BAB V ANALISIS BAB V ANALISIS. 5.1 Analisis History
|
|
|
- Djaja Agusalim
- 6 tahun lalu
- Tontonan:
Transkripsi
1 BAB V ANALISIS 5.1 Analisis History Seperti telah diuraikan di Bab III bahwa hasil perkiraan tingkat risiko yang dijadikan dasar untuk membuat Corrosion Mapping disandingkan dengan data historis yang dapat menjelaskan setiap kejadian yang dialami setiap peralatan secara riil. Jadi, penentuan tingkat korosi berdasarkan data history dilakukan untuk menentukan peralatan mana yang berada dalam kondisi harus diwaspadai dan peralatan mana yang mempunyai potensi tingkat kerusakan atau berada dalam tingkat kerusakan yang paling tinggi (bahaya). Untuk menentukan hal ini, pertama dilakukan screening peralatan-peralatan yang pernah mengalami pitting lebih dari 1 mm, bocor dan erosi korosi parah. Kemudian dari peralatan yang mengalami salah satu atau ketiga hal tersebut dilakukan perhitungan untuk menghitung Alertness Level (Tingkat Kesiagaan) dari setiap Tag Number. Alertness Level (A.L.) dihitung dengan formulasi sebagai berikut: Allerness Level dimana, 1 Damage Average Damage Average (Damage Level) Maintenance Frequency Dalam menghitung Damage Level, damage yang diperhitungkan hanya damage yang diasumsikan berkaitan dengan fenomena korosi yaitu dengan memberikan pembobotan berdasarkan tingkat keparahan damage yang terjadi. Ada empat jenis damage yang diperhitungkan, seperti yang ditunjukkan pada Tabel 5.1. Pengelompokan harga Alertness Level dalam kategori aman, waspada dan bahaya ditunjukkan pada Tabel
2 Tabel 5.1 Arti Kode dan Damage Level Kode Arti Kode Part krusial Korosi tembus Korosi tak Deposit diganti (bocor) tembus Damage Level Tabel 5.2 Pengelompokan Harga Allertness Level Kategori Allertness Level Kode Warna Bahaya A.L. 0,5 Waspada 0,5 < A.L. 1,0 Aman A.L > 1, Analisis History CDU IV A. Column Dari hasil perhitungan dengan menggunakan persamaan diatas dan berdasarkan pada kriteria bahaya, waspada pada Tabel 4.2, maka didapatkan daftar peralatan dengan tingkat resiko kerusakan pada tahap waspada dan bahaya pada column. 98

3 Tabel 5.3 Tabel Historical Data Untuk Column di CDU IV Dari data di atas dapat disimpulkan bahwa pada column dengan tag number C-1-20 statusnya bahaya, dimana ditandai dengan warna merah. Status bahaya diberikan pada peralatan tersebut karena terjadi local pitting dengan kedalaman 4 mm. B. Heat Exchanger Dari hasil perhitungan dengan menggunakan persamaan diatas dan berdasarkan pada kriteria bahaya, waspada pada Tabel 4.2, maka didapatkan daftar peralatan dengan tingkat resiko kerusakan pada tahap waspada dan bahaya pada Heat Exchanger. 99


4 Tabel 5.4 Tabel Historical Data Untuk HE di CDU IV 100



5 101
6 Dari data di atas dapat diketahui bahwa pada tag number E-1-06A statusnya bahaya dengan warna merah. Status bahaya diberikan pada peralatan tersebut karena terjadi bocor lebih dari 1 kali pada tube. E-1-08 B1 statusnya bahaya dengan warna merah. Status bahaya diberikan pada peralatan tersebut karena Tube Bundle, inlet dan outlet mengalami kerusakan (2007). E-1-09 A, A2, B1 dan B2 statusnya bahaya dengan warna merah. Status bahaya diberikan pada peralatan tersebut karena Pitting corrosion di Shell lebih dari 1 mm, lebih dari satu kali. E-1-14 statusnya waspada dengan warna kuning. Status wasapda diberikan pada peralatan tersebut karena Mengalami lokal pitting lebih dari 1 mm lebih dari satu kali (maksimum 4 mm) di Shell. E-1-15 A statusnya bahaya dengan warna merah. Status bahaya diberikan pada peralatan tersebut karena Pitting corrosion di Shell lebih dari 1 mm, lebih dari satu kali. E-1-16 A statusnya bahaya dengan warna merah. Status bahaya diberikan pada peralatan tersebut karena Pitting corrosion di Tube dan Shell hingga 4 mm, lebih dari satu kali. E-1-16 B dan B1 statusnya bahaya dengan warna merah. Status bahaya diberikan pada peralatan tersebut karena Pitting corrosion di Shell lebih dari 1 mm, lebih dari satu kali. E-1-16 A statusnya bahaya dengan warna merah. Status bahaya diberikan pada peralatan tersebut karena Pitting corrosion di Shell lebih dari 1 mm, lebih dari satu kali. E-1-17 A statusnya waspada dengan warna kuning. Status waspada diberikan pada peralatan tersebut karena Shell mengalami pitting sampai 1 mm, channel mengalami kebocoran. E-1-17 B statusnya waspada dengan warna kuning. Status waspada diberikan pada peralatan tersebut karena Shell mengalami erosi dan pitting sampai 2 mm, channel pernah mengalami bocor. E-1-18 A statusnya bahaya dengan warna merah. Status bahaya diberikan pada peralatan 102
7 tersebut karena Lebih dari satu kali bocor di Tube. E-1-18 B statusnya bahaya dengan warna merah. Status bahaya diberikan pada peralatan tersebut karena Pitting corrosion di Channel dan Shell lebih dari 1 mm, lebih dari satu kali. E-1-19A, B, C, D statusnya bahaya dengan warna merah. Status bahaya diberikan pada peralatan tersebut karena terjadi bocor lebih dari 1 kali pada tube. E-1-31A dan B statusnya bahaya dengan warna merah. Status bahaya diberikan pada peralatan tersebut karena terjadi bocor lebih dari 1 kali pada tube. E-1-32A dan B statusnya bahaya dengan warna merah. Status bahaya diberikan pada peralatan tersebut karena Shell, Channel dan Tube mengalami pitting hingga 3 mm. C. Furnace Dari hasil perhitungan dengan menggunakan persamaan diatas dan berdasarkan pada kriteria bahaya, waspada pada Tabel 4.2, maka didapatkan daftar peralatan dengan tingkat resiko kerusakan pada tahap waspada dan bahaya pada Furnace. Tabel 5.5 Tabel Historical Data Untuk Furnace di CDU IV 103
8 Berdasarkan data table di atas, pada Furnace di Unit CDU IV tidak terjadi kerusakan dan peralatan dapat dinyatakan aman Analisis History HVU II A. Column Dari hasil perhitungan dan berdasarkan pada kriteria aman, waspada dan bahaya pada Tabel 4.2, maka didapatkan daftar peralatan dengan tingkat resiko kerusakan pada tahap aman, waspada dan bahaya pada Columndi Unit CDU IV. Tabel 5.6 Tabel Historical Data Untuk Column di HVU II 104

9 Dari data table di atas dapat diketahui bahwa pada column hanya 1 tag number yang mengalami kondisi bahaya, yaitu tag number C-2-08 statusnya bahaya dengan warna merah. Status bahaya diberikan pada peralatan tersebut karena terdapat pitting di shell hingga kedalaman 3 mm. B. Heat Exchanger Dari hasil perhitungan dan berdasarkan pada kriteria aman, waspada dan bahaya pada Tabel 4.2, maka didapatkan daftar peralatan dengan tingkat resiko kerusakan pada tahap waspada dan bahaya pada Heat Exchanger. Tabel 5.6 Tabel Historical Data Untuk Heat Exchanger di HVU II 105

10 106
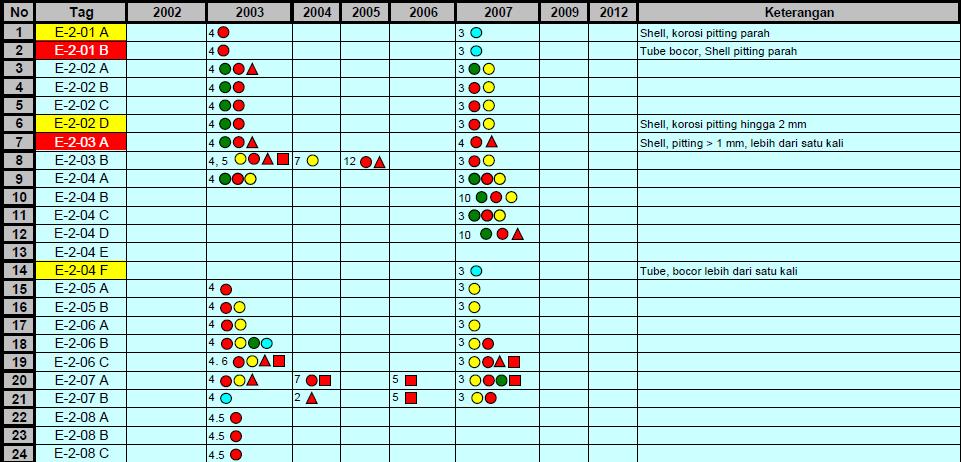
11 Dari data table di atas dapat diketahui bahwa pada tag number E-2-01 A statusnya waspada dengan warna kuning. Status bahaya diberikan pada peralatan tersebut karena korosi pitting di shell cukup parah. E-2-01 B statusnya bahaya dengan warna merah. Status bahaya diberikan pada peralatan tersebut karena pitting parah di shell dan tube mengalami bocor. E-2-02D statusnya waspada dengan warna kuning. Status waspada diberikan pada peralatan tersebut karena korosi pitting di shell hingga kedalaman 2 mm. E-2-03A statusnya bahaya dengan warna merah. Status bahaya diberikan pada peralatan tersebut karena pitting di shell hingga kedalaman lebih dari 1 mm dan terjadi lebih dari 1 kali. E-2-04F statusnya waspada dengan warna kuning. Status waspada diberikan pada peralatan tersebut karena tube bocor lebih dari 1 kali. E-2-09 statusnya bahaya dengan warna merah. Status bahaya diberikan pada peralatan tersebut karena pitting di shell hingga kedalaman lebih dari 1 mm dan terjadi lebih dari 1 kali. E-2-10 statusnya bahaya dengan warna merah. Status bahaya diberikan pada peralatan tersebut karena pitting di shell hingga kedalaman lebih dari 1 mm dan terjadi lebih dari 1 kali serta channel bocor. E-2-10 statusnya bahaya dengan warna merah. Status bahaya diberikan pada peralatan tersebut karena pitting di shell terjadi lebih dari 1 kali dan paling parah mencapai kedalaman 4 mm. E-2-13B statusnya waspada dengan warna kuning. Status waspada diberikan pada peralatan tersebut karena tube mengalami bocor, erosi dan pitting. E-2-14 statusnya bahaya dengan warna merah. Status bahaya diberikan pada peralatan tersebut karena pada tube mengalami bocor dan erosi. E-2-16 A dan B statusnya bahaya dengan warna merah. Status bahaya 107

12 diberikan pada peralatan tersebut karena pada tube mengalami bocor dan erosi. E-2-20 A dan E A statusnya bahaya dengan warna merah. Status bahaya diberikan pada peralatan tersebut karena pada tube mengalami erosi. EA-2-12 A dan EA-12 B2 statusnya bahaya dengan warna merah. Status bahaya diberikan pada peralatan tersebut karena pada planum mengalami korosi yang serius dan sebagian putus. C. Furnace Dari hasil perhitungan dan berdasarkan pada kriteria aman, waspada dan bahaya pada Tabel 4.2, maka didapatkan daftar peralatan dengan tingkat resiko kerusakan pada tahap waspada dan bahaya pada Heat Exchanger. Tabel 5.7 Tabel Historical Data Untuk Furnace di HVU II 108
13 Dari data table di atas dapat diketahui bahwa pada tag number F-2-01A dan F-2-01B statusnya waspada dengan warna kuning. Status bahaya diberikan pada peralatan tersebut karena refractory atau cement lining rontok atau retak-retak. Maka berdasarkan data historical di CDU IV dan HVU II, didapatkan daftar peralatan dengan tingkat resiko kerusakan pada tahap waspada dan bahaya, disetiap unitnya pada tabel 5.8. Tabel 5.8. Status peralatan terhadap risiko kerusakan pada tingkat waspada dan bahaya CDU IV Tingkat Waspada Tag No Peralatan Nama Bagian Part E E A E B shell shell, channel shell, channel 109
14 Tingkat Bahaya C-1-20 E-1-06 A E-1-08 B1 E-1-09 A1 E-1-09 A2 E-1-09 B1 E-1-09 B2 E-1-15 A E-1-16A E-1-16 B E-1-16 B1 E-1-16 A2 E-1-18A E-1-18B E-1-19 A E-1-19 B E-1-19 C E-1-19 D E-1-31A1 Shell Tube Tube Shell Shell Shell Shell Shell Tube dan shell Shell Shell Shell Tube Channel dan shell Tube Tube Tube Tube Tube dan channel 110
15 E-1-31B E-1-32A E-1-32B Tube Shell, channel dan tube Shell, channel dan tube HVU II Tingkat Waspada F-2-01 A F-2-01 B E-2-01 A E-2-02 D E-2-04 F E-2-11 E-2-13 B refractory/cement lining refractory/cement lining Shell Shell Tube Shell Tube Tingkat Bahaya C-2-08 E-2-01 B E-2-03 A E-2-09 E-2-10 E E-2-016A Shell Tube, shell Shell Shell Shell, channel Tube Tube 111
16 E B E A E A EA A2 EA B2 Tube Tube Tube Planum Planum Dari hasil evaluasi data historis terhadap peralatan-peralatan di CDU IV dan HVU II, terdapat tiga tipe kerusakan yang terjadi yaitu korosi pitting, erosi dan bocor. Dari hasil peralatan yang dievaluasi, kondisi di unit CDU IV dan HVU II menunjukkan tingkat kerusakan yang lebih tinggi, sedangkan peralatan yang paling tinggi tingkat kerusakannya adalah heat exchanger (HE) dibandingkan dengan peralatan lain. 5.2 ANALISIS KOROSI Corrosion Mapping adalah suatu metode penilaian yang dilakukan untuk peralatan proses dan ditinjau berdasarkan aspek korosinya. Data yang dihasilkan nantinya digunakan sebagai data awal untuk melakukan kajian RLA (Remainning Life Assessment). Sama halnya dengan corrosion mapping yang dilakukan pada unit CDU IV, dan HVU II di pertamina RU V Balikpapan, data hasil mapping tersebut nantinya digunakan sebagai data utama untuk kajian yang lainnya yang dalam hal ini adalah RLA. Dari hasil corrosion mapping, dijelaskan mekanisme korosi apa saja yang mungkin terjadi yang nantinya memudahkan untuk penyusunan metode maintenance dan inspeksi peralatan proses. Pada bab ini akan diuraikan kondisi operasi dan fluida kerja pada setiap peralatan yang ada di unit CDU IV, dan HVU II, sehingga dapat ditentukan tingkat kerawanannya terhadap korosi berdasarkan API
17 5.2.1 Tingkat Kerawanan Terhadap Korosi Secara umum, jenis kerusakan yang mungkin terjadi pada peralatan di unit CDU IV, dan HVU II adalah dalam bentuk thinning (penipisan) dan cracking. Detail mekanisme kerusakan yang terjadi ada 5 jenis, yaitu: 1. Thinning (HCL Corrosion) 2. Thinning (High Temperature Sulfidic/Naphtenic Acid Corrosion) 3. Thinning (CO2 Corrosion) 4. Stress Corrosion Cracking (SCC SSC) 5. Stress Corrosion Cracking (HIC/SOHIC) Faktor utama yang menyebabkan terjadinya mekanisme tersebut adalah adanya kandungan klor, sulfur dan CO2. Nilai P,V,T dari peralatan mempengaruhi kecepatan korosi (Rc) sehingga dimungkinkan dalam komposisi fluida yang sama terjadi tingkat kerawanan yang berbeda. Untuk mekanisme Thinning (HCl Corrosion), nilai ph dan temperatur merupakan parameter utama dari mekanisme korosi ini. Semakin tinggi temperatur, maka laju korosi (Nilai Rc) akan semakin besar sehingga kemungkinan besar dapat berpengaruh terhadap tingkat kerawanan korosi dari peralatan. Berbeda dengan Thinning CO2 Corrosion, mekanisme ini merupakan kebalikan dari Thinning HCl Corrosion dimana nilai laju korosi tertinggi (Rc) terjadi pada temperatur yang lebih rendah. Untuk mekanisme Thinning (High Temperature Sulfidic/Naphtenic Acid Corrosion), selain faktor konsentrasi Sulfur, TAN dan Temperatur, jenis material juga sangat berpengaruh. Material cladding dengan material grade tinggi yang mengandung Chrom dan Molibden akan memperlambat laju korosi (Nilai Rc rendah). Untuk mekanisme cracking, selain faktor lingkungan (terutama H2S dan Air), faktor utama yang berpengaruh terhadap peristiwa ini adalah penerapan PWHT (PostWeld Heat Treatment) dan harga kekerasan material. Tanpa PWHT, kecenderungan material untuk terjadi cracking akan 113

18 semakin meningkat. Pada pemetaan korosi ini, kondisi batas di atas diterapkan pada dua buah batasan parameter lingkungan fluida yaitu fluida dengan komposisi maksimum disebut keadaan worst case dan komposisi rata rata atau average. Untuk metoda penentuan tingkat kerawanannya berdasarkan API 581 dapat dilihat pada table 5.9. Tabel 5.9. Metode penentuan tingkat kerawanan akibat thinning Analisis Korosi di Peralatan Unit CDU IV Dari hasil corrosion mapping pada seluruh peralatan di CDU IV dapat disampaikan bahwa mayoritas peralatannya berada pada tingkat kerawanan korosi yang rendah (aman). Namun ada beberapa peralatan Kolom dan Heat Exchanger yang berada pada kondisi tingkat kerawanan tinggi (bahaya/waspada) akibat 114

19 mekanisme thinning ataupun cracking. Daftar peralatan yang berada pada tingkat kerawanan tinggi ditabulasi pada tabel Tabel 5.10 List peralatan yang berada dalam kondisi tingkat kerawanan tinggi di unit CDU IV 115

20 116


21 117

22 118

23 Analisis korosi pada Furnace Furnace yang terdapat di CDU IV berfungsi untuk menaikkan temperatur fluida crude yang akan masuk ke kolom utama C 1 01 crude column. Aliran proses yang terjadi di Furnace berlangsung pada temperatur yang cukup tinggi. Namun dengan desain material dan komposisi fluida yang tersedia, mekanisme korosi diprediksi tidak terjadi sehingga untuk Furnace F 1 01A/B berada pada tingkat kerawanan rendah (aman) Analisis korosi pada Kolom Kolom utama pada unit CDU IV yaitu C 1 01 crude column dibangun dengan menggunakan material A516 GR.60 + CLAD Monel, 5%Cr dan 12% Cr. Fluida yang mengalir di bagian top adalah jenis LPG, di bagian tengah adalah Kerosene, HGO dan LGO sedangkan di bagian bottomnya adalah fluida crude dan reduced crude. Di bagian top kolom dan Tray 1 Kolom C 1 01, mekanisme korosi didominasi oleh CO2 corrosion. Kadar CO2 di bagian top (untuk komposisi worst case) sangat tinggi sehingga laju korosi akibat CO2 juga meningkat sehingga mengakibatkan 119
24 tingginya nilai Rc sehingga berstatus bahaya. Berbeda halnya dengan komposisi average, kondisi di bagian top dan Tray 1 memiliki kadar CO2 yang relatif rendah sehingga statusnya hijau (aman). Korosi yang terjadi di area bottom kolom yang memiliki komposisi %S dan TAN serta temperature diatas 400 F adalah Thinning (High temperatur Sulfidic/Naphtenic Acid Corrosion). Jika dilihat dari komposisinya, sebenarnya mulai dari bagian top ke bagian bottom memiliki nilai %S dan TAN, namun seiring dengan semakin tingginya temperatur ke arah bottom membuat korosi Thinning (High temperatur Sulfidic/Naphtenic Acid Corrosion) semakin berperan terhadap tingkat kerawanan pada kolom utama ini. Selain thinning, mekanisme cracking juga diprediksi terjadi pada kolom ini yaitu SCC (SSC) dan SCC (HIC/SOHIC). Cracking SCC (SSC) terjadi pada level low, namun untuk jenis cracking SCC (HIC/SOHIC) berada pada tingkat medium/waspada. Perbedaan tingkat kerawanan dari kedua cracking tersebut disebabkan oleh kadar Sulfur pada material dimana untuk SCC (HIC/SOHIC) hal tersebut sangat diperhatikan. Sama halnya dengan bagian top kolom C 1 01, pada kolom C 1 14 compressor suction drum dan C 1 16 blowcase juga terjadi mekanisme CO2 corrosion yang diakibatkan oleh tingginya kadar CO2 dalam fluida. Tingginya kadar CO2 merupakan faktor utama dalam mekanisme thinning. Semakin besar kadar CO2 akan meningkatkan laju korosi sehingga nilai Rc semakin tinggi pula. Khusus untuk kolom C 1 05 Stabilized Column, terjadi perbedaan komposisi fluida untuk kondisi average dan worst case. Akibat adanya perbedaan komposisi tersebut terutama CO2 maka di daerah dengan kompoisisi fluida average terjadi CO2 corrosion. Area Top, Tray 1 dan 5 di kolom C 1 05 statusnya menjadi merah (bahaya) dikarenakan pada area tersebut kadar CO2 nya yang paling tinggi dibandingkan dengan area yang lainnya. Bagian lain yang tidak disebutkan dalam tabel 5.10 hal itu 120
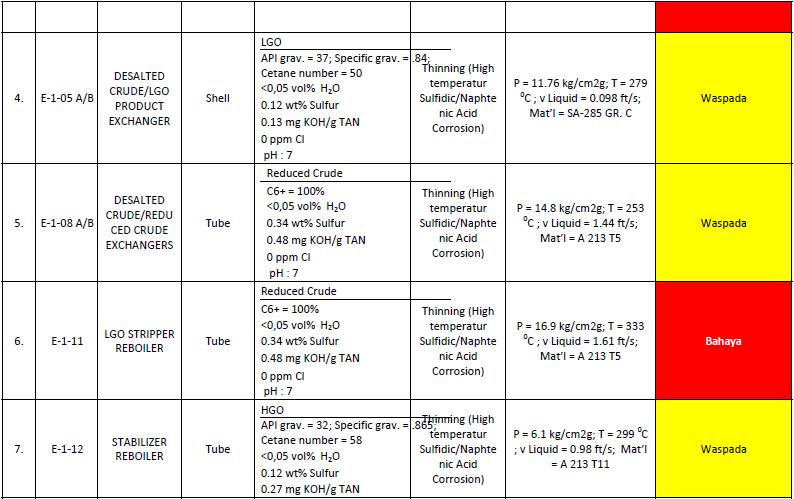
25 berarti dinyatakan aman terhadap mekanisme Thinning terutama akibat High temperatur Sulfidic/Naphtenic Acid Corrosion. Sebenarnya, bagian yang dinyatakan aman masih memungkinkan terjadi korosi namun komposisi fluida dan kondisi operasi khususnya temperatur tidak memungkinkan terjadi korosi yang tinggi sehingga tingkat kerawanan korosi masih dinyatakan aman Analisis Korosi Pada Heat Exchanger Secara keseluruhan, peristiwa korosi di HE dengan kondisi fluida yang worst case dan average tidak menunjukkan perbedaan yang signifikan. Pada umumnya, mekanisme korosi yang dimungkinkan terjadi pada Heat Exchanger di unit CDU IV adalah mekanisme korosi Thinning (High Temperature Sulfidic/Naphtenic Acid Corrosion) dan Thinning (HCl Corrosion). Untuk mekanisme Thinning (High Temperature Sulfidic/Naphtenic Acid Corrosion), faktor utama yang menyebabkan korosi tersebut adalah %S, TAN dan temperatur operasi. Perbedaan jenis material yang digunakan cukup berpengaruh, namun hanya dalam hal penentuan nilai Rc nya saja. Baja paduan yang memiliki %Cr tinggi akan lebih tahan terhadap korosi Thinning (High Temperature Sulfidic/Naphtenic Acid Corrosion) dibandingkan dengan material baja karbon. Sedangkan untuk Thinning (HCl Corrosion), faktor %Cl, ph dan kadar H2O merupakan syarat utama terjadinya korosi tersebut. Perbedaan temperatur operasi berpengaruh dalam penentuan nilai Rc karena Rc berbanding lurus dengan harga temperatur. Berbeda dengan Heat Exchanger di unit HVU III, untuk bagian Heat Exchanger CDU IV yang berada pada tingkat kerawanan cukup tinggi (bahaya/waspada) mayoritas terjadi pada Tube. Hal tersebut terjadi karena temperatur di beberapa tube cukup tinggi yaitu bekerja diatas temperatur 400 F. Tube Heat Exchanger pada unit CDU IV yang berada pada tingkat 121
26 kerawanan cukup tinggi (bahaya/waspada) akibat mekanisme Thinning (High Temperature Sulfidic/Naphtenic Acid Corrosion) yaitu E 1 05A/B, 08A/B, 11, 12 dan E Adanya perbedaan tingkat kerawanan antara waspada dan bahaya diakibatkan oleh perbedaan temperatur operasi antara E 1 11 dengan yang lainnya. Untuk Heat Exchanger E 1 14, 15A/B, 16A/B/C/D, 17A/B, 29 dan E 1 21 mekanisme korosi yang terjadi adalah thinning (HCl Corrosion). Tingkat kerawanan waspada/bahaya ditentukan dengan adanya faktor temperatur dimana semakin tinggi temperatur maka laju korosi semakin tinggi sehingga nilai Rc menjadi tinggi pula. Pada shell Heat Exchanger Ea 1 21 crude column O/H condenser, tingkat kerawanannya tinggi (bahaya) karena terjadi CO2 corrosion yang disebabkan oleh aliran LPG. Sama halnya dengan yang terjadi di bagian top kolom utama C 1 01, kandungan CO2 di Ea 1 21 juga tinggi sehingga nilai Rc besar atau tingkat kerawanan tinggi (bahaya). Beberapa Heat Exchanger yang tidak disebutkan dalam tabel 5.10, kondisinya berada pada tingkatkerawanan korosi yang relatif rendah. Selebihnya aliran fluida tidak menyebabkan korosi atau dalam kondisi not susceptible bahkan beberapa terjadi korosi namun nilai Rc rendah (Ra/Rc tinggi) sehingga masih berada dalam level aman Analisis Korosi di Peralatan Unit HVU II Kondisi peralatan di unit HVU II mayoritas berada pada tingkat kerawanan yang rendah (aman). Namun, terdapat beberapa peralatan Heat Exchanger yang berada pada kondisi tingkat kerawanan tinggi (bahaya)/sedang(waspada). Walaupun terdapat perbedaan komposisi fluida antara worst case dengan average namun dari hasil analisis korosi ternyata hasilnya tidak menunjukkan perbedaan yang signifikan. Daftar peralatan yang berada pada tingkat 122


27 kerawanan tinggi untuk komposisi worst case diperlihatkan pada tabel Tabel 5.11 List peralatan yang berada dalam kondisi tingkat kerawanan tinggi di unit HVU II 123
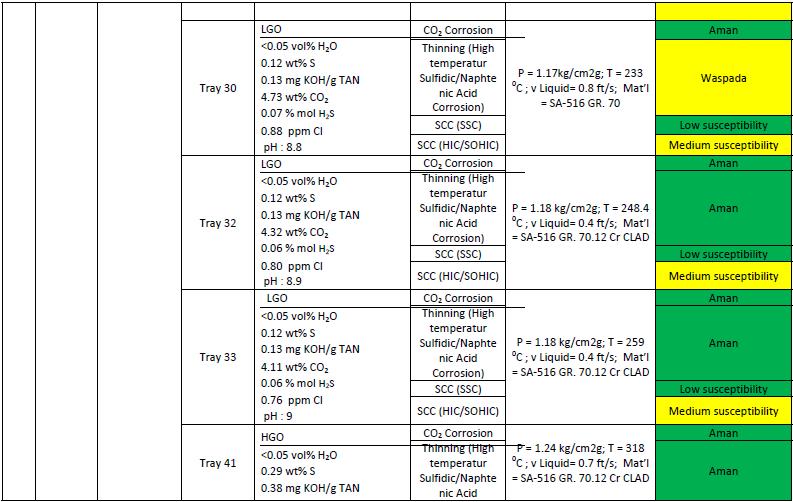
28 Analisis korosi pada Furnace Furnace di unit HVU II berfungsi untuk menaikkan temperatur fluida jenis reduced crude yang akan masuk ke kolom utama C 2 01 Vacuum Column. Kondisi temperatur tinggi di Furnace telah diantisipasi dengan material yang sesuai. Dengan rencangan material tersebut dan berdasarkan komposisi fluida yang tersedia, maka peristiwa korosi diprediksi tidak akan terjadi sehingga status Furnace F 2 01 berada pada tingkat kerawanan rendah (aman) Analisis Korosi Pada Kolom Kolom utama pada unit HVU II yaitu C 2 01 Vacuum Column dibangun dengan menggunakan material CS + TP 405 (A263). Fluida yang mengalir di bagian top yaitu jenis fluida residu. Seluruh bagian kolom cenderung mengalami penipisan dengan mekanisme korosi berupa High temperature Sulfidic/Naphtenic Acid Corrosion dan status peralatan berada pada tingkat waspada. Hal tersebut terjadi dikarenakan material yang digunakan sudah melampaui umur desainnya yaitu 29 tahun. Sama halnya dengan kolom C 2 02 yang berada pada tingkat waspada dengan mekanisme korosi berupa Thinning (High temperatur Sulfidic/Naphtenic Acid Corrosion) terutama di area bottom. Dikarenakan materialnya yang hanya termasuk kedalam baja biasa meskipun dengan temperature yang masih rendah akan menunjukan tingkat kerawanan yang cukup signifikan dan masuk ke level waspada seperti terlihat pada tabel Untuk kolom yang lainnya yang ada di HVU II namun tidak ada di tabel 5.11, kondisinya berada pada tingkat kerawanan korosi yang relatif rendah dan ada juga yang tidak dimungkinkan terjadinya korosi. Hal tersebut ada yang diakibatkan karena fluida yang mengalir tidak menyebabkan korosi (not susceptible) dan ada pula yang terjadi korosi namun masih berada pada tingkatan 124
29 nilai Rc rendah (Ra/Rc tinggi) sehingga masih berada dalam level aman Analisis Korosi Pada Heat Exchanger Secara umum untuk mekanisme korosi yang dimungkinkan terjadi pada Heat Exchanger di unit HVU II hanya mekanisme korosi Thinning (High Temperature Sulfidic/Naphtenic Acid Corrosion). Bagian Heat Exchanger yang berada pada tingkatan kerawanan cukup tinggi (bahaya/waspada) mayoritas terjadi pada tube, namun ada 1 yang terjadi pada shellnya. Semuanya mengalirkan jenis fluida HVGO didalamnya. Tingkat kerawanan akibat korosi Thinning (High Temperature Sulfidic/Naphtenic AcidCorrosion) terjadi selain dikarenakan cukup tingginya %S dan TAN, juga karena temperatur operasi yang cukup tinggi. Beberapa Heat Exchanger pada unit HVU II yang berada pada tingkat kerawanan cukup tinggi (bahaya/waspada) yaitu E 2 01A/B, 02A/D,dan E 1 04A/F. Untuk Heat Exchanger unit HVU II yang lain yang tidak ada dalam list di tabel 5.11, kondisinya berada pada tingkat kerawanan korosi yang relatif rendah. Hal tersebut ada yang diakibatkan karena fluida yang mengalir tidak menyebabkan korosi (not susceptible) dan ada pula yang terjadi korosi namun masih berada pada tingkatan nilai Rc rendah (Ra/Rc tinggi) sehingga masih berada dalam level aman. 5.3 PFD warna CDU IV dan HVU II PFD Warna CDU IV dan HVU II berdasarkan Data History Berikut ini adalah gambar pewarnaan Process Flow Diagram (PFD) berdasarkan historical data CDU IV dan HVU II. 125


30 Gambar 5.1 Pewarnaan PFD CDU IV A Gambar 5.2 Pewarnaan PFD CDU IV B 126

31 Gambar 5.3 Pewarnaan PFD CDU IV C Gambar 5.4 Pewarnaan PFD HVU II 127


32 5.3.2 PFD Warna CDU IV dan HVU II berdasarkan Data Analisis Berikut ini adalah gambar pewarnaan Process Flow Diagram (PFD) berdasarkan hasil laju aliran CDU IV dan HVU II. Gambar 5.5 Pewarnaan PFD CDU IV A Gambar 5.6 Pewarnaan PFD CDU IV B 128


33 Gambar 5.7 Pewarnaan PFD CDU IV C Gambar 5.8 Pewarnaan PFD HVU II PFD Warna CDU IV dan HVU II berdasarkan Data History dan Data Analisis Berikut ini adalah gambar pewarnaan Process Flow Diagram (PFD) berdasarkan kombinasi hasil laju aliran dan historical data CDU IV dan HVU II. 129


34 Gambar 5.9 Pewarnaan PFD CDU IV A Gambar 5.10 Pewarnaan PFD CDU IV B 130


35 Gambar 5.11 Pewarnaan PFD CDU IV C Gambar 5.12 Pewarnaan PFD HVU II 131
DAFTAR TABEL. 1. Tabel 3.1. Metoda penentuan tingkat kerawanan akibat thinning... 23
 DAFTAR TABEL 1. Tabel 3.1. Metoda penentuan tingkat kerawanan akibat thinning... 23 2. Tabel 3.2. Penentuan ph dari konsentrasi Cl (table G-11, API 581)... 24 3. Tabel 3.3. Perkiraan laju korosi untuk
DAFTAR TABEL 1. Tabel 3.1. Metoda penentuan tingkat kerawanan akibat thinning... 23 2. Tabel 3.2. Penentuan ph dari konsentrasi Cl (table G-11, API 581)... 24 3. Tabel 3.3. Perkiraan laju korosi untuk
Dimas Prayudi Suhendro Dosen Pembimbing : Prof.Dr.Ir.Sulistijono, DEA Budi Agung Kurniawan, ST, MSc
 Dimas Prayudi Suhendro 2707100019 Dosen Pembimbing : Prof.Dr.Ir.Sulistijono, DEA Budi Agung Kurniawan, ST, MSc Jurusan Teknik Material dan Metalurgi Fakultas Teknologi Industri Institut Teknologi Sepuluh
Dimas Prayudi Suhendro 2707100019 Dosen Pembimbing : Prof.Dr.Ir.Sulistijono, DEA Budi Agung Kurniawan, ST, MSc Jurusan Teknik Material dan Metalurgi Fakultas Teknologi Industri Institut Teknologi Sepuluh
PEMETAAN KOROSI (CORROSION MAPPING) PADA HIGH VACUUM UNIT (HVU) III BERDASARKAN STANDAR API 581 DI PT. PERTAMINA RU V BALIKPAPAN
 PADA HIGH VACUUM UNIT (HVU) III BERDASARKAN STANDAR API 581 DI PT. PERTAMINA RU V BALIKPAPAN") LAPORAN TUGAS AKHIR JURUSAN TEKNIK MATERIAL DAN METALURGI FTI-ITS PEMETAAN KOROSI (CORROSION MAPPING) PADA HIGH VACUUM UNIT (HVU) III BERDASARKAN STANDAR API 581 DI PT. PERTAMINA RU V BALIKPAPAN Oleh:
LAPORAN TUGAS AKHIR JURUSAN TEKNIK MATERIAL DAN METALURGI FTI-ITS PEMETAAN KOROSI (CORROSION MAPPING) PADA HIGH VACUUM UNIT (HVU) III BERDASARKAN STANDAR API 581 DI PT. PERTAMINA RU V BALIKPAPAN Oleh:
JURNAL TEKNIK POMITS Vol. 1, No. 1, (2012) 1-6
 1-6") Pengaruh Variasi Konsentrasi Sulfur dan Laju Alir Reduced Crude terhadap Laju Korosi Material Shell dan Tube Heat Exchanger Berdasarkan Hasil Pemetaan Korosi pada High Vacuum Unit (HVU) III di PT. Pertamina
Pengaruh Variasi Konsentrasi Sulfur dan Laju Alir Reduced Crude terhadap Laju Korosi Material Shell dan Tube Heat Exchanger Berdasarkan Hasil Pemetaan Korosi pada High Vacuum Unit (HVU) III di PT. Pertamina
Gambar 3.1. Diagram Alir Penelitian
 BAB 3 METODE PENELITIAN 3.1 Diagram Alir Penelitian Sesuai dengan tujuan utama dari penelitian ini yaitu mengurangi dan mengendalikan resiko maka dalam penelitian ini tentunya salah satu bagian utamanya
BAB 3 METODE PENELITIAN 3.1 Diagram Alir Penelitian Sesuai dengan tujuan utama dari penelitian ini yaitu mengurangi dan mengendalikan resiko maka dalam penelitian ini tentunya salah satu bagian utamanya
BAB III VACUUM DISTILLATION UNIT (VDU)
") BAB III VACUUM DISTILLATION UNIT (VDU) I. Pendahuluan Pada awalnya kilang hanya terdiri dari suatu Crude Distillation Unit (CDU) yang beroperasi dengan prinsip dasar pemisahan berdasarkan titik didih komponen
BAB III VACUUM DISTILLATION UNIT (VDU) I. Pendahuluan Pada awalnya kilang hanya terdiri dari suatu Crude Distillation Unit (CDU) yang beroperasi dengan prinsip dasar pemisahan berdasarkan titik didih komponen
Korosi Retak Tegang (SCC) Baja Karbon AISI 1010 dalam Lingkungan NaCl- H 2 O-H 2 S
 Baja Karbon AISI 1010 dalam Lingkungan NaCl- H 2 O-H 2 S") Korosi Retak Tegang (SCC) Baja Karbon AISI 1010 dalam Lingkungan NaCl- H 2 O-H 2 S Oleh : Agus Solehudin Dipresentasikan pada : Seminar Nasional VII Rekayasa dan Aplikasi Teknik Mesin di Industri Diselenggarakan
Korosi Retak Tegang (SCC) Baja Karbon AISI 1010 dalam Lingkungan NaCl- H 2 O-H 2 S Oleh : Agus Solehudin Dipresentasikan pada : Seminar Nasional VII Rekayasa dan Aplikasi Teknik Mesin di Industri Diselenggarakan
BAB IV PEMBAHASAN. -X52 sedangkan laju -X52. korosi tertinggi dimiliki oleh jaringan pipa 16 OD-Y 5
 BAB IV PEMBAHASAN Pada bab ini, hasil pengolahan data untuk analisis jaringan pipa bawah laut yang terkena korosi internal akan dibahas lebih lanjut. Pengaruh operasional pipa terhadap laju korosi dari
BAB IV PEMBAHASAN Pada bab ini, hasil pengolahan data untuk analisis jaringan pipa bawah laut yang terkena korosi internal akan dibahas lebih lanjut. Pengaruh operasional pipa terhadap laju korosi dari
Analisa Data & Perhitungan
 Kerusakan yang Terjadi pada Gland Seal Condenser 31-E-10 Bagian permukaan luar dari shell mengalami korosi yang kemungkinan terjadi akibat adanya kontak antara uap air yang merembes dari udara atmosfir
Kerusakan yang Terjadi pada Gland Seal Condenser 31-E-10 Bagian permukaan luar dari shell mengalami korosi yang kemungkinan terjadi akibat adanya kontak antara uap air yang merembes dari udara atmosfir
BAB I PENDAHULUAN. 1.1 Latar Belakang
 BAB I PENDAHULUAN 1.1 Latar Belakang Separator minyak dan pipa-pipa pendukungnya memiliki peranan yang sangat penting dalam suatu proses pengilangan minyak. Separator berfungsi memisahkan zat-zat termasuk
BAB I PENDAHULUAN 1.1 Latar Belakang Separator minyak dan pipa-pipa pendukungnya memiliki peranan yang sangat penting dalam suatu proses pengilangan minyak. Separator berfungsi memisahkan zat-zat termasuk
Korosi Retak Tegang (SCC) Baja Karbon AISI 1010 dalam Lingkungan NaCl- H 2 O-H 2 S
 Baja Karbon AISI 1010 dalam Lingkungan NaCl- H 2 O-H 2 S") Korosi Retak Tegang (SCC) Baja Karbon AISI 1010 dalam Lingkungan NaCl- H 2 O-H 2 S (Agus Solehudin)* * Jurusan Pendidikan Teknik Mesin FPTK Universitas Pendidikan Indonesia Emai : asolehudin@upi.edu Abstrak
Korosi Retak Tegang (SCC) Baja Karbon AISI 1010 dalam Lingkungan NaCl- H 2 O-H 2 S (Agus Solehudin)* * Jurusan Pendidikan Teknik Mesin FPTK Universitas Pendidikan Indonesia Emai : asolehudin@upi.edu Abstrak
Penilaian Risiko dan Penjadwalan Inspeksi pada Pressure Vessel Gas Separation Unit dengan Metode Risk Based Inspection pada CPPG
 Penilaian Risiko dan Penjadwalan Inspeksi pada Pressure Vessel Gas Separation Unit dengan Metode Risk Based Inspection pada CPPG Aga Audi Permana 1*, Eko Julianto 2, Adi Wirawan Husodo 3 1 Program Studi
Penilaian Risiko dan Penjadwalan Inspeksi pada Pressure Vessel Gas Separation Unit dengan Metode Risk Based Inspection pada CPPG Aga Audi Permana 1*, Eko Julianto 2, Adi Wirawan Husodo 3 1 Program Studi
Stress Analysis Pada Sudu Tetap Turbin Uap Bab III Metodologi BAB III METODOLOGI
 BAB III METODOLOGI 3.1 Tahapan Pelaksanaan Pekerjaan Berdasarkan ruang lingkup pekerjaan, maka secara umum penyelesaian pekerjaan dilaksanakan kedalam 5 tahapan berikut: Tahap 1 : Pengumpulan data. Pengumpulan
BAB III METODOLOGI 3.1 Tahapan Pelaksanaan Pekerjaan Berdasarkan ruang lingkup pekerjaan, maka secara umum penyelesaian pekerjaan dilaksanakan kedalam 5 tahapan berikut: Tahap 1 : Pengumpulan data. Pengumpulan
BAB IV ANALISA DAN PEMBAHASAN
 BAB IV ANALISA DAN PEMBAHASAN IV. 1 PERHITUNGAN CORROSION RATE PIPA Berdasarkan Corrosion Rate Qualitative Criteria (NACE RP0775-99), terdapat empat (4) tingkat laju korosi (hilangnya ketebalan per mm/
BAB IV ANALISA DAN PEMBAHASAN IV. 1 PERHITUNGAN CORROSION RATE PIPA Berdasarkan Corrosion Rate Qualitative Criteria (NACE RP0775-99), terdapat empat (4) tingkat laju korosi (hilangnya ketebalan per mm/
Gambar 4.1. Diagram Alir Proses Stasiun Pengolahan Gas (PFD)
") BAB 4 PEMBAHASAN 4.1 Analisa Klasifikasi Awal 4.1.1 Analisa Ruang Lingkup RBI Berdasarkan ruang lingkup yang telah ditentukan di awal bahwa penelitian ini akan dilaksanakan pada suatu stasiun pengolahan
BAB 4 PEMBAHASAN 4.1 Analisa Klasifikasi Awal 4.1.1 Analisa Ruang Lingkup RBI Berdasarkan ruang lingkup yang telah ditentukan di awal bahwa penelitian ini akan dilaksanakan pada suatu stasiun pengolahan
Teknologi Minyak dan Gas Bumi. Di susun oleh : Nama : Rostati Sumarto( ) Wulan Kelas : A Judul : Sour water stripper
 Wulan Kelas : A Judul : Sour water stripper") Teknologi Minyak dan Gas Bumi Di susun oleh : Nama : Rostati Sumarto(1500020074) Wulan Kelas : A Judul : Sour water stripper Proses Sour Water Stripping di Pabrik Minyak di Indonesia Balongan Cilacap Kilang
Teknologi Minyak dan Gas Bumi Di susun oleh : Nama : Rostati Sumarto(1500020074) Wulan Kelas : A Judul : Sour water stripper Proses Sour Water Stripping di Pabrik Minyak di Indonesia Balongan Cilacap Kilang
BAB III DATA DESAIN DAN HASIL INSPEKSI
 BAB III DATA DESAIN DAN HASIL INSPEKSI III. 1 DATA DESAIN Data yang digunakan pada penelitian ini adalah merupakan data dari sebuah offshore platform yang terletak pada perairan Laut Jawa, di utara Propinsi
BAB III DATA DESAIN DAN HASIL INSPEKSI III. 1 DATA DESAIN Data yang digunakan pada penelitian ini adalah merupakan data dari sebuah offshore platform yang terletak pada perairan Laut Jawa, di utara Propinsi
PEMETAAN KOROSI (CORROSION MAPPING) PADA UNIT 93 AREA 90 SULFUR RECOVERY UNIT (SRU) BERDASARKAN STANDAR API 581 DI PERTAMINA RU IV CILACAP
 PADA UNIT 93 AREA 90 SULFUR RECOVERY UNIT (SRU) BERDASARKAN STANDAR API 581 DI PERTAMINA RU IV CILACAP") PEMETAAN KOROSI (CORROSION MAPPING) PADA UNIT 93 AREA 90 SULFUR RECOVERY UNIT (SRU) BERDASARKAN STANDAR API 581 DI PERTAMINA RU IV CILACAP Dimas Prayudi Suhendro (2707100019) Dosen Pembimbing : Prof.Dr.Ir.Sulistijono,
PEMETAAN KOROSI (CORROSION MAPPING) PADA UNIT 93 AREA 90 SULFUR RECOVERY UNIT (SRU) BERDASARKAN STANDAR API 581 DI PERTAMINA RU IV CILACAP Dimas Prayudi Suhendro (2707100019) Dosen Pembimbing : Prof.Dr.Ir.Sulistijono,
SKRIPSI PURBADI PUTRANTO DEPARTEMEN METALURGI DAN MATERIAL FAKULTAS TEKNIK UNIVERSITAS INDONESIA GENAP 2007/2008 OLEH
 PENILAIAN KELAYAKAN PAKAI (FFS ASSESSMENTS) DENGAN METODE REMAINING WALL THICKNESS PADA PIPING SYSTEM DI FLOW SECTION DAN COMPRESSION SECTION FASILITAS PRODUKSI LEPAS PANTAI M2 SKRIPSI OLEH PURBADI PUTRANTO
PENILAIAN KELAYAKAN PAKAI (FFS ASSESSMENTS) DENGAN METODE REMAINING WALL THICKNESS PADA PIPING SYSTEM DI FLOW SECTION DAN COMPRESSION SECTION FASILITAS PRODUKSI LEPAS PANTAI M2 SKRIPSI OLEH PURBADI PUTRANTO
MODEL LAJU KOROSI BAJA KARBON ST-37 DALAM LINGKUNGAN HIDROGEN SULFIDA
 MODEL LAJU KOROSI BAJA KARBON ST-37 DALAM LINGKUNGAN HIDROGEN SULFIDA Oleh : Agus Solehudin 1), Ratnaningsih E. Sardjono 2), Isdiriayani Nurdin 3) dan Djoko H.Prajitno 4) (1) Jurusan Pendidikan Teknik
MODEL LAJU KOROSI BAJA KARBON ST-37 DALAM LINGKUNGAN HIDROGEN SULFIDA Oleh : Agus Solehudin 1), Ratnaningsih E. Sardjono 2), Isdiriayani Nurdin 3) dan Djoko H.Prajitno 4) (1) Jurusan Pendidikan Teknik
MATERIAL TEKNIK 6 IWAN PONGO,ST,MT
 MATERIAL TEKNIK 6 IWAN PONGO,ST,MT LINGKUP PEMAKAIAN DAN KRITERIA PEMILIHAN LOGAM DAN PADUAN 嗗 Baja Karbon dan Baja Paduan Rendah (Carbon and Low Alloy Steels) Carbon Steels: ± 80% digunakan di industri
MATERIAL TEKNIK 6 IWAN PONGO,ST,MT LINGKUP PEMAKAIAN DAN KRITERIA PEMILIHAN LOGAM DAN PADUAN 嗗 Baja Karbon dan Baja Paduan Rendah (Carbon and Low Alloy Steels) Carbon Steels: ± 80% digunakan di industri
BAB I PENDAHULUAN BE-506B. To Filtration. Gambar 1.1 Proses pemanasan umpan CTA dengan menggunakan 9 buah heat exchanger
 BAB I PENDAHULUAN 1.1 Latar Belakang Proses pembuatan PTA (Purified Terepthalic Acid) di PT Amoco Mitsui PTA Indonesia terdiri dari dua unit, yaitu unit oksidasi dan unit purifikasi. Pada unit oksidasi
BAB I PENDAHULUAN 1.1 Latar Belakang Proses pembuatan PTA (Purified Terepthalic Acid) di PT Amoco Mitsui PTA Indonesia terdiri dari dua unit, yaitu unit oksidasi dan unit purifikasi. Pada unit oksidasi
BAB I PENDAHULUAN. BAB I Pendahuluan
 BAB I PENDAHULUAN 1.1 LATAR BELAKANG PLTU adalah suatu pembangkit listrik dimana energi listrik dihasilkan oleh generator yang diputar oleh turbin uap yang memanfaatkan tekanan uap hasil dari penguapan
BAB I PENDAHULUAN 1.1 LATAR BELAKANG PLTU adalah suatu pembangkit listrik dimana energi listrik dihasilkan oleh generator yang diputar oleh turbin uap yang memanfaatkan tekanan uap hasil dari penguapan
KINERJA INHIBITOR Na 2 CrO 4 DALAM LARUTAN Nacl UNTUK MELINDUNGI BAJA TAHAN KARAT AUSTENITIK TERSENSITISASI DARI SERANGAN SCC Ishak `*) ABSTRAK
 ABSTRAK") Jurnal Reaksi Jurusan Teknik Kimia Politeknik Negeri Lhokseumawe Vol 2 No. 3 Juni 2004 ISSN 1693-248X KINERJA INHIBITOR Na 2 CrO 4 DALAM LARUTAN Nacl UNTUK MELINDUNGI BAJA TAHAN KARAT AUSTENITIK TERSENSITISASI
Jurnal Reaksi Jurusan Teknik Kimia Politeknik Negeri Lhokseumawe Vol 2 No. 3 Juni 2004 ISSN 1693-248X KINERJA INHIBITOR Na 2 CrO 4 DALAM LARUTAN Nacl UNTUK MELINDUNGI BAJA TAHAN KARAT AUSTENITIK TERSENSITISASI
1 BAB IV DATA PENELITIAN
 47 1 BAB IV DATA PENELITIAN 4.1 Pengumpulan Data Dan Informasi Awal 4.1.1 Data Operasional Berkaitan dengan data awal dan informasi mengenai pipa ini, maka didapat beberapa data teknis mengenai line pipe
47 1 BAB IV DATA PENELITIAN 4.1 Pengumpulan Data Dan Informasi Awal 4.1.1 Data Operasional Berkaitan dengan data awal dan informasi mengenai pipa ini, maka didapat beberapa data teknis mengenai line pipe
BAB 3 DATA DAN PEMBAHASAN
 BAB 3 DATA DAN PEMBAHASAN III.1 DATA III.1.1 Pipeline and Instrument Diagram (P&ID) Untuk menggambarkan letak dari probe dan coupon yang akan ditempatkan maka dibutuhkan suatu gambar teknik yang menggambarkan
BAB 3 DATA DAN PEMBAHASAN III.1 DATA III.1.1 Pipeline and Instrument Diagram (P&ID) Untuk menggambarkan letak dari probe dan coupon yang akan ditempatkan maka dibutuhkan suatu gambar teknik yang menggambarkan
Gambar 1.1 Sistem perpipaan steam 17 bar
 BAB I PENDAHULUAN 1.1 Latar Belakang Pada dasarnya bahan bakar minyak dan gas, menjadi kebutuhan utama untuk dunia transportasi, dunia industri, dan rumah tangga. Setiap tahun kebutuhan akan pasokan bahan
BAB I PENDAHULUAN 1.1 Latar Belakang Pada dasarnya bahan bakar minyak dan gas, menjadi kebutuhan utama untuk dunia transportasi, dunia industri, dan rumah tangga. Setiap tahun kebutuhan akan pasokan bahan
4.1 INDENTIFIKASI SISTEM
 BAB IV ANALISIS 4.1 INDENTIFIKASI SISTEM. 4.1.1 Identifikasi Pipa Pipa gas merupakan pipa baja API 5L Grade B Schedule 40. Pipa jenis ini merupakan pipa baja dengan kadar karbon maksimal 0,28 % [15]. Pipa
BAB IV ANALISIS 4.1 INDENTIFIKASI SISTEM. 4.1.1 Identifikasi Pipa Pipa gas merupakan pipa baja API 5L Grade B Schedule 40. Pipa jenis ini merupakan pipa baja dengan kadar karbon maksimal 0,28 % [15]. Pipa
4.1 ANALISA PENGUJIAN KEKERASAN MATERIAL
 xxxiii BAB IV ANALISA 4.1 ANALISA PENGUJIAN KEKERASAN MATERIAL Dari pengujian kekerasan material dapat disimpulkan bahwa nilai kekerasan material master block, wing valve dan loop spool berada dalam rentang
xxxiii BAB IV ANALISA 4.1 ANALISA PENGUJIAN KEKERASAN MATERIAL Dari pengujian kekerasan material dapat disimpulkan bahwa nilai kekerasan material master block, wing valve dan loop spool berada dalam rentang
SIDANG P3 JULI 2010 ANALISA RESIKO PADA ELBOW PIPE AKIBAT INTERNAL CORROSION DENGAN METODE RBI. Arif Rahman H ( )
") SIDANG P3 JULI 2010 ANALISA RESIKO PADA ELBOW PIPE AKIBAT INTERNAL CORROSION DENGAN METODE RBI Arif Rahman H (4305 100 064) Dosen Pembimbing : 1. Ir. Hasan Ikhwani, M.Sc 2. Ir. Daniel M. Rosyid, Ph.D Materi
SIDANG P3 JULI 2010 ANALISA RESIKO PADA ELBOW PIPE AKIBAT INTERNAL CORROSION DENGAN METODE RBI Arif Rahman H (4305 100 064) Dosen Pembimbing : 1. Ir. Hasan Ikhwani, M.Sc 2. Ir. Daniel M. Rosyid, Ph.D Materi
ANALISA KEGAGALAN U FIRE TUBE HEATER TREATER SANTAN TERMINAL CHEVRON INDONESIA COMPANY
 ANALISA KEGAGALAN U FIRE TUBE HEATER TREATER SANTAN TERMINAL CHEVRON INDONESIA COMPANY Disusun oleh : Dyan Ratna Mayangsari Jurusan Teknik Material dan Metalurgi Fakultas Teknologi Industri Institut Teknologi
ANALISA KEGAGALAN U FIRE TUBE HEATER TREATER SANTAN TERMINAL CHEVRON INDONESIA COMPANY Disusun oleh : Dyan Ratna Mayangsari Jurusan Teknik Material dan Metalurgi Fakultas Teknologi Industri Institut Teknologi
Korosi H 2 S dan CO 2 pada Peralatan Statik di Industri Minyak dan Gas
 Korosi H 2 S dan CO 2 pada Peralatan Statik di Industri Minyak dan Gas Yunita Sari, Siska Titik Dwiyati Jurusan Teknik Mesin, Fakultas Teknik, Universitas Negeri Jakarta e-mail : siska.td@gmail.com ABSTRAK
Korosi H 2 S dan CO 2 pada Peralatan Statik di Industri Minyak dan Gas Yunita Sari, Siska Titik Dwiyati Jurusan Teknik Mesin, Fakultas Teknik, Universitas Negeri Jakarta e-mail : siska.td@gmail.com ABSTRAK
Analisa Unjuk Kerja Heat Recovery Steam Generator (HRSG) dengan Menggunakan Pendekatan Porous Media di PLTGU Jawa Timur
 dengan Menggunakan Pendekatan Porous Media di PLTGU Jawa Timur") Analisa Unjuk Kerja Heat Recovery Steam Generator (HRSG) dengan Menggunakan Pendekatan Porous Media di PLTGU Jawa Timur Nur Rima Samarotul Janah, Harsono Hadi dan Nur Laila Hamidah Departemen Teknik Fisika,
Analisa Unjuk Kerja Heat Recovery Steam Generator (HRSG) dengan Menggunakan Pendekatan Porous Media di PLTGU Jawa Timur Nur Rima Samarotul Janah, Harsono Hadi dan Nur Laila Hamidah Departemen Teknik Fisika,
Pemetaan Korosi pada Stasiun Pemurnian di Pabrik Gula Watoe Toelis Krian, Sidoarjo. Adam Alifianto ( )
") Pemetaan Korosi pada Stasiun Pemurnian di Pabrik Gula Watoe Toelis Krian, Sidoarjo Adam Alifianto (2707 100 021) Jurusan Teknik Material dan Metalurgi, Fakultas Teknologi Industri, Institut Teknologi Sepuluh
Pemetaan Korosi pada Stasiun Pemurnian di Pabrik Gula Watoe Toelis Krian, Sidoarjo Adam Alifianto (2707 100 021) Jurusan Teknik Material dan Metalurgi, Fakultas Teknologi Industri, Institut Teknologi Sepuluh
Lokasi kebocoran tube reheater Row 17 Pipa no.8 SUMBER BOCORAN 1
 KEBOCORAN TUBE BOILER Lokasi kebocoran tube reheater Row 17 Pipa no.8 SUMBER BOCORAN 1 Lokasi kebocoran tube reheater Row 16 Pipa no.7 SUMBER BOCORAN 2 Hasil Pemeriksaan TUBE R17 b8 Tube R.17 B-8 mengalami
KEBOCORAN TUBE BOILER Lokasi kebocoran tube reheater Row 17 Pipa no.8 SUMBER BOCORAN 1 Lokasi kebocoran tube reheater Row 16 Pipa no.7 SUMBER BOCORAN 2 Hasil Pemeriksaan TUBE R17 b8 Tube R.17 B-8 mengalami
BAB III ANALISA DAN PERHITUNGAN
 BAB III ANALISA DAN PERHITUNGAN 3.1. Gaya-gaya Pada Kawat Baja Karbon 0,125 inch Pada dasarnya gaya-gaya yang mempengaruhi umur pemakaian dari kawat baja karbon 0,125 inch dikategorikan menjadi dua jenis,
BAB III ANALISA DAN PERHITUNGAN 3.1. Gaya-gaya Pada Kawat Baja Karbon 0,125 inch Pada dasarnya gaya-gaya yang mempengaruhi umur pemakaian dari kawat baja karbon 0,125 inch dikategorikan menjadi dua jenis,
Bab 1. PENDAHULUAN Latar Belakang
 1 Bab 1. PENDAHULUAN 1.1. Latar Belakang Perkembangan Industri kimia di Indonesia sudah cukup maju seiring dengan globalisasi perdagangan dunia. Industri pembuatan Nylon yang merupakan salah satu industri
1 Bab 1. PENDAHULUAN 1.1. Latar Belakang Perkembangan Industri kimia di Indonesia sudah cukup maju seiring dengan globalisasi perdagangan dunia. Industri pembuatan Nylon yang merupakan salah satu industri
ANALISIS KINERJA PROSES CO2 REMOVAL PADA KOLOM STRIPPER DI PABRIK AMONIAK UNIT 1 PT. PETROKIMIA GRESIK
 ANALISIS KINERJA PROSES CO2 REMOVAL PADA KOLOM STRIPPER DI PABRIK AMONIAK UNIT 1 PT. PETROKIMIA GRESIK OLEH : NANDA DIAN PRATAMA 2412105013 DOSEN PEMBIMBING : TOTOK RUKI BIYANTO, PHD IR. RONNY DWI NORIYATI,
ANALISIS KINERJA PROSES CO2 REMOVAL PADA KOLOM STRIPPER DI PABRIK AMONIAK UNIT 1 PT. PETROKIMIA GRESIK OLEH : NANDA DIAN PRATAMA 2412105013 DOSEN PEMBIMBING : TOTOK RUKI BIYANTO, PHD IR. RONNY DWI NORIYATI,
ANALISA KEGAGALAN FLANGE WELD NECK RAISE FACE 6 BERBAHAN ASTM A-105 PADA PIPA ALIRAN MINYAK BUMI DAN GAS DI CHEVRON COMPANY INDONESIA
 JURNAL TEKNIK POMITS Vol. 1, No. 2, (2013) ISSN: 2301-9271 1 ANALISA KEGAGALAN FLANGE WELD NECK RAISE FACE 6 BERBAHAN ASTM A-105 PADA PIPA ALIRAN MINYAK BUMI DAN GAS DI CHEVRON COMPANY INDONESIA Turhamun
JURNAL TEKNIK POMITS Vol. 1, No. 2, (2013) ISSN: 2301-9271 1 ANALISA KEGAGALAN FLANGE WELD NECK RAISE FACE 6 BERBAHAN ASTM A-105 PADA PIPA ALIRAN MINYAK BUMI DAN GAS DI CHEVRON COMPANY INDONESIA Turhamun
Bab III Penilaian Kondisi
 Bab III Penilaian Kondisi 3.1. Latar Belakang Penggunaan Penilaian Kondisi 3.1.1. Pengertian Penilaian Kondisi Penilaian Kondisi merupakan suatu metode penilaian terhadap suatu obyek yang berdasarkan pada
Bab III Penilaian Kondisi 3.1. Latar Belakang Penggunaan Penilaian Kondisi 3.1.1. Pengertian Penilaian Kondisi Penilaian Kondisi merupakan suatu metode penilaian terhadap suatu obyek yang berdasarkan pada
BAB III TUGAS KHUSUS
 BAB III TUGAS KHUSUS 3.1 Judul Menghitung Efisiensi Heat Exchanger E-108 A Crude Distiller III di Unit CD & GP PT. Pertamina (Persero) RU III Plaju Palembang. 3.2 Latar Belakang Heat Exchanger E-108 A
BAB III TUGAS KHUSUS 3.1 Judul Menghitung Efisiensi Heat Exchanger E-108 A Crude Distiller III di Unit CD & GP PT. Pertamina (Persero) RU III Plaju Palembang. 3.2 Latar Belakang Heat Exchanger E-108 A
BAB I PENDAHULUAN. 1 Universitas Sumatera Utara
 BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Bahan bakar fosil merupakan salah satu sumber energi yang membutuhkan proses hingga dapat dikonsumsi oleh masyarakat. Salah satu bahan bakar fosil yaitu minyak.
BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Bahan bakar fosil merupakan salah satu sumber energi yang membutuhkan proses hingga dapat dikonsumsi oleh masyarakat. Salah satu bahan bakar fosil yaitu minyak.
ANALISIS KEGAGALAN AKIBAT KOROSI DAN KERETAKAN PADA PIPA ALIRAN GAS ALAM DI NEB#12 PETROCHINA INTERNATIONAL JABUNG LTD
 ANALISIS KEGAGALAN AKIBAT KOROSI DAN KERETAKAN PADA PIPA ALIRAN GAS ALAM DI NEB#12 PETROCHINA INTERNATIONAL JABUNG LTD Nama Mahasiswa : B A S U K I NRP : 2702 100 017 Jurusan : Teknik Material FTI-ITS
ANALISIS KEGAGALAN AKIBAT KOROSI DAN KERETAKAN PADA PIPA ALIRAN GAS ALAM DI NEB#12 PETROCHINA INTERNATIONAL JABUNG LTD Nama Mahasiswa : B A S U K I NRP : 2702 100 017 Jurusan : Teknik Material FTI-ITS
BAB III SPESIFIKASI PERALATAN PROSES
 34 BAB III SPESIFIKASI PERALATAN PROSES 3.1. Tangki Tangki Bahan Baku (T-01) Tangki Produk (T-02) Menyimpan kebutuhan Menyimpan Produk Isobutylene selama 30 hari. Methacrolein selama 15 hari. Spherical
34 BAB III SPESIFIKASI PERALATAN PROSES 3.1. Tangki Tangki Bahan Baku (T-01) Tangki Produk (T-02) Menyimpan kebutuhan Menyimpan Produk Isobutylene selama 30 hari. Methacrolein selama 15 hari. Spherical
Fe Fe e - (5.1) 2H + + 2e - H 2 (5.2) BAB V PEMBAHASAN
 2H + + 2e - H 2 (5.2) BAB V PEMBAHASAN") 63 BAB V PEMBAHASAN 5. 1. KETAHANAN KOROSI SUS 316L 5.1.1 Uji Celup SUS 316L Baja tahan karat mendapatkan ketahanan korosi hasil dari terbentuknya lapisan pasif pada permukaan logam. Lapisan pasif adalah
63 BAB V PEMBAHASAN 5. 1. KETAHANAN KOROSI SUS 316L 5.1.1 Uji Celup SUS 316L Baja tahan karat mendapatkan ketahanan korosi hasil dari terbentuknya lapisan pasif pada permukaan logam. Lapisan pasif adalah
Tugas Akhir (MO )
") Company Logo Tugas Akhir (MO 091336) Aplikasi Metode Pipeline Integrity Management System pada Pipa Bawah Laut Maxi Yoel Renda 4306.100.019 Dosen Pembimbing : 1. Prof. Ir. Daniel M. Rosyid, Ph.D. 2. Ir.
Company Logo Tugas Akhir (MO 091336) Aplikasi Metode Pipeline Integrity Management System pada Pipa Bawah Laut Maxi Yoel Renda 4306.100.019 Dosen Pembimbing : 1. Prof. Ir. Daniel M. Rosyid, Ph.D. 2. Ir.
Oleh : Achmad Sebastian Ristianto
 IDENTIFIKASI BAHAYA MENGGUNAKAN METODE HAZOP DAN FTA PADA DISTRIBUSI BAHAN BAKAR MINYAK JENIS PERTAMAX DAN PREMIUM (STUDI KASUS : PT. PERTAMINA (PERSERO) UPMS V SURABAYA) Oleh : Achmad Sebastian Ristianto
IDENTIFIKASI BAHAYA MENGGUNAKAN METODE HAZOP DAN FTA PADA DISTRIBUSI BAHAN BAKAR MINYAK JENIS PERTAMAX DAN PREMIUM (STUDI KASUS : PT. PERTAMINA (PERSERO) UPMS V SURABAYA) Oleh : Achmad Sebastian Ristianto
BAB III 1 METODE PENELITIAN
 17 BAB III 1 METODE PENELITIAN 1.1 Prosedur Penelitian Prosedur yang dilakukan dalam penelitian ini terdiri dari beberapa langkah. Langkah pertama, yaitu melakukan studi literatur dari berbagi sumber terkait.
17 BAB III 1 METODE PENELITIAN 1.1 Prosedur Penelitian Prosedur yang dilakukan dalam penelitian ini terdiri dari beberapa langkah. Langkah pertama, yaitu melakukan studi literatur dari berbagi sumber terkait.
BAB I PENDAHULUAN 1.1 Latar Belakang
 BAB I PENDAHULUAN 1.1 Latar Belakang PT. Bukit Asam adalah perusahaan penghasil batu bara terbesar di Indonesia yang bertempat di Tanjung Enim, Sumatra Selatan, Indonesia. PT. Bukit Asam menggunakan pembangkit
BAB I PENDAHULUAN 1.1 Latar Belakang PT. Bukit Asam adalah perusahaan penghasil batu bara terbesar di Indonesia yang bertempat di Tanjung Enim, Sumatra Selatan, Indonesia. PT. Bukit Asam menggunakan pembangkit
BAB II LANDASAN TEORI. panas. Karena panas yang diperlukan untuk membuat uap air ini didapat dari hasil
 BAB II LANDASAN TEORI II.1 Teori Dasar Ketel Uap Ketel uap adalah pesawat atau bejana yang disusun untuk mengubah air menjadi uap dengan jalan pemanasan, dimana energi kimia diubah menjadi energi panas.
BAB II LANDASAN TEORI II.1 Teori Dasar Ketel Uap Ketel uap adalah pesawat atau bejana yang disusun untuk mengubah air menjadi uap dengan jalan pemanasan, dimana energi kimia diubah menjadi energi panas.
BAB I PENDAHULUAN 1.1. LATAR BELAKANG
 1 BAB I PENDAHULUAN 1.1. LATAR BELAKANG Integrated Steel Mill (ISM) adalah pabrik berskala besar yang menyatukan peleburan besi (iron smelting) dan fasilitas pembuatan baja (steel making), biasanya berbasis
1 BAB I PENDAHULUAN 1.1. LATAR BELAKANG Integrated Steel Mill (ISM) adalah pabrik berskala besar yang menyatukan peleburan besi (iron smelting) dan fasilitas pembuatan baja (steel making), biasanya berbasis
STUDI KINERJA BEBERAPA RUST REMOVER
 STUDI KINERJA BEBERAPA RUST REMOVER Ferry Budhi Susetyo Jurusan Teknik Mesin, Fakultas Teknik, Universitas Negeri Jakarta e-mail : fbudhi@unj.ac.id Abstrak Rust remover akan menghilangkan seluruh karat
STUDI KINERJA BEBERAPA RUST REMOVER Ferry Budhi Susetyo Jurusan Teknik Mesin, Fakultas Teknik, Universitas Negeri Jakarta e-mail : fbudhi@unj.ac.id Abstrak Rust remover akan menghilangkan seluruh karat
1 BAB 1 PENDAHULUAN. 1.1 Latar Belakang
 1 BAB 1 PENDAHULUAN 1.1 Latar Belakang Korosi merupakan salah satu masalah utama dalam dunia industri. Tentunya karena korosi menyebabkan kegagalan pada material yang berujung pada kerusakan pada peralatan
1 BAB 1 PENDAHULUAN 1.1 Latar Belakang Korosi merupakan salah satu masalah utama dalam dunia industri. Tentunya karena korosi menyebabkan kegagalan pada material yang berujung pada kerusakan pada peralatan
V. SPESIFIKASI PERALATAN
 V. SPESIFIKASI PERALATAN A. Peralatan Proses Peralatan proses Pabrik Tricresyl Phosphate dengan kapasitas 25.000 ton/tahun terdiri dari : 1. Tangki Penyimpanan Phosphorus Oxychloride (ST-101) Tabel. 5.1
V. SPESIFIKASI PERALATAN A. Peralatan Proses Peralatan proses Pabrik Tricresyl Phosphate dengan kapasitas 25.000 ton/tahun terdiri dari : 1. Tangki Penyimpanan Phosphorus Oxychloride (ST-101) Tabel. 5.1
Metode Seleksi Material pada Pengilangan Minyak dan Gas Menggunakan Neraca Massa dan Energi dan Diagram Alir Proses
 Metode Seleksi Material pada Pengilangan Minyak dan Gas Menggunakan Neraca Massa dan Energi dan Diagram Alir Proses Material Selection Methodology in Oil and gas Refinery using Heat Material Balances and
Metode Seleksi Material pada Pengilangan Minyak dan Gas Menggunakan Neraca Massa dan Energi dan Diagram Alir Proses Material Selection Methodology in Oil and gas Refinery using Heat Material Balances and
STUDI EKONOMIS PENGARUH POST WELD HEAT TREATMENT TERHADAP UMUR PIPA
 STUDI EKONOMIS PENGARUH POST WELD HEAT TREATMENT TERHADAP UMUR PIPA OLEH : NICKY ERSANDI NRP. 4105 100 041 DOSEN PEMBIMBING : DONY SETYAWAN, ST., M.Eng 1. PENDAHULUAN A. Latar belakang Material kapal harus
STUDI EKONOMIS PENGARUH POST WELD HEAT TREATMENT TERHADAP UMUR PIPA OLEH : NICKY ERSANDI NRP. 4105 100 041 DOSEN PEMBIMBING : DONY SETYAWAN, ST., M.Eng 1. PENDAHULUAN A. Latar belakang Material kapal harus
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN 3.1 Diagram Alir Penelitian (flow chat) Mulai Pengambilan Data Thi,Tho,Tci,Tco Pengolahan data, TLMTD Analisa Grafik Kesimpulan Selesai Gambar 3.1 Diagram alir penelitian
BAB III METODOLOGI PENELITIAN 3.1 Diagram Alir Penelitian (flow chat) Mulai Pengambilan Data Thi,Tho,Tci,Tco Pengolahan data, TLMTD Analisa Grafik Kesimpulan Selesai Gambar 3.1 Diagram alir penelitian
ANALISA KEGAGALAN PIPA BAJA TAHAN KARAT 316L DI BANGUNAN LEPAS PANTAI PANGKAH-GRESIK
 ANALISA KEGAGALAN PIPA BAJA TAHAN KARAT 316L DI BANGUNAN LEPAS PANTAI PANGKAH-GRESIK SALMON PASKALIS SIHOMBING NRP 2709100068 Dosen Pembimbing: Dr. Hosta Ardhyananta S.T., M.Sc. NIP. 198012072005011004
ANALISA KEGAGALAN PIPA BAJA TAHAN KARAT 316L DI BANGUNAN LEPAS PANTAI PANGKAH-GRESIK SALMON PASKALIS SIHOMBING NRP 2709100068 Dosen Pembimbing: Dr. Hosta Ardhyananta S.T., M.Sc. NIP. 198012072005011004
Muhammad
 Oleh: Muhammad 707 100 058 Jurusan Teknik Material dan Metalurgi Fakultas Teknologi Industri Institut Teknologi Sepuluh Nopember Pembimbing: Ir. Muchtar Karokaro M.Sc Sutarsis ST, M.Sc Tinjauan Pustaka
Oleh: Muhammad 707 100 058 Jurusan Teknik Material dan Metalurgi Fakultas Teknologi Industri Institut Teknologi Sepuluh Nopember Pembimbing: Ir. Muchtar Karokaro M.Sc Sutarsis ST, M.Sc Tinjauan Pustaka
BAB I PENDAHULUAN. Peristiwa korosi sering dijumpai dalam kehidupan sehari-hari dan tanpa
 1 BAB I PENDAHULUAN I.1 Latar Belakang Peristiwa korosi sering dijumpai dalam kehidupan sehari-hari dan tanpa disadari begitu dekat dengan kehidupan kita, misalnya paku berkarat, tiang listrik berkarat,
1 BAB I PENDAHULUAN I.1 Latar Belakang Peristiwa korosi sering dijumpai dalam kehidupan sehari-hari dan tanpa disadari begitu dekat dengan kehidupan kita, misalnya paku berkarat, tiang listrik berkarat,
Pengaruh Proses Quenching Terhadap Kekerasan dan Laju Keausan Baja Karbon Sedang
 Pengaruh Proses Quenching Terhadap Kekerasan dan Laju Keausan Baja Karbon Sedang Iwan Sunandar B1A 09 0703 Dosen Pembimbing H. Deny Poniman Kosasih, ST., MT Latar Belakang PENDAHULUAN Baja karbon sedang
Pengaruh Proses Quenching Terhadap Kekerasan dan Laju Keausan Baja Karbon Sedang Iwan Sunandar B1A 09 0703 Dosen Pembimbing H. Deny Poniman Kosasih, ST., MT Latar Belakang PENDAHULUAN Baja karbon sedang
PENGENDALIAN KOROSI. STT Dr.KHEZ MUTTAQIEN PURWAKARTA IWAN PONGO,ST, MT
 PENGENDALIAN KOROSI STT Dr.KHEZ MUTTAQIEN PURWAKARTA IWAN PONGO,ST, MT Kavitasi Bentuk kerusakan yang hampir serupa dengan erosi mekanis, hanya mekanisme penyebabnya berbeda. 1. Terbentuknya gelembung
PENGENDALIAN KOROSI STT Dr.KHEZ MUTTAQIEN PURWAKARTA IWAN PONGO,ST, MT Kavitasi Bentuk kerusakan yang hampir serupa dengan erosi mekanis, hanya mekanisme penyebabnya berbeda. 1. Terbentuknya gelembung
Gambar 1.1 Konstruksi Boiler
 1 BAB I PENDAHULUAN 1.1 Latar Belakang Boiler adalah suatu alat yang berfungsi memanaskan air, dimana panas dari pembakaran bahan bakar disalurkan untuk memanaskan air sehingga terjadi perubahan air menjadi
1 BAB I PENDAHULUAN 1.1 Latar Belakang Boiler adalah suatu alat yang berfungsi memanaskan air, dimana panas dari pembakaran bahan bakar disalurkan untuk memanaskan air sehingga terjadi perubahan air menjadi
BAB 2 TINJAUAN PUSTAKA
 6 BAB 2 TINJAUAN PUSTAKA Korosi yang terjadi pada industri minyak dan gas umumnya dipengaruhi oleh beberapa faktor utama yaitu: Suhu dan tekanan yang tinggi. Adanya gas korosif (CO 2 dan H 2 S). Air yang
6 BAB 2 TINJAUAN PUSTAKA Korosi yang terjadi pada industri minyak dan gas umumnya dipengaruhi oleh beberapa faktor utama yaitu: Suhu dan tekanan yang tinggi. Adanya gas korosif (CO 2 dan H 2 S). Air yang
BAB III SPESIFIKASI PERALATAN PROSES
 BAB III SPESIFIKASI PERALATAN PROSES 3.1. Furnace : F : Tempat terjadinya reaksi cracking ethylene dichloride menjadi vinyl chloride dan HCl : Two chamber Fire box : 1 buah Kondisi Operasi - Suhu ( o C)
BAB III SPESIFIKASI PERALATAN PROSES 3.1. Furnace : F : Tempat terjadinya reaksi cracking ethylene dichloride menjadi vinyl chloride dan HCl : Two chamber Fire box : 1 buah Kondisi Operasi - Suhu ( o C)
PERENCANAAN ELEMEN MESIN RESUME JURNAL BERKAITAN DENGAN POROS
 Judul : PERENCANAAN ELEMEN MESIN RESUME JURNAL BERKAITAN DENGAN POROS ANALISA KEKUATAN PUNTIR DAN KEKUATAN LENTUR PUTAR POROS BAJA ST 60 SEBAGAI APLIKASI PERANCANGAN BAHAN POROS BALING-BALING KAPAL Pengarang
Judul : PERENCANAAN ELEMEN MESIN RESUME JURNAL BERKAITAN DENGAN POROS ANALISA KEKUATAN PUNTIR DAN KEKUATAN LENTUR PUTAR POROS BAJA ST 60 SEBAGAI APLIKASI PERANCANGAN BAHAN POROS BALING-BALING KAPAL Pengarang
BAB IV PEMILIHAN SISTEM PEMANASAN AIR
 27 BAB IV PEMILIHAN SISTEM PEMANASAN AIR 4.1 Pemilihan Sistem Pemanasan Air Terdapat beberapa alternatif sistem pemanasan air yang dapat dilakukan, seperti yang telah dijelaskan dalam subbab 2.2.1 mengenai
27 BAB IV PEMILIHAN SISTEM PEMANASAN AIR 4.1 Pemilihan Sistem Pemanasan Air Terdapat beberapa alternatif sistem pemanasan air yang dapat dilakukan, seperti yang telah dijelaskan dalam subbab 2.2.1 mengenai
JURNAL TEKNIK ITS Vol. 6, No. 2 (2017) ISSN: ( Print)
 ISSN: ( Print)") F209 Abstrak HP Heater adalah sebuah peralatan Heat Exchanger yang terdiri dari Shell & Tube yang digunakan untuk menaikkan temperatur feed water sesuai temperatur yang dipersyaratkan oleh Boiler.Material
F209 Abstrak HP Heater adalah sebuah peralatan Heat Exchanger yang terdiri dari Shell & Tube yang digunakan untuk menaikkan temperatur feed water sesuai temperatur yang dipersyaratkan oleh Boiler.Material
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Pengertian Bejana Tekan Peralatan bejana tekan pada umumnya banyak digunakan dalam prosesproses di Refinery atau Petrochemical Plant (Unit Pengolahan minyak atau Pengolahan pupuk).
BAB II LANDASAN TEORI 2.1 Pengertian Bejana Tekan Peralatan bejana tekan pada umumnya banyak digunakan dalam prosesproses di Refinery atau Petrochemical Plant (Unit Pengolahan minyak atau Pengolahan pupuk).
BAB III TUGAS KHUSUS. 3.1 Judul Evaluasi kinerja Reboiler LS-E6 pada Unit RFCCU di PT. Pertamina (Persero) RU III Plaju - Sungai Gerong.
 RU III Plaju - Sungai Gerong.") 55 BAB III TUGAS KHUSUS 3.1 Judul Evaluasi kinerja Reboiler LS-E6 pada Unit RFCCU di PT. Pertamina (Persero) RU III Plaju - Sungai Gerong. 3.2 Latar Belakang Dalam suatu industri perminyakan, banyak ditemukan
55 BAB III TUGAS KHUSUS 3.1 Judul Evaluasi kinerja Reboiler LS-E6 pada Unit RFCCU di PT. Pertamina (Persero) RU III Plaju - Sungai Gerong. 3.2 Latar Belakang Dalam suatu industri perminyakan, banyak ditemukan
PENGARUH TEGANGAN DAN KONSENTRASI NaCl TERHADAP KOROSI RETAK TEGANG PADA BAJA DARI SPONS BIJIH LATERIT SKRIPSI
 PENGARUH TEGANGAN DAN KONSENTRASI NaCl TERHADAP KOROSI RETAK TEGANG PADA BAJA DARI SPONS BIJIH LATERIT SKRIPSI Oleh BUDI SETIAWAN 04 03 04 015 8 DEPARTEMEN METALURGI DAN MATERIAL FAKULTAS TEKNIK UNIVERSITAS
PENGARUH TEGANGAN DAN KONSENTRASI NaCl TERHADAP KOROSI RETAK TEGANG PADA BAJA DARI SPONS BIJIH LATERIT SKRIPSI Oleh BUDI SETIAWAN 04 03 04 015 8 DEPARTEMEN METALURGI DAN MATERIAL FAKULTAS TEKNIK UNIVERSITAS
BAB IV HASIL DAN PENGUJIAN
 BAB IV HASIL DAN PENGUJIAN IV.1. Tampilan Hasil Kegiatan gas meliputi reservoir. Proses selanjutnya meliputi penyimpan, pengolahan, penyulingan dan pendistribusian. Komposisi gas sangat bervariasi, tergantung
BAB IV HASIL DAN PENGUJIAN IV.1. Tampilan Hasil Kegiatan gas meliputi reservoir. Proses selanjutnya meliputi penyimpan, pengolahan, penyulingan dan pendistribusian. Komposisi gas sangat bervariasi, tergantung
ANALISA KOROSI BAUT PENYANGGA OCEAN BOTTOM UNIT (OBU) RANGKAIAN SISTEM PERINGATAN DINI TSUNAMI PADA PERAIRAN PELABUHAN RATU.
 RANGKAIAN SISTEM PERINGATAN DINI TSUNAMI PADA PERAIRAN PELABUHAN RATU.") ANALISA KOROSI BAUT PENYANGGA OCEAN BOTTOM UNIT (OBU) RANGKAIAN SISTEM PERINGATAN DINI TSUNAMI PADA PERAIRAN PELABUHAN RATU Oleh: Zefanya Christa (2709 100 019) Dosen Pembimbing: Budi Agung Kurniawan,
ANALISA KOROSI BAUT PENYANGGA OCEAN BOTTOM UNIT (OBU) RANGKAIAN SISTEM PERINGATAN DINI TSUNAMI PADA PERAIRAN PELABUHAN RATU Oleh: Zefanya Christa (2709 100 019) Dosen Pembimbing: Budi Agung Kurniawan,
BAB IV HASIL PENGUJIAN DAN ANALISIS
 28 BAB IV HASIL PENGUJIAN DAN ANALISIS 4.1 Kondisi Operasi Kondisi operasi dan informasi teknis dari sampel sesuai dengan data lapangan dapat dilihat pada Tabel 3.1, sedangkan posisi sample dapat dilihat
28 BAB IV HASIL PENGUJIAN DAN ANALISIS 4.1 Kondisi Operasi Kondisi operasi dan informasi teknis dari sampel sesuai dengan data lapangan dapat dilihat pada Tabel 3.1, sedangkan posisi sample dapat dilihat
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA 2.1 Perpindahan Panas Perpindahan panas adalah Ilmu termodinamika yang membahas tentang transisi kuantitatif dan penyusunan ulang energi panas dalam suatu tubuh materi. perpindahan
BAB II TINJAUAN PUSTAKA 2.1 Perpindahan Panas Perpindahan panas adalah Ilmu termodinamika yang membahas tentang transisi kuantitatif dan penyusunan ulang energi panas dalam suatu tubuh materi. perpindahan
BAB I PENDAHULUAN. Universitas Indonesia. Pengaruh pengelasan..., RR. Reni Indraswari, FT UI, 2010.
 BAB I PENDAHULUAN 1.1. Latar Belakang Baja tahan karat Austenitic stainless steel (seri 300) merupakan kelompok material teknik yang sangat penting yang telah digunakan luas dalam berbagai lingkungan industri,
BAB I PENDAHULUAN 1.1. Latar Belakang Baja tahan karat Austenitic stainless steel (seri 300) merupakan kelompok material teknik yang sangat penting yang telah digunakan luas dalam berbagai lingkungan industri,
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 HE Shell and tube Penukar panas atau dalam industri populer dengan istilah bahasa inggrisnya, heat exchanger (HE), adalah suatu alat yang memungkinkan perpindahan dan bisa berfungsi
BAB II LANDASAN TEORI 2.1 HE Shell and tube Penukar panas atau dalam industri populer dengan istilah bahasa inggrisnya, heat exchanger (HE), adalah suatu alat yang memungkinkan perpindahan dan bisa berfungsi
I. PENDAHULUAN. Mesin pengering merupakan salah satu unit yang dimiliki oleh Pabrik Kopi
 I. PENDAHULUAN A. Latar Belakang Mesin pengering merupakan salah satu unit yang dimiliki oleh Pabrik Kopi Tulen yang berperan dalam proses pengeringan biji kopi untuk menghasilkan kopi bubuk TULEN. Biji
I. PENDAHULUAN A. Latar Belakang Mesin pengering merupakan salah satu unit yang dimiliki oleh Pabrik Kopi Tulen yang berperan dalam proses pengeringan biji kopi untuk menghasilkan kopi bubuk TULEN. Biji
Gambar 2.1. Proses pengelasan Plug weld (Martin, 2007)
") BAB II DASAR TEORI 2.1 TINJAUAN PUSTAKA Proses pengelasan semakin berkembang seiring pertumbuhan industri, khususnya di bidang konstruksi. Banyak metode pengelasan yang dikembangkan untuk mengatasi permasalahan
BAB II DASAR TEORI 2.1 TINJAUAN PUSTAKA Proses pengelasan semakin berkembang seiring pertumbuhan industri, khususnya di bidang konstruksi. Banyak metode pengelasan yang dikembangkan untuk mengatasi permasalahan
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN 3.. DIAGRAM ALUR PENELITIAN Langkah-langkah penelitian peralatan tanki atau vessel Amonia Peralatan Vessel Amonia Vessel diukur ketebalannya dengan Ultrasonic Thickness Gauge
BAB III METODE PENELITIAN 3.. DIAGRAM ALUR PENELITIAN Langkah-langkah penelitian peralatan tanki atau vessel Amonia Peralatan Vessel Amonia Vessel diukur ketebalannya dengan Ultrasonic Thickness Gauge
BAB III PROSES PEMBAKARAN
 37 BAB III PROSES PEMBAKARAN Dalam pengoperasian boiler, prestasi yang diharapkan adalah efesiensi boiler tersebut yang dinyatakan dengan perbandingan antara kalor yang diterima air / uap air terhadap
37 BAB III PROSES PEMBAKARAN Dalam pengoperasian boiler, prestasi yang diharapkan adalah efesiensi boiler tersebut yang dinyatakan dengan perbandingan antara kalor yang diterima air / uap air terhadap
BAB 1 PENDAHULUAN. Gambar 1.1. Proses pemurnian gas, sumber: Metso Automation. Inc
 BAB 1 PENDAHULUAN 1.1 Latar Belakang Pengolahan gas alam merupakan proses terpenting pada industri minyak dan gas alam yaitu mengurangi kadar komponen gas asam yang terdiri dari Karbon Dioksida (CO 2 )
BAB 1 PENDAHULUAN 1.1 Latar Belakang Pengolahan gas alam merupakan proses terpenting pada industri minyak dan gas alam yaitu mengurangi kadar komponen gas asam yang terdiri dari Karbon Dioksida (CO 2 )
BAB III SPESIFIKASI ALAT PROSES. Alat-alat di pabrik ini meliputi reactive distillation, menara distilasi,
 BAB III SPESIFIKASI ALAT PROSES Alat-alat di pabrik ini meliputi reactive distillation, menara distilasi, kondenser, accumulator, reboiler, heat exchanger, pompa dan tangki. tiap alat ditunjukkan dalam
BAB III SPESIFIKASI ALAT PROSES Alat-alat di pabrik ini meliputi reactive distillation, menara distilasi, kondenser, accumulator, reboiler, heat exchanger, pompa dan tangki. tiap alat ditunjukkan dalam
Prediksi Laju Korosi pada Instalasi Pipa Logam Aliran Fluida Cair Menggunakan Jaringan Saraf Tiruan(JST)
") JURNAL TEKNIK POMITS Vol., No., (1) ISSN: 7-59 (1-971 Print) B- Prediksi Laju Korosi pada Instalasi Pipa Logam Aliran Fluida Cair Menggunakan Jaringan Saraf Tiruan(JST) Bangkit Dwijo Saputro, Zulkifli,
JURNAL TEKNIK POMITS Vol., No., (1) ISSN: 7-59 (1-971 Print) B- Prediksi Laju Korosi pada Instalasi Pipa Logam Aliran Fluida Cair Menggunakan Jaringan Saraf Tiruan(JST) Bangkit Dwijo Saputro, Zulkifli,
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN Secara garis besar, tahapan pelaksanaan penelitian yaitu : Gambar 3.1. Diagram Alir Penelitian 22 Penelitian dilakukan dengan menggunakan metode bent beam dengan menggunakan
BAB III METODOLOGI PENELITIAN Secara garis besar, tahapan pelaksanaan penelitian yaitu : Gambar 3.1. Diagram Alir Penelitian 22 Penelitian dilakukan dengan menggunakan metode bent beam dengan menggunakan
V. SPESIFIKASI ALAT. Pada lampiran C telah dilakukan perhitungan spesifikasi alat-alat proses pembuatan
 V. SPESIFIKASI ALAT Pada lampiran C telah dilakukan perhitungan spesifikasi alat-alat proses pembuatan pabrik furfuril alkohol dari hidrogenasi furfural. Berikut tabel spesifikasi alat-alat yang digunakan.
V. SPESIFIKASI ALAT Pada lampiran C telah dilakukan perhitungan spesifikasi alat-alat proses pembuatan pabrik furfuril alkohol dari hidrogenasi furfural. Berikut tabel spesifikasi alat-alat yang digunakan.
OLEH: RIZKY HIJRAH PERMANA DOSEN PEMBIMBING : Ir. Witantyo. M.Eng. Sc
 OLEH: RIZKY HIJRAH PERMANA 2107100074 DOSEN PEMBIMBING : Ir. Witantyo. M.Eng. Sc Pentingnya boiler sebagai penghasil produksi uap untuk kebutuhan Utilities dan Process Train dalam pabrik Beberapa kali
OLEH: RIZKY HIJRAH PERMANA 2107100074 DOSEN PEMBIMBING : Ir. Witantyo. M.Eng. Sc Pentingnya boiler sebagai penghasil produksi uap untuk kebutuhan Utilities dan Process Train dalam pabrik Beberapa kali
BAB V KESIMPULAN DAN SARAN
 BAB V KESIMPULAN DAN SARAN 5.1 Kesimpulan 1. Dalam re-desain heat exchanger Propane Desuperheater dengan menggunakan baffle tipe single segmental, variasi jarak baffle dan baffle cut menentukan besarnya
BAB V KESIMPULAN DAN SARAN 5.1 Kesimpulan 1. Dalam re-desain heat exchanger Propane Desuperheater dengan menggunakan baffle tipe single segmental, variasi jarak baffle dan baffle cut menentukan besarnya
PENGARUH RAPAT ARUS DAN WAKTU PADA PULSE ELECTRODEPOSITION OF NICKEL TERHADAP MIKROSTRUKTUR LAPISAN DEPOSIT DAN LAJU KOROSI AISI 410
 PENGARUH RAPAT ARUS DAN WAKTU PADA PULSE ELECTRODEPOSITION OF NICKEL TERHADAP MIKROSTRUKTUR LAPISAN DEPOSIT DAN LAJU KOROSI AISI 41 Rivaldo Ramadhana Saputra. 1,a, Soesaptri Oediyani, Ir., ME. 2, Dr. Efendi
PENGARUH RAPAT ARUS DAN WAKTU PADA PULSE ELECTRODEPOSITION OF NICKEL TERHADAP MIKROSTRUKTUR LAPISAN DEPOSIT DAN LAJU KOROSI AISI 41 Rivaldo Ramadhana Saputra. 1,a, Soesaptri Oediyani, Ir., ME. 2, Dr. Efendi
2.1 PENGERTIAN KOROSI
 BAB II DASAR TEORI 2.1 PENGERTIAN KOROSI Korosi merupakan proses degradasi atau penurunan mutu material karena adanya reaksi decara kimia dan elektrokimia dengan lingkungan. Contoh reaksi korosi Perkaratan
BAB II DASAR TEORI 2.1 PENGERTIAN KOROSI Korosi merupakan proses degradasi atau penurunan mutu material karena adanya reaksi decara kimia dan elektrokimia dengan lingkungan. Contoh reaksi korosi Perkaratan
BAB 2 DASAR TEORI. [CO 2 ] = H. pco 2 (2.1) pco 2 = (mol % CO 2 ) x (gas pressure) (2.2)
![BAB 2 DASAR TEORI. [CO 2 ] = H. pco 2 (2.1) pco 2 = (mol % CO 2 ) x (gas pressure) (2.2)](/thumbs/65/54085532.jpg "BAB 2 DASAR TEORI. [CO 2 ] = H. pco 2 (2.1) pco 2 = (mol % CO 2 ) x (gas pressure) (2.2)") iv BAB 2 DASAR TEORI Sistem produksi minyak dan gas terutama untuk anjungan lepas pantai memerlukan biaya yang tinggi untuk pemasangan, pengoperasian dan perawatan. Hal ini diakibatkan faktor geografis
iv BAB 2 DASAR TEORI Sistem produksi minyak dan gas terutama untuk anjungan lepas pantai memerlukan biaya yang tinggi untuk pemasangan, pengoperasian dan perawatan. Hal ini diakibatkan faktor geografis
BAB 4 ANALISA KONDISI MESIN
 BAB 4 ANALISA KONDISI MESIN 4.1. KONDENSOR Penggunaan kondensor tipe shell and coil condenser sangat efektif untuk meminimalisir kebocoran karena kondensor model ini mudah untuk dimanufaktur dan terbuat
BAB 4 ANALISA KONDISI MESIN 4.1. KONDENSOR Penggunaan kondensor tipe shell and coil condenser sangat efektif untuk meminimalisir kebocoran karena kondensor model ini mudah untuk dimanufaktur dan terbuat
Pra Desain Pabrik Produksi Gasoline Pada Kilang Minyak Skala Kecil
 F127 Pra Desain Pabrik Produksi Gasoline Pada Kilang Minyak Skala Kecil Bilal Chabibulloh, Wisnu Kusuma Atmaja, Juwari dan Renanto Departemen Teknik Kimia, Fakultas Teknologi Industri, Institut Teknologi
F127 Pra Desain Pabrik Produksi Gasoline Pada Kilang Minyak Skala Kecil Bilal Chabibulloh, Wisnu Kusuma Atmaja, Juwari dan Renanto Departemen Teknik Kimia, Fakultas Teknologi Industri, Institut Teknologi
SIDANG P3 TUGAS AKHIR JURUSAN TEKNIK KELAUTAN 28 JANUARI 2010
 SIDANG P3 TUGAS AKHIR JURUSAN TEKNIK KELAUTAN 28 JANUARI 2010 Analisa Resiko pada Reducer Pipeline Akibat Internal Corrosion dengan Metode RBI (Risk Based Inspection) Oleh: Zulfikar A. H. Lubis 4305 100
SIDANG P3 TUGAS AKHIR JURUSAN TEKNIK KELAUTAN 28 JANUARI 2010 Analisa Resiko pada Reducer Pipeline Akibat Internal Corrosion dengan Metode RBI (Risk Based Inspection) Oleh: Zulfikar A. H. Lubis 4305 100
X Sistem Pengendalian Advance
 X Sistem Pengendalian Advance KENDALI CASCADE Control cascade adalah sebuah metode control yang memiliki minimal dua buah loop pengontrolan : a. loop pengontrolan primer atau master b. loop pengontrolan
X Sistem Pengendalian Advance KENDALI CASCADE Control cascade adalah sebuah metode control yang memiliki minimal dua buah loop pengontrolan : a. loop pengontrolan primer atau master b. loop pengontrolan
BAB IV DATA. Gambar Grafik kekerasan yang dihasilkan dengan quenching brine water
 BAB IV DATA 4.1. DATA KEKERASAN Gambar 4. 1. Grafik kekerasan yang dihasilkan dengan quenching brine water 33 Gambar 4.2. Grafik kekerasan yang dihasilkan dengan quenching air 34 4.2. DATA KECEPATAN Gambar
BAB IV DATA 4.1. DATA KEKERASAN Gambar 4. 1. Grafik kekerasan yang dihasilkan dengan quenching brine water 33 Gambar 4.2. Grafik kekerasan yang dihasilkan dengan quenching air 34 4.2. DATA KECEPATAN Gambar
STUDI DEGRADASI MATERIAL PIPA JENIS BAJA ASTM A53 AKIBAT KOMBINASI TEGANGAN DAN MEDIA KOROSIF AIR LAUT IN-SITU DENGAN METODE PENGUJIAN C-RING
 PROS ID ING 2 0 11 HASIL PENELITIAN FAKULTAS TEKNIK STUDI DEGRADASI MATERIAL PIPA JENIS BAJA ASTM A53 AKIBAT KOMBINASI TEGANGAN DAN MEDIA KOROSIF AIR LAUT IN-SITU DENGAN METODE PENGUJIAN C-RING Jurusan
PROS ID ING 2 0 11 HASIL PENELITIAN FAKULTAS TEKNIK STUDI DEGRADASI MATERIAL PIPA JENIS BAJA ASTM A53 AKIBAT KOMBINASI TEGANGAN DAN MEDIA KOROSIF AIR LAUT IN-SITU DENGAN METODE PENGUJIAN C-RING Jurusan
BAB III SPESIFIKASI ALAT PROSES. Alat-alat di pabrik ini meliputi reactive distillation, menara distilasi,
 BAB III SPESIFIKASI ALAT PROSES Alat-alat di pabrik ini meliputi reactive distillation, menara distilasi, kondenser, accumulator, reboiler, heat exchanger, pompa dan tangki. tiap alat ditunjukkan dalam
BAB III SPESIFIKASI ALAT PROSES Alat-alat di pabrik ini meliputi reactive distillation, menara distilasi, kondenser, accumulator, reboiler, heat exchanger, pompa dan tangki. tiap alat ditunjukkan dalam
JURNAL TEKNIK POMITS Vol. 3, No. 2, (2014) ISSN: ( Print) B-192
 ISSN: ( Print) B-192") JURNAL TEKNIK POMITS Vol. 3, No. 2, (2014) ISSN: 2337-3539 (2301-9271 Print) B-192 Studi Numerik Pengaruh Baffle Inclination pada Alat Penukar Kalor Tipe Shell and Tube terhadap Aliran Fluida dan Perpindahan
JURNAL TEKNIK POMITS Vol. 3, No. 2, (2014) ISSN: 2337-3539 (2301-9271 Print) B-192 Studi Numerik Pengaruh Baffle Inclination pada Alat Penukar Kalor Tipe Shell and Tube terhadap Aliran Fluida dan Perpindahan
BAB I PENDAHULUAN. Batu bara + O pembakaran. CO 2 + complex combustion product (corrosive gas + molten deposit
 BAB I PENDAHULUAN 1.1. Latar Belakang Masalah Pemadaman listrik yang dialami hampir setiap daerah saat ini disebabkan kekurangan pasokan listrik. Bila hal ini tidak mendapat perhatian khusus dan penanganan
BAB I PENDAHULUAN 1.1. Latar Belakang Masalah Pemadaman listrik yang dialami hampir setiap daerah saat ini disebabkan kekurangan pasokan listrik. Bila hal ini tidak mendapat perhatian khusus dan penanganan