Joining Methods YUSRON SUGIARTO
|
|
|
- Utami Johan
- 7 tahun lalu
- Tontonan:
Transkripsi
1 Joining Methods YUSRON SUGIARTO
2 Sambungan lipat Sambungan pelat dengan lipatan ini sangat baik digunakan untuk konstruksi sambungan pelat yang berbentuk lurus dan melingkar. Ketebalan pelat yang baik disambung berkisar di bawah 1 (satu) mm, sebab untuk penyambungan pelat yang mempunyai ketebalan di atas 1 mm akan menyulitkan untuk proses pelipatannya.
3 Sambungan lipat
4 Sambungan Keling Biasa (Rivet) Riveting adalah suatu dari metoda penyambungan yang sederhana. Penggunaan metoda penyambungan dengan riveting ini sangat baik digunakan untuk penyambungan pelat-pelat alumnium, sebab plat plat aluminium ini sangat sulit disolder atau dilas.
5 Sambungan Keling Biasa (Rivet) Rivet atau dalam istilah sehari-hari sering disebut paku keling adalah suatu metal pin yang mempunyai kepala dan tangkai rivet. Bentuk dan ukuran dari rivet ini telah dinormalisasikan menurut standar dan kodenya
6 Sambungan Keling Biasa (Rivet)

7 Sambungan Keling Biasa (Rivet) Gun Blind Rivet Pemasangan Paku Tembak
8 Solder / Patri Solder adalah suatu proses penyambungan antara dua logam atau lebih dengan menggunakan panas untuk mencairkan bahan tambah sebagai penyambung, dan bahan pelat yang disambung tidak turut mencair.

9 Skema penyolderan Solder / Patri

10 Solder / Patri Panas pembakaran Sistem pemanas gas LPG Sistem pemanas arang kayu

11 Las Resistansi (Tahanan) Las resistensi listrik adalah suatu cara pengelasan dimana permukaan pelat yang disambung ditekankan satu sama lain dan pada saat yang sama arus listrik dialirkan sehingga permukaan tersebut menjadi panas dan mencair karena adanya resistensi listrik. Dalam las ini terdapat dua kelompk sambungan yaitu sambungan tumpang dan sambungan tumpul.
12 Las Resistansi (Tahanan) Penyambungan pelat-pelat tipis sangat baik dikerjakan dengan las resistansi listrik. Proses penyambungan dengan las resistansi ini sangat sederhana, dimana sisi-sisi pelat yang akan disambung ditekan dengan dua elektroda dan pada saat yang sama arus listrik yang akan dialirkan pada daerah pelat yang akan ditekan melalui kedua elektroda. Akibat dari aliran arus listrik ini permukaan plat yang ditekan menjadi panas dan mencair, pencairan inilah yang menyebabkan terjadinya proses penyambungan.
13 Las Resistansi (Tahanan) Las Titik (spot welding) Proses pengelasan dengan las resistansi titik ini hasilnya pengelasan membentuk seperti titik. Skema pengelasan ini dapat dilihat pada gambar elektroda penekan terbuat batang tembaga yang dialiri arus listrik yakni, elektroda atas dan bawah. Elektroda sebelah bawah sebagai penumpu plat dalam keadaan diam dan elektroda atas bergerak menekan plat yang akan disambung. Agar pelat yang akan disambung tidak sampai bolong sewaktu proses terjadinya pencairan maka kedua ujung elektroda diberi air pendingin. Air pendingin ini dialirkan melalui selang-selang air secara terus menerus mendinginkan batang elektroda.
14 Las Resistansi (Tahanan) Las Titik (spot welding) Proses pengelasan dengan las resistansi titik ini hasilnya pengelasan membentuk seperti titik. Skema pengelasan ini dapat dilihat pada gambar elektroda penekan terbuat batang tembaga yang dialiri arus listrik yakni, elektroda atas dan bawah. Elektroda sebelah bawah sebagai penumpu plat dalam keadaan diam dan elektroda atas bergerak menekan plat yang akan disambung. Agar pelat yang akan disambung tidak sampai bolong sewaktu proses terjadinya pencairan maka kedua ujung elektroda diberi air pendingin. Air pendingin ini dialirkan melalui selang-selang air secara terus menerus mendinginkan batang elektroda.
15 Las Resistansi Titik

16 Las resistansi titik dengan penggerak tuas tangan
17 Las resistansi titik dengan penggerak tuas
18 Metode Penyambungan Las Busur Listrik Proses pengelasan merupakan ikatan metalurgi antara bahan dasar yang dilas dengan elektroda las yang digunakan, melalui energi panas. Energi masukan panas ini bersumber dari beberapa alternatif diantaranya energi dari panas pembakaran gas, atau energi listrik. Panas yang ditimbulkan dari hasil proses pengelasan ini melebihi dari titik lebur bahan dasar dan elektroda yang di las. Kisaran temperatur yang dapat dicapai pada proses pengelasan ini mencapai 2000 sampai 3000 ºC. Pada temperatur ini daerah yang mengalami pengelasan melebur secara bersamaan menjadi suatu ikatan metalurgi logam lasan.
 Gas pelindung (protective gas from electrode coating) Logam Lasan (mixten weld metal) Slag (terak) Jalur las yang terbentuk (soldered weld")
19 Skema Pengelasan Skema pengelasan ini terdiri dari : Inti elektroda (electrode wire) Fluks (electrode coating) Percikan logam lasan (metal droplets) Busur nyala (arcus) Gas pelindung (protective gas from electrode coating) Logam Lasan (mixten weld metal) Slag (terak) Jalur las yang terbentuk (soldered weld metal)
 o Kabel elektroda dan Tang")
20 Bagian-bagian Utama Mesin Las Mesin las terdiri dari: o Trafo Las o Pengatur arus pengelasan o Handel On Off (supply arus) o Kabel elektroda dan Tang masa

21 Perlengkapan Keselamatan Kerja Las o Pakaian Kerja o Sepatu Kerja o Apron Kulit/Jaket las o Sarung Tangan Kulit o Helm/Kedok las o Topi kerja o Masker Las o Respirator
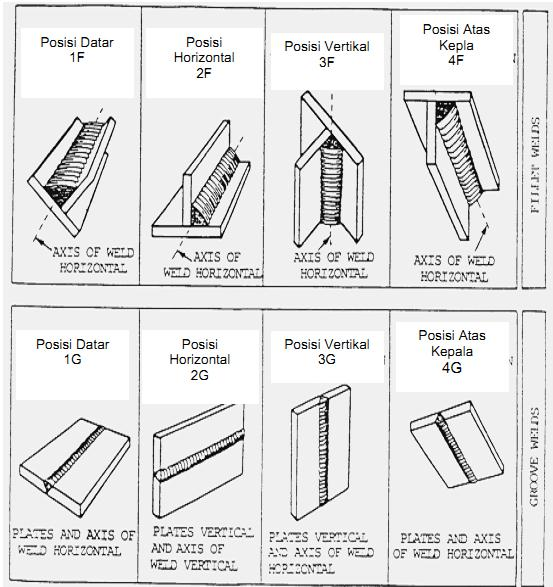
22 Macam-Macam Posisi Las
23 MUR DAN BAUT
24 MUR DAN BAUT Mur dan Baut merupakan alat pengikat yang sangat penting. Untuk mencegah kecelakaan atau kerusakan pada mesin, pemilihan Mur dan Baut sebagai alat pengikat harus dilakukan dengan seksama untuk mendapatkan ukuran yang sesuai. Untuk menentukan ukuran Mur dan baut, berbagai faktor harus diperhatikan seperti sifat gaya yang bekerja pada baut, syarat kerja, kekuatan bahan, kelas ketelitian dan lain sebagainya.
25 MUR DAN BAUT Adapun gaya-gaya yang bekerja pada baut dapat berupa; Beban statis aksial murni,beban aksial bersama dengan beban puntir, beban geser, dan beban tumbukan aksial. Bentuk-bentuk Mur dan Baut
26 MUR DAN BAUT Ring /Washer 1. Spring Washer : digunakan agar tidak mudah kendor 2. Plain Washer : Untuk merubah/menurunkan tekanan permukaan. dt = diameter dalam/diameter teras; untuk menentukan kekuatan. Dl = Diameter luar ; untuk menentukan ukuran

27 MUR DAN BAUT Ulir Sekrup Berupa Spiral.Jadi bila batang ulir kita belah dan kita buka, maka akan kita dapatkan bentuk sbb; Dimana α = sudut Helix, sudut perkalian Sudut α ada yang besar & ada yang kecil α besar Pada waktu mengencangkan mur-baut akan lebih cepat. α kecil Kita memerlukan putaran yang lebih dari α yang besar.
28 MUR DAN BAUT Ilustrasi : Bila suatu batang dililiti tali dan pada satu kali putaran, akan kita dapatkan sudut α yang kecil.

29 MUR DAN BAUT Karena kita ingin mendapatkan sudut α besar, maka kita gunakan lebih dari satu tali. Miss, 2 atau 3 tali α besar Untuk skrup kasar α kecil untuk skrup halus
30 MUR DAN BAUT Sehingga sering kita lihat, untuk diameter baut sama, tetapi jumlah ulirnya berbeda. Disini ulir halus persatuan panjang akan memiliki jumlah ulir lebih banyak dari pada ulir kasar. Sifat-sifat ulir sekrup halus 1. Diameter teras lebih besar dari diameter kasar, sehingga lebih kuat. 2. Sudut α kecil sehingga tidak mudah kendor/lepas. 3. Baik sekali untuk kekuatan sambungan yang bergetar. 4. Apabila sering dibuka pasang, akan mudah rusak. 5. Cara pemasangannya lama. 6. Cara pembuatannya harus lebih teliti.
31 MUR DAN BAUT Untuk ulir sekrup kasar, tentunya mempunyai sifat yang berkebalikan. Macam ulir ditinjau dari Negara asal/pembuatnya. 1. Ulir sekrup Withworth ( W ), satuan inchi, karena berasal dari Inggris, miss : W1/2 x 5. Artinya : Ulir sekrup With worth dengan DL = ½ dan L = 5.
.")
32 MUR DAN BAUT 2. Ulir sekrup yang berasal dari Amerika yang disebut Sellers ( s ). UNC, NF. Contoh : 5/8 18 UNC Artinya : dl = 5/8. L=18.
33 MUR DAN BAUT 3. Ulir sekrup yang berasal dari German yang disebut Metrik (M). Misal : M20 x 50. Artinya : dl = 20 mm, L = 50 mm
34 MUR DAN BAUT Macam ulir ditijau dari segi penggunaannya; 1. Ulir sekrup gerak 2. Ulir sekrup pengikatan. add. 1. Untuk merubah gerak putar menjadi gerak lurus dll. Ulir ini ada 2 macam: 1.1. Yang berbentuk segi empat 1.2. Yang berbentuk trapesium add. 2. Lir sekrup pengikatan 2.1. Bentuk segi tiga Bentuk trapesium.
 kecuali dijelaskan secara khusus")
35 MUR DAN BAUT Peristilahan ulir sekrup,untuk lebih jelas diperlihatkan ulir v yang tajam, sebetulnya puncak dan akar tersebut adalah datar atau melengkung selama operasi pembuatannya. Semua ulir dibuat sesuai dengan kaidah tangan kanan (right-bahd rule) kecuali dijelaskan secara khusus
Rivet. Mur dan Baut Fisher. Sekrup
 Yusron Sugiarto Rivet Mur dan Baut Fisher Sekrup Baut dan mur dapat digunakan untuk proses penyambungan antara dua bagian pelat. Proses penyambungan ini dapat dilakukan dengan mengebor bagian plat yang
Yusron Sugiarto Rivet Mur dan Baut Fisher Sekrup Baut dan mur dapat digunakan untuk proses penyambungan antara dua bagian pelat. Proses penyambungan ini dapat dilakukan dengan mengebor bagian plat yang
Yusron Sugiarto, STP, MP, MSc
 Yusron Sugiarto, STP, MP, MSc Rivet Mur dan Baut Fisher Sekrup Baut dan mur dapat digunakan untuk proses penyambungan antara dua bagian pelat. Proses penyambungan ini dapat dilakukan dengan mengebor bagian
Yusron Sugiarto, STP, MP, MSc Rivet Mur dan Baut Fisher Sekrup Baut dan mur dapat digunakan untuk proses penyambungan antara dua bagian pelat. Proses penyambungan ini dapat dilakukan dengan mengebor bagian
Baut dan mur dapat digunakan untuk proses penyambungan antara dua bagian pelat.
 Baut dan mur dapat digunakan untuk proses penyambungan antara dua bagian pelat. Proses penyambungan ini dapat dilakukan dengan mengebor bagian plat yang akan disambung sesuai dengan diameter baut dan mur
Baut dan mur dapat digunakan untuk proses penyambungan antara dua bagian pelat. Proses penyambungan ini dapat dilakukan dengan mengebor bagian plat yang akan disambung sesuai dengan diameter baut dan mur
MACAM-MACAM SAMBUNGAN
 MACAM-MACAM SAMBUNGAN A. Fungsi / Tujuan Sambungan Baja Suatu konstruksi bangunan baja adalah tersusun atas batang-batang baja yang digabung membentuk satu kesatuan bentuk konstruksi dengan menggunakan
MACAM-MACAM SAMBUNGAN A. Fungsi / Tujuan Sambungan Baja Suatu konstruksi bangunan baja adalah tersusun atas batang-batang baja yang digabung membentuk satu kesatuan bentuk konstruksi dengan menggunakan
MAKALAH PELATIHAN PROSES LAS BUSUR NYALA LISTRIK (SMAW)
") MAKALAH PELATIHAN PROSES LAS BUSUR NYALA LISTRIK (SMAW) PROGRAM IbPE KELOMPOK USAHA KERAJINAN ENCENG GONDOK DI SENTOLO, KABUPATEN KULONPROGO Oleh : Aan Ardian ardian@uny.ac.id FAKULTAS TEKNIK UNIVERSITAS
MAKALAH PELATIHAN PROSES LAS BUSUR NYALA LISTRIK (SMAW) PROGRAM IbPE KELOMPOK USAHA KERAJINAN ENCENG GONDOK DI SENTOLO, KABUPATEN KULONPROGO Oleh : Aan Ardian ardian@uny.ac.id FAKULTAS TEKNIK UNIVERSITAS
BAB II DASAR TEORI. Mesin perajang singkong dengan penggerak motor listrik 0,5 Hp mempunyai
 BAB II DASAR TEORI 2.1. Prinsip Kerja Mesin Perajang Singkong. Mesin perajang singkong dengan penggerak motor listrik 0,5 Hp mempunyai beberapa komponen, diantaranya adalah piringan, pisau pengiris, poros,
BAB II DASAR TEORI 2.1. Prinsip Kerja Mesin Perajang Singkong. Mesin perajang singkong dengan penggerak motor listrik 0,5 Hp mempunyai beberapa komponen, diantaranya adalah piringan, pisau pengiris, poros,
Semester III -3 SKS. Dr. Ir. SUDARSONO, M.T.
 Semester III -3 SKS Dr. Ir. SUDARSONO, M.T. Menggambar Mesin Fisika Mekanika Statika Struktur Proses Produksi Metalurgi Fisik 1. Menghitung kekuatan yang bekerja pada elemen mesin yang bersangkutan.
Semester III -3 SKS Dr. Ir. SUDARSONO, M.T. Menggambar Mesin Fisika Mekanika Statika Struktur Proses Produksi Metalurgi Fisik 1. Menghitung kekuatan yang bekerja pada elemen mesin yang bersangkutan.
PENGARUH BESAR ARUS LISTRIK DAN PANJANG BUSUR API TERHADAP HASIL PENGELASAN.
 PENGARUH BESAR ARUS LISTRIK DAN PANJANG BUSUR API TERHADAP HASIL PENGELASAN. Fenoria Putri Jurusan Teknik Mesin Politeknik Negeri Sriwijaya Jl.Srijaya Negara Bukit Besar Palembang 30139 Telp: 0711-353414,
PENGARUH BESAR ARUS LISTRIK DAN PANJANG BUSUR API TERHADAP HASIL PENGELASAN. Fenoria Putri Jurusan Teknik Mesin Politeknik Negeri Sriwijaya Jl.Srijaya Negara Bukit Besar Palembang 30139 Telp: 0711-353414,
DASAR-DASAR PENGELASAN
 DASAR-DASAR PENGELASAN Pengelasan adalah proses penyambungan material dengan menggunakan energi panas sehingga menjadi satu dengan atau tanpa tekanan. Pengelasan dapat dilakukan dengan : - pemanasan tanpa
DASAR-DASAR PENGELASAN Pengelasan adalah proses penyambungan material dengan menggunakan energi panas sehingga menjadi satu dengan atau tanpa tekanan. Pengelasan dapat dilakukan dengan : - pemanasan tanpa
BAB II TINJAUAN PUSTAKA
 Tugas Akhir Akhmad Faizal 2011310005 BAB II TINJAUAN PUSTAKA II.1 Pengertian Pengelasan Pengelasan adalah proses penyambungan antara dua bagian logam atau lebih dengan menggunakan energi panas. Menurut
Tugas Akhir Akhmad Faizal 2011310005 BAB II TINJAUAN PUSTAKA II.1 Pengertian Pengelasan Pengelasan adalah proses penyambungan antara dua bagian logam atau lebih dengan menggunakan energi panas. Menurut
BAB I PENDAHULUAN. logam menjadi satu akibat adanya energi panas. Teknologi pengelasan. selain digunakan untuk memproduksi suatu alat, pengelasan
 BAB I PENDAHULUAN A. Latar Belakang Pengelasan adalah suatu proses penggabungan logam dimana logam menjadi satu akibat adanya energi panas. Teknologi pengelasan selain digunakan untuk memproduksi suatu
BAB I PENDAHULUAN A. Latar Belakang Pengelasan adalah suatu proses penggabungan logam dimana logam menjadi satu akibat adanya energi panas. Teknologi pengelasan selain digunakan untuk memproduksi suatu
BAB I PENDAHULUAN. untuk memenuhi permintaan konsumennya. Konsumen merupakan faktor yang
 BAB I PENDAHULUAN 1.1. Latar Belakang Permasalahan Keberadaan perusahaan, baik perusahaan jasa maupun manufaktur adalah untuk memenuhi permintaan konsumennya. Konsumen merupakan faktor yang sangat penting
BAB I PENDAHULUAN 1.1. Latar Belakang Permasalahan Keberadaan perusahaan, baik perusahaan jasa maupun manufaktur adalah untuk memenuhi permintaan konsumennya. Konsumen merupakan faktor yang sangat penting
LAS BUSUR LISTRIK ELEKTRODE TERBUNGKUS (SHIELDED METAL ARC WELDING = SMAW)
") Page : 1 LAS BUSUR LISTRIK ELEKTRODE TERBUNGKUS (SHIELDED METAL ARC WELDING = SMAW) 1. PENDAHULUAN. Las busur listrik elektrode terbungkus ialah salah satu jenis prose las busur listrik elektrode terumpan,
Page : 1 LAS BUSUR LISTRIK ELEKTRODE TERBUNGKUS (SHIELDED METAL ARC WELDING = SMAW) 1. PENDAHULUAN. Las busur listrik elektrode terbungkus ialah salah satu jenis prose las busur listrik elektrode terumpan,
BAB XX DEFORMASI PADA KONSTRUKSI LAS
 BAB XX DEFORMASI PADA KONSTRUKSI LAS A. Gambaran Umum Deformasi. Deformasi adalah perubahan bentuk akibat adanya tegangan dalam logam yaitu tegangan memanjang dan tegangan melintang, yang disebabkan oleh
BAB XX DEFORMASI PADA KONSTRUKSI LAS A. Gambaran Umum Deformasi. Deformasi adalah perubahan bentuk akibat adanya tegangan dalam logam yaitu tegangan memanjang dan tegangan melintang, yang disebabkan oleh
I. PENDAHULUAN. selain jenisnya bervariasi, kuat, dan dapat diolah atau dibentuk menjadi berbagai
 I. PENDAHULUAN A. LATAR BELAKANG Dalam dunia industri, bahan-bahan yang digunakan kadang kala merupakan bahan yang berat. Bahan material baja adalah bahan paling banyak digunakan, selain jenisnya bervariasi,
I. PENDAHULUAN A. LATAR BELAKANG Dalam dunia industri, bahan-bahan yang digunakan kadang kala merupakan bahan yang berat. Bahan material baja adalah bahan paling banyak digunakan, selain jenisnya bervariasi,
MACAM MACAM SAMBUNGAN
 BAB 2 MACAM MACAM SAMBUNGAN Kompetensi Dasar Indikator : Memahami Dasar dasar Mesin : Menerangkan komponen/elemen mesin sesuai konsep keilmuan yang terkait Materi : 1. Sambungan tetap 2. Sambungan tidak
BAB 2 MACAM MACAM SAMBUNGAN Kompetensi Dasar Indikator : Memahami Dasar dasar Mesin : Menerangkan komponen/elemen mesin sesuai konsep keilmuan yang terkait Materi : 1. Sambungan tetap 2. Sambungan tidak
IV. HASIL DAN PEMBAHASAN
 IV. HASIL DAN PEMBAHASAN A. DATA ALAT DAN MATERIAL PENELITIAN 1. Material Penelitian Tipe Baja : AISI 1045 Bentuk : Pelat Tabel 7. Komposisi Kimia Baja AISI 1045 Pelat AISI 1045 Unsur Nilai Kandungan Unsur
IV. HASIL DAN PEMBAHASAN A. DATA ALAT DAN MATERIAL PENELITIAN 1. Material Penelitian Tipe Baja : AISI 1045 Bentuk : Pelat Tabel 7. Komposisi Kimia Baja AISI 1045 Pelat AISI 1045 Unsur Nilai Kandungan Unsur
BAB I LAS BUSUR LISTRIK
 BAB I LAS BUSUR LISTRIK A. Prinsip Kerja Las Busur Listrik Mengelas secara umum adalah suatu cara menyambung logam dengan menggunakan panas, tenaga panas pada proses pengelasan diperlukan untuk memanaskan
BAB I LAS BUSUR LISTRIK A. Prinsip Kerja Las Busur Listrik Mengelas secara umum adalah suatu cara menyambung logam dengan menggunakan panas, tenaga panas pada proses pengelasan diperlukan untuk memanaskan
Frekuensi yang digunakan berkisar antara 10 hingga 500 khz, dan elektrode dikontakkan dengan benda kerja sehingga dihasilkan sambungan la
 Pengelasan upset, hampir sama dengan pengelasan nyala, hanya saja permukaan kontak disatukan dengan tekanan yang lebih tinggi sehingga diantara kedua permukaan kontak tersebut tidak terdapat celah. Dalam
Pengelasan upset, hampir sama dengan pengelasan nyala, hanya saja permukaan kontak disatukan dengan tekanan yang lebih tinggi sehingga diantara kedua permukaan kontak tersebut tidak terdapat celah. Dalam
Konstruksi Baja. AR-2221 Struktur, Konstruksi dan Material
 Konstruksi Baja AR-2221 Struktur, Konstruksi dan Material Referensi Construction Material, their Nature and Behavior. Edited by. J.M. ILLSTON, E&FN Spon An Imprint of Chapman& Hall. Structure, Daniel L.
Konstruksi Baja AR-2221 Struktur, Konstruksi dan Material Referensi Construction Material, their Nature and Behavior. Edited by. J.M. ILLSTON, E&FN Spon An Imprint of Chapman& Hall. Structure, Daniel L.
STRUKTUR BAJA Fabrikasi komponen struktur baja. a. Komponen sambungan struktur baja; 1) Baja profil. 2) Baja pelat atau baja pilah
 Baja profil. 2) Baja pelat atau baja pilah") STRUKTUR BAJA 4.4.1 Fabrikasi komponen struktur baja a. Komponen sambungan struktur baja; 1) Baja profil 2) Baja pelat atau baja pilah b. Melaksanakan fabrikasi komponen struktur baja 1) Penandaan atau
STRUKTUR BAJA 4.4.1 Fabrikasi komponen struktur baja a. Komponen sambungan struktur baja; 1) Baja profil 2) Baja pelat atau baja pilah b. Melaksanakan fabrikasi komponen struktur baja 1) Penandaan atau
BAB 1 PENDAHULUAN 1.1 Latar Belakang
 BAB 1 PENDAHULUAN 1.1 Latar Belakang Las dalam bidang konstruksi sangat luas penggunaannya meliputi konstruksi jembatan, perkapalan, industri karoseri dll. Disamping untuk konstruksi las juga dapat untuk
BAB 1 PENDAHULUAN 1.1 Latar Belakang Las dalam bidang konstruksi sangat luas penggunaannya meliputi konstruksi jembatan, perkapalan, industri karoseri dll. Disamping untuk konstruksi las juga dapat untuk
UJIAN NASIONAL Tahun Pelajaran 2011/2012 SOAL TEORI KEJURUAN
 DOKUMEN NEGARA UJIAN NASIONAL Tahun Pelajaran 2011/2012 SOAL TEORI KEJURUAN Satuan Pendidikan : Sekolah Menengah Kejuruan (SMK) Kompetensi Keahlian : Teknik Pengelasan Kode Soal : 1227 Alokasi Waktu :
DOKUMEN NEGARA UJIAN NASIONAL Tahun Pelajaran 2011/2012 SOAL TEORI KEJURUAN Satuan Pendidikan : Sekolah Menengah Kejuruan (SMK) Kompetensi Keahlian : Teknik Pengelasan Kode Soal : 1227 Alokasi Waktu :
SOAL TES. Pilihlah satu jawaban yang anda anggap paling benar dengan memberikan tanda silang (X) pada huruf a, b, c atau d.
 pada huruf a, b, c atau d.") Lampiran 1. Instrumen Penelitian 69 SOAL TES Mata pelajaran Kelas Alokasi waktu : Fabrikasi Las Gas : X : 30 menit Pilihlah satu jawaban yang anda anggap paling benar dengan memberikan tanda silang (X)
Lampiran 1. Instrumen Penelitian 69 SOAL TES Mata pelajaran Kelas Alokasi waktu : Fabrikasi Las Gas : X : 30 menit Pilihlah satu jawaban yang anda anggap paling benar dengan memberikan tanda silang (X)
PENGARUH ARUS LISTRIK TERHADAP DAERAH HAZ LAS PADA BAJA KARBON
 TUGAS AKHIR PENGARUH ARUS LISTRIK TERHADAP DAERAH HAZ LAS PADA BAJA KARBON Diajukan Sebagai Salah Satu Syarat Menyelesaikan Program Studi Strata Satu Pada Jurusan Teknik Mesin Fakultas Teknik Universitas
TUGAS AKHIR PENGARUH ARUS LISTRIK TERHADAP DAERAH HAZ LAS PADA BAJA KARBON Diajukan Sebagai Salah Satu Syarat Menyelesaikan Program Studi Strata Satu Pada Jurusan Teknik Mesin Fakultas Teknik Universitas
II. TINJAUAN PUSTAKA. Seperti diketahui bahwa, di dalam baja karbon terdapat ferrite, pearlite, dan
 II. TINJAUAN PUSTAKA A. Baja Baja adalah paduan antara unsur besi (Fe) dan Carbon (C) serta beberapa unsur tambahan lain, seperti Mangan (Mn), Aluminium (Al), Silikon (Si) dll. Seperti diketahui bahwa,
II. TINJAUAN PUSTAKA A. Baja Baja adalah paduan antara unsur besi (Fe) dan Carbon (C) serta beberapa unsur tambahan lain, seperti Mangan (Mn), Aluminium (Al), Silikon (Si) dll. Seperti diketahui bahwa,
BAB II DASAR TEORI 2.1. Prinsip kerja Mesin Penghancur Kedelai 2.2. Gerenda Penghancur Dan Alur
 BAB II DASAR TEORI 2.1. Prinsip kerja Mesin Penghancur Kedelai Mesin penghancur kedelai dengan penggerak motor listrik 0,5 Hp, mengapa lebih memilih memekai motor listrik 0,5 Hp karena industri yang di
BAB II DASAR TEORI 2.1. Prinsip kerja Mesin Penghancur Kedelai Mesin penghancur kedelai dengan penggerak motor listrik 0,5 Hp, mengapa lebih memilih memekai motor listrik 0,5 Hp karena industri yang di
MENGELAS TINGKAT LANJUT
 KODE MODUL M5.20A SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN TEKNIK MESIN PROGRAM KEAHLIAN TEKNIK LAS MENGELAS TINGKAT LANJUT DENGAN PROSES LAS GAS TUNGSTEN BAGIAN PROYEK PENGEMBANGAN KURIKULUM DIREKTORAT
KODE MODUL M5.20A SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN TEKNIK MESIN PROGRAM KEAHLIAN TEKNIK LAS MENGELAS TINGKAT LANJUT DENGAN PROSES LAS GAS TUNGSTEN BAGIAN PROYEK PENGEMBANGAN KURIKULUM DIREKTORAT
BAB I PENDAHULUAN. Pengelasan adalah suatu proses penggabungan antara dua. logam atau lebih yang menggunakan energi panas.
 BAB I PENDAHULUAN 1.1. Latar Belakang Pengelasan adalah suatu proses penggabungan antara dua logam atau lebih yang menggunakan energi panas. Teknologi pengelasan tidak hanya digunakan untuk memproduksi
BAB I PENDAHULUAN 1.1. Latar Belakang Pengelasan adalah suatu proses penggabungan antara dua logam atau lebih yang menggunakan energi panas. Teknologi pengelasan tidak hanya digunakan untuk memproduksi
Teknologi Dan Rekayasa TUNGSTEN INERT GAS WELDING (TIG / GTAW)
") Teknologi Dan Rekayasa TUNGSTEN INERT GAS WELDING (TIG / GTAW) Pengesetan mesin las dan elektroda Tujuan : Setelah mempelajari topik ini, siswa dapat : Memahami cara mengeset mesin dan peralatan lainnya.
Teknologi Dan Rekayasa TUNGSTEN INERT GAS WELDING (TIG / GTAW) Pengesetan mesin las dan elektroda Tujuan : Setelah mempelajari topik ini, siswa dapat : Memahami cara mengeset mesin dan peralatan lainnya.
PELATIHAN PENGELASAN DAN PENGOPERASIAN KOMPRESOR
 MAKALAH PELATIHAN PENGELASAN DAN PENGOPERASIAN KOMPRESOR PROGRAM IbPE KELOMPOK USAHA KERAJINAN ENCENG GONDOK DI SENTOLO, KABUPATEN KULONPROGO Oleh : Aan Ardian ardian@uny.ac.id FAKULTAS TEKNIK UNIVERSITAS
MAKALAH PELATIHAN PENGELASAN DAN PENGOPERASIAN KOMPRESOR PROGRAM IbPE KELOMPOK USAHA KERAJINAN ENCENG GONDOK DI SENTOLO, KABUPATEN KULONPROGO Oleh : Aan Ardian ardian@uny.ac.id FAKULTAS TEKNIK UNIVERSITAS
JOB SHEET I. KOMPETENSI
 JOB SHEET I. KOMPETENSI : MENYAMBUNG PLAT (LOGAM LEMBARAN) II. SUB KOMPETENSI : MENYAMBUNG DENGAN MENGGUNAKAN TEKNIK LIPATAN DAN PENGUAT TEPI SECARA MANUAL III. Tujuan Pembelajaran: Setelah proses pembelajaran
JOB SHEET I. KOMPETENSI : MENYAMBUNG PLAT (LOGAM LEMBARAN) II. SUB KOMPETENSI : MENYAMBUNG DENGAN MENGGUNAKAN TEKNIK LIPATAN DAN PENGUAT TEPI SECARA MANUAL III. Tujuan Pembelajaran: Setelah proses pembelajaran
BAB II DASAR TEORI. 2.1 Pengertian rangka
 BAB II DASAR TEORI 2.1 Pengertian rangka Rangka adalah struktur datar yang terdiri dari sejumlah batang-batang yang disambung-sambung satu dengan yang lain pada ujungnya, sehingga membentuk suatu rangka
BAB II DASAR TEORI 2.1 Pengertian rangka Rangka adalah struktur datar yang terdiri dari sejumlah batang-batang yang disambung-sambung satu dengan yang lain pada ujungnya, sehingga membentuk suatu rangka
I. PENDAHULUAN. keling. Ruang lingkup penggunaan teknik pengelasan dalam konstruksi. transportasi, rel, pipa saluran dan lain sebagainya.
 I. PENDAHULUAN A. Latar Belakang Pengembangan teknologi di bidang konstruksi yang semakin maju tidak dapat dipisahkan dari pengelasan, karena mempunyai peranan penting dalam rekayasa dan reparasi logam.
I. PENDAHULUAN A. Latar Belakang Pengembangan teknologi di bidang konstruksi yang semakin maju tidak dapat dipisahkan dari pengelasan, karena mempunyai peranan penting dalam rekayasa dan reparasi logam.
Peralatan Las Busur Nyala Listrik
 Peralatan Las Busur Nyala Listrik Peralatan Las Busur Nyala Listrik 1. Mesin Las 2. Kabel Las 3. Pemegang Elektroda 4. Elektroda (Electrode) 5. Bahan Tambah (Fluks) Mesin Las Mesin las busur nyala listrik
Peralatan Las Busur Nyala Listrik Peralatan Las Busur Nyala Listrik 1. Mesin Las 2. Kabel Las 3. Pemegang Elektroda 4. Elektroda (Electrode) 5. Bahan Tambah (Fluks) Mesin Las Mesin las busur nyala listrik
TUGAS PENYAMBUNGAN MATERIAL 5 RACHYANDI NURCAHYADI ( )
") 1. Jelaskan tahapan kerja dari las titik (spot welding). Serta jelaskan mengapa pelelehan terjadi pada bagian tengah kedua pelat yang disambung Tahapan kerja dari las titik (spot welding) ialah : Dua lembaran
1. Jelaskan tahapan kerja dari las titik (spot welding). Serta jelaskan mengapa pelelehan terjadi pada bagian tengah kedua pelat yang disambung Tahapan kerja dari las titik (spot welding) ialah : Dua lembaran
I. PENDAHULUAN. sampah. Karena suhu yang diperoleh dengan pembakaran tadi sangat rendah maka
 I. PENDAHULUAN A. Latar Belakang Teknik penyambungan logam telah diketahui sejak dahulu kala. Sumber energi yang digunakan pada zaman dahulu diduga dihasilkan dari pembakaran kayu atau sampah. Karena suhu
I. PENDAHULUAN A. Latar Belakang Teknik penyambungan logam telah diketahui sejak dahulu kala. Sumber energi yang digunakan pada zaman dahulu diduga dihasilkan dari pembakaran kayu atau sampah. Karena suhu
BAB I PENDAHULUAN. mempunyai peranan yang sangat penting dalam rekayasa serta reparasi
 1 BAB I PENDAHULUAN 1.1 Latar Belakang Pengembangan teknologi dalam bidang konstruksi yang semakin maju dewasa ini, tidak akan terlepas dari teknologi atau teknik pengelasan karena mempunyai peranan yang
1 BAB I PENDAHULUAN 1.1 Latar Belakang Pengembangan teknologi dalam bidang konstruksi yang semakin maju dewasa ini, tidak akan terlepas dari teknologi atau teknik pengelasan karena mempunyai peranan yang
12. LAS DAN PAKU KELING
 12. LAS DAN PAKU KELING 12.1 LAS (WELDING) Las atau welding adalah menyambung metal dengan cara memanaskan baja hingga mencapai suhu lumer (meleleh) dengan ataupun tanpa bahan pengisi, yang kemudian setelah
12. LAS DAN PAKU KELING 12.1 LAS (WELDING) Las atau welding adalah menyambung metal dengan cara memanaskan baja hingga mencapai suhu lumer (meleleh) dengan ataupun tanpa bahan pengisi, yang kemudian setelah
PROSES DASAR PEMBENTUKAN LOGAM
 PROSES DASAR PEMBENTUKAN LOGAM PENGERTIAN Pengecoran (casting) adalah suatu proses penuangan materi cair seperti logam atau plastik yang dimasukkan ke dalam cetakan, kemudian dibiarkan membeku di dalam
PROSES DASAR PEMBENTUKAN LOGAM PENGERTIAN Pengecoran (casting) adalah suatu proses penuangan materi cair seperti logam atau plastik yang dimasukkan ke dalam cetakan, kemudian dibiarkan membeku di dalam
I. PENDAHULUAN. berperan dalam proses manufaktur komponen yang dilas, yaitu design,
 I. PENDAHULUAN A. LATAR BELAKANG Proses pengelasan merupakan proses penyambungan dua potong logam dengan pemanasan sampai keadaan plastis atau cair, dengan atau tanpa tekanan. Perlu diketahui bahwa ada
I. PENDAHULUAN A. LATAR BELAKANG Proses pengelasan merupakan proses penyambungan dua potong logam dengan pemanasan sampai keadaan plastis atau cair, dengan atau tanpa tekanan. Perlu diketahui bahwa ada
BAB I PENDAHULUAN. panas yang dihasilkan dari tahanan arus listrik. Spot welding banyak
 BAB I PENDAHULUAN 1.1 Latar Belakang Resistance Spot welding adalah salah satu jenis metode pengelasan dimana dua plat atau lebih disambungkan menggunakan panas yang dihasilkan dari tahanan arus listrik.
BAB I PENDAHULUAN 1.1 Latar Belakang Resistance Spot welding adalah salah satu jenis metode pengelasan dimana dua plat atau lebih disambungkan menggunakan panas yang dihasilkan dari tahanan arus listrik.
BAB II DASAR TEORI 2.1 Pengertian Umum Mesin Perontok Padi 2.2 Rangka
 BAB II DASAR TEORI 2.1 Pengertian Umum Mesin Perontok Padi Mesin perontok padi adalah suatu mesin yang digunakan untuk mempermudah pekerjaan manusia untuk memisahkan antara jerami dengan bulir padi atau
BAB II DASAR TEORI 2.1 Pengertian Umum Mesin Perontok Padi Mesin perontok padi adalah suatu mesin yang digunakan untuk mempermudah pekerjaan manusia untuk memisahkan antara jerami dengan bulir padi atau
MENGELAS DENGAN PROSES LAS GAS METAL
 KODE MODUL M5.17A SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN TEKNIK MESIN PROGRAM KEAHLIAN TEKNIK LAS MENGELAS DENGAN PROSES LAS GAS METAL MENGELAS BAGIAN PROYEK PENGEMBANGAN KURIKULUM DIREKTORAT PENDIDIKA
KODE MODUL M5.17A SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN TEKNIK MESIN PROGRAM KEAHLIAN TEKNIK LAS MENGELAS DENGAN PROSES LAS GAS METAL MENGELAS BAGIAN PROYEK PENGEMBANGAN KURIKULUM DIREKTORAT PENDIDIKA
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Statika rangka Dalam konstruksi rangka terdapat gaya-gaya yang bekerja pada rangka tersebut. Dalam ilmu statika keberadaan gaya-gaya yang mempengaruhi sistem menjadi suatu obyek
BAB II LANDASAN TEORI 2.1 Statika rangka Dalam konstruksi rangka terdapat gaya-gaya yang bekerja pada rangka tersebut. Dalam ilmu statika keberadaan gaya-gaya yang mempengaruhi sistem menjadi suatu obyek
ELEMEN PENGIKAT SAMBUNGAN PERMANEN ( PENGELASAN & PENYOLDERAN )
") ELEMEN PENGIKAT SAMBUNGAN PERMANEN ( PENGELASAN & PENYOLDERAN ) ANGGOTA KELOMPOK 4 ELEMEN MESIN ( LAS & SOLDER ) LAS SOLDER ELEMEN MESIN ( LAS & SOLDER ) PENGERTIAN KLASIFIKASI PROSES REAKSI KIMIA PROSES
ELEMEN PENGIKAT SAMBUNGAN PERMANEN ( PENGELASAN & PENYOLDERAN ) ANGGOTA KELOMPOK 4 ELEMEN MESIN ( LAS & SOLDER ) LAS SOLDER ELEMEN MESIN ( LAS & SOLDER ) PENGERTIAN KLASIFIKASI PROSES REAKSI KIMIA PROSES
BAB II PENGELASAN SECARA UMUM. Ditinjau dari aspek metalurgi proses pengelasan dapat dikelompokkan
 II - 1 BAB II PENGELASAN SECARA UMUM 2.1 Dasar Teori 2.1.1 Pengelasan Ditinjau dari aspek metalurgi proses pengelasan dapat dikelompokkan menjadi dua, pertama las cair (fussion welding) yaitu pengelasan
II - 1 BAB II PENGELASAN SECARA UMUM 2.1 Dasar Teori 2.1.1 Pengelasan Ditinjau dari aspek metalurgi proses pengelasan dapat dikelompokkan menjadi dua, pertama las cair (fussion welding) yaitu pengelasan
BAB I PENDAHULUAN. Gambar. Skema pengelasan TIG(tungsten inert gas) [1]
![BAB I PENDAHULUAN. Gambar. Skema pengelasan TIG(tungsten inert gas) [1]](/thumbs/63/49531035.jpg "BAB I PENDAHULUAN. Gambar. Skema pengelasan TIG(tungsten inert gas) [1]") BAB I PENDAHULUAN 1.1. Las TIG (TUNGSTEN INERT GAS) Las gas tungsten (las TIG) adalah proses pengelasan dimana busur nyala listrik ditimbulkan oleh elektroda tungsten (elektroda takterumpan) dengan benda
BAB I PENDAHULUAN 1.1. Las TIG (TUNGSTEN INERT GAS) Las gas tungsten (las TIG) adalah proses pengelasan dimana busur nyala listrik ditimbulkan oleh elektroda tungsten (elektroda takterumpan) dengan benda
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 K3 (Kesehatan dan Keselamatan Kerja) Dalam proses pembuatan mesin pengupas kulit kentang perlu memperhatikan masalah kesehatan dan keselamatan kerja (K3). Adapun maksud
BAB IV HASIL DAN PEMBAHASAN 4.1 K3 (Kesehatan dan Keselamatan Kerja) Dalam proses pembuatan mesin pengupas kulit kentang perlu memperhatikan masalah kesehatan dan keselamatan kerja (K3). Adapun maksud
BAB II PENDEKATAN PEMECAHAN MASALAH. Identifikasi gambar kerja merupakan langkah untuk mengetahui gambar
 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Identifikasi gambar kerja merupakan langkah untuk mengetahui gambar kerja sebagai acuan dari perancang yang ditujukan untuk membuat komponenkomponen
BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Identifikasi gambar kerja merupakan langkah untuk mengetahui gambar kerja sebagai acuan dari perancang yang ditujukan untuk membuat komponenkomponen
BAB IV PERUBAHAN BENTUK DALAM PENGELASAN. tambahan untuk cairan logam las diberikan oleh cairan flux atau slag yang terbentuk.
 IV - 1 BAB IV PERUBAHAN BENTUK DALAM PENGELASAN SMAW adalah proses las busur manual dimana panas pengelasan dihasilkan oleh busur listrik antara elektroda terumpan berpelindung flux dengan benda kerja.
IV - 1 BAB IV PERUBAHAN BENTUK DALAM PENGELASAN SMAW adalah proses las busur manual dimana panas pengelasan dihasilkan oleh busur listrik antara elektroda terumpan berpelindung flux dengan benda kerja.
BAB I PENDAHULUAN. 1.1 Latar Belakang. Pengembangan teknologi di bidang konstruksi yang semakin maju tidak
 BAB I PENDAHULUAN 1.1 Latar Belakang Pengembangan teknologi di bidang konstruksi yang semakin maju tidak dapat dipisahkan dari pengelasan karena mempunyai peranan penting dalam rekayasa dan reparasi logam.
BAB I PENDAHULUAN 1.1 Latar Belakang Pengembangan teknologi di bidang konstruksi yang semakin maju tidak dapat dipisahkan dari pengelasan karena mempunyai peranan penting dalam rekayasa dan reparasi logam.
Gambar 1.7 Pengelasan busur plasma
 Gambar 1.7 Pengelasan busur plasma Suhu plasma sekitar 28.000 O C atau lebih besar, cukup panas untuk mencairkan setiap logam yang dikenal. Panas ini diperoleh akibat terkonstrasinya daya sehingga dihasilkan
Gambar 1.7 Pengelasan busur plasma Suhu plasma sekitar 28.000 O C atau lebih besar, cukup panas untuk mencairkan setiap logam yang dikenal. Panas ini diperoleh akibat terkonstrasinya daya sehingga dihasilkan
BAB III METODOLOGI PENELITIAN. Area terhadap hasil rancang bangun alat Uji Konduktivitas Thermal Material.
 BAB III METODOLOGI PENELITIAN 3.1 Tempat dan Waktu 3.1.1. TEMPAT Pengujian dilakukan di laboratorium Prestasi Mesin Universitas Medan Area terhadap hasil rancang bangun alat Uji Konduktivitas Thermal Material.
BAB III METODOLOGI PENELITIAN 3.1 Tempat dan Waktu 3.1.1. TEMPAT Pengujian dilakukan di laboratorium Prestasi Mesin Universitas Medan Area terhadap hasil rancang bangun alat Uji Konduktivitas Thermal Material.
Palu Besi. Rivet 3. Penggaris Busur 4.
 NO. 1. GAMBAR Palu Besi 2. Rivet 3. Penggaris Busur 4. Penggaris Siku 5. Patri FUNGSI Alat untuk memukul atau membengkokan benda yang kerja yang keras sasuai dengan bentuk yang kita inginkan. Yaitu tangan
NO. 1. GAMBAR Palu Besi 2. Rivet 3. Penggaris Busur 4. Penggaris Siku 5. Patri FUNGSI Alat untuk memukul atau membengkokan benda yang kerja yang keras sasuai dengan bentuk yang kita inginkan. Yaitu tangan
BAB IV PROSES PENGERJAAN DAN PENGUJIAN
 BAB IV PROSES PENGERJAAN DAN PENGUJIAN Pada bab ini akan dibahas mengenai pembuatan dan pengujian alat yang selanjutnya akan di analisa, hal ini dimaksudkan untuk memperoleh data yang dibutuhkan dan untuk
BAB IV PROSES PENGERJAAN DAN PENGUJIAN Pada bab ini akan dibahas mengenai pembuatan dan pengujian alat yang selanjutnya akan di analisa, hal ini dimaksudkan untuk memperoleh data yang dibutuhkan dan untuk
BAB III METODE PROSES PEMBUATAN
 BAB III METODE PROSES PEMBUATAN Dalam bab ini akan dibahas mengenai tempat serta waktu dilakukannya proses pembuatan dapur busur listrik, alat dan bahan yang digunakan dalam proses pembuatan dapur busur
BAB III METODE PROSES PEMBUATAN Dalam bab ini akan dibahas mengenai tempat serta waktu dilakukannya proses pembuatan dapur busur listrik, alat dan bahan yang digunakan dalam proses pembuatan dapur busur
Melakukan Pekerjaan Las Busur Manual
 Assalamu alaikum wr. wb. Dalam memproduksi suatu product, banyak sekali dunia usaha maupun dunia industri yang tidak terlepas dari proses pengelasan. Untuk itu, saat ini kita akan membahas mengenai pengelasan
Assalamu alaikum wr. wb. Dalam memproduksi suatu product, banyak sekali dunia usaha maupun dunia industri yang tidak terlepas dari proses pengelasan. Untuk itu, saat ini kita akan membahas mengenai pengelasan
LAPORAN PRAKTIKUM LAS DAN TEMPA
 LAPORAN PRAKTIKUM LAS DAN TEMPA Disusun guna memenuhi salah satu tugas mata kuliah Praktek Las dan Tempa Disusun Oleh: FAJAR RIZKI SAPUTRA K2513021 PTM A PROGRAM STUDI PENDIDIKAN TEKNIK MESIN JURUSAN PENDIDIKAN
LAPORAN PRAKTIKUM LAS DAN TEMPA Disusun guna memenuhi salah satu tugas mata kuliah Praktek Las dan Tempa Disusun Oleh: FAJAR RIZKI SAPUTRA K2513021 PTM A PROGRAM STUDI PENDIDIKAN TEKNIK MESIN JURUSAN PENDIDIKAN
Integrity, Professionalism, & Entrepreneurship. Mata Kuliah : Perancangan Struktur Baja Kode : CIV 303. Sambungan Las.
 Mata Kuliah : Perancangan Struktur Baja Kode : CIV 303 SKS : 3 SKS Sambungan Las Pertemuan 9, 10 TIU : Mahasiswa dapat merencanakan kekuatan elemen struktur baja beserta alat sambungnya TIK : Mahasiswa
Mata Kuliah : Perancangan Struktur Baja Kode : CIV 303 SKS : 3 SKS Sambungan Las Pertemuan 9, 10 TIU : Mahasiswa dapat merencanakan kekuatan elemen struktur baja beserta alat sambungnya TIK : Mahasiswa
LAB LAS. Pengelasan SMAW
 1. Tujuan Mahasiswa memahami prinsip kerja dari las SMAW (Shileded Metal Arc Welding) dan fungsi bagian-bagian dari perlatan las SMAW serta keselamatan kerja las SMAW, sehingga mahasiswa dapat melakukan
1. Tujuan Mahasiswa memahami prinsip kerja dari las SMAW (Shileded Metal Arc Welding) dan fungsi bagian-bagian dari perlatan las SMAW serta keselamatan kerja las SMAW, sehingga mahasiswa dapat melakukan
BAB III PENELITIAN DAN ANALISA
 BAB III PENELITIAN DAN ANALISA 3.1 Dimensi Benda Uji Spesifikasi benda uji yang digunakan dalam penelitian ini adalah sebagai berikut: 1. Benda uji dibuat dengan ukuran Diameter pipa x Panjang (12 x 1350
BAB III PENELITIAN DAN ANALISA 3.1 Dimensi Benda Uji Spesifikasi benda uji yang digunakan dalam penelitian ini adalah sebagai berikut: 1. Benda uji dibuat dengan ukuran Diameter pipa x Panjang (12 x 1350
LAS LISTRIK LAPORAN PRAKTIKUM. Diajukan Untuk Memenuhi Tugas Praktikum Teknik Pelayanan dan Perawatan. Dosen Pembimbing :
 LAS LISTRIK LAPORAN PRAKTIKUM Diajukan Untuk Memenuhi Tugas Praktikum Teknik Pelayanan dan Perawatan Dosen Pembimbing : Bintang Ihwan Moehady, Ir, MSc. Disusun oleh : Via Siti Masluhah 101411030 Yuniar
LAS LISTRIK LAPORAN PRAKTIKUM Diajukan Untuk Memenuhi Tugas Praktikum Teknik Pelayanan dan Perawatan Dosen Pembimbing : Bintang Ihwan Moehady, Ir, MSc. Disusun oleh : Via Siti Masluhah 101411030 Yuniar
ANALISA PENGARUH MEDIA PENDINGIN TERHADAP PENGELASAN ELEKTRODA RB-26 AWS E 6013 DENGAN PENGUJIAN BENDING
 ANALISA ENGARUH MEDIA ENDINGIN TERHADA ENGELASAN ELEKTRODA RB-26 AWS E 6013 DENGAN ENGUJIAN BENDING Deki rikma & Syahrizal Teknik erkapalan oliteknik Bengkalis Jl. Bathin Alam, Sei-Alam, Bengkalis-Riau
ANALISA ENGARUH MEDIA ENDINGIN TERHADA ENGELASAN ELEKTRODA RB-26 AWS E 6013 DENGAN ENGUJIAN BENDING Deki rikma & Syahrizal Teknik erkapalan oliteknik Bengkalis Jl. Bathin Alam, Sei-Alam, Bengkalis-Riau
Ditinjau dari macam pekerjan yang dilakukan, dapat disebut antara lain: 1. Memotong
 Pengertian bengkel Ialah tempat (bangunan atau ruangan) untuk perawatan / pemeliharaan, perbaikan, modifikasi alt dan mesin, tempat pembuatan bagian mesin dan perakitan alsin. Pentingnya bengkel pada suatu
Pengertian bengkel Ialah tempat (bangunan atau ruangan) untuk perawatan / pemeliharaan, perbaikan, modifikasi alt dan mesin, tempat pembuatan bagian mesin dan perakitan alsin. Pentingnya bengkel pada suatu
BAB II KERANGKA TEORI
 BAB II KERANGKA TEORI 2.1. Pengertian Las Definisi pengelasan menurut DIN (Deutsche Industrie Norman) adalah ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan dalam keadaan lumer
BAB II KERANGKA TEORI 2.1. Pengertian Las Definisi pengelasan menurut DIN (Deutsche Industrie Norman) adalah ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan dalam keadaan lumer
RANGKUMAN LAS TIG DAN MIG GUNA MEMENUHI TUGAS TEORI PENGELASAN
 RANGKUMAN LAS TIG DAN MIG GUNA MEMENUHI TUGAS TEORI PENGELASAN Oleh : MUH. NURHIDAYAT 5201412071 FAKULTAS TEKNIK JURUSAN TEKNIK MESIN UNIVERSITAS NEGERI SEMARANG A. Las TIG ( Tungsten Inert Gas) 1. Pengertian
RANGKUMAN LAS TIG DAN MIG GUNA MEMENUHI TUGAS TEORI PENGELASAN Oleh : MUH. NURHIDAYAT 5201412071 FAKULTAS TEKNIK JURUSAN TEKNIK MESIN UNIVERSITAS NEGERI SEMARANG A. Las TIG ( Tungsten Inert Gas) 1. Pengertian
FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA LATIHAN LAS LISTRIK (MEMBUAT RIGI-RIGI LAS) NO REVISI TANGGAL HALAMAN JST/TSP/ dari 9
 NO REVISI TANGGAL HALAMAN JST/TSP/ dari 9") JST/TSP/01 00 10-01-08 1 dari 9 A. Kompetensi Mahasiswa mampu mengelas dengan mesin las las listrik pada berbagai posisi dan bentuk las yang merupakan dasar untuk pekerjaan struktur dan nonstruktur teknik
JST/TSP/01 00 10-01-08 1 dari 9 A. Kompetensi Mahasiswa mampu mengelas dengan mesin las las listrik pada berbagai posisi dan bentuk las yang merupakan dasar untuk pekerjaan struktur dan nonstruktur teknik
MODUL 9 ALAT KERJA TANGAN DAN MESI N (MENGEBOR DAN MELUASKAN) TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH :
 TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH :") MODUL 9 ALAT KERJA TANGAN DAN MESI N () TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs. SOEBANDONO LEMBAR KERJA SISWA 9 Macam-macam bor Dibuat dari baja karbon tinggi
MODUL 9 ALAT KERJA TANGAN DAN MESI N () TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs. SOEBANDONO LEMBAR KERJA SISWA 9 Macam-macam bor Dibuat dari baja karbon tinggi
SUBMARGED ARC WELDING (SAW)
") SUBMARGED ARC WELDING Pengertian (SAW) Submerged Arc Welding (SAW) merupakan salah satu jenis pengelasan busur listrik dengan memanaskan serta mencairkan benda kerja dan elektroda oleh busur listrik yang
SUBMARGED ARC WELDING Pengertian (SAW) Submerged Arc Welding (SAW) merupakan salah satu jenis pengelasan busur listrik dengan memanaskan serta mencairkan benda kerja dan elektroda oleh busur listrik yang
BAB III METODE PEMBUATAN
 BAB III METODE PEMBUATAN 3.1. KONSEP PEMBUATAN ALAT Membuat suatu produk atau alat memerlukan peralatan dan pemesinan yang dapat dipergunakan dengan tepat dan ekonomis. Pemilihan mesin atau proses yang
BAB III METODE PEMBUATAN 3.1. KONSEP PEMBUATAN ALAT Membuat suatu produk atau alat memerlukan peralatan dan pemesinan yang dapat dipergunakan dengan tepat dan ekonomis. Pemilihan mesin atau proses yang
FM-UII-AA-FKU-01/R0. Fakultas : Teknologi Industri Jumlah Halaman : 28 Jurusan / Program Studi : Teknik Industri Kode Praktikum ` MESIN GERGAJI & LAS
 MESIN GERGAJI & LAS 1. TUJUAN PEMBELAJARAN a. Mahasiswa dapat memahami komponen Mesin Gergaji dan fungsinya b. Mahasiswa dapat memahami prinsip kerja pada Mesin Gergaji c. Mahasiswa dapat memahami jenis-jenis
MESIN GERGAJI & LAS 1. TUJUAN PEMBELAJARAN a. Mahasiswa dapat memahami komponen Mesin Gergaji dan fungsinya b. Mahasiswa dapat memahami prinsip kerja pada Mesin Gergaji c. Mahasiswa dapat memahami jenis-jenis
RENCANA PELAKSANAAN PEMBELAJARAN
 RENCANA PELAKSANAAN PEMBELAJARAN Mata Pelajaran : Kompetensi Kejuruan Program Keahlian : Otomotif Perbaikan Kendaraan Ringan Kelas / Semester : XI / II Standar Kompetensi : Melaksanakan Prosedur Pengelasan,
RENCANA PELAKSANAAN PEMBELAJARAN Mata Pelajaran : Kompetensi Kejuruan Program Keahlian : Otomotif Perbaikan Kendaraan Ringan Kelas / Semester : XI / II Standar Kompetensi : Melaksanakan Prosedur Pengelasan,
Analisa Hasil Lasan Stud Welding Pada Baja AISI 304 dan Baja XW 42 Terhadap Kekuatan Tarik dan Kekerasan
 SEMINAR NASIONAL INOVASI DAN APLIKASI TEKNOLOGI DI INDUSTRI (SENIATI) 2016 ISSN : 2085-4218 Analisa Hasil Lasan Stud Welding Pada Baja AISI 304 dan Baja XW 42 Terhadap Kekuatan Tarik dan Kekerasan Basuki
SEMINAR NASIONAL INOVASI DAN APLIKASI TEKNOLOGI DI INDUSTRI (SENIATI) 2016 ISSN : 2085-4218 Analisa Hasil Lasan Stud Welding Pada Baja AISI 304 dan Baja XW 42 Terhadap Kekuatan Tarik dan Kekerasan Basuki
Laporan Praktik Pengelasan Lanjut. Membuat rigi-rigi las posisi 3G dan Pengisian Posisi 3G. Membuat rigi-rigi las posisi 4G dan Pengisian Posisi 4G
 Laporan Praktik Pengelasan Lanjut A. Tujuan Praktik Pengelasan Lanjut Mahasiswa mampu melaksanakan pengelasan dengan las SMAW, berbagai posisi pengelasan. B. Deskripsi Praktik Pengelasan Lanjut Membuat
Laporan Praktik Pengelasan Lanjut A. Tujuan Praktik Pengelasan Lanjut Mahasiswa mampu melaksanakan pengelasan dengan las SMAW, berbagai posisi pengelasan. B. Deskripsi Praktik Pengelasan Lanjut Membuat
Penelitian Kekuatan Sambungan Las pada Plat untuk Dek Kapal Berbahan Plat Baja terhadap Sifat Fisis dan Mekanis dengan Metode Pengelasan MIG
 TUGAS AKHIR Penelitian Kekuatan Sambungan Las pada Plat untuk Dek Kapal Berbahan Plat Baja terhadap Sifat Fisis dan Mekanis dengan Metode Pengelasan MIG Disusun : MUHAMMAD SULTON NIM : D.200.01.0120 NIRM
TUGAS AKHIR Penelitian Kekuatan Sambungan Las pada Plat untuk Dek Kapal Berbahan Plat Baja terhadap Sifat Fisis dan Mekanis dengan Metode Pengelasan MIG Disusun : MUHAMMAD SULTON NIM : D.200.01.0120 NIRM
I. PENDAHULUAN. atau lebih dengan memanfaatkan energi panas. luas, seperti pada kontruksi bangunan baja dan kontruksi mesin.
 I. PENDAHULUAN A. Latar Belakang Pengelasan merupakan suatu proses penting di dalam dunia industri dan merupakan bagian yang tak terpisahkan dari pertumbuhan industri, karena memegang peranan utama dalam
I. PENDAHULUAN A. Latar Belakang Pengelasan merupakan suatu proses penting di dalam dunia industri dan merupakan bagian yang tak terpisahkan dari pertumbuhan industri, karena memegang peranan utama dalam
BAB III METODE PEMBUATAN
 BAB III METODE PEMBUATAN 3.1. Metode Pembuatan Metodologi yang digunakan dalam pembuatan paratrike ini, yaitu : a. Studi Literatur Sebagai landasan dalam pembuatan paratrike diperlukan teori yang mendukung
BAB III METODE PEMBUATAN 3.1. Metode Pembuatan Metodologi yang digunakan dalam pembuatan paratrike ini, yaitu : a. Studi Literatur Sebagai landasan dalam pembuatan paratrike diperlukan teori yang mendukung
C. RUANG LINGKUP Adapun rung lingkup dari penulisan praktikum ini adalah sebagai berikut: 1. Kerja las 2. Workshop produksi dan perancangan
 BAB I PENDAHULUAN A. LATAR BELAKANG Dengan dibuatnya laporan ini, sebagai hasil praktikum yang sudah dilakukan dan berberapa pengalaman maupun temuan semasa praktikum, kita dapat mengevaluasinya secara
BAB I PENDAHULUAN A. LATAR BELAKANG Dengan dibuatnya laporan ini, sebagai hasil praktikum yang sudah dilakukan dan berberapa pengalaman maupun temuan semasa praktikum, kita dapat mengevaluasinya secara
BAB II TINJAUAN PUSTAKA. dalam tekan sebelum terjadi kegagalan (Bowles, 1985).
.") BAB II TINJAUAN PUSTAKA 2.1. Baja Baja adalah salah satu bahan konstruksi yang penting. Sifat-sifatnya yang terutama adalah kekuatannya yang tinggi dan sifat keliatannya. Keliatan (ductility) adalah kemampuan
BAB II TINJAUAN PUSTAKA 2.1. Baja Baja adalah salah satu bahan konstruksi yang penting. Sifat-sifatnya yang terutama adalah kekuatannya yang tinggi dan sifat keliatannya. Keliatan (ductility) adalah kemampuan
BAB III TEKNOLOGI PENGELASAN PIPA UNTUK PROSES SMAW. SMAW ( Shielded Metal Arc Welding ) salah satu jenis proses las busur
 salah satu jenis proses las busur") III- 1 BAB III TEKNOLOGI PENGELASAN PIPA UNTUK PROSES SMAW 3.1 Pendahuluan SMAW ( Shielded Metal Arc Welding ) salah satu jenis proses las busur listrik electrode terumpan, yang menggunakan busur listrik
III- 1 BAB III TEKNOLOGI PENGELASAN PIPA UNTUK PROSES SMAW 3.1 Pendahuluan SMAW ( Shielded Metal Arc Welding ) salah satu jenis proses las busur listrik electrode terumpan, yang menggunakan busur listrik
TUGAS AKHIR. PENGARUH JENIS ELEKTRODA PADA HASIL PENGELASAN PELAT BAJA St 32 DENGAN KAMPUH V TUNGGAL TERHADAP STRUKTUR MIKRO DAN KEKUATAN TARIKNYA
 TUGAS AKHIR PENGARUH JENIS ELEKTRODA PADA HASIL PENGELASAN PELAT BAJA St 32 DENGAN KAMPUH V TUNGGAL TERHADAP STRUKTUR MIKRO DAN KEKUATAN TARIKNYA Diajukan Sebagai Salah Satu Syarat Menyelesaikan Program
TUGAS AKHIR PENGARUH JENIS ELEKTRODA PADA HASIL PENGELASAN PELAT BAJA St 32 DENGAN KAMPUH V TUNGGAL TERHADAP STRUKTUR MIKRO DAN KEKUATAN TARIKNYA Diajukan Sebagai Salah Satu Syarat Menyelesaikan Program
KARAKTERISTIK HASIL PENGELASAN PIPA DENGAN BEBERAPA VARIASI ARUS LAS BUSUR LISTRIK
 KARAKTERISTIK HASIL PENGELASAN PIPA DENGAN BEBERAPA VARIASI ARUS LAS BUSUR LISTRIK Syaripuddin Teknik Mesin, Fakultas Teknik, Universitas Negeri Jakarta e-mail : syaripuddin_andre@yahoo.com ABSTRAK Penelitian
KARAKTERISTIK HASIL PENGELASAN PIPA DENGAN BEBERAPA VARIASI ARUS LAS BUSUR LISTRIK Syaripuddin Teknik Mesin, Fakultas Teknik, Universitas Negeri Jakarta e-mail : syaripuddin_andre@yahoo.com ABSTRAK Penelitian
Pengaruh Variasi Waktu dan Tebal Plat Pada Las Titik terhadap Sifat Fisis dan Mekanis Sambungan Las Baja Karbon Rendah
 TUGAS AKHIR Pengaruh Variasi Waktu dan Tebal Plat Pada Las Titik terhadap Sifat Fisis dan Mekanis Sambungan Las Baja Karbon Rendah Disusun : MT ERRY DANIS NIM : D.200.01.0055 NIRM : 01.6.106.03030.50055
TUGAS AKHIR Pengaruh Variasi Waktu dan Tebal Plat Pada Las Titik terhadap Sifat Fisis dan Mekanis Sambungan Las Baja Karbon Rendah Disusun : MT ERRY DANIS NIM : D.200.01.0055 NIRM : 01.6.106.03030.50055
PENGARUH VARIASI KUAT ARUS LAS LISTRIK PADA SUDUT KAMPUH V GANDA TERHADAP KEKUATAN TARIK DAN KETANGGUHAN IMPACT DARI MATERIAL ST 37
 PENGARUH VARIASI KUAT ARUS LAS LISTRIK PADA SUDUT KAMPUH V GANDA TERHADAP KEKUATAN TARIK DAN KETANGGUHAN IMPACT DARI MATERIAL ST 37 SKRIPSI Skripsi Yang Diajukan Untuk Melengkapi Syarat Memperoleh Gelar
PENGARUH VARIASI KUAT ARUS LAS LISTRIK PADA SUDUT KAMPUH V GANDA TERHADAP KEKUATAN TARIK DAN KETANGGUHAN IMPACT DARI MATERIAL ST 37 SKRIPSI Skripsi Yang Diajukan Untuk Melengkapi Syarat Memperoleh Gelar
PERATURAN MENTERI TENAGA KERJA DAN TRANSMIGRASI. No : PER. 02/MEN/1982 TENTANG KWALIFIKASI JURU LAS DI TEMPAT KERJA
 PERATURAN MENTERI TENAGA KERJA DAN TRANSMIGRASI No : TENTANG KWALIFIKASI JURU LAS DI TEMPAT KERJA MENTERI TENAGA KERJA DAN TRANSMIGRASI Menimbang : Menetapkan : a. bahwa dengan kemajuan tehnik dan teknologi
PERATURAN MENTERI TENAGA KERJA DAN TRANSMIGRASI No : TENTANG KWALIFIKASI JURU LAS DI TEMPAT KERJA MENTERI TENAGA KERJA DAN TRANSMIGRASI Menimbang : Menetapkan : a. bahwa dengan kemajuan tehnik dan teknologi
BAB I PENDAHULUAN. peningkatan efisiensi penggunaan BBM. Penggantian bahan pada. sehingga dapat menurunkan konsumsi penggunaan BBM.
 BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Keterbatasan sumber energi bahan bakar minyak (BBM) dewasa ini telah memacu perkembangan teknologi otomotif yang mengarah pada peningkatan efisiensi penggunaan
BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Keterbatasan sumber energi bahan bakar minyak (BBM) dewasa ini telah memacu perkembangan teknologi otomotif yang mengarah pada peningkatan efisiensi penggunaan
BAB IV PROSES PEMBUATAN
 BAB IV PROSES PEMBUATAN 4.1. Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pengayak pasir. Komponen-komponen yang akan dibuat adalah komponen yang tidak
BAB IV PROSES PEMBUATAN 4.1. Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pengayak pasir. Komponen-komponen yang akan dibuat adalah komponen yang tidak
BAB I PENDAHULUAN. Banyak cara yang dapat dilakukan dalam teknik penyambungan logam misalnya
 BAB I PENDAHULUAN A. Latar Belakang Teknik penyambungan logam telah diketahui sejak dahulu kala. Sumber energi yang digunakan pada zaman dahulu diduga dihasilkan dari pembakaran kayu atau sampah. Karena
BAB I PENDAHULUAN A. Latar Belakang Teknik penyambungan logam telah diketahui sejak dahulu kala. Sumber energi yang digunakan pada zaman dahulu diduga dihasilkan dari pembakaran kayu atau sampah. Karena
M O D U L T UT O R I A L
 M O D U L T UT O R I A L MESIN LAS DAN GERGAJI LABORATORIUM SISTEM MANUFAKTUR TERINTEGRASI PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS ISLAM INDONESIA 2017/2018 DAFTAR ISI HALAMAN
M O D U L T UT O R I A L MESIN LAS DAN GERGAJI LABORATORIUM SISTEM MANUFAKTUR TERINTEGRASI PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS ISLAM INDONESIA 2017/2018 DAFTAR ISI HALAMAN
III. METODELOGI PENELITIAN. Penelitian dilaksanakan pada Mei hingga Juli 2012, dan Maret 2013 di
 22 III. METODELOGI PENELITIAN 3.1. Waktu dan Tempat Pelaksanaan Penelitian dilaksanakan pada Mei hingga Juli 2012, dan 20 22 Maret 2013 di Laboratorium dan Perbengkelan Teknik Pertanian, Fakultas Pertanian,
22 III. METODELOGI PENELITIAN 3.1. Waktu dan Tempat Pelaksanaan Penelitian dilaksanakan pada Mei hingga Juli 2012, dan 20 22 Maret 2013 di Laboratorium dan Perbengkelan Teknik Pertanian, Fakultas Pertanian,
TEKNIK PENGELASAN KAPAL JILID 2
 Hery Sunaryo TEKNIK PENGELASAN KAPAL JILID 2 SMK Direktorat Pembinaan Sekolah Menengah Kejuruan Direktorat Jenderal Manajemen Pendidikan Dasar dan Menengah Departemen Pendidikan Nasional Hak Cipta pada
Hery Sunaryo TEKNIK PENGELASAN KAPAL JILID 2 SMK Direktorat Pembinaan Sekolah Menengah Kejuruan Direktorat Jenderal Manajemen Pendidikan Dasar dan Menengah Departemen Pendidikan Nasional Hak Cipta pada
BAB Konstruksi Sambungan
 BAB. 7 METODE PENYAMBUNGAN 7.1. Konstruksi Sambungan Penyambungan logam adalah suatu proses yang dilakukan untuk menyambung 2 (dua) bagian logam atau lebih. Penyambungan bagian bagian logam ini dapat dilakukan
BAB. 7 METODE PENYAMBUNGAN 7.1. Konstruksi Sambungan Penyambungan logam adalah suatu proses yang dilakukan untuk menyambung 2 (dua) bagian logam atau lebih. Penyambungan bagian bagian logam ini dapat dilakukan
LAPORAN PRAKTIKUM PROSES PRODUKSI
 LAPORAN PRAKTIKUM PROSES PRODUKSI Disusun Oleh: Nama : Yulianus Dodi NIM : 201531014 Fakultas/Jurusan : Teknik Mesin UNIVERSITAS KATOLIK WIDYA KARYA MALANG FAKULTAS TEKNIK JURUSAN TEKNIK MESIN JUNI 2017
LAPORAN PRAKTIKUM PROSES PRODUKSI Disusun Oleh: Nama : Yulianus Dodi NIM : 201531014 Fakultas/Jurusan : Teknik Mesin UNIVERSITAS KATOLIK WIDYA KARYA MALANG FAKULTAS TEKNIK JURUSAN TEKNIK MESIN JUNI 2017
ANALISIS PENGARU ARUS PENGELASAN DENGAN METODE SMAW DENGAN ELEKTRODA E7018 TERHADAP KEKUATAN TARIK DAN KETANGGUHAN PADA BAJA KARBON RENDAH ABSTRAK
 ANALISIS PENGARU ARUS PENGELASAN DENGAN METODE SMAW DENGAN ELEKTRODA E7018 TERHADAP KEKUATAN TARIK DAN KETANGGUHAN PADA BAJA KARBON RENDAH Yafet Bontong Staf Pengajar Prodi Teknik Mesin Universitas Kristen
ANALISIS PENGARU ARUS PENGELASAN DENGAN METODE SMAW DENGAN ELEKTRODA E7018 TERHADAP KEKUATAN TARIK DAN KETANGGUHAN PADA BAJA KARBON RENDAH Yafet Bontong Staf Pengajar Prodi Teknik Mesin Universitas Kristen
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pengayak pasir. Komponen komponen yang akan dibuat adalah komponen
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pengayak pasir. Komponen komponen yang akan dibuat adalah komponen
Teknologi Dan Rekayasa. Melakukan rutinitas pengelasan dengan menggunakan proses las busur manual
 Teknologi Dan Rekayasa Melakukan rutinitas pengelasan dengan menggunakan proses las busur manual Pengesetan mesin las dan elektroda Tujuan Pembelajaran : Setelah selesai mempelajari topik ini, siswa dapat
Teknologi Dan Rekayasa Melakukan rutinitas pengelasan dengan menggunakan proses las busur manual Pengesetan mesin las dan elektroda Tujuan Pembelajaran : Setelah selesai mempelajari topik ini, siswa dapat
UJIAN NASIONAL Tahun Pelajaran 2011/2012 SOAL TEORI KEJURUAN
 DOKUMEN NEGARA UJIAN NASIONAL Tahun Pelajaran 2011/2012 SOAL TEORI KEJURUAN Satuan Pendidikan : Sekolah Menengah Kejuruan (SMK) Kompetensi Keahlian : Teknik Fabrikasi Logam Kode Soal : 1236 Alokasi Waktu
DOKUMEN NEGARA UJIAN NASIONAL Tahun Pelajaran 2011/2012 SOAL TEORI KEJURUAN Satuan Pendidikan : Sekolah Menengah Kejuruan (SMK) Kompetensi Keahlian : Teknik Fabrikasi Logam Kode Soal : 1236 Alokasi Waktu
Las busur listrik atau las listrik : Proses penyambungan logam dengan menggunakan tegangan listrik sebagai sumber panas.
 PENGELASAN TIM PERBENGKELAN FTP UB Las busur listrik Las busur listrik atau las listrik : Proses penyambungan logam dengan menggunakan tegangan listrik sebagai sumber panas. Prinsip : 1) menyambung logam
PENGELASAN TIM PERBENGKELAN FTP UB Las busur listrik Las busur listrik atau las listrik : Proses penyambungan logam dengan menggunakan tegangan listrik sebagai sumber panas. Prinsip : 1) menyambung logam
RENCANA PELAKSANAAN PEMBELAJARAN (RPP)
") Lampiran 5. Rencana Pelaksanaan Pembelajaran 82 F/7.5.1.P/T/WKS4/17 12 Juli 2010 SMK NEGERI 2 PENGASIH PEMERINTAH KABUPATEN KULON PROGO DINAS PENDIDIKAN SEKOLAH MENENGAH KEJURUAN NEGERI 2 PENGASIH Jalan
Lampiran 5. Rencana Pelaksanaan Pembelajaran 82 F/7.5.1.P/T/WKS4/17 12 Juli 2010 SMK NEGERI 2 PENGASIH PEMERINTAH KABUPATEN KULON PROGO DINAS PENDIDIKAN SEKOLAH MENENGAH KEJURUAN NEGERI 2 PENGASIH Jalan