMPURAN 50% POLYPROPYLENE, 30% POLYETHYLENE, 20% POLYSTYRENE TERHADAP VARIASI TEMPERATUR PADA PROSES INJECTION MOLDING TIPE TEFORMA RN 350 SKRIPSI Skripsi Yang Diajukan Untuk Melengkapi Syarat
PENGARUH CAMPURAN 50% POLYPROPYLENE, 30% POLYETHYLENE, 20% POLYSTYRENE TERHADAP VARIASI TEMPERATUR PADA PROSES INJECTION MOLDING TIPE TEFORMA RN 350 SKRIPSI Skripsi Yang Diajukan Untuk Melengkapi Syarat
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Penelitian dan Pembahasan Berdasarkan perhitungan, pengukuran arah longitudinal dan transversal dengan metode mean (rata-rata) diperoleh nilai minimum sink mark pada
BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Penelitian dan Pembahasan Berdasarkan perhitungan, pengukuran arah longitudinal dan transversal dengan metode mean (rata-rata) diperoleh nilai minimum sink mark pada
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Proses Injection Molding Injection molding dapat membuat part yang memiliki bentuk yang kompleks dengan permukaan yang cukup baik. Variasi bentuk yang sangat banyak yang dapat
BAB II LANDASAN TEORI 2.1 Proses Injection Molding Injection molding dapat membuat part yang memiliki bentuk yang kompleks dengan permukaan yang cukup baik. Variasi bentuk yang sangat banyak yang dapat
BAB II TINJAUAN PUSTAKA DAN DASAR TEORI
 BAB II TINJAUAN PUSTAKA DAN DASAR TEORI 2.1 Tinjauan Pustaka Cahyadi (2010) penelitian yang berjudul Analisis Parameter Operasi pada Proses Plastik Injection Molding untuk Pengendalian Cacat Produk meneliti
BAB II TINJAUAN PUSTAKA DAN DASAR TEORI 2.1 Tinjauan Pustaka Cahyadi (2010) penelitian yang berjudul Analisis Parameter Operasi pada Proses Plastik Injection Molding untuk Pengendalian Cacat Produk meneliti
ANALISIS KEGAGALAN DAN OPTIMASI RANCANGAN PRODUK ROLLER BLIND UNTUK CV. SAMA JAYA
 ANALISIS KEGAGALAN DAN OPTIMASI RANCANGAN PRODUK ROLLER BLIND UNTUK CV. SAMA JAYA Dadan Heryada Wigenaputra 1, Radi Hikmat Munandar 2 (1) Dosen Jur. Teknik Perancangan Manufaktur, Politeknik Manufaktur
ANALISIS KEGAGALAN DAN OPTIMASI RANCANGAN PRODUK ROLLER BLIND UNTUK CV. SAMA JAYA Dadan Heryada Wigenaputra 1, Radi Hikmat Munandar 2 (1) Dosen Jur. Teknik Perancangan Manufaktur, Politeknik Manufaktur
Studi Eksperimental Pengaruh Paramater Proses Pencetakan Bahan Plastik Terhadap Cacat Penyusutan (Shrinkage) Pada Benda Cetak Pneumatics Holder
 Pada Benda Cetak Pneumatics Holder") Studi Eksperimental Pengaruh Parameter proses Pencetakan Bahan Plastik Terhadap Cacat Penyusutan Pada (Firdaus, et al.) Studi Eksperimental Pengaruh Paramater Proses Pencetakan Bahan Plastik Terhadap Cacat
Studi Eksperimental Pengaruh Parameter proses Pencetakan Bahan Plastik Terhadap Cacat Penyusutan Pada (Firdaus, et al.) Studi Eksperimental Pengaruh Paramater Proses Pencetakan Bahan Plastik Terhadap Cacat
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN Pengertian metodologi penelitian secara umum adalah metode yang menjelaskan bagaimana urutan suatu penelitian yang dilakukan, yaitu dengan menggunakan alat ukur dan lanngkah
BAB III METODOLOGI PENELITIAN Pengertian metodologi penelitian secara umum adalah metode yang menjelaskan bagaimana urutan suatu penelitian yang dilakukan, yaitu dengan menggunakan alat ukur dan lanngkah
STUDI PENYUSUTAN PRODUK HASIL INJEKSI PLASTIK DENGAN SALURAN PENDINGIN LURUS DAN TANPA SALURAN PENDINGIN
 TUGAS AKHIR STUDI PENYUSUTAN PRODUK HASIL INJEKSI PLASTIK DENGAN SALURAN PENDINGIN LURUS DAN TANPA SALURAN PENDINGIN Tugas Akhir ini disusun Guna Memperoleh Gelar Sarjana Strata Satu Jurusan Teknik Mesin
TUGAS AKHIR STUDI PENYUSUTAN PRODUK HASIL INJEKSI PLASTIK DENGAN SALURAN PENDINGIN LURUS DAN TANPA SALURAN PENDINGIN Tugas Akhir ini disusun Guna Memperoleh Gelar Sarjana Strata Satu Jurusan Teknik Mesin
OPTIMALISASI PARAMETER INJEKSI UNTUK MINIMASI SHRINKAGE, SINK MARKS DAN WARPAGE PADA INDUSTRI MOLD MODERN
 OPTIMALISASI PARAMETER INJEKSI UNTUK MINIMASI SHRINKAGE, SINK MARKS DAN WARPAGE PADA INDUSTRI MOLD MODERN TUGAS AKHIR Diajukan untuk memenuhi sebagian persyaratan mencapai derajat Sarjana Teknik Industri
OPTIMALISASI PARAMETER INJEKSI UNTUK MINIMASI SHRINKAGE, SINK MARKS DAN WARPAGE PADA INDUSTRI MOLD MODERN TUGAS AKHIR Diajukan untuk memenuhi sebagian persyaratan mencapai derajat Sarjana Teknik Industri
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN 3.1 Tahapan Persiapan Sebelum melakukan penelitian ada beberapa tahapan yang harus dilakukan diantaranya: 1. Studi pustaka mengenai mesin injeksi, metode DoE, material plastik,
BAB III METODE PENELITIAN 3.1 Tahapan Persiapan Sebelum melakukan penelitian ada beberapa tahapan yang harus dilakukan diantaranya: 1. Studi pustaka mengenai mesin injeksi, metode DoE, material plastik,
Jl. Gaya Motor Raya No 8, Jakarta, Indonesia Jl. Ganesha 10, Bandung, Indonesia 40132
 Optimalisasi Parameter Proses Cetak Injeksi Plastik dengan Metode Simulasi untuk Menurunkan Cacat Defleksi Agung Kaswadi 1,a *, Gita Suryani Lubis 2,b dan Sigit Yoewono 3,c 1 Politeknik Manufaktur Astra
Optimalisasi Parameter Proses Cetak Injeksi Plastik dengan Metode Simulasi untuk Menurunkan Cacat Defleksi Agung Kaswadi 1,a *, Gita Suryani Lubis 2,b dan Sigit Yoewono 3,c 1 Politeknik Manufaktur Astra
ANALISA PENGARUH PARAMETER TEKANAN TERHADAP CACAT WARPAGE DARI PRODUK INJECTION MOLDING BERBAHAN POLYPROPYLENE
 NASKAH PUBLIKASI TUGAS AKHIR ANALISA PENGARUH PARAMETER TEKANAN TERHADAP CACAT WARPAGE DARI PRODUK INJECTION MOLDING BERBAHAN POLYPROPYLENE Diajukan Sebagai Syarat Menyelesaikan Program Studi Strata Satu
NASKAH PUBLIKASI TUGAS AKHIR ANALISA PENGARUH PARAMETER TEKANAN TERHADAP CACAT WARPAGE DARI PRODUK INJECTION MOLDING BERBAHAN POLYPROPYLENE Diajukan Sebagai Syarat Menyelesaikan Program Studi Strata Satu
MICROCELLULAR INJECTION MOLDING SEBAGAI ALTERNATIF DALAM PEMBUATAN PRODUK PLASTIK
 TUGAS AKHIR LABORATORIUM PERANCANGAN DAN PENGEMBANGAN PRODUK MICROCELLULAR INJECTION MOLDING SEBAGAI ALTERNATIF DALAM PEMBUATAN PRODUK PLASTIK AJUN HAKIKI 2105 100 147 JURUSAN TEKNIK MESIN FAKULTAS TEKNOLOGI
TUGAS AKHIR LABORATORIUM PERANCANGAN DAN PENGEMBANGAN PRODUK MICROCELLULAR INJECTION MOLDING SEBAGAI ALTERNATIF DALAM PEMBUATAN PRODUK PLASTIK AJUN HAKIKI 2105 100 147 JURUSAN TEKNIK MESIN FAKULTAS TEKNOLOGI
PENGARUH VARIASI CAMPURAN DAN TEMPERATUR POLYPROPYLENE, POLYETHYLENE, DAN POLYSTYRENE PADA PROSES PLASTIC MOLDING
 PENGARUH VARIASI CAMPURAN DAN TEMPERATUR POLYPROPYLENE, POLYETHYLENE, DAN POLYSTYRENE PADA PROSES PLASTIC MOLDING SKRIPSI Skripsi Yang Diajukan Untuk Melengkapi Syarat Memperoleh Gelar Sarjana Teknik ]
PENGARUH VARIASI CAMPURAN DAN TEMPERATUR POLYPROPYLENE, POLYETHYLENE, DAN POLYSTYRENE PADA PROSES PLASTIC MOLDING SKRIPSI Skripsi Yang Diajukan Untuk Melengkapi Syarat Memperoleh Gelar Sarjana Teknik ]
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN 3.1 Alat dan Bahan Penelitian 3.1.1. Alat Penelitian Berikut adalah peralatan yang digunakan dalam penelitian ini antara lain: A. Mesin Injeksi Gambar 3.1 Mesin Injection Molding
BAB III METODE PENELITIAN 3.1 Alat dan Bahan Penelitian 3.1.1. Alat Penelitian Berikut adalah peralatan yang digunakan dalam penelitian ini antara lain: A. Mesin Injeksi Gambar 3.1 Mesin Injection Molding
TUGAS AKHIR ANALISA PENGARUH VARIASI SUHU PLASTIK TERHADAP CACAT WARPAGE DARI PRODUK INJECTION MOLDING BERBAHAN POLYPROPHYLENE (PP)
") TUGAS AKHIR ANALISA PENGARUH VARIASI SUHU PLASTIK TERHADAP CACAT WARPAGE DARI PRODUK INJECTION MOLDING BERBAHAN POLYPROPHYLENE (PP) Disusun Sebagai Syarat Untuk Mencapai Gelar Sarjana Teknik Jurusan Teknik
TUGAS AKHIR ANALISA PENGARUH VARIASI SUHU PLASTIK TERHADAP CACAT WARPAGE DARI PRODUK INJECTION MOLDING BERBAHAN POLYPROPHYLENE (PP) Disusun Sebagai Syarat Untuk Mencapai Gelar Sarjana Teknik Jurusan Teknik
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN 3.1 Bahan penelitian Bahan yang digunakan pada penelitian ini adalah material plastik berjenis polystyrene murni dan daur ulang. Sifat dari material plastik polystyrene yaitu
BAB III METODOLOGI PENELITIAN 3.1 Bahan penelitian Bahan yang digunakan pada penelitian ini adalah material plastik berjenis polystyrene murni dan daur ulang. Sifat dari material plastik polystyrene yaitu
SIMULASI ALIRAN FLUIDA PADA DESAIN MOLD SEBAGAI SOLUSI VISUALISASI NYATA DALAM DESAIN INJECTION MOLD Studi Kasus: Perancangan Mold Piring
 SIMULASI ALIRAN FLUIDA PADA DESAIN MOLD SEBAGAI SOLUSI VISUALISASI NYATA DALAM DESAIN INJECTION MOLD Studi Kasus: Perancangan Mold Piring Hariyanto Gunawan (1 dan Stefanus Ongkodjojo (2 Jurusan Teknik
SIMULASI ALIRAN FLUIDA PADA DESAIN MOLD SEBAGAI SOLUSI VISUALISASI NYATA DALAM DESAIN INJECTION MOLD Studi Kasus: Perancangan Mold Piring Hariyanto Gunawan (1 dan Stefanus Ongkodjojo (2 Jurusan Teknik
BAB I PENDAHULUAN. Didalam proses pencetakan produk plastik dapat digambarkan adalah adanya sejumlah
 BAB I PENDAHULUAN 1.1 Latar belakang masalah Didalam proses pencetakan produk plastik dapat digambarkan adalah adanya sejumlah material plastik dengan suhu tinggi dimasukkan kedalam mold, kemudian material
BAB I PENDAHULUAN 1.1 Latar belakang masalah Didalam proses pencetakan produk plastik dapat digambarkan adalah adanya sejumlah material plastik dengan suhu tinggi dimasukkan kedalam mold, kemudian material
OPTIMALISASI PARAMETER PROSES INJEKSI PADA HDPE RECYCLE MATERIAL UNTUK MEMPEROLEH MINIMUM SINK MARKS MENGGUNAKAN PENDEKATAN METODE TAGUCHI TUGAS AKHIR
 OPTIMALISASI PARAMETER PROSES INJEKSI PADA HDPE RECYCLE MATERIAL UNTUK MEMPEROLEH MINIMUM SINK MARKS MENGGUNAKAN PENDEKATAN METODE TAGUCHI TUGAS AKHIR Dianjukan Guna Memenuhi Persyartan Untuk Mencapai
OPTIMALISASI PARAMETER PROSES INJEKSI PADA HDPE RECYCLE MATERIAL UNTUK MEMPEROLEH MINIMUM SINK MARKS MENGGUNAKAN PENDEKATAN METODE TAGUCHI TUGAS AKHIR Dianjukan Guna Memenuhi Persyartan Untuk Mencapai
KOMPARASI PARAMETER INJEKSI OPTIMUM PADA LDPE RECYCLED DAN VIRGIN MATERIAL
 JMPM: Jurnal Material dan Proses Manufaktur - Vol.1, No.1, 21-30, Juni 2017 KOMPARASI PARAMETER INJEKSI OPTIMUM PADA LDPE RECYCLED DAN VIRGIN MATERIAL Raihan Ghanim 1.a, Cahyo Budiyantoro 1.b, Harini Sosiati
JMPM: Jurnal Material dan Proses Manufaktur - Vol.1, No.1, 21-30, Juni 2017 KOMPARASI PARAMETER INJEKSI OPTIMUM PADA LDPE RECYCLED DAN VIRGIN MATERIAL Raihan Ghanim 1.a, Cahyo Budiyantoro 1.b, Harini Sosiati
PENGARUH TEKANAN INJEKSI PADA PENGECORAN CETAK TEKANAN TINGGI TERHADAP KEKERASAN MATERIAL ADC 12
 C.10. Pengaruh tekanan injeksi pada pengecoran cetak tekanan tinggi (Sri Harmanto) PENGARUH TEKANAN INJEKSI PADA PENGECORAN CETAK TEKANAN TINGGI TERHADAP KEKERASAN MATERIAL ADC 12 Sri Harmanto Jurusan
C.10. Pengaruh tekanan injeksi pada pengecoran cetak tekanan tinggi (Sri Harmanto) PENGARUH TEKANAN INJEKSI PADA PENGECORAN CETAK TEKANAN TINGGI TERHADAP KEKERASAN MATERIAL ADC 12 Sri Harmanto Jurusan
TUGAS AKHIR ANALISA PENGARUH PARAMETER TEKANAN TERHADAP CACAT WARPAGE DARI PRODUK INJECTION MOLDING BERBAHAN POLYPROPYLENE
 TUGAS AKHIR ANALISA PENGARUH PARAMETER TEKANAN TERHADAP CACAT WARPAGE DARI PRODUK INJECTION MOLDING BERBAHAN POLYPROPYLENE Disusun Sebagai Syarat Untuk Mencapai Gelar Sarjana Teknik Jurusan Teknik Mesin
TUGAS AKHIR ANALISA PENGARUH PARAMETER TEKANAN TERHADAP CACAT WARPAGE DARI PRODUK INJECTION MOLDING BERBAHAN POLYPROPYLENE Disusun Sebagai Syarat Untuk Mencapai Gelar Sarjana Teknik Jurusan Teknik Mesin
PENINGKATAN KEKERASAN MATERIAL GYPSUM SETELAH MENCAPAI SUHU / TEMPERATUR PENGERINGAN
 PENINGKATAN KEKERASAN MATERIAL GYPSUM SETELAH MENCAPAI SUHU / TEMPERATUR PENGERINGAN Bambang Kuswanto Jurusan Teknik Mesin Politeknik Negeri Semarang Jl. Prof. H. Sudarto, SH., Tembalang, Kotak Pos 6199,
PENINGKATAN KEKERASAN MATERIAL GYPSUM SETELAH MENCAPAI SUHU / TEMPERATUR PENGERINGAN Bambang Kuswanto Jurusan Teknik Mesin Politeknik Negeri Semarang Jl. Prof. H. Sudarto, SH., Tembalang, Kotak Pos 6199,
OPTIMALISASI PROSES INJEKSI MOLDING MENGGUNAKAN MOLDFLOW DUAL-DOMAIN PADA DESAIN BASE PLATE
 OPTIMALISASI PROSES INJEKSI MOLDING MENGGUNAKAN MOLDFLOW DUAL-DOMAIN PADA DESAIN BASE PLATE TUGAS AKHIR Diajukan untuk memenuhi sebagian persyaratan mencapai derajat Sarjana Teknik Industri FX. SETO AGUNG
OPTIMALISASI PROSES INJEKSI MOLDING MENGGUNAKAN MOLDFLOW DUAL-DOMAIN PADA DESAIN BASE PLATE TUGAS AKHIR Diajukan untuk memenuhi sebagian persyaratan mencapai derajat Sarjana Teknik Industri FX. SETO AGUNG
BAB IV HASIL PENELITIAN DAN PEMBAHASAN
 BAB I HASIL PENELITIAN DAN PEMBAHASAN 4.1. Data hasil penelitian Dari hasil pembuatan specimen yang telah dilakukan dengan variasi suhu 150 0 C, 155 0 C, 160 0 C, 165 0 C dan 170 0 C diperoleh data sebagai
BAB I HASIL PENELITIAN DAN PEMBAHASAN 4.1. Data hasil penelitian Dari hasil pembuatan specimen yang telah dilakukan dengan variasi suhu 150 0 C, 155 0 C, 160 0 C, 165 0 C dan 170 0 C diperoleh data sebagai
Mohammad Bagus E. H. 1, Hari Arbiantara 2, Dedi Dwilaksana 2. Abstrak. Abstract. Pendahuluan
 1 Pengaruh Variasi Fraksi Berat dan Panjang Serat Komposit Pelepah Kelapa dengan Matriks Polypropylene terhadap Kekuatan Tarik pada Proses Injection Moulding (The Effect of Weight Fraction Variations and
1 Pengaruh Variasi Fraksi Berat dan Panjang Serat Komposit Pelepah Kelapa dengan Matriks Polypropylene terhadap Kekuatan Tarik pada Proses Injection Moulding (The Effect of Weight Fraction Variations and
ANALISA WALL THICKNESS PADA LEMBARAN PLASTIK POLYPROPYLENE (PP) HASIL PROSES VACUUM TERMOFORMING
 HASIL PROSES VACUUM TERMOFORMING") TUGAS AKHIR ANALISA WALL THICKNESS PADA LEMBARAN PLASTIK POLYPROPYLENE (PP) HASIL PROSES VACUUM TERMOFORMING Disusun : BAYU DANAR WIDODO NIM : D 200 040 111 JURUSAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS
TUGAS AKHIR ANALISA WALL THICKNESS PADA LEMBARAN PLASTIK POLYPROPYLENE (PP) HASIL PROSES VACUUM TERMOFORMING Disusun : BAYU DANAR WIDODO NIM : D 200 040 111 JURUSAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS
ANALISA PENGARUH MANIPULASI PROSES TEMPERING TERHADAP PENINGKATAN SIFAT MEKANIS POROS POMPA AIR AISI 1045
 ANALISA PENGARUH MANIPULASI PROSES TEMPERING TERHADAP PENINGKATAN SIFAT MEKANIS POROS POMPA AIR AISI 1045 Willyanto Anggono Jurusan Teknik Mesin, Fakultas Teknologi Industri Universitas Kristen Petra,
ANALISA PENGARUH MANIPULASI PROSES TEMPERING TERHADAP PENINGKATAN SIFAT MEKANIS POROS POMPA AIR AISI 1045 Willyanto Anggono Jurusan Teknik Mesin, Fakultas Teknologi Industri Universitas Kristen Petra,
Pengaruh Temperatur Media Pendingin dan Circle Time terhadap Defect Crack Line pada Produk SP 04 Haemonetics
 Jurnal Integrasi Vol. 9 No. 1, April 2017, 48-52 e-issn: 2548-9828 Article History Received March, 2017 Accepted April, 2017 Pengaruh Temperatur Media Pendingin dan Circle Time terhadap Defect Crack Line
Jurnal Integrasi Vol. 9 No. 1, April 2017, 48-52 e-issn: 2548-9828 Article History Received March, 2017 Accepted April, 2017 Pengaruh Temperatur Media Pendingin dan Circle Time terhadap Defect Crack Line
PENGEMBANGAN MEKANISME DAN KUALITAS PRODUKSI SEPATU KAMPAS REM BERBAHAN ALUMUNIUM DAUR ULANG DENGAN METODE PENGECORAN SQUEEZE
 PENGEMBANGAN MEKANISME DAN KUALITAS PRODUKSI SEPATU KAMPAS REM BERBAHAN ALUMUNIUM DAUR ULANG DENGAN METODE PENGECORAN SQUEEZE Darmanto *, Sri Mulyo Bondan Respati, Helmy Purwanto Program Studi Teknik Mesin
PENGEMBANGAN MEKANISME DAN KUALITAS PRODUKSI SEPATU KAMPAS REM BERBAHAN ALUMUNIUM DAUR ULANG DENGAN METODE PENGECORAN SQUEEZE Darmanto *, Sri Mulyo Bondan Respati, Helmy Purwanto Program Studi Teknik Mesin
Anis Arendra 1, Sabarudin Akhmad 2 Program Studi Teknik Industri, Universitas Trunojoyo Madura 2.
 Volume 10 No 2, Oktober 2017 Hlm. 108-115 ISSN 0216-9495 (Print) ISSN 2502-5325 (Online) Rancang Bangun Mesin Hot Press untuk Recycle Plastik Hdpe dan Karakterisasi Pengaruh Temperatur Pemanasan Waktu
Volume 10 No 2, Oktober 2017 Hlm. 108-115 ISSN 0216-9495 (Print) ISSN 2502-5325 (Online) Rancang Bangun Mesin Hot Press untuk Recycle Plastik Hdpe dan Karakterisasi Pengaruh Temperatur Pemanasan Waktu
OPTIMALISASI PROSES INJEKSI PLASTIK MENGGUNAKAN MOLDFLOW DUAL-DOMAIN PADA DESAIN BASE PLATE
 OPTIMALISASI PROSES INJEKSI PLASTIK MENGGUNAKAN MOLDFLOW DUAL-DOMAIN PADA DESAIN BASE PLATE FX Seto Agung Riyanto 1, Paulus Wisnu Anggoro 2 dan Cahyo Budiantoro 3 1,2 Program S1 UAJY ATMI Program Studi
OPTIMALISASI PROSES INJEKSI PLASTIK MENGGUNAKAN MOLDFLOW DUAL-DOMAIN PADA DESAIN BASE PLATE FX Seto Agung Riyanto 1, Paulus Wisnu Anggoro 2 dan Cahyo Budiantoro 3 1,2 Program S1 UAJY ATMI Program Studi
PENGARUH TEMPERATUR CETAKAN LOGAM TERHADAP KEKERASAN PADA BAHAN ALUMINIUM BEKAS
 PENGARUH TEMPERATUR CETAKAN LOGAM TERHADAP KEKERASAN PADA BAHAN ALUMINIUM BEKAS Sri Harmanto, Ahmad Supriyadi, Riles Melvy Wattimena Jurusan Teknik Mesin Politeknik Negeri Semarang Jl Prof. Sudarto, S.H.,
PENGARUH TEMPERATUR CETAKAN LOGAM TERHADAP KEKERASAN PADA BAHAN ALUMINIUM BEKAS Sri Harmanto, Ahmad Supriyadi, Riles Melvy Wattimena Jurusan Teknik Mesin Politeknik Negeri Semarang Jl Prof. Sudarto, S.H.,
DISTRIBUSI TEMPERATUR AREA PEMOTONGAN PADA PROSES DRAY MACHINING BAJA AISI 1045
 DISTRIBUSI TEMPERATUR AREA PEMOTONGAN PADA PROSES DRAY MACHINING BAJA AISI 1045 Slamet Wiyono 1*, Rina Lusiani 2, Ari Wibowo 3 1,2,3 Jurusan Teknik Mesin Fakultas Teknik Universitas Sultan Ageng Tirtayasa
DISTRIBUSI TEMPERATUR AREA PEMOTONGAN PADA PROSES DRAY MACHINING BAJA AISI 1045 Slamet Wiyono 1*, Rina Lusiani 2, Ari Wibowo 3 1,2,3 Jurusan Teknik Mesin Fakultas Teknik Universitas Sultan Ageng Tirtayasa
OPTIMALISASI PARAMETER PROSES INJEKSI PADA ABS RECYCLE MATERIAL UNTUK MEMPEROLEH SHRINKAGE LONGITUDINAL DAN TRANVERSAL
 OPTIMALISASI PARAMETER PROSES INJEKSI PADA ABS RECYCLE MATERIAL UNTUK MEMPEROLEH SHRINKAGE LONGITUDINAL DAN TRANVERSAL MINIMUM M. Puji Ibnu Mimbar Maulana 1,a Cahyo Budiyantoro 1.b, Harini Sosiati 1.c
OPTIMALISASI PARAMETER PROSES INJEKSI PADA ABS RECYCLE MATERIAL UNTUK MEMPEROLEH SHRINKAGE LONGITUDINAL DAN TRANVERSAL MINIMUM M. Puji Ibnu Mimbar Maulana 1,a Cahyo Budiyantoro 1.b, Harini Sosiati 1.c
BAB I PENDAHULUAN 1.1. Latar Belakang
 BAB I PENDAHULUAN 1.1. Latar Belakang Pengembangan produk berkelanjutan merupakan suatu hal yang menjadi sangat penting dalam perkembangan dunia industri. Hal ini bertujuan untuk mendapatkan target pasar
BAB I PENDAHULUAN 1.1. Latar Belakang Pengembangan produk berkelanjutan merupakan suatu hal yang menjadi sangat penting dalam perkembangan dunia industri. Hal ini bertujuan untuk mendapatkan target pasar
BAB I PENDAHULUAN. Dewasa ini, pemakaian barang-barang yang terbuat dari bahan baku
 BAB I PENDAHULUAN 1.1. Latar Belakang Dewasa ini, pemakaian barang-barang yang terbuat dari bahan baku plastik semakin meningkat. Hal ini dikarenakan plastik mempunyai banyak kelebihan-kelebihan yang mulai
BAB I PENDAHULUAN 1.1. Latar Belakang Dewasa ini, pemakaian barang-barang yang terbuat dari bahan baku plastik semakin meningkat. Hal ini dikarenakan plastik mempunyai banyak kelebihan-kelebihan yang mulai
ISSN Staff Pengajar Teknik Mesin, Fakultas Teknik, Universitas Pancasila, Jakarta, Indonesia 2
 ANALISIS PERBEDAAN WARNA DENGAN VARIAN PARAMETER MINICOLOUR G1 PADA SPION UPPER COVER D17D WHITE MENGGUNAKAN INJECTION MOLDING Estu Prayogi 1, Muhamad Rinaldi Yusup 2 1 Staff Pengajar Teknik Mesin, Fakultas
ANALISIS PERBEDAAN WARNA DENGAN VARIAN PARAMETER MINICOLOUR G1 PADA SPION UPPER COVER D17D WHITE MENGGUNAKAN INJECTION MOLDING Estu Prayogi 1, Muhamad Rinaldi Yusup 2 1 Staff Pengajar Teknik Mesin, Fakultas
 Analisa Pengaruh Parameter Tekanan dan Waktu Penekanan Terhadap Sifat Mekanik dan Cacat Penyusutan dari Produk Injection Molding Berbahan Polyethylene (PE) Erwin 1)*, Slamet Wiyono 1) Sendi Dwi Oktaviandi
Analisa Pengaruh Parameter Tekanan dan Waktu Penekanan Terhadap Sifat Mekanik dan Cacat Penyusutan dari Produk Injection Molding Berbahan Polyethylene (PE) Erwin 1)*, Slamet Wiyono 1) Sendi Dwi Oktaviandi
PENGARUH PROSES PENDINGINAN TERHADAP SHINKAGE DAN DIMENSI PRODUK TS PLUG 1 BERBAHAN PVC PADA INJECTION MOLDING
 PENGARUH PROSES PENDINGINAN TERHADAP SHINKAGE DAN DIMENSI PRODUK TS PLUG 1 BERBAHAN PVC PADA INJECTION MOLDING Edi Sunarto 1), Ir. Estu Prayogi M.KKK 2) 1), 2) Jurusan Teknik Mesin, Universitas Pancasila
PENGARUH PROSES PENDINGINAN TERHADAP SHINKAGE DAN DIMENSI PRODUK TS PLUG 1 BERBAHAN PVC PADA INJECTION MOLDING Edi Sunarto 1), Ir. Estu Prayogi M.KKK 2) 1), 2) Jurusan Teknik Mesin, Universitas Pancasila
BAB III PROSES DESIGN MOLDING PLASTIK DAN JENIS-JENIS CACAT PADA PRODUK INJECTION MOLDING
 BAB III PROSES DESIGN MOLDING PLASTIK DAN JENIS-JENIS CACAT PADA PRODUK INJECTION MOLDING 3.1 Proses Design Molding Plastik 3.1.1 Flow Chart Proses Design Molding Plastik Untuk mempermudah pembahasan dan
BAB III PROSES DESIGN MOLDING PLASTIK DAN JENIS-JENIS CACAT PADA PRODUK INJECTION MOLDING 3.1 Proses Design Molding Plastik 3.1.1 Flow Chart Proses Design Molding Plastik Untuk mempermudah pembahasan dan
Pengaruh Kecepatan Pendinginan Terhadap Perubahan Volume Leburan Polymer Crystalline dan Non-Crystalline
 FORUM TEKNIK VOL.27, NO. 2 & 3, DESEMBER 2003 132 Pengaruh Kecepatan Pendinginan Terhadap Perubahan Volume Leburan Polymer Crystalline dan Non-Crystalline Mohammad Fahrurrozi, R. Jurusan Teknik Kirnia
FORUM TEKNIK VOL.27, NO. 2 & 3, DESEMBER 2003 132 Pengaruh Kecepatan Pendinginan Terhadap Perubahan Volume Leburan Polymer Crystalline dan Non-Crystalline Mohammad Fahrurrozi, R. Jurusan Teknik Kirnia
Peningkatan Kualitas Sambungan Las Baja Karbon Rendah Dengan Metode Taguchi
 FLYWHEEL: JURNAL TEKNIK MESIN UNTIRTA Homepage jurnal: http://jurnal.untirta.ac.id/index.php/jwl Peningkatan Kualitas Sambungan Las Baja Karbon Rendah Dengan Metode Taguchi Amir Arifin 1*, Tommy Sulistyawan
FLYWHEEL: JURNAL TEKNIK MESIN UNTIRTA Homepage jurnal: http://jurnal.untirta.ac.id/index.php/jwl Peningkatan Kualitas Sambungan Las Baja Karbon Rendah Dengan Metode Taguchi Amir Arifin 1*, Tommy Sulistyawan
BAB IV PELAKSANAAN DAN PEMBAHASAN
 28 BAB IV PELAKSANAAN DAN PEMBAHASAN 4.1 ALUR PROSES INJEKSI PLASTIK Gambar 4.1 Proses pencetakan pada mesin injeksi 29 Pada Proses Injeksi Plastik (Plastic Injection Molding Process) terdapat 2 bagian
28 BAB IV PELAKSANAAN DAN PEMBAHASAN 4.1 ALUR PROSES INJEKSI PLASTIK Gambar 4.1 Proses pencetakan pada mesin injeksi 29 Pada Proses Injeksi Plastik (Plastic Injection Molding Process) terdapat 2 bagian
OPTIMASI PRODUKSI DENGAN METODE RESPONSE SURFACE Studi Kasus pada Perusahaan Injection Moulding
 JURNAL TEKNIK INDUSTRI VOL. 4, NO., JUNI 2002: 36-44 OPTIMASI PRODUKSI DENGAN METODE RESPONSE SURFACE Studi Kasus pada Perusahaan Injection Moulding Jani Rahardjo Dosen Fakultas Teknologi Industri, Jurusan
JURNAL TEKNIK INDUSTRI VOL. 4, NO., JUNI 2002: 36-44 OPTIMASI PRODUKSI DENGAN METODE RESPONSE SURFACE Studi Kasus pada Perusahaan Injection Moulding Jani Rahardjo Dosen Fakultas Teknologi Industri, Jurusan
GYPSUM SEBAGAI MATERIAL ALTERNATIF UNTUK MEMBUAT CETAKAN PLASTIK INJEKSI
 GYPSUM SEBAGAI MATERIAL ALTERNATIF UNTUK MEMBUAT CETAKAN PLASTIK INJEKSI Bambang Kuswanto Jurusan Teknik Mesin Politeknik Negeri Semarang Jln. Prof. Sudarto, SH, Tembalang 50275 Email: bkuswanto26@yahoo.co.id
GYPSUM SEBAGAI MATERIAL ALTERNATIF UNTUK MEMBUAT CETAKAN PLASTIK INJEKSI Bambang Kuswanto Jurusan Teknik Mesin Politeknik Negeri Semarang Jln. Prof. Sudarto, SH, Tembalang 50275 Email: bkuswanto26@yahoo.co.id
BAB 4 PENGUMPULAN DAN ANALISA DATA
 BAB 4 PENGUMPULAN DAN ANALISA DATA 4.1 Pengumpulan Data Pengumpulan data yang dilakukan dalam penulisan skipsi ini merupakan data sekunder, dimana data tersebut berasal dari proses observasi serta wawancara
BAB 4 PENGUMPULAN DAN ANALISA DATA 4.1 Pengumpulan Data Pengumpulan data yang dilakukan dalam penulisan skipsi ini merupakan data sekunder, dimana data tersebut berasal dari proses observasi serta wawancara
PENGARUH PENAMBAHAN BAHAN DAUR ULANG PADA KEKUATAN TARIK, MODULUS ELASTISITAS, DAN KEKERASAN BAHAN ACRYLONITRILE BUTADIENE STYRENE (ABS)
") 1 PENGARUH PENAMBAHAN BAHAN DAUR ULANG PADA KEKUATAN TARIK, MODULUS ELASTISITAS, DAN KEKERASAN BAHAN ACRYLONITRILE BUTADIENE STYRENE (ABS) Tiwan Universitas Negeri Yogyakatarta, Yogyakarta t1santak@yahoo.co.id
1 PENGARUH PENAMBAHAN BAHAN DAUR ULANG PADA KEKUATAN TARIK, MODULUS ELASTISITAS, DAN KEKERASAN BAHAN ACRYLONITRILE BUTADIENE STYRENE (ABS) Tiwan Universitas Negeri Yogyakatarta, Yogyakarta t1santak@yahoo.co.id
BAB I PENDAHULUAN. 1.1 Latar Belakang Plastik sangat penting dalam kehidupan sehari hari, alasanya begitu luasnya penggunaan plastik secara industri
 BAB I PENDAHULUAN 1.1 Latar Belakang Plastik sangat penting dalam kehidupan sehari hari, alasanya begitu luasnya penggunaan plastik secara industri karena sifat sifatnya yang unggul dan mudah diolah. Plastik
BAB I PENDAHULUAN 1.1 Latar Belakang Plastik sangat penting dalam kehidupan sehari hari, alasanya begitu luasnya penggunaan plastik secara industri karena sifat sifatnya yang unggul dan mudah diolah. Plastik
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA 2.1 Plastic Injection Moulding Material plastik pertama dibuat manusia adalah pada tahun 1850-an oleh seorang berkebangsaaan Inggris yaitu Alexander Parkes. Melalui banyak penelitian,
BAB II TINJAUAN PUSTAKA 2.1 Plastic Injection Moulding Material plastik pertama dibuat manusia adalah pada tahun 1850-an oleh seorang berkebangsaaan Inggris yaitu Alexander Parkes. Melalui banyak penelitian,
Abstrak. Kata kunci: Hydrotest, Faktor Keamanan, Pipa, FEM ( Finite Element Method )
") PERBANDINGAN PRESSURE AKTUAL HYDROTEST WELDING PIPE API 5L B PSL 1 ERW SCH 10 Ø30 TERHADAP TEGANGAN LULUH DENGAN SIMULASI NUMERIK METODE FEM ( FINITE ELEMENT METHOD ) Muhammad Irawan *, Nurul Laili Arifin
PERBANDINGAN PRESSURE AKTUAL HYDROTEST WELDING PIPE API 5L B PSL 1 ERW SCH 10 Ø30 TERHADAP TEGANGAN LULUH DENGAN SIMULASI NUMERIK METODE FEM ( FINITE ELEMENT METHOD ) Muhammad Irawan *, Nurul Laili Arifin
BAB I PENDAHULUAN Latar Belakang
 BAB I PENDAHULUAN 1.1. Latar Belakang Dewasa ini, pemakaian barang-barang yang terbuat dari bahan baku material plastik semakin meningkat. Material ini semakin sering dijumpai sebagai bahan pembuatan peralatan
BAB I PENDAHULUAN 1.1. Latar Belakang Dewasa ini, pemakaian barang-barang yang terbuat dari bahan baku material plastik semakin meningkat. Material ini semakin sering dijumpai sebagai bahan pembuatan peralatan
LAPORAN PENELITIAN PENGARUH SIFAT PLASTISITAS MATERIAL TERHADAP KUALITAS PRODUK HASIL PROSES DEEP DRAWING
 DOSEN MUDA LAPORAN PENELITIAN PENGARUH SIFAT PLASTISITAS MATERIAL TERHADAP KUALITAS PRODUK HASIL PROSES DEEP DRAWING Dibiayai oleh Koordinasi Perguruan Tinggi Swasta Wilayah VI Semarang sesuai dengan Surat
DOSEN MUDA LAPORAN PENELITIAN PENGARUH SIFAT PLASTISITAS MATERIAL TERHADAP KUALITAS PRODUK HASIL PROSES DEEP DRAWING Dibiayai oleh Koordinasi Perguruan Tinggi Swasta Wilayah VI Semarang sesuai dengan Surat
ANALISA PENGARUH TEMPERATUR DAN TEKANAN INJEKSI MOULDING TERHADAP CACAT PRODUK
 ANALISA PENGARUH TEMPERATUR DAN TEKANAN INJEKSI MOULDING TERHADAP CACAT PRODUK Heri Yanto*, Ihsan Saputra, Sapto Wiratno Satoto # Batam Polytechnics Mechanical Engineering Study Program Jl. Ahmad Yani,
ANALISA PENGARUH TEMPERATUR DAN TEKANAN INJEKSI MOULDING TERHADAP CACAT PRODUK Heri Yanto*, Ihsan Saputra, Sapto Wiratno Satoto # Batam Polytechnics Mechanical Engineering Study Program Jl. Ahmad Yani,
11.1 Pemrosesan Material Plastik
 11.1 Pemrosesan Material Plastik Banyak proses yang digunakan untuk mengubah granula, pelet plastik menjadi bentuk produk seperti lembaran, batang, bagian terekstrusi, pipa atau bagian cetakan yang terselesaikan.
11.1 Pemrosesan Material Plastik Banyak proses yang digunakan untuk mengubah granula, pelet plastik menjadi bentuk produk seperti lembaran, batang, bagian terekstrusi, pipa atau bagian cetakan yang terselesaikan.
MATERIAL PLASTIK DAN PROSESNYA
 Proses Produksi I MATERIAL PLASTIK DAN PROSESNYA by Asyari Daryus Universitas Darma Persada OBJECTIVES Mahasiswa dapat menerangkan sifat dan jenis bahan plastik Mahasiswa dapat menerangkan cara pengolahan
Proses Produksi I MATERIAL PLASTIK DAN PROSESNYA by Asyari Daryus Universitas Darma Persada OBJECTIVES Mahasiswa dapat menerangkan sifat dan jenis bahan plastik Mahasiswa dapat menerangkan cara pengolahan