Kementerian Pendidikan dan Kebudayaan. Republik Indonesia Teknologi Mekanik. SMK / MAK Kelas XI Semester II
|
|
|
- Hartanti Atmadjaja
- 6 tahun lalu
- Tontonan:
Transkripsi


1 Kementerian Pendidikan dan Kebudayaan Republik Indonesia 2015 Teknologi Mekanik SMK / MAK Kelas XI Semester II
, mendistribusikan, atau memindahkan sebagian atau seluruh isi buku teks dalam bentuk apapun atau dengan cara apapun,")
2 DISKLAIMER (DISCLAIMER) Penulis : Editor Materi : Editor Bahasa : Ilustrasi Sampul : Desain & Ilustrasi Buku : Hak Kementrian Pendidikan & Kebudayaan MILIK NEGARA TIDAK DIPERJUALBELIKAN Semua hak cipta dilindungi undang-undang, Dilarang memperbanyak (mereproduksi), mendistribusikan, atau memindahkan sebagian atau seluruh isi buku teks dalam bentuk apapun atau dengan cara apapun, termasuk fotokopi, rekaman, atau melalui metode (media) elektronik atau mekanis lainnya, tanpa izin tertulis dari penerbit, kecuali dalam kasus lain, seperti diwujudkan dalam kutipan singkat atau tinjauan penulisan ilmiah dan penggunaan non-komersial tertentu lainnya diizinkan oleh perundangan hak cipta. Penggunaan untuk komersial harus mendapat izin tertulis dari Penerbit. Hak publikasi dan penerbitan dari seluruh isi buku teks dipegang oleh Kementerian Pendidikan & Kebudayaan ii Teknologi Mekanik
3 KATA PENGANTAR Puji syukur kami panjatkan kepada Tuhan yang Maha Esa atas tersusunnya buku teks ini, dengan harapan dapat digunakan sebagai buku teks untuk siswa Sekolah Menengah Kejuruan (SMK) Bidang Studi Keahlian Teknologi Dan Rekayasa, Teknik Mekanik. Penerapan kurikulum 2013 mengacu pada paradigma belajar kurikulum abad 21 menyebabkan terjadinya perubahan, yakni dari pengajaran (teaching) menjadi BELAJAR (learning), dari pembelajaran yang berpusat kepada guru (teachers-centered) menjadi pembelajaran yang berpusat kepada peserta didik (student-centered), dari pembelajaran pasif (pasive learning) ke cara belajar peserta didik aktif (active learning-cbsa) atau Student Active Learning-SAL. Buku teks Teknologi Mekanik ini disusun berdasarkan tuntutan paradigma pengajaran dan pembelajaran kurikulum 2013 diselaraskan berdasarkan pendekatan model pembelajaran yang sesuai dengan kebutuhan belajar kurikulum abad 21, yaitu pendekatan model pembelajaran berbasis peningkatan keterampilan proses sains. Penyajian buku teks untuk Mata Pelajaran Teknologi Mekanik ini disusun dengan tujuan agar supaya peserta didik dapat melakukan proses pencarian pengetahuan berkenaan dengan materi pelajaran melalui berbagai aktivitas proses sains sebagaimana dilakukan oleh para ilmuwan dalam melakukan eksperimen ilmiah (penerapan scientifik), dengan demikian peserta didik diarahkan untuk menemukan sendiri berbagai fakta, membangun konsep, dan nilai-nilai baru secara mandiri. Kementerian Pendidikan dan Kebudayaan, Direktorat Pembinaan Sekolah Menengah Kejuruan, dan Direktorat Jenderal Peningkatan Mutu Pendidik dan Tenaga Kependidikan menyampaikan terima kasih, sekaligus saran kritik demi kesempurnaan buku teks ini dan penghargaan kepada semua pihak yang telah berperan serta dalam membantu terselesaikannya buku teks siswa untuk Mata Pelajaran Teknologi Mekanik kelas X/Semester 2 Sekolah Menengah Kejuruan (SMK). Jakarta, 10 Desember 2014 Direktur Pembinaan SMK Drs. Mustaghfirin Amin, MBA Teknologi Mekanik iii
4 FITUR BUKU Buku disajikan penuh format warna dengan pendekatan pedagogik yang variatif, menarik dan tidak membosankan. Bab pembuka mencakup garis besar bab, tujuan bab, pendahuluan, kunci latihan, daftar istilah, pratinjau aplikasi kegiatan, dan referensi situs web. Terdapat pendahuluan dan tujuan belajar dalam setiap sub-bab. Dilengkapi contoh-contoh aplikasi dan setiap contoh memiliki masalah terkait dengan kunci jawaban. Untuk keperluan ekperimen, tersedia contoh file Multisim yang dapat dipilih, seperti pemecahan masalah, dan atau dapat di unduh dari situs pendamping. Indikator ketercapaian, pada bagian pertanyaan pemeriksaan berada di akhir setiap bab. Pada setiap bab dilengkapi dengan pemecahan masalah (troubleshooting). Pada akhir bab, dilengkapi dengan contoh-contoh berbagai macam aktivitas yang aplikatif. Untuk mempermudah transformasi domain pengetahuan kedalam domain ketrampilan, penyajian buku dilengkapi dengan latihan dengan dukungan teknologi simulasi pada setiap akhir bab. Ringkasan, daftar istilah, istilah kunci, dan daftar rumus pada akhir setiap bab. Kuis pilihan benar/salah, rangkaian tindakan kuis, uji kompetensi pengembangan diri (perencanaan, troubleshooting, simulasi), dan masalah-masalah kategori masalah dasar dan lanjutan disajikan pada akhir setiap bab. iv Teknologi Mekanik
5 DAFTAR ISI DISKLAIMER...ii KATA PENGANTAR... iii FITUR BUKU... iv DAFTAR ISI... v DAFTAR GAMBAR... vii DAFTAR TABEL... x PETA KEDUDUKAN BAHAN AJAR... xi PETA KONSEP... xii BAGIAN 1 : PENDAHULUAN Deskripsi materi pembelajaran Prasyarat Petunjuk penggunaan Tujuan akhir Kompetensi inti dan kompetensi dasar Cek kemampuan awal... 5 BAGIAN 2 : PEMBELAJARAN MESIN PERKAKAS KONVENSIONAL DESKRIPSI MATERI PEMBELAJARAN KEGIATAN PEMBELAJARAN 1 : Macam dan Jenis Mesin Perkakas Konvensional PROSEDUR PENGOPERASIAN MESIN PERKAKAS KONVENSIONAL DESKRIPSI MATERI PEMBELAJARAN KEGIATAN PEMBELAJARAN 2: Prosedur Pengoperasian Mesin Bubut dan Mesin Frais KEGIATAN PEMBELAJARAN 3: Prosedur Pengoperasian Mesin Bor dan Mesin Sekrap KESELAMATAN KERJA MENGGUNAKAN MESIN PERKAKAS KONVENSIONAL DESKRIPSI MATERI PEMBELAJARAN KEGIATAN PEMBELAJARAN 4: Keselamatan Kerja Mesin Perkakas Konvensional KERJA MESIN BUBUT DESKRIPSI MATERI PEMBELAJARAN KEGIATAN PEMBELAJARAN 5 : Praktek Membubut Rata Teknologi Mekanik v
6 2.4.3 KEGIATAN PEMBELAJARAN 6 : Praktek Membubut Bertingkat KEGIATAN PEMBELAJARAN 7 : Praktek Membubut Alur KEGIATAN PEMBELAJARAN 8 : Praktek Membubut Ulir KEGIATAN PEMBELAJARAN 9 : Praktek Membubut kartel KEGIATAN PEMBELAJARAN 10 : Praktek Membubut poros eksentrik KEGIATAN PEMBELAJARAN 11 : Praktek Membubut poros eksentrik KERJA MESIN FRAIS DESKRIPSI MATERI PEMBELAJARAN KEGIATAN PEMBELAJARAN 12 : Praktek Mengefrais Rata dan miring KEGIATAN PEMBELAJARAN 13 : Praktek Mengefrais alur dan bertingkat KEGIATAN PEMBELAJARAN 14 : Praktek Membuat roda gigi KEGIATAN PEMBELAJARAN 15 : Praktek membuat roda gigi KERJA MESIN BOR DESKRIPSI MATERI PEMBELAJARAN KEGIATAN PEMBELAJARAN 16 : Praktek Mengebor lurus dan miring KERJA MESIN SEKRAP DESKRIPSI MATERI PEMBELAJARAN KEGIATAN PEMBELAJARAN 17 : Praktek menyekrap rata dan miring KEGIATAN PEMBELAJARAN 18 : Praktek menyekrap alur GLOSARIUM DAFTAR PUSTAKA vi Teknologi Mekanik
7 DAFTAR GAMBAR Gambar 1.1. Mesin bubut Gambar 1.2. Macam-macam mesin frais Gambar 1.3. Bagian-bagian utama mesin frais Gambar 1.4. Mesin bor meja dan mesin bor universal Gambar 1.5. Mesin bor kolom dan mesin bor radial Gambar 1.6. Bagian-bagian utama mesin bor Gambar 1.7. Mesin sekrap Gambar 2.1. Macam-macam pahat bubut Gambar 2.2. Sudut potong pahat bubut Gambar 2.3. Holder pemegang klem dan mata pahat Gambar 2.4. Proses Penyayatan benda kerja Gambar 2.5. Posisi pahat bubut harus sejajar dengan titik pusat Gambar 2.6. Perlengkapan penjepit pahat bubut (toolpost) Gambar 2.7. Posisi pahat terlalu menjulur keluar dengan Gambar 2.8. Pencekaman benda kerja dengan chuck rahang Gambar 2.9. Chuck rahang 2 dan chuck rahang Gambar Chuck rahang 4 dan chuck rahang Gambar Membubut benda kerja panjang Gambar Membubut benda kerja diameter besar Gambar Macam-macam pisau frais Gambar Arah gerakan frais naik Gambar Arah gerakan frais turun Gambar Pemotongan searah benda kerja Gambar Pemotongan berlawanan benda kerja Gambar Pemotongan netral Gambar Adaptor Gambar Type W collet Gambar Type collet biconical Gambar Arbor Gambar Macam-macam ragum frais Gambar Pencekaman benda kerja segi empat pada ragum Gambar Pencekaman benda kerja silinder memakai blok V Gambar Menandai benda kerja dengan penitik Gambar Jenis-jenis mata bor Teknologi Mekanik vii
8 Gambar Sudut mata bor logam Gambar Mata bor diameter besar langsung kesumbu mesin bor Gambar Chuck bor dengan pengunci Gambar Chuck bor universal Gambar Sarung bor Gambar Tahapan dalam proses pemasangan mata bor dari kiri ke kanan Gambar Benda kerja dijepit dengan ragum dan ditahan paralel Gambar Benda kerja dijepit dengan klem Gambar Benda kerja bulat di beri balok V Gambar Benda kerja dibor tembus ditahan balok kayu Gambar Gerakan langkah kerja mesin sekrap Gambar Sudut pahat sekrap Gambar Langkah panjang dan langkah pendek Gambar Panjang langkah Gambar Pemegang pahat sekrap Gambar Cara memegang pahat sekrap Gambar Penjepitan benda kerja Gambar 3.1. Tanda-tanda alat pelindung diri Gambar 3.2. Pakaian kerja bengkel Gambar 3.3. Sepatu pengaman Gambar 3.4. Kacamata pengaman Gambar 3.5. Helm dan topi Gambar 3.6. Macam-macam masker pelindung Gambar 3.7. Sarung tangan pelindung dari kiri ke kanan Gambar 3.8. Pelindung suara bising Gambar 3.9. Pelindung mesin bubut Gambar Pelindung mesin frais Gambar Pelindung mesin bor Gambar Contoh bengkel dengan penerangan yang baik Gambar Contoh model ventilasi bengkel Gambar 4.1. Sumbu kerja mesin bubut 2 arah sumbu x dan sumbu y Gambar 4.2. Benda kerja silinder bertingkat Gambar 4.3. Benda kerja silinder bertingkat dan beralur Gambar 4.4. Macam-macam ulir; dari kiri kekanan ulir segitiga, ulir segiempat, Gambar 4.5. Dimensi Ulir Gambar 4.6. Benda kerja silinder bertingkat, beralur dan berulir viii Teknologi Mekanik
9 Gambar 4.7. Macam-macam pola hasil kartel Gambar 4.8. Kartel mata tunggal Gambar 4.9. Kartel silang Gambar Kartel tangan Gambar Benda kerja silinder kartel Gambar Poros eksentrik Gambar Menjepit benda kerja dengan dua senter pada ujungnya Gambar Menjepit benda kerja dengan pelat tambahan Gambar Menjepit benda kerja dengan chuck Gambar Menjepit benda kerja dengan chuck Gambar Poros eksentrik Gambar Poros eksentrik Gambar 5.1. Sumbu kerja mesin frais Gambar 5.2. Benda kerja profil alur Gambar 5.3. Roda gigi lurus Gambar 5.4. Bagian-bagian roda gigi lurus Gambar 5.5. Kepala pembagi Gambar 5.6. Piring pembagi Gambar 5.7. Cara mencari titik nol pada sumbu benda kerja Gambar 6.1. Macam-macam lubang bor Gambar 7.1. Benda kerja V blok Gambar 7.2. V blok Teknologi Mekanik ix
10 DAFTAR TABEL Tabel 2.1. Kecepatan Potong Bahan (vc) m/menit Tabel 2.2. Harga Kecepatan Mata Bor Dari Bahan HSS Tabel 2.3. Besarnya pemakanan berdasarkan diameter bor Tabel 2.4. Kecepatan potong berdasarkan jenis pahat dan bahan kerja Tabel 2.5. Jumlah putaran berdasarkan kecepatan potong dan panjang langkah Tabel 4.1. Tabel ulir menurut bentuk, sudut dan profilnya Tabel 4.2. Tabel ulir dan lubang bor Tabel 5.1. Tabel kecepatan potong menurut bahan Tabel 5.2. Tabel Daftar modul modul gigi yang sering dipakai menurut DIN Tabel 5.3. Tabel hitung ukuran-ukuran bagian roda gigi Tabel 5.4. Table nomor pisau frais untuk modul sampai 10 mm x Teknologi Mekanik

11 PETA KEDUDUKAN BAHAN AJAR Struktur kurikulum bidang keahlian Teknologi dan Rekayasa program keahlian Teknik Elektronika paket keahlian Teknologi Mekanik xi

12 PETA KONSEP Peta konsep mata pelajaran teknologi mekanik kelas X semester 2 xii Teknologi Mekanik
13 1.1 Deskripsi Materi Pembelajaran Mesin perkakas adalah alat mekanis yang tenaganya dihasilkan dari motor listrik untuk memfabrikasi komponen dari bahan baku untuk dijadikan sebuah peralatan. Kata mesin perkakas biasanya digunakan untuk mesin yang digunakan tidak dengan tenaga manusia, tetapi bisa juga di gerakan oleh manusia bila dirancang dengan tepat. Para ahli sejarah teknologi berpendapat bahwa mesin perkakas sesungguhnya lahir ketika keterlibatan manusia dihilangkan dalam proses pembentukan dari berbagai macam peralatan. Buku teknologi mekanik kelas XI semester 2 ini akan menjelaskan penggunaan mesin-mesin perkakas konvesional dalam proses produksi. Adapun pokok-pokok materinya, antara lain: 1. Mesin Perkakas Konvensional. Jenis dan macam mesin perkakas konvesional yang akan dipelajari pada buku ini adalah mesin bubut, mesin frais, mesin bor dan mesin sekrap. Termasuk yang akan dibahas adalah bagian-bagian utama pada masing-masing mesin perkakas konvensional. 2. Prosedur Pengoperasian Mesin Perkakas Konvensional. Sebelum menggunakan mesin perkakas konvensional, hal pertama yang harus diperhatikan adalah bagaimana mengetahui prosedur penggunaan mesin perkakas tersebut. Kebutuhan peralatan pendukung untuk mengoperasikan mesin perkakas wajib di ketahui oleh setiap operator mesin perkakas. Mulai dari menyiapkan bahan, mencekam benda kerja, putaran mesin, jenis pahat atau tools yang dipakai dan bagaimana menjalankan mesin perkakas dengan baik dan benar. 3. Keselamatan Kerja. Guna memperkecil kecelakaan kerja pada saat menggunakan mesin perkakas, terlebih dahulu harus memahami prosedur-prosedur penggunaan mesin dan perlengkapan pakaian kerja yang digunakan. Keselamatan kerja operator, keselamatan kerja mesin dan keselamatan kerja lingkungan harus diutamakan. 4. Kerja Mesin Bubut. Mesin bubut difungsikan untuk membuat benda-benda dengan bentuk silinder. Dalam buku ini, siswa akan mempelajari dan mengoperasikan proses pembubutan, mulai menyiapkan benda kerja, membubut permukaan rata, bertingkat, membuat alur, membuat ulir, mengkartel dan membuat poros eksentrik. Teknologi Mekanik 1
14 5. Kerja Mesin Frais. Mesin frais di fungsikan untuk membuat benda-benda dengan permukaan rata, bertingkat, radius, alur dan roda gigi. 6. Kerja Mesin Bor. Mesin bor di gunakan untuk pembuatan lubang-lubang pada benda kerja. 7. Kerja Mesin Sekrap. Mesin sekrap lebih banyak difungsikan untuk membuat aluralur pada benda kerja meskipun bisa difungsikan untuk membuat permukaan rata pada benda kerja. 1.2 Prasyarat Pelajaran Teknologi mekanik kelas XI semester 2 merupakan materi pelajaran yang tergabung dalam pelajaran C3 pada paket keahlian Teknik Mekatronika. Buku materi pelajaran ini diberikan setelah siswa mengikuti pelajaran teknologi mekanik semester 1 tentang dasar-dasar teknologi mekanik. Untuk mempelajari ini pelajaran pendukungnya adalah pelajaran C1 yaitu Fisika, Kimia dan Gambar Teknik, dan pelajaran C2 yaitu Teknik Listrik dan Teknik Elektronika. 1.3 Petunjuk Penggunaan Buku pelajaran ini dapat digunakan siapa saja terutama siswa-siswa SMK Bidang Keahlian Teknologi dan Rekayasa, terutama untuk program studi keahlian Teknik Mesin, Teknik Otomotif, Teknik Listrik dan Teknik Elektronika yang ingin mempelajari dasar-dasar teknologi mekanik. Khusus siswa-siswa SMK Paket Keahlian Mekatronika, buku pelajaran ini dapat memenuhi tuntutan profil kompetensi tamatan. Buku pelajaran ini berisi 18 kegiatan pembelajaran setiap kegiatan belajar berisi informasi teori, tugas dan uji kompetensi atau ulangan. Tugas-tugas merupakan kegiatan praktek. Informasi pelaksanaan praktek dapat dibaca di lembar kerja peserta didik. Tes formatif berisi pertanyaan-pertanyaan baik teori maupun hasil praktek. Mulailah mempelajari teori terlebih dahulu kemudian lakukan kegiatan praktikum. Belajarlah secara urut dari kegiatan 1 sampai kegiatan 18. Setiap tugas praktek lakukan secara mandiri maupun berkelompok, bagilah tugas dengan teman kelompok. Setelah selesai mengerjakan tugas buat laporan dan presentasikan ke teman-teman kelompok lain. Setiap melakukan kegiatan praktek ikuti petunjuk operasionalnya. 1.4 Tujuan Akhir Setelah selesai mengikuti pelajaran ini siswa dapat: 1. Memahami macam-macam mesin perkakas konvensional. 2 Teknologi Mekanik
15 2. Memahami prosedur pengoperasian mesin perkakas konvensional. 3. Memahami keselamatan kerja dalam menggunakan mesin perkakas konvensional. 4. Mengenal macam-macam tools yang dipakai pada mesin perkakas konvensional 5. Menggunakan peralatan kelengkapan mesin perkakas konvensional sesuai dengan prosedur. 6. Mengoperasikan mesin perkakas konvesional sesuai dengan prosedur. 7. Melakukan tindakan pengamanan kegagalan mesin perkakas. 1.5 Kompetensi Inti Dan Kompetensi Dasar KOMPETENSI INTI KOMPETENSI DASAR RELIGIUS 1. Menghayati dan mengamalkan ajaran agama yang dianutnya 1.1. Membangun kebiasaan bersyukur atas limpahan rahmat, karunia dan anugerah yang diberikan oleh Tuhan Yang Maha Kuasa Memiliki sikap dan perilaku beriman dan bertaqwa kepada Tuhan Yang Maha Esa, berakhlaq mulia, jujur, disiplin, sehat, berilmu, cakap, sehinggadihasilkan insan Indonesia yang demokratis dan bertanggung jawab sesuai dengan bidang keilmuannya Membangun insan Indonesia yang cerdas, mandiri, dan kreatif, serta bertanggung jawab kepada Tuhan yang menciptakan alam semesta Memiliki sikap saling menghargai (toleran) keberagaman agama, bangsa,suku, ras, dan golongan sosial ekonomi dalam lingkup global SOSIAL 2. Mengembangkan perilaku (jujur, disiplin, tanggung jawab, peduli, santun, ramah lingkungan, gotong.1. Menerapkan perilaku ilmiah (memiliki rasa ingin tahu; objektif; jujur; teliti; cermat; tekun; bertanggung jawab; Teknologi Mekanik 3
16 royong, kerjasama, cinta damai, responsif dan proaktif), menunjukkan sikap sebagai bagian dari solusi atas berbagai permasalahan bangsa, serta memosisikan diri sebagai agen transformasi masyarakat dalam membangun peradaban bangsa dan dunia. terbuka; peduli lingkungan) sebagai wujud implementasi proses pembelajaran bermakna dan terintegrasi, sehingga dihasilkan insan Indonesia yang produktif, kreatif dan inovatif melalui penguatan sikap (tahu mengapa), keterampilan (tahu bagaimana), dan pengetahuan (tahu apa) sesuai dengan jenjang pengetahuan yang dipelajarinya..2. Menghargai kerja individu dan kelompok dalam aktivitas sehari-hari sebagai wujud implementasi melaksanakan percobaan dan melaporkan hasil percobaan.3. Memiliki sikap dan perilaku patuh pada tata tertib dan aturan yang berlaku dalam kehidupan sehari-hari selama di kelas, lingkungan sekolah PENGETAHUAN 3. Memahami, menerapkan, dan menjelaskan pengetahuan faktual, konseptual, prosedural, dan metakognitif dalam ilmu pengetahuan, teknologi, seni, budaya, dan humaniora dengan wawasan kemanusiaan, kebangsaan, kenegaraan, dan peradaban terkait penyebab fenomena dan kejadian, serta menerapkan pengetahuan prosedural pada bidang kajian yang spesifik sesuai dengan bakat dan minatnya untukmemecahkan masalah. 3.1 Menjelaskan material bahan permesinan 3.2 Menjelaskan cara penggunaan perkakas tangan mekanik 3.3 Membaca buku manual hand power tool 3.4 Membaca buku manual mesin perkakas konvensional 3.5 Menjelaskan prosedur pengoperasian hand power tool 3.6 Menjelaskan prosedur pengoperasian mesin perkakas konvensional 4 Teknologi Mekanik
17 KETRAMPILAN 4. Mencoba, mengolah, menyaji, dan mencipta dalam ranah konkret dan ranah abstrak terkait dengan pengembangan dari yang dipelajarinya di sekolah secara mandiri serta bertindak secara efektif dan kreatif, dan mampu menggunakan metoda sesuai kaidah keilmuan. 4.1 Mengidentifikasi jenis dan fungsi perkakas tangan mekanik 4.2 Mengoperasikan perkakas tangan mekanik 4.3 Mengidentifikasi perkakas yang rusak 4.4 Mengoperasikan hand power tool 4.5 Melakukan tindakan pengamanan kegagalan pengoperasian hand power tool 4.6 Mengoperasikan mesin perkakas konvensional 4.7 Melakukan tindakan pengamanan kegagalan pengoperasian mesin perkakas konvensional 1.6 Cek Kemampuan Awal Pilihlah salah satu jawaban yang paling benar dengan tanda silang (X) pada jawaban dibawah ini: 1. Mesin perkakas dengan benda kerja diam sedangkan tool atau pahat yang bergerak naik turun dan berputar adalah? a. Mesin bor b. Mesin bubut c. Mesin frais d. Mesin grinding 2. Mesin perkakas dengan benda kerja bergerak sedangkan tool atau pahatnya diam dan berputar adalah? a. Mesin bor b. Mesin sekrap c. Mesin frais d. Mesin gunting 3. Mesin perkakas dengan benda kerja berputar sedangkan tool atau pahatnya diam dan bergerak adalah? a. Mesin bor b. Mesin sekrap Teknologi Mekanik 5
18 c. Mesin frais d. Mesin bubut 4. Mesin perkakas dengan benda kerja diam sedangkan tool atau pahatnya bergerak maju dan mundur adalah? a. Mesin bor b. Mesin sekrap c. Mesin frais d. Mesin gunting 5. Mesin perkakas konvensional yang dipakai untuk tujuan membuat benda-benda silindris adalah? a. Mesin bubut b. Mesin frais c. Mesin sekrap d. Mesin bor 6. Mesin perkakas konvensional yang dipakai untuk tujuan pekerjaan permukaan rata adalah? a. Mesin bubut b. Mesin frais c. Mesin bor d. Mesin gunting 7. Fungsi dari kepala penebas pada mesin sekrap adalah? a. Untuk gerakan utama lurus maju dorongan kerja dan mundur gerakan bebas b. Untuk penyetelan posisi pisau dan penyetel bidang garapan miring c. Untuk gerakan otomatis d. Untuk penyetel ketinggian meja 8. Apa yang dimaksud dengan kecepatan potong? a. Jarak yang ditempuh oleh pahat pada setiap putaran benda kerja selama satu menit b. Jarak yang ditempuh antara benda kerja dengan pahat bubut c. Putaran benda kerja selama satu menit d. Kecepatan putaran benda kerja 9. Alat yang dipakai untuk menjepit benda kerja pada mesin bubut dinamakan? a. Ragum b. Chuck rahang c. Klem d. Eretan 6 Teknologi Mekanik
19 10. Berikut ini merupakan bagian-bagian pada mesin bor, kecuali? a. Kolom b. Meja c. Alas d. Eretan 11. Pisau frais sisi di gunakan untuk mengefrais apa? a. Permukaan rata datar b. Membuat alur c. Membuat roda gigi d. Memotong benda kerja 12. Metode yang dipakai dalam pengefraisan adalah? a. Frais naik b. Frais turun c. Frais mendaki d. Jawaban a dan b benar 13. Berikut ini adalah faktor-faktor yang mempengaruhi kecepatan pemakanan, kecuali? a. Kekerasan bahan b. Putaran mesin c. Kedalaman penyayatan d. Ketajaman alat potong 14. Fungsi dari kepala pembagi adalah? a. Untuk membagi jumlah gigi-gigi pada benda kerja silinder b. Untuk membagi putaran roda gigi c. Untuk membagi jarak antara lubang d. Untuk membagi kecepatan potong roda gigi 15. Yang termasuk proses pengeboran dibawah ini, kecuali? a. Drilling b. Reaming c. Countersink d. Milling 16. Hal-hal yang harus diperhatikan dalam memilih mata bor adalah sebagai berikut, kecuali? a. Ukuran lubang b. Sudut mata bor Teknologi Mekanik 7
20 c. Bahan benda kerja d. Ukuran benda kerja 17. Apa yang dimaksud dengan langkah lengan ayun pada mesin sekrap? a. Jarak antara benda kerja dengan pahat b. Panjangnya langkah antara posisi pahat mulai bergerak sampai batas akhir penyayatan c. Langkah benda kerja bergeser setelah tersayat d. Langkah pembebasan setelah melakukan penyayatan 18. Dibawah ini merupakan prosedur dalam mengoperasikan mesin sekrap, kecuali? a. Memilih pahat sekrap b. Memasang pahat sekrap c. Mengatur langkah lengan d. Mengatur putaran mesin 19. Yang dimaksud dengan keselamatan kerja adalah? a. Keselamatan yang berkaitan dengan manusia dalam menjalanan peralatan b. Keselamatan yang berkaitan dengan peralatan pada saat dioperasikan c. Keselamatan yang berkaitan dengan lingkungan d. Keselamatan yang berkaitan dengan operator, mesin, alat kerja, bahan, proses pengolahan, lingkungan tempat kerja dan cara melakukan pekerjaan 20. Tujuan diadakannya keselamatan kerja seperti dibawah ini, kecuali? a. Melindungi tenaga kerja atau operator b. Menjamin keselamatan kerja orang lain ditempat kerja c. Menjaga sumber produksi dan dipelihara secara aman dan efisien d. Melindungi kecelakaan kerja 21. Tujuan memakai alat pelindung diri adalah? a. Melindungi keselamatan operator pada saat mengoperasikan mesin b. Mencegah terjadinya kecelakaan kerja c. Menjamin keselamatan kerja orang lain ditempat kerja d. Menjaga sumber produksi dan dipelihara secara aman dan efisien 22. Faktor yang menyebabkan terjadinya kecelakaan kerja akibat kesalahan manusia adalah? a. Konsentrasi b. Sikap keburu-buru c. Selalu memakai alat pelindung diri d. Sikap mental yang baik 8 Teknologi Mekanik
21 2.1 MESIN PERKAKAS KONVENSIONAL Deskripsi Materi Pembelajaran Kerja mesin merupakan proses pembentukan permukaan benda kerja untuk membuat model silinder, silinder bertingkat, lubang, kotak, tirus, ulir, camper, alur dan model-model lainnya dengan bantuan suatu mesin. Penjenisan mesin perkakas dibedakan menjadi 2 macam, pertama adalah mesin perkakas dengan benda kerja diam dan tool atau pahat yang bergerak antara lain mesin bor, mesin sekrap, mesin gunting, mesin tekuk. Kedua adalah mesin perkakas dengan benda kerja bergerak sedangkan tool atau pahatnya diam atau berputar antara lain mesin bubut, mesin frais, mesin grinding, mesin rol. Adapun hal-hal yang perlu diperhatikan sebelum menjalankan suatu mesin perkakas adalah harus mengerti bagian-bagian utama mesin perkakas, prinsip kerja mesin, langkah kerja mengoperasikan mesin, kebutuhan benda kerja yang akan dikerjakan, ukuran benda kerja dan langkah kerja proses pembentukan. Untuk membuat barang jadi yang siap pakai dari material logam hasil olahan bijih besi, maka dapat digunakan alat bantu mesin yang berfungsi sebagai pembentuk. Peralatan permesinan ini dapat membuat berbagai macam bentuk seperti membuat poros, meratakan permukaan, membuat alur, membuat ulir luar dan dalam, memotong benda, membuat lubang dan sebagainya. Proses-proses pengerjaan yang menggunakan mesin perkakas tersebut antara lain:: 1. Mesin bubut 2. Mesin frais 3. Mesin bor 4. Mesin sekrap Kegiatan Pembelajaran 1 : Macam dan Jenis Mesin Perkakas Konvensional 1. Tujuan Pembelajaran Mengetahui macam-macam mesin perkakas konvensional. Menyebutkan jenis-jenis mesin perkakas konvensional. Memahami prinsip kerja mesin-mesin perkakas konvensional. Teknologi Mekanik 9
 adalah suatu proses permesinan dengan cara menghilangkan dan pengambilan tatal dari bahan atau benda kerja, dimana pahat melakukan penyayat dengan gerakan maju mundur")
22 Menunjukkan bagian-bagian utama mesin perkakas konvensional. Memahami fungsi-fungsi bagian mesin perkakas konvensional. 2. Aktivitas Belajar Siswa Uraian Materi A. Mesin Bubut Membubut (turning) adalah suatu proses permesinan dengan cara menghilangkan dan pengambilan tatal dari bahan atau benda kerja, dimana pahat melakukan penyayat dengan gerakan maju mundur atau melintang sedangkan benda kerja dijepit pada cekam yang berputar. Benda kerja yang dihasilkan berupa bentuk-bentuk silindris. Contoh pemakaian: Pembuatan poros, Poros bertingkat, ulir luar dan ulir dalam, membentuk bidang tirus dan sebagainya. Mesin bubut digerakkan oleh sebuah motor listrik yang dipasang dibawah atau disamping body, kemudian motor dihubungkan dengan poros utama melalui puli-puli dengan perantara sabuk puli. Ukuran mesin-mesin bubut ditentukan oleh tinggi mesin bubut dari puncak bed mesin sampai senter kepala tetap dan panjangnya mesin bubut antara senter kepala tetap dan senter kepala lepas. Adapun jenis-jenis mesin bubut diklasifikasikan menjadi empat kelompok meliputi: 1. Mesin bubut ringan 2. Mesin bubut sedang 3. Mesin bubut standart 4. Mesin bubut meja panjang Sumber: Gambar 1.1. Mesin bubut 10 Teknologi Mekanik
23 Bagian-bagian utama mesin bubut terdiri dari: 1. Bed mesin Bed mesin atau alas mesin terbuat dari besi tuang dan bentuknya memanjang mesin. Permukaan atas dan samping dikerjakan dengan mesin secara seksama. Bed mesin atau alas mesin ini berfungsi untuk menopang komponen-komponen lainnya seperti eretan. 2. Kepala tetap Kepala tetap dipasang secara tetap pada bed mesin. Kepala tetap mempunyai spindel lubang yang berbentuk tirus atau berulir untuk memasang cak dan pelat pembawa. Kepala tetap dapat berputar dan berfungsi sebagai pemegang benda kerja yang akan dibubut. 3. Kepala lepas Kepala lepas dapat dipindahkan ke setiap posisi sepanjang bed mesin. Kepala lepas dapat digunakan untuk membubut poros panjang atau membuat tirus. Pada kepala lepas juga bisa dipasang perlengkapan seperti, senter kepala lepas, chuck bor dan sebagainya. 4. Eretan Eretan ini berfungsi sebagai support yang membawa eretan lintang dan eretan atas. Eretan dapat digeser atau dipindahkan sepanjang bed mesin dengan perantaraan batang bergigi yang dipasang didepan bed mesin. Roda tangan digunakan untuk memindahkan eretan yang terpasang pada rumah eretan. Eretan lintang dipasang diatas eretan utama dan bergerak tegak lurus pada bed mesin dengan jalan engkol gerak lintang. Eretan atas dipasang di atas eretan lintang dan dapat berputar pada pena. Eretan atas ini diberi pembagian derajat serta dapat diputar dan dikunci, sehingga pada setiap sudut dapat membubut tirus. Adapun peralatan-peralatan pendukung mesin bubut antara lain: 1. Pelat cekam Pelat cekam berfungsi menjepit benda kerja selama pekerjaan membubut. 2. Pelat pembawa Pelat pembawa berfungsi untuk melakukan pembubutan dua senter. Bentuknya seperti pelat cekam tetapi tidak mempunyai penjepit. 3. Senter Senter dipasang jika melakukan pembubutan benda kerja yang panjang atau pembubutan tirus. Teknologi Mekanik 11
24 4. Kacamata atau penyangga Kacamata ini berfungsi sebagai penyangga jika membubut batang silinder yang berdiameter kecil dan panjang. Kacamata tetap memberikan penyanggaan dengan tiga buah rahang, dimana rahang-rahang ini dapat disetel serta dikunci posisinya. Rahang ini membentuk sudut sebesar 120º dan harus dilumasi ditempat-tempat yang menyentuh benda kerja. 5. Pahat bubut Pahat bubut dibuat dari baja cepat tinggi yang tetap mempertahankan mata pemotongnya walaupun dalam keadaan yang sangat panas. Pahat bubut biasanya diadakan dalam bentuk pahat yang dapat dimasukkan dalam pemegang pahat dengan sudut sebesar 15º. Sedangkan bentuk pahat bubut ini bermacam-macam jenisnya tergantung dari pemakaiannya, seperti pahat penghalus, pahat pisau, pahat ulir, pahat bor, atau pahat potong. 6. Mandrel Mandrel digunakan untuk membubut bagian poros yang pendek atau berlubang, hal ini dilakukan karena kadang-kadang menjepit benda kerja pendek akan mengakibatkan kebulatannya benda kerja berubah dan tertekan serta tidak silindris. 7. Kartel Kartel digunakan untuk membuat rigi-rigi pada permukaan luar suatu benda bulat seperti pegangan handel, gagang pisau dan sebagainya. B. Mesin Frais Memfrais (milling) adalah mengerjakan permukaan sebuah benda kerja dengan mesin yang menggunakan alat pemotong berputar atau pisau frais, dimana alat pemotong tersebut mempunyai sejumlah mata potong. Cara kerja mesin frais sebagai berikut, benda kerja dicekam pada ragum meja yang bisa bergerak melintang atau lurus sedangkan pisau frais dipasang pada spindel arbor dalam keadaan diam berputar dimana spindle ini bisa berputar ke kiri atau ke kanan. Contoh pemakaian: Pembuatan roda gigi, membuat permukaan rata, membuat alur, membuat alur V dan sebagainya. Mesin frais mempunyai beberapa model dan type, tetapi secara umum mesin frais pada dasarnya dibedakan menjadi 3 macam: 1. Mesin frais vertikal 2. Mesin frais horisontal 3. Mesin frais universal 12 Teknologi Mekanik


25 Sumber: Gambar 1.2. Macam-macam mesin frais Sumber: Gambar 1.3. Bagian-bagian utama mesin frais Bagian-bagian utama mesin frais terdiri dari: a. Meja Meja merupakan tempat meletakkan ragum penjepit benda kerja dan kepala pembagi serta kepala lepas. Pada meja ini mempunyai alur-alur yang berfungsi sebagai penjepit peralatan pendukung pengerjaan mesin frais. Selain sebagai penjepit benda kerja, meja ini bisa bergerak melintang atau lurus sesuai dengan kebutuhan kerjanya. b. Arbor Teknologi Mekanik 13
26 Arbor merupakan sumbu utama dari mesin frais dan tempat terpasangnya pisau frais. Pada arbor ini mempunyai banyak ring penekan (collet) sebagai penjepit pisau frais. c. Kolom Fungsi dari kolom ini sebagai penopang kedudukan meja dan eretan. Kolom ini bisa digerakkan naik dan turun. d. Lengan Lengan merupakan pegangan sumbu utama dari arbor. Selain itu lengan berfungsi sebagai penopang utama dari poros posisi lengan dapat diatur atau digeser. Adapun peralatan-peralatan pendukung untuk mesin frais antara lain: Kepala pembagi Ragum Pisau frais Alat penahan getaran Kepala lepas C. Mesin Bor Mengebor (drilling) merupakan proses pembuatan lubang silindris pada sebuah benda kerja dengan mesin yang menggunakan alat penyerpih berputar atau mata bor. Cara kerja membuat lubang dengan mesin bor adalah sebuah benda kerja dijepit pada meja ragum dalam keadaan diam, sedangkan mata bornya berputar dan bergerak naik turun. Pada saat bergerak turun melakukan pengikisan/penyerpihan benda kerja dan saat bergerak naik mengeluarkan hasil serpihan.. Contoh pemakaian adalah pembuatan lubang silinder piston. Adapun jenis-jenis mesin bor antara lain: a. Mesin bor meja b. Mesin bor universal c. Mesin bor kolom (tiang) d. Mesin bor radial 14 Teknologi Mekanik


27 Sumber: Gambar 1.4. Mesin bor meja dan mesin bor universal Sumber: Gambar 1.5. Mesin bor kolom dan mesin bor radial Bagian-bagian utama mesin bor terdiri dari: a. Alas Alas berfungsi sebagai penompang kolom utama atau pilar dengan puli-puli dan motor. Permukaan atas alas ini dibuat dengan mesin dan sebagai meja untuk benda kerja yang besar. Terdapat alur-alur pada meja ini sebagai pengikat benda kerja. b. Kolom kolom berfungsi sebagai penopang meja dan mempertahankannya tegak lurus dengan bor. Teknologi Mekanik 15

28 Sumber: Gambar 1.6. Bagian-bagian utama mesin bor c. Meja Meja diberi alur-alur sebagai pengikat benda kerja atau ragum penjepit benda kerja. Meja ini dapat dinaikkan dan diturunkan serta dapat di putar sesuai dengan kebutuhan untuk melakukan pengerjaan membuat lubang. d. Spindel Spindel ini digerakkan dari atas dengan perantaraan puli-puli dan sabuk puli mesin. Kecepatan spindel dapat diatur dengan memindahkan sabuk mesin dari satu puli ke puli lainnya. Sabuk puli mesin digerakkan oleh motor listrik. Bagian bawah spindel berfungsi sebagai penjepit arbor dan bor. D. Mesin Sekrap Mesin Sekrap (shaping machine) merupakan jenis mesin perkakas konvensional yang memiliki gerak utama lurus bolak balik (maju mundur) secara horisontal. Gerakan pemotongan mesin sekrap dilakukan pada saat gerakan lurus maju dan saat gerakan mundur lurus sebagai gerakan pembebas. Mesin Sekrap berfungsi untuk pekerjaan meratakan sebuah bidang datar, tegak maupun bidang miring. Selain itu juga untuk membuat bidang yang bersudut atau bertingkat, membuat alur pasak, alur ekor burung bahkan alur V. Adapun bagian-bagian utama dari mesin sekrap terdiri dari: a. Kepala penebas Kepala penebas berfungsi melakukan gerakan utama atau memberikan gerakan dorongan lurus maju dorongan kerja dan gerakan mundur sebagai dorongan kosong. 16 Teknologi Mekanik

29 Sumber: Gambar 1.7. Mesin sekrap b. Meja Meja diberi alur-alur sebagai pengikat benda kerja atau ragum penjepit benda kerja. Meja ini dapat dinaikkan dan diturunkan melalui penyetel ketinggian c. Eretan Eretan berfungsi untuk penyetel posisi pisau sekrap dan penyetel untuk bidang garapan miring. d. Lengan Lengan ayun berfungsi untuk sebagai tranfer gerakan otomatis posisi meja kearah melintang pada saat proses penyekrapan. 1) Mengamati Amatilah tayangan atau gambar mesin-mesin perkakas konvensional yang diberikan guru atau mengamati gambar 1.1 sampai gambar 1.7 mesinmesin perkakas seperti mesin bubut, mesin frais, mesin bor dan mesin sekrap pada uraian materi diatas. Mengamati mesin-mesin perkakas konvensional di bengkel permesinan secara langsung dengan bimbingan guru. Teknologi Mekanik 17

30 2) Menanya Dari pengamatan gambar-gambar mesin perkakas dan pengamatan langsung di bengkel permesinan, apa yang dapat kita pelajari pada kegiatan pembelajaran ini? Beberapa pertanyaan terkait dengan pengamatan pada mesin perkakas konvensional antara lain: 1. Ada berapa macam mesin perkakas konvensional? 2. Sebutkan jenis-jenis setiap mesin perkakas konvensional? 3. Bagaimanakah prinsip kerja mesin bubut? 4. Bagaimanakah prinsip kerja mesin frais? 5. Bagaimanakah prinsip kerja mesin bor? 6. Bagaimanakah prinsip kerja mesin sekrap? 7. Bagian-bagian utama apa saja yang terdapat pada mesin-mesin perkakas konvensional? 8. Apa fungsi-fungsi bagian utama dan pendukung pada setiap mesin perkakas? 3) Mencoba/Mengumpulkan informasi Pada kegiatan ini siswa mencari dan mengumpulkan informasi yang penting dalam kaitannya macam dan jenis mesin perkakas konvensional yang benar dengan jalan: 1. mencari informasi dari internet, video, buku teks, media cetak, 2. bertanya ke guru pembimbing, 3. berdiskusi dengan temannya, 4. membaca informasi dari buku ini dengan bantuan guru, 5. membaca rangkaian dari buku manual suatu mesin. Kegiatan dapat dilakukan secara berkelompok. 18 Teknologi Mekanik
31 Carilah informasi: 1. Macam- macam mesin perkakas konvensional. 2. Jenis-jenis setiap mesin perkakas konvensional 3. Prinsip kerja mesin bubut. 4. Prinsip kerja mesin frais. 5. Prinsip kerja mesin bor. 6. Prinsip kerja mesin sekrap. 7. Bagian-bagian utama yang terdapat pada mesin-mesin perkakas konvensional. 8. Fungsi-fungsi bagian pada setiap mesin perkakas. 4) Mengasosiasi/Menalar Dari data informasi yang terkumpul siswa menghubungkan serta menganalisa untuk menjawab pertanyaan yang telah diajukan pada saat proses menanya sekaligus data yang telah dikumpulkan digunakan untuk mengerjakan tugas-tugas pada kegiatan pembelajaran ini. Ada berapa macam mesin perkakas konvensional? 1. Sebutkan jenis-jenis setiap mesin perkakas konvensional? 2. Bagaimanakah prinsip kerja mesin bubut? 3. Bagaimanakah prinsip kerja mesin frais? 4. Bagaimanakah prinsip kerja mesin bor? 5. Bagaimanakah prinsip kerja mesin sekrap? 6. Bagian-bagian utama apa saja yang terdapat pada mesin-mesin perkakas konvensional? 7. Apa fungsi-fungsi bagian utama dan pendukung pada setiap mesin perkakas? 5) Mengkomunikasikan Buatlah laporan dan presentasikan hasil pemecahan masalah yang diberikan pada saat proses menanya seperti pada tugas dibawah ini. Teknologi Mekanik 19
32 3. Rangkuman Kerja mesin merupakan proses pembentukan permukaan benda kerja untuk membuat model silinder, silinder bertingkat, lubang, kotak, tirus, ulir, camper, alur dan model-model lainnya dengan bantuan suatu mesin. Hal-hal yang perlu diperhatikan sebelum menjalankan suatu mesin perkakas adalah harus mengerti bagianbagian utama mesin perkakas, prinsip kerja mesin, langkah kerja mengoperasikan mesin, kebutuhan benda kerja yang akan dikerjakan, ukuran benda kerja dan langkah kerja proses pembentukan. Proses pengerjaan menggunakan mesin perkakas konvensional meliputi mesin bubut, mesin frais, mesin bor dan mesin sekrap. Membubut (turning) adalah suatu proses permesinan dengan cara menghilangkan dan pengambilan tatal dari bahan atau benda kerja, dimana pahat bubut memotong benda kerja yang berputar. Memfrais (milling) adalah mengerjakan permukaan benda kerja logam dengan mesin yang menggunakan alat pemotong berputar dan diam yang mempunyai sejumlah mata pemotong sedangkan benda kerjanya bergerak melintang atau lurus. Membor (drilling) adalah proses pembuatan lubang pada benda kerja dimana mata bornya berputar dan bergerak turun naik sedangkan benda kerjanya dalam keadaan diam. Menyekrap adalah proses permesinan dengan menghilangkan dan pengambilan tatal permukaan benda kerja, dimana pahat sekrap bergerak lurus maju melakukan pemakanan dan mundur gerakan bebas sedangkan benda kerja dalam keadaan diam. 4. Tugas Identifikasilah nama-nama bagian mesin perkakas dibawah ini: 20 Teknologi Mekanik

33 a. Mesin Bubut No. Bagian A B C D E F G Nama Komponen Fungsi Teknologi Mekanik 21
34 H I J K L M N O P Q R S Tugas Kelompok 1. Buatlah tabel komponen-komponen pendukung beserta fungsinya untuk kelengkapan kerja mesin bubut konvensional. 2. Carilah perbedaan mesin bubut ringan, mesin bubut sedang, mesin bubut standart, mesin bubut meja panjang dan mesin bubut khusus. 3. Mempresentasikan hasil tugas kelompok. 22 Teknologi Mekanik

35 b. Mesin Frais No. Bagian A B C D E F Nama Komponen Fungsi Teknologi Mekanik 23
36 G H I J K L M N O P Tugas Kelompok 1. Buatlah tabel komponen-komponen pendukung beserta fungsinya untuk kelengkapan kerja mesin frais. 2. Cari perbedaan mesin frais horisontal, mesin frais vertikal dan mesin frais universal. 3. Mempresentasikan hasil tugas kelompok. 24 Teknologi Mekanik

37 c. Mesin Bor No. Bagian A B C D E F G Nama Komponen Fungsi Teknologi Mekanik 25


38 H I J K L Tugas Kelompok 1. Buatlah tabel komponen-komponen pendukung beserta fungsinya untuk kelengkapan kerja mesin bor. 2. Mempresentasikan hasil tugas kelompok. d. Mesin Sekrap 26 Teknologi Mekanik
39 Teknologi Mekanik 27 No. Bagian Nama Komponen Fungsi A.. B.. C.. D.. E.. F.. G.. H.. I.. J.. K.. L.. M.. N..
 jika anda sudah memahami, dan dengan kode huruf (B) jika anda belum menguasai materi, kemudian ulangi atau diskusikan dengan teman, atau guru untuk")
40 Tugas Kelompok 1. Buatlah tabel komponen-komponen pendukung beserta fungsinya untuk kelengkapan kerja mesin sekrap konvensional. 2. Mempresentasikan hasil tugas kelompok. 5. Penilaian Diri Tuliskan dengan kode huruf (S) jika anda sudah memahami, dan dengan kode huruf (B) jika anda belum menguasai materi, kemudian ulangi atau diskusikan dengan teman, atau guru untuk bagian materi yang belum anda pahami! Tabel Kuisioner Ketercapaian Pembelajaran PERTANYAAN S/B 1) Apakah anda sudah mampu membedakan macam dan jenis mesin perkakas konvensional 2) Apakah anda sudah dapat mendiskripsikan fungsi mesin-mesin perkakas konvensional? 3) Apakah anda sudah dapat menjelaskan bagian-bagian utama mesin perkakas konvensional? 4) Apakah anda sudah dapat memahami fungsi bagian-bagian mesin perkakas konvensional? 5) Apakah anda sudah dapat menentukan kebutuhan kerja untuk penggunaan mesin perkakas konvensional? 6) Apakah anda sudah dapat memahami prinsip kerja masing-masing mesin perkakas konvensional? 6. Uji Kompetensi/Ulangan Jawablah pertanyaan dibawah ini dengan benar! 1. Apa yang dimaksud dengan proses kerja mesin? 2. Sebutkan jenis-jenis mesin perkakas konvensional? 3. Jelaskan cara kerja mesin bubut? 4. Jelaskan cara kerja mesin frais? 5. Jelaskan cara kerja mesin bor? 6. Jelaskan cara kerja mesin sekrap? 7. Apa fungsi meja pada mesin frais? 8. Apa fungsi spindel pada mesin bor? 9. Sebutkan bagian-bagian utama mesin bubut? 28 Teknologi Mekanik
41 10. Sebutkan bagian-bagian utama mesin frais? 11. Sebutkan bagian-bagian utama mesin bor 12. Sebutkan bagian-bagian utama mesin sekrap? Teknologi Mekanik 29
42 2.2 PROSEDUR PENGOPERASIAN MESIN PERKAKAS KONVENSIONAL Deskripsi Materi Pembelajaran Sebelum menggunakan mesin perkakas konvensional, hal pertama yang harus diperhatikan adalah bagaimana mengetahui prosedur pengoperasian mesin perkakas tersebut. Kebutuhan peralatan pendukung untuk mengoperasikan mesin perkakas wajib di ketahui oleh setiap operator mesin perkakas. Mulai dari menyiapkan bahan, mencekam benda kerja, mengatur putaran mesin, memilih jenis pahat atau tools yang dipakai dan bagaimana menjalankan mesin perkakas dengan baik dan benar Kegiatan Pembelajaran 2: Prosedur Pengoperasian Mesin Bubut dan Mesin Frais 1. Tujuan Pembelajaran Mengetahui jenis-jenis pahat bubut. Mengetahui jenis-jenis pisau frais. Menyebutkan peralatan pendukung dalam menjalankan mesin bubut dan mesin frais. Memahami cara memasang pahat bubut. Memahami cara memasang pisau frais. Memahami cara menjepit benda kerja pada chuck mesin bubut. Memahami cara menjepit benda kerja pada ragum mesin frais. Menghitung putaran mesin bubut dan mesin frais. Menghitung kecepatan potong mesin bubut dan mesin frais. 2. Aktivitas Belajar Siswa Uraian materi A. Mesin Bubut Mesin bubut adalah suatu mesin perkakas yang digunakan untuk memotong benda yang diputar. Bubut sendiri merupakan suatu proses pemakanan benda kerja yang sayatannya dilakukan dengan cara memutar benda kerja kemudian dikenakan pada pahat yang digerakkan secara translasi sejajar dengan sumbu putar dari benda kerja. Gerakan putar dari benda kerja disebut gerak potong relatif dan gerakkan translasi dari pahat disebut gerak umpan. Dengan mengatur perbandingan kecepatan rotasi benda kerja dan kecepatan translasi pahat maka akan diperoleh berbagai macam ulir dengan 30 Teknologi Mekanik
 Memilih pahat bubut 2) Menentukan putaran mesin bubut 3) Menjepit pahat bubut 4) Mencekam benda kerja 1)")
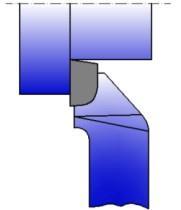
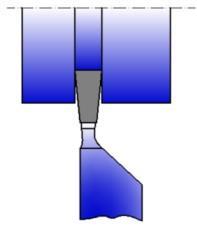
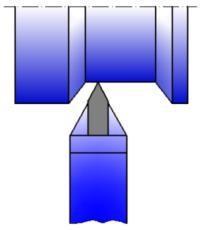
43 ukuran kisar yang berbeda. Hal ini dapat dilakukan dengan jalan menukar roda gigi translasi yang menghubungkan poros spindel dengan poros ulir. Adapun prosedur yang harus diperhatikan dalam mengoperasikan mesin bubut antara lain: 1) Memilih pahat bubut 2) Menentukan putaran mesin bubut 3) Menjepit pahat bubut 4) Mencekam benda kerja 1) Memilih Pahat Bubut Pahat adalah alat potong yang sangat penting dari proses pembubutan. Syarat yang harus ada pada mesin bubut adalah: a) Bentuk dan sudut pahat harus sesuai dengan material yang akan dibubut. b) Dari material pahat itu sendiri harus mempunyai sifat: Keras dan tahan pecah. Liat dan tidak mudah bengkok. Tahan aus dalam waktu yang lama. Tahan terhadap panas. Sumber: Dokumen kemdikbud Gambar 2.1. Macam-macam pahat bubut Sudut pada sisi potong (Alpa) α = sudut bebas benda kerja (Beta) β = sudut baji (Gamma) γ = sudut bebas tatal α + β = sudut potong Teknologi Mekanik 31

: Menghasilkan sudut bebas dan sudut tatal")
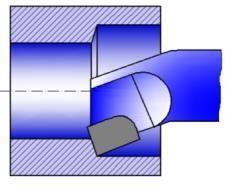
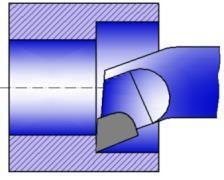
 Pahat bubut lebih rendah dari titik tengah benda-kerja :")

44 Sumber: Dokumen Kemdikbud Gambar 2.2. Sudut potong pahat bubut Pengaruh ketinggian pahat bubut terhadap sudut pada sisi potong a) Pahat bubut di tengah benda-kerja (center): Menghasilkan sudut bebas dan sudut tatal normal. b) Pahat bubut lebih rendah dari titik tengah benda-kerja : menghasilkan sudut bebas yang besar dan sudut tatal yang lebih kecil. c) Pahat bubut lebih tinggi dari titik tengah benda-kerja : menghasilkan sudut bebas yang lebih kecil dan sudut tatal yang lebih besar. 32 Teknologi Mekanik

45 Pemegang klem dan mata pahat mempunyai macam-macam bentuk, sehingga memungkinkan pemecahan hampir semua persoalan kerja permesinan. Mata pahat memiliki antara 2 sampai 8 sisi potong utama. Apabila sudah tidak dapat digunakan, maka mata pahat dapat diputar pada sisi yang lain atau dibuang dan diganti dengan yang baru. Sumber: Gambar 2.3. Holder pemegang klem dan mata pahat Keuntungannya : * penghematan waktu kerja dengan penggantian perkakas yang cepat * tidak perlu pekerjaan pengasahan yang mahal 2) Menentukan Putaran Mesin Bubut Putaran mesin bubut tergantung pada besarnya kecepatan potong yang akan digunakan. Sedangkan kecepatan potong sendiri akan dipengaruhi oleh beberapa hal, yaitu: a) Kekerasan bahan yang dibubut. b) Ukuran tatal atau beram yang dipotong. c) Tingkat kehalusan yang diinginkan d) Bahan yang digunakan. e) Bentuk pahat. f) Pencekaman benda kerja. g) Macam, bentuk dan jenis mesin yang dipakai. Pada pemotongan yang kasar digunakan putaran yang tidak terlalu tinggi dan kecepatan pemakanan yang tinggi atau besar, sedangkan pada pemotongan tingkat finishing maka digunakan putaran tinggi dan kecepatan pemakanan yang rendah sehingga hasilnya akan baik dan halus. Teknologi Mekanik 33

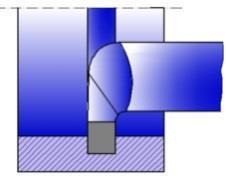
46 Gerakan utama pada pembubutan ialah gerakan perputaran benda kerja. Karena kecepatan gerakan utama sama dengan kecepatan potong atau sayat, maka kecepatan potong atau kecepatan sayat pada pembubutan adalah kecepatan melingkar. Kecepatan potong (v) adalah jarak yang ditempuh oleh pahat pada setiap putaran benda kerja selama satu menit atau dengan kata lain kecepatan potong adalah panjangnya tatal yang terpotong selamat 1 menit. Sumber: Dokumen Kemdikbud Gambar 2.4. Proses Penyayatan benda kerja Jika benda kerja dengan garis tengah d berputar 1 putaran, maka panjang tatal yang tersayat adalah 1 x keliling benda kerja v = π. d Jika benda kerja berputar selama 1 menit, maka benda kerja akan berputar n putaran, sehingga panjang tatal yang tersayat v = n x keliling Dimana: v = n. π. d 1000 v = kecepatan sayat (potong) dalam m/menit d = diameter benda kerja dalam mm n = putaran mesin tiap menit dalam rpm Pada dasarnya kecepatan potong tidak dapat dipilih sembarangan. Jika kecepatan sayat terlalu rendah, maka waktu pengerjaan akan menjadi lama. Tetapi jika kecepatan sayat terlalu tinggi, maka sisi potong pahat akan cepat tumpul sehingga harus sering di asah. 34 Teknologi Mekanik
.")
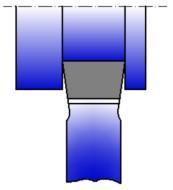
 Sisi potong atau mata potong harus setinggi titik pusat (center) benda kerja.")
 Kedudukan sisi-sisi potong pahat harus tepat pada benda kerja. Sumber: Dokumen Kemdikbud Gambar 2.5.")
47 3) Menjepit Pahat Bubut Pahat bubut dipasang pada pemegang pahat yang kemudian dijepit pada rumah pahat (toolpost). Untuk memasang atau menyetel pahat bubut pada mesin bubut yang baik harus diperhatikan beberapa hal sebagai berikut: a) Sisi potong atau mata potong harus setinggi titik pusat (center) benda kerja. b) Pahat terjepit kokoh dan tidak terlalu menjulur keluar. c) Kedudukan sisi-sisi potong pahat harus tepat pada benda kerja. Sumber: Dokumen Kemdikbud Gambar 2.5. Posisi pahat bubut harus sejajar dengan titik pusat Sumber: Gambar 2.6. Perlengkapan penjepit pahat bubut (toolpost) Teknologi Mekanik 35
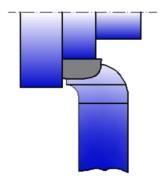
 Pemasangan pahat terlalu tinggi sehingga ujung")
48 Sumber: Dokumen Kemdikbud Gambar 2.7. Posisi pahat terlalu menjulur keluar dengan pelat pengganjal yang tidak teratur Kesalahan yang sering terjadi dalam memasang pahat bubut antara lain: a) Pemasangan pahat terlalu tinggi sehingga ujung pahat diatas sumbu benda kerja, maka garis sumbu dan sudut tatal akan membuat sudut yang lebih besar dan sudut bebas muka berkurang akibatnya akan melentur dan sisi depan bagian bawah akan masuk kedalam benda kerja. b) Pemasangan pahat bubut terlalu rendah, maka ujung pahat dibawah sumbu benda kerja sehingga sudut garis sumbu dengan sudut tatal berkurang dan sudut bebasnya menjadi akibatnya benda kerja akan terangkat. 4) Mencekam Benda Kerja Untuk mencekam benda kerja pada mesin bubut di pakai chuck pencekam yang terletak pada kepala tetap mesin bubut. Hal-hal yang harus diperhatikan pada saat akan melakukan pencekaman benda kerja pada chuck mesin bubut antara lain: a) Jenis chuck yang dipakai dengan rahang 2, rahang 3 atau rahang 4 harus disesuaikan dengan kebutuhan kerja. b) Bentuk benda kerja yang akan dicekam berbentuk bulat pejal, segi tiga, segi empat, segi enam atau pipa. c) Ukuran benda kerja dengan diameter kecil, sedang, besar, pendek atau panjang. 36 Teknologi Mekanik


49 Sumber: Gambar 2.8. Pencekaman benda kerja dengan chuck rahang 3 Ada beberapa macam jenis chuck dengan rahang atau pencekam, antara lain: 1. Chuck rahang 2 2. Chuck rahang 3 3. Chuck rahang 4 4. Chuck rahang 6 Chuck dengan 2 rahang, biasanya untuk menjepit benda kerja dengan bentuk diameter atau segi empat kecil. Rahang pada jenis chuck ini dapat disesuikan dengan benda kerja yang tidak teratur. Sumber: Gambar 2.9. Chuck rahang 2 dan chuck rahang 3 Chuck dengan 3 rahang, digunakan untuk membubut benda kerja dengan bentuk penampang bulat, segitiga dan segi enam. Jenis chuck ini paling banyak dipakai pada setiap mesin bubut. Proses pencekaman benda kerja hanya dengan sekali mengencangkan, maka seluruh rahang akan bergerak menjepit benda kerja. Chuck dengan 4 rahang, lebih banyak digunakan untuk pembubutan benda kerja yang tidak beraturan bentuknya, karena setiap rahang pada chuck ini dapat Teknologi Mekanik 37



50 di atur sendiri-sendiri. Seperti penampang segi empat, pembubutan eksentrik dan lain sebagainya. Sumber: Gambar Chuck rahang 4 dan chuck rahang 6 Chuck dengan 6 rahang, digunakan untuk pembubutan benda kerja yang bentuknya bulat atau segi empat dengan ukuran besar. Chuck jenis ini biasanya dipakai untuk menjepit benda kerja dengan ketelitian pengerjaan tinggi. Sumber: Gambar Membubut benda kerja panjang Untuk membubut benda kerja bulat yang panjang selain di cekam pada chuck kepala tetap, ujung dari benda kerja harus diberi penahan pada titik pusatnya dengan memakai kepala lepas seperti gambar 2.11 diatas. Fungsi pemberian jepitan pada ujung tersebut adalah supaya tidak terjadi lendutan dan lenturan benda kerja pada saat proses pembubutan. Sumber: Gambar Membubut benda kerja diameter besar 38 Teknologi Mekanik
51 Untuk membubut benda kerja dengan diameter yang lebih besar dari ukuran chuck, maka posisi pencekam dapat dibalik posisinya seperti gambar 2.12 diatas. B. Mesin Frais Mesin frais adalah mesin perkakas untuk mengerjakan permukaan suatu benda dengan cara gerakan penyayatan melingkar lurus menggunakan pisau frais sebagai alatnya. Dilihat dari cara kerjanya, mesin frais termasuk jenis mesin perkakas yang mempunyai gerakan utama berputar pada pisau fraisnya sebagai alat potong yang dipasang pada arbor mesin dan spindel berputar pada sumbu mesin. Spindel dapat berputar ke kiri atau ke kanan sesuai dengan keperluan kerja. Putaran spindel dapat diatur kecepatannya tergantung dari bentuk pekerjaan, bahan benda kerja., diameter dan kekerasan bahan pisau. Dibawah ini merupakan beberapa bentuk hasil kerja menggunakan mesin frais antara lain: 1) Bidang rata datar 2) Bidang rata miring menyudut 3) Bidang siku 4) Bidang sejajar 5) Alur lurus atau melingkar 6) Segi beraturan atau tidak beraturan 7) Pengeboran lubang atau memperbesar lubang 8) Roda gigi lurus, helik, payung, cacing Adapun prosedur dalam menjalankan dan mengoperasikan mesin perkakas konvensional khususnya mesin frais antara lain: 1) Memilih pisau frais 2) Menentukan arah gerakan pemotongan 3) Menentukan kecepatan potong 4) Memasang pisau frais 5) Mencekam benda kerja 1) Memilih Pisau Frais Jenis pisau potong yang digunakan pada mesin frais berbeda-beda bentuknya dan tergantung bentuk yang akan dihasilkan pada permukaan benda kerja. Selain penggunaan pisau frais tergantung pada bentuk hasil kerjanya, juga harus disesuaikan dengan mesin frais yang dipakai. Teknologi Mekanik 39

52 Jenis pisau frais yang dipakai pada mesin frais horisontal berbeda bentuknya dengan pisau frais yang dipakai pada mesin frais vertikal ataupun mesin frais universal. Adapun jenis-jenis pisau frais yang umum dipakai antara lain: 1. Pisau frais sisi 2. Pisau frais muka 3. Pisau frais alur sisi dan muka 4. Pisau frais gergaji 5. Pisau frais roda gigi 6. Pisau frais sudut 7. Pisau frais jari (end mill) 8. Pisau frais alur T 9. Pisau frais ekor burung Sumber: Dokumen Kemdikbud Gambar Macam-macam pisau frais 2) Menentukan Arah Gerakan Pemotongan Metode proses mengefrais ditentukan berdasarkan arah relatif gerak makan meja mesin frais terhadap putaran pisau. Prinsip kerja dari penyayatan pada mesin frais adalah gerak potong dilakukan oleh putaran pisau frais kemudian gerakan pemakanan dilakukan oleh gerakan meja secara memanjang, menyilang dan naik turun. 40 Teknologi Mekanik

53 Adapun Metode proses pengefraisan ada dua macam yaitu : a) Frais naik (up milling) Gerakan dari putaran pisau berlawanan arah terhadap gerak makan meja mesin frais. Sebagai contoh, pada proses frais naik apabila pisau berputar searah jarum jam, benda kerja disayat ke arah kanan. Penampang melintang bentuk beram (chips) untuk proses frais naik adalah seperti koma diawali dengan ketebalan minimal kemudian menebal. Proses frais ini sesuai untuk mesin frais konvensional, karena pada mesin konvensional backlash ulir transportirnya relatif besar dan tidak dilengkapi backlash compensation. Sumber: Dokumen Kemdikbud Gambar Arah gerakan frais naik b) Frais turun (down milling) Dinamakan juga climb milling. Arah dari putaran pisau sama dengan arah gerak makan meja mesin frais. Sebagai contoh jika pisau berputar berlawanan arah jarum jam, benda kerja disayat ke kanan. Penampang melintang bentuk beram (chips) untuk proses frais naik adalah seperti koma diawali dengan ketebalan maksimal kemudian menipis. Proses frais ini sesuai untuk mesin frais CNC, karena pada mesin CNC gerakan meja dipandu oleh ulir dari bola baja, dan dilengkapi backlash compensation. Untuk mesin frais konvensional tidak direkomendasikan melaksanakan proses frais turun, karena meja mesin frais akan tertekan dan ditarik oleh pisau. Teknologi Mekanik 41

 cenderung tertarik oleh cutter. Sumber: Dokumen Kemdikbud Gambar 2.16.")
54 Sumber: Dokumen Kemdikbud Gambar Arah gerakan frais turun Metode Pemotongan Benda Kerja Metode pemotongan pada frais dibagi menjadi tiga antara lain; pemotongan searah jarum jam, pemotongan berlawanan arah jarum jam, dan netral. a) Pemotongan searah benda kerja, yang dimaksud pemotongan searah adalah pemotongan yang datangnya benda kerja searah dengan putaran sisi potong cutter. Pada pemotongan ini hasilnya kurang baik karena meja (benda kerja) cenderung tertarik oleh cutter. Sumber: Dokumen Kemdikbud Gambar Pemotongan searah benda kerja b) Pemotongan berlawanan arah benda kerja, yang dimaksud pemotongan berlawanan arah adalah pemotongan yang datangnya benda kerja berlawanan dengan arah putaran sisi potong cutter. Pada pemotongan ini hasilnya dapat maksimal karena meja (benda kerja) tidak tertarik oleh cutter. 42 Teknologi Mekanik
 Pemotongan netral, pemotongan netral yaitu pemotongan yang terjadi apabila lebar benda yang disayat lebih kecil dari ukuran diameter pisau atau diameter pisau")
 Menentukan Kecepatan Potong Keberhasilan pemotongan dengan mesin frais dipengaruhi oleh kemampuan pemotongan alat potong dan mesin.")
55 Sumber: Dokumen Kemdikbud Gambar Pemotongan berlawanan benda kerja c) Pemotongan netral, pemotongan netral yaitu pemotongan yang terjadi apabila lebar benda yang disayat lebih kecil dari ukuran diameter pisau atau diameter pisau tidak lebih besar dari bidang yang disayat. Pemotongan jenis ini hanya berlaku untuk mesin frais vertical. Sumber: Dokumen Kemdikbud Gambar Pemotongan netral 3) Menentukan Kecepatan Potong Keberhasilan pemotongan dengan mesin frais dipengaruhi oleh kemampuan pemotongan alat potong dan mesin. Kemampuan pemotongan tersebut menyangkut kecepatan potong dan kecepatan pemakanan. Kecepatan potong Kecepatan potong pada mesin frais dapat didefenisikan sebagai panjangnya beram yang terpotong oleh satu mata potong pisau frais dalam satu menit. Kecepatan potong untuk tiap-tiap bahan tidak sama. Umumnya makin Teknologi Mekanik 43
56 keras bahan, makin kecil harga kecepatan potongnya dan juga sebaliknya. Kecepatan potong dalam pengefraisan ditentukan berdasarkan harga kecepatan potong menurut bahan dan diameter pisau frais. Jika pisau frais mempunyai diameter 100 mm maka satu putaran penuh menempuh jarak π x d = 3.14 x 100 = 314 mm. Jarak ini disebut jarak keliling yang ditempuh oleh mata pisau frais. Bila pisau frais berputar n putaran dalam satu menit, maka jarak yang ditempuh oleh mata potong pisau frais menjadi π x d x n. Jarak yang ditempuh mata pisau dalam satu menit disebut juga dengan kecepatan potong (vc). Pemakanan juga menentukan hasil pengefraisan. Pemakanan maksudnya adalah besarnya pergeseran benda kerja dalam satu putaran pisau frais. Pemakanan mempengaruhi gerakan beram terlepas dari benda. Faktor dalamnya pemotongan dan tebalnya beram juga menentukan proses pemotongan. Besarnya pemakanan dapat di hitung dengan rumus : Dimana : vc = kecepatan potong (m/menit) d = diameter pisau frais (mm) vc = n = kecepatan putaran pisau (rpm) π. d.n 1000 Tabel 2.1. Kecepatan Potong Bahan (vc) m/menit Bahan Bahan Pisau Frais Baja HSS HSS Stelit Tantalum Tungsten Karbon Super Carbit Carbid Aluminium Kuningan Perunggu Besi Tuang Besi Tempa Baja Karbon Lunak Sedang Tinggi Teknologi Mekanik
57 Kecepatan Pemakanan Kecepatan pemakanan (asutan) ditentukan dengan mempertimbangkan beberapa faktor seperti kekerasan bahan, kedalaman penyayatan, sudut-sudut sayat alat potong, bahan alat potong, ketajaman alat potong, juga kesiapan mesin yang akan dipakai. Kesiapan mesin ini dapat diartikan juga seberapa mampu mesin tersebut dapat mendukung tercapainya kecepatan pemakanan yang optimal. Disamping beberapa pertimbangan di atas, umumnya ditentukan juga kecepatan pemakanan tinggi untuk proses pengasaran dan pada proses penyelesaiannya digunakan kecepatan pemakanan rendah supaya kualitas permukaan hasil penyayatannya menjadi lebih bagus. Makin pendek pergeseran pahat tiap kali putaran benda kerja maka kekasarannya makin rendah atau lebih halus. Gerakan pemakanan (asutan) pisau frais dilaksanakan oleh benda kerja yang mendapat gerakan dari gerak meja mesin frais. Nilai asutan dinyatakan dalam mm permenit. Jadi merupakan pernyataan kecepatan. Pergerakan kerja dilakukan oleh motor tersendiri dan bebas dari angka putaran spindel frais. Jumlah gigi pisau frais harus dipertimbangkan mengingat beban yang akan diterima oleh setiap mata potong pisau frais. Semakin banyak jumlah mata potong, akan semakin sedikit serpih yang diungkit oleh mata potong pada laju tertentu. Pembagian mata potong yang terlalu kecil dapat menyebabkan patahnya pisau frais atau transmisi gerak laju mesin. Asutan dapat dinyatakan untuk setiap putaran pisau frais atau untuk setiap mata potong pisau frais. F = Zn. z. n Dimana: F = Kecepatan pemakanan/asutan (mm/menit) z n = asutan per mata potong (mm/mata potong) z = jumlah mata potong n = kecepatan putar frais (rpm) Teknologi Mekanik 45
 Pemasangan pisau pada flens Pemasangan")
58 4) Memasang Pisau Frais Ada berbagai macam pisau frais sesuai kegunaannya. Oleh karena itu terdapat pula berbagai macam cara pemasangannya. Secara umum cara pemasangan maupun pelepasan pisau dapat dibedakan menjadi: Pemasangan pisau pada arbor panjang Pemasangan pisau pada arbor pendek (pena frais) Pemasangan pisau pada flens Pemasangan pisau frais jari dengan gagang silindris dan dengan gagang tirus memakai collet. Peralatan pendukung untuk memasang pisau frais antara lain: a) Adaptor Digunakan untuk memegang pisau frais muka. Adaptor dibagi dua macam, yaitu adaptor dengan pasak memanjang, digunakan untuk memegang pisau frais muka ukuran besar yang mempunyai alur pasak pengikat dan adaptor dengan pasak melintang digunakan untuk memegang pisau frais muka berukuran kecil. 46 Teknologi Mekanik
 Collet Digunakan untuk memegang pisau frais jari")



59 Sumber: Gambar Adaptor b) Collet Digunakan untuk memegang pisau frais jari atau pisau frais alur yang bertangkai silendris. Ada dua jenis collet, yaitu collet biconical, digunakan untuk memegang pisau frais silendris tanpa ulir dan collet W digunakan untuk memegang pisau frais silindris berulir. Sumber: Gambar Type W collet Sumber: Gambar Type collet biconical Teknologi Mekanik 47


60 c) Sarung Pengurung (Arbor) Digunakan untuk memegang pisau frais jari atau alur berukuran besar yang bertangkai konis/tirus. Sarung arbor digunakan untuk mengunci pisau frais dan mur pengunci gunanya untuk mengunci pisau frais dan sarung arbor. Sumber: Gambar Arbor Dalam pemakaiannya perlu diketahui dua unsur utama dari arbor, yaitu ukuran arbor dan jenis ulirnya. Ada dua jenis ukuran arbor yaitu arbor type A, adalah arbor yang berukuran pendek, tidak perlu didukung dan tidak melentur pada saat pemakaiannya. Arbor type B, adalah arbor yang berukuran panjang, perlu didukung dibagian ujungnya dikarenakan ukurannya panjang dan mudah melentur pada saat pemakaiannya. Sedangkan jenis ulir arbor adalah ulir kiri dan ulir kanan. 5) Mencekam Benda Kerja Penjepitan atau pencekaman benda kerja secara kukuh pada saat proses pengefraisan merupakan hal yang sangat menentukan hasil pengefraisan. Sebab bila benda kerja tersebut terlepas dapat berakibat hasil pengefraisan yang tidak sempurna, terjadinya kecelakaan dan retaknya pisau frais. Sumber: metalmaster.en.made-in-china.com Gambar Macammacam ragum frais 48 Teknologi Mekanik


61 Salah satu keberhasilan dalam pekerjaan pengefraisan adalah ketepatan menggunakan alat-alat penjepit benda kerja yang sesuai dengan bentuk benda yang akan difrais. Untuk benda kerja yang besar dengan pengefraisan rata, berbeda cara menjepitnya dengan benda kerja yang kecil dengan bentuk yang teratur, bulat, segi empat, bertingkat, dan semacamnya. Begitu juga peralatan yang dipakai untuk membuat roda gigi memerlukan penjepitan khusus. Beberapa perlengkapan yang bisa dipakai untuk penjepitan benda kerja antara lain: 1. Ragum mesin 2. Klem 3. Blok V 4. Kepala pembagi 5. Meja putar Sumber: Dokumen Kemdikbud Gambar Pencekaman benda kerja segi empat pada ragum Sumber: Dokumen Kemdikbud Gambar Pencekaman benda kerja silinder memakai blok V Teknologi Mekanik 49

62 a) Mengamati Amatilah tayangan atau gambar perlengkapan pendukung pengoperasian mesin bubut dan mesin frais konvensional yang diberikan guru. Pelajarilah prosedur pengoperasian mesin perkakas tersebut seperti uraian materi di atas. Mengamati mesin-mesin perkakas konvensional dan perlengkapannya di bengkel permesinan secara langsung dengan bimbingan guru. b) Menanya Dari pengamatan gambar-gambar mesin perkakas dan perlengkapan pendukungnya serta pengamatan langsung di bengkel permesinan, apa yang dapat kita pelajari pada kegiatan pembelajaran ini? Isilah nama pahat dan fungsinya pada tabel dibawah ini. Gambar Nama Pahat Fungsi Teknologi Mekanik
63 Teknologi Mekanik 51




64 Isilah nama pisau frais dan fungsinya pada tabel dibawah ini. Gambar Nama pisau frais Fungsi Teknologi Mekanik




65 Beberapa pertanyaan terkait dengan pengamatan pada mesin bubut dan mesin frais konvensional antara lain: 1. Sebutkan jenis-jenis pahat bubut? 2. Sebutkan jenis-jenis pisau frais? 3. Perlengkapan apa saja yang di butuhkan dalam mengoperasikan mesin bubut dan mesin frais? 4. Bagaimana cara memasang pahat bubut? 5. Bagaimana cara memasang pisau frais? 6. Bagaimana cara menjepit benda kerja pada chuck mesin bubut? 7. Bagaimana cara menjepit benda kerja pada ragum mesin frais? Teknologi Mekanik 53
66 8. Bagaimana cara menghitung putaran mesin bubut dan mesin frais? 9. Bagaimana cara menghitung kecepatan potong mesin bubut dan mesin frais? c) Mencoba/Mengumpulkan informasi Pada kegiatan ini siswa mencari dan mengumpulkan informasi yang penting dalam kaitannya prosedur pengoperasian mesin perkakas konvensional dengan jalan: 1. mencari informasi dari internet, video, buku teks, media cetak, 2. bertanya ke guru pembimbing, 3. berdiskusi dengan temannya, 4. membaca informasi dari buku ini dengan bantuan guru, 5. membaca rangkaian dari buku manual suatu mesin. Kegiatan dapat dilakukan secara berkelompok. Carilah informasi: 1. Jenis-jenis pahat bubut. 2. Jenis-jenis pisau frais. 3. Perlengkapan yang di butuhkan dalam mengoperasikan mesin bubut dan mesin frais. 4. Cara memasang pahat bubut. 5. Cara memasang pisau frais. 6. Cara menjepit benda kerja pada chuck mesin bubut. 7. Cara menjepit benda kerja pada ragum mesin frais. 8. Cara menghitung putaran mesin bubut dan mesin frais. 9. Cara menghitung kecepatan potong mesin bubut dan mesin frais. d) Mengasosiasi/Menalar Dari data informasi yang terkumpul siswa menghubungkan serta menganalisa untuk menjawab pertanyaan yang telah diajukan pada saat 54 Teknologi Mekanik
67 proses menanya sekaligus data yang telah dikumpulkan digunakan untuk mengerjakan tugas-tugas pada kegiatan pembelajaran ini. 1. Sebutkan jenis-jenis pahat bubut? 2. Sebutkan jenis-jenis pisau frais? 3. Perlengkapan apa saja yang di butuhkan dalam mengoperasikan mesin bubut dan mesin frais? 4. Bagaimana cara memasang pahat bubut? 5. Bagaimana cara memasang pisau frais? 6. Bagaimana cara menjepit benda kerja pada chuck mesin bubut? 7. Bagaimana cara menjepit benda kerja pada ragum mesin frais? 8. Bagaimana cara menghitung putaran mesin bubut dan mesin frais? 9. Bagaimana cara menghitung kecepatan potong mesin bubut dan mesin frais? e) Mengkomunikasikan Buatlah laporan dan presentasikan hasil pemecahan masalah yang diberikan pada saat proses menanya seperti pada tugas dibawah ini. 3. Rangkuman Mesin Bubut adalah suatu mesin perkakas yang digunakan untuk memotong benda yang diputar. Bubut sendiri merupakan suatu proses pemakanan benda kerja yang sayatannya dilakukan dengan cara memutar benda kerja kemudian dikenakan pada pahat yang digerakkan secara translasi sejajar dengan sumbu putar dari benda kerja. Gerakan putar dari benda kerja disebut gerak potong relatif dan gerakkan translasi dari pahat disebut gerak umpan. Prosedur yang harus diperhatikan dalam mengoperasikan mesin bubut antara lain: 1. Memilih pahat bubut 2. Menentukan putaran mesin bubut 3. Menjepit pahat bubut 4. Mencekam benda kerja Teknologi Mekanik 55

68 Kecepatan potong adalah kecepatan ketika benda kerja di sayat oleh pahat bubut. Mesin frais adalah mesin perkakas untuk mengerjakan permukaan suatu benda dengan cara gerakan penyayatan melingkar lurus menggunakan pisau frais sebagai alatnya, dimana pisau frais berputar pada sumbu spindel dan meja eretan bergerak melakukan pemakanan. Prosedur yang harus diperhatikan dalam menjalankan dan mengoperasikan mesin perkakas konvensional khususnya mesin frais antara lain: 1. Memilih pisau frais 2. Menentukan arah gerakan pemotongan 3. Menentukan kecepatan potong 4. Memasang pisau frais 5. Mencekam benda kerja 4. Tugas Identifikasilah nama-nama komponen pendukung mesin bubut dan mesin frasis dibawah ini: Gambar Nama Alat Fungsi Teknologi Mekanik





69 Teknologi Mekanik 57
70 .. Soal: 1. Sebuah benda kerja dari bahan ST 37 dengan diameter 25 mm dan panjang 100 mm akan dilakukan pengerjaan pengurangan diameter menjadi 22 mm dengan mesin bubut. Tentukan berapa putaran mesin bubut yang harus di atur dan rencanakan berapa kecepatan potongnya supaya menghasilkan hasil pembubutan yang bagus? 2. Sebuah benda kerja dari bahan aluminium berbentuk persegi empat dengan ukuran lebar 60 mm, panjang 150 dan tebal 15 mm akan dilakukan pengurangan ukuran masing-masing sisi 2 mm. pisau frais yang dipakai jenis pisau frais muka (face milling cutter) diameter 25 mm. tentukan berapa putaran spindel yang harus di atur dan rencanakan berapa kecepatan pemakanan (asutan) yang harus diatur? Jawab: Teknologi Mekanik
 Apakah anda sudah memahami prosedur menjalankan mesin bubut?")
71 5. Penilaian Diri Tuliskan dengan kode huruf (S) jika anda sudah memahami, dan dengan kode huruf (B) jika anda belum menguasi materi, kemudian ulangi atau diskusikan dengan teman, atau guru untuk bagian materi yang belum anda pahami! Tabel Kuisioner Ketercapaian Pembelajaran PERTANYAAN 1) Apakah anda sudah memahami prosedur menjalankan mesin bubut? 2) Apakah anda sudah dapat menghitung putaran mesin bubut? 3) Apakah anda sudah dapat menghitung kecepatan potong mesin bubut? 4) Apakah anda sudah dapat menyetel pahat bubut pada mesin bubut? 5) Apakah anda sudah dapat mencekam benda kerja pada chuck mesin bubut dengan baik? 6) Apakah anda sudah memahami prosedur menjalankan mesin frais? 7) Apakah anda sudah dapat menghitung putaran mesin frais? 8) Apakah anda sudah dapat menghitung kecepatan pemakanan mesin frais? 9) Apakah anda sudah dapat memasang pisau frais dengan arbor pendek? 10) Apakah Anda sudah dapat memasang pisau frais dengan arbor panjang? 11) Apakah Anda sudah dapat memasang pisau frais dengan collet? 12) Apakah Anda sudah dapat menjepit benda kerja berbentuk segi empat dengan baik? S/B Teknologi Mekanik 59
72 6. Uji Kompetensi/Ulangan Jawablah pertanyaan dibawah ini dengan benar! 1. Jelaskan prosedur mengoperasikan mesin bubut? 2. Jelaskan prosedur mengoperasikan mesin frais? 3. Jelaskan cara memasang pahat bubut? 4. Jelaskan cara memasang pisau frais? 60 Teknologi Mekanik
73 2.2.3 Kegiatan Pembelajaran 3: Prosedur Pengoperasian Mesin Bor dan Mesin Sekrap 1. Tujuan Pembelajaran Mengetahui jenis-jenis mata bor. Mengetahui jenis-jenis pahat sekrap. Menyebutkan peralatan pendukung dalam menjalankan mesin bor dan mesin sekrap. Memahami cara memasang mata bor. Memahami cara memasang pahat sekrap. Memahami cara menjepit benda kerja pada meja mesin bor. Memahami cara menjepit benda kerja pada ragum mesin sekrap. Menghitung putaran mesin bor. Menghitung dan mengatur langkah ayun mesin sekrap. 2. Aktivitas Belajar Siswa Uraian Materi A. Mesin Bor Mesin bor adalah suatu jenis mesin perkakas yang gerakan utamanya memutar alat pemotong dengan arah pemakanan naik turun tepat pada sumbu mesin. Sedangkan pengeboran adalah operasi menghasilkan lubang berbentuk bulat pada benda kerja dengan menggunakan pemotong berputar yang disebut mata bor. Untuk menghasilkan sebuah lubang, maka benda kerja yang sudah ditandai titik pusat diletakkan ditengahtengah dibawah mata bor atau spindel. Gerakan mata bor turun disertai tekanan akan melakukan pemakanan benda kerja, sedangkan gerakan naik akan membawa serpihan hasil pengeboran. Jenis-jenis pekerjaan dengan menggunakan mata bor yang dipakai dalam proses pengeboran antara lain: 1) Drilling, proses yang digunakan untuk membuat suatu lubang pada benda kerja yang solid. 2) Step drill, proses yang digunakan untuk pembuatan lubang dengan diameter bertingkat. 3) Reaming, reaming adalah cara akurat pengepasan dan finishing lubang yang sudah ada sebelumnya. Teknologi Mekanik 61

74 4) Boring, proses memperluas sebuah lubang yang sudah ada dengan satu titik pahat. Boring lebih disukai karena kita dapat memperbaiki ukuran lubang, atau keselarasan dan dapat menghasilkan lubang yang halus.. 5) Counter Bore, operasi ini menggunakan pilot untuk membimbing tindakan pemotongan. Digunakan untuk proses pembesaran ujung lubang yang telah dibuat dengan kedalaman tertentu, untuk mengakomodasi kepala baut 6) Countersink (bor benam), khusus pembesaran miring berbentuk kerucut pada akhir lubang untuk mengakomodasi sekrup versing. Kerucut sudut 60, 82, 90, 100, 110, 120 7) Tapping, tapping adalah proses dimana membentuk ulir dalam. Hal ini dilakukan baik oleh tangan atau oleh mesin. Adapun prosedur yang harus diperhatikan sebelum melakukan proses pengeboran antara lain: 1) Menandai benda kerja 2) Memilih mata bor 3) Menentukan putaran mesin bor 4) Memasang mata bor 5) Memasang benda kerja 1) Menandai Benda Kerja Untuk menghasilkan lubang-lubang dengan tingkat ketelitian yang tinggi, sebelum melakukan pengeboran sebaiknya benda kerja di tandai terlebih dahulu dengan garis-garis ukuran yang sesuai dengan gambar kerja. Selanjutnya pertemuan garis-garis tersebut ditandai dengan sebuah titik pusat memakai penitik. Dalam praktek biasanya jarak sumbu antara lubang-lubang toleransinya berkisar 0,1 sampai 0,5 mm. Sumber: Dokumen Kemdikbud Gambar Menandai benda kerja dengan penitik 62 Teknologi Mekanik

75 Gambar 2.26 diatas menerangkan cara menandai sebuah benda kerja sebelum dilakukan pengeboran. Permukaan benda kerja digores dengan penandaan garis silang (1). Untuk kelurusan penarikan garis pergunakanlah siku pelurus atau mistar baja dengan menggunakan tepi sebagai patokan. Kemudian titik pusat lingkaran adalah titik temu kedua garis yang saling bersilang. Selanjutnya pergunakan penitik yang bersudut 60 (2), dipegang dengan tangan kiri berdiri tegak lurus dengan bidang permukaan benda kerja dan tepat pada titik pertemuan garis silang. Jika ujung penitik sudah tepat pada titik pertemuan garis silang (3), selanjutnya pangkal penitik di pukul ringan memakai palu konde (4). 2) Memilih Mata Bor Mata bor adalah alat yang paling ideal untuk membuat lubang yang rapi dan presisi. Bisa digunakan pada bahan kayu, plastik ataupun logam. Banyak jenis dan ukuran lubang yang bisa dibuat dengan menggunakan bor, akan tetapi dengan mempertimbangkan ukuran lubang dan jenis bahan kita perlu menggunakan mata bor yang tepat. Selain itupun jenis bahan pembuat mata bor juga menentukan kualitas hasil pelubangan, lebih keras logam pada mata bor akan lebih halus hasil pengeboran. Hal-hal yang harus diperhatikan dalam memilih mata bor adalah ukuran lubang, benda kerja yang akan dibor dan sudut mata bor. Ukuran lubang menentukan ukuran garis tengah bor. Sumber: Dokumen Kemdikbud Gambar Jenis-jenis mata bor Teknologi Mekanik 63

76 Sumber: Dokumen Kemdikbud Gambar Sudut mata bor logam 3) Menentukan putaran mesin bor Jumlah putaran yang harus di atur pada mesin bor tergantung pada kecepatan potong dan diameter mata bornya. Kecepatan potong ditentukan dalam satuan panjang yang dihitung berdasarkan putaran mesin per menit. Atau dapat dikatakan bahwa kecepatan potong adalah panjangnya bram yang terpotong per satuan waktu. Dalam pengeboran putaran mesin perlu disesuaikan dengan kecepatan potong logam. Hal ini disebabkan karena jenis logam mempunyai harga kecepatan potong tertentu dan berbeda-beda. Bila kecepatan potongnya tidak tepat, maka mata bor akan cepat panas dan akibatnya mata bor cepat tumpul atau bisa patah. Kecepatan potong dapat ditentukan oleh beberapa hal, yaitu: Jenis bahan yang akan dibor Jenis bahan mata bor Kualitas lobang yang diinginkan Pendinginan Cara pengeboran Kapasitas mesin bor 64 Teknologi Mekanik
77 Tabel 2.2. Harga Kecepatan Mata Bor Dari Bahan HSS Bahan Alumunium Campuran Kuningan Campuran Perunggu Tegangan Tinggi Besi Tuang Lunak Besi Tuang Menengah Besi Tuang Keras Tembaga Baja Karbon Rendah Baja Karbon Sedang Baja Karbon Tinggi Baja Perkakas Baja Campuran Kecepatan Potong (M/Menit) Untuk mendapatkan putaran mesin bor per menit ditentukan berdasarkan keliling mata bor dalam satuan panjang. Dalam satu putaran penuh, bibir mata bor akan menjalani jarak sepanjang garis lingkaran (U). Oleh karena itu, maka: U = π. d Dimana: U = Keliling bibir mata potong bor d = Diameter mata bor Jarak keliling pemotongan mata bor tergantung pada diameter mata bor. Waktu pemotongan juga menentukan kecepatan pemotongan. Oleh karena itu jarak yang ditempuh oleh bibir pemotong mata bor harus sesuai dengan kecepatan putar mata bor. Berdasarkan hal tersebut maka jarak keliling bibir pemotongan mata bor (U) selama n putaran per menit dapat dihitung dengan rumus: U = π. d. n Dimana: U = keliling bibir potong mata bor (mm/menit) d = Diameter mata bor (mm) n = putaran mata bor (rpm) Teknologi Mekanik 65

78 Tabel 2.3. Besarnya pemakanan berdasarkan diameter bor Diameter Mata Bor (mm) < dan seterusnya Besarnya Pemakanan Dalam Satu Kali Putaran (mm) Kecepatan potong biasanya dilambangkan dengan huruf Vc dalam satuan meter per menit. Jarak keliling yang ditempuh mata bor adalah sama dengan jarak atau panjangnya beram yang terpotong dalam satuan panjang per satuan waktu. Berdasarkan hal tersebut maka jarak keliling yang ditempuh mata potong bor (U) sama dengan panjangnya beram terpotong dalam satuan meter per menit. Berarti kecepatan potong sama dengan jarak keliling pemotongan mata bor. Maka: 4) Memasang mata bor Mata bor dipasang poros bos atau spindle dengan bantuan penjepit bor (chuck bor) atau dijepit langsung dengan sarung bor (konis morse). Bersihkan sarung bor sebelum dimasukkan kedalam spindle supaya tidak terjadi kerusakan pada rumah sarung bor. 66 Teknologi Mekanik
.")
79 Ada beberapa cara dalam memasang mata bor. Tiap pemegang mata bor berbeda perlengkapannya disesuaikan dengan diameter mata bor. Untuk mata bor yang berbentuk lurus dengan diameter antara 1 mm sampai 12 mm biasanya langsung memakai chuck bor. Sedangkan mata bor diameter diatas 12 mm harus memakai sarung bor (konis morse). Cara pertama, mata bor dengan tangkai lurus (taper) langsung dimasukan pada sumbu mesin bor, tanpa menggunakan pemegang bor. Dengan demikian, lubang alur menerima ujung taper dan lubang taper diimbangi oleh selubang yang distandarisasi (dinormalisasikan). Ujung taper tidak digunakan untuk memegang tapi untuk mempermudah dilepas dari selumbung dengan menggunakan soket. Sebelum melepas bor, sepotong kayu harus diletakan dibawahnya, sehingga mata bor tidak akan rusak pada saat jatuh. Sumber: Dokumen Kemdikbud Gambar Mata bor diameter besar langsung kesumbu mesin bor Cara kedua, mata bor dengan tangkai silinder digunakan chuck bor (pemegang bor) dengan dua atau tiga rahang. Mata bor harus dimasukan sedalam mungkin sehingga tidak selip pada saat berputar selanjutnya dikencangkan dengan pengunci. Pada saat pengunci diputar, maka mulut penjepit akan membuka atau menjepit otomatisd. Permukaan bagian dalam pemegang berhubungan dengan tangkai mata bor, sehingga menghasilkan putaran bor. Sumber: Gambar Chuck bor dengan pengunci Cara ketiga, mata bor dengan kepala bulat lurus dipergunakan pemegang/penjepit bor otomatis (universal), dimana bila diputar dengan Teknologi Mekanik 67

 yang dibuat sesuai dengan tingkatan dan")

80 tangan maka mulutnya akan membuka atau menjepit dengan sendirinya (otomatis). Sumber: Gambar Chuck bor universal Cara keempat, mata bor dengan kepala tirus biasanya diameter diatas 12 mm dipergunakan taper atau sarung bor (sleeve drill) yang dibuat sesuai dengan tingkatan dan kebutuhan, sehingga terdapat bermacam-macam ukuran. Sumber: Gambar Sarung bor Sumber: Gambar Tahapan dalam proses pemasangan mata bor dari kiri ke kanan 68 Teknologi Mekanik

81 (1. Pemasangan, 2. Terpasang, 3. pengencangan) 5) Memasang benda kerja Untuk mengebor sebuah lubang pada benda kerja, sebaiknya benda kerja di jepit pada ragum meja bor dengan kuat. Fungsi jepitan pada benda kerja adalah supaya benda kerja tidak turut berputar dan juga turut naik atau memuntir. Ada beberapa cara dalam menjepit benda kerja untuk pengeboran, antara lain: a. Menggunakan ragum. Untuk benda kerja rata dan mendatar dengan ukuran benda tebalnya lebih pendek dari ukuran tinggi mulut ragum, dibagian bawah benda kerja ditahan dengan bantalan yang rata dan sejajar (paralel). Agar ragum tidak turut bergerak, ragum diikat dengan menggunakan mur baut pada meja bor. Sumber: Dokumen Kemdikbud Gambar Benda kerja dijepit dengan ragum dan ditahan paralel b. Menggunakan klem. Benda kerja diikat pada meja bor dengan menggunakan klem dan dua buah mur baut. Dua buah penjepit bentuk plat yang ada alur tengahnya dengan dua balok penahan sisi samping disesuaikan ketinggiannya. Sumber: Dokumen Kemdikbud Gambar Benda kerja dijepit dengan klem c. Menggunakan blok V. Untuk mengebor logam batang berbentuk bulat, benda kerja diletakan pada sebuah balok V dan dijepit dengan batang pengikat khusus, kemudian ditahan dengan menggunakan balok yang sesuai dan diikat oleh mur baut pada meja mesin bor. Teknologi Mekanik 69

82 Sumber: Dokumen Kemdikbud Gambar Benda kerja bulat di beri balok V d. Diberi landasan balok kayu. Untuk benda kerja yang akan dibor tembus, benda kerja dijepit dapat dengan menggunakan batang penjepit khusus, balok penahan yang sesuai tingginya dan diikat dengan mur baut pengikat atau dijepit pada ragum tetapi bagian bawah benda kerja diberi balok kayu supaya tembusan hanya mengenai balok kayu. Sumber: Dokumen Kemdikbud Gambar Benda kerja dibor tembus ditahan balok kayu B. Mesin Sekrap Mesin sekrap atau mesin ketam merupakan jenis mesin perkakas untuk pembuatan permukaan rata seperti bidang-bidang datar, bidang saling menyiku, alur buntu, bidang bertingkat atau bidang-bidang bersudut. Prinsip kerja dari mesin ini adalah benda kerja dipasang pada ragum yang diikatkan pada meja mesin, sedangkan pahat penyayat bergerak maju mundur dipermukaan benda yang dikerjakan. Selama pahat melakukan gerakan penyayatan maju dan mundur, meja kerja akan bergerak melintang. Gerakan utama mesin sekrap adalah gerakan mendatar atau horizontal dengan disertai langkah pemakanan dan kedalaman pemakanan. Mesin ini dapat mengerjakan benda kerja dan sampai panjang 800 mm. Faktor-faktor yang mempengaruhi proses penyayatan pada mesin sekrap adalah sebagai berikut: 70 Teknologi Mekanik

83 Kekerasan bahan yang disekrap Kekerasan bahan padat Kecepatan langkah Derajat kehalusan Derajat kehalusan yang diinginkan. Kemampuan mesin jika pemakanan terlalu dalam, maka kemungkinan pahat akan bengkok atau mesin berhenti Sumber: Dokumen Kemdikbud Gambar Gerakan langkah kerja mesin sekrap Adapun prosedur yang harus diperhatikan dalam mengoperasikan mesin sekrap antara lain: 1) Memilih pahat sekrap 2) Mengatur langkah lengan 3) Memasang pahat sekrap 4) Memasang benda kerja 1) Memilih pahat sekrap Pahat sekrap biasanya terbuat dari bahan HSS. Ada beberapa jenis pahat yang hanya bagian ujungnya terbuat dari cemented carbide. Bentuk pahat sekrap tergantung pekerjaan yang akan dikerjakan. Secara umum pahat sekrap dibagi menjadi 3 kelompok besar, yaitu; a) Pahat kasar. Pahat kasar dipakai untuk mengurangi bahan sebanyak mungkin dalam waktu yang singkat. Untuk keperluan ini membutuhkan pahat yang kuat. Adapun yang termasuk pahat kasar adalah, pahat kasar lurus kiri, pahat kasar lurus kanan, pahat bengkok kiri dan pahat kasar bengkok kanan. b) Pahat finishing, pahat finishing akan menghasilkan permukaan yang halus pada benda kerja. Oleh sebab itu, sisi potongnya bisa berbentuk bulat atau Teknologi Mekanik 71
 Pahat khusus.")
84 segi empat. Pahat leher angsa bisa menahan lenturan benda kerja dan dapat mengurangi kerusakan pada permukaan benda kerja. Yang termasuk jenis pahat finishing antara lain, pahat finishing titik, pahat datar, pahat lurus dan pahat leher angsa. c) Pahat khusus. Bentuk pahat khusus ini diperlukan untuk pekerjaan yang sesuai dengan bentuk yang diharapkan. Yang termasuk jenis pahat khusus antara lain pahat alur lurus, pahat alur T, pahat sudut 90 dan pahat radius. Selain itu mesin sekrap juga mempunyai sudut-sudut pahat, terdapat enam sudut pahat yang dapat digunakan seperti gambar dibawah ini, yaitu: a) Sudut potong (cutting angel) b) Sudut bibir potong (lip angel) c) Sudut bebas ujung atau muka (end relif) d) Sudut tatal belakang (back rack angel) e) Sudut sisi sayat (side rack angel) f) Sudut sisi bebas (side clearance) Sumber: Dokumen Kemdikbud Gambar Sudut pahat sekrap 2) Mengatur langkah lengan Gerakan utama atau gerakan pemotongan dilakukan oleh pahat. Ada perbedaan langkah kerja dan langkah bukan kerja. Langkah kerja atau gerakan maju akan melakukan penyayatan dan langkah bukan kerja atau gerakan mundur pahat tanpa memotong benda kerja. Kedua langkah ini dibentuk oleh gerak lingkaran. Balok geser akan meluncur bolak-balik pada batang ayun. Dengan moment putar roda gigi, batang ayun mempunyai titik galang didasar mesin yang berayun mau dan mundur dengan bebas. Sebuah penghubung berfungsi untuk memindahkan gerakan berayun ke lengan. Ada pula jenis mesin sekrap yang menggunakan penggerak hidrolik. 72 Teknologi Mekanik
85 Sumber: Dokumen Kemdikbud Gambar Langkah panjang dan langkah pendek Panjang langkah dapat diatur dengan menggerakkan poros roda gigi. Gerak langkah mundur memerlukan waktu yang pendek dibandingkan langkah maju. Untuk langkah maksimum poros harus ditempatkan pada jarak maksimum dari titik pusat roda gigi. Pada waktu langkah maju poros melintasi jarak dari A ke B (sudut α) dan melintasi jarak dari B ke A (sudut β) pada waktu langkah mundur. Oleh sebab itu langkah maju memakan waktu yang lebih lama daripada langkah mundur. Diwaktu langkah terpendek, poros terpasang dekat sekali dengan centre. Perbedaan diantara sudut α dan sudut β sangat kecil sekali. Oleh sebab itu perbedaan langkah maju dengan langkah mundur tidak terlalu banyak. Penyetelan panjang langkah Panjang langkah meliputi panjang benda kerja (l), panjang langkah awal (la) dan panjang langkah akhir (lu). Untuk menghindari waktu yang tak berguna pada la dan lu, maka panjang langkah tidak boleh terlalu panjang. Sebagai pedoman la = 20 mm dan lu = 10 mm. Teknologi Mekanik 73

86 Sumber: Dokumen Kemdikbud Gambar Panjang langkah Contoh: Diketahui sudut α = 240 dan sudut β = 120. Satu kali putaran sama dengan 3 detik. Berapakah waktu kerja dan waktu tidak kerja dari mesin sekrap tersebut? Jawab: 1 putaran = 360 dalam 3 detik Langkah tak kerja = 120 dalam 1 detik Langkah kerja = 240 dalam 2 detik Kecepatan potong dalam mesin sekrap adalah jarak yang ditempuh pahat sekrap dalam meter/menit selama langkah kerja (gerakan maju). Sedangkan kecepatan mundur adalah kecepatan pahat sekrap selama langkah mundur tanpa memotong. Jumlah putaran diatur per menit sesuai dengan kecepatan potong dan langkah yang di izinkan. Putaran per menit dapat diatur berdasarkan konstruksi mesin sekrap tersebut. n= Vc 2 L dimana: n = putaran (rpm) Vc = kecepatan potong (m/min) L = panjang langkah (m) 74 Teknologi Mekanik
87 Tabel 2.4. Kecepatan potong berdasarkan jenis pahat dan bahan kerja Bahan pahat Tegangan tarik Besi baja (kg/mm 2 ) Besi tuang Kuningan Pahat baja HSS Tabel 2.5. Jumlah putaran berdasarkan kecepatan potong dan panjang langkah Panjang langkah (mm) Putaran (rpm) Kecepatan p otong (m/min) 28 5, ,2 18,2 52 9, ,2 33, , Contoh: Sebuah benda kerja akan di sekrap kasar dengan pahat HSS. Panjang langkah 300 mm. tentukan putaran per menit yang harus di atur? Jawab: Kecepatan potong berdasarkan tabel besi tuang adalah 14 m/min Maka putaran yang harus di atur menurut table putaran adalah 28 rpm 3) Memasang pahat sekrap Untuk menghindari lenturan, pahat harus dipasang atau dijepit sependek mungkin. Pada pemakanan mendatar pahat dipegang tegak terhadap benda kerja. Pada pengerjaan ini di waktu gerak mundur clapper akan terangkat dengan menyetel tool slide pada pemakanan miring, tool post dapat dimiringkan tanpa dapat kembali lagi. Supaya dapat dimiringkan kembali, clapper box dipasang setegak mungkin. Waktu mengerjakan bidang miring clapper dikunci dengan sebuah pasak, sehingga pada saat gerakan langkah mundur tidak merusak permukaan benda kerja. Teknologi Mekanik 75

 Memasang benda kerja Dalam memasang benda kerja pada ragum, harus diperiksa agar garis ukuran yang akan disekrap sejajar dengan mulut ragum.")
88 Sumber::// Gambar Pemegang pahat sekrap Cara memasang pahat sekrap adalah: Membuka mur pengikat Memasukkan pahat pada dudukan yang benar Jarak ujung pahat dengan tool slide jangan terlalu tinggi Mengencangkan mur pengikat pahat Sumber: Dokumen Kemdikbud Gambar Cara memegang pahat sekrap 4) Memasang benda kerja Dalam memasang benda kerja pada ragum, harus diperiksa agar garis ukuran yang akan disekrap sejajar dengan mulut ragum. Untuk menghindari goresan-goresan pada permukaan benda kerja yang sudah halus, maka penjepitnya harus diganjal dengan plat. Cara mengikat benda kerja adalah: Mengendorkan mur pengikat ragum Memasukkan benda kerja, jika terlalu tipis diganjal dengan parallel Mengencangkan mur pengikat, tetapi jangan terlalu keras terlebih dahulu kemudian benda kerja dipukul kebawah dengan palu plastik. 76 Teknologi Mekanik
 Mengamati Amatilah tayangan atau gambar perlengkapan pendukung pengoperasian mesin bor dan mesin sekrap yang diberikan guru.")
89 Setelah posisi sudah benar, mur pengikat dkencangkan dengan keras. Sumber: Dokumen Kemdikbud Gambar Penjepitan benda kerja a) Mengamati Amatilah tayangan atau gambar perlengkapan pendukung pengoperasian mesin bor dan mesin sekrap yang diberikan guru. Pelajarilah prosedur pengoperasian mesin bor dan mesin sekrap seperti uraian materi di atas. Mengamati mesin-mesin perkakas konvensional dan perlengkapannya di bengkel permesinan secara langsung dengan bimbingan guru. b) Menanya Dari pengamatan gambar-gambar mesin bor dan mesin sekrap dan perlengkapan pendukungnya serta pengamatan langsung di bengkel permesinan, apa yang dapat kita pelajari pada kegiatan pembelajaran ini? Isilah nama mata bor dan fungsinya pada tabel dibawah ini. Teknologi Mekanik 77






90 Gambar Nama mata bor Fungsi Isilah nama pahat sekrap dan fungsinya pada tabel dibawah ini. 78 Teknologi Mekanik


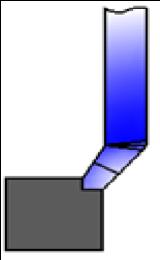
91 Gambar Nama mata bor Fungsi Teknologi Mekanik 79
92 Beberapa pertanyaan terkait dengan pengamatan pada mesin bor dan mesin sekrap konvensional antara lain: 1. Sebutkan jenis-jenis mata bor? 2. Sebutkan jenis-jenis pahat sekrap? 3. Peralatan pendukung apa saja yang dipakai dalam menjalankan mesin bor dan mesin sekrap? 4. Bagaimana cara memasang mata bor? 5. Bagaimana cara memasang pahat sekrap? 6. Bagaimana cara menjepit benda kerja pada meja mesin bor? 7. Bagaimana cara menjepit benda kerja pada ragum mesin sekrap? 8. Bagaimana cara menghitung putaran mesin bor? 9. Bagaimana cara menghitung dan mengatur langkah ayun mesin sekrap? c) Mencoba/Mengumpulkan informasi Pada kegiatan ini siswa mencari dan mengumpulkan informasi yang penting dalam kaitannya prosedur pengoperasian mesin perkakas konvensional dengan jalan: 1. mencari informasi dari internet, video, buku teks, media cetak, 2. bertanya ke guru pembimbing, 3. berdiskusi dengan temannya, 4. membaca informasi dari buku ini dengan bantuan guru, 5. membaca rangkaian dari buku manual suatu mesin. Kegiatan dapat dilakukan secara berkelompok. Carilah informasi: 1. Jenis-jenis mata bor. 2. Jenis-jenis pahat sekrap. 3. Peralatan pendukung yang dipakai dalam menjalankan mesin bor dan mesin sekrap. 4. Cara memasang mata bor. 5. Cara memasang pahat sekrap. 6. Cara menjepit benda kerja pada meja mesin bor. 7. Cara menjepit benda kerja pada ragum mesin sekrap. 8. Menghitung putaran mesin bor. 9. Menghitung dan mengatur langkah ayun mesin sekrap. 80 Teknologi Mekanik

93 d) Mengasosiasi/Menalar Dari data informasi yang terkumpul siswa menghubungkan serta menganalisa untuk menjawab pertanyaan yang telah diajukan pada saat proses menanya sekaligus data yang telah dikumpulkan digunakan untuk mengerjakan tugas-tugas pada kegiatan pembelajaran ini. 1. Sebutkan jenis-jenis mata bor? 2. Sebutkan jenis-jenis pahat sekrap? 3. Peralatan pendukung apa saja yang dipakai dalam menjalankan mesin bor dan mesin sekrap? 4. Bagaimana cara memasang mata bor? 5. Bagaimana cara memasang pahat sekrap? 6. Bagaimana cara menjepit benda kerja pada meja mesin bor? 7. Bagaimana cara menjepit benda kerja pada ragum mesin sekrap? 8. Bagaimana cara menghitung putaran mesin bor? 9. Bagaimana cara menghitung dan mengatur langkah ayun mesin sekrap?? e) Mengkomunikasikan Buatlah laporan dan presentasikan hasil pemecahan masalah yang diberikan pada saat proses menanya seperti pada tugas dibawah ini. 3. Rangkuman Mesin bor adalah suatu jenis mesin perkakas yang gerakan utamanya memutar alat pemotong dengan arah pemakanan naik turun tepat pada sumbu mesin. Sedangkan pengeboran adalah operasi menghasilkan lubang berbentuk bulat pada benda kerja dengan menggunakan pemotong berputar yang disebut mata bor. Adapun prosedur yang harus diperhatikan sebelum melakukan proses pengeboran antara lain: a. Menandai benda kerja Teknologi Mekanik 81
94 b. Memilih mata bor c. Menentukan putaran mesin bor d. Memasang mata bor e. Memasang benda kerja Mesin sekrap atau mesin ketam merupakan jenis mesin perkakas untuk pembuatan permukaan rata seperti bidang-bidang datar, bidang saling menyiku, alur buntu, bidang bertingkat atau bidangbidang bersudut. Gerakan utama mesin sekrap adalah gerakan ayun langkah maju penyayatan dan gerakan mundur pembebasan. Adapun prosedur yang harus diperhatikan dalam mengoperasikan mesin sekrap antara lain: a. Memilih pahat sekrap b. Mengatur langkah lengan c. Memasang pahat sekrap d. Memasang benda kerja Faktor-faktor yang mempengaruhi proses penyayatan pada mesin sekrap adalah sebagai berikut: a. Kekerasan bahan yang disekrap a. Kekerasan bahan padat b. Kecepatan langkah c. Derajat kehalusan d. Derajat kehalusan yang diinginkan. e. Kemampuan mesin jika pemakanan terlalu dalam, f. maka kemungkinan pahat akan bengkok atau mesin berhenti 4. Tugas Buatlah langkah-langkah kerja peralatan dibawah sesuai dengan petunjuk pengajar: Gambar Nama Alat Petunjuk. Langkah Kerja pemasangan: 82 Teknologi Mekanik



95 . Langkah Kerja pemasangan:.. Langkah Kerja pemasangan: Langkah Kerja pemasangan: Soal: 1. Sebuah benda kerja dari bahan ST 37 akan di lubangi dengan mata bor dengan diameter 12 mm. Tentukan berapa putaran mesin bor yang harus di setel supaya dihasilnya lubang baik? Jawab: 1. Teknologi Mekanik 83
 Apakah anda sudah memahami prosedur menjalankan mesin bor?")
96 5. Penilaian Diri Tuliskan dengan kode huruf (S) jika anda sudah memahami, dan dengan kode huruf (B) jika anda belum menguasi materi, kemudian ulangi atau diskusikan dengan teman, atau guru untuk bagian materi yang belum anda pahami! Tabel Kuisioner Ketercapaian Pembelajaran PERTANYAAN 1) Apakah anda sudah memahami prosedur menjalankan mesin bor? 2) Apakah anda sudah dapat menghitung putaran mesin bor? 3) Apakah anda sudah dapat memasang mata bor pada mesin bor? 4) Apakah anda sudah dapat mencekam benda kerja pada chuck mesin bor dengan baik? 5) Apakah anda sudah memahami prosedur menjalankan mesin sekrap? 6) Apakah anda sudah dapat menghitung putaran mesin sekrap? 7) Apakah anda sudah dapat menghitung panjang langkah mesin sekrap 8) Apakah anda sudah dapat memasang pahat sekrap? 9) Apakah anda sudah dapat menjepit benda kerja berbentuk segi empat dengan baik? 10) Apakah anda sudah dapat mengasah mata bor dengan baik? 11) Apakah anda sudah dapat mengasah pahat sekrap dengan baik? S/B 84 Teknologi Mekanik
97 6. Uji Kompetensi/Ulangan Jawablah pertanyaan dibawah ini dengan benar! 1) Jelaskan prosedur mengoperasikan mesin bor? 2) Jelaskan prosedur mengoperasikan mesin sekrap? 3) Jelaskan langkah-langkah memasang mata bor? 4) Jelaskan langkah-langkah menjepit benda kerja kotak pada mesin sekrap? Teknologi Mekanik 85
98 2.3 KESELAMATAN KERJA MENGGUNAKAN MESIN PERKAKAS KONVENSIONAL Deskripsi Materi Pembelajaran Pengertian keselamatan kerja merupakan upaya untuk mencegah terjadinya kecelakaan kerja dan menjamin proses produksi agar berlangsung secara aman, efisien dan produktif. Prosedur keselamatan kerja banyak diterapkan dalam industri maupun sekolah, dan biasanya bersifat aturan atau anjuran yang baik. Mesin-mesin modern sekarang sudah dilengkapi pelindung dan dirancang untuk melindungi keselamatan operator, serta menjamin semua perlengkapan dalam proses pengerjaan menjadi aman. Tetapi statistik kecelakaan yang terjadi di sekolah dan industri menunjukkan hanya sekitar 15% yang dapat dijamin oleh alat-alat keselamatan tersebut. Sekitar 85% kecelakaan yang terjadi di sekolah dan industri dipengaruhi oleh faktor-faktor yang tak dapat terjangkau oleh alat-alat keselamatan kerja tersebut. Jadi unsur kelalaian manusia merupakan faktor yang paling banyak mempengaruhi terjadinya kecelakaan kerja. Kekurang hati-hatian, sedikit pengetahuan atau informasi dan kurang pertimbangan dalam memutuskan sesuatu dengan benar mungkin dapat dicegah dengan membiasakan berfikir sebelum bekerja Kegiatan Pembelajaran 4: Keselamatan Kerja Mesin Perkakas Konvensional 1. Tujuan Pembelajaran Mengetahui keselamatan kerja menggunakan mesin perkakas konvensional Menyebutkan alat pelindung diri Menyebutkan fungsi peralatan keselamatan kerja Mengetahui faktor-faktor penyebab kecelakaan kerja Menjelaskan keselamatan kerja manusia Menjelaskan keselamatan kerja benda kerja dan mesin Menjelaskan keselamatan kerja lingkungan Mengetahui tanda-tanda keselamatan kerja Memahami tindakan-tindakan pencegahan kecelakaan kerja 2. Aktivitas Belajar Siswa Uraian Materi A. Keselamatan Kerja Menggunakan Mesin Perkakas Konvensional 86 Teknologi Mekanik
99 Keselamatan kerja adalah keselamatan yang bertalian dengan operator, mesin, pesawat, alat kerja, bahan dan proses pengolahahnya, lingkungan tempat kerja serta cara-cara melakukan pekerjaan. Keselamatan kerja menyangkut segenap aspek proses produksi dan distribusi baik barang maupun jasa. Salah satu aspek penting sasaran keselamatan kerja mengingat resiko bahayanya adalah penerapan teknologi terutama teknologi yang lebih maju dan mutakhir. Kecelakaan kerja dalam mengoperasikan mesin-mesin perkakas terjadi akibat perlengkapan yang tidak lengkap dan kesalahan operator. Ada dua faktor yang sering menjadi penyebab terjadinya kecelakaan kerja antara lain: 1. Faktor kesalahan manusia, misalnya tidak ada kemampuan fisik, kelalaian dalam bekerja, sikap ceroboh, terburu-buru, hilangnya konsentrasi sewaktu sedang bekerja, sikap mental kerja yang kurang baik dan kurangnya pengetahuan operator. 2. Faktor lingkungan kerja dan peralatan, misalnya kondisi alat-alat mesin perkakas, sistem kerja yang tidak aman, bahaya panas dari api, bahaya aliran listrik dan lain sebagainya Keselamatan kerja adalah tugas semua orang yang bekerja, baik keselamatan kerja dari, oleh dan untuk setiap tenaga kerja, orang lain, lingkungan serta masyarakat pada umumnya. Adapun tujuan dari diadakannya keselamatan kerja adalah sebagai berikut: a. Melindungi tenaga kerja atau operator atas hak keselamatannya dalam pekerjaan.untuk kesejahteraan hidup dan meningkatkan produksi serta produktifitas. b. Menjamin keselamatan kerja setiap orang lain yang berada ditempat kerja. c. Sumber produksi dipelihara dan dipergunakan secara aman dan efisien. Mengidentifikasi langkah-langkah keselamatan kerja dalam kegiatan praktek dibengkel atau industri adalah hal utama yang perlu mendapat perhatian serius oleh pihak pengelola. Oleh karena itu sebelum melaksanakan aktifitas pekerjaan sebaiknya kita harus mampu mengidentifikasikan dan mengelompokkan keselamatan kerja seperti hal-hal dibawah ini. 1) Keselamatan Pekerja Alat pelindung diri (APD) merupakan perlengkapan keselamatan bagi operator atau pekerja dalam setiap mengoperasikan sebuah mesin. Setiap orang Teknologi Mekanik 87
, supaya setiap orang yang bekerja di dalamnya selalu ingat untuk melengkapi dirinya dengan")

100 yang bekerja dengan peralatan baik peralatan manual ataupun otomatis wajib mengetahui perlengkapan perlindungan diri. Didalam bengkel-bengkel permesinan juga harus dicantumkan tanda-tanda penggunaan alat pelindung diri (APD), supaya setiap orang yang bekerja di dalamnya selalu ingat untuk melengkapi dirinya dengan alat pelindung diri. Sumber: Dokumen Kemdikbud Gambar 3.1. Tanda-tanda alat pelindung diri Pakaian Kerja Pakaian kerja yang dipakai oleh operator harus mempunyai syarat-syarat tidak mengganggu pergerakan tubuh operator dan tidak terasa panas waktu dipakai. Karena dinegara kita beriklim tropis maka disarankan untuk pakaian kerja dibuat dari bahan Cotton. Pakaian kerja sebaiknya yang tidak ada bagianbagiannya yang terjurai atau melambai-lambai supaya tidak terlilit putaran sumbu utama. Sumber: Gambar 3.2. Pakaian kerja bengkel 88 Teknologi Mekanik


101 Sepatu Kerja Sepatu yang dikenakan oleh operator harus benar-benar dapat memberikan perlindungan terhadap kaki operator. Berdasarkan standart yang telah ditentukan bahwa sepatu kerja dibuat dari bahan kulit, sedangkan alas dibuat dari karet yang elastis tetapi tidak mudah rusak karena berinteraksi dengan minyak pelumas (oli) dan biasanya untuk bagian ujung masih dilapisi oleh plat besi yang digunakan untuk melindungi kaki apabila terjatuh oleh benda-benda yang berat. Sumber: Gambar 3.3. Sepatu pengaman Kaca Mata Kaca mata digunakan untuk melindungi mata operator dari bram-bram yang melayang pada saat kerja di mesin perkakas. Oleh karena itu kaca mata yang dipakai oleh operator harus memenuhi syarat-syarat berikut: mampu menutup semua bagian-bagian mata dari kemungkinan terkena bram, tidak mengganggu penglihatan operator dan yang terakhir harus memiliki lubang sebagai sirkulasi udara ke mata. Sumber: Dokumen Kemdikbud Gambar 3.4. Kacamata pengaman Helm/topi Helm digunakan untuk melindungi kepala dari benda-benda yang jatuh dari atas pada saat bekerja. Helm harus terbuat dari bahan yang kuat dan tidak mudah pecah jika terkena serpihan benda dari atas. Selain itu untuk menghindari terlilitnya rambut operator yang panjang pada putaran sumbu utama. Teknologi Mekanik 89



102 Sumber: Dokumen Kemdikbud Gambar 3.5. Helm dan topi Masker Masker pelindung digunakan apabila benda kerja yang dikerjakan menimbulkan serbuk atau debu, bau seperti bahan kayu, plastik,aluminium atau bau yang menyengat. Sumber: Dokumen Kemdikbud Gambar 3.6. Macam-macam masker pelindung Sarung tangan Sarung tangan digunakan untuk melindungi diri dari benda kerja yang dikerjakan panas atau yang mengandung bahan kimia. Sarung tangan sendiri terbuat bahan yang berbeda-beda tergantung penggunaannya. Bahan dari karet, kulit atau kain. Sumber: Dokumen Kemdikbud Gambar 3.7. Sarung tangan pelindung dari kiri ke kanan sarung tangan kain, kulit dan karet Pelindung telinga Untuk menghindari suara yang berlebihan ditempat kerja, sebaiknya menggunakan pelindung telinga. Suara bising bisa berdampak pada kesehatan apabila terjadi secara berulang-ulang dalam kurun waktu yang cukup lama, terutama gangguan pendengaran. 90 Teknologi Mekanik

103 Sumber: Dokumen Kemdikbud Gambar 3.8. Pelindung suara bising 2) Keselamatan Mesin Mesin dan alat-alat mekanik sebaiknya dilengkapi dengan pengaman mesin. Dengan adanya pengaman mesin, maka angka kecelakaan yang diakibatkan oleh mesin dapat dihindari. Untuk menjaga keselamatan mesin-mesin perkakas, maka hal-hal yang harus diperhatikan adalah : Putaran mesin Kecepatan penyayatan (vc) Kedalaman penyayatan Alat potong Keempat hal di atas adalah faktor-faktor yang dapat menyebabkan kerusakan-kerusakan mesin sewaktu digunakan untuk menyayat benda kerja. Karena tanpa adanya keselarasan antara putaran mesin, kecepatan penyayatan, kedalaman dan alat potong, maka pada waktu digunakan untuk menyayat mesin akan timbul suatu getaran, hal inilah yang penyebab terjadinya kerusakan komponen mesin. Pemasangan pengaman mesin-mesin perkakas sebaiknya memberikan perlindungan yang optimal dan tidak boleh mengganggu proses pengoperasian mesin. Dari segi konstruksi, pengaman direncanakan yang bisa dibuka tutup supaya pada saat pemasangan benda kerja bisa leluasa. Selain itu penglihatan operator juga tidak boleh terganggu, sebaiknya pengaman memakai pembatas akrilik yang bening dan transparan. Teknologi Mekanik 91


104 Sumber: Gambar 3.9. Pelindung mesin bubut Pemasangan pengaman mesin-mesin perkakas sebaiknya memberikan perlindungan yang optimal dan tidak boleh mengganggu proses pengoperasian mesin. Dari segi konstruksi, pengaman direncanakan yang bisa dibuka tutup supaya pada saat pemasangan benda kerja bisa leluasa. Selain itu penglihatan operator juga tidak boleh terganggu, sebaiknya pengaman memakai pembatas akrilik yang bening dan transparan. Pengaman mesin-mesin perkakas ini difungsikan supaya serpihanserpihan (beram) hasil sayatan tidak mengenai operator. Selain serpihan sayatan yang terlempar terkadang air pendingin juga ikut tercecer kemanamana bersamaan putaran spindel. Hal ini jika dibiarkan akan mengakibatkan lantai menjadi basah dan operator bisa jatuh terpeleset. Sumber : Gambar Pelindung mesin frais 92 Teknologi Mekanik
 Keselamatan Alat-Alat Pendukung Alat-alat bantu yang digunakan pada saat kerja pada mesin perkakas konvensional berupa alat potong dan alat ukur.")
105 Sumber: Gambar Pelindung mesin bor 3) Keselamatan Alat-Alat Pendukung Alat-alat bantu yang digunakan pada saat kerja pada mesin perkakas konvensional berupa alat potong dan alat ukur. Pahat adalah bagian terpenting untuk menentukan baik atau buruknya penyayatan. Oleh kerena itu dalam melaksanakan proses pengerjaan mesin perkakas harus pandai-pandai memilih jenis bahan pisau penyayat baik pahat bubut, pahat sekrap, pisau frais dan mata bor sesuai dengan benda kerja yang akan dibubut. Disamping itu sudut-sudut potong pada pahat juga sangat berperan dalam penentuan hasil penyayatan. Penempatan alat bantu pada saat mengoperasikan mesin-mesin perkakas sebaiknya ditempatkan didaerah yang tidak berbahaya. Untuk menjaga keselamatan alat ukur maka pergunakan alat ukur sesuai dengan fungsinya. disamping itu perawatan alat ukur juga sangat berperan dan pada waktu kerja misalkan alat ukur sudah tidak digunakan tempatkanlah pada kotaknya agar tidak tertindih oleh benda kerja lainnya karena hal ini dapat mempengaruhi ketelitian alat ukur tersebut. 4) Keselamatan Benda Kerja Untuk mendapatkan hasil akhir benda kerja yang maksimal pada keselamatan benda kerja maka keselamatan kerja pada operator, mesin, alatalat pendukung proses permesinan harus terpenuhi terlebih dahulu, karena hal ini akan mempengaruhi hasil akhir dari proses. Penjepitan benda kerja pada pencekam dan letak posisi benda kerja yang tidak kokoh akan mengakibatkan proses penyayatan tidak maksimal bahkan bisa mengakibatkan benda kerja terlepas dari pencekam. Teknologi Mekanik 93
106 Keselamatan kerja menggunakan mesin perkakas konvensional secara umum dapat diringkas sebagai berikut: a. Gunakanlah pakaian kerja. b. Jangan memakai cincin pada jari tangan. c. Pakailah kacamata pengaman dan penutup rambut. d. Jepitlah benda kerja dengan kokoh, terutama benda kerja yang cenderung bergetar, seperti benda kerja tipis. e. Khusus pengoperasian mesin bor berilah alat penyangga pada benda kerja yang menonjol panjang dari meja bor. f. Jika pendingian pada mesin perkakas tidak bekerja otomatis, maka lebih baik berilah cairan pendingin menggunakan kuas. g. Usahakan agar lantai selalu bersih dan benda-benda ditumpuk dengan baik untuk menghindari timbulnya kecelakaan. B. Tata Kelola Bengkel Mesin-Mesin Perkakas Dalam mengurangi angka kecelakaan kerja, perencanaan tata kelola ruangan atau bengkel yang ditempati mesin-mesin perkakas harus diperhatikan. Terdapat beberapa prinsip yang harus diikuti dalam merencanakan tata kelola ruangan permesinan, antara lain: 1. Tersedianya ruangan yang cukup bagi mesin dan peralatannya. 2. Terciptanya kondisi yang aman untuk berjalan dilantai, tangga-tangga, dataran kerja, lorong-lorong dan sebagainya. 3. Usahakan kontak dengan pengolahan material dan bahan kerja sesedikit mungkin. 4. Sediakan jalan penyelamatan yang tepat jika terjadi kebakaran. 5. Tersedianya ruang perawatan untuk bengkel seperti, pembersih kaca, jendela, kain pembersih lantai atau yang lainnya. 6. Jika mungkin membeli mesin perkakas yang disertai perlengkapan keselamatannya. Selain beberapa prinsip tersebut diatas, beberapa hal yang tidak boleh di tinggalkan dalam merencanakan sekaligus membuat ruangan mesin perkakas adalah sebagai berikut: 1) Penerangan Penerangan merupakan suatu aspek lingkungan fisik yang penting bagi keselamatan kerja. Beberapa penelitian membuktikan bahwa penerangan yang 94 Teknologi Mekanik

107 tepat dan disesuaikan dengan pekerjaan dan kondisi di dalam ruangan secara tidak langsung membantu mengurangi terjadinya kecelakaan. Penerangan yang memadai sangat perlu bagi pencegahan kecelakaan, ditempat-tempat dengan bahaya terantuk, terjatuh atau terjerembab. Sumber: Dokumen Kemdikbud Gambar Contoh bengkel dengan penerangan yang baik 2) Ventilasi udara Ventilasi umum atau setempat berperan juga dalam keselamatan kerja. Ventilasi udara pada ruangan bengkel difungsikan supaya setiap saat ruangan terjadi pergantian udara segar agar tidak terjadi kelembaban yang bisa mengakibatkan kerusakan atau berkaratnya mesin-mesin perkakas. Pada ventilasi setempat, difungsikan untuk meniadakan debu-debu yang eksplosit seperti debu aluminium, magnesium, kayu, gabus atau tepung. Teknologi Mekanik 95
108 Sumber: Dokumen Kemdikbud Gambar Contoh model ventilasi bengkel 3) Tanda-tanda peringatan Pemakaian warna, peringatan, tanda-tanda dan label sangat penting bagi keselamatan kerja. Pemakaian warna yang dimaksud adalah untuk keselamatan penggunaan warna, seperti warna daerah berbahaya, warna khusus untuk isi gas, warna untuk penglihatan di tempat kerja, dan warna yang tepat bagi dinding bengkel, langitlangit, peralatan dan sebagainya. Peringatan dan tanda-tanda juga dipergunakan unutk berbagai tujuan, dan membawa pesan instruksi atau peringatan. Dilarang merokok adalah peringatan yang merupakan perintah. awas tekanan tinggi, Hati-hati berbahaya adalah tanda-tanda peringatan. Bahan-bahan berbahaya dan wadahnya harus diberi label. Banyak kecelakaan kerja terjadi akibat tidak diberinya label pada wadah-wadah yang dipakai untuk bahan beracun, korosif, dapat terbakar atau lainnya. Penggunaan lambing sangat membantu bagi tenaga kerja yang buta huruf. Namun begitu tetap perlu sebuah wadah di beri penjelasan memuat keterangan seperti, nama, uraian tentang bahaya, penjelasan cara-cara pencegahan dan petunjuk pertolongan pertama. 96 Teknologi Mekanik
109 C. Tata Tertib di Bengkel Sebelum bekerja didalam bengkel permesinan sebaiknya terlebih dahulu dipelajari tata tertib yang berlaku. Sikap dan perilaku yang baik dan mematuhi tata tertib terhadap keselamatan kerja akan terhindari dari bahaya kecelakaan kerja. Dibawah ini beberapa contoh tata terbit, larangan dan tindakan didalam bengkel mesin perkakas konvensional. a. Tata tertib di bengkel permesinan 1. Baca dulu instruksi manual sebelum mengoperasikan mesin. 2. Upayakan tempat kerja tetap bersih dengan penerangan yang memadai. 3. Semua peralatan harus di grounded. 4. Gunakan selalu kaca mata pelindung setiap saat bekerja dengan mesin. 5. Hindari pengoperasian mesin pada lingkungan yang berbahaya, seperti lingkunganyang banyak mengandung bahan mudah terbakar. 6. Yakinkan bahwa switch dalam keadaan OFF sebelum menghubungkan mesin dengan sumber listrik. 7. Pertahankan kebersihan tempat kerja, bebas dari kekacauan (clutter), minyak dan sebagainya. 8. Tetapkan batas aman untuk pengunjung. 9. Ketika membersihkan mesin, upayakan mesin dalam keadaan mati, akan lebih baik jika hubungan dengan sumber listrik diputus. 10. Gunakan selalu alat dan perlengkapan yang ditentukan. 11. Gunakan selalu alat dengan benar. b. Larangan pada bengkel mesin perkakas konvensional 1. Jangan menyentuh atau memegang chuck pada saat mesin perkakas beroperasi. 2. Jangan bersenda gurau pada saat mengoperasikan mesin perkakas. 3. Jangan melakukan pemeriksaan mesin sebelum memutuskan arus listrik. 4. Lindungi lintasan meja dari hubungan langsung dengan listrik. 5. Selalu gunakan kaca mata pelindung. 6. Jangan menghentikan spindel dengan tangan. 7. Jangan biarkan kunci chuck tetap menempel pada chuck. 8. Jangan memakai cincin atau jam karena sangat berbahayakan anda. Teknologi Mekanik 97
110 c. Pencegahan kecelakaan pada mesin yang berputar Mesin-mesin perkakas yang modern berputar sangat cepat dan memiliki motor penggerak kuat dengan demikian bahaya kecelakaan makin besar. Perhatikan butir-butir tindakan berikut ini: Bila akan menjalankan suatu mesin yang cara kerjanya tidak diterangkan; tanyakan bila ada hal-hal yang tidak jelas! Pakailah selalu pakaian yang tidak longgar; tidak berkancing (misalnya pada lengan baju) karena dapat menimbulkan bahaya kecelakaan yang besar! Jangan sekali-kali meninggalkan mesin dalam keadaan jalan! Menyingkirkan tatal, hanya boleh dengan menggunakan alat pengait tatal. Jangan sekali-kali dengan tangan (bahaya luka potong)! Dilarang membersihkan mesin selama mesin bekerja! Pengukuran-pengukuran hanya dilakukan pada waktu mesin berhenti! Kunci chuck harus segera diambil setelah dipakai untuk mengencangkan atau mengendorkan bendakerja! Jangan menyingkirkan alat-alat pelindung! Bila ada bahaya segera matikan mesin! Pakailah kacamata pelindung baik pada waktu membubut atau menggerinda! Rekan sekerja yang bersebelahan harus tahu, dimana letak sakelar utama mesin. (untuk pertolongan saat terjadi kecelakaan). Jangan sekali-kali memegang benda-kerja atau perkakas pada waktu mesin berjalan! Roda gigi dan puli harus tertutup! Jangan memakai cincin (jari dapat putus). Bila rambut panjang, harus memakai jala rambut (kulit kepala dapat terkelupas). Bila terjadi gangguan listrik, mintalah bantuan kepada teknisi listrik! Pakailah sepatu yang tertutup dan kuat dan celana panjang, untuk menghindari bahaya luka bakar! Pakailah pelindung agar tatal tidak terlempar ketempat rekan kerja yang bersebelahan. Jangan mencuci tangan dengan emulsi bor (bahaya infeksi)! Bersihkan tetesan minyak dan tatal yang jatuh di lantai! 98 Teknologi Mekanik
111 Laporkan segera ke instruktur, kekurangan yang terjadi pada mesin! Peganglah kikir dengan tangan kiri bila menghilangkan pinggiran yang tajam pada benda-kerja! Gunakanlah selalu kayu penggosok bila menggosok lubang! (Jangan sekali-kali memegang ke dalam lubang dengan jari pada waktu mesin berputar). Pada waktu mengukur benda-kerja, terutama pada waktu menguji lubang dengan poros penguji lubang, sisi potong perkakasnya supaya ditutup (dapat melukai tangan). a) Mengamati Amatilah tayangan atau gambar keselamatan kerja menggunakan mesin perkakas konvensional yang diberikan guru. Pelajarilah hal-hal yang berkaitan dengan keselamatan kerja seperti uraian materi di atas. Mengamati penggunaan perlengkapan keselamatan kerja di bengkel mesin perkakas konvensional dan perlengkapan secara langsung dengan bimbingan guru. b) Menanya Dari pengamatan tayangan maupun pengamatan tentang tandatanda keselamatan kerja secara langsung di bengkel permesinan, apa yang dapat kita pelajari pada kegiatan pembelajaran ini? Beberapa pertanyaan yang berkaitan dengan keselamatan kerja menggunakan mesin perkakas konvensional: 1. Mengapa harus menggunakan keselamatan kerja didalam mengoperasikan mesin perkakas konvensional? 2. Apa yang dimaksud dengan alat pelindung diri? 3. Apa fungsi peralatan keselamatan kerja? 4. Faktor-faktor apa yang menyebabkan kecelakaan kerja? Teknologi Mekanik 99
112 5. Apa yang dimaksud dengan keselamatan kerja manusia? 6. Apa yang dimaksud dengan keselamatan kerja benda kerja dan mesin? 7. Apa yang dimaksud dengan keselamatan kerja lingkungan? 8. Bagaimana cara memahami tanda-tanda keselamatan kerja? 9. Bagaimana cara melakukan tindakan pencegahan kecelakaan kerja? c) Mencoba/Mengumpulkan informasi Pada kegiatan ini siswa mencari dan mengumpulkan informasi yang penting dalam kaitannya dengan keselamatan kerja menggunakan mesin perkakas konvensional dengan jalan: 1. mencari informasi dari internet, video, buku teks, media cetak, 2. bertanya ke guru pembimbing, 3. berdiskusi dengan temannya, 4. membaca informasi dari buku ini dengan bantuan guru, 5. membaca rangkaian dari buku manual suatu mesin. Kegiatan dapat dilakukan secara berkelompok. Carilah infomasi: 1. Penggunaan keselamatan kerja didalam mengoperasikan mesin perkakas konvensional. 2. Alat-alat pelindung diri (APD). 3. Fungsi peralatan keselamatan kerja. 4. Faktor-faktor yang menyebabkan kecelakaan kerja. 5. Maksud keselamatan kerja manusia. 6. Maksud keselamatan kerja benda kerja dan mesin. 7. Maksud keselamatan kerja lingkungan. 8. Cara memahami mengetahui tanda-tanda keselamatan kerja. 9. Cara melakukan tindakan pencegahan kecelakaan kerja. 100 Teknologi Mekanik
113 d) Mengasosiasi/Menalar Dari data informasi yang terkumpul siswa menghubungkan serta menganalisa untuk menjawab pertanyaan yang telah diajukan pada saat proses menanya sekaligus data yang telah dikumpulkan digunakan untuk mengerjakan tugas-tugas pada kegiatan pembelajaran ini. 1. Mengapa harus menggunakan keselamatan kerja didalam mengoperasikan mesin perkakas konvensional? 2. Apa yang dimaksud dengan alat pelindung diri? 3. Apa fungsi peralatan keselamatan kerja? 4. Faktor-faktor apa yang menyebabkan kecelakaan kerja? 5. Apa yang dimaksud dengan keselamatan kerja manusia? 6. Apa yang dimaksud dengan keselamatan kerja benda kerja dan mesin? 7. Apa yang dimaksud dengan keselamatan kerja lingkungan? 8. Bagaimana cara memahami tanda-tanda keselamatan kerja? 9. Bagaimana cara melakukan tindakan pencegahan kecelakaan kerja? e) Mengkomunikasikan Buatlah laporan dan presentasikan hasil pemecahan masalah yang diberikan pada saat proses menanya seperti pada tugas dibawah ini. 3. Rangkuman Pengertian keselamatan kerja merupakan upaya untuk mencegah terjadinya kecelakaan kerja dan menjamin proses produksi agar berlangsung secara aman, efisien dan produktif. Prosedur keselamatan kerja banyak diterapkan dalam industri maupun sekolah, dan biasanya bersifat aturan atau anjuran yang baik. Teknologi Mekanik 101


114 Ada dua faktor yang sering menjadi penyebab terjadinya kecelakaan kerja antara lain faktor kesalahan manusia dan faktor lingkungan kerja dan peralatan Adapun tujuan dari diadakannya keselamatan kerja adalah sebagai berikut: 1. Melindungi tenaga kerja atau operator atas hak keselamatannya dalam pekerjaan.untuk kesejahteraan hidup dan meningkatkan produksi serta produktifitas. 2. Menjamin keselamatan kerja setiap orang lain yang berada ditempat kerja. 3. Sumber produksi dipelihara dan dipergunakan secara aman dan efisien. Dalam mengurangi angka kecelakaan kerja, perencanaan tata kelola ruangan atau bengkel yang ditempati mesin-mesin perkakas harus diperhatikan. Sebelum bekerja didalam bengkel permesinan sebaiknya terlebih dahulu dipelajari tata tertib yang berlaku. Sikap dan perilaku yang baik dan mematuhi tata tertib terhadap keselamatan kerja akan terhindari dari bahaya kecelakaan kerja. 4. Tugas Identifikasilah gambar tanda-tanda keselamatan kerja dibawah ini: Gambar Keterangan Teknologi Mekanik







115 Teknologi Mekanik 103






116 Teknologi Mekanik





117 Penilaian Diri Tuliskan dengan kode huruf (S) jika anda sudah memahami, dan dengan kode huruf (B) jika anda belum menguasaii materi, kemudian ulangi atau diskusikan dengan teman, atau guru untuk bagian materi yang belum anda pahami! Teknologi Mekanik 105
118 Tabel Kuisioner Ketercapaian Pembelajaran PERTANYAAN S/B 1) Apakah anda sudah dapat memahami keselamatan kerja di bengkel permesinan? 2) Apakah anda sudah dapat mengetahui faktor-faktor penyebab kecelakaan kerja di bengkel? 3) Apakah anda sudah dapat menjelaskan keselamatan kerja operator? 4) Apakah anda sudah dapat mengetahui fungsi alat pelindung diri? 5) Apakah anda sudah dapat mengetahui keselamatan kerja peralatan pendukung? 6) Apakah anda sudah dapat mengetahui keselamatan kerja benda kerja? 7) Apakah anda sudah dapat mengetahui keselamatan kerja lingkungan? 8) Apakah anda sudah dapat memahami persyaratan tata ruangan bengkel permesinan? 9) Apakah anda sudah dapat mengetahui tanda-tanda keselamatan kerja? 6. Uji Kompetensi/Ulangan Jawablah pertanyaan dibawah ini dengan benar! 1. Apa yang dimaksud dengan keselamatan kerja? 2. Sebutkan jenis-jenis macam-macam alat pelindung diri beserta fungsinya? 3. Sebutkan faktor-faktor yang menyebabkan terjadinya kecelakaan kerja? 4. Apa tujuan diadakannya keselamatan kerja? Jelaskan. 5. Sebutkan beberapa tata tertib didalam bengkel permesinan? 6. Sebutkan beberapa larangan didalam bengkel permesinan? 106 Teknologi Mekanik
119 2.4 KERJA MESIN BUBUT DESKRIPSI MATERI PEMBELAJARAN Setelah mempelajari tentang bagian-bagian mesin bubut, maka langkah selanjutnya adalah memahami prosedur pengoperasian mesin bubut dan keselamatan kerja mengoperasikan mesin bubut. Pada bab 4 ini akan dipelajari cara membubut benda kerja mulai membubut dasar sampai membubut dengan tingkat kesulitan menengah. Proses pembubutan benda kerja pada praktek kerja mesin bubut ini akan di kerjakan secara bertahap. Seluruh proses pembelajaran akan dilaksanakan di bengkel mesin konvensional. Adapun tahapan yang akan di praktekkan dalam kegiatan pembelajaran bab kerja mesin bubut, yaitu: 1. Membubut rata 2. Membubut bertingkat 3. Membubut alur 4. Membubut ulir 5. Membubut kartel 6. Membubut poros eksentrik KEGIATAN PEMBELAJARAN 5 : Praktek Membubut Rata 1. Tujuan Pembelajaran Membaca gambar kerja Menyebutkan peralatan yang dipakai dalam membubut rata Membaca alat ukur Memasang benda kerja Mengasah pahat rata Menjepit pahat bubut Memakai alat pelindung diri Membubut permukaan rata Mengatur putaran mesin bubut Mengatur kecepatan potong mesin bubut 2. Aktivitas Belajar Siswa Uraian materi Dalam praktek membubut, yang harus diperhatikan adalah benda kerja akan membuat gerakan utama berputar atau berotasi pada sumbu x. Kemudian Teknologi Mekanik 107

120 pahat dapat dipindahkan dalam dua arah yaitu arah memanjang melalui sumbu x dan arah melintang melalui sumbu y. Ketika melakukan pembubutan arah memanjang pada arah sumbu x, maka pahat bubut harus bergerak maju pada sumbu y+ sampai pahat bubut mengenai benda kerja sekaligus memakan benda kerja. Selanjutnya penyayatan pahat bubut akan bergerak pada sumbu x- pada eretan panjang kearah kiri. Sumber: Dokumen Kemdikbud Gambar 4.1. Sumbu kerja mesin bubut 2 arah sumbu x dan sumbu y Ketika melakukan pembubutan melintang (facing) benda kerja pada arah sumbu y+, maka pahat bubut harus bergerak ke kiri pada sumbu x- sampai pahat bubut mengenai benda kerja sekaligus menyayat benda kerja. Selanjutnya penyayatan pahat bubut akan bergerak pada sumbu y+ maju ada eretan lintang. Langkah Kerja dalam Membubut Langkah-langkah urutan yang harus di perhatikan dalam melakukan pembubutan adalah: a. memahami perintah gambar kerja b. menyiapkan benda kerja dan memeriksa ukuran benda kerja c. memeriksa kondisi mesin bubut dan air pendingin yang sudah diberi colland d. menyiapkan pahat bubut rata dan melihat kondisi pahat e. menyiapkan perlengkapan alat pendukung seperti kunci L atau kunci pas, pelat pengganjal pahat f. menyiapkan alat ukur g. menjepit benda kerja pada chuck h. menyiapkan alat pelindung diri 108 Teknologi Mekanik
121 i. menjepit pahat bubut sekaligus memeriksa posisi ujung pahat pada garis tengah benda kerja atau center kepala lepas j. menyetel putaran mesin bubut k. menyetel kecepatan potong l. membubut benda kerja disertai pengecekan ukuran diameter benda kerja setiap selesai penyayatan Petunjuk Mengasah Pahat Pahat harus disimpan sedemikian rupa sehingga sisi potongnya tidak mudah rusak. Penggerindaan yang tidak perlu menyebabkan terbuangnya waktu dan bahan menjadi tumpul. Sisi potong yang tumpul menyebabkan getaran besar, sehingga mengakibatkan panas dan permukaan benda kerja menjadi kasar. Pertama-tama pahat digerinda dengan gerinda yang kasar kemudian dengan gerinda yang halus. Pada saat menggerinda pakailah kacamata supaya serpihan gerinda tidak mengenai mata. Sebaiknya batu gerinda selalu ada penutup batu gerinda. Hal-hal yang harus diperhatikan selama menggerinda: 1. batu gerinda harus berputar berlawanan dengan sisi potong pahat. 2. Jangan menekan pahat terlalu keras. 3. Sebagai pengganti gerinda basah pakailah pendingin yang banyak. 4. Hindarilah ketidakrataan pada batu gerinda. 5. Periksa sudut potongnya dengan mal gauge. 6. Batu gerinda yang tumpul atau menggandung minyak, harus diasah (dresser) dengan batu asah. 7. Perhatikan keselamatan kerja pada saat menggerinda. a. Mengamati. Amatilah contoh guru dalam memperagakan mengasah pahat bubut. Cermati cara memegang pahat dan pemakaian alat pelindung diri dalam mengasah. Amatilah contoh guru dalam memperagakan pembubutan rata. Mulai dari mempersiapkan bahan kerja, memeriksa mesin bubut, mempersiapkan alat ukur, mengatur putaran dan mengatur kecepatan potong sampai menjalankan mesin bubut. Amatilah cara menjepit benda kerja pada chuck mesin bubut. Teknologi Mekanik 109

122 Amatilah cara menjepit pahat bubut dan cara mengatur titik tengah ujung pahat pada benda kerja atau center kepala lepas. Amatilah gambar 4.1 diatas. Bagaimana cara membuatnya? b. Menanya Dari pengamatan gambar 4.1 diatas poros lurus, apa yang dapat kita pelajari pada praktek kerja mesin bubut? Isilah sudut-sudut pahat bubut rata pada gambar di bawah ini: Pada saat proses pembelajaran berlangsung bertanyalah pada guru jika ada informasi atau peragaan guru yang kurang jelas. 1. Peralatan apa saja yang dipakai dalam membubut rata? 2. Alat pelindung diri yang dipakai dalam mengasah dan membubut apa saja? 3. Alat ukur apa yang dipakai dalam membubut rata? 4. Bagaimana cara mengasah pahat bubut rata? 5. Bagaimana cara membuat champer? 6. Bagaimana cara mengatur putaran mesin bubut? 7. Bagaimana cara mengatur kecepatan potong mesin bubut? 8. Berapa kali melakukan proses pemakanan benda kerja jika membubut diameter 25 mm menjadi diameter 20 mm?. 110 Teknologi Mekanik
123 c. Mencoba/Mengumpulkan informasi Pada kegiatan ini siswa mencari dan mengumpulkan informasi yang penting dalam kaitannya membubut yang benar dengan jalan: 1. mencari informasi dari internet, video, buku teks, media cetak, 2. bertanya ke guru pembimbing, 3. berdiskusi dengan temannya, 4. membaca informasi dari buku ini dengan bantuan guru, 5. membaca rangkaian dari buku manual suatu mesin. Kegiatan dapat dilakukan secara berkelompok. Carilah informasi: 1. Peralatan yang dipakai dalam membubut rata. 2. Alat pelindung diri yang dipakai dalam mengasah dan membubut rata. 3. Alat ukur yang dipakai dalam membubut rata. 4. Cara mengasah pahat bubut rata. 5. Cara membuat champer. 6. Cara mengatur handel putaran mesin bubut. 7. Cara mengatur kecepatan potong mesin bubut. 8. Cara mengetahui ketebalan pemakanan benda kerja jika membubut diameter 25 mm menjadi diameter 20 mm. d. Mengasosiasi/Menalar Dari data informasi yang terkumpul siswa menghubungkan serta menganalisa untuk menjawab pertanyaan yang telah diajukan pada saat proses menanya sekaligus akan mempraktek secara langsung dalam membubut rata dengan mesin bubut. Untuk lebih jelasnya data yang telah dikumpulkan digunakan untuk mengerjakan tugas-tugas membubut rata pada benda kerja. 1. Peralatan apa saja yang dipakai dalam membubut rata? 2. Alat pelindung diri yang dipakai dalam mengasah dan membubut apa saja? Teknologi Mekanik 111
124 3. Alat ukur apa yang dipakai dalam membubut rata? 4. Bagaimana cara mengasah pahat bubut rata? 5. Bagaimana cara membuat champer? 6. Bagaimana cara mengatur putaran mesin bubut? 7. Bagaimana cara mengatur kecepatan potong mesin bubut? 8. Berapa kali melakukan proses pemakanan benda kerja jika membubut diameter 25 mm menjadi diameter 20 mm? e. Mengkomunikasikan Buatlah laporan praktek kerja mesin bubut membuat poros mulai proses dari awal sampai akhir dalam seperti bentuk tabel pada tugas dibawah ini 3. Rangkuman Dalam praktek membubut, yang harus diperhatikan adalah benda kerja akan membuat gerakan utama berputar atau berotasi pada sumbu x. Kemudian pahat dapat dipindahkan dalam dua arah yaitu arah memanjang melalui sumbu x dan arah melintang melalui sumbu y. Cara mengasah pahat bubut pertama digerinda dengan gerinda yang kasar kemudian dengan gerinda yang halus. Sisi potong yang tumpul menyebabkan getaran besar, sehingga mengakibatkan panas dan permukaan benda kerja menjadi kasar. 4. Tugas Buatlah benda kerja seperti pada gambar kerja dibawah ini, berikut langkah kerja, alat dan bahan yang dipakai dalam membubut rata sesuai dengan yang anda kerjakan, tulis dalam bentuk laporan seperti tabel di bawah ini: Gambar kerja: 112 Teknologi Mekanik
125 Keterangan Alat-alat kerja: Mesin Bubut Kunci cekam Kunci pas Kunci L Pahat bubut rata Perlengkapan pendukung: Bahan: Besi St 37 Ø 1 1/4 x 125 mm Gambar kerja: (gambar di kertas lain) Keselamatan kerja: APD yang dipakai Teknologi Mekanik 113
126 Putaran mesin bubut: Kecepatan potong: Sudut pahat rata: Langkah pembubutan 1: Langkah pembubutan 2: Langkah pembubutan 3: Finishing: Hasil ukuran benda kerja: Teknologi Mekanik
127 5. Penilaian Diri Tuliskan dengan kode huruf (S) jika anda sudah memahami, dan dengan kode huruf (B) jika anda belum menguasai materi, kemudian ulangi atau diskusikan dengan teman, atau guru untuk bagian materi yang belum anda pahami! Tabel Kuisioner Ketercapaian Pembelajaran PERTANYAAN S/B 1) Apakah anda sudah dapat mengoperasikan mesin bubut? 2) Apakah anda sudah dapat menjepit benda kerja dengan baik? 3) Apakah anda sudah dapat menjepit pahat bubut rata dengan baik? 4) Apakah anda sudah dapat mengatur kecepatan putaran mesin bubut? 5) Apakah anda sudah dapat mengatur kecepatan potong mesin bubut? 6) Apakah anda sudah dapat mengasah pahat bubut rata? 7) Apakah anda sudah dapat membaca alat ukur dengan baik? 8) Apakah anda sudah dapat menghasilkan benda kerja sesuai dengan gambar kerja? 9) Apakah anda sudah dapat memfinishing benda kerja dengan baik? 6. Uji Kompetensi/Ulangan Jawablah pertanyaan dibawah ini dengan benar! 1. Sebutkan langkah kerja membubut rata? 2. Sebutkan langkah kerja menjepit benda kerja? 3. Sebutkan langkah kerja menjepit pahat bubut? 4. Sebutkah sudut-sudut pahat rata? Teknologi Mekanik 115

128 2.4.3 KEGIATAN PEMBELAJARAN 6 : Praktek Membubut Bertingkat 1. Tujuan Pembelajaran Membaca gambar kerja Menyebutkan peralatan yang dipakai dalam membubut bertingkat Membaca alat ukur Memasang benda kerja Menjepit pahat bubut Memakai alat pelindung diri Membubut bertingkat Mengatur putaran mesin bubut Mengatur kecepatan potong mesin bubut 2. Aktivitas Belajar Siswa Uraian Materi Ketika melakukan pembubutan bertingkat, perhatikan kecepatan putaran mesin bubut setiap diameter benda kerja yang berbeda. Kecepatan potong yang tidak sesuai dan pahat bubut yang sudah tumpul akan menghasilkan pembubutan yang kasar. Pahat bubut rata digerakkan ke arah sumbu y+ memakai eretan lintang sampai kedalaman penyayatan yang diinginkan. Kemudian pahat bubut melakukan penyayatan sepanjang sumbu x- sampai panjang yang diinginkan. Gerakan pada sumbu x+ pada eretan panjang dan sumbu y- pada eretan lintang merupakan gerakan pembebasan pahat bubut dalam penyayatan. Sumber: Dokumen Kemdikbud Gambar 4.2. Benda kerja silinder bertingkat 116 Teknologi Mekanik
129 a. Mengamati Amatilah contoh guru dalam memperagakan mengasah pahat bubut. Cermati cara memegang pahat dan pemakaian alat pelindung diri dalam mengasah. Amatilah contoh guru dalam memperagakan pembubutan rata. Mulai dari mempersiapkan bahan kerja, memeriksa mesin bubut, mempersiapkan alat ukur, mengatur putaran dan mengatur kecepatan potong sampai menjalankan mesin bubut. Amatilah cara menjepit benda kerja pada chuck mesin bubut. Amatilah cara menjepit pahat bubut dan cara mengatur titik tengah ujung pahat pada benda kerja atau center kepala lepas. Amatilah gambar 4.2 diatas benda kerja silinder bertingkat. Bagaimana cara membuatnya? b. Menanya Dari pengamatan gambar 4.2 benda kerja silinder bertingkat, apa yang dapat kita pelajari dalam praktek membubut bertingkat. Pada saat proses pembelajaran berlangsung bertanyalah pada guru jika ada informasi atau peragaan guru yang kurang jelas. 1. Peralatan apa saja yang dipakai dalam membubut bertingkat? 2. Alat pelindung diri yang dipakai dalam mengasah dan membubut apa saja? 3. Alat ukur apa yang dipakai dalam membubut bertingkat? 4. Bagaimana cara membuat champer? 5. Bagaimana cara mengatur putaran mesin bubut? 6. Bagaimana cara mengatur kecepatan potong mesin bubut? 7. Bagaimana cara mengukur jarak panjang diameternya bertingkat dengan pergeseran eretan panjang? 8. Untuk membubut bertingkat dengan diameter dan panjang yang berbeda, proses pembubutan diameter yang mana yang harus di bubut terlebih dahulu? Teknologi Mekanik 117
130 9. Berapa kali melakukan proses pemakanan benda kerja jika membubut diameter 25 mm menjadi diameter 18 mm?. c. Mencoba/Mengumpulkan informasi Pada kegiatan ini siswa mencari dan mengumpulkan informasi yang penting dalam kaitannya membubut yang benar dengan jalan: 1. mencari informasi dari internet, video, buku teks, media cetak, 2. bertanya ke guru pembimbing, 3. berdiskusi dengan temannya, 4. membaca informasi dari buku ini dengan bantuan guru, 5. membaca rangkaian dari buku manual suatu mesin. Kegiatan dapat dilakukan secara berkelompok. Carilah informasi: 1. Peralatan yang dipakai dalam membubut bertingkat. 2. Alat pelindung diri yang dipakai dalam mengasah dan membubut. 3. Alat ukur yang dipakai dalam membubut bertingkat. 4. Cara membuat champer. 5. Cara mengatur handel putaran mesin bubut. 6. Cara mengatur kecepatan potong mesin bubut. 7. Cara mengukur jarak panjang diameternya bertingkat dengan pergeseran eretan panjang. 8. Cara membubut bertingkat dengan diameter dan panjang yang berbeda. 9. Cara mengatur proses pemakanan benda kerja jika membubut diameter 25 mm menjadi diameter 18 mm. d. Mengasosiasi/Menalar Dari data informasi yang terkumpul siswa menghubungkan serta menganalisa untuk menjawab pertanyaan yang telah diajukan pada saat proses menanya sekaligus akan mempraktek secara langsung dalam membubut bertingkat dengan mesin bubut. Untuk lebih jelasnya data yang telah dikumpulkan digunakan untuk mengerjakan tugas-tugas membubut bertingkat pada benda kerja. 118 Teknologi Mekanik
131 1. Peralatan apa saja yang dipakai dalam membubut bertingkat? 2. Alat pelindung diri yang dipakai dalam mengasah dan membubut apa saja? 3. Alat ukur apa yang dipakai dalam membubut bertingkat? 4. Bagaimana cara membuat champer? 5. Bagaimana cara mengatur putaran mesin bubut? 6. Bagaimana cara mengatur kecepatan potong mesin bubut? 7. Bagaimana cara mengukur jarak panjang diameternya bertingkat dengan pergeseran eretan panjang? 8. Untuk membubut bertingkat dengan diameter dan panjang yang berbeda, proses pembubutan diameter yang mana yang harus di bubut terlebih dahulu? 9. Berapa kali melakukan proses pemakanan benda kerja jika membubut diameter 25 mm menjadi diameter 18 mm?. e. Mengkomunikasikan Buatlah laporan praktek kerja mesin bubut membuat silinder bertingkat mulai proses dari awal sampai akhir dalam seperti bentuk tabel pada tugas dibawah ini 3. Rangkuman Ketika membubut bertingkat, pahat bubut rata digerakkan ke arah sumbu y+ memakai eretan lintang sampai kedalaman penyayatan yang diinginkan. Kemudian pahat bubut melakukan penyayatan sepanjang sumbu x- sampai panjang yang diinginkan. Gerakan pada sumbu x+ pada eretan panjang dan sumbu y- pada eretan lintang merupakan gerakan pembebasan pahat bubut dalam penyayatan. 4. Tugas Buatlah benda kerja seperti pada gambar kerja dibawah ini, berikut langkah kerja, alat dan bahan yang dipakai dalam membubut bertingkat sesuai dengan yang anda kerjakan, tulis dalam bentuk laporan seperti tabel di bawah ini: Gambar kerja: Teknologi Mekanik 119
132 Keterangan Alat-alat kerja: Mesin Bubut Kunci cekam Kunci pas Kunci L Pahat bubut rata Perlengkapan pendukung: Bahan: Besi St 37 Ø 25 x 120 mm Gambar kerja: (gambar di kertas lain) Keselamatan kerja: APD yang dipakai Putaran mesin bubut: Teknologi Mekanik
133 Kecepatan potong:.... Sudut pahat rata:.... Langkah pembubutan 1: Langkah pembubutan 2: Langkah pembubutan 3: Finishing:.... Hasil ukuran benda kerja: Penilaian Diri Tuliskan dengan kode huruf (S) jika anda sudah memahami, dan dengan kode huruf (B) jika anda belum menguasai materi, kemudian ulangi atau diskusikan dengan teman, atau guru untuk bagian materi yang belum anda pahami! Teknologi Mekanik 121
134 Tabel Kuisioner Ketercapaian Pembelajaran PERTANYAAN S/B 1) Apakah anda sudah dapat mengoperasikan mesin bubut? 2) Apakah anda sudah dapat menjepit benda kerja dengan baik? 3) Apakah anda sudah dapat menjepit pahat bubut rata dengan baik? 4) Apakah anda sudah dapat mengatur kecepatan putaran mesin bubut? 5) Apakah anda sudah dapat mengatur kecepatan potong mesin bubut? 6) Apakah anda sudah dapat mengasah pahat bubut rata? 7) Apakah anda sudah dapat membubut bertingkat dengan baik? 8) Apakah anda sudah dapat membaca alat ukur dengan baik? 9) Apakah anda sudah dapat menghasilkan benda kerja sesuai dengan gambar kerja? 10) Apakah anda sudah dapat memfinishing benda kerja dengan baik? 6. Uji Kompetensi/Ulangan Jawablah pertanyaan dibawah ini dengan benar! 1. Sebutkan langkah-langkah kerja dalam membubut bertingkat? 2. Berapa putaran mesin bubut dan kecepatan potong yang harus diatur jika diketahui sebuah benda kerja silinder dengan material besi St 37 dan diameternya 18 mm? 122 Teknologi Mekanik

135 2.4.4 KEGIATAN PEMBELAJARAN 7 : Praktek Membubut Alur 1. Tujuan Pembelajaran Membaca gambar kerja Menyebutkan peralatan yang dipakai dalam membubut alur Membaca alat ukur Menjepit benda kerja Mengasah pahat alur Menjepit pahat bubut Memahami cara memakai alat pelindung diri Membubut alur Mengatur putaran mesin bubut 2. Aktivitas Belajar Siswa Uraian Materi Ketika membubut alur dengan lebar tertentu dan kedalaman tertentu, maka gerakan pemakanan pahat alur akan menggunakan tangan dengan memutar eretan lintang kedepan sumbu y. Ukur jarak ujung pahat alur dengan pinggir benda kerja yang sudah dijepit pada chuck. Kemudian geser pahat alur dengan memutar eretan panjang kearah sumbu x- sampai jarak yang diinginkan. Selanjutnya hidupkan mesin bubut dan pahat alur menyayat benda dengan dengan arah sumbu y+. Sumber: Dokumen Kemdikbud Gambar 4.3. Benda kerja silinder bertingkat dan beralur Teknologi Mekanik 123

136 a. Mengamati Amatilah contoh guru dalam memperagakan pembubutan alur. Mulai dari mempersiapkan bahan kerja, memeriksa mesin bubut, mempersiapkan alat ukur, mengatur putaran dan menjalankan mesin bubut. Amatilah gambar 4.3 diatas, bagaimana cara membuatnya. b. Menanya Dari pengamatan gambar 4.3 benda kerja silinder bertingkat dan beralur, apa yang dapat kita pelajari dalam praktek membubut alur. Isilah sudut-sudut pahat bubut alur pada gambar di bawah ini: Pada saat proses pembelajaran berlangsung bertanyalah pada guru jika ada informasi atau peragaan guru yang kurang jelas. 1. Bagaimana cara mengasah pahat bubut alur? 2. Bagaimana cara mengukur kedalam alur hasil pembubutan? 3. Bagaimana cara mengatur putaran mesin bubut? 4. Bagaimana cara mengatur pergeseran eretan lintang dan eretan panjang supaya pahat bubut alur tepat pada ukuran yang diinginkan? 5. Untuk membubut alur dengan diameter tertentu dan lebar tertentu, berapa kali pemakanan yang paling baik? 124 Teknologi Mekanik
137 c. Mencoba/Mengumpulkan informasi Pada kegiatan ini siswa mencari dan mengumpulkan informasi yang penting dalam kaitannya membubut alur yang benar dengan jalan: 1. mencari informasi dari internet, video, buku teks, media cetak, 2. bertanya ke guru pembimbing, 3. berdiskusi dengan temannya, 4. membaca informasi dari buku ini dengan bantuan guru, 5. membaca rangkaian dari buku manual suatu mesin. Kegiatan dapat dilakukan secara berkelompok. Carilah informasi: 1. Cara mengasah pahat bubut alur. 2. Cara mengukur kedalam alur hasil pembubutan. 3. Cara mengatur putaran mesin bubut. 4. Cara mengatur pergeseran eretan lintang dan eretan panjang supaya pahat bubut alur tepat pada ukuran yang diinginkan. 5. Cara membubut alur pada diameter tertentu dan lebar tertentu dengan berapa kali pemakanan yang paling baik. d. Mengasosiasi/Menalar Dari data informasi yang terkumpul siswa menghubungkan serta menganalisa untuk menjawab pertanyaan yang telah diajukan pada saat proses menanya sekaligus akan mempraktek secara langsung dalam membubut alur dengan mesin bubut. Untuk lebih jelasnya data yang telah dikumpulkan digunakan untuk mengerjakan tugas-tugas membubut alur pada benda kerja. 1. Bagaimana cara mengasah pahat bubut alur? 2. Bagaimana cara mengukur kedalam alur hasil pembubutan? 3. Bagaimana cara mengatur putaran mesin bubut? 4. Bagaimana cara mengatur pergeseran eretan lintang dan eretan panjang supaya pahat bubut alur tepat pada ukuran yang diinginkan? Teknologi Mekanik 125
138 5. Untuk membubut alur dengan diameter tertentu dan lebar tertentu, berapa kali pemakanan yang paling baik? e. Mengkomunikasikan Buatlah laporan praktek kerja mesin bubut membuat alur mulai proses dari awal sampai akhir dalam seperti bentuk tabel pada tugas dibawah ini. 3. Rangkuman Dalam praktek membubut alur, yang harus diperhatikan adalah benda kerja akan membuat gerakan utama berputar atau berotasi pada sumbu x. Kemudian pahat dapat dipindahkan dalam dua arah yaitu arah memanjang melalui sumbu x dan arah melintang melalui sumbu y. Proses penyayatan pembuatan alur menggunakan tangan dengan menggeser eretan panjang sampai jarak yang di inginkan, selanjutnya menggerakan eretan lintang guna proses pemakanan benda kerja. 4. Tugas Buatlah benda kerja seperti pada gambar kerja dibawah ini, berikut langkah kerja, alat dan bahan yang dipakai dalam membubut alur sesuai dengan yang anda kerjakan, tulis dalam bentuk laporan seperti tabel di bawah ini: Gambar kerja: 126 Teknologi Mekanik
139 Keterangan Alat-alat kerja: Mesin Bubut Perlengkapan pendukung: Bahan: Besi St 37 Ø 25 x 120 mm Gambar kerja: (gambar di kertas lain) Keselamatan kerja: APD yang dipakai Putaran mesin bubut: Sudut pahat alur:.... Langkah pembubutan alur 1: Langkah pembubutan alur 2: Finishing:.. Teknologi Mekanik 127
140 Hasil ukuran benda kerja: Penilaian Diri Tuliskan dengan kode huruf (S) jika anda sudah memahami, dan dengan kode huruf (B) jika anda belum menguasai materi, kemudian ulangi atau diskusikan dengan teman, atau guru untuk bagian materi yang belum anda pahami! Tabel Kuisioner Ketercapaian Pembelajaran PERTANYAAN S/B 1) Apakah anda sudah dapat mengoperasikan mesin bubut? 2) Apakah anda sudah dapat menjepit benda kerja dengan baik? 3) Apakah anda sudah dapat menjepit pahat bubut alur dengan baik? 4) Apakah anda sudah dapat mengatur putaran mesin bubut? 5) Apakah anda sudah dapat mengasah pahat bubut alur? 6) Apakah anda sudah dapat membubut alur dengan baik? 7) Apakah anda sudah dapat membaca alat ukur dengan baik? 8) Apakah anda sudah dapat menghasilkan benda kerja sesuai dengan gambar kerja? 9) Apakah anda sudah dapat memfinishing benda kerja dengan baik? 128 Teknologi Mekanik
141 6. Uji Kompetensi/Ulangan Jawablah pertanyaan dibawah ini dengan benar! 1. Sebutkan langkah-langkah kerja dalam membubut alur? 2. Berapa putaran mesin bubut yang harus diatur jika diketahui sebuah benda kerja silinder diameter 20 mm material besi St 37 dan lebar alur 3 mm dengan diameternya 18 mm? Teknologi Mekanik 129
142 2.4.5 KEGIATAN PEMBELAJARAN 8 : Praktek Membubut Ulir 1. Tujuan Pembelajaran Membaca gambar kerja Menjepit benda kerja Memahami cara mengasah pahat ulir Mengetahui jenis-jenis ulir Membubut ulir Mengatur putaran mesin bubut Menentukan kecepatan potong mesin bubut Mengatur handel pengatur penguliran 2. Aktivitas Belajar Siswa Uraian materi Dengan adanya sistem ulir memungkinkan kita untuk menggabungkan atau menyambung beberapa komponen menjadi satu unit produk jadi. Berdasarkan hal ini maka fungsi ulir secara umum dapat dibedakan sebagai berikut: a. Sebagai alat pengikat, artinya menyatukan beberapa komponen menjadi satu unit barang jadi dengan mur dan baut. Biasanya yang digunakan adalah ulir- ulir segi tiga baik ulir yang menggunakan standar ISO, British Standard maupun American Standard. b. Sebagai penerus daya, artinya sistem ulir digunakan untuk memindahkan suatu daya menjadi daya lain misalnya sistem ulir pada dongkrak, sistem ulir pada poros berulir (transportir) pada mesin-mesin produksi, dan sebagainya. Dengan adanya sistem ulir ini maka beban yang relatif berat dapat ditahan atau diangkat dengan daya yang relatif ringan. Ulir yang biasa dipakai sebagai penerus daya diantaranya, ulir segi empat, ulir trapesium dan ulir gigi gergaji. c. Sebagai salah satu alat untuk mencegah terjadinya kebocoran, terutama pada sistem ulir yang digunakan pada pipa. Kebanyakan yang dipakai untuk penyambungan pipa ini adalah ulir-ulir Whitworth. Ulir adalah lembaran berbentuk segitiga digulungkan pada silinder. Dalam ulir dikenal istilah pitch, pengertian pitch (P) berbeda dengan kisar. Pitch adalah jarak antara puncak dengan puncak, sedangkan kisar adalah jarak yang ditempuh mur bila ulir diputar satu putaran. 130 Teknologi Mekanik

143 Sumber: Dokumen Kemdikbud Gambar 4.4. Macam-macam ulir; dari kiri kekanan ulir segitiga, ulir segiempat, ulir trapesium, ulir tanduk (bergerigi) dan ulir bulat. Tabel 4.1. Tabel ulir menurut bentuk, sudut dan profilnya Bentuk Ulir Sudut Ulir Profil Ulir segitiga metris 60 Ulir segitiga whirtworth 55 Ulir bulat 30 Ulir segi empat 0 Ulir trapesium 30 Teknologi Mekanik 131

144 Ulir tanduk (bergerigi) 30 Menurut arah gerakan ulir dapat dibedakan dua macam ulir yaitu ulir kiri dan ulir kanan. Untuk mengetahui apakah suatu ulir termasuk ulir kiri atau ulir kanan dilihat arah kemiringan sudut sisi ulir. Atau bisa juga dicek dengan memutar pasangan dari komponen-komponen yang berulir misalnya mur dan baut. Apabila sebuah ulir dalam (mur) dipasangkan pada ulir luar (baut) yang kemudian diputar ke kanan (searah jarum jam) ternyata murnya bergerak maju maka ulir tersebut termasuk ulir kanan. Sebaliknya, bila mur diputar arahnya ke kiri (berlawanan dengan arah jarum jam) ternyata murnya bergerak maju maka ulir tersebut termasuk ulir kiri. Jadi pada ulir kanan, kalau akan melepaskan mur dari bautnya maka mur harus diputar ke kiri. Sedangkan pada ulir kiri, untuk melepaskan murnya adalah dengan memutar mur kekanan. Yang paling banyak digunakan adalah ulir kanan. Sumber: Dokumen Kemdikbud Gambar 4.5. Dimensi Ulir Keterangan: P = Kisar Dmaj = Diameter major atau diameter luar ulir Dp = Diameter pitch atau diameter tusuk Dmin = Diameter minor atau diameter dalam H = Kedalaman ulir 132 Teknologi Mekanik
145 Ulir Metris (M) Ulir metris (M) semua ukuran dalam mm dengan sudut ulir 60. Pada dasar ulir dan ujungnya dibuat radius atau pingul dengan tujuan untuk menghindari takikan. Tabel 4.2. Tabel ulir dan lubang bor Ulir Metris (diameter) pitch Lubang bor (mm) M2 0,4 1,6 M3 0,45 2,5 M4 0,7 3,3 M5 0,8 4,2 M6 1 5 M8 1,25 6,8 M10 1,5 8,5 M12 1,75 10,2 M M M18 2,5 15,5 M20 2,5 17,5 M22 2,5 19,5 M24 2,5 21 Ulir Whirtworth Sudut ulir whirtworth 55 dengan dasar dan ujung ulir di radius. Jarak puncak dibuat dengan jumlah gang tiap inchi. Contoh: 11 gang per inchi, artinya tiap 1 inchi jumlah gangnya 11. W5/8, artinya diameternya adalah 5/8. Teknologi Mekanik 133
146 Sumber: Dokumen Kemdikbud Gambar 4.6. Benda kerja silinder bertingkat, beralur dan berulir Ulir Halus Seperti ulir metris dan ulir whirtworth ulir halus memiliki jarak puncak atau kisar yang kecil dan tidak dalam. Kisar yang kecil mempunyai pengunci lebih baik yang dipergunakan untuk benda bergetar. Ulir yang tidak dalam berguna untuk benda yang berdinding tipis. Contoh: M50 x 2, artinya ulir halus metris diameter 50 mm dengan jarak puncak 2 mm. W99 x ¼, artinya ulir halur whirtworth diameter 99 mm dengan jarak puncaknya ¼. Ulir Pipa Whirtworth Dipakai untuk menyambung pipa dan flange. Ulir ini memiliki bentuk sama dengan ulir whirtworth, tetapi dengan gang yang lebih kecil. Ulir pipa baja mempunyai sudut ulir 80. Diameter normal tidak bersangkutan dengan diameter luar ulir, melainkan bersangkutan dengan diameter dalam dari pipa. Contoh: R1, artinya ulir pipa 1 dalam hal ini diameter ulir 33,25 mm. Ulir Trapesium Ulir ini sangat cocok untuk sekrup penggerak atau spindel. Sudut ulir trapesium adalah30. Diameter luar dan dalamnya mempunyai kelonggaran. Ulir trapesium distandarisasi dalam ulir tunggal dan ulir ganda. Contoh: Tr 30 x 60, artinya diameter nominal ulir 30 mm, jarak puncaknya 6 mm. 134 Teknologi Mekanik
147 Tr 40 x 12 ulir ganda, artinya diameter nominal 40 mm, jarak puncaknya 12 mm. Ulir Tanduk Ulir ini disebut juga ulir semi trapesium. Bentuk ulirnya cocok untuk tekanan yang besar dari salah satu arah. Ulir tanduk (bergerigi) ini biasanya dipakai untuk spindel press dengan sisi penyangganya mempunyai sudut 3 dan sisi lainnya bersudut 30. Contoh: S 50 x 8, artinya diameter luarnya 50 mm jarak puncaknya 8 mm. Ulir Bulat Ulir ini bentuknya bulat, maka tidak mudah rusak. Ulir bulat ini biasanya dipakai untuk katup, kopling kereta api dan pipa penghubung. Contoh: Rd 50 x 1/6, artinya ulir bulat dengan diameter 50 mm, jarak puncaknya 1/6. Meskipun sebuah ulir dapat disekrupkan dengan kuat dan tanpa kelonggaran, hal ini tidak menjamin bahwa pasangan ulir (baut dan mur) itu benar. Biasanya kesalahan ulir segitiga adalah sudut ulir tidak sama, bentuk ulir miring dan jarak puncaknya tidak sama. Ulir dapat dibuat dengan berbagai macam cara, misalnya dengan tap, snei, tangan atau mesin. Pengerjaan pembuatan ulir dengan tap (ulir dalam) dan snei (ulir luar) memakai mesin bubut mudah dan murah biasanya untuk membuat ulir segitiga. Cara pengerjaan ulir segitiga dengan mesin bubut: 1. Membubut pada benda kerja diameternya sesuai dengan ukuran ulir (sebaiknya diameternya dikurangi 0,1-0,2 mm). 2. Dibuat champer pada awal penguliran (60 0 ). Sebesar 0,8-1 kali pitch. 3. Merubah posisi handel untuk sesuai dengan pitchnya 4. Memiringkan posisi pahat α/2. Misal sudut metris 60 berarti sudut kemiringan eretan pemegang pahat adalah Mengatur posisi ketegak lurusan pahat dengan mal setting ulir. 6. Menjalankan mesin untuk awal pemakanan dan memutar skala maju di angka nol pada pahat (kedalaman ulir 0,6134 x p). Teknologi Mekanik 135
148 7. Kontrol dengan mal kontrol pitch, apakah sesuai dengan besar pitch pada gambar? 8. Menambah kedalaman pemakanan dengan memutar skala maju (pada eretan pemegan pahat 30 0 ). Untuk awal bisa skala bisa maju 6 strip, dan untuk berikutnya diperkecil. 9. Untuk mengembalikan posisi awal, undurkan atau bebaskan pahat dari benda dan chuck diputar berlawanan arah. Eretan melintang di nolkan lagi. 10. Mengecek dengan mur yang standart. 11. (Membersihkan tajaman dengan kikir). 12. Melepas dari chuck. Catatan: Untuk benda yang panjang sebaiknya di dukung dengan senter. Tidak boleh membuat ulir dengan posisi membubut di antara dua senter. Sebelum mengulir harus dikontrol apakah pasangan roda gigi sudah sesuai posisi pada mesin bubut. Putaran harus pelan. Jangan melepas handel ulir kalau belum selesai. a. Mengamati Amatilah contoh guru dalam memperagakan pembubutan ulir. Mulai dari mempersiapkan bahan kerja, memeriksa mesin bubut, mempersiapkan alat ukur, mengatur putaran, kecepatan potong, mengatur handel penguliran sampai menjalankan mesin bubut. Amatilah gambar 4.6 diatas benda kerja berulir, bagaimana cara membuatnya. b. Menanya Dari pengamatan gambar 4.6 diatas, apa yang dapat kita pelajari dalam praktek mesin bubut membuat ulir. 136 Teknologi Mekanik

149 Isilah sudut-sudut pahat bubut ulir pada gambar di bawah ini: Pada saat proses pembelajaran berlangsung bertanyalah pada guru jika ada informasi atau peragaan guru yang kurang jelas. 1. Berapa sudut pahat ulir segi tiga? 2. Ada berapa macam jenis-jenis ulir? 3. Apa yang dimaksud kisar? 4. Bagaimana cara mengasah pahat ulir? 5. Bagaimana cara membubut ulir? 6. Bagaimana cara mengatur putaran mesin bubut? 7. Bagaimana cara menentukan kecepatan potong mesin bubut? 8. Bagaimana cara mengatur handel pengatur penguliran? c. Mencoba/Mengumpulkan informasi Pada kegiatan ini siswa mencari dan mengumpulkan informasi yang penting dalam kaitannya membubut ulir yang benar dengan jalan: 1. mencari informasi dari internet, video, buku teks, media cetak, 2. bertanya ke guru pembimbing, 3. berdiskusi dengan temannya, 4. membaca informasi dari buku ini dengan bantuan guru, 5. membaca rangkaian dari buku manual suatu mesin. Kegiatan dapat dilakukan secara berkelompok. Carilah informasi: 1. Sudut-sudut pahat ulir segi tiga. 2. Macam-macam jenis-jenis ulir. 3. Arti dari kisar. Teknologi Mekanik 137
150 4. Cara mengasah pahat ulir. 5. Cara membubut ulir. 6. Cara mengatur putaran mesin bubut. 7. Cara menentukan kecepatan potong mesin bubut. 8. Cara mengatur handel pengatur penguliran. d. Mengasosiasi/Menalar Dari data informasi yang terkumpul siswa menghubungkan serta menganalisa untuk menjawab pertanyaan yang telah diajukan pada saat proses menanya sekaligus akan mempraktek secara langsung dalam membubut ulir dengan mesin bubut. Untuk lebih jelasnya data yang telah dikumpulkan digunakan untuk mengerjakan tugas-tugas membubut ulir pada benda kerja. 1. Berapa sudut pahat ulir segit tiga? 2. Ada berapa macam jenis-jenis ulir? 3. Apa yang dimaksud kisar? 4. Bagaimana cara mengasah pahat ulir? 5. Bagaimana cara membubut ulir? 6. Bagaimana cara mengatur putaran mesin bubut? 7. Bagaimana cara menentukan kecepatan potong mesin bubut? 8. Bagaimana cara mengatur handel pengatur penguliran? e. Mengkomunikasikan Buatlah laporan praktek kerja mesin bubut membuat ulir mulai proses dari awal sampai akhir dalam seperti bentuk tabel pada tugas dibawah ini 3. Rangkuman Dengan adanya sistem ulir memungkinkan kita untuk menggabungkan atau menyambung beberapa komponen menjadi satu unit produk jadi. 138 Teknologi Mekanik
151 Secara fungsi ulir dapat dibedakan menjadi tiga macam, yaitu ulir sebagai pengikat, ulir sebagai penerus daya dan ulir sebagai alat untuk mencegah kebocoran. Pitch adalah jarak antara puncak ulir dengan puncak ulir, sedangkan kisar adalah jarak yang ditempuh mur bila ulir diputar satu putaran. Jenis-jenis ulir antara lain, ulir segi tiga, ulir segi empat, ulir trapesium, ulir bulat dan ulir bergerigi. 4. Tugas Buatlah benda kerja seperti pada gambar kerja dibawah ini, berikut langkah kerja, alat dan bahan yang dipakai dalam membubut ulir sesuai dengan yang anda kerjakan, tulis dalam bentuk laporan seperti tabel di bawah ini: Gambar kerja: Keterangan Alat-alat kerja: Mesin Bubut Perlengkapan pendukung: Teknologi Mekanik 139
152 Bahan: Besi St 37 Ø 20 x 120 mm Gambar kerja: Keselamatan kerja: APD yang dipakai Putaran mesin bubut: Kecepatan potong: Sudut pahat ulir: Langkah kerja penguliran: Finishing: Hasil ukuran benda kerja: Teknologi Mekanik
 Apakah anda sudah dapat mengoperasikan mesin bubut?")
153 5. Penilaian Diri Tuliskan dengan kode huruf (S) jika anda sudah memahami, dan dengan kode huruf (B) jika anda belum menguasai materi, kemudian ulangi atau diskusikan dengan teman, atau guru untuk bagian materi yang belum anda pahami! Tabel Kuisioner Ketercapaian Pembelajaran PERTANYAAN S/B 1) Apakah anda sudah dapat mengoperasikan mesin bubut? 2) Apakah anda sudah dapat menjepit benda kerja dengan baik? 3) Apakah anda sudah dapat menjepit pahat bubut ulir dengan baik? 4) Apakah anda sudah dapat mengatur kecepatan putaran mesin bubut? 5) Apakah anda sudah dapat mengatur perintah mengulir mesin bubut? 6) Apakah anda sudah dapat mengasah pahat bubut ulir segitiga? 7) Apakah anda sudah dapat membubut uli dengan baik? 8) Apakah anda sudah dapat membaca alat ukur dengan baik? 9) Apakah anda sudah dapat menghasilkan benda kerja sesuai dengan gambar kerja? 10) Apakah anda sudah dapat memfinishing benda kerja dengan baik? 6. Uji Kompetensi/Ulangan Jawablah pertanyaan dibawah ini dengan benar! 1. Sebutkan langkah-langkah kerja dalam membubut ulir setiga? 2. Apa yang dimaksud dengan ulir metris 12? Jelaskan. 3. Apa yang dimaksud dengan kisar? 4. Ada berapa macam bentuk-bentuk ulir? Sebutkan. Teknologi Mekanik 141

154 2.4.6 KEGIATAN PEMBELAJARAN 9 : Praktek Membubut kartel 1. Tujuan Pembelajaran Membaca gambar kerja Menyebutkan peralatan yang dipakai dalam membubut kartel Menjepit benda kerja Mengetahui pola kartel Memasang pahat kartel Membubut kartel pada benda kerja Menentukan putaran mesin bubut Menentukan kecepatan potong mesin bubut 2. Aktivitas Belajar Siswa Uraian materi Untuk membuat permukaan bagian yang diputar agar tidak licin pada perkakas pegangan, pemutar ragum dan semacamnya, maka permukaan benda kerja dibuat kartel (bergerigi). Pola hasil kartel akan menambah fungsionalitas dan estetikanya. Beberapa pola yang biasa dipakai dalam mengkartel seperti pola berlian, silang menyilang dan lurus. Sumber: Gambar 4.7. Macam-macam pola hasil kartel Menurut posisi gigi-gigi kartel, kartel dibagi sebagai berikut: a. Kartel lurus Kartel lurus atau disebut kartel mata tunggal biasa untuk membuat polapola searah saja seperti pola lurus atau silang miring. 142 Teknologi Mekanik



155 Sumber: Dokumen Kemdikbud Gambar 4.8. Kartel mata tunggal b. Kartel silang Kartel silang atau kartel kanan kiri, umumnya menggunakan 2 buah roda bergigi yang mempunyai arah gigi yang berlawanan. Mata kartel dipasang pada pemegang kartel dan dijepit pada eretan lintang selanjutnya ditekankan kebenda kerja yang berputar. Rol-rol mata kartel akan ikut berputar menekankan gerigigeriginya terhadap benda-kerja dan memindahkan profil mata kertel ke benda kerja. Sumber: Gambar 4.9. Kartel silang c. Kartel tangan Kartel tangan di gunakan apabila benda kerjanya berdiameter kecil maksimal sebesar diameter pembukanya. Material benda kerja yang akan dikartel lebih baik material lunak seperti aluminium, kuningan atau yang lainnya bukan baja karena keras saat dikartel. Sumber: Gambar Kartel tangan Keuntungannya menggunakan kartel tangan lebih cepat, dalam seting dan prosesnya. Adapun langkah kerja dalam mengkartel tangan adalah : Teknologi Mekanik 143
156 1. Menyetel tinggi hanya kira-kira. 2. Kecepatan putaran seperti pada membuat ulir. 3. Mengencangkan atau menekan kartel tersebut. 4. Kecepatan antara 0,1 mm/putaran. 5. Memberi air pendingin yang banyak. 6. Menghidupkan mesin dan memutar baut penekan pada kartel ¼ putaran, atau menekan lebih kalau kartel dijepit. 7. Terus menambah kedalaman pemakanan. 8. Mengecek apakah sudah terbentuk titik ujung seperti prisma yang bagus pada benda. 9. Menghilangkan pinggiran yang rusak dengan membubut. Catatan: Diameter benda kerja yang akan dikartel harus dibuat lebih kecil diameternya dengan dikurangi setengah ketebalan gigi kartel. Contoh: Sebuah benda kerja setelah dikartel ukuran diameternya 29 mm dengan ketebalan kartel t = 1 mm, maka benda kerja harus dibubut dengan ukuran diameter 28,5 mm. Pemakanan eretan bangku harus 2/3 sampai ¾ kali jarak gigi. Misalnya : t = 1 mm, s = 0,7 mm). Sumber: Dokumen Kemdikbud Gambar Benda kerja silinder kartel Langkah kerja dalam menjalankan kartel mesin : 1. Menjepit kartel pada toolpost atau pemegang pahat. 2. Mengatur ketegak lurusan kartel (bisa ditempel pada chuck). 3. Mengatur ketinggian kartel. 4. Menempelkan kartel pada benda kerja. 144 Teknologi Mekanik
157 5. Menjalankan mesin dan menggerakkan kartel dengan handel otomatis (putaran seperti ulir, biasa putaran 40 rpm, feeding 0,04 mm/put). 6. Melihat apakah hasil sudah satu garis (silang bagus). 7. Memberi air pendingin. 8. Mengulangi lagi sampai berbentuk prisma (jangan di lepas kalau belum selesai). 9. Jika sudah terbentuk prisma yang bagus, mundurkan kartel dan lepaskan kartelnya. Catatan: Jangan melepas kartel jika permukaan yang dikartel belum jadi benar, karena akan sulit untuk memasang atau mencocokkan profil hasil kartelnya lagi. 1) Mengamati Amatilah contoh guru dalam memperagakan pembubutan kartel. Mulai dari mempersiapkan bahan kerja, memeriksa mesin bubut, mempersiapkan alat ukur, mengatur putaran dan kecepatan potong sampai menjalankan mesin bubut. Amatilah gambar 4.11 benda kerja silinder kartel silang. 2) Menanya Dari pengamatan gambar 4.11 diatas, apa yang dapat kita pelajari dalam praktek mesin bubut membuat kartel. Pada saat proses pembelajaran berlangsung bertanyalah pada guru jika ada informasi atau peragaan guru yang kurang jelas. 1. Peralatan apa saja yang dipakai dalam membubut kartel? 2. Bagaimana cara menjepit benda kerja? 3. Ada berapa macam jenis-jenis kartel? Dan pola kartel apa saja yang biasa dipakai? 4. Bagaimana cara memasang pahat kartel? 5. Bagaimana cara membubut kartel pada benda kerja? Teknologi Mekanik 145
158 6. Bagaimana cara menentukan putaran mesin bubut? 7. Bagaimana cara menentukan kecepatan potong mesin bubut? 3) Mencoba/Mengumpulkan informasi Pada kegiatan ini siswa mencari dan mengumpulkan informasi yang penting dalam kaitannya membubut ulir yang benar dengan jalan: 1. mencari informasi dari internet, video, buku teks, media cetak, 2. bertanya ke guru pembimbing, 3. berdiskusi dengan temannya, 4. membaca informasi dari buku ini dengan bantuan guru, 5. membaca rangkaian dari buku manual suatu mesin. Kegiatan dapat dilakukan secara berkelompok. Carilah informasi: 1. Peralatan yang dipakai dalam membubut kartel. 2. Cara menjepit benda kerja. 3. Macam jenis-jenis kartel dan pola kartel. 4. Cara memasang pahat kartel. 5. Cara membubut kartel pada benda kerja. 6. Cara mengatur putaran mesin bubut. 7. Cara mengatur kecepatan potong mesin bubut. 4) Mengasosiasi/Menalar Dari data informasi yang terkumpul siswa menghubungkan serta menganalisa untuk menjawab pertanyaan yang telah diajukan pada saat proses menanya sekaligus akan mempraktek secara langsung dalam membubut kartel dengan mesin bubut. Untuk lebih jelasnya data yang telah dikumpulkan digunakan untuk mengerjakan tugas-tugas membubut kartel pada benda kerja. 1. Peralatan apa saja yang dipakai dalam membubut kartel? 2. Bagaimana cara menjepit benda kerja? 146 Teknologi Mekanik
159 3. Ada berapa macam jenis-jenis kartel? Dan pola kartel apa saja yang biasa dipakai? 4. Bagaimana cara memasang pahat kartel? 5. Bagaimana cara membubut kartel pada benda kerja? 6. Bagaimana cara menentukan putaran mesin bubut? 7. Bagaimana cara menentukan kecepatan potong mesin bubut? 5) Mengkomunikasikan Buatlah laporan praktek kerja mesin bubut membuat kartel mulai proses dari awal sampai akhir dalam seperti bentuk tabel pada tugas dibawah ini 3. Rangkuman Untuk membuat permukaan bagian yang diputar agar tidak licin pada perkakas pegangan, pemutar ragum dan semacamnya, maka permukaan benda kerja dibuat kartel (bergerigi). Beberapa pola yang biasa dipakai dalam mengkartel seperti pola berlian, silang menyilang dan lurus. Jenis-jenis kartel menurut posisi gigi-giginya ada tiga, yaitu kartel tunggal, kartel silang dan kartel tangan. 4. Tugas Buatlah benda kerja seperti pada gambar kerja dibawah ini, berikut langkah kerja, alat dan bahan yang dipakai dalam membubut kartel serta alur sesuai dengan yang anda kerjakan, tulis dalam bentuk laporan seperti tabel di bawah ini: Gambar kerja: Teknologi Mekanik 147
160 Keterangan Alat-alat kerja: Mesin Bubut Perlengkapan pendukung: Bahan: Besi St 37 Ø 25 x 120 mm Gambar kerja: (gambar di kertas lain) Keselamatan kerja: APD yang dipakai Putaran mesin bubut: Teknologi Mekanik
161 Kecepatan potong: Langkah pembubutan kartel: Langkah pembubutan alur: Finishing: Hasil ukuran benda kerja: 5. Penilaian Diri Tuliskan dengan kode huruf (S) jika anda sudah memahami, dan dengan kode huruf (B) jika anda belum menguasai materi, kemudian ulangi atau diskusikan dengan teman, atau guru untuk bagian materi yang belum anda pahami! Tabel Kuisioner Ketercapaian Pembelajaran PERTANYAAN S/B 1) Apakah anda sudah dapat mengoperasikan mesin bubut? 2) Apakah anda sudah dapat menjepit benda kerja dengan baik? 3) Apakah anda sudah dapat menjepit pahat kartel dengan baik? Teknologi Mekanik 149
162 4) Apakah anda sudah dapat mengatur putaran mesin bubut? 5) Apakah anda sudah dapat mengatur kecepatan potong mesin bubut? 6) Apakah anda sudah dapat membubut kartel dengan baik? 7) Apakah anda sudah dapat membaca alat ukur dengan baik? 8) Apakah anda sudah dapat menghasilkan benda kerja sesuai dengan gambar kerja? 9) Apakah anda sudah dapat memfinishing benda kerja dengan baik? 6. Uji Kompetensi/Ulangan Jawablah pertanyaan dibawah ini dengan benar! 1. Sebutkan langkah-langkah kerja dalam membubut kartel? 2. Ada berapa macam jenis kartel dan pola kartel? Sebutkan. 3. Jelaskan langkah kerja membubut kartel tangan? 150 Teknologi Mekanik
163 2.4.7 KEGIATAN PEMBELAJARAN 10 : Praktek Membubut poros eksentrik 1. Tujuan Pembelajaran Membaca gambar kerja Menyebutkan peralatan yang dipakai dalam membubut poros eksentrik Memasang benda kerja pada chuck mesin bubut Memasang benda kerja dengan 2 senter Membubut poros eksentrik Mengatur pergeseran center kepala lepas Mengatur putaran mesin bubut Mengatur kecepatan potong mesin bubut 2. Aktivitas Belajar Siswa Uraian materi Poros eksentrik adalah sebuah poros yang mempunyai 2 atau lebih sumbu porosnya. Sumbu poros sendiri sejajar dengan sumbu utama dengan jarak tertentu hal ini disebut eksentrik. Tonjolan yang letaknya eksentrik berguna untuk memberikan gerakan putaran kian kemari atau sebaliknya. Sumber: Dokumen Kemdikbud Gambar Poros eksentrik Hal yang paling utama untuk mengerjakan poros eksentrik adalah bentuk dari eksentriknya dan letak sumbu sejajar dengan garis yang betul. Penjepitan benda kerja dapat memakai chuck rahang 3 biasa, chuck rahang 3atau 4 independen dan antara senter dengan senter. 1. Penjepitan 2 buah senter. Jika pembubutan memakai 2 buah senter, maka kedua ujung benda kerja harus diberi tanda titik senter sesuai dengan jarak eksentriknya yang kemudian di lubangi. Dengan diberinya tanda pada kedua ujungnya maka akan memudahan proses pengerjaan pembubutannya. Teknologi Mekanik 151

 e = Eksentrisitas (mm) r = jari-jari pencekam benda kerja (mm) Sumber:")
164 Sumber: Dokumen Kemdikbud Gambar Menjepit benda kerja dengan dua senter pada ujungnya 2. Penjepitan chuck rahang 3 biasa dengan pelat tambahan. Jika pembuatan poros eksentrik dijepit dengan chuck rahang 3 biasa, maka benda kerja harus diganjal dengan pelat tambahan. Pemberian pelat tambahan (pengganjal) diletakkan pada salah satu rahangnya. Ketebalan pelat tambahan (H) harus lebih tebal dari penyimpangan atau eksentrisitasnya (H>e). Tingginya pelat tambahan dapat dihitung dengan rumus sebagai berikut: Dimana: H = Ketebalan pelat tambahan (mm) e = Eksentrisitas (mm) r = jari-jari pencekam benda kerja (mm) Sumber: Dokumen Kemdikbud Gambar Menjepit benda kerja dengan pelat tambahan pada chuck rahang Teknologi Mekanik


165 3. Penjepitan chuck rahang 3 atau 4 independen. Pencekaman benda kerja oleh chuck rahang 3 independen atau chuck rahang 4 independen dapat dengan mudah diatur ukuran eksentriknya secara tepat dengan pertolongan skala pada chucknya. Sumber: Dokumen Kemdikbud Gambar Menjepit benda kerja dengan chuck rahang 3 indenpenden Sumber: Dokumen Kemdikbud Gambar Menjepit benda kerja dengan chuck rahang 4 indenpenden Kesalahan-kesalahan yang terjadi pada pembuatan poros eksentrik dapat diperiksa diantara senter dengan senter atau pada mesin bubut itu sendiri dengan menggunakan penggores atau dial indicator. Teknologi Mekanik 153


166 Sumber: Dokumen Kemdikbud Gambar Poros eksentrik a. Mengamati Amatilah contoh guru dalam memperagakan pembubutan poros eksentrik. Mulai dari mempersiapkan bahan kerja, memeriksa mesin bubut, mempersiapkan alat ukur, menjepit benda kerja, mengatur putaran dan kecepatan potong sampai menjalankan mesin bubut. Amatilah gambar poros eksentrik diatas, bagaimanakah cara membuatnya. b. Menanya Dari pengamatan gambar 4.17 diatas, apa yang dapat kita pelajari dalam praktek mesin bubut membuat poros eksentrik. Pada saat proses pembelajaran berlangsung bertanyalah pada guru jika ada informasi atau peragaan guru yang kurang jelas. 1. Peralatan apa saja yang dipakai dalam membubut poros eksentrik? 2. Bagaimana cara memasang benda kerja pada chuck mesin bubut? 3. Bagaimana cara memasang benda kerja dengan 2 senter? 4. Bagaimana cara membubut poros eksentrik? 5. Bagaimana cara mengatur pergeseran center kepala lepas? 6. Bagaimana cara mengatur putaran mesin bubut? 7. Bagaimana cara mengatur kecepatan potong mesin bubut? 154 Teknologi Mekanik
167 c. Mencoba/Mengumpulkan informasi Dari data informasi yang terkumpul siswa menghubungkan serta menganalisa untuk menjawab pertanyaan yang telah diajukan pada saat proses menanya sekaligus akan mempraktek secara langsung dalam membubut poros eksentrik dengan mesin bubut. Untuk lebih jelasnya data yang telah dikumpulkan digunakan untuk mengerjakan tugas-tugas membubut kartel pada benda Carilah informasi: 1. Peralatan yang dipakai dalam membubut poros eksentrik. 2. Cara memasang benda kerja pada chuck mesin bubut. 3. Cara memasang benda kerja dengan 2 senter. 4. Cara membubut poros eksentrik. 5. Cara mengatur pergeseran center kepala lepas. 6. Cara mengatur putaran mesin bubut. 7. Cara mengatur kecepatan potong mesin bubut. d. Mengasosiasi/Menalar Dari data informasi yang terkumpul siswa menghubungkan serta menganalisa untuk menjawab pertanyaan yang telah diajukan pada saat proses menanya sekaligus akan mempraktek secara langsung dalam membubut poros eksentrik dengan mesin bubut. Untuk lebih jelasnya data yang telah dikumpulkan digunakan untuk mengerjakan tugas-tugas membubut poros eksentrik pada benda kerja 1. Peralatan apa saja yang dipakai dalam membubut poros eksentrik? 2. Bagaimana cara memasang benda kerja pada chuck mesin bubut? 3. Bagaimana cara memasang benda kerja dengan 2 senter? 4. Bagaimana cara membubut poros eksentrik? 5. Bagaimana cara mengatur pergeseran center kepala lepas? 6. Bagaimana cara mengatur putaran mesin bubut? 7. Bagaimana cara mengatur kecepatan potong mesin bubut? Teknologi Mekanik 155
168 e. Mengkomunikasikan Buatlah laporan praktek kerja mesin bubut membuat poros eksentrik mulai proses dari awal sampai akhir dalam seperti bentuk tabel pada tugas dibawah ini 3. Rangkuman Poros eksentrik adalah sebuah poros yang mempunyai 2 atau lebih sumbu porosnya. Penjepitan benda kerja untuk membubut eksentrik dapat dilakukan dengan 3 cara, yaitu; memakai chuck rahang 3 biasa, chuck rahang 3atau 4 independen dan antara senter dengan senter. 4. Tugas Buatlah benda kerja seperti pada gambar kerja dibawah ini, berikut langkah kerja, alat dan bahan yang dipakai dalam membubut poros eksentrik sesuai dengan yang anda kerjakan, tulis dalam bentuk laporan seperti tabel di bawah ini: Gambar kerja: Keterangan Alat-alat kerja: Mesin Bubut Teknologi Mekanik
169 Perlengkapan pendukung: Bahan: Besi St 37 Ø 1 1/4 x 185 mm Gambar kerja: (gambar di kertas lain) Keselamatan kerja: APD yang dipakai Putaran mesin bubut: Kecepatan potong: Sudut pahat: Langkah pembubutan 1: Langkah pembubutan 2: Finishing: Teknologi Mekanik 157
170 Hasil ukuran benda kerja: Penilaian Diri Tuliskan dengan kode huruf (S) jika anda sudah memahami, dan dengan kode huruf (B) jika anda belum menguasai materi, kemudian ulangi atau diskusikan dengan teman, atau guru untuk bagian materi yang belum anda pahami! Tabel Kuisioner Ketercapaian Pembelajaran PERTANYAAN S/B 1) Apakah anda sudah dapat mengoperasikan mesin bubut? 2) Apakah anda sudah dapat menjepit benda kerja dengan baik? 3) Apakah anda sudah dapat menjepit pahat bubut dengan baik? 4) Apakah anda sudah dapat mengatur putaran mesin bubut? 5) Apakah anda sudah dapat mengatur kecepatan potong mesin bubut? 6) Apakah anda sudah dapat mengasah pahat bubut dengan baik? 7) Apakah anda sudah dapat membubut eksentrik dengan baik? 8) Apakah anda sudah dapat membaca alat ukur dengan baik? 9) Apakah anda sudah dapat menghasilkan benda kerja sesuai dengan gambar kerja? 10) Apakah anda sudah dapat memfinishing benda kerja dengan baik? 158 Teknologi Mekanik
171 6. Uji Kompetensi/Ulangan Jawablah pertanyaan dibawah ini dengan benar! 1. Sebutkan langkah-langkah kerja dalam membubut poros eksentrik? 2. Ada berapa cara menjepit benda kerja poros eksentrik? Sebutkan dan jelaskan. Teknologi Mekanik 159
172 2.4.8 KEGIATAN PEMBELAJARAN 11 : Praktek Membubut poros eksentrik 1. Tujuan Pembelajaran Membaca gambar kerja Menyebutkan peralatan yang dipakai dalam membubut poros eksentrik Memasang benda kerja pada chuck mesin bubut Memasang benda kerja dengan 2 senter Membubut poros eksentrik Mengatur pergeseran center kepala lepas Mengatur putaran mesin bubut Mengatur kecepatan potong mesin bubut 2. Aktivitas Belajar Siswa Uraian materi Kegiatan pembelajaran 11 ini akan melanjutkan praktek membubut eksentrik seperti pada kegiatan pembelajaran 10 sebelumnya. Sumber: Dokumen Kemdikbud Gambar Poros eksentrik a. Mengamati Amatilah contoh guru dalam memperagakan pembubutan poros eksentrik. Mulai dari mempersiapkan bahan kerja, memeriksa mesin bubut, mempersiapkan alat ukur, menjepit benda kerja, mengatur putaran dan kecepatan potong sampai menjalankan mesin bubut. Amatilah gambar poros eksentrik diatas, bagaimanakah cara membuatnya. 160 Teknologi Mekanik
173 b. Menanya Dari pengamatan gambar 4.17 diatas, apa yang dapat kita pelajari dalam praktek mesin bubut membuat poros eksentrik. Pada saat proses pembelajaran berlangsung bertanyalah pada guru jika ada informasi atau peragaan guru yang kurang jelas. 1. Peralatan apa saja yang dipakai dalam membubut poros eksentrik? 2. Bagaimana cara memasang benda kerja pada chuck mesin bubut? 3. Bagaimana cara memasang benda kerja dengan 2 senter? 4. Bagaimana cara membubut poros eksentrik? 5. Bagaimana cara mengatur pergeseran center kepala lepas? 6. Bagaimana cara mengatur putaran mesin bubut? 7. Bagaimana cara mengatur kecepatan potong mesin bubut? c. Mencoba/Mengumpulkan informasi Dari data informasi yang terkumpul siswa menghubungkan serta menganalisa untuk menjawab pertanyaan yang telah diajukan pada saat proses menanya sekaligus akan mempraktek secara langsung dalam membubut poros eksentrik dengan mesin bubut. Untuk lebih jelasnya data yang telah dikumpulkan digunakan untuk mengerjakan tugas-tugas membubut kartel pada benda Carilah informasi: 1. Peralatan yang dipakai dalam membubut poros eksentrik. 2. Cara memasang benda kerja pada chuck mesin bubut. 3. Cara memasang benda kerja dengan 2 senter. 4. Cara membubut poros eksentrik. 5. Cara mengatur pergeseran center kepala lepas. 6. Cara mengatur putaran mesin bubut. 7. Cara mengatur kecepatan potong mesin bubut. Teknologi Mekanik 161
174 d. Mengasosiasi/Menalar Dari data informasi yang terkumpul siswa menghubungkan serta menganalisa untuk menjawab pertanyaan yang telah diajukan pada saat proses menanya sekaligus akan mempraktek secara langsung dalam membubut poros eksentrik dengan mesin bubut. Untuk lebih jelasnya data yang telah dikumpulkan digunakan untuk mengerjakan tugas-tugas membubut poros eksentrik pada benda kerja 1. Peralatan apa saja yang dipakai dalam membubut poros eksentrik? 2. Bagaimana cara memasang benda kerja pada chuck mesin bubut? 3. Bagaimana cara memasang benda kerja dengan 2 senter? 4. Bagaimana cara membubut poros eksentrik? 5. Bagaimana cara mengatur pergeseran center kepala lepas? 6. Bagaimana cara mengatur putaran mesin bubut? 7. Bagaimana cara mengatur kecepatan potong mesin bubut? e. Mengkomunikasikan Buatlah laporan praktek kerja mesin bubut membuat poros eksentrik mulai proses dari awal sampai akhir dalam seperti bentuk tabel pada tugas dibawah ini 3. Rangkuman Dalam praktek membubut, yang harus diperhatikan adalah benda kerja akan membuat gerakan utama berputar atau berotasi pada sumbu x. Kemudian pahat dapat dipindahkan dalam dua arah yaitu arah memanjang melalui sumbu x dan arah melintang melalui sumbu y. 4. Tugas Buatlah benda kerja seperti pada gambar kerja dibawah ini, berikut langkah kerja, alat dan bahan yang dipakai dalam membubut poros eksentrik sesuai dengan yang anda kerjakan, tulis dalam bentuk laporan seperti tabel di bawah ini: 162 Teknologi Mekanik
175 Gambar kerja: Keterangan Alat-alat kerja: Perlengkapan pendukung: Bahan: Besi St 37 Ø 30 x 180 mm Gambar kerja: (gambar di kertas lain) Keselamatan kerja: APD yang dipakai Putaran mesin bubut: Kecepatan potong: Teknologi Mekanik 163
176 Sudut pahat bubut: Langkah pembubutan 1: Langkah pembubutan 2: Finishing: Hasil ukuran benda kerja: 5. Penilaian Diri Tuliskan dengan kode huruf (S) jika anda sudah memahami, dan dengan kode huruf (B) jika anda belum menguasai materi, kemudian ulangi atau diskusikan dengan teman, atau guru untuk bagian materi yang belum anda pahami! Tabel Kuisioner Ketercapaian Pembelajaran PERTANYAAN S/B 1) Apakah anda sudah dapat mengoperasikan mesin bubut? 2) Apakah anda sudah dapat menjepit benda kerja dengan baik? 3) Apakah anda sudah dapat menjepit pahat bubut dengan baik? 4) Apakah anda sudah dapat mengatur putaran mesin bubut? 164 Teknologi Mekanik
177 PERTANYAAN S/B 5) Apakah anda sudah dapat mengatur kecepatan potong mesin bubut? 6) Apakah anda sudah dapat mengasah pahat bubut dengan baik? 7) Apakah anda sudah dapat membubut eksentrik dengan baik? 8) Apakah anda sudah dapat membaca alat ukur dengan baik? 9) Apakah anda sudah dapat menghasilkan benda kerja sesuai dengan gambar kerja? 10) Apakah anda sudah dapat memfinishing benda kerja dengan baik? 6. Uji Kompetensi/Ulangan Jawablah pertanyaan dibawah ini dengan benar! 1. Sebutkan langkah-langkah kerja dalam membubut poros eksentrik? 2. Bagaimana cara menjepit benda kerja pada mesin bubut? Teknologi Mekanik 165
178 2.5 KERJA MESIN FRAIS DESKRIPSI MATERI PEMBELAJARAN Setelah mempelajari tentang bagian-bagian mesin frais, prosedur pengoperasian mesin frais dan keselamatan kerja mengoperasikan mesin frais, maka materi selanjutnya adalah praktek kerja mesin frais. Pada bab 5 ini akan dipelajari cara mengefrais benda kerja mulai mengefrais dasar sampai mengefrais dengan tingkat kesulitan menengah. Seluruh proses pembelajaran akan dilaksanakan di bengkel mesin konvensional. Adapun tahapan yang akan di praktekkan dalam kegiatan pembelajaran bab kerja mesin frais, yaitu: 1. Mengefrais rata dan miring 2. Mengefrais alur dan bertingkat 3. Mengefrais membuat roda gigi KEGIATAN PEMBELAJARAN 12 : Praktek Mengefrais Rata dan miring 1. Tujuan Pembelajaran Membaca gambar kerja Menyebutkan peralatan yang dipakai dalam mengefrais Memahami cara membaca tabel kecepatan putar pisau frais Menjepit benda kerja pada ragum mesin frais Memasang pisau frais Memakai alat pelindung diri Mengefrais permukaan rata Mengefrais miring Mengatur putaran spindel mesin frais Mengatur kecepatan potong mesin frais 2. Aktivitas Belajar Siswa Uraian materi Pengerjaan frais merupakan pengerjaan membuat rata permukaan benda kerja. Jika diperhatikan pada mesin frais, maka terdapat benda kerja yang terjepit pada ragum meja mesin frais dan pisau frais terdapat pada sumbu spindle mesin frais. Sumbu kerja pada mesin frais yang bergerak ada tiga arah, yaitu; 1. Sumbu x, pergerakan eretan panjang kearah kiri sumbu x- dan kearah kanan pada sumbu x Teknologi Mekanik

179 2. Sumbu y, pergerakan eretan lintang kearah belakang sumbu y- dan kearah maju pada sumbu y+. 3. Sumbu z, pergerakan meja frais untuk kedalaman pemakanan dengan arah ke atas sumbu z+ dan ke bawah pada sumbu z-. Sumber: Dokumen Kemdikbud Gambar 5.1. Sumbu kerja mesin frais Kecepatan potong (V e) Pada tabel kecepatan potong di bawah ini hanya tercantum hrg untuk pisau frais dari bahan HSS, jika menggunakan pisau frais dari bahan Carbida, maka kecepatan putar itu perlu dikalikan 4-5 kalinya. Tabel 5.1. Tabel kecepatan potong menurut bahan Kecepatan potong (m/menit) Bahan Kasar Halus Kuningan, perunggu keras Besi tuang Baja lebih dari 70 kg/mm Baja kg/mm Baja kg/mm Tembaga, perunggu lunak Alumunium murni Thermoplast Teknologi Mekanik 167
180 a. Mengamati Amatilah contoh guru dalam memperagakan pemfraisan rata. Mulai dari mempersiapkan bahan kerja, memeriksa mesin frais, mempersiapkan alat ukur, mengatur putaran dan mengatur kecepatan potong sampai menjalankan mesin frais. Amatilah cara menjepit benda kerja pada ragum mesin frais. Amatilah cara menjepit pisau frais pada collet dan cara mencari titik nol pada benda kerja. Amatilah cara mengatur kepala frais vertical untuk mengefrais kemiringan benda kerja. Amatilah gambar 5.1 di atas sebuah benda kerja, bagaimanakah cara mengerjakan dan membuatnya? b. Menanya Dari hasil pengamatan gambar 5.1, apa saja yang dapat kita pelajari pada praktek kerja mesin frais. Pada saat proses pembelajaran berlangsung bertanyalah pada guru jika ada informasi atau peragaan guru yang kurang jelas. 1. Peralatan apa saja yang dipakai dalam mengefrais? 2. Bagaimanakah cara membaca tabel kecepatan putar pisau frais? 3. Bagaimana cara menjepit benda kerja pada ragum mesin frais? 4. Bagaimana cara menjepit pisau frais? 5. Alat pelindung diri apa saja yang dipakai dalam mengefrais? 6. Bagaimana cara mengefrais permukaan rata? 7. Bagaimana cara mengefrais miring? 8. Bagaimana cara mengatur putaran spindel mesin frais? 9. Bagaimana cara mengatur kecepatan potong mesin frais? 10. Bagaimanakah cara mencari titik nol pada sumbu benda kerja? 168 Teknologi Mekanik
181 c. Mencoba/Mengumpulkan informasi Pada kegiatan ini siswa mencari dan mengumpulkan informasi yang penting dalam kaitannya mengefrais yang benar dengan jalan: 1. mencari informasi dari internet, video, buku teks, media cetak, 2. bertanya ke guru pembimbing, 3. melakukan eksperimen, 4. berdiskusi dengan temannya, 5. membaca informasi dari buku ini dengan bantuan guru, 6. membaca rangkaian dari buku manual suatu mesin. Kegiatan dapat dilakukan secara berkelompok. Carilah informasi: 1. Peralatan yang dipakai dalam mengefrais. 2. Cara membaca tabel kecepatan putar pisau frais. 3. Cara menjepit benda kerja pada ragum mesin frais. 4. Cara menjepit pisau frais. 5. Alat pelindung diri yang dipakai dalam mengefrais. 6. Cara mengefrais permukaan rata? 7. Cara mengefrais miring. 8. Cara mengatur putaran spindel mesin frais. 9. Cara mengatur kecepatan potong mesin frais. 10. Cara mencari titik nol sumbu benda kerja. d. Mengasosiasi/Menalar Dari data informasi yang terkumpul siswa menghubungkan serta menganalisa untuk menjawab pertanyaan yang telah diajukan pada saat proses menanya sekaligus akan mempraktek secara langsung dalam membuat permukaan rata dan miring pada benda kerja dengan mesin frais. 1. Peralatan apa saja yang dipakai dalam mengefrais? 2. Bagaimanakah cara membaca tabel kecepatan putar pisau frais? 3. Bagaimana cara menjepit benda kerja pada ragum mesin frais? 4. Bagaimana cara menjepit pisau frais? Teknologi Mekanik 169

182 5. Alat pelindung diri apa saja yang dipakai dalam mengefrais? 6. Bagaimana cara mengefrais permukaan rata? 7. Bagaiamana cara mengefrais miring? 8. Bagaimana cara mengatur putaran spindel mesin frais? 9. Bagaimana cara mengatur kecepatan potong mesin frais? 10. Bagaimanakah cara mencari titik nol pada sumbu benda kerja? e. Mengkomunikasikan Buatlah laporan praktek kerja mesin frais permukaan rata dan miring pada benda kerja mulai proses dari awal sampai akhir dalam seperti bentuk tabel pada tugas dibawah ini. 3. Rangkuman Pengerjaan frais merupakan pengerjaan membuat rata permukaan benda kerja. Jika diperhatikan pada mesin frais, maka terdapat benda kerja yang terjepit pada ragum meja mesin frais dan pisau frais terdapat pada sumbu spindle mesin frais. Ada 3 sumbu utama pada mesin frais, yaitu sumbu x pada eretan panjang, sumbu y pada eretan lintang dan sumbu z pada meja frais. 4. Tugas Buatlah benda kerja seperti pada gambar kerja dibawah ini, berikut langkah kerja, alat dan bahan yang dipakai dalam mengefrais rata dan miring sesuai dengan yang anda kerjakan, tulis dalam bentuk laporan seperti tabel di bawah ini: Gambar kerja: 170 Teknologi Mekanik
183 Keterangan Alat-alat kerja: Mesin Frais Perlengkapan pendukung: Bahan: Besi St 37 33x53x73 mm Gambar kerja: (gambar di kertas lain) Keselamatan kerja: APD yang dipakai Putaran mesin frais: Teknologi Mekanik 171
 jika anda sudah memahami, dan dengan kode huruf (B) jika anda belum menguasai materi, kemudian ulangi atau diskusikan dengan teman, atau")
184 Kecepatan potong: Langkah pengefraisan rata: Langkah pengefraisan miring: Finishing:... Hasil ukuran benda kerja: Penilaian Diri Tuliskan dengan kode huruf (S) jika anda sudah memahami, dan dengan kode huruf (B) jika anda belum menguasai materi, kemudian ulangi atau diskusikan dengan teman, atau guru untuk bagian materi yang belum anda pahami! 172 Teknologi Mekanik
185 Tabel Kuisioner Ketercapaian Pembelajaran PERTANYAAN S/B 1) Apakah anda sudah dapat mengoperasikan mesin frais? 2) Apakah anda sudah dapat menjepit benda kerja dengan baik? 3) Apakah anda sudah dapat menjepit pisaut frais dengan baik? 4) Apakah anda sudah dapat mengatur kecepatan putaran mesin frais? 5) Apakah anda sudah dapat mengatur kecepatan potong mesin frais? 6) Apakah anda sudah dapat mengefrais rata dan miring dengan baik? 7) Apakah anda sudah dapat membaca alat ukur dengan baik? 8) Apakah anda sudah dapat menghasilkan benda kerja sesuai dengan gambar kerja? 9) Apakah anda sudah dapat memfinishing benda kerja dengan baik? 6. Uji Kompetensi/Ulangan Jawablah pertanyaan dibawah ini dengan benar! 1. Sebutkan langkah kerja mengefrais rata? 2. Sebutkan langkah kerja mengefrais miring? 3. Sebutkan langkah kerja cara menjepit benda kerja? 4. Sebutkan langkah kerja memasang pisau frais? Teknologi Mekanik 173

186 2.5.3 KEGIATAN PEMBELAJARAN 13 : Praktek Mengefrais alur dan bertingkat 1. Tujuan Pembelajaran Membaca gambar kerja Menyebutkan peralatan yang dipakai dalam mengefrais Memahami cara membaca tabel kecepatan putar pisau frais Menjepit benda kerja pada ragum mesin frais Memasang pisau frais Memakai alat pelindung diri Mengefrais alur Mengefrais bertingkat Mengatur putaran spindel mesin frais Mengatur kecepatan potong mesin frais 2. Aktivitas Belajar Siswa Uraian Materi Setelah melakukan pengefraisan rata dan miring pada kegiatan pembelajaran 13, maka langkah selanjutnya adalah benda kerja tersebut dibuat alur dan difrais pada setiap sudut dengan kedalaman yang berbeda dengan kedalaman alurnya. Perhatikan pisau frais yang dipakai berikut berapa pengaturan putaran mesin frais dan kecepatan potongnya. Penentuan titik nol pisau frais terhadap sumbu benda kerja akan berpengaruh pada ukuran dan ketelitian hasil kerjanya. Sumber: Dokumen Kemdikbud Gambar 5.2. Benda kerja profil alur Hal-hal yang harus diperhatikan dalam mengoperasikan mesin frais dan tindakan untuk menghindari kecelakaan kerja antara lain: 1. Memilih jenis dan ukuran pisau frais yang tepat. 2. Menggunakan pemegang pisau frais yang tept dan memasang pada posisinya. 174 Teknologi Mekanik
187 3. Memilih kecepatan potong dan putaran mesin yang tepat. 4. Jangan menjalankan mesin frais sebelum pisau frais dan benda kerja terjepit dengan kokoh. 5. Jangan meletakkan tangan diatas meja yang sedang bergerak. 6. Jauhkan tangan pada pisau frais yang sedang berputar. 7. Jangan sekali-kali mencoba mengulurkan sesuatu diatas pisau frais. 8. Pakailah pakaian kerja yang tidak longgar. 9. Pakailah kacamata pengaman. 10. Selalu memakai cairan pendingin yang tepat dengan mencampurkan air dengan minyak collant. 11. Jika membersihkan beram atau tatal pada saat bekerja, pakailah kuas. Jangan sekali-kali memakai kain pembersih. 12. Hentikan mesin frais jika sudah selesai bekerja. a. Mengamati Amatilah contoh guru dalam memperagakan pengefraisan alur dan bertingkat. Mulai dari mempersiapkan bahan kerja, memeriksa mesin frais, mempersiapkan alat ukur, mengatur putaran dan kecepatan potong sampai menjalankan mesin frais. Amatilah gambar 5.2 di atas sebuah benda kerja, bagaimanakah cara mengerjakan dan membuatnya? b. Menanya Dari hasil pengamatan gambar 5.2, apa saja yang dapat kita pelajari pada praktek kerja mesin frais. Pada saat proses pembelajaran berlangsung bertanyalah pada guru jika ada informasi atau peragaan guru yang kurang jelas. 1. Peralatan apa saja yang dipakai dalam mengefrais? 2. Bagaimanakah cara membaca tabel kecepatan putar pisau frais? 3. Bagaimana cara menjepit benda kerja pada ragum mesin frais? Teknologi Mekanik 175
188 4. Bagaimana cara memasang pisau frais? 5. Alat pelindung diri apa saja yang dipakai dalam mengefrais? 6. Bagaimana cara mengefrais alur? 7. Bagaimana cara mengefrais bertingkat? 8. Bagaimana cara mengatur putaran spindel mesin frais? 9. Bagaimana cara mengatur kecepatan potong mesin frais? 10. Bagaimanakah cara mencari titik nol pada sumbu benda kerja? c. Mencoba/Mengumpulkan informasi Pada kegiatan ini siswa mencari dan mengumpulkan informasi yang penting dalam kaitannya mengefrais yang benar dengan jalan: 1. mencari informasi dari internet, video, buku teks, media cetak, 2. bertanya ke guru pembimbing, 3. melakukan eksperimen, 4. berdiskusi dengan temannya, 5. membaca informasi dari buku ini dengan bantuan guru, 6. membaca rangkaian dari buku manual suatu mesin. Kegiatan dapat dilakukan secara berkelompok. Carilah informasi: 1. Peralatan yang dipakai dalam mengefrais. 2. Cara membaca tabel kecepatan putar pisau frais. 3. Cara menjepit benda kerja pada ragum mesin frais. 4. Cara memasang pisau frais. 5. Alat pelindung diri yang dipakai dalam mengefrais. 6. Cara mengefrais alur. 7. Cara mengefrais bertingkat. 8. Cara mengatur putaran spindel mesin frais. 9. Cara mengatur kecepatan potong mesin frais. 10. Cara mencari titik nol sumbu benda kerja. 176 Teknologi Mekanik

189 d. Mengasosiasi/Menalar Dari data informasi yang terkumpul siswa menghubungkan serta menganalisa untuk menjawab pertanyaan yang telah diajukan pada saat proses menanya sekaligus akan mempraktek secara langsung dalam membuat alur dan frais bertingkat pada benda kerja dengan mesin frais. 1. Peralatan apa saja yang dipakai dalam mengefrais? 2. Bagaimanakah cara membaca tabel kecepatan putar pisau frais? 3. Bagaimana cara menjepit benda kerja pada ragum mesin frais? 4. Bagaimana cara memasang pisau frais? 5. Alat pelindung diri apa saja yang dipakai dalam mengefrais? 6. Bagaimana cara mengefrais alur? 7. Bagaimana cara mengefrais bertingkat? 8. Bagaimana cara mengatur putaran spindel mesin frais? 9. Bagaimana cara mengatur kecepatan potong mesin frais? 10. Bagaimanakah cara mencari titik nol pada sumbu benda kerja? e. Mengkomunikasikan Buatlah laporan praktek kerja mesin frais membuat alur dan frais bertingkat pada benda kerja mulai proses dari awal sampai akhir dalam seperti bentuk tabel pada tugas dibawah ini. 3. Rangkuman Proses pengefraisan rata dan miring berbeda caranya dalam proses membuat alur dan frais bertingkat. Sumbu nol pisau frais terhadap benda kerja pada pembuatan alur sangat berpengaruh terhadap hasilnya benda kerja yang akan dicapai. 4. Tugas Buatlah benda kerja seperti pada gambar kerja dibawah ini, berikut langkah kerja, alat dan bahan yang dipakai dalam mengefrais alur dan bertingkat sesuai Teknologi Mekanik 177
190 dengan yang anda kerjakan, tulis dalam bentuk laporan seperti tabel di bawah ini: Gambar kerja: Keterangan Alat-alat kerja: Mesin Frais..... Perlengkapan pendukung: Bahan: Besi St 37 30x50x70 mm Teknologi Mekanik
191 Gambar kerja: (gambar di kertas lain) Keselamatan kerja: APD yang dipakai..... Putaran mesin frais:... Kecepatan potong:... Langkah pengefraisan alur:... Langkah pengefraisan bertingkat:... Finishing: Hasil ukuran benda kerja:.. Teknologi Mekanik 179
192 5. Penilaian Diri Tuliskan dengan kode huruf (S) jika anda sudah memahami, dan dengan kode huruf (B) jika anda belum menguasai materi, kemudian ulangi atau diskusikan dengan teman, atau guru untuk bagian materi yang belum anda pahami! Tabel Kuisioner Ketercapaian Pembelajaran PERTANYAAN S/B 1) Apakah anda sudah dapat mengoperasikan mesin frais? 2) Apakah anda sudah dapat menjepit benda kerja dengan baik? 3) Apakah anda sudah dapat memasang pisau frais dengan baik? 4) Apakah anda sudah dapat mengatur kecepatan putaran mesin frais? 5) Apakah anda sudah dapat mengatur kecepatan potong mesin frais? 6) Apakah anda sudah dapat membuat alur dengan baik? 7) Apakah anda sudah dapat mengefrais bertingkat dengan baik? 8) Apakah anda sudah dapat membaca alat ukur dengan baik? 9) Apakah anda sudah dapat menghasilkan benda kerja sesuai dengan gambar kerja? 10) Apakah anda sudah dapat memfinishing benda kerja dengan baik? 6. Uji Kompetensi/Ulangan Jawablah pertanyaan dibawah ini dengan benar! 1. Sebutkan langkah kerja dalam memasang pisau frais end mill? 2. Sebutkan langkah-langkah kerja dalam mengefrais alur? 3. Bagaimanakah cara mencari titik nol pisau frais terhadap sumbu benda kerja? Jelaskan. 180 Teknologi Mekanik

193 2.5.4 KEGIATAN PEMBELAJARAN 14 : Praktek Membuat roda gigi 1. Tujuan Pembelajaran Membaca gambar kerja Menyebutkan peralatan yang dipakai dalam membuat roda gigi lurus Menjepit benda kerja pada kepala pembagi Memasang pisau frais roda gigi Memakai alat pelindung diri Mengatur kepala pembagi Mengefrais roda gigi lurus Mengatur putaran spindel mesin frais Mengatur kecepatan potong mesin frais 2. Aktivitas Belajar Siswa Uraian Materi Untuk mentransmisikan daya besar dan putaran tanpa selip, maka digunakan roda gigi. Karena diantara sela-sela roda gigi itu saling pegang memegang. Untuk memindahkan daya poros-poros yang sejajar bisa digunakan roda gigi lurus. Bentuk atau lajur gigi ini sejajar dengan sumbunya. Dua atau lebih roda gigi yang saling berhubungan akan membentuk putaran roda gigi. Roda gigi yang lebih kecil disebut roda gigi pinion sedangkan roda gigi yang besar di sebut roda gigi wheel. Sumber: Gambar 5.3. Roda gigi lurus Teknologi Mekanik 181
. Sumber: Dokumen Kemdikbud Gambar 5.4.")
194 Ukuran Roda Gigi Suatu gigi dibatasi oleh diameter kepala (dk) dan diameter kaki (df). Pada diameter tusuk atau diameter pitch (dp) gigi-gigi membuat jarak. Jarak antara kedua gigi diukur dari diameter tusuk dan dinamakan jarak puncak (t). Sumber: Dokumen Kemdikbud Gambar 5.4. Bagian-bagian roda gigi lurus Jarak puncak (t) ialah hasil perkalian suatu angka konstan dan π. Angka konstan yang dikalikan dengan π disebut dengan modul (m). modul ialah suatu angka mutlak dan hasil perkalian dari jarak puncak dalam satuan mm. t = m. π Bila pada sebuah roda gigi lurus dengan jumlah gigi (z) dan diameter lingkaran tusuk (d), t = tusuk, maka keliling lingkaran tusuk adalah d. π = z. t Bila d. π = z. t, maka d = zt = z t π π Faktor t disebut modulus m dari gigi-giginya sering modul. π 182 Teknologi Mekanik
195 Bila m = t π maka d = z. m Tabel 5.2. Tabel Daftar modul modul gigi yang sering dipakai menurut DIN 780 No. Modul dalam mm No. Modul dalam mm No. Modul dalam mm 1 0,3 21 4, , ,5 23 5, , ,7 25 6, , , , , , , , , , , , Teknologi Mekanik 183


196 Tabel 5.3. Tabel hitung ukuran-ukuran bagian roda gigi 184 Teknologi Mekanik

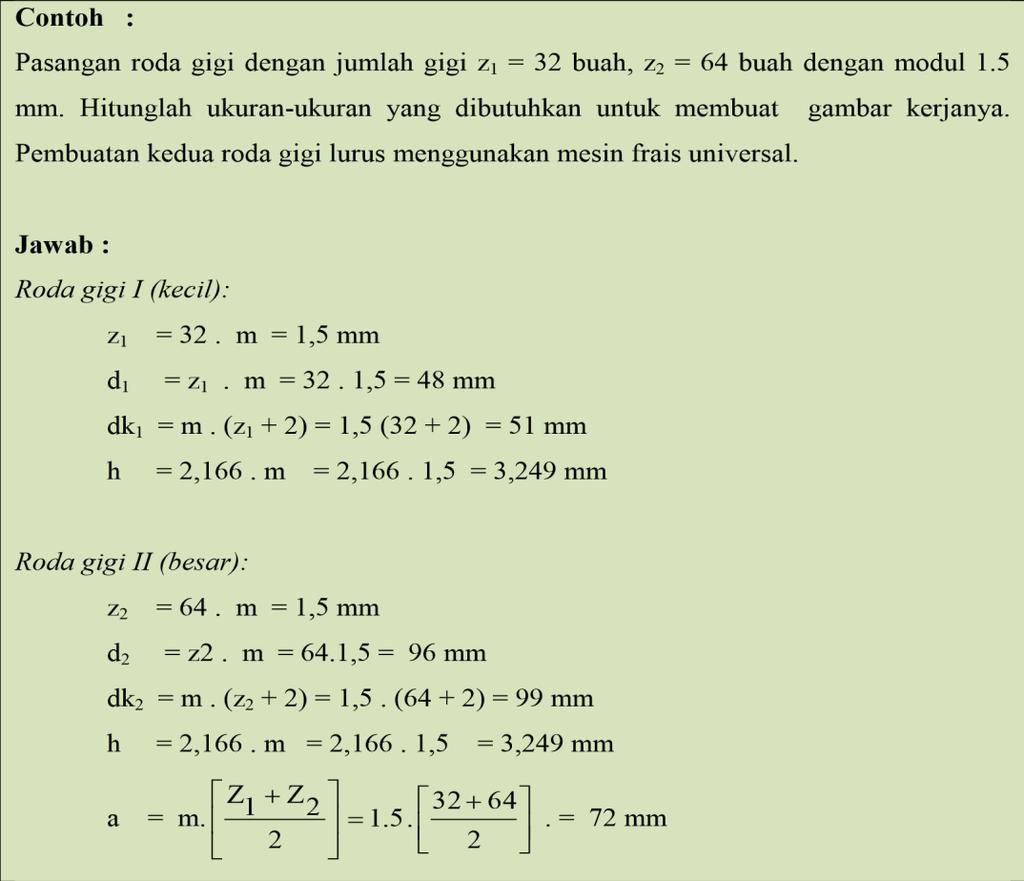
197 Teknologi Mekanik 185
198 Bahan roda gigi Roda gigi yang mendapat sedikit tekanan dapat tuang dibuat dari besi tuang, baja tuang atau baja normal seperti St 50 atau St 60. Roda gigi yang mendapat tekanan besar biasanya sesudah dibuat akan dikerjakan khusus dengan ujung giginya dikeraskan. Cara pengerasannya dengan case hardening atau bagian luar yang dikeraskan. Roda gigi plastik digunakan untuk pengerjaan halus, ringan tahan air dan anti minyak. Setiap roda gigi plastik berpasangan dengan roda gigi besi. Roda gigi plastik tidak cocok untuk gear box, sebab akan patah pada saat akan diputar. Pengefraisan roda gigi Pembuatan roda gigi difrais menggunakan mesin frais universal dengan bantuan kepala pembagi. Proses pengefraisan ini dipakai pisau frais modul Posisi pisau frais harus tepat berada ditengah-tengah atas garis sumbu benda kerja. Hal ini diharapkan supaya pada saat penyayatan pisau frais bisa memakan benda kerja secara maksimal sesuai dengan kedalaman atau sesuai dengan tinggi gigi. Nomor pisau frais harus dipilih yang sesuai. Biasanya pada pisau itu telah tertulis nomor untuk jumlah-jumlah yang bisa dibuat. Tabel 5.4. Tabel nomor pisau frais untuk modul sampai 10 mm. Nomor pisau frais Untuk roda gigi bergigi antara gigi gigi gigi gigi gigi gigi gigi batang gigi Catatan: Untuk pengefraisan roda gigi yang mempunyai gigi 32 digunakan pisau frais no Teknologi Mekanik

199 Kepala Pembagi Kepala pembagi (divider head) digunakan untuk membuat celah tiap jarak tertentu atau pembagian jarak yang sama pada benda kerja silinder. Pembagian jarak ini dengan memutar piringan pembagi dengan yang dibatasi oleh kaki pembatas selanjutnya ditransfer ke poros roda gigi cacing menuju kepala spindel. Menurut pembagian ada dua macam yakni, pembagian langsung dan pembagian tidak langsung (diferensial). a. Pembagian langsung. Guna pembagian langsung, maka sudah cukup suatu kepala pembagi yang dilengkapi dengan piringan atau pelat pembagi (yang dipasang di belakang chuck). Jika menggunakan kepala pembagi universal, cacingnya harus dijauhkan. Piringan atau pelat yang dalam penggunaannya dikunci dengan pena biasanya mempunyai lubang 16, 24, 36, 42, 60 buah. Karena pena batang pengunci langsung dimasukkan ke lubang piringan, maka jumlah pembagian harus sama persis dengan lubang pada piringan. b. Pembagian tak langsung. Pada pembagian tidak langsung, putaran poros spindel kepala pembagi berasal dari engkol (dengan mengacu pada lubanglubang di piring pembagi), melewati pasangan roda gigi cacing dan ulir cacing. Rasio perbandingan putaran ulir cacing dan roda gigi cacing biasanya i = 40 : 1. Maksudnya jika engkol piring pembagi di putar 40 putaran, maka akan menghasilkan 1 putaran poros kepala spindel yang berarti juga pada chuck atau benda kerja). Sumber: Gambar 5.5. Kepala pembagi Teknologi Mekanik 187


200 Putaran engkol piring pembagi (nk) adalah: 40 = rasio kepala pembagi z = jumlah gigi Sumber: Gambar 5.6. Piring pembagi Jumlah piringan pembagi biasanya ada 3 buah yang sudah distandarisasikan lingkaran lubangnya, yaitu: Piringan I = 15, 16, 17, 18, 19, 20 II = 21, 23, 27, 29, 31, 33 III = 37, 39, 41, 43, 47, Teknologi Mekanik

201 Catatan : Pada waktu pemutaran handel kepala pembagi, pena jangan sampai terlewati. Jika terjadi demikian harus diulangi dan engkol diputar mundur agak jauh. Dan sebaliknya ujung pena masuk pada lubang bagian tirus pada piring pembagi selanjutnya diberi tekanan, sehingga pena akan tepat masuk pada lubang dan gigi yang dihasilkannya bisa presisi. a. Mengamati Amatilah contoh guru dalam memperagakan pengefraisan roda gigi. Mulai dari mempersiapkan bahan kerja, memeriksa mesin frais, mempersiapkan alat ukur, mengatur putaran dan kecepatan potong sampai menjalankan mesin frais. Amatilah contoh guru dalam mengatur kepala pembagi. Amatilah gambar 5.3. roda gigi lurus di atas, bagaimanakah cara mengerjakan dan membuatnya? b. Menanya Dari hasil pengamatan gambar 5.3 roda gigi lurus apa saja yang dapat kita pelajari pada praktek kerja mesin frais membuat roda gigi lurus. Teknologi Mekanik 189
202 Pada saat proses pembelajaran berlangsung bertanyalah pada guru jika ada informasi atau peragaan guru yang kurang jelas. 1. Peralatan apa saja yang dipakai dalam membuat roda gigi lurus? 2. Bagaimana cara menjepit benda kerja pada kepala pembagi? 3. Bagaimana cara memasang pisau frais roda gigi? 4. Alat pelindung diri apa yang dipakai dalam mengefrais roda gigi lurus? 5. Bagaimana cara mengatur kepala pembagi? 6. Bagaimana cara mengefrais roda gigi lurus? 7. Bagaimana cara mengatur putaran spindel mesin frais? 8. Bagaimana cara mengatur kecepatan potong mesin frais? c. Mencoba/Mengumpulkan informasi Pada kegiatan ini siswa mencari dan mengumpulkan informasi yang penting dalam kaitannya mengefrais yang benar dengan jalan: 1. mencari informasi dari internet, video, buku teks, media cetak, 2. bertanya ke guru pembimbing, 3. melakukan eksperimen, 4. berdiskusi dengan temannya, 5. membaca informasi dari buku ini dengan bantuan guru, 6. membaca rangkaian dari buku manual suatu mesin. Kegiatan dapat dilakukan secara berkelompok. Carilah informasi: 1. Peralatan yang dipakai dalam membuat rodagigi lurus. 2. Cara menjepit benda kerja pada kepala pembagi. 3. Cara memasang pisau frais roda gigi. 4. Alat pelindung diri dalam mengefrais roda gigi lurus. 5. Cara mengatur kepala pembagi. 6. Cara mengefrais roda gigi lurus. 7. Cara mengatur putaran spindel mesin frais. 8. Cara mengatur kecepatan potong mesin frais. 190 Teknologi Mekanik
203 d. Mengasosiasi/Menalar Dari data informasi yang terkumpul siswa menghubungkan serta menganalisa untuk menjawab pertanyaan yang telah diajukan pada saat proses menanya sekaligus akan mempraktek secara langsung dalam membuat roda gigi pada benda kerja dengan mesin frais. 1. Peralatan apa saja yang dipakai dalam membuat roda gigi lurus? 2. Bagaimana cara menjepit benda kerja pada kepala pembagi? 3. Bagaimana cara memasang pisau frais roda gigi? 4. Alat pelindung diri apa yang dipakai dalam mengefrais roda gigi lurus? 5. Bagaimana cara mengatur kepala pembagi? 6. Bagaimana cara mengefrais roda gigi lurus? 7. Bagaimana cara mengatur putaran spindel mesin frais? 8. Bagaimana cara mengatur kecepatan potong mesin frais? e. Mengkomunikasikan Buatlah laporan praktek kerja mesin frais membuat roda gigi lurus benda kerja mulai proses dari awal sampai akhir dalam seperti bentuk tabel pada tugas dibawah ini. 3. Rangkuman Untuk mentransmisikan daya besar dan putaran tanpa selip, maka digunakan roda gigi. Dua atau lebih roda gigi yang saling berhubungan akan membentuk putaran roda gigi. Roda gigi yang lebih kecil disebut roda gigi pinion sedangkan roda gigi yang besar di sebut roda gigi wheel. Suatu gigi dibatasi oleh diameter kepala (dk) dan diameter kaki (df). Pada diameter tusuk atau diameter pitch (dp) gigi-gigi membuat jarak. Jarak antara kedua gigi diukur dari diameter tusuk dan dinamakan jarak puncak (t). Pembuatan roda gigi difrais menggunakan mesin frais universal dengan bantuan kepala pembagi. Sedangkan proses pengefraisan ini dipakai pisau frais modul. Teknologi Mekanik 191
204 Kepala pembagi ada dua macam, yaitu kepala pembagi langsung dan kepala pembagi tidak langsung. 4. Tugas Buatlah benda kerja seperti pada gambar kerja dibawah ini, berikut langkah kerjanya. Tulislah alat dan bahan yang dipakai dalam membuat roda gigi wheel sesuai dengan yang anda kerjakan. tulis dalam bentuk laporan seperti tabel di bawah ini. Adapun data roda gigi wheel sebagai berikut: Jumlah gigi (z) = 31 buah Modul (m) = 3 Gambar kerja: Keterangan Alat-alat kerja: Mesin Frais Perlengkapan pendukung: Teknologi Mekanik
205 Bahan: Besi St 37 Ø 99 x 30 mm Gambar kerja: (Gambar di kertas lain) Keselamatan kerja: APD yang dipakai Putaran mesin frais: Kecepatan potong: Data-data gigi wheel: Putaran kepala pembagi: Langkah pemfraisan: Finishing: Hasil ukuran benda kerja: Teknologi Mekanik 193
206 5. Penilaian Diri Tuliskan dengan kode huruf (S) jika anda sudah memahami, dan dengan kode huruf (B) jika anda belum menguasai materi, kemudian ulangi atau diskusikan dengan teman, atau guru untuk bagian materi yang belum anda pahami! Tabel Kuisioner Ketercapaian Pembelajaran PERTANYAAN S/B 1) Apakah anda sudah dapat mengoperasikan mesin frais? 2) Apakah anda sudah dapat membaca gambar kerja dengan baik? 3) Apakah anda sudah dapat menjepit benda kerja dengan baik? 4) Apakah anda sudah dapat memasang pisau frais dengan baik? 5) Apakah anda sudah dapat mengatur putaran mesin frais? 6) Apakah anda sudah dapat mengatur kecepatan potong mesin frais? 7) Apakah anda sudah dapat mengatur kepala pembagi dengan baik? 8) Apakah anda sudah dapat mengefrais profil gigi dengan baik? 9) Apakah anda sudah dapat membaca alat ukur dengan baik? 10) Apakah anda sudah dapat menghasilkan benda kerja sesuai dengan gambar kerja? 11) Apakah anda sudah dapat memfinishing benda kerja dengan baik? 6. Uji Kompetensi/Ulangan Jawablah pertanyaan dibawah ini dengan benar! 1. Sebutkan langkah-langkah kerja dalam mengefrais roda gigi? 2. Apa yang dimaksud dengan jarak puncak? 3. Ada berapa macam kepala pembagi? Sebutkan. 4. Sebuah benda kerja akan dibuat roda gigi dengan jumlah gigi z = 28 dengan modul 1.5 mm. Hitunglah diameter dan ukuran-ukuran yang dibutuhkan? 194 Teknologi Mekanik
207 2.5.5 KEGIATAN PEMBELAJARAN 15 : Praktek membuat roda gigi 1. Tujuan Pembelajaran Membaca gambar kerja Menyebutkan peralatan yang dipakai dalam membuat rodagigi lurus Menjepit benda kerja pada kepala pembagi Memasang pisau frais roda gigi Memakai alat pelindung diri Mengatur kepala pembagi Mengefrais roda gigi lurus Mengatur putaran spindel mesin frais Mengatur kecepatan potong mesin frais 2. Aktivitas Belajar Siswa Uraian materi Kegiatan pembelajaran 15 ini merupakan kelanjutan praktek membuat roda gigi lurus seperti kegiatan pembelajaran 14. Langkah-langkah kerja dalam mencari titik nol sumbu kerja seperti gambar 5.7. dibawah ini: Jepit benda kerja pada ragum sehingga permukaan benda rata. Sentuhkan benda kerja pada pisau frais (gambar 1), skala nonius dinolkan. Turunkan meja sampai pisau frais sedikit diatas benda kerja. Geser meja sebesar lebar pisau frais (gambar 2). Letakkan sesobek kertas yang dibasahi dengan oli di permukaan benda kerja tepat dibawah pisau frais. Naikkan meja sampai benda kerja menyentuh pisau frais (spindel dalam kondisi berputar, skala nonius dinolkan (gambar 3). Geserkan meja hingga benda kerja terbebas dari pisau frais.. Naikkan meja mesin sebesar tinggi gigi. Geser meja sebesar setengah lebar pisau hingga hanya setengah pisau yang akan menyayat benda kerja (gambar 4). Lakukan pengefraisan hingga sedikit melewati lebar benda kerja. Kembalikan posisi pisau frais seperti sebelum mulai pengefraisan, kemudian geserkan ke posisi gigi berikutnya sampai selesai. Periksa hasil pengefraisan, bila hasilnya sudah sesuai dengan yang diminta lepas benda kerja dan bersihkan sisi-sisi yang tajam dengan kikir. Teknologi Mekanik 195

208 Sumber: Dokumen Kemdikbud Gambar 5.7. Cara mencari titik nol pada sumbu benda kerja a. Mengamati Amatilah contoh guru dalam memperagakan pengefraisan roda gigi. Mulai dari mempersiapkan bahan kerja, memeriksa mesin frais, mempersiapkan alat ukur, mengatur putaran dan kecepatan potong sampai menjalankan mesin frais. Amatilah contoh guru dalam mengatur kepala pembagi. Amatilah gambar 5.3. roda gigi lurus di atas, bagaimanakah cara mengerjakan dan membuatnya? b. Menanya Dari hasil pengamatan gambar 5.3 roda gigi lurus apa saja yang dapat kita pelajari pada praktek kerja mesin frais membuat roda gigi lurus. Pada saat proses pembelajaran berlangsung bertanyalah pada guru jika ada informasi atau peragaan guru yang kurang jelas. 1. Peralatan apa saja yang dipakai dalam membuat roda gigi lurus? 2. Bagaimana cara menjepit benda kerja pada kepala pembagi? 3. Bagaimana cara memasang pisau frais roda gigi? 4. Alat pelindung diri apa yang dipakai dalam mengefrais roda gigi lurus? 5. Bagaimana cara mengatur kepala pembagi? 6. Bagaimana cara mengefrais roda gigi lurus? 7. Bagaimana cara mengatur putaran spindel mesin frais? 8. Bagaimana cara mengatur kecepatan potong mesin frais? 196 Teknologi Mekanik
209 c. Mencoba/Mengumpulkan informasi Pada kegiatan ini siswa mencari dan mengumpulkan informasi yang penting dalam kaitannya mengefrais yang benar dengan jalan: 1. mencari informasi dari internet, video, buku teks, media cetak, 2. bertanya ke guru pembimbing, 3. melakukan eksperimen, 4. berdiskusi dengan temannya, 5. membaca informasi dari buku ini dengan bantuan guru, 6. membaca rangkaian dari buku manual suatu mesin. Kegiatan dapat dilakukan secara berkelompok. Carilah informasi: 1. Peralatan yang dipakai dalam membuat rodagigi lurus. 2. Cara menjepit benda kerja pada kepala pembagi. 3. Cara memasang pisau frais roda gigi. 4. Alat pelindung diri dalam mengefrais roda gigi lurus. 5. Cara mengatur kepala pembagi. 6. Cara mengefrais roda gigi lurus. 7. Cara mengatur putaran spindel mesin frais. 8. Cara mengatur kecepatan potong mesin frais. d. Mengasosiasi/Menalar Dari data informasi yang terkumpul siswa menghubungkan serta menganalisa untuk menjawab pertanyaan yang telah diajukan pada saat proses menanya sekaligus akan mempraktek secara langsung dalam membuat roda gigi pada benda kerja dengan mesin frais. 1. Peralatan apa saja yang dipakai dalam membuat roda gigi lurus? 2. Bagaimana cara menjepit benda kerja pada kepala pembagi? 3. Bagaimana cara memasang pisau frais roda gigi? 4. Alat pelindung diri apa yang dipakai dalam mengefrais roda gigi lurus? Teknologi Mekanik 197
210 5. Bagaimana cara mengatur kepala pembagi? 6. Bagaimana cara mengefrais roda gigi lurus? 7. Bagaimana cara mengatur putaran spindel mesin frais? 8. Bagaimana cara mengatur kecepatan potong mesin frais? e. Mengkomunikasikan Buatlah laporan praktek kerja mesin frais membuat roda gigi lurus benda kerja mulai proses dari awal sampai akhir dalam seperti bentuk tabel pada tugas dibawah ini. 3. Rangkuman Kegiatan pembelajaran ini merupakan kelanjutan praktek membuat roda gigi pinion seperti kegiatan pembelajaran Tugas Melanjutkan praktek membuat benda kerja seperti pada gambar kerja dibawah ini, berikut langkah kerjanya. Tulislah alat dan bahan yang dipakai dalam membuat roda gigi pinion sesuai dengan yang anda kerjakan. tulis dalam bentuk laporan seperti tabel di bawah ini. Adapun data roda gigi pinion sebagai berikut: Jumlah gigi (z) = 18 buah Modul (m) = 2,5 Gambar kerja: 198 Teknologi Mekanik
211 Keterangan Alat-alat kerja: Mesin Frais Perlengkapan pendukung: Bahan: Plastik 37 Ø 49 x 28 mm Gambar kerja: (gambar di kertas lain) Keselamatan kerja: APD yang dipakai Putaran mesin frais: Kecepatan potong: Data-data gigi pinion: Putaran kepala pembagi: Langkah pemfraisan: Teknologi Mekanik 199
212 Finishing: Hasil ukuran benda kerja: 5. Penilaian Diri Tuliskan dengan kode huruf (S) jika anda sudah memahami, dan dengan kode huruf (B) jika anda belum menguasai materi, kemudian ulangi atau diskusikan dengan teman, atau guru untuk bagian materi yang belum anda pahami! Tabel Kuisioner Ketercapaian Pembelajaran PERTANYAAN S/B 1) Apakah anda sudah dapat mengoperasikan mesin frais? 2) Apakah anda sudah dapat membaca gambar kerja dengan baik? 3) Apakah anda sudah dapat menjepit benda kerja dengan baik? 4) Apakah anda sudah dapat memasang pisau frais dengan baik? 5) Apakah anda sudah dapat mengatur putaran mesin frais? 6) Apakah anda sudah dapat mengatur kecepatan potong mesin frais? 7) Apakah anda sudah dapat mengatur kepala pembagi dengan baik? 8) Apakah anda sudah dapat mengefrais profil gigi dengan baik? 9) Apakah anda sudah dapat membaca alat ukur dengan baik? 10) Apakah anda sudah dapat menghasilkan benda kerja sesuai dengan gambar kerja? 200 Teknologi Mekanik
213 11) Apakah anda sudah dapat memfinishing benda kerja dengan baik? 6. Uji Kompetensi/Ulangan Jawablah pertanyaan dibawah ini dengan benar! 1. Sebutkan langkah-langkah kerja mencari titik nol sumbu kerja? 2. Apa yang dimaksud dengan modul gigi? Teknologi Mekanik 201
214 2.6 KERJA MESIN BOR DESKRIPSI MATERI PEMBELAJARAN Sering kali kita jumpai benda-benda yang berlubang, baik lubang tembus maupun tidak tembus. Membuat lubang dapat untuk memenuhi banyak keperluan, misalnya lubang pengikat kelingan, sekrup, baut, atau lubang untuk saluran gas dan minyak. Setelah mempelajari tentang bagian-bagian mesin bor, maka langkah selanjutnya adalah memahami prosedur pengoperasian mesin bor dan keselamatan kerja dalam mengoperasikan mesin bor Pada bab 6 ini akan dipelajari cara mengebor benda kerja, mulai mengebor lurus tembus, lubang tidak tembus, lubang miring dan versing. Proses pembelajaran kerja mesin bor akan dilaksanakan dalam bengkel mesin konvensional KEGIATAN PEMBELAJARAN 16 : Praktek Mengebor lurus dan miring 1. Tujuan Pembelajaran Membaca gambar kerja Menggambar dan menandai benda kerja Menyebutkan peralatan yang dipakai dalam mengebor Memahami cara menjepit benda kerja pada meja mesin bor Memahami cara mengasah mata bor Mengoperasikan mesin bor Menjepit mata bor pada mesin bor Memakai alat pelindung diri mengebor lurus tembus mengebor lurus tidak tembus mengebor lubang miring membuat kepala baut versing Membuat kepala baut benam lurus Mengatur putaran mesin bor 2. Aktivitas Belajar Siswa Uraian materi Pengerjaan bor merupakan pengerjaan yang penting pada berbagai jenis pengerjaan logam. Sering kali lubang bor dikerjakan lagi dengan cara halus, misalnya reaming, gerinda dan honing. 202 Teknologi Mekanik

215 Untuk mengebor lubang tembus, sebaiknya benda kerja di beri balok penahan di kedua sisi atau diberi papan kayu pada bagian bawah. Pemberian balok penahan atau papan kayu digunakan untuk mencegah supaya mata bor tidak merusak ragum bor. Sumber: Dokumen Kemdikbud Gambar 6.1. Macam-macam lubang bor Untuk memperbaiki sayatan dan mengurangi tekanan pada waktu mengebor, maka sisi potong mata bor harus diasah meruncing. Sedangkan untuk mengebor lubang besar, maka terlebih dahulu harus dibuat lubang bor pendahuluan yang diameternya lebih kecil dari diameter utama. Besarnya lubang pendahuluan kira-kira 1/7 dari diameter lubang besar. Pada waktu mengebor lubang yang dalam, biasanya ujung mata bor akan cepat panas. Hal ini disebab proses pendinginan oleh minyak pendingin tidak sampai ke ujung mata bor karena terhalang oleh serpihanserpihan hasil pengeboran. Untuk menghindari hal tersebut, sebaiknya proses pengeboran dilakukan dengan cara sering menaik turunkan mata bor. Keuntungan dari sering menaik turunkan mata bor, selain mendinginkan juga membersihkan hasil serpihan bor atau tatal yang ada didalam lubang. Pemeliharaan Mata Bor Kerusakan mata bor pertama kali dapat dilihat pada sudut luar pemotongn yang bulat. Bila pengeboran dengan mata bor tumpul, maka bor akan cepat panas, bergetar dan akan kehilangan kekerasannya. Akibatnya sisi potongnya akan rusak total. Karena itu harus diperhatikan kapan waktu yang tepat untuk mengasah mata bor lagi. Kesalahan dapat terjadi pada waktu mengasah mata bor dengan tangan, misalnya sudut bibir terlalu besar atau terlalu kecil, sisi potongnya tidak sama panjang terlalu besar atau terlalu kecil. Oleh sebab itu sebaiknya proses pengasahan mata bor menggunakan mesin gerinda pengasah bor yang sudah ada pemegangnya. Teknologi Mekanik 203
216 Pada waktu mengasah mata bor sebaiknya menggunakan pendingin. Tujuannya untuk menghindari panas pada sisi potongnya. Jika kita mengebor besi tuang, maka sisi potongnya harus di pingul, hal ini akan dapat memotong tatal dan memperingan sisi potong dan akibatnya sisi potongnya akan tahan lama. Setelah selesai dipakai, mata bor harus dibersikan. Tangkai dan sisi potong mata bor harus dilindungi dari kerusakan. a. Mengamati Amatilah contoh guru dalam memperagakan mengasah pahat bor. Cermati pula cara memegang mata bor dan pemakaian alat pelindung diri dalam mengasah mata bor. Amatilah contoh guru pada waktu memperagakan mengoperasikan mesin bor, cara menjepit benda kerja pada ragum mesin bor, dan memasang mata bor pada chuck bor. Amatilah gambar 6.1 macam-macam lubang bor diatas, bagaimanakah cara mengerjakannya? b. Menanya Dari pengamatan gambar 6.1 diatas tentang macam-macam lubang bor, apa yang dapat kita pelajari pada praktek kerja mesin bor? Pada saat proses pembelajaran berlangsung bertanyalah pada guru jika ada informasi atau peragaan guru yang kurang jelas. 1. Peralatan apa saja yang dipakai dalam mengebor? 2. Alat pelindung diri yang dipakai dalam mengasah mata bor apa saja? 3. Alat pelindung diri yang dipakai dalam mengebor apa saja? 4. Alat ukur apa yang dipakai untuk mengukur diameter lubang dan kedalaman lubang? 5. Bagaimana cara menandai benda kerja sebelum dibor? 6. Bagaimana cara membuat lubang kepala baut versing? 7. Bagaimana cara membuat lubang tembus? 204 Teknologi Mekanik
217 8. Bagaimana cara membuat ulir dalam M8? Dan berapa diameter bor yang dipakai? 9. Bagaimana tekanan tangan yang harus diberikan untuk mengebor lubang tembus? 10. Bagaimana cara mengetahui kedalaman lubang tidak tembus pada saat mengebor? 11. Bagaimana cara mengebor lubang miring pada benda kerja? 12. Bagaimana cara mengatur putaran mesin bubur c. Mencoba/Mengumpulkan informasi Pada kegiatan ini siswa mencari dan mengumpulkan informasi yang penting dalam kaitannya proses mengebor yang benar dengan jalan: 1. mencari informasi dari internet, video, buku teks, media cetak, 2. bertanya ke guru pembimbing, 3. berdiskusi dengan temannya, 4. membaca informasi dari buku ini dengan bantuan guru, 5. membaca rangkaian dari buku manual suatu mesin. Kegiatan dapat dilakukan secara berkelompok. Carilah informasi: 1. Cara mengatur putaran mesin bor 2. Cara mengasah pahat bor. 3. Cara menjalankan mesin bor 4. Cara mengebor tembus 5. Cara mengebor tidak tembus 6. Cara membuat ulir dalam pada lubang tembus 7. Cara mengebor baut kepala versing 8. Cara mengebor baut kepala bulat benam 9. Cara mengebor miring Teknologi Mekanik 205
218 d. Mengasosiasi/Menalar Dari data informasi yang terkumpul siswa menghubungkan serta menganalisa untuk menjawab pertanyaan yang telah diajukan pada saat proses menanya sekaligus akan mempraktek secara langsung dalam membuat lubang dengan mesin bor. Untuk lebih jelasnya data yang telah dikumpulkan digunakan untuk mengerjakan tugas-tugas membuat lubang pada benda kerja 1. Peralatan apa saja yang dipakai dalam mengebor? 2. Alat pelindung diri yang dipakai dalam mengasah mata bor apa saja? 3. Alat pelindung diri yang dipakai dalam mengebor apa saja? 4. Alat ukur apa yang dipakai untuk mengukur diameter lubang dan kedalaman lubang? 5. Bagaimana cara menandai benda kerja sebelum dibor? 6. Bagaimana cara membuat lubang kepala baut versing? 7. Bagaimana cara membuat lubang tembus? 8. Bagaimana cara membuat ulir dalam M8? Dan berapa diameter bor yang dipakai? 9. Bagaimana tekanan tangan yang harus diberikan untuk mengebor lubang tembus? 10. Bagaimana cara mengetahui kedalaman lubang tidak tembus pada saat mengebor? 11. Bagaimana cara mengebor lubang miring pada benda kerja? e. Mengkomunikasikan Buatlah laporan praktek kerja mesin bor mulai proses dari awal sampai akhir dalam seperti bentuk tabel pada tugas dibawah ini 3. Rangkuman Untuk mengebor lubang tembus, sebaiknya benda kerja di beri balok penahan di kedua sisi atau diberi papan kayu pada bagian bawah. 206 Teknologi Mekanik
219 Pemberian balok penahan atau papan kayu digunakan untuk mencegah supaya mata bor tidak merusak ragum bor. Cara mengasah pahat bor pertama digerinda dengan gerinda yang kasar kemudian dengan gerinda yang halus. Sisi potong yang tumpul menyebabkan getaran besar, sehingga mengakibatkan panas dan sisi potongnya akan rusak. Mengebor sebaiknya dilakukan dengan cara menaik turunkan mata bor untuk mempercepat pendinginan dan menarik tatal dari lubang. 4. Tugas Buatlah benda kerja seperti pada gambar kerja dibawah ini, berikut langkah kerja, alat dan bahan yang dipakai dalam mengebor sesuai dengan yang anda kerjakan, tulis dalam bentuk laporan seperti tabel di bawah ini: Gambar kerja: Keterangan Alat-alat kerja: Mesin Bor Teknologi Mekanik 207
220 Perlengkapan pendukung: Bahan benda kerja: Gambar kerja: (gambar di kertas lain) Keselamatan kerja: APD yang dipakai Putaran mesin bor: Sudut mata bor: Langkah pengeboran lubang ke 1: Langkah pengeboran lubang ke 2: Langkah pengeboran lubang ke 3: Langkah pengeboran lubang ke 4: Teknologi Mekanik

221 Langkah pengeboran lubang ke 5: Langkah pengeboran lubang ke 6: Finishing:... Hasil ukuran benda kerja: Penilaian Diri Tuliskan dengan kode huruf (S) jika anda sudah memahami, dan dengan kode huruf (B) jika anda belum menguasai materi, kemudian ulangi atau diskusikan dengan teman, atau guru untuk bagian materi yang belum anda pahami! Tabel Kuisioner Ketercapaian Pembelajaran PERTANYAAN S/B 1) Apakah anda sudah dapat mengoperasikan mesin bor? 2) Apakah anda sudah dapat menjepit benda kerja pada ragum dengan baik? 3) Apakah anda sudah dapat menjepit mata bor dengan baik? 4) Apakah anda sudah dapat mengatur putaran mesin bor? Teknologi Mekanik 209
222 5) Apakah anda sudah dapat mengebor lubang tidak tembus? 6) Apakah anda sudah dapat mengasah mata bor dengan baik? 7) Apakah anda sudah dapat membaca alat ukur dengan baik? 8) Apakah anda sudah dapat menghasilkan benda kerja sesuai dengan gambar kerja? 9) Apakah anda sudah dapat memfinishing benda kerja dengan baik? 6. Uji Kompetensi/Ulangan Jawablah pertanyaan dibawah ini dengan benar! 1. Sebutkan langkah kerja mengebor tembus? 2. Sebutkan langkah kerja mengebor tidak tembus 3. Sebutkan langkah kerja menjepit benda kerja pada ragum mesin bor? 4. Ada berapa cara mencekam mata bor pada mesin bor? Sebutkan? 5. Untuk membuat ulir dalam M6, M8, M10 dan M12, berapa diameter mata bor yang dipakai? 210 Teknologi Mekanik
223 2.7 KERJA MESIN SEKRAP DESKRIPSI MATERI PEMBELAJARAN Selain mesin frais, mesin sekrap juga merupakan mesin yang digunakan untuk pengerjaan permukaan rata, alur atau lengkung. Setelah mempelajari tentang bagian-bagian mesin sekrap, prosedur pengoperasian mesin sekrap dan keselamatan kerja mengoperasikan mesin sekrap, maka materi selanjutnya adalah praktek kerja mesin sekrap. Pada bab 7 ini akan dipelajari cara menyekrap benda kerja. Proses pembelajaran kerja mesin sekrap akan dilaksanakan di bengkel mesin konvensional. Adapun kegiatan pembelajaran kerja mesin sekrap yang akan di praktekkan, yaitu: 1. Menyekrap rata dan miring 2. Menyekrap alur KEGIATAN PEMBELAJARAN 17 : Praktek menyekrap rata dan miring 1. Tujuan Pembelajaran Membaca gambar kerja Menggambar dan menandai benda kerja Menyebutkan peralatan yang dipakai dalam menyekrap Menjepit benda kerja Mengasah pahat sekrap Menjepit pahat sekrap Mengatur pahat pada posisi sudut 45 Memahami cara memakai alat pelindung diri Menyekrap rata dan miring 45 Mengatur panjang langkah ayun mesin sekrap Mengatur kecepatan potong mesin sekrap 2. Aktivitas Belajar Siswa Uraian materi Mesin sekrap dipakai untuk menghasilkan permukaan-permukaan yang datar. Hal ini dicapai oleh pahat yang bergerak horisontal pada sumbu y ke depan atau maju mundur pada langkah ayun mesin sekrap dengan benda kerja dibawahnya dan tegak lurus. Benda kerja tetap diam pada waktu proses penyayatan dan berpindah pada langkah balik pahat pada meja sekrap dengan sumbu x kearah kiri atau kanan. Teknologi Mekanik 211

224 Sumber: Dokumen Kemdikbud Gambar 7.1. Benda kerja V blok Hal-hal yang harus diperhatikan dalam menjalankan mesin sekrap: 1. Sebelum mulai mengoperasikan mesin sekrap, terlebih dahulu lengan ayun harus digerakkan dengan tangan secara hati-hati. Maksud di gerakkan dengan tangan adalah untuk memastikan bahwa antara lengan dan meja atau benda kerja tidak saling bersentuhan atau menabrak. 2. Rumah pahat harus sepenuhnya didukung oleh kepala untuk memberikan kekuatan yang maksimal pada pahat. 3. Jangan membersihkan tatal atau beram pada saat mesin berjalan, bersihkan dengan kuas. 4. Pemberian cairan pendingin harus tepat. 5. Pengukuran benda kerja harus dilakukan pada saat mesin berhenti. 6. Jangan menyentuh lengan ayun yang sedang bergerak a. Mengamati Amatilah contoh guru dalam memperagakan mengasah pahat sekrap. Cermati pula cara memegang pahat sekrap dan pemakaian alat pelindung diri dalam mengasah mata sekrap. Amatilah contoh guru pada waktu memperagakan mengoperasikan mesin sekrap, cara menjepit benda kerja pada ragum mesin sekrap, memasang pahat sekrap, mengatur posisi pahat untuk sudut, mengatur panjang langkah ayun dan kecepatan potongnya. 212 Teknologi Mekanik
225 Amatilah gambar 7.1 di atas sebuah benda kerja V blok, bagaimanakah cara mengerjakan dan membuatnya? b. Menanya Dari hasil pengamatan gambar 7.1 V blok, apa saja yang dapat kita pelajari pada praktek kerja mesin sekrap. Pada saat proses pembelajaran berlangsung bertanyalah pada guru jika ada informasi atau peragaan guru yang kurang jelas. 1. Bagaimana cara menggambar dan menandai benda kerja? 2. peralatan yang dipakai dalam menyekrap rata dan miring? 3. Alat ukur apa saja yang dipakai dalam menyekrap? 4. Alat pelindung yang dipakai apa saja? 5. Bagaimana cara menjepit benda kerja? 6. Bagaimanakah cara mengasah pahat sekrap? 7. Bagaimanakah cara menjepit pahat sekrap? 8. Bagaimana cara menyekrap rata dan menyekrap miring? 9. Bagaimana cara mengatur panjang langkah ayun mesin sekrap? 10. Bagaimana cara mengatur kecepatan potong mesin sekrap? c. Mencoba/Mengumpulkan informasi Pada kegiatan ini siswa mencari dan mengumpulkan informasi tambahan yang penting dalam kaitannya menyekrap yang benar dengan jalan: 1. mencari informasi dari internet, video, buku teks, media cetak, 2. bertanya ke guru pembimbing, 3. berdiskusi dengan temannya, 4. membaca informasi dari buku ini dengan bantuan guru, 5. membaca rangkaian dari buku manual suatu mesin. Kegiatan dapat dilakukan secara berkelompok. Teknologi Mekanik 213
226 Carilah informasi: 1. Cara menggambar dan menandai benda kerja. 2. Peralatan yang dipakai dalam menyekrap rata dan miring. 3. Alat ukur yang dipakai dalam menyekrap. 4. Alat pelindung yang dipakai dalam menyekrap. 5. Cara menjepit benda kerja. 6. Cara mengasah pahat sekrap. 7. Cara menjepit pahat sekrap. 8. Cara menyekrap rata dan menyekrap miring. 9. Cara mengatur panjang langkah ayun mesin sekrap. 10. Cara mengatur kecepatan potong mesin sekrap. d. Mengasosiasi/Menalar Dari data informasi yang terkumpul siswa menghubungkan serta menganalisa untuk menjawab pertanyaan yang telah diajukan pada saat proses menanya sekaligus akan mempraktek secara langsung dalam membuat permukaan rata dan miring pada benda kerja V blok dengan mesin sekrap. Untuk lebih jelasnya data yang telah dikumpulkan digunakan untuk mengerjakan tugastugas membuat lubang pada benda kerja. 1. Bagaimana cara menggambar dan menandai benda kerja? 2. peralatan yang dipakai dalam menyekrap rata dan miring? 3. Alat ukur apa saja yang dipakai dalam menyekrap? 4. Alat pelindung yang dipakai apa saja? 5. Bagaimana cara menjepit benda kerja? 6. Bagaimanakah cara mengasah pahat sekrap? 7. Bagaimanakah cara menjepit pahat sekrap? 8. Bagaimana cara menyekrap rata dan menyekrap miring? 9. Bagaimana cara mengatur panjang langkah ayun mesin sekrap? 10. Bagaimana cara mengatur kecepatan potong mesin sekrap? 214 Teknologi Mekanik
227 e. Mengkomunikasikan Buatlah laporan praktek kerja mesin sekrap membuat permukaan rata dan miring pada benda kerja V blok mulai proses dari awal sampai akhir dalam seperti bentuk tabel pada tugas dibawah ini. 3. Rangkuman Dalam praktek menyekrap, pahat akan bergerak dengan sumbu y pada langkah lengan ayun maju dan mundur, sedangkan benda kerja diam pada saat penyayatan dan bergerak dengan sumbu x pada meja sekrap kea rah kiri atau kanan. Sebelum mulai mengoperasikan mesin sekrap, terlebih dahulu lengan ayun harus digerakkan dengan tangan secara hati-hati. Maksud di gerakkan dengan tangan adalah untuk memastikan bahwa antara lengan dan meja atau benda kerja tidak saling bersentuhan atau menabrak. 4. Tugas Buatlah benda kerja seperti pada gambar kerja dibawah ini, berikut langkah kerja, alat dan bahan yang dipakai dalam menyekrap rata dan miring sesuai dengan yang anda kerjakan, tulis dalam bentuk laporan seperti tabel di bawah ini: Gambar kerja: Teknologi Mekanik 215
228 Keterangan Alat-alat kerja: Mesin Sekrap Perlengkapan pendukung: Bahan: Besi St 37, 38x53x73 mm Gambar kerja: (gambar di kertas lain) Keselamatan kerja: APD yang dipakai Putaran mesin sekrap: Kecepatan potong: Sudut pahat rata: Langkah penyekrapan 1: Langkah pemsekrapan 2: 216 Teknologi Mekanik
229 Langkah pemsekrapan 3: Finishing: Hasil ukuran benda kerja: 5. Penilaian Diri Tuliskan dengan kode huruf (S) jika anda sudah memahami, dan dengan kode huruf (B) jika anda belum menguasai materi, kemudian ulangi atau diskusikan dengan teman, atau guru untuk bagian materi yang belum anda pahami! Tabel Kuisioner Ketercapaian Pembelajaran PERTANYAAN S/B 1) Apakah anda sudah dapat mengoperasikan mesin sekrap? 2) Apakah anda sudah dapat menjepit benda kerja dengan baik? 3) Apakah anda sudah dapat menjepit pahat sekrap rata dengan baik? 4) Apakah anda sudah dapat mengatur kecepatan putaran mesin sekrap? 5) Apakah anda sudah dapat menggambar dan menandai benda kerja dengan baik? Teknologi Mekanik 217
230 6) Apakah anda sudah dapat mengatur kecepatan potong mesin sekrap? 7) Apakah anda sudah dapat mengasah pahat sekrap rata? 8) Apakah anda sudah dapat membaca alat ukur dengan baik? 9) Apakah anda sudah dapat menyekrap rata dengan baik? 10) Apakah anda sudah dapat menyekrap miring dengan baik? 11) Apakah anda sudah dapat menghasilkan benda kerja sesuai dengan gambar kerja? 12) 12. Apakah anda sudah dapat memfinishing benda kerja dengan baik? 6. Uji Kompetensi/Ulangan Jawablah pertanyaan dibawah ini dengan benar! 1. Sebutkan langkah kerja menyekrap rata? 2. Sebutkan langkah kerja menjepit pahat sekrap? 3. Sebutkan langkah kerja dalam menyekrap miring? 218 Teknologi Mekanik

231 2.7.3 KEGIATAN PEMBELAJARAN 18 : Praktek menyekrap alur 1. Tujuan Pembelajaran Membaca gambar kerja Menggambar dan menandai benda kerja Menyebutkan peralatan yang dipakai dalam menyekrap Menjepit benda kerja Menjepit pahat sekrap Memahami cara memakai alat pelindung diri Menyekrap alur Mengatur panjang langkah ayun mesin sekrap Mengatur kecepatan potong mesin sekrap 2. Aktivitas Belajar Siswa Uraian Materi Pahat sekrap alur bergerak maju ke arah sumbu y+ melakukan penyayatan dan gerakan mundur pada sumbu y adalah gerakan pembebasan. Kemudian pada saat gerakan pembebasan kearah sumbu y-, maka meja akan bergerak ke arah sumbu x ke kiri atau ke kanan. Sumber: Dokumen Kemdikbud Gambar 7.2. V blok a. Mengamati Amatilah contoh guru pada waktu memperagakan mengoperasikan mesin sekrap, cara menjepit benda kerja pada ragum mesin sekrap, memasang Teknologi Mekanik 219

232 pahat sekrap, mengatur posisi pahat sekrap, mengatur panjang langkah ayun dan kecepatan potongnya. Amatilah gambar 7.2 di atas sebuah benda kerja V blok, bagaimanakah cara membuat alurnya? b. Menanya dari hasil pengamatan gambar 7.2. V blok dan hasil praktek kerja mesin sekrap pada tujuan pembelajaran 17, apa saja yang dapat kita pelajari untuk menyekrap alur? Pada saat proses pembelajaran berlangsung bertanyalah pada guru jika ada informasi atau peragaan guru yang kurang jelas. 1. Bagaimana cara menggambar dan menandai benda kerja? 2. Alat ukur apa saja yang dipakai dalam menyekrap? 3. Alat pelindung yang dipakai apa saja? 4. Bagaimana cara menjepit benda kerja? 5. Bagaimanakah cara mengasah pahat sekrap alur? 6. Bagaimanakah cara menjepit pahat sekrap alur? 7. Bagaimana cara menyekrap alur pada V blok? 8. Bagaimana cara mengatur panjang langkah ayun mesin sekrap? 9. Bagaimana cara mengatur kecepatan potong mesin sekrap? c. Mencoba/Mengumpulkan informasi Pada kegiatan ini siswa mencari dan mengumpulkan informasi yang penting dalam kaitannya menyekrap yang benar dengan jalan: 1. mencari informasi dari internet, video, buku teks, media cetak, 2. bertanya ke guru pembimbing, 3. berdiskusi dengan temannya, 4. membaca informasi dari buku ini dengan bantuan guru, 5. membaca rangkaian dari buku manual suatu mesin. Kegiatan dapat dilakukan secara berkelompok. 220 Teknologi Mekanik
233 Carilah informasi: 1. Cara menggambar dan menandai benda kerja. 2. Alat ukur yang dipakai dalam menyekrap. 3. Alat pelindung yang dipakai dalam menyekrap 4. Cara menjepit benda kerja. 5. Cara mengasah pahat sekrap alur 6. Cara menjepit pahat sekrap alur. 7. Cara menyekrap alur pada V blok. 8. Cara mengatur panjang langkah ayun mesin sekrap. 9. Cara mengatur kecepatan potong mesin sekrap. d. Mengasosiasi/Menalar Dari data informasi yang terkumpul siswa menghubungkan serta menganalisa untuk menjawab pertanyaan yang telah diajukan pada saat proses menanya sekaligus akan mempraktek secara langsung dalam membuat alur pada benda kerja V blok dengan mesin sekrap. Untuk lebih jelasnya data yang telah dikumpulkan digunakan untuk mengerjakan tugas-tugas membuat lubang pada benda kerja 1. Bagaimana cara menggambar dan menandai benda kerja? 2. Alat ukur apa saja yang dipakai dalam menyekrap? 3. Alat pelindung yang dipakai apa saja? 4. Bagaimana cara menjepit benda kerja? 5. Bagaimanakah cara mengasah pahat sekrap alur? 6. Bagaimanakah cara menjepit pahat sekrap alur? 7. Bagaimana cara menyekrap alur pada V blok? 8. Bagaimana cara mengatur panjang langkah ayun mesin sekrap? 9. Bagaimana cara mengatur kecepatan potong mesin sekrap? e. Mengkomunikasikan Buatlah laporan praktek kerja mesin sekrap membuat alur pada benda kerja V blok mulai proses dari awal sampai akhir dalam seperti bentuk tabel pada tugas dibawah ini. Teknologi Mekanik 221
234 3. Rangkuman Pahat sekrap alur bergerak maju ke arah sumbu y+ melakukan penyayatan dan gerakan mundur pada sumbu y adalah gerakan pembebasan. Kemudian pada saat gerakan pembebasan kearah sumbu y-, maka meja akan bergerak ke arah sumbu x ke kiri atau ke kanan. 4. Tugas Buatlah benda kerja seperti pada gambar kerja dibawah ini, berikut langkah kerja, alat dan bahan yang dipakai dalam menyekrap alur pada V blok sesuai dengan yang anda kerjakan, tulis dalam bentuk laporan seperti tabel di bawah ini: Gambar kerja: Keterangan Alat-alat kerja:. Mesin Sekrap..... Perlengkapan pendukung: Teknologi Mekanik
235 Bahan: Gambar kerja: (gambar dikertas lain) Keselamatan kerja: APD yang dipakai Putaran mesin sekrap: Kecepatan potong: Sudut pahat rata: Langkah penyekrapan 1: Langkah penyekrapan 2: Langkah penyekrapan 3: Finishing: Hasil ukuran benda kerja: Teknologi Mekanik 223
 Apakah anda sudah dapat mengoperasikan mesin sekrap?")
236 5. Penilaian Diri Tuliskan dengan kode huruf (S) jika anda sudah memahami, dan dengan kode huruf (B) jika anda belum menguasai materi, kemudian ulangi atau diskusikan dengan teman, atau guru untuk bagian materi yang belum anda pahami! Tabel Kuisioner Ketercapaian Pembelajaran PERTANYAAN S/B 1) Apakah anda sudah dapat mengoperasikan mesin sekrap? 2) Apakah anda sudah dapat menjepit benda kerja dengan baik? 3) Apakah anda sudah dapat menjepit pahat sekrap rata dengan baik? 4) Apakah anda sudah dapat mengatur kecepatan putaran mesin sekrap? 5) Apakah anda sudah dapat menggambar dan menandai benda kerja dengan baik? 6) Apakah anda sudah dapat mengatur kecepatan potong mesin sekrap? 7) Apakah anda sudah dapat mengasah pahat sekrap rata? 8) Apakah anda sudah dapat membaca alat ukur dengan baik? 9) Apakah anda sudah dapat menyekrap alur dengan baik? 10) Apakah anda sudah dapat menghasilkan benda kerja sesuai dengan gambar kerja? 11) Apakah anda sudah dapat memfinishing benda kerja dengan baik? 224 Teknologi Mekanik
LAMPIARN 1.4 TEST UJI COBA INSTRUMEN. Mata Pelajaran Tingkat/Semester : XI/ Hari / Tanggal :... Waktu. : 60 menit Sifat Ujian
 135 LAMPIARN 1.4 SOAL TEST UJI COBA INSTRUMEN Mata Pelajaran : Teknik Pemesinan Tingkat/Semester : XI/ Hari / Tanggal :... Waktu : 60 menit Sifat Ujian : Tutup Buku PETUNJUK UMUM 1. Tulis nama, dan kelas
135 LAMPIARN 1.4 SOAL TEST UJI COBA INSTRUMEN Mata Pelajaran : Teknik Pemesinan Tingkat/Semester : XI/ Hari / Tanggal :... Waktu : 60 menit Sifat Ujian : Tutup Buku PETUNJUK UMUM 1. Tulis nama, dan kelas
POROS BERTINGKAT. Pahat bubut rata, pahat bubut facing, pahat alur. A. Tujuan Adapun tujuan dari pembuatan poros bertingkat ini yaitu :
 POROS BERTINGKAT A. Tujuan Adapun tujuan dari pembuatan poros bertingkat ini yaitu : Mampu mengoprasikan mesin bubut secara benar. Mampu mebubut luar sampai halus dan rata. Mampu membubut lurus dan bertingkat.
POROS BERTINGKAT A. Tujuan Adapun tujuan dari pembuatan poros bertingkat ini yaitu : Mampu mengoprasikan mesin bubut secara benar. Mampu mebubut luar sampai halus dan rata. Mampu membubut lurus dan bertingkat.
SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN
 SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 CERDAS, KREATIF, INTELEK, WIRAUSAHAWAN 1 Pilihlah salah satu jawaban soal berikut
SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 CERDAS, KREATIF, INTELEK, WIRAUSAHAWAN 1 Pilihlah salah satu jawaban soal berikut
MESIN BOR. Gambar Chamfer
 MESIN BOR Mesin bor adalah suatu jenis mesin gerakanya memutarkan alat pemotong yang arah pemakanan mata bor hanya pada sumbu mesin tersebut (pengerjaan pelubangan). Sedangkan Pengeboran adalah operasi
MESIN BOR Mesin bor adalah suatu jenis mesin gerakanya memutarkan alat pemotong yang arah pemakanan mata bor hanya pada sumbu mesin tersebut (pengerjaan pelubangan). Sedangkan Pengeboran adalah operasi
SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN
 SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 CERDAS, KREATIF, INTELEK, WIRAUSAHAWAN 1 Pilihlah salah satu jawaban soal berikut
SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 CERDAS, KREATIF, INTELEK, WIRAUSAHAWAN 1 Pilihlah salah satu jawaban soal berikut
SMK PGRI 1 NGAWI TERAKREDITASI: A
 TEKNIK PEMESINAN SMK PGRI 1 NGAWI TERAKREDITASI: A Jl. Rajawali No. 32, Telp./Faks. : (0351) 746081 Ngawi. Homepage: 1. www.smkpgri1ngawi.sch.id 2. www.grisamesin.wordpress.com Facebook: MESIN BUBUT KONVENSIONAL
TEKNIK PEMESINAN SMK PGRI 1 NGAWI TERAKREDITASI: A Jl. Rajawali No. 32, Telp./Faks. : (0351) 746081 Ngawi. Homepage: 1. www.smkpgri1ngawi.sch.id 2. www.grisamesin.wordpress.com Facebook: MESIN BUBUT KONVENSIONAL
MODUL I PRAKTIKUM PROSES PRODUKSI
 MODUL I PRAKTIKUM PROSES PRODUKSI LABORATORIUM PROSES DAN SISTEM PRODUKSI LABORATORIUM TEKNOLOGI MEKANIK DEPARTEMEN TEKNIK MESIN DAN INDUSTRI FAKULTAS TEKNIK UNIVERSITAS GADJAH MADA 2017 TATA TERTIB PRAKTIKUM
MODUL I PRAKTIKUM PROSES PRODUKSI LABORATORIUM PROSES DAN SISTEM PRODUKSI LABORATORIUM TEKNOLOGI MEKANIK DEPARTEMEN TEKNIK MESIN DAN INDUSTRI FAKULTAS TEKNIK UNIVERSITAS GADJAH MADA 2017 TATA TERTIB PRAKTIKUM
MAKALAH MESIN BUBUT DAN MESIN GURDI
 MAKALAH MESIN BUBUT DAN MESIN GURDI Oleh : Fajar Herlambang 11320006.p UNIVERSITAS IBA FAKULTAS TEKNIK JURUSAN TEKNIK MESIN 2013 BAB I MESIN BUBUT Gambar 1. Mesin bubut Mesin Bubut adalah suatu Mesin perkakas
MAKALAH MESIN BUBUT DAN MESIN GURDI Oleh : Fajar Herlambang 11320006.p UNIVERSITAS IBA FAKULTAS TEKNIK JURUSAN TEKNIK MESIN 2013 BAB I MESIN BUBUT Gambar 1. Mesin bubut Mesin Bubut adalah suatu Mesin perkakas
SMK PGRI 1 NGAWI TERAKREDITASI: A
 TEKNIK PEMESINAN SMK PGRI 1 NGAWI TERAKREDITASI: A Jl. Rajawali No. 32, Telp./Faks. : (0351) 746081 Ngawi. Homepage: 1. www.smkpgri1ngawi.sch.id 2. www.grisamesin.wordpress.com Facebook: A. Kecepatan potong
TEKNIK PEMESINAN SMK PGRI 1 NGAWI TERAKREDITASI: A Jl. Rajawali No. 32, Telp./Faks. : (0351) 746081 Ngawi. Homepage: 1. www.smkpgri1ngawi.sch.id 2. www.grisamesin.wordpress.com Facebook: A. Kecepatan potong
3. Mesin Bor. Gambar 3.1 Mesin bor
 3. Mesin Bor 3.1 Definisi Dan Fungsi Mesin Bor Mesin bor adalah suatu jenis mesin gerakanya memutarkan alat pemotong yang arah pemakanan mata bor hanya pada sumbu mesin tersebut (pengerjaan pelubangan).
3. Mesin Bor 3.1 Definisi Dan Fungsi Mesin Bor Mesin bor adalah suatu jenis mesin gerakanya memutarkan alat pemotong yang arah pemakanan mata bor hanya pada sumbu mesin tersebut (pengerjaan pelubangan).
Dalam menentukan ukuran utama mesin skrap ini, hal yang berpengaruh antara lain:
 Cara Kerja Mesin Sekrap (Shaping Machine) Mesin Skrap atau biasa juga dituliskan sebagai sekrap (Shaping Machine) merupakan jenis mesin perkakas yang memiliki gerak utama yakni bolak balok secara horizontal.
Cara Kerja Mesin Sekrap (Shaping Machine) Mesin Skrap atau biasa juga dituliskan sebagai sekrap (Shaping Machine) merupakan jenis mesin perkakas yang memiliki gerak utama yakni bolak balok secara horizontal.
BAB III PERAWATAN MESIN BUBUT PADA PT.MITSUBA INDONESIA
 BAB III PERAWATAN MESIN BUBUT PADA PT.MITSUBA INDONESIA 3.1 Mesin Bubut Mesin bubut adalah mesin yang dibuat dari logam, gunanya untuk membentuk benda kerja dengan cara menyayat, gerakan utamanya adalah
BAB III PERAWATAN MESIN BUBUT PADA PT.MITSUBA INDONESIA 3.1 Mesin Bubut Mesin bubut adalah mesin yang dibuat dari logam, gunanya untuk membentuk benda kerja dengan cara menyayat, gerakan utamanya adalah
BEKERJA DENGAN MESIN BUBUT
 1 BEKERJA DENGAN MESIN BUBUT PENGERTIAN Membubut adalah proses pembentukan benda kerja dengan mennggunakan mesin bubut. Mesin bubut adalah perkakas untuk membentuk benda kerja dengan gerak utama berputar.
1 BEKERJA DENGAN MESIN BUBUT PENGERTIAN Membubut adalah proses pembentukan benda kerja dengan mennggunakan mesin bubut. Mesin bubut adalah perkakas untuk membentuk benda kerja dengan gerak utama berputar.
9 perawatan terlebih dahulu. Ini bertujuan agar proses perawatan berjalan sesuai rencana. 3.2 Pengertian Proses Produksi Proses produksi terdiri dari
 8 BAB III TINJAUAN PUSTAKA 3.1 Pendahuluan Pada saat sekarang ini, perkambangan ilmu pengetahuan dan teknologi sudah sangat pesat. Sehingga membutuhkan tenaga ahli untuk dapat menggunakan alat-alat teknologi
8 BAB III TINJAUAN PUSTAKA 3.1 Pendahuluan Pada saat sekarang ini, perkambangan ilmu pengetahuan dan teknologi sudah sangat pesat. Sehingga membutuhkan tenaga ahli untuk dapat menggunakan alat-alat teknologi
BAB II PENDEKATAN PEMECAHAN MASALAH. pemesinan. Berikut merupakan gambar kerja dari komponen yang dibuat: Gambar 1. Ukuran Poros Pencacah
 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Gambar kerja merupakan alat komunikasi bagi orang manufaktur. Dengan melihat gambar kerja, operator dapat memahami apa yang diinginkan perancang
BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Gambar kerja merupakan alat komunikasi bagi orang manufaktur. Dengan melihat gambar kerja, operator dapat memahami apa yang diinginkan perancang
2. Mesin Frais/Milling
 2. Mesin Frais/Milling 2.1 Prinsip Kerja Tenaga untuk pemotongan berasal dari energi listrik yang diubah menjadi gerak utama oleh sebuah motor listrik, selanjutnya gerakan utama tersebut akan diteruskan
2. Mesin Frais/Milling 2.1 Prinsip Kerja Tenaga untuk pemotongan berasal dari energi listrik yang diubah menjadi gerak utama oleh sebuah motor listrik, selanjutnya gerakan utama tersebut akan diteruskan
BAB III PROSES PEMBUATAN STEAM JOINT STAND FOR BENDED TR
 BAB III PROSES PEMBUATAN STEAM JOINT STAND FOR BENDED TR Untuk membuat spare parts yang utuh, diperlukan komponen-komponen steam joint stand for bende tr yang mempunyai fungsi yang berbeda yang kemudian
BAB III PROSES PEMBUATAN STEAM JOINT STAND FOR BENDED TR Untuk membuat spare parts yang utuh, diperlukan komponen-komponen steam joint stand for bende tr yang mempunyai fungsi yang berbeda yang kemudian
SOAL LATIHAN 4 TEORI KEJURUAN PEMESINAN
 SOAL LATIHAN 4 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 PSOAL: F018-PAKET B-08/09 1. Sebuah batang bulat dengan diameter 20 mm harus
SOAL LATIHAN 4 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 PSOAL: F018-PAKET B-08/09 1. Sebuah batang bulat dengan diameter 20 mm harus
PBAB II MESIN BUBUT. (Laboratorium Teknik Industri Universitas Gunadarma, 2011) Gambar 2.1 Mesin Bubut
 Gambar 2.1 Mesin Bubut") PBAB II MESIN BUBUT 2.1 Pengertian Mesin Bubut Mesin Bubut adalah suatu mesin yang umumnya terbuat dari logam, gunanya membentuk benda kerja dengan cara menyanyat, dengan gerakan utamanya berputar. Proses
PBAB II MESIN BUBUT 2.1 Pengertian Mesin Bubut Mesin Bubut adalah suatu mesin yang umumnya terbuat dari logam, gunanya membentuk benda kerja dengan cara menyanyat, dengan gerakan utamanya berputar. Proses
BAB IV MESIN SEKRAP. Laporan Akhir Proses Produksi ATA 2010/2011. Pengertian Mesin Sekrap
 BAB IV MESIN SEKRAP 4.1 Pengertian Mesin Sekrap Mesin sekrap adalah suatu mesin perkakas dengan gerakan utama lurus bolak- balik secara vertikal maupun horizontal. Mesin sekrap mempunyai gerak utama bolak-balik
BAB IV MESIN SEKRAP 4.1 Pengertian Mesin Sekrap Mesin sekrap adalah suatu mesin perkakas dengan gerakan utama lurus bolak- balik secara vertikal maupun horizontal. Mesin sekrap mempunyai gerak utama bolak-balik
FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA
 Semester 3 INSTRUKSI KERJA RODA GIGI LURUS 300 Menit No. LST/MES/STM320/ 01 Revisi : 01 Tgl : 04 September 2007 Hal 1 dari 3 TUJUAN Agar mahasiswa : Dapat menyiapkan bahan dasar (blank) roda gigi lurus
Semester 3 INSTRUKSI KERJA RODA GIGI LURUS 300 Menit No. LST/MES/STM320/ 01 Revisi : 01 Tgl : 04 September 2007 Hal 1 dari 3 TUJUAN Agar mahasiswa : Dapat menyiapkan bahan dasar (blank) roda gigi lurus
PROSES SEKRAP ( (SHAPING) Paryanto, M.Pd. Jur. PT Mesin FT UNY
 Paryanto, M.Pd. Jur. PT Mesin FT UNY") PROSES SEKRAP ( (SHAPING) Paryanto, M.Pd. Jur. PT Mesin FT UNY Mesin sekrap (shap machine) disebut pula mesin ketam atau serut. Mesin ini digunakan untuk mengerjakan bidang-bidang yang rata, cembung, cekung,
PROSES SEKRAP ( (SHAPING) Paryanto, M.Pd. Jur. PT Mesin FT UNY Mesin sekrap (shap machine) disebut pula mesin ketam atau serut. Mesin ini digunakan untuk mengerjakan bidang-bidang yang rata, cembung, cekung,
TUGAS TEKNIK PERAWATAN MESIN MAKALAH MESIN BUBUT, SEKRAP DAN FRAIS
 TUGAS TEKNIK PERAWATAN MESIN MAKALAH MESIN BUBUT, SEKRAP DAN FRAIS Disusun oleh : Nama : M. Fatkhul Amin No Mhs. : 111.33.1044 Jurusan : T. Mesin (D-3) JURUSAN TEKNIK MESIN FAKULTAS TEKNOLOGI INDUSTRI
TUGAS TEKNIK PERAWATAN MESIN MAKALAH MESIN BUBUT, SEKRAP DAN FRAIS Disusun oleh : Nama : M. Fatkhul Amin No Mhs. : 111.33.1044 Jurusan : T. Mesin (D-3) JURUSAN TEKNIK MESIN FAKULTAS TEKNOLOGI INDUSTRI
BAB III METODOLOGI. Pembongkaran mesin dilakukan untuk melakukan pengukuran dan. Selain itu juga kita dapat menentukan komponen komponen mana yang
 BAB III METODOLOGI 3.1 Pembongkaran Mesin Pembongkaran mesin dilakukan untuk melakukan pengukuran dan mengganti atau memperbaiki komponen yang mengalami kerusakan. Adapun tahapannya adalah membongkar mesin
BAB III METODOLOGI 3.1 Pembongkaran Mesin Pembongkaran mesin dilakukan untuk melakukan pengukuran dan mengganti atau memperbaiki komponen yang mengalami kerusakan. Adapun tahapannya adalah membongkar mesin
SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN TEKNIK MESIN PROGRAM KEAHLIAN TEKNIK PEMESINAN MEMPERGUNAKAN MESIN BUBUT (KOMPLEK)
") SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN TEKNIK MESIN PROGRAM KEAHLIAN TEKNIK PEMESINAN MEMPERGUNAKAN MESIN BUBUT (KOMPLEK) BAGIAN PROYEK PENGEMBANGAN KURIKULUM DIREKTORAT PENDIDIKAN MENENGAH KEJURUAN
SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN TEKNIK MESIN PROGRAM KEAHLIAN TEKNIK PEMESINAN MEMPERGUNAKAN MESIN BUBUT (KOMPLEK) BAGIAN PROYEK PENGEMBANGAN KURIKULUM DIREKTORAT PENDIDIKAN MENENGAH KEJURUAN
BAB 3 PROSES FRAIS (MILLING)
") BAB 3 PROSES FRAIS (MILLING) 66 Proses pemesinan frais adalah proses penyayatan benda kerja dengan alat potong dengan mata potong jamak yang berputar. Proses penyayatan dengan gigi potong yang banyak yang
BAB 3 PROSES FRAIS (MILLING) 66 Proses pemesinan frais adalah proses penyayatan benda kerja dengan alat potong dengan mata potong jamak yang berputar. Proses penyayatan dengan gigi potong yang banyak yang
FM-UII-AA-FKU-01/R0 MESIN BUBUT 2.1. TUJAN PRAKTIKUM
 MODUL II 2.1. TUJAN PRAKTIKUM MESIN BUBUT 1. Mahasiswa dapat memahami prinsip kerja pada mesin bubut. 2. Mahasiswa dapat memahami fungsi dari mesin bubut. 3. Mahasiswa dapat memahami jenis-jenis mesin
MODUL II 2.1. TUJAN PRAKTIKUM MESIN BUBUT 1. Mahasiswa dapat memahami prinsip kerja pada mesin bubut. 2. Mahasiswa dapat memahami fungsi dari mesin bubut. 3. Mahasiswa dapat memahami jenis-jenis mesin
MODUL 9 ALAT KERJA TANGAN DAN MESI N (MENGEBOR DAN MELUASKAN) TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH :
 TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH :") MODUL 9 ALAT KERJA TANGAN DAN MESI N () TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs. SOEBANDONO LEMBAR KERJA SISWA 9 Macam-macam bor Dibuat dari baja karbon tinggi
MODUL 9 ALAT KERJA TANGAN DAN MESI N () TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs. SOEBANDONO LEMBAR KERJA SISWA 9 Macam-macam bor Dibuat dari baja karbon tinggi
M O D U L T UT O R I A L
 M O D U L T UT O R I A L MESIN BUBUT LABORATORIUM SISTEM MANUFAKTUR TERINTEGRASI PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS ISLAM INDONESIA 2017/2018 DAFTAR ISI DAFTAR ISI...
M O D U L T UT O R I A L MESIN BUBUT LABORATORIUM SISTEM MANUFAKTUR TERINTEGRASI PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS ISLAM INDONESIA 2017/2018 DAFTAR ISI DAFTAR ISI...
Merupakan bagian yang terpenting dari mesin milling. Tempat untuk mencekam alat potong. Di bagi menjadi 3 jenis :
 Bagian Bagian Utama Mesin Milling ( Frais ) 1. Spindle utama Merupakan bagian yang terpenting dari mesin milling. Tempat untuk mencekam alat potong. Di bagi menjadi 3 jenis : a. Vertical spindle b. Horizontal
Bagian Bagian Utama Mesin Milling ( Frais ) 1. Spindle utama Merupakan bagian yang terpenting dari mesin milling. Tempat untuk mencekam alat potong. Di bagi menjadi 3 jenis : a. Vertical spindle b. Horizontal
BUKU 3 PROSES FRAIS (MILLING) Dr. Dwi Rahdiyanta
 Dr. Dwi Rahdiyanta") BUKU 3 PROSES FRAIS (MILLING) Dr. Dwi Rahdiyanta JURUSAN PENDIDIKAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA 2010 1 Proses pemesinan frais adalah proses penyayatan benda kerja dengan
BUKU 3 PROSES FRAIS (MILLING) Dr. Dwi Rahdiyanta JURUSAN PENDIDIKAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA 2010 1 Proses pemesinan frais adalah proses penyayatan benda kerja dengan
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Pengertian Proses Produksi Proses produksi adalah tahap-tahap yang harus dilewati dalam memproduksi barang atau jasa. Ada proses produksi membutuhkan waktu yang lama, misalnya
BAB II LANDASAN TEORI 2.1 Pengertian Proses Produksi Proses produksi adalah tahap-tahap yang harus dilewati dalam memproduksi barang atau jasa. Ada proses produksi membutuhkan waktu yang lama, misalnya
PROSES PEMBUBUTAN LOGAM. PARYANTO, M.Pd.
 PROSES PEMBUBUTAN LOGAM PARYANTO, M.Pd. Jur.. PT. Mesin FT UNY Proses bubut adalah proses pemesinan untuk menghasilkan bagian-bagian mesin (komponen) berbentuk silindris yang dikerjakan dengan menggunakan
PROSES PEMBUBUTAN LOGAM PARYANTO, M.Pd. Jur.. PT. Mesin FT UNY Proses bubut adalah proses pemesinan untuk menghasilkan bagian-bagian mesin (komponen) berbentuk silindris yang dikerjakan dengan menggunakan
BAB li TEORI DASAR. 2.1 Konsep Dasar Perancangan
 BAB li TEORI DASAR Pada bab ini dijelaskan mengenai konsep dasar perancangan, teori dasar pemesinan, mesin bubut, komponen komponen utama mesin dan eretan (carriage). 2.1 Konsep Dasar Perancangan Perancangan
BAB li TEORI DASAR Pada bab ini dijelaskan mengenai konsep dasar perancangan, teori dasar pemesinan, mesin bubut, komponen komponen utama mesin dan eretan (carriage). 2.1 Konsep Dasar Perancangan Perancangan
BAB III TINJAUAN PUSTAKA
 9 BAB III TINJAUAN PUSTAKA 3.1 PENDAHULUAN Proses manufaktur merupakan satu mata kuliah yang harus di kuasai oleh mahasiswa teknik. Oleh karenanya melakukan praktikum proses manufaktur harus dilakukan
9 BAB III TINJAUAN PUSTAKA 3.1 PENDAHULUAN Proses manufaktur merupakan satu mata kuliah yang harus di kuasai oleh mahasiswa teknik. Oleh karenanya melakukan praktikum proses manufaktur harus dilakukan
BEKERJA DENGAN MESIN BUBUT
 BEKERJA DENGAN MESIN BUBUT STANDAR KOMPETENSI KERJA NASIONAL INDONESIA (SKKNI) BIDANG KOMPETENSI 1. KELOMPOK DASAR / FOUNDATION 2. KELOMPOK INTI 3. PERAKITAN (ASSEMBLY) 4. PENGECORAN DAN PEMBUATAN CETAKAN
BEKERJA DENGAN MESIN BUBUT STANDAR KOMPETENSI KERJA NASIONAL INDONESIA (SKKNI) BIDANG KOMPETENSI 1. KELOMPOK DASAR / FOUNDATION 2. KELOMPOK INTI 3. PERAKITAN (ASSEMBLY) 4. PENGECORAN DAN PEMBUATAN CETAKAN
PROSES PRODUKSI. Jenis-Jenis Mesin Bubut
 PROSES PRODUKSI Jenis-Jenis Mesin Bubut Disusun Oleh : UUN HARHARA Fakultas Sains dan Teknologi, Teknik Mesin Universitas Islam As-Syafi iyah 2014 Proses Produksi, Jenis-Jenis Mesin Bubut. Fst-UIA 1 Daftar
PROSES PRODUKSI Jenis-Jenis Mesin Bubut Disusun Oleh : UUN HARHARA Fakultas Sains dan Teknologi, Teknik Mesin Universitas Islam As-Syafi iyah 2014 Proses Produksi, Jenis-Jenis Mesin Bubut. Fst-UIA 1 Daftar
BAB V MESIN MILLING DAN DRILLING
 BAB V MESIN MILLING DAN DRILLING 5.1 Definisi Mesin Milling dan Drilling Mesin bor (drilling) merupakan sebuah alat atau perkakas yang digunakan untuk melubangi suatu benda. Cara kerja mesin bor adalah
BAB V MESIN MILLING DAN DRILLING 5.1 Definisi Mesin Milling dan Drilling Mesin bor (drilling) merupakan sebuah alat atau perkakas yang digunakan untuk melubangi suatu benda. Cara kerja mesin bor adalah
MENGGUNAKAN MESIN UNTUK OPERASI DASAR
 KODE MODUL M.7.32A SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN TEKNIK MESIN PROGRAM KEAHLIAN TEKNIK PEMBENTUKAN MENGGUNAKAN MESIN UNTUK OPERASI DASAR BAGIAN PROYEK PENGEMBANGAN KURIKULUM DIREKTORAT PENDIDIKAN
KODE MODUL M.7.32A SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN TEKNIK MESIN PROGRAM KEAHLIAN TEKNIK PEMBENTUKAN MENGGUNAKAN MESIN UNTUK OPERASI DASAR BAGIAN PROYEK PENGEMBANGAN KURIKULUM DIREKTORAT PENDIDIKAN
MATERI KULIAH PROSES PEMESINAN KERJA BUBUT KOMPLEKS Ulir, Tirus, Eksentrik dan Benda Panjang
 Kegiatan Belajar MATERI KULIAH PROSES PEMESINAN KERJA BUBUT KOMPLEKS Ulir, Tirus, Eksentrik dan Benda Panjang Dwi Rahdiyanta FT-UNY Membubut Komplek : Ulir, Tirus, Eksentrik, dan Membubut Benda a. Tujuan
Kegiatan Belajar MATERI KULIAH PROSES PEMESINAN KERJA BUBUT KOMPLEKS Ulir, Tirus, Eksentrik dan Benda Panjang Dwi Rahdiyanta FT-UNY Membubut Komplek : Ulir, Tirus, Eksentrik, dan Membubut Benda a. Tujuan
BAB II PENDEKATAN PEMECAHAN MASALAH. hasil yang baik sesuai ukuran dan dapat berfungsi sebagaimana mestinya. Ukuran poros : Ø 60 mm x 700 mm
 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Gambar kerja yang baik akan memudahkan pemahaman saat melakukan pengerjaan suatu produk, dalam hal ini membahas tentang pengerjaan poros
BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Gambar kerja yang baik akan memudahkan pemahaman saat melakukan pengerjaan suatu produk, dalam hal ini membahas tentang pengerjaan poros
Menentukan Peralatan Bantu Kerja Dengan Mesin Frais
 MATERI KULIAH PROSES PEMESINAN PROSES FRAIS Menentukan Peralatan Bantu Kerja Dengan Mesin Frais Kegiatan Belajar Oleh: Dwi Rahdiyanta Fakultas Teknik Universitas Negeri Yogyakarta Menentukan Peralatan
MATERI KULIAH PROSES PEMESINAN PROSES FRAIS Menentukan Peralatan Bantu Kerja Dengan Mesin Frais Kegiatan Belajar Oleh: Dwi Rahdiyanta Fakultas Teknik Universitas Negeri Yogyakarta Menentukan Peralatan
1 Teknik Pemesinan SMK PGRI 1 Ngawi Cerdas, Kreatif, Intelek dan Wirausahawan. By: Hoiri Efendi, S.Pd
 1 A. PENGERTIAN TEKNIK PEMESINAN SMK PGRI 1 NGAWI TERAKREDITASI: A Jl. Rajawali No. 32, Telp./Faks. : (0351) 746081 Ngawi. Homepage: 1. www.smkpgri1ngawi.sch.id 2. www.grisamesin.wordpress.com Facebook:
1 A. PENGERTIAN TEKNIK PEMESINAN SMK PGRI 1 NGAWI TERAKREDITASI: A Jl. Rajawali No. 32, Telp./Faks. : (0351) 746081 Ngawi. Homepage: 1. www.smkpgri1ngawi.sch.id 2. www.grisamesin.wordpress.com Facebook:
Jumlah Halaman : 20 Kode Training Nama Modul` Simulation FRAIS VERTIKAL
 FRAIS VERTIKAL 1. TUJUAN PEMBELAJARAN a. Mahasiswa dapat memahami prinsip kerja pada Mesin Frais b. Mahasiswa dapat memahami fungsi dari Mesin Frais c. Mahasiswa dapat memahami jenis-jenis Mesin Frais
FRAIS VERTIKAL 1. TUJUAN PEMBELAJARAN a. Mahasiswa dapat memahami prinsip kerja pada Mesin Frais b. Mahasiswa dapat memahami fungsi dari Mesin Frais c. Mahasiswa dapat memahami jenis-jenis Mesin Frais
SOAL LATIHAN 3 TEORI KEJURUAN PEMESINAN
 SOAL LATIHAN 3 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 SOAL NAS: F018-PAKET A-08/09 1. Sebuah poros kendaraan terbuat dari bahan St
SOAL LATIHAN 3 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 SOAL NAS: F018-PAKET A-08/09 1. Sebuah poros kendaraan terbuat dari bahan St
TAHAP AWAL PEMBUATAN PEMBUBUTAN HOUSE BEARING RODA ROLI
 ISSN 1412-5609 (Print) Jurnal INTEKNA, Volume 15, No. 2, November 2015, 100-210 TAHAP AWAL PEMBUATAN PEMBUBUTAN HOUSE BEARING RODA ROLI Anhar Khalid (1) (1) Staf Pengajar Jurusan Teknik Mesin Politeknik
ISSN 1412-5609 (Print) Jurnal INTEKNA, Volume 15, No. 2, November 2015, 100-210 TAHAP AWAL PEMBUATAN PEMBUBUTAN HOUSE BEARING RODA ROLI Anhar Khalid (1) (1) Staf Pengajar Jurusan Teknik Mesin Politeknik
BAB II LANDASAN TEORI Alat-alat Pembantu Untuk Meningkatkan Produksi Pada Mesin. dan kecepatannya sayatnya setinggi-tingginya.
 BAB II LANDASAN TEORI 2.1. Alat-alat Pembantu Untuk Meningkatkan Produksi Pada Mesin 2.1.1. Bubut Senter Untuk meningkatkan produksi, pada tahap pertama kita akan berusaha memperpendek waktu utama. Hal
BAB II LANDASAN TEORI 2.1. Alat-alat Pembantu Untuk Meningkatkan Produksi Pada Mesin 2.1.1. Bubut Senter Untuk meningkatkan produksi, pada tahap pertama kita akan berusaha memperpendek waktu utama. Hal
Tugas 2 Proses Produksi Mesin Frais. Jurusan Teknik Industri Sekolah Tinggi Teknologi Garut 2017
 Tugas 2 Proses Produksi Mesin Frais Jurusan Teknik Industri Sekolah Tinggi Teknologi Garut 2017 Konsep Pembahasan Pengertian Mesin Frais 1 2 3 4 Cara kerja Bagian Bagian Fungsi Jenis-Jenis 5 Produk/Hasil
Tugas 2 Proses Produksi Mesin Frais Jurusan Teknik Industri Sekolah Tinggi Teknologi Garut 2017 Konsep Pembahasan Pengertian Mesin Frais 1 2 3 4 Cara kerja Bagian Bagian Fungsi Jenis-Jenis 5 Produk/Hasil
BAB VI Mesin Shaping I
 BAB VI Mesin Shaping I Tujuan Pembelajaran Umum : 1. Mahasiswa mengetahui tentang fungsi fungsi mesin shaping. 2.Mahasiswa mengetahui tentang alat alat potong di mesin shaping. 3. Mahasiswa mengetahui
BAB VI Mesin Shaping I Tujuan Pembelajaran Umum : 1. Mahasiswa mengetahui tentang fungsi fungsi mesin shaping. 2.Mahasiswa mengetahui tentang alat alat potong di mesin shaping. 3. Mahasiswa mengetahui
1. PENGENALAN ALAT KERJA BANGKU
 1. PENGENALAN ALAT KERJA BANGKU A. Tujuan 1. Menyebutkan macam-macam jenis alat tangan dan fungsinya. 2. Menyebutkan bagian-bagian dari alat-alat tangan pada kerja bangku. 3. Mengetahui bagaimana cara
1. PENGENALAN ALAT KERJA BANGKU A. Tujuan 1. Menyebutkan macam-macam jenis alat tangan dan fungsinya. 2. Menyebutkan bagian-bagian dari alat-alat tangan pada kerja bangku. 3. Mengetahui bagaimana cara
BAB III Mesin Milling I
 BAB III Mesin Milling I Tujuan Pembelajaran Umum : 1. Mahasiswa mengetahui tentang fungsi fungsi mesin milling. 2.Mahasiswa mengetahui tentang alat alat potong di mesin milling 3. Mahasiswa mengetahui
BAB III Mesin Milling I Tujuan Pembelajaran Umum : 1. Mahasiswa mengetahui tentang fungsi fungsi mesin milling. 2.Mahasiswa mengetahui tentang alat alat potong di mesin milling 3. Mahasiswa mengetahui
RODA GIGI LURUS. 1. Dapat menyiapkan bahan dasar (blank) roda gigi lurus dengan mesin bubut sesuai dengan ukuran gambar kerja.
 roda gigi lurus dengan mesin bubut sesuai dengan ukuran gambar kerja.") RODA GIGI LURUS 1. TUJUAN Agar Mahasiswa : 1. Dapat menyiapkan bahan dasar (blank) roda gigi lurus dengan mesin bubut sesuai dengan ukuran gambar kerja. 2. Terampil mengefrais dan mengalur (dloting) dalam
RODA GIGI LURUS 1. TUJUAN Agar Mahasiswa : 1. Dapat menyiapkan bahan dasar (blank) roda gigi lurus dengan mesin bubut sesuai dengan ukuran gambar kerja. 2. Terampil mengefrais dan mengalur (dloting) dalam
BAB II Mesin Bubut I II. 1. Proses Manufaktur II
 BAB II Mesin Bubut I Tujuan Pembelajaran Umum : 1. Mahasiswa mengetahui tentang fungsi fungsi mesin bubut. 2.Mahasiswa mengetahui tentang alat alat potong di mesin bubut. 3. Mahasiswa mengetahui tentang
BAB II Mesin Bubut I Tujuan Pembelajaran Umum : 1. Mahasiswa mengetahui tentang fungsi fungsi mesin bubut. 2.Mahasiswa mengetahui tentang alat alat potong di mesin bubut. 3. Mahasiswa mengetahui tentang
PROSES FREIS ( (MILLING) Paryanto, M.Pd.
 Paryanto, M.Pd.") PROSES FREIS ( (MILLING) Paryanto, M.Pd. Jur.. PT. Mesin FT UNY Proses pemesinan freis (milling) adalah penyayatan benda kerja menggunakan alat dengan mata potong jamak yang berputar. proses potong Mesin
PROSES FREIS ( (MILLING) Paryanto, M.Pd. Jur.. PT. Mesin FT UNY Proses pemesinan freis (milling) adalah penyayatan benda kerja menggunakan alat dengan mata potong jamak yang berputar. proses potong Mesin
BAB III MESIN FRAIS. (http:\\www.google.com. Gambar-gambar Mesin. 2011) Gambar 3.1 Bentuk-bentuk Hasil Frais
 Gambar 3.1 Bentuk-bentuk Hasil Frais") BAB III MESIN FRAIS 3.1 Pengertian Mesin Frais Mesin frais adalah mesin perkakas untuk mengejakan/menyelesaikan permukaan suatu benda kerja dengan mempergunakan pisau sebagai alatnya. Pada mesin frais,
BAB III MESIN FRAIS 3.1 Pengertian Mesin Frais Mesin frais adalah mesin perkakas untuk mengejakan/menyelesaikan permukaan suatu benda kerja dengan mempergunakan pisau sebagai alatnya. Pada mesin frais,
FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA
 No. SIL/MES/MES319/21 Revisi : 00 Tgl : 21 Juni 2010 Hal 1 dari 5 MATA KULIAH : PROSES PEMESINAN LANJUT KODE MATA KULIAH : MES319 ( 3 SKS P ) SEMESTER : III PROGRAM STUDI : PEND. TEKNIK MESIN DOSEN PENGAMPU
No. SIL/MES/MES319/21 Revisi : 00 Tgl : 21 Juni 2010 Hal 1 dari 5 MATA KULIAH : PROSES PEMESINAN LANJUT KODE MATA KULIAH : MES319 ( 3 SKS P ) SEMESTER : III PROGRAM STUDI : PEND. TEKNIK MESIN DOSEN PENGAMPU
c. besar c. besar Figure 1
 1. Yang termasuk jenis pahat tangan adalah. a. pahat tirus. d. pahat perak b. pahat alur e. pahat intan c. pahat chamfer 2. Faktor-faktor berikut harus diperhatikan agar pemasangan kepala palu agar kuat
1. Yang termasuk jenis pahat tangan adalah. a. pahat tirus. d. pahat perak b. pahat alur e. pahat intan c. pahat chamfer 2. Faktor-faktor berikut harus diperhatikan agar pemasangan kepala palu agar kuat
LAPORAN PRAKTIKUM PROSES PRODUKSI
 LAPORAN PRAKTIKUM PROSES PRODUKSI Disusun Oleh: Nama : Yulianus Dodi NIM : 201531014 Fakultas/Jurusan : Teknik Mesin UNIVERSITAS KATOLIK WIDYA KARYA MALANG FAKULTAS TEKNIK JURUSAN TEKNIK MESIN JUNI 2017
LAPORAN PRAKTIKUM PROSES PRODUKSI Disusun Oleh: Nama : Yulianus Dodi NIM : 201531014 Fakultas/Jurusan : Teknik Mesin UNIVERSITAS KATOLIK WIDYA KARYA MALANG FAKULTAS TEKNIK JURUSAN TEKNIK MESIN JUNI 2017
PROSES BUBUT (Membubut Tirus, Ulir dan Alur)
") MATERI PPM MATERI BIMBINGAN TEKNIS SERTIFIKASI KEAHLIAN KEJURUAN BAGI GURU SMK PROSES BUBUT (Membubut Tirus, Ulir dan Alur) Oleh: Dr. Dwi Rahdiyanta, M.Pd. Dosen Jurusan PT. Mesin FT-UNY 1. Proses membubut
MATERI PPM MATERI BIMBINGAN TEKNIS SERTIFIKASI KEAHLIAN KEJURUAN BAGI GURU SMK PROSES BUBUT (Membubut Tirus, Ulir dan Alur) Oleh: Dr. Dwi Rahdiyanta, M.Pd. Dosen Jurusan PT. Mesin FT-UNY 1. Proses membubut
Materi 6. Gambar 1. Ragum Biasa
 Materi 6 Memilih alat Bantu yang digunakan. Pada mesin frais banyak sekali terdapat peralatan bantu yang digunakan untuk membuat benda kerja. Antara lain : a. Mesin Vertical 1) Ragum (catok) Benda kerja
Materi 6 Memilih alat Bantu yang digunakan. Pada mesin frais banyak sekali terdapat peralatan bantu yang digunakan untuk membuat benda kerja. Antara lain : a. Mesin Vertical 1) Ragum (catok) Benda kerja
1. Base (Dudukan) Base ini merupakan penopang dari semua komponen mesin bor. Base terletak paling bawah menempel pada lantai, biasanya dibaut.
 Base ini merupakan penopang dari semua komponen mesin bor. Base terletak paling bawah menempel pada lantai, biasanya dibaut.") sbab I PENDAHULUAN A. Latar Belakang Selaras dengan berkembangnya ilmu pengetahuan dan teknologi, dan seiring dengan perkembangan serta kemajuan di bidang industri terutama dalam bidang permesinan, berbagai
sbab I PENDAHULUAN A. Latar Belakang Selaras dengan berkembangnya ilmu pengetahuan dan teknologi, dan seiring dengan perkembangan serta kemajuan di bidang industri terutama dalam bidang permesinan, berbagai
SUMBER BELAJAR PENUNJANG PLPG 2016 TEKNIK PEMESINAN
 SUMBER BELAJAR PENUNJANG PLPG 2016 TEKNIK PEMESINAN BAB III PEMESINAN FRAIS B. SENTOT WIJANARKA KEMENTERIAN PENDIDIKAN DAN KEBUDAYAAN DIREKTORAT JENDERAL GURU DAN TENAGA KEPENDIDIKAN 2016 BAB 3 PROSES
SUMBER BELAJAR PENUNJANG PLPG 2016 TEKNIK PEMESINAN BAB III PEMESINAN FRAIS B. SENTOT WIJANARKA KEMENTERIAN PENDIDIKAN DAN KEBUDAYAAN DIREKTORAT JENDERAL GURU DAN TENAGA KEPENDIDIKAN 2016 BAB 3 PROSES
PENGARUH PARAMETER POTONG TERHADAP DIAMETER PITS ULIR METRIK
 PENGARUH PARAMETER POTONG TERHADAP DIAMETER PITS ULIR METRIK Sunarto Teknik Mesin Politeknik Bengkalis Jl. Batin Alam, Sei-Alam, Bengkalis-Riau sunarto@polbeng.ac.id Abstrak Ulir metrik adalah salah satu
PENGARUH PARAMETER POTONG TERHADAP DIAMETER PITS ULIR METRIK Sunarto Teknik Mesin Politeknik Bengkalis Jl. Batin Alam, Sei-Alam, Bengkalis-Riau sunarto@polbeng.ac.id Abstrak Ulir metrik adalah salah satu
A. Mesin gergaji bolak-balik (Hacksaw-Machine) Mesin gergaji ini umumnya memiliki pisau gergaji dengan panjang antara 300 mm sampai 900 mm dengan
 Mesin gergaji ini umumnya memiliki pisau gergaji dengan panjang antara 300 mm sampai 900 mm dengan") MESIN PERKAKAS Mesin perkakas merupakan suatu alat yang berfungsi memotong atau piranti pengolahan lain dan part. Jadi, yang dimaksud dengan mesin perkakas adalah suatu alat atau mesin dimana energi yang
MESIN PERKAKAS Mesin perkakas merupakan suatu alat yang berfungsi memotong atau piranti pengolahan lain dan part. Jadi, yang dimaksud dengan mesin perkakas adalah suatu alat atau mesin dimana energi yang
EKSPERIMENTAL PEMBUATAN SPIRAL DATAR DENGAN MENGGUNAKAN MESIN FREIS UNTUK PENGEMBANGAN PROGRAM PRAKTIKUM LABORATORIUM PEMESINAN
 EKSPERIMENTAL PEMBUATAN SPIRAL DATAR DENGAN MENGGUNAKAN MESIN FREIS UNTUK PENGEMBANGAN PROGRAM PRAKTIKUM LABORATORIUM PEMESINAN Riles M. Wattimena, Hartono Jurusan Teknik Mesin Politeknik Negeri Semarang
EKSPERIMENTAL PEMBUATAN SPIRAL DATAR DENGAN MENGGUNAKAN MESIN FREIS UNTUK PENGEMBANGAN PROGRAM PRAKTIKUM LABORATORIUM PEMESINAN Riles M. Wattimena, Hartono Jurusan Teknik Mesin Politeknik Negeri Semarang
ANALISIS SILABUS MATA PELAJARAN
 ANALISIS SILABUS MATA PELAJARAN Satuan Pendidikan : SMK Program Keahlian : Teknik Mesin Paket Keahlian : Teknik Fabrikasi Logam Mata Pelajaran : Gambar Teknik Kelas : XI smt 1 dan 2 : 72 Jam Pelajaran
ANALISIS SILABUS MATA PELAJARAN Satuan Pendidikan : SMK Program Keahlian : Teknik Mesin Paket Keahlian : Teknik Fabrikasi Logam Mata Pelajaran : Gambar Teknik Kelas : XI smt 1 dan 2 : 72 Jam Pelajaran
BAB VI MESIN FRIS DAN PEMOTONG FRIS
 BAB VI MESIN FRIS DAN PEMOTONG FRIS Mesin fris melepaskan logam ketika benda kerja dihantarkan terhadap suatu pemotong berputar seperti terlihat pada gambar 2. Gambar 2. Operasi fris sederhana. Pemotong
BAB VI MESIN FRIS DAN PEMOTONG FRIS Mesin fris melepaskan logam ketika benda kerja dihantarkan terhadap suatu pemotong berputar seperti terlihat pada gambar 2. Gambar 2. Operasi fris sederhana. Pemotong
BAB II DASAR TEORI. 2.1 Konsep Perencanaan Sistem Produksi. 2.2 Pengelasan
 BAB II DASAR TEORI 2.1 Konsep Perencanaan Sistem Produksi Pada perancangan suatu kontruksi hendaknya mempunyai suatu konsep perencanaan. Konsep perencanaan ini akan membahas dasar-dasar teori yang akan
BAB II DASAR TEORI 2.1 Konsep Perencanaan Sistem Produksi Pada perancangan suatu kontruksi hendaknya mempunyai suatu konsep perencanaan. Konsep perencanaan ini akan membahas dasar-dasar teori yang akan
RENCANA IMPLEMENTASI MEMBUBUT DI LABORATORIUM PRODUKSI JURUSAN MESIN. Oleh: Nama : Dwi Pujo L NIM : Prodi : PTMSI
 RENCANA IMPLEMENTASI MEMBUBUT DI LABORATORIUM PRODUKSI JURUSAN MESIN Oleh: Nama : Dwi Pujo L NIM : 5201407055 Prodi : PTMSI FAKULTAS TEKNIK UNIVERSITAS NEGERI SEMARANG 200 I. JENIS PEKERJAAN : 1. Mebubut
RENCANA IMPLEMENTASI MEMBUBUT DI LABORATORIUM PRODUKSI JURUSAN MESIN Oleh: Nama : Dwi Pujo L NIM : 5201407055 Prodi : PTMSI FAKULTAS TEKNIK UNIVERSITAS NEGERI SEMARANG 200 I. JENIS PEKERJAAN : 1. Mebubut
BAB IV MESIN BUBUT. Gambar 2. Pembubut mesin tugas berat.
 BAB IV MESIN BUBUT Penggolongan Mesin Bubut A. Pembubut Kecepatan F. Pembubut Turet 1. Pengerjaan Kayu 1. Horisontal 2. Pemusingan Logam a. Jenis ram 3. Pemolesan b. Jenis sadel B. Pembubut Mesin 2. Vertikal
BAB IV MESIN BUBUT Penggolongan Mesin Bubut A. Pembubut Kecepatan F. Pembubut Turet 1. Pengerjaan Kayu 1. Horisontal 2. Pemusingan Logam a. Jenis ram 3. Pemolesan b. Jenis sadel B. Pembubut Mesin 2. Vertikal
MODUL PEMBELAJARAN BIDANG KEAHLIAN : TEKNIK MESIN PROGRAM KEAHLIAN : TEKNIK MESIN PERKAKAS PROGRAM DIKLAT : PEKERJAAN PERMESINAN TINGKAT : II ( DUA )
") MODUL PEMBELAJARAN BIDANG KEAHLIAN : TEKNIK MESIN PROGRAM KEAHLIAN : TEKNIK MESIN PERKAKAS PROGRAM DIKLAT : PEKERJAAN PERMESINAN TINGKAT : II ( DUA ) Topik Modul : Membubut Ulir Segitiga luar dan Ulir
MODUL PEMBELAJARAN BIDANG KEAHLIAN : TEKNIK MESIN PROGRAM KEAHLIAN : TEKNIK MESIN PERKAKAS PROGRAM DIKLAT : PEKERJAAN PERMESINAN TINGKAT : II ( DUA ) Topik Modul : Membubut Ulir Segitiga luar dan Ulir
BAB III TINJAUAN PUSTAKA
 BAB III TINJAUAN PUSTAKA 1.1 PENDAHULUAN Tempat tidur terapi 2 section adalah tempat tidur yang di dirancang untuk mendukung pemeriksaan dan perawatan sendi mayor dan terapi otot manual.terutama digunakan
BAB III TINJAUAN PUSTAKA 1.1 PENDAHULUAN Tempat tidur terapi 2 section adalah tempat tidur yang di dirancang untuk mendukung pemeriksaan dan perawatan sendi mayor dan terapi otot manual.terutama digunakan
TEORI MEMESIN LOGAM (METAL MACHINING)
") TEORI MEMESIN LOGAM (METAL MACHINING) Proses permesinan (machining) : Proses pembuatan ( manufacture) dimana perkakas potong ( cutting tool) digunakan untuk membentuk material dari bentuk dasar menjadi
TEORI MEMESIN LOGAM (METAL MACHINING) Proses permesinan (machining) : Proses pembuatan ( manufacture) dimana perkakas potong ( cutting tool) digunakan untuk membentuk material dari bentuk dasar menjadi
MAKALAH PROSES PRODUKSI PEMBUATAN MEJA LIPAT
 MAKALAH PROSES PRODUKSI PEMBUATAN MEJA LIPAT Diajukan Untuk Memenuhi Persyaratan Kelulusan Mata Kuliah Proses Produksi Oleh : Akmal Akhimuloh 1503005 JURUSAN TEKNIK INDUSTRI SEKOLAH TINNGI TEKNOLOGI GARUT
MAKALAH PROSES PRODUKSI PEMBUATAN MEJA LIPAT Diajukan Untuk Memenuhi Persyaratan Kelulusan Mata Kuliah Proses Produksi Oleh : Akmal Akhimuloh 1503005 JURUSAN TEKNIK INDUSTRI SEKOLAH TINNGI TEKNOLOGI GARUT
commit to user BAB II DASAR TEORI
 3 BAB II DASAR TEORI 2.1 Kerja Bangku Kerja Bangku adalah teknik dasar yang harus dikuasai oleh seseorang dalam mengerjakan benda kerja. Pekerjaan kerja bangku menekankan pada pembuatan benda kerja dengan
3 BAB II DASAR TEORI 2.1 Kerja Bangku Kerja Bangku adalah teknik dasar yang harus dikuasai oleh seseorang dalam mengerjakan benda kerja. Pekerjaan kerja bangku menekankan pada pembuatan benda kerja dengan
Materi Kuliah PROSES GERINDA. Oleh: Dwi Rahdiyanta FT-UNY
 Materi Kuliah PROSES GERINDA Oleh: Dwi Rahdiyanta FT-UNY KEGIATAN BELAJAR 1. Kegiatan Belajar 1 : Menentukan Persyaratan Kerja a. Tujuan Pembelajaran 1 1). Peserta diklat dapat menentukan langkah kerja
Materi Kuliah PROSES GERINDA Oleh: Dwi Rahdiyanta FT-UNY KEGIATAN BELAJAR 1. Kegiatan Belajar 1 : Menentukan Persyaratan Kerja a. Tujuan Pembelajaran 1 1). Peserta diklat dapat menentukan langkah kerja
BAB II DASAR TEORI. Mesin perajang singkong dengan penggerak motor listrik 0,5 Hp mempunyai
 BAB II DASAR TEORI 2.1. Prinsip Kerja Mesin Perajang Singkong. Mesin perajang singkong dengan penggerak motor listrik 0,5 Hp mempunyai beberapa komponen, diantaranya adalah piringan, pisau pengiris, poros,
BAB II DASAR TEORI 2.1. Prinsip Kerja Mesin Perajang Singkong. Mesin perajang singkong dengan penggerak motor listrik 0,5 Hp mempunyai beberapa komponen, diantaranya adalah piringan, pisau pengiris, poros,
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI Secara garis besar, pada proses perancangan kepala pembagi sederhana ini berdasar pada beberapa teori. Teori-teori ini yang akan mendasari pembuatan komponen-komponen pada kepala
BAB II LANDASAN TEORI Secara garis besar, pada proses perancangan kepala pembagi sederhana ini berdasar pada beberapa teori. Teori-teori ini yang akan mendasari pembuatan komponen-komponen pada kepala
SILABUS MATA PELAJARANPENGOLAHAN CITRA DIGITAL (PAKET KEAHLIAN MULTIMEDIA)
") SILABUS MATA PELAJARANPENGOLAHAN CITRA DIGITAL (PAKET KEAHLIAN MULTIMEDIA) Satuan Pendidikan Kelas : SMK / MAK :XII Kompetensi Inti I-1. Menghayati dan mengamalkan ajaran agama yang dianutnya. I-2. Menghayati
SILABUS MATA PELAJARANPENGOLAHAN CITRA DIGITAL (PAKET KEAHLIAN MULTIMEDIA) Satuan Pendidikan Kelas : SMK / MAK :XII Kompetensi Inti I-1. Menghayati dan mengamalkan ajaran agama yang dianutnya. I-2. Menghayati
BAB III METODOLOGI PELAKSANAAN. penggerak belakang gokart adalah bengkel Teknik Mesin program Vokasi
 BAB III METODOLOGI PELAKSANAAN 3.1. Tempat Pelaksanaan Tempat yang akan di gunakan untuk perakitan dan pembuatan sistem penggerak belakang gokart adalah bengkel Teknik Mesin program Vokasi Universitas
BAB III METODOLOGI PELAKSANAAN 3.1. Tempat Pelaksanaan Tempat yang akan di gunakan untuk perakitan dan pembuatan sistem penggerak belakang gokart adalah bengkel Teknik Mesin program Vokasi Universitas
MODUL PROSES PEMESINAN I SEKSI MESIN BUBUT. Oleh : Purgiyanto
 MODUL PROSES PEMESINAN I SEKSI MESIN BUBUT Oleh : Purgiyanto JURUSAN TEKNIK MESIN POLITEKNIK NEGERI BANDUNG 2012 KATA PENGANTAR Syukur Alhamdulillah penulis panjatkan kehadirat Allah SWT yang telah melimpahkan
MODUL PROSES PEMESINAN I SEKSI MESIN BUBUT Oleh : Purgiyanto JURUSAN TEKNIK MESIN POLITEKNIK NEGERI BANDUNG 2012 KATA PENGANTAR Syukur Alhamdulillah penulis panjatkan kehadirat Allah SWT yang telah melimpahkan
MOMENTUM & IMPULS RENCANA PROGRAM PENGAJARAN. Kelas / Semester : XI /I KOMPETENSI INTI. : Menghayati dan mengamalkan ajaran agama yang dianutnya.
 Mata Pelajaran RENCANA PROGRAM PENGAJARAN : Fisika Kelas / Semester : XI /I Peminatan Materi Pokok Alokasi Waktu : MIA : Momentum dan Impuls : 12 Jam Pelajaran KOMPETENSI INTI KI 1 KI 2 : Menghayati dan
Mata Pelajaran RENCANA PROGRAM PENGAJARAN : Fisika Kelas / Semester : XI /I Peminatan Materi Pokok Alokasi Waktu : MIA : Momentum dan Impuls : 12 Jam Pelajaran KOMPETENSI INTI KI 1 KI 2 : Menghayati dan
Mesin sekrap disebut pula mesin ketam atau serut. Mesin inidigunakan untuk mengerjakan bidang-bidang yang rata, cembung, cekung,beralur, dan
 Mesin sekrap disebut pula mesin ketam atau serut. Mesin inidigunakan untuk mengerjakan bidang-bidang yang rata, cembung, cekung,beralur, dan lain-lain pada posisi mendatar, tegak, ataupun miring. Mesin
Mesin sekrap disebut pula mesin ketam atau serut. Mesin inidigunakan untuk mengerjakan bidang-bidang yang rata, cembung, cekung,beralur, dan lain-lain pada posisi mendatar, tegak, ataupun miring. Mesin
BAB II MESIN BUBUT. Gambar 2.1 Mesin bubut
 BAB II MESIN BUBUT A. Prinsip Kerja Mesin Bubut Mesin bubut merupakan salah satu mesin konvensional yang umum dijumpai di industri pemesinan. Mesin bubut (gambar 2.1) mempunyai gerak utama benda kerja
BAB II MESIN BUBUT A. Prinsip Kerja Mesin Bubut Mesin bubut merupakan salah satu mesin konvensional yang umum dijumpai di industri pemesinan. Mesin bubut (gambar 2.1) mempunyai gerak utama benda kerja
BAB 2 PROSES-PROSES DASAR PEMBENTUKAN LOGAM
 BAB 2 PROSES-PROSES DASAR PEMBENTUKAN LOGAM pengecoran masih membutuhkan pekerjaan pekerjaan lanjutan. Benda benda dari logam yang sering kita lihat tidaklah ditemukan dalam bentuknya seperti itu, akan
BAB 2 PROSES-PROSES DASAR PEMBENTUKAN LOGAM pengecoran masih membutuhkan pekerjaan pekerjaan lanjutan. Benda benda dari logam yang sering kita lihat tidaklah ditemukan dalam bentuknya seperti itu, akan
MOMENTUM & IMPULS RENCANA PROGRAM PENGAJARAN. Kelas / Semester : XI /I KOMPETENSI INTI. : Menghayati dan mengamalkan ajaran agama yang dianutnya.
 Mata Pelajaran RENCANA PROGRAM PENGAJARAN : Fisika Kelas / Semester : XI /I Peminatan Materi Pokok Alokasi Waktu : MIA : Momentum dan Impuls : 12 Jam Pelajaran KOMPETENSI INTI KI 1 KI 2 : Menghayati dan
Mata Pelajaran RENCANA PROGRAM PENGAJARAN : Fisika Kelas / Semester : XI /I Peminatan Materi Pokok Alokasi Waktu : MIA : Momentum dan Impuls : 12 Jam Pelajaran KOMPETENSI INTI KI 1 KI 2 : Menghayati dan
SOAL LATIHAN 6 TEORI KEJURUAN PEMESINAN
 SOAL LATIHAN 6 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.Pd. 085749055673 2010 UN Paket: B 2010 1. Gambar pandangan dengan metode proyeksi sudut ketiga
SOAL LATIHAN 6 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.Pd. 085749055673 2010 UN Paket: B 2010 1. Gambar pandangan dengan metode proyeksi sudut ketiga
MOMENTUM & IMPULS RENCANA PROGRAM PENGAJARAN. Kelas / Semester : XI /I KOMPETENSI INTI. : Menghayati dan mengamalkan ajaran agama yang dianutnya.
 Mata Pelajaran RENCANA PROGRAM PENGAJARAN : Fisika Kelas / Semester : XI /I Peminatan Materi Pokok Alokasi Waktu : MIA : Momentum dan Impuls : 12 Jam Pelajaran KOMPETENSI INTI KI 1 KI 2 : Menghayati dan
Mata Pelajaran RENCANA PROGRAM PENGAJARAN : Fisika Kelas / Semester : XI /I Peminatan Materi Pokok Alokasi Waktu : MIA : Momentum dan Impuls : 12 Jam Pelajaran KOMPETENSI INTI KI 1 KI 2 : Menghayati dan
BAB I PENDAHULUAN. 1.2 Ruang Lingkup Penggunaan mesin sekrap Penggunaan alat-alat perkakas tangan
 BAB I PENDAHULUAN 1.1 Latar Belakang Praktek kerja bangku merupakan usaha sadar membekali individu dengan pengetahuan dan kemampuan untuk menghasilkan skill yang sesuai standar untuk bekerja di industri
BAB I PENDAHULUAN 1.1 Latar Belakang Praktek kerja bangku merupakan usaha sadar membekali individu dengan pengetahuan dan kemampuan untuk menghasilkan skill yang sesuai standar untuk bekerja di industri
RENCANA PELAKSANAAN PEMBELAJARAN KD 1
 RENCANA PELAKSANAAN PEMBELAJARAN KD 1 Mata Pelajaran Kelas/Semester Peminatan Materi Pokok Alokasi Waktu : Fisika : X / Ganjil : MIA : Besaran dan Satuan : 2 x 3 JP A. Kompetensi Inti (KI) 1 : Menghayati
RENCANA PELAKSANAAN PEMBELAJARAN KD 1 Mata Pelajaran Kelas/Semester Peminatan Materi Pokok Alokasi Waktu : Fisika : X / Ganjil : MIA : Besaran dan Satuan : 2 x 3 JP A. Kompetensi Inti (KI) 1 : Menghayati
Memprogram Mesin CNC (Dasar)
") SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN TEKNIK MESIN PROGRAM KEAHLIAN TEKNIK PEMESINAN Memprogram Mesin CNC (Dasar) BAGIAN PROYEK PENGEMBANGAN KURIKULUM DIREKTORAT PENDIDIKAN MENENGAH KEJURUAN DIREKTORAT
SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN TEKNIK MESIN PROGRAM KEAHLIAN TEKNIK PEMESINAN Memprogram Mesin CNC (Dasar) BAGIAN PROYEK PENGEMBANGAN KURIKULUM DIREKTORAT PENDIDIKAN MENENGAH KEJURUAN DIREKTORAT
Penggunaan Kepala Pembagi
 MATERI KULIAH PROSES PEMESINAN PROSES FRAIS Penggunaan Kepala Pembagi Oleh: Dwi Rahdiyanta Fakultas Teknik Universitas Negeri Yogyakarta Kegiatan Belajar Penggunaan Kepala Pembagi a. Tujuan Kegiatan Setelah
MATERI KULIAH PROSES PEMESINAN PROSES FRAIS Penggunaan Kepala Pembagi Oleh: Dwi Rahdiyanta Fakultas Teknik Universitas Negeri Yogyakarta Kegiatan Belajar Penggunaan Kepala Pembagi a. Tujuan Kegiatan Setelah
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin press serbuk kayu. Pengerjaan dominan dalam pembuatan komponen tersebut
BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin press serbuk kayu. Pengerjaan dominan dalam pembuatan komponen tersebut
MENGGERINDA TOOLS (PISAU/PAHAT)
") 1 MENGGERINDA TOOLS (PISAU/PAHAT) TUJUAN PEMBELAJARAN Diharapkan Mahasiswa menguasai keterampilan mengasah pisau (tools) dengan memakai Tools Grinder dengan benar. BAHAN PEMBELAJARAN A. Tools Grinder 1.
1 MENGGERINDA TOOLS (PISAU/PAHAT) TUJUAN PEMBELAJARAN Diharapkan Mahasiswa menguasai keterampilan mengasah pisau (tools) dengan memakai Tools Grinder dengan benar. BAHAN PEMBELAJARAN A. Tools Grinder 1.
BAB II DASAR TEORI P =...(2.1)
") 4 BAB II DASAR TEORI 2.1 Motor Motor adalah suatu komponen utama dari sebuah kontruksi permesinan yang berfungsi sebagai penggerak. Gerakan yang dihasilkan oleh motor adalah sebuah putaran poros. Komponen
4 BAB II DASAR TEORI 2.1 Motor Motor adalah suatu komponen utama dari sebuah kontruksi permesinan yang berfungsi sebagai penggerak. Gerakan yang dihasilkan oleh motor adalah sebuah putaran poros. Komponen
PENDAHLUAN. Penalaran Tinggi Keterampilan Rendah. Keterampilan dan Kreativitas Tinggi. Penalaran Rendah Keterampilan Tinggi
 Kemampuan Bernalar Bimbel PENDAHLUAN Latar Belajang Kurikulum 2013 merupakan penguatan pelaksanaan kurikulum berbasisk kompetensi (KBK) yang dirintis sejak tahun 2002. Penyempurnaan terus dilakukan oleh
Kemampuan Bernalar Bimbel PENDAHLUAN Latar Belajang Kurikulum 2013 merupakan penguatan pelaksanaan kurikulum berbasisk kompetensi (KBK) yang dirintis sejak tahun 2002. Penyempurnaan terus dilakukan oleh
MOMENTUM & IMPULS RENCANA PROGRAM PENGAJARAN. Kelas / Semester : XI /I KOMPETENSI INTI. : Menghayati dan mengamalkan ajaran agama yang dianutnya.
 Mata Pelajaran RENCANA PROGRAM PENGAJARAN : Fisika Kelas / Semester : XI /I Peminatan Materi Pokok Alokasi Waktu : MIA : Momentum dan Impuls : 12 Jam Pelajaran KOMPETENSI INTI KI 1 KI 2 : Menghayati dan
Mata Pelajaran RENCANA PROGRAM PENGAJARAN : Fisika Kelas / Semester : XI /I Peminatan Materi Pokok Alokasi Waktu : MIA : Momentum dan Impuls : 12 Jam Pelajaran KOMPETENSI INTI KI 1 KI 2 : Menghayati dan
RENCANA PELAKSANAAN PEMBELAJARAN
 RENCANA PELAKSANAAN PEMBELAJARAN A. Identitas Satuan Pendidikan : SMA Negeri 3 Purworejo Kelas / Semester : X / Genap Mata Pelajaran : Prakarya Materi Pokok : Mengenal Produk kerajinan Tekstil Sub-Materi
RENCANA PELAKSANAAN PEMBELAJARAN A. Identitas Satuan Pendidikan : SMA Negeri 3 Purworejo Kelas / Semester : X / Genap Mata Pelajaran : Prakarya Materi Pokok : Mengenal Produk kerajinan Tekstil Sub-Materi
PROSES PEMBUATAN PIRINGAN PISAU PADA MESIN PERAJANG SINGKONG
 PROSES PEMBUATAN PIRINGAN PISAU PADA MESIN PERAJANG SINGKONG PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Persyaratan Guna Memperoleh Gelar Ahli Madya D3 Program
PROSES PEMBUATAN PIRINGAN PISAU PADA MESIN PERAJANG SINGKONG PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Persyaratan Guna Memperoleh Gelar Ahli Madya D3 Program
SOAL LATIHAN 1 TEORI KEJURUAN PEMESINAN
 SOAL LATIHAN 1 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.Pd. 085736430673 1. Gambar berikut yang menunjukkan proyeksi orthogonal. A. D. B. E. C. 2. Gambar
SOAL LATIHAN 1 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.Pd. 085736430673 1. Gambar berikut yang menunjukkan proyeksi orthogonal. A. D. B. E. C. 2. Gambar