BAB IV DATA DAN ANALISA
|
|
|
- Inge Kusumo
- 8 tahun lalu
- Tontonan:
Transkripsi
1 BAB IV DATA DAN ANALISA Pengelasan plug welding pada material tak sejenis antara logam tak sejenis antara baja tahan karat 304L dan baja karbon SS400 dilakukan untuk mengetahui pengaruh arus pengelasan dan penambahan komposisi CO 2 dalam gas pelindung terhadap sifat fisik dan mekanik sambungan las. Data-data yang telah didapat dari hasil pengujian kemudian dianalisa dan dibahas untuk menghasilkan kesimpulan sesuai dengan tujuan penelitian yang sudah ditentukan Hasil Pengujian Metalografi Struktur Makro Pengujian foto makro digunakan untuk melihat penampang besar daerah lasan (weld metal). Foto makro menggunakan mikroskop optik dengan pembesaran 5 kali. Besarnya arus pengelasan dan komposisi gas pelindung sangat berpengaruh terhadap hasil sambungan las GMAW. Berdasarkan pengamatan pada Gambar 4.1, Gambar 4.2, Gambar 4.3, Gambar 4.4, Gambar 4.5, dan Gambar 4.6 menunjukkan bahwa ukuran daerah las semakin besar seiring dengan meningkatnya arus pengelasan dan kandungan CO 2 pada gas pelindung. Peningkatan arus pengelasan dan kandungan CO 2 pada gas pelindung, menyebabkan masukan panas (heat input) semakin besar. Masukan panas yang besar menyebabkan semakin banyak terjadi peleburan logam, maka ukuran daerah lasan akan membesar (Ebrahimnia, dkk, 2009). Hasil pengamatan struktur makro pada Gambar 4.1, menunjukkan foto makro variasi gas pelindung 100% Ar dengan besar arus 80 A, 100 A, dan 120 A masing-masing menghasilkan diameter sebesar 5,30 mm; 5,42 mm; dan 6,83 mm, semakin meningkatnya arus listrik ukuran nugget yang dihasilkan juga semakin besar. Foto makro dengan variasi 80 A, 100 A, dan 120 A terdapat cacat yang terbentuk pada daerah lasan. Cacat tersebut berupa lubang pada tepi daerah lasan atau dasar daerah lasan, cacat tersebut dapat disebut dengan cacat incomplete fusion (). Incomplete fusion adalah cacat yang terjadi akibat cairan las tidak dapat menyatu sempurna dengan bahan dasar, sehingga terbentuk lubang. 21


2 22 Arus Listrik Foto Weld Metal 80 A 100 A 120 A Gambar 4.1. Foto makro nugget gas pelindung 100% Ar



3 23 Arus Listrik Foto Weld Metal 80 A 100 A 120 A Gambar 4.2. Foto makro nugget gas pelindung 92,5% Ar-7,5% CO 2



4 24 Arus Listrik Foto Weld Metal 80 A 100 A 120 A Gambar 4.3. Foto makro nugget gas pelindung 85% Ar-15% CO 2


5 25 Arus Listrik Foto Weld Metal 80 A 100 A 120 A Gambar 4.4. Foto makro nugget gas pelindung 77,5% Ar-22,5% CO 2



6 26 Arus Listrik Foto Weld Metal 80 A 100 A 120 A Gambar 4.5. Foto makro nugget gas pelindung 100% CO 2
7 Diameter nugget (mm) Arus (A) 100% Ar 92,5% Ar-7,5% 85% Ar-15% 77,5% Ar-22,5% 100% Gambar 4.6. Grafik perbandingan arus pengelasan terhadap diameter nugget untuk setiap variasi jenis gas pelindung Incomplete fusion dibagi menjadi dua macam, yaitu incomplete fusion pada daerah pengaruh panas yang terjadi pada suhu o C dan cacat yang terjadi pada foto makro diatas adalah incomplete fusion yang terjadi pada suhu diatas 900 o C. Cacat incomplete fusion diatas suhu 900 o C ini terjadi saat peristiwa pengendapan logam las. Incomplete fusion panas sering terjadi pada logam karena pembekuan, cacat berbentuk kawah antara base metal dan logam las. Kawah ini terjadi karena pembebasan tegangan pada daerah kaki dekat daerah terpengaruh panas. Kawah panas ini terjadi pada waktu logam mendingin setelah pembekuan dan terjadi karena adanya tegangan yang timbul, yang disebabkan oleh penyusutan (Sahlan, 2015). Gambar 4.2 menunjukkan variasi 92,5% Ar-7,5% CO 2 dengan variasi arus 80 A, 100 A, dan 120 A memiliki ukuran nugget sebesar 6,32 mm; 7,77 mm; dan 8,54 mm. Foto makro variasi 92,5% Ar-7,5% CO 2 pada semua variasi arus pengelasan terdapat cacat incomplete fusion. Foto makro pada Gambar 4.3 menunjukkan variasi gas pelindung 85% Ar-15% CO 2 dengan variasi arus 80 A, 100 A, dan 120A menghasilkan diameter sebesar 6,64 mm; 8,10 mm; dan 9,76 mm. Gambar 4.3 pada variasi arus 80 A dan 100 A terdapat cacat incomplete fusion, sedangkan pada variasi arus 120 A spesimen tersambung dengan baik,
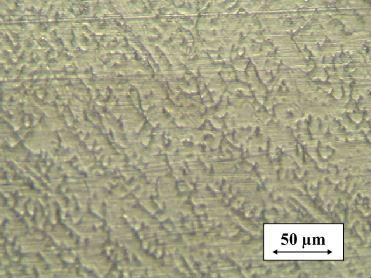
8 28 tidak terjadi cacat. Gambar 4.4 menunjukkan variasi 77,5% Ar-22,5% CO 2 dengan variasi arus 80 A, 100 A, dan 120 A memiliki besar nugget 6,93 mm; 8,72 mm; dan 9,84 mm, selain itu pada variasi 100 A terdapat cacat incomplete fusion. Gambar 4.5 menunjukkan variasi gas pelindung 100% CO 2 dengan variasi arus 80 A, 100 A, dan 120 A memiliki besar nugget 7,50 mm; 9,80 mm; dan 10,5 mm. Variasi 100% CO 2 pada semua variasi arus pengelasan terdapat cacat incomplete fusion. Cacat-cacat tersebut akan mempengaruhi nilai kekuatan yang didapatkan saat pengujian dilakukan. Cacat akan menurunkan kekuatan lasan karena adanya pembagian tegangan yang tidak merata yang terkonsentrasi pada bagian tertentu (Wiryosumarto dan Okumura, 2000). Penambahan gas CO 2 pada gas pelindung juga berpengaruh terhadap hasil sambungan las. Hasil pengamatan menunjukkan bahwa penambahan CO 2 mempengaruhi luasan dari nugget, semakin meningkatnya CO 2 dalam gas pelindung akan membuat semakin besar luasan nugget. Hal ini dikarenakan meningkatnya CO 2 dalam gas pelindung akan menghasilkan panas yang tinggi sehingga akan menghasilkan nugget yang lebar (Ebrahimnia, dkk, 2009). Gas CO 2 yang terkandung dalam gas pelindung saat proses pengelasan terurai menjadi CO dan O 2. Gas O 2 tersebut akan membantu proses pembakaran (Wiryosumarto dan Okumura, 2000). Hasil pengamatan pada Gambar 4.6 menunjukkan variasi gas 100% Ar pada semua variasi arus listrik memiliki luasan nugget paling kecil dibanding dengan variasi gas pelindung lainnya. Gambar 4.6 juga menunjukkan variasi gas 100% CO 2 pada semua variasi arus listrik memiliki luasan nugget yang cenderung lebih besar dari variasi gas pelindung lainnya Struktur Mikro Pengujian struktu mikro dilakukan pada tiap spesimen yang telah dilas. Spesimen dipotong melintang ditengah lasan, lalu diamplas, dipoles, kemudian dietsa menggunakan 30ml HCl, 10ml asam nitrit dan 10ml asam nitrit, 20ml alkohol. Pengambilan foto mirko dilakukan pada 5 daerah yaitu pada bagian logam induk baja tahan karat, HAZ baja tahan karat, logam las, HAZ baja karbon, dan logam induk baja karbon dengan perbesaran 10x. Base metal merupakan daerah logam dasar, dimana panas dan suhu pengelasan tidak menyebabkan terjadinya perubahan-perubahan struktur dan sifat


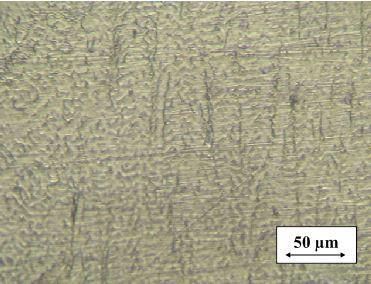
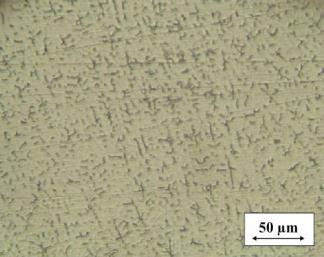
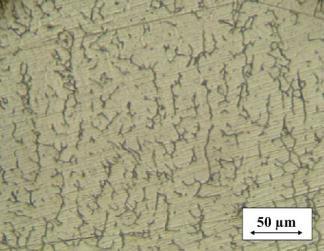
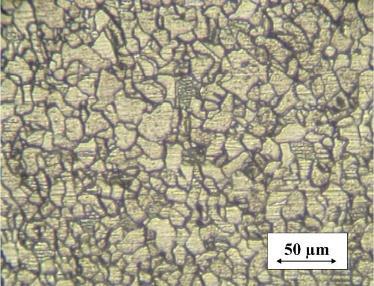
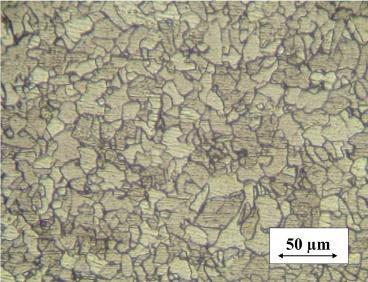
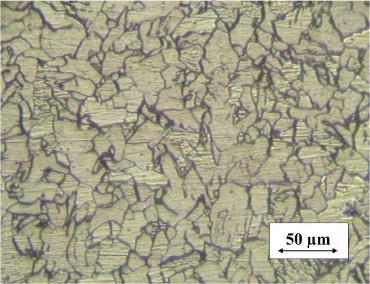
9 29 (Wiryosumarto dan Okumura, 2000). Gambar 4.7 menunjukkan bahwa logam induk baja karbon SS400 terdiri dari dan (Fe + Fe 3 C). Butir yang berwarna terang mempunyai sifat lebih halus dan lunak, sedangkan butir yang berwarna gelap mempunyai sifat lebih kasar dan keras karena adalah gabungan antara dan sementit. Untuk semua varisi struktur logam induk baja karbon SS400 sama. FERIT PERLIT Gambar 4.7. Struktur mikro logam induk baja karbon SS400 AUSTENIT Gambar 4.8. Struktur mikro logam induk baja tahan karat 304L Hasil pengamatan pada Gambar 4.8 menunjukkan bahwa struktur mikro pada logam induk baja tahan karat terdiri dari dan. Secara umum berwarna lebih gelap dari. Struktur mikro logam induk pada semua variasi arus dan gas pelindung memiliki struktur yang sama. Logam induk yang tidak terpengaruh panas adalah logam dasar dimana panas dan suhu



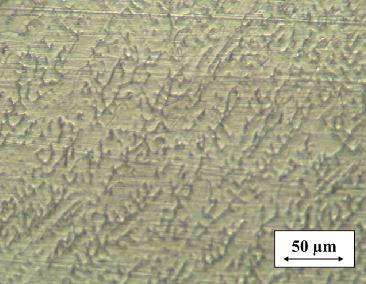
10 92,5% Ar-7,5% 77,5% Ar-22,5% 100% Ar 30 pengelasan tidak menyebabkan terjadinya perubahan struktur dan sifat (Saga, dkk, 2011). 80 A 100 A 120 A 85% Ar-15% 100% Gambar 4.9. Struktur mikro daerah las








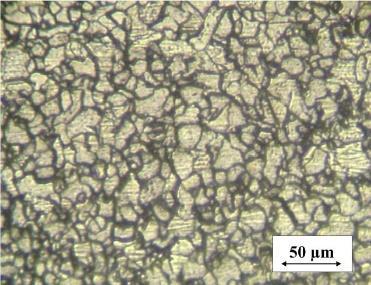
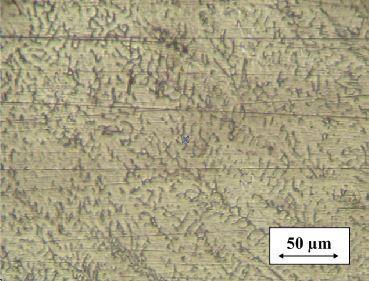
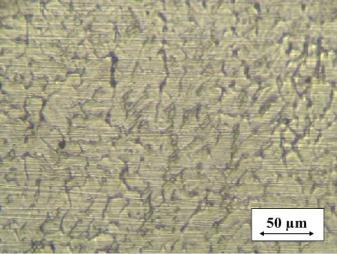
11 77,5% Ar-22,5% 92,5% Ar-7,5% 100% Ar 31 Logam las adalah bagian dari logam yang pada waktu pengelasan mencair dan kemudian membeku (Wiryosumarto dan Okumura, 2000). Struktur mikro daerah logam las ditunjukan Gambar A 100 A 120 A 85% Ar-15% 100% Gambar Struktur mikro HAZ baja karbon SS400
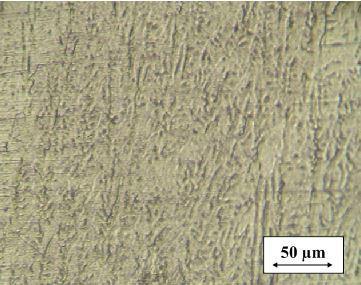
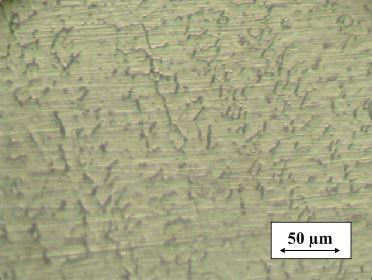
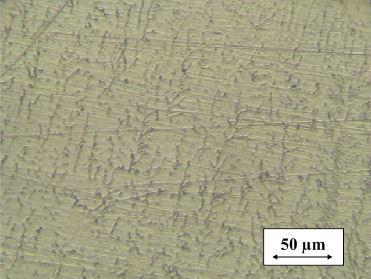
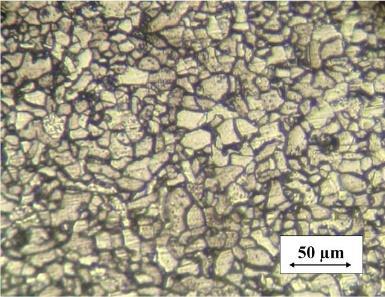
12 32 Struktur mikro daerah las pada Gambar 4.9 menunjukkan bahwa struktur mikro tetap terdiri dari dan δ-. Struktur inti berbentuk dendritik merupakan karakteristik dari pembekuan cepat fasa pada saat proses peleburan (Hidayat, 2012). Bentuk butir pada daerah logam las cenderung lebih halus daripada bentuk butir pada daerah HAZ, hal tersebut disebabkan karena pendinginan terjadi lebih lambat saat masuk daerah logam las. Semakin besar arus pengelasan dan komposisi CO 2 dalam gas pelindung ukuran butir tidak terjadi perubahan. Gambar 4.9 juga menunjukan semakin meningkatnya arus pengelasan dan komposisi CO 2 dalam gas pelindung jumlah mengalami pengurangan dan jumlah semakin meningkat. Daerah pengaruh panas atau daerah HAZ adalah logam dasar yang bersebelahan dengan logam las yang selama proses pengelasan mengalami siklus termal pemanasan dan pendinginan cepat (Wiryosumarto dan Okumura, 2000). Struktur mikro daerah HAZ ditunjukan Gambar 4.10 dan Pengamatan mikro pada Gambar 4.10 menunjukkan daerah HAZ baja karbon SS400 terdiri dari dan α-. HAZ baja karbon memiliki butir-butir yang lebih kasar daripada butir di daerah logam induk baja karbon. Pengasaran butir terjadi pada HAZ karena dekat dengan nugget. Faktor utama yang mempengaruhi lebarnya HAZ adalah heat input yang diterima oleh logam tersebut. Gambar 4.10 juga menunjukkan perubahan butir pada setiap variasinya. Ukuran butir menjadi bertambah besar dengan bertambah besarnya arus dan prosentase gas CO 2 dalam gas pelindung. Variasi arus 120 A dan gas pelindung 100% CO 2 memiliki butir yang paling besar dari semua variasi, karena semakin meningkatnya arus pengelasan dan kandungan CO 2 pada gas pelindung menyebabkan meningkatnya heat input, sehingga pendinginan berjalan pelan dan butir yang terbentuk berukuran besar (Nurhidayat, 2012). Gambar 4.11 menunjukkan struktur mikro pada HAZ baja tahan karat. Hasil pengamatan menunjukkan struktur mikro pada HAZ baja tahan karat terdiri dari dan δ- yang mempunyai butir lebih kecil daripada struktur mikro pada logam induk. Struktur mikro HAZ stainless steel banyak terdapat butir yang kasar (Umar, dkk, 2014).










")



13 77,5% Ar-22,5% 92,5% Ar-7,5% 100% Ar A 100 A 120 A 85% Ar-15% 100% Gambar Struktur mikro HAZ baja tahan karat 304L Besarnya masukan panas mempengaruhi warna batas butir pada struktur mikro HAZ baja tahan karat 304L. Semakin tinggi masukan panas semakin gelap warna batas butir struktur mikro. Hal ini disebabkan karena terbentuknya endapan karbida krom (Cr 23 C 6 ) pada batas butir yang terjadi pada temperatur o C. Atom karbon akan bergerak dalam matriks logam dari logam las dan logam induk
. Gambar 4.")
14 34 menujuu daerah HAZ dan menyebabkan unsur krom di daerah sekitar batas butir akan berkurang sehingga akan menurunkan ketahanan korosi logam tersebut, terutama korosi batas butir. Semakin cepat laju pendinginan maka kemungkinan terbentuknya karbida krom akan semakin kecil karena tidak cukup waktu untuk pembentukan endapan ini (Nurhidayat, 2012). Gambar 4.11 juga menunjukkan adanya perbedaan besar butir pada variasi arus listrik dan gas pelindung yang digunakan saat pengelasan. Semakin tinggi arus listrik yang digunakan maka butir yang terbentuk semakin besar. Penambahan kadar CO 2 pada gas pelindung juga menyebabkan peningkatan ukuran butir yang terbentuk. Besar butir pada gambar-gambar tersebut tidak bisa ditentukan hanya dengan kasat mata, maka dari itu dilakukan perhitungan ukuran butir untuk mendapatkan angka yang menunjukkan besar butir yang terbentuk Ukuran Butir Struktur mikro dari suatu material memiliki besar yang berbeda. Menghitung besar butir dapat dilakuakn dengan beberapa metode salah satunya dengan metode Planimetrik yang dikembangkan oleh Jeffries. Dimana metode ini cukup sederhana untuk menentukan jumlah butir persatuan luas pada bagian bidang yang dapat dihubungkan pada standar ukuran butir ASTM E112. Metode Planimetric ini melibatkan jumlah butir yang terdapat dalam suatu area tertentu yang dinotasikan dengan N A. Secara skematis proses perhitungan menggunakan metode ini seperti pada Gambar Gambar Pola perhitungan besar butir dengan metode Planimetrik
15 35 Gambar 4.12 memperlihatkan pengeplotan lingkaran ke foto mikro daerah HAZ baja SS400 dengan arus listrik 80 A dan komposisi gas pelindung 85% Ar- 15% CO 2 dengan diameter lingkaran 79,8 mm. Jumlah butir bagian dalam lingkaran (N inside ) ditambah sejumlah butir yang bersinggungan (N intercepted ) dengan lingkaran dikalikan oleh pengali Jeffries (f) dapat dituliskan dalam persamaan 4.1 (Murtiono, 2012). Dimana pengali Jeffries yang dipergunakan tergantung pada perbesaran yang digunakan pada saat melihat struktur mikro dan dapat ditentukan melalui Tabel 4.1. Tabel 4.1. Hubungan antara perbesaran yang digunakan dengan pengali Jeffries Perbesaran (M) Pengali Jefrries ( f) untuk menetukan butiran/mm 2 1 0, , , ,5 75 1, , , , , , , , ,0 ( ) Dari Gambar 4.12 dapat diperoleh nilai N inside sebesar 85 dan N intercepted sebesar 31, kemudian dengan perbesaran 200 nilai f dapat diperoleh dari Tabel 4.1 yaitu 8.0. Dengan menggunakan persamaan 4.1 jumlah butir N A dapat diperoleh. ( ) Hasil perhitungan jumlah butir dapat digunakan untuk menghitung ukuran butir (G) dengan persamaan 4.2 sebagai berikut.
16 Diameter Butir (µm) 36 [ ] [ ] Nilai besar butir (G) untuk mencari nilai diameter butir pada tabel ASTM E112. Dengan melihat tabel diperoleh nilai D sebesar 34,21 μm. Dengan menggunakan perhitungan yang sama digunakan untuk menghitung diameter butir HAZ pada semua variasi gas pelindung dan arus pengelasan pada baja karbon SS400 dan baja tahan karat 304L % Ar 92,5% Ar-7,5% 85% Ar-15% 77,5% Ar-22,5% 100% Gas pelindung 80 A 100 A 120 A Gambar Grafik perbandingan komposisi gas pelindung terhadap diameter butir rata-rata pada HAZ baja karbon SS400 untuk setiap variasi arus Gambar 4.13 dan 4.14 menunjukkan bahwa terjadi pengkasaran butir pada HAZ baja karbon SS400 dan baja tahan karat 304L, sehingga ukuran butir semakin besar seiring peningkatan arus listrik dan kandungan CO 2 pada gas pelindung. Semakin besar arus pengelasan dan kandungan CO 2 pada gas pelindung yang digunakan maka masukan panas akan menjadi besar, sehingga pendinginan akan berjalan pelan. Selama solidifikasi dengan laju pendinginan lambat, inti pertama bertambah besar akibat kepindahan atom dari cairan ke bahan padat. Akhirnya semua cairan bertransformasi dan butiran bertambah besar (Yudhyadi, 2007).
 Pengujian kekerasan vickers microhardness dilakukan untuk menguji kekerasan pada logam induk, HAZ dan weld metal.")
17 Diameter Butir (µm) % Ar 92,5% Ar-7,5% 85% Ar-15% Gas pelindung 77,5% Ar-22,5% 100% 80 A 100 A 120 A Gambar Grafik perbandingan komposisi gas pelindung terhadap diameter butir rata-rata pada HAZ baja tahan karat 304L untuk setiap variasi arus 4.2. Pengujiaan Kekerasan Mikro (Vikers Microhardness) Pengujian kekerasan vickers microhardness dilakukan untuk menguji kekerasan pada logam induk, HAZ dan weld metal. Pengujian vickers menggunakan beban 100 kgf (HV), lama penekanan 15 detik. Uji kekerasan dilakukan dengan pola diagonal seperti ditunjukan pada Gambar Gambar Distribusi penitikan uji keras Grafik data kekerasan vickers dengan variasi arus 80 A, 100 A, 120 A dapat dilihat pada gambar 4.16, 4.17, 4.18.
18 Nilai Kekerasan vickers (HV) BM HAZ WM HAZ BM 304L 304L SS400 SS Titik Indentasi 100% Ar 92,5% Ar-7,5% 85% Ar-15% 77,5% Ar-22,5% 100% Gambar Grafik nilai kekerasan dengan komposisi gas pelindung pada variasi arus 80 A Gambar 4.16 menunjukkan hubungan nilai kekerasan dengan prosentae gas pelindung pada variasi arus 80 A. Hasil penelitian menunjukkan daerah logam las dengan variasi 100% Ar memiliki nilai kekerasan paling tinggi yaitu 214,1 HV, 214,6 HV, 230,3 HV, 208,4 HV, 207,5 HV, dan variasi gas pelindung 100% CO 2 memiliki nilai kekerasan paling rendah yaitu 168 HV, 172,4 HV, 175,2 HV, 173,5 HV, 166,3 HV. Gambar 4.17 menunjukkan hubungan nilai kekerasan dengan prosentase gas pelindung pada variasi 100A. Hasil penelitian menunjukkan daerah logam las dengan variasi gas pelindung 100% Ar memiliki nilai kekerasan paling tinggi yaitu 202,7 HV, 204,9 HV, 212,2 HV, 200,5 HV, 194,2 HV, dan variasi gas pelindung 100% CO 2 memiliki nilai kekerasan paling rendah yaitu 176,9 HV, 178,6 HV, 179,7 HV, 169,1 HV, 160,5 HV. Gambar 4.18 menunjukkan hubungan nilai kekerasan dengan prosentase gas pelindung pada variasi arus 120 A. Hasil penelitian menunjukkan bahwa pada daerah logam las dengan variasi 100% Ar memiliki nilai kekerasan paling tinggi yaitu 183,3 HV, 188,2 HV, 199,2 HV, 176,8 HV, 172,1 HV, dan variasi 100% CO 2 memiliki nilai kekerasan paling rendah yaitu 164 HV, 164,1 HV, 169 HV, 159,9 HV, 149,4 HV.
19 Nilai Kekerasan vickers (HV) Nilai Kekerasan vickers (HV) BM HAZ WM HAZ BM 304L 304L SS400 SS Titik Indentasi 100% Ar 92,5% Ar-7,5% 85% Ar-15% 77,5% Ar-22,5% 100% Gambar Grafik nilai kekerasan dengan komposisi gas pelindung pada variasi arus 100 A BM HAZ WM HAZ BM 304L 304L SS400 SS Titik Indentasi 100% Ar 92,5% Ar-7,5% 85% Ar-15% 77,5% Ar-22,5% 100% Gambar Grafik nilai kekerasan dengan komposisi gas pelindung pada variasi arus 120 A Hasil dari pengujian kekerasan pada Gambar 4.16, Gambar 4.17, dan Gambar 4.18 menunjukkan bahwa semakin tinggi kandungan CO 2 pada gas pelindung maka semakin menurun nilai kekerasannya. meningkatnya CO 2 pada gas pelindung akan meningkatkan heat input, sehingga pendinginan akan berjalan pelan. Selama solidifikasi dengan laju pendinginan lambat, inti pertama
20 Nilai Kekerasan vickers (HV) 40 bertambah besar akibat kepindahan atom dari cair ke bahan padat. Semua cairan bertransformasi dan butiran bertambah besar. Butiran besar inilah yang menyebabkan kekerasan menurun (Yudhyadi, 2007). Berdasarkan pengujian vickers didapat nilai kekerasan tertinggi adalah pada logam las, kemudian baja tahan karat lalu baja karbon. Hal ini disebabkan karena struktur mikro yang terdapat pada logam las terdiri dari dan δ- yang halus, sedangkan baja tahan karat lebih keras dari baja karbon disebabkan karena baja tahan karat terdiri dari dan δ-, sedangkan baja karbon terdiri dari dan α- (Nurhidayat, 2012). Hasil kekerasan pada pengelasan material baja tahan karat 304L dan baja karbon rendah SS400 dengan arus pengelasan pada tiap komposisi gas pelindung dapat dilihat pada Gambar 4.19, Gambar 4.20, Gambar 4.21, Gambar 4.22, dan Gambar 4, BM HAZ WM HAZ BM L 304L SS400 SS Titik Indentasi 80 A 100 A 120 A Gambar Grafik nilai kekerasan dengan arus pengelasan pada komposisi gas pelindung 100% Ar
21 Nilai Kekerasan vickers (HV) Nilai Kekerasan vickers (HV) BM HAZ WM HAZ BM L 304L SS400 SS TItik Indentasi 80 A 100 A 120 A Gambar Grafik nilai kekerasan dengan arus pengelasan pada komposisi gas pelindung 92,5% Ar-7,5% CO BM HAZ WM HAZ BM L 304L SS400 SS Titik Indentasi 85% Ar-15% 85% Ar-15% 85% Ar-15% Gambar Grafik nilai kekerasan dengan arus pengelasan pada komposisi gas pelindung 85% Ar-15% CO 2
22 Nilai Kekerasan vickers (HV) Nilai Kekerasan vickers (HV) BM HAZ WM HAZ BM L 304L SS400 SS Titik Indentasi 80 A 100 A 120 A Gambar Grafik nilai kekerasan dengan arus pengelasan pada komposisi gas pelindung 77,5% Ar-22,5% CO BM HAZ WM HAZ BM L 304L SS400 SS Titik Indentasi 80 A 100 A 120 A Gambar Grafik nilai kekerasan dengan arus pengelasan pada komposisi gas pelindung 100% CO 2 Nilai kekerasan hasil las terlihat adanya kecenderungan penurunan seiring dengan bertambah besarnya arus pengelasan yang digunakan. Gambar 4.19, Gambar 4.20, Gambar 4.21, Gambar 4.22, dan Gambar 4.23 menunjukan pada semua variasi komposisi gas pelindung dengan variasi arus pengelasan 80 A
23 Beban tarik-geser (kn) 43 memiliki nilai kekerasan tertinggi diantara variasi arus 100 A dan 120 A. Hal tersebut dikarenakan pada arus pengelasan 80 A memiliki heat input yang paling rendah diantara variasi arus pengelasan lainnya, sehingga laju pendinginan berlangsung cepat. Semakin cepat laju pendinginan atau penurunan suhu maka pertumbuhan butir dapat berhenti dangan semakin cepat. Pertumbuhan butir berhenti dengan cepat menyebabkan terbentuknya ukuran butir yang kecil (Nurhidayat, 2012). Ukuran butir yang kecil memiliki nilai kekerasan yang tinggi. Pengelasan dengan variasi arus 120 A pada semua variasi gas pelindung memiliki kekerasan yang paling rendah diantara semua variasi arus, hal tersebut menunjukan bahwa meningkatnya arus pengelasan meningkatkan heat input dan akan menyebabkan laju pendinginan menjadi lambat, sehingga terbentuk butir yang besar yang menyebabkan nilai kekerasan menurun (Hidayat, 2012) 4.3. Hasil Pengujian Tarik-Geser Pengujian tarik geser dilakukan untuk mengetahui kemampuan sambungan las menahan beban. Pengujian dilakukan dengan menggunakan standard AWS D Nilai hasil uji tarik ditunjukan pada gambar Arus (A) 100% Ar 92,5% Ar-7.5% 85% Ar-15% 77,5% Ar-22,5% 100% Gambar Grafik hasil uji tarik Gambar 4.24 menunjukkan hubungan pengaruh arus pengelasan dan gas pelindung terhadap beban tarik-geser. Nilai hasil uji tarik pada Gambar 4.24
24 44 menunjukkan bahwa semakin meningkatnya arus pengelasan maka menghasilkan kekuatan tarik yang semakin tinggi, dapat dilihat pada tiap variasi gas pelindung semakin meningkatnya arus pengelasan beban tarik-geser cenderung semakin meningkat. Arus pengelasan sangat mempengaruhi heat input pengelasan. Heat input yang tinggi menyebabkan laju pendinginan setelah pengelasan menjadi lebih lambat, sehingga terbentuk butir-butir yang besar. Semakin besar ukuran butir maka semakin meningkat keuletan material tersebut (Callister, 2007). Hasil pengujian tarik pada Gambar 4.24 menunjukkan kekuatan tarik terhadap variasi gas pelindung. Gambar 4.24 juga menunjukan semakin tinggi kandungan CO 2 pada gas pelindung maka meningkat kapasitas beban tarik gesernya. Kekuatan tarik sangat dipengaruhi oleh luasan nugget, ketika luas daerah nugget meningkat maka nilai kekuatan tarik las juga meningkat (Torkamany, dkk, 2011). Hal ini menunjukkan semakin naik heat input, semakin besar pula daya tembusnya dan kemampuan meleburkan logam. Hal ini menyebabkan logam yang melebur dan menyatu menjadi semakin banyak, setelah mengalami pendinginan akan menjadi daerah sambungan las yang semakin kuat. Foto makro dilakukan untuk mengetahui perbandingan ukuran diameter nugget. Hasil pengamatan tersebut didapatkan gas pelindung argon murni memiliki ukuran luasan nugget yang kecil, sehingga memiliki kapasitas beban tarik-geser yang rendah. Beban tarik-geser tertinggi didapatkan dengan gas pelindung 77,5% Ar-22,5% CO 2, namun hasil ini kurang tepat dengan penilitian yang pernah dilakukan oleh Nusantara (2012) yang menyebutkan bahwa semakin luas nugget semakin meningkat kekuatan tariknya, karena pada variasi tersebut didapatkan ukuran nugget terbesar pada variasi gas pelindung 100% CO 2. Hal tersebut dimungkinkan karena pada variasi gas pelindung 100% terdapat cacat-cacat yang dapat menurunkan nilai kekuatannya (Wiryosumarto dan Okumura, 2000). Pengujian tarik-geser mempunyai 2 jenis kegagalan yaitu berupa kegagalan interfacial dan kegagalan pullout. Jenis kegagalan yang terjadi pada pengujian tarik-geser penglasan MIG dapat dilihat pada Gambar Hasil uji tarik pada Gambar 4.25 menunjukkan bahwa kegagalan yang terjadi pada pengelasan MIG antara baja tahan karat 304L dan baja karbon SS400 pada setiap













25 92,5% Ar-7,5% 100% Ar 45 variasi arus, yaitu 80A, 100A, 120A dan variasi gas pelindung 100% Ar; 92,5% Ar- 7,5% CO 2 ; 85% Ar-15% CO 2 ; 77,5% Ar-22,5% CO 2 ; 100% CO 2 adalah jenis kegagalan pullout. 80 A 100 A 120 A 100% 85% Ar-15% 77,5% Ar-22,5% Gambar Spesimen hasil uji tarik Kegagalan ini dapat terjadi karena kekuatan lasan lebih tinggi dibanding daerah sekitarnya, sehingga saat dilakukan pengujian tarik yang mengalami sobek di
26 46 daerah sekitar lasan. Pullout failure merupakan tipe kegagalan yang diharapkan oleh engineer karena memiliki kemampuan menahan beban geser lebih besar dibandingakan interfacial failure (Haikal, 2013). Pengujian mekanik kekerasan mikro dan tarik geser berhubungan dengan pengujian fisik struktur mikro dan makro. Foto struktur mikro menunjukan semakin meningkatnya arus pengelasan dan komposisi CO 2 dalam gas pelindung menyebabkan semakin meningkatnya ukuran butir. Ukuran butir semakin besar maka nilai kekerasan semakin menurun. Foto mikro juga menunjukan pada daerah lasan memiliki fasa yang lebih halus dari daerah HAZ baja tahan karat, hal ini menyebabkan daerah lasan mempunyai nilai kekerasan paling tinggi dan HAZ baja tahan karat mempunyai nilai kekerasan lebih tinggi dari pada HAZ baja karbon. Foto struktur makro menunjukan semakin meningkat arus pengelasan dan komposisi CO 2 dalam gas pelindung menyebabkan ukuran nugget semakin besar. Ukuran nugget yang semakin besar mempunyai nilai kapasitas beban tarik geser yang besar, selain itu dari foto makro juga menunjukan terjadinya cacat incomplete fusion. Cacat incomplete fusion menyebabkan terjadinya retak saat proses pengujian tarik geser yang menyebabkan nilai kapasitas beban tarik gesernya menurun. Foto struktur mikro menunjukan semakin meningkat arus pengelasan dan komposisi CO 2 dalam gas pelindung menyebabkan ukuran butir semakin besar. Ukuran butir yang semakin besar menyebabkan keuletan material meningkat. Ukuran butir yang besar menyebabkan nilai kapasitas beban tarik geser meningkat.
BAB II DASAR TEORI Tinjauan Pustaka
 BAB II DASAR TEORI 2.1. Tinjauan Pustaka Pengelasan logam tak sejenis antara baja tahan karat dan baja karbon banyak diterapkan di bidang teknik, diantaranya kereta api, otomotif, kapal dan industri lain.
BAB II DASAR TEORI 2.1. Tinjauan Pustaka Pengelasan logam tak sejenis antara baja tahan karat dan baja karbon banyak diterapkan di bidang teknik, diantaranya kereta api, otomotif, kapal dan industri lain.
Gambar 2.1. Proses pengelasan Plug weld (Martin, 2007)
") BAB II DASAR TEORI 2.1 TINJAUAN PUSTAKA Proses pengelasan semakin berkembang seiring pertumbuhan industri, khususnya di bidang konstruksi. Banyak metode pengelasan yang dikembangkan untuk mengatasi permasalahan
BAB II DASAR TEORI 2.1 TINJAUAN PUSTAKA Proses pengelasan semakin berkembang seiring pertumbuhan industri, khususnya di bidang konstruksi. Banyak metode pengelasan yang dikembangkan untuk mengatasi permasalahan
STUDI PENGARUH VARIASI KUAT ARUS PENGELASAN PELAT AISI 444 MENGGUNAKAN ELEKTRODA AWS E316L
 EKSERGI Jurnal Teknik Energi Vol 13 No. 1 Januari 2017; 10-14 STUDI PENGARUH VARIASI KUAT ARUS PENGELASAN PELAT AISI 444 MENGGUNAKAN ELEKTRODA AWS E316L Ojo Kurdi Departement Teknik Mesin, Fakultas Teknik,
EKSERGI Jurnal Teknik Energi Vol 13 No. 1 Januari 2017; 10-14 STUDI PENGARUH VARIASI KUAT ARUS PENGELASAN PELAT AISI 444 MENGGUNAKAN ELEKTRODA AWS E316L Ojo Kurdi Departement Teknik Mesin, Fakultas Teknik,
IV. HASIL DAN PEMBAHASAN
 52 IV. HASIL DAN PEMBAHASAN A. DATA PENELITIAN 1. Material Penelitian a. Tipe Baja : A 516 Grade 70 Bentuk : Plat Tabel 7. Komposisi Kimia Baja A 516 Grade 70 Komposisi Kimia Persentase (%) C 0,1895 Si
52 IV. HASIL DAN PEMBAHASAN A. DATA PENELITIAN 1. Material Penelitian a. Tipe Baja : A 516 Grade 70 Bentuk : Plat Tabel 7. Komposisi Kimia Baja A 516 Grade 70 Komposisi Kimia Persentase (%) C 0,1895 Si
BAB IV HASIL DAN PEMBAHASAN. waktu pengelasan dan pengaruh penambahan filler serbuk pada
 BAB IV HASIL DAN PEMBAHASAN Penelitian mengenai sifat mekanik pengaruh arus pengelasan, waktu pengelasan dan pengaruh penambahan filler serbuk pada sambungan las titik dengan material feritik Stainless
BAB IV HASIL DAN PEMBAHASAN Penelitian mengenai sifat mekanik pengaruh arus pengelasan, waktu pengelasan dan pengaruh penambahan filler serbuk pada sambungan las titik dengan material feritik Stainless
Analisa Sifat Mekanik Hasil Pengelasan GMAW Baja SS400 Studi Kasus di PT INKA Madiun
 Analisa Sifat Mekanik Hasil Pengelasan GMAW Baja SS400 Studi Kasus di PT INKA Madiun LATAR BELAKANG LATAR BELAKANG Baja SS 400 sebagai baja karbon rendah Dapat dilakukan proses pengelasan dengan metode
Analisa Sifat Mekanik Hasil Pengelasan GMAW Baja SS400 Studi Kasus di PT INKA Madiun LATAR BELAKANG LATAR BELAKANG Baja SS 400 sebagai baja karbon rendah Dapat dilakukan proses pengelasan dengan metode
BAB IV HASIL PENELITIAN DAN PEMBAHASAN. masing-masing benda uji, pada pengelasan las listrik dengan variasi arus 80, 90,
 BAB IV HASIL PENELITIAN DAN PEMBAHASAN 4.1. Hasil Penelitian Spesimen 4.1.1. Proses Pengelasan Setelah pengamatan, pengukuran serta pengujian dilaksanakan terhadap masing-masing benda uji, pada pengelasan
BAB IV HASIL PENELITIAN DAN PEMBAHASAN 4.1. Hasil Penelitian Spesimen 4.1.1. Proses Pengelasan Setelah pengamatan, pengukuran serta pengujian dilaksanakan terhadap masing-masing benda uji, pada pengelasan
PERLAKUAN PEMANASAN AWAL ELEKTRODA TERHADAP SIFAT MEKANIK DAN FISIK PADA DAERAH HAZ HASIL PENGELASAN BAJA KARBON ST 41
 C.8 PERLAKUAN PEMANASAN AWAL ELEKTRODA TERHADAP SIFAT MEKANIK DAN FISIK PADA DAERAH HAZ HASIL PENGELASAN BAJA KARBON ST 41 Fauzan Habibi, Sri Mulyo Bondan Respati *, Imam Syafa at Jurusan Teknik Mesin
C.8 PERLAKUAN PEMANASAN AWAL ELEKTRODA TERHADAP SIFAT MEKANIK DAN FISIK PADA DAERAH HAZ HASIL PENGELASAN BAJA KARBON ST 41 Fauzan Habibi, Sri Mulyo Bondan Respati *, Imam Syafa at Jurusan Teknik Mesin
DAFTAR ISI Error! Bookmark not defined.
 DAFTAR ISI Halaman Judul... i Lembar Pengesahan Dosen Pembimbing... ii Lembar Pengesahan Dosen Penguji... Error! Bookmark not defined. persembahan... iv Halaman Motto... v Kata Pengantar... vi Abstrak...
DAFTAR ISI Halaman Judul... i Lembar Pengesahan Dosen Pembimbing... ii Lembar Pengesahan Dosen Penguji... Error! Bookmark not defined. persembahan... iv Halaman Motto... v Kata Pengantar... vi Abstrak...
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengelasan Pada FSW Hasil pengelasan menggunakan metode FSW ditunjukkan pada Gambar 4.1. Pengelasan FSW adalah penyambungan pada kondisi padat atau logam las tidak
BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengelasan Pada FSW Hasil pengelasan menggunakan metode FSW ditunjukkan pada Gambar 4.1. Pengelasan FSW adalah penyambungan pada kondisi padat atau logam las tidak
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN Setelah dilakukan pengamatan, pengukuran serta pengujian terhadap masingmasing benda uji, didapatkan data-data hasil penyambungan las gesek bahan Stainless Steel 304. Data hasil
BAB IV HASIL DAN PEMBAHASAN Setelah dilakukan pengamatan, pengukuran serta pengujian terhadap masingmasing benda uji, didapatkan data-data hasil penyambungan las gesek bahan Stainless Steel 304. Data hasil
PENGARUH PENGELASAN TUNGSTEN INERT GAS TERHADAP KEKUATAN TARIK, KEKERASAN DAN MIKRO STRUKTUR PADA PIPA HEAT EXCHANGER
 PENGARUH PENGELASAN TUNGSTEN INERT GAS TERHADAP KEKUATAN TARIK, KEKERASAN DAN MIKRO STRUKTUR PADA PIPA HEAT EXCHANGER Wisma Soedarmadji*), Febi Rahmadianto**) ABSTRAK Tungsten Innert Gas adalah proses
PENGARUH PENGELASAN TUNGSTEN INERT GAS TERHADAP KEKUATAN TARIK, KEKERASAN DAN MIKRO STRUKTUR PADA PIPA HEAT EXCHANGER Wisma Soedarmadji*), Febi Rahmadianto**) ABSTRAK Tungsten Innert Gas adalah proses
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN 3.1 Tempat Penelitian Penelitian dilakukan di INLASTEK (Institut Las Teknik) Surakarta dan Laboratorium Material Jurusan Teknik Mesin Fakultas Teknik Universitas Sebelas Maret
BAB III METODE PENELITIAN 3.1 Tempat Penelitian Penelitian dilakukan di INLASTEK (Institut Las Teknik) Surakarta dan Laboratorium Material Jurusan Teknik Mesin Fakultas Teknik Universitas Sebelas Maret
PENGARUH PREHEAT TERHADAP STRUKTUR MIKRO DAN KEKUATAN TARIK LAS LOGAM TAK SEJENIS BAJA TAHAN KARAT AUSTENITIK AISI 304 DAN BAJA KARBON A36
 PENGARUH PREHEAT TERHADAP STRUKTUR MIKRO DAN KEKUATAN TARIK LAS LOGAM TAK SEJENIS BAJA TAHAN KARAT AUSTENITIK AISI 304 DAN BAJA KARBON A36 Saifudin 1, Mochammad Noer Ilman 2 Jurusan Teknik Mesin dan Industri,
PENGARUH PREHEAT TERHADAP STRUKTUR MIKRO DAN KEKUATAN TARIK LAS LOGAM TAK SEJENIS BAJA TAHAN KARAT AUSTENITIK AISI 304 DAN BAJA KARBON A36 Saifudin 1, Mochammad Noer Ilman 2 Jurusan Teknik Mesin dan Industri,
ANALISA KUAT LENTUR DAN PENGELASAN PADA PEMEGANG KURSI MOBIL
 ANALISA KUAT LENTUR DAN PENGELASAN PADA PEMEGANG KURSI MOBIL Syawaluddin, Thifti Ardiyansyah Universitas Muhammadiyah Jakarta, Jurusan Teknik Mesin ABSTRAK Penelitian ini menggunakan bahan baja karbon
ANALISA KUAT LENTUR DAN PENGELASAN PADA PEMEGANG KURSI MOBIL Syawaluddin, Thifti Ardiyansyah Universitas Muhammadiyah Jakarta, Jurusan Teknik Mesin ABSTRAK Penelitian ini menggunakan bahan baja karbon
BAB IV HASIL PENELITIAN DAN PEMBAHASAN. A. Deskripsi Data
 BAB IV HASIL PENELITIAN DAN PEMBAHASAN A. Deskripsi Data Penelitian ini merupakan eksperimen untuk mengetahui pengaruh temperatur media pendingin pasca pengelasan terhadap laju korosi dan struktur mikro.
BAB IV HASIL PENELITIAN DAN PEMBAHASAN A. Deskripsi Data Penelitian ini merupakan eksperimen untuk mengetahui pengaruh temperatur media pendingin pasca pengelasan terhadap laju korosi dan struktur mikro.
BAB I PENDAHULUAN. panas yang dihasilkan dari tahanan arus listrik. Spot welding banyak
 BAB I PENDAHULUAN 1.1 Latar Belakang Resistance Spot welding adalah salah satu jenis metode pengelasan dimana dua plat atau lebih disambungkan menggunakan panas yang dihasilkan dari tahanan arus listrik.
BAB I PENDAHULUAN 1.1 Latar Belakang Resistance Spot welding adalah salah satu jenis metode pengelasan dimana dua plat atau lebih disambungkan menggunakan panas yang dihasilkan dari tahanan arus listrik.
Jl. Menoreh Tengah X/22, Sampangan, Semarang *
 ANALISA PENGARUH KUAT ARUS TERHADAP STRUKTUR MIKRO, KEKERASAN, KEKUATAN TARIK PADA BAJA KARBON RENDAH DENGAN LAS SMAW MENGGUNAKAN JENIS ELEKTRODA E7016 Anjis Ahmad Soleh 1*, Helmy Purwanto 1, Imam Syafa
ANALISA PENGARUH KUAT ARUS TERHADAP STRUKTUR MIKRO, KEKERASAN, KEKUATAN TARIK PADA BAJA KARBON RENDAH DENGAN LAS SMAW MENGGUNAKAN JENIS ELEKTRODA E7016 Anjis Ahmad Soleh 1*, Helmy Purwanto 1, Imam Syafa
PENGARUH VARIASI KUAT ARUS PENGELASAN TUNGSTEN INERT GAS
 PENGARUH VARIASI KUAT ARUS PENGELASAN TUNGSTEN INERT GAS (TIG) TERHADAP KEKUATAN TARIK HASIL SAMBUNGAN LAS PADA BAJA KARBON RENDAH SNI_07_3567_BJDC_SR DENGAN KETEBALAN PLAT 0,68 MM DAN 1,2 MM EFRIZAL ARIFIN
PENGARUH VARIASI KUAT ARUS PENGELASAN TUNGSTEN INERT GAS (TIG) TERHADAP KEKUATAN TARIK HASIL SAMBUNGAN LAS PADA BAJA KARBON RENDAH SNI_07_3567_BJDC_SR DENGAN KETEBALAN PLAT 0,68 MM DAN 1,2 MM EFRIZAL ARIFIN
BAB III METODOLOGI PENELITIAN
 komposisi tidak homogen akan memiliki perbedaan kelarutan dalam pembersihan, sehingga beberapa daerah ada yang lebih terlarut dibandingkan dengan daerah yang lainnya. Ketika oksida dihilangkan dari permukaan,
komposisi tidak homogen akan memiliki perbedaan kelarutan dalam pembersihan, sehingga beberapa daerah ada yang lebih terlarut dibandingkan dengan daerah yang lainnya. Ketika oksida dihilangkan dari permukaan,
PENGARUH PERLAKUAN ANIL TERHADAP SIFAT MEKANIS DAN STRUKTUR MIKRO PADA SAMBUNGAN LAS PIPA BAJA Z 2201
 PENGARUH PERLAKUAN ANIL TERHADAP SIFAT MEKANIS DAN STRUKTUR MIKRO PADA SAMBUNGAN LAS PIPA BAJA Z 2201 Heru Danarbroto 1*, A.P.Bayu Seno 2, Gunawan Dwi Haryadi 2, Seon Jin Kim 3 1 Jurusan Teknik Mesin,
PENGARUH PERLAKUAN ANIL TERHADAP SIFAT MEKANIS DAN STRUKTUR MIKRO PADA SAMBUNGAN LAS PIPA BAJA Z 2201 Heru Danarbroto 1*, A.P.Bayu Seno 2, Gunawan Dwi Haryadi 2, Seon Jin Kim 3 1 Jurusan Teknik Mesin,
PENGARUH FILLER DAN ARUS LISTRIK TERHADAP SIFAT FISIK-MEKANIK SAMBUNGAN LAS GMAW LOGAM TAK SEJENIS ANTARA BAJA KARBON DAN J4
 PENGARUH FILLER DAN ARUS LISTRIK TERHADAP SIFAT FISIK-MEKANIK SAMBUNGAN LAS GMAW LOGAM TAK SEJENIS ANTARA BAJA KARBON DAN J4 Petrus Heru Sudargo 1*, Sarwoko 1 1 Jurusan Teknik Mesin, Akademi Teknologi
PENGARUH FILLER DAN ARUS LISTRIK TERHADAP SIFAT FISIK-MEKANIK SAMBUNGAN LAS GMAW LOGAM TAK SEJENIS ANTARA BAJA KARBON DAN J4 Petrus Heru Sudargo 1*, Sarwoko 1 1 Jurusan Teknik Mesin, Akademi Teknologi
BAB II KERANGKA TEORI
 BAB II KERANGKA TEORI 2.1. Pengertian Las Definisi pengelasan menurut DIN (Deutsche Industrie Norman) adalah ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan dalam keadaan lumer
BAB II KERANGKA TEORI 2.1. Pengertian Las Definisi pengelasan menurut DIN (Deutsche Industrie Norman) adalah ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan dalam keadaan lumer
PENGARUH FILLER DAN ARUS LISTRIK TERHADAP SIFAT FISIK- MEKANIK SAMBUNGAN LAS GMAW LOGAM TAK SEJENIS ANTARA BAJA KARBON DAN J4
 PENGARUH FILLER DAN ARUS LISTRIK TERHADAP SIFAT FISIK- MEKANIK SAMBUNGAN LAS GMAW LOGAM TAK SEJENIS ANTARA BAJA KARBON DAN J4 Petrus Heru Sudargo 1), Triyono 2), Kuncoro Diharjo 2) 1) Pasca Sarjana Jurusan
PENGARUH FILLER DAN ARUS LISTRIK TERHADAP SIFAT FISIK- MEKANIK SAMBUNGAN LAS GMAW LOGAM TAK SEJENIS ANTARA BAJA KARBON DAN J4 Petrus Heru Sudargo 1), Triyono 2), Kuncoro Diharjo 2) 1) Pasca Sarjana Jurusan
Prosiding SNATIF Ke -4 Tahun 2017 ISBN:
 PENGARUH ARUS LISTRIK DAN FILLER PENGELASAN LOGAM BERBEDA BAJA KARBON RENDAH (ST 37) DENGAN BAJA TAHAN KARAT (AISI 316L) TERHADAP SIFAT MEKANIS DAN STRUKTUR MIKRO Bambang Teguh Baroto 1*, Petrus Heru Sudargo
PENGARUH ARUS LISTRIK DAN FILLER PENGELASAN LOGAM BERBEDA BAJA KARBON RENDAH (ST 37) DENGAN BAJA TAHAN KARAT (AISI 316L) TERHADAP SIFAT MEKANIS DAN STRUKTUR MIKRO Bambang Teguh Baroto 1*, Petrus Heru Sudargo
Ir Naryono 1, Farid Rakhman 2
 PENGARUH VARIASI KECEPATAN PENGELASAN PADA PENYAMBUNGAN PELAT BAJA SA 36 MENGGUNAKAN ELEKTRODA E6013 DAN E7016 TERHADAP KEKERASAN, STRUKTUR MIKRO DAN KEKUATAN TARIKNYA Ir Naryono 1, Farid Rakhman 2 Lecture
PENGARUH VARIASI KECEPATAN PENGELASAN PADA PENYAMBUNGAN PELAT BAJA SA 36 MENGGUNAKAN ELEKTRODA E6013 DAN E7016 TERHADAP KEKERASAN, STRUKTUR MIKRO DAN KEKUATAN TARIKNYA Ir Naryono 1, Farid Rakhman 2 Lecture
Pengaruh Variasi Arus terhadap Struktur Mikro, Kekerasan dan Kekuatan Sambungan pada Proses Pengelasan Alumunium dengan Metode MIG
 NASKAH PUBLIKASI TUGAS AKHIR Pengaruh Variasi Arus terhadap Struktur Mikro, Kekerasan dan Kekuatan Sambungan pada Proses Pengelasan Alumunium dengan Metode MIG Diajukan untuk Memenuhi Tugas dan Syarat-syarat
NASKAH PUBLIKASI TUGAS AKHIR Pengaruh Variasi Arus terhadap Struktur Mikro, Kekerasan dan Kekuatan Sambungan pada Proses Pengelasan Alumunium dengan Metode MIG Diajukan untuk Memenuhi Tugas dan Syarat-syarat
PENGARUH ANNEALING TERHADAP LAS MIG DENGAN GAS PELINDUNG CO2 (100%) TERHADAP SIFAT MEKANIS DAN STRUKTUR MIKRO DAN MAKRO PADA BAJA STAM 390 G
 TERHADAP SIFAT MEKANIS DAN STRUKTUR MIKRO DAN MAKRO PADA BAJA STAM 390 G") PENGARUH ANNEALING TERHADAP LAS MIG DENGAN GAS PELINDUNG CO2 (1%) TERHADAP SIFAT MEKANIS DAN STRUKTUR MIKRO DAN MAKRO PADA BAJA STAM 39 G Ir.Soegitamo Rahardjo 1, Dwiki Darmansyah 2 Lecture 1,College student
PENGARUH ANNEALING TERHADAP LAS MIG DENGAN GAS PELINDUNG CO2 (1%) TERHADAP SIFAT MEKANIS DAN STRUKTUR MIKRO DAN MAKRO PADA BAJA STAM 39 G Ir.Soegitamo Rahardjo 1, Dwiki Darmansyah 2 Lecture 1,College student
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN Dalam bab ini akan dijelaskan langkah-langkah yang dilakukan dalam melakukan beberapa pengujian dengan tujuan mengetahui hasil pengelasan preheat setelah PWHT, pengujian yang
BAB III METODE PENELITIAN Dalam bab ini akan dijelaskan langkah-langkah yang dilakukan dalam melakukan beberapa pengujian dengan tujuan mengetahui hasil pengelasan preheat setelah PWHT, pengujian yang
Available online at Website
 Available online at Website http://ejournal.undip.ac.id/index.php/rotasi Pengaruh PWHT dan Preheat pada Kualitas Pengelasan Dissimilar Metal antara Baja Karbon (A-106) dan Baja Sri Nugroho, Wiko Sudiarso*
Available online at Website http://ejournal.undip.ac.id/index.php/rotasi Pengaruh PWHT dan Preheat pada Kualitas Pengelasan Dissimilar Metal antara Baja Karbon (A-106) dan Baja Sri Nugroho, Wiko Sudiarso*
Gambar 4.1. Hasil pengamatan struktur mikro.
 38 BAB IV HASIL DAN PEMBAHASAN 4.1 Struktur Mikro Struktur mikro yang dihasilkan pada Gambar 4.1 memiliki tiga bagian, titik 0 mm dan 5 mm dari sumbu las masuk pada daerah las, titik 10 mm dan 15 mm sudah
38 BAB IV HASIL DAN PEMBAHASAN 4.1 Struktur Mikro Struktur mikro yang dihasilkan pada Gambar 4.1 memiliki tiga bagian, titik 0 mm dan 5 mm dari sumbu las masuk pada daerah las, titik 10 mm dan 15 mm sudah
BAB I PENDAHULUAN. memiliki andil dalam pengembangan berbagai sarana dan prasarana kebutuhan
 BAB I PENDAHULUAN A. Latar Belakang Dalam industri, teknologi konstruksi merupakan salah satu teknologi yang memiliki andil dalam pengembangan berbagai sarana dan prasarana kebutuhan manusia. Perkembangannya
BAB I PENDAHULUAN A. Latar Belakang Dalam industri, teknologi konstruksi merupakan salah satu teknologi yang memiliki andil dalam pengembangan berbagai sarana dan prasarana kebutuhan manusia. Perkembangannya
Kata Kunci: Pengelasan Berbeda, GMAW, Variasi Arus, Struktur Mikro
 B.8 PENGARUH FILLER DAN ARUS LISTRIK PENGELASAN LOGAM TAK SEJENIS BAJA (AISI 1045) DENGAN BAJA TAHAN KARAT (AISI 316L) TERHADAP SIFAT MEKANIS DAN STRUKTUR MIKRO Petrus Heru Sudargo *, Bambang Teguh Baroto
B.8 PENGARUH FILLER DAN ARUS LISTRIK PENGELASAN LOGAM TAK SEJENIS BAJA (AISI 1045) DENGAN BAJA TAHAN KARAT (AISI 316L) TERHADAP SIFAT MEKANIS DAN STRUKTUR MIKRO Petrus Heru Sudargo *, Bambang Teguh Baroto
PENGARUH HEAT TREATMENT
 TUGAS AKHIR PENGARUH HEAT TREATMENT SESUDAH PENGELASAN (POST WELD) PADA BAJA TAHAN KARAT AUSTENITIK TERHADAP KEKUATAN TARIK, KEKERASAN, STRUKTUR MIKRO, DAN KOMPOSISI KIMIA Disusun : CATUR WIDODO YUNIANTO
TUGAS AKHIR PENGARUH HEAT TREATMENT SESUDAH PENGELASAN (POST WELD) PADA BAJA TAHAN KARAT AUSTENITIK TERHADAP KEKUATAN TARIK, KEKERASAN, STRUKTUR MIKRO, DAN KOMPOSISI KIMIA Disusun : CATUR WIDODO YUNIANTO
PENGARUH VARIASI ARUS TERHADAP STRUKTUR MIKRO, KEKERASAN DAN KEKUATAN SAMBUNGAN PADA PROSES PENGELASAN ALUMINIUM DENGAN METODE MIG
 PENGARUH VARIASI ARUS TERHADAP STRUKTUR MIKRO, KEKERASAN DAN KEKUATAN SAMBUNGAN PADA PROSES PENGELASAN ALUMINIUM DENGAN METODE MIG Tri Widodo Besar Riyadi 1, Lastono Aji 2 1,2 Jurusan Teknik Mesin, Fakultas
PENGARUH VARIASI ARUS TERHADAP STRUKTUR MIKRO, KEKERASAN DAN KEKUATAN SAMBUNGAN PADA PROSES PENGELASAN ALUMINIUM DENGAN METODE MIG Tri Widodo Besar Riyadi 1, Lastono Aji 2 1,2 Jurusan Teknik Mesin, Fakultas
BAB IV ANALISA DAN PEMBAHASAN. Sesudah dilakukan pengujian Uji Tarik dan Struktur Mikro pada Baja SS-400,
 45 BAB IV ANALISA DAN PEMBAHASAN Sesudah dilakukan pengujian Uji dan Struktur Mikro pada Baja SS-, maka diperoleh data-data pengujian yang kemudian dijabarkan melalui beberapa sub-sub pembahasan dari masing-masing
45 BAB IV ANALISA DAN PEMBAHASAN Sesudah dilakukan pengujian Uji dan Struktur Mikro pada Baja SS-, maka diperoleh data-data pengujian yang kemudian dijabarkan melalui beberapa sub-sub pembahasan dari masing-masing
Jurnal Teknik Mesin UNISKA Vol. 02 No.02 Mei 2017 ISSN
 PENGARUH VARIASI ARUS LISTRIK TERHADAP KEKUATAN TARIK DAN STRUKTUR MIKRO SAMBUNGAN LAS TITIK (SPOT WELDING) LOGAM DISSIMILAR STAINLESS STEEL DAN BAJA KARBON RENDAH NSTRUCTION TO AUTHORS (Times New Roman,
PENGARUH VARIASI ARUS LISTRIK TERHADAP KEKUATAN TARIK DAN STRUKTUR MIKRO SAMBUNGAN LAS TITIK (SPOT WELDING) LOGAM DISSIMILAR STAINLESS STEEL DAN BAJA KARBON RENDAH NSTRUCTION TO AUTHORS (Times New Roman,
PENGARUH TEBAL PELAT BAJA KARBON RENDAH LAMA PENEKANAN DAN TEGANGAN LISTRIK PADA PENGELASAN TITIK TERHADAP SIFAT FISIS DAN MEKANIS
 PENGARUH TEBAL PELAT BAJA KARBON RENDAH LAMA PENEKANAN DAN TEGANGAN LISTRIK PADA PENGELASAN TITIK TERHADAP SIFAT FISIS DAN MEKANIS Joko Waluyo 1 1 Jurusan Teknik Mesin Institut Sains & Teknologi AKPRIND
PENGARUH TEBAL PELAT BAJA KARBON RENDAH LAMA PENEKANAN DAN TEGANGAN LISTRIK PADA PENGELASAN TITIK TERHADAP SIFAT FISIS DAN MEKANIS Joko Waluyo 1 1 Jurusan Teknik Mesin Institut Sains & Teknologi AKPRIND
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengelasan Pada FSW Pengelasan menggunakan metode friction stir welding ditunjukkan pada Gambar 4.1. Pengelasan dengan metode FSW ini merupakan pengelasan yang terjadi
BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengelasan Pada FSW Pengelasan menggunakan metode friction stir welding ditunjukkan pada Gambar 4.1. Pengelasan dengan metode FSW ini merupakan pengelasan yang terjadi
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN 3.1. Diagram Alir Gambar 3.1 Diagram alir penelitian 3.2. Studi Pustaka dan Survey Lapangan Studi pustaka menggunakan literature dari buku dan jurnal sedangkan survey lapangan
BAB III METODE PENELITIAN 3.1. Diagram Alir Gambar 3.1 Diagram alir penelitian 3.2. Studi Pustaka dan Survey Lapangan Studi pustaka menggunakan literature dari buku dan jurnal sedangkan survey lapangan
BAB I PENDAHULUAN. Universitas Sumatera Utara
 BAB I PENDAHULUAN 1.1 Latar Belakang Seiring dengan perkembangan teknologi dibidang konstruksi, pengelasan merupakan bagian yang tidak terpisahkan dari pertumbuhan dan peningkatan industri, karena mempunyai
BAB I PENDAHULUAN 1.1 Latar Belakang Seiring dengan perkembangan teknologi dibidang konstruksi, pengelasan merupakan bagian yang tidak terpisahkan dari pertumbuhan dan peningkatan industri, karena mempunyai
BAB I PENDAHULUAN. Banyak cara yang dapat dilakukan dalam teknik penyambungan logam misalnya
 BAB I PENDAHULUAN A. Latar Belakang Teknik penyambungan logam telah diketahui sejak dahulu kala. Sumber energi yang digunakan pada zaman dahulu diduga dihasilkan dari pembakaran kayu atau sampah. Karena
BAB I PENDAHULUAN A. Latar Belakang Teknik penyambungan logam telah diketahui sejak dahulu kala. Sumber energi yang digunakan pada zaman dahulu diduga dihasilkan dari pembakaran kayu atau sampah. Karena
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengelasan Pada FSW Hasil pengelasan menggunakan metode friction stir welding ditunjukkan pada Gambar 4.1. Pengelasan dengan metode FSW merupakan pengelasan yang terjadi
BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengelasan Pada FSW Hasil pengelasan menggunakan metode friction stir welding ditunjukkan pada Gambar 4.1. Pengelasan dengan metode FSW merupakan pengelasan yang terjadi
BAB IV HASIL DAN PEMBAHASAN. Pengujian struktur mikro dilakukan untuk mengetahui isi unsur kandungan
 4.1 Pengujian Struktur Mikro BAB IV HASIL DAN PEMBAHASAN Pengujian struktur mikro dilakukan untuk mengetahui isi unsur kandungan yang terdapat didalam spesimen baja karbon rendah yang akan diuji. Dengan
4.1 Pengujian Struktur Mikro BAB IV HASIL DAN PEMBAHASAN Pengujian struktur mikro dilakukan untuk mengetahui isi unsur kandungan yang terdapat didalam spesimen baja karbon rendah yang akan diuji. Dengan
Analisis Perbandingan Laju Korosi Pelat ASTM A36 antara Pengelasan di Udara Terbuka dan Pengelasan Basah Bawah Air dengan Variasi Tebal Pelat
 JURNAL TEKNIK POMITS Vol. 2, 1, (2013) ISSN: 2337-3539 (2301-9271 Print) G-73 Analisis Perbandingan Pelat ASTM A36 antara di Udara Terbuka dan Basah Bawah Air dengan Variasi Tebal Pelat Yanek Fathur Rahman,
JURNAL TEKNIK POMITS Vol. 2, 1, (2013) ISSN: 2337-3539 (2301-9271 Print) G-73 Analisis Perbandingan Pelat ASTM A36 antara di Udara Terbuka dan Basah Bawah Air dengan Variasi Tebal Pelat Yanek Fathur Rahman,
BAB IV HASIL DAN PEMBAHASAN. perbesaran 100x adalah 100 µm. Sebelum dilakukan pengujian materi yang
 BAB IV HASIL DAN PEMBAHASAN 4.1 Pengujian struktur mikro Pengujian struktur mikro ini pembesaran foto diperoleh dari perkalian lensa obyektif dan okuler. Lensa obyektif yang dipakai 10x, lensa okuler 10x
BAB IV HASIL DAN PEMBAHASAN 4.1 Pengujian struktur mikro Pengujian struktur mikro ini pembesaran foto diperoleh dari perkalian lensa obyektif dan okuler. Lensa obyektif yang dipakai 10x, lensa okuler 10x
BAB V HASIL DAN PEMBAHASAN
 4 cm BAB V HASIL DAN PEMBAHASAN 5.1 Struktur Makro dan Mikro Gambar 5.1 menunjukkan bahwa pengelasan MFSW dengan feedrate 1 mm/min mengalami kegagalan sambungan dimana kedua pelat tidak menyambung setelah
4 cm BAB V HASIL DAN PEMBAHASAN 5.1 Struktur Makro dan Mikro Gambar 5.1 menunjukkan bahwa pengelasan MFSW dengan feedrate 1 mm/min mengalami kegagalan sambungan dimana kedua pelat tidak menyambung setelah
I. PENDAHULUAN. keling. Ruang lingkup penggunaan teknik pengelasan dalam konstruksi. transportasi, rel, pipa saluran dan lain sebagainya.
 I. PENDAHULUAN A. Latar Belakang Pengembangan teknologi di bidang konstruksi yang semakin maju tidak dapat dipisahkan dari pengelasan, karena mempunyai peranan penting dalam rekayasa dan reparasi logam.
I. PENDAHULUAN A. Latar Belakang Pengembangan teknologi di bidang konstruksi yang semakin maju tidak dapat dipisahkan dari pengelasan, karena mempunyai peranan penting dalam rekayasa dan reparasi logam.
Gambar 4.1. Hasil pengelasan gesek.
 BAB IV HASIL DAN PEMBAHASAN Setelah dilakukan proses pengelasan gesek (friction welding) dan pengujian tarik dari setiap spesimen benda uji, maka akan diperoleh data hasil pengujian. Data yang diperoleh
BAB IV HASIL DAN PEMBAHASAN Setelah dilakukan proses pengelasan gesek (friction welding) dan pengujian tarik dari setiap spesimen benda uji, maka akan diperoleh data hasil pengujian. Data yang diperoleh
BAB I PENDAHULUAN. dalam penyambungan batang-batang terutama pada bahan besi tuang
 BAB I PENDAHULUAN 1.1. Latar Belakang Pada waktu ini teknik las telah banyak dipergunakan secara luas dalam penyambungan batang-batang terutama pada bahan besi tuang (cast iron), besi dan baja. Luasnya
BAB I PENDAHULUAN 1.1. Latar Belakang Pada waktu ini teknik las telah banyak dipergunakan secara luas dalam penyambungan batang-batang terutama pada bahan besi tuang (cast iron), besi dan baja. Luasnya
Pengaruh Jenis Elektroda Pada Pengelasan Dengan SMAW Terhadap Sifat Fisis dan Mekanis Pada Baja Profil IWF
 TUGAS AKHIR Pengaruh Jenis Elektroda Pada Pengelasan Dengan SMAW Terhadap Sifat Fisis dan Mekanis Pada Baja Profil IWF Disusun : DIDIT KURNIAWAN NIM : D.200.03.0169 JURUSAN TEKNIK MESIN FAKULTAS TEKNIK
TUGAS AKHIR Pengaruh Jenis Elektroda Pada Pengelasan Dengan SMAW Terhadap Sifat Fisis dan Mekanis Pada Baja Profil IWF Disusun : DIDIT KURNIAWAN NIM : D.200.03.0169 JURUSAN TEKNIK MESIN FAKULTAS TEKNIK
JURNAL TEKNIK ITS Vol. 6, No. 2 (2017) ISSN: ( Print)
 ISSN: ( Print)") F209 Abstrak HP Heater adalah sebuah peralatan Heat Exchanger yang terdiri dari Shell & Tube yang digunakan untuk menaikkan temperatur feed water sesuai temperatur yang dipersyaratkan oleh Boiler.Material
F209 Abstrak HP Heater adalah sebuah peralatan Heat Exchanger yang terdiri dari Shell & Tube yang digunakan untuk menaikkan temperatur feed water sesuai temperatur yang dipersyaratkan oleh Boiler.Material
Ir. Hari Subiyanto, MSc
 Tugas Akhir TM091486 METALURGI Budi Prasetya Awab Putra NRP 2104 100 018 Dosen Pembimbing: Ir. Hari Subiyanto, MSc ABSTRAK Austenitic stainless steel adalah suatu logam paduan yang mempunyai sifat tahan
Tugas Akhir TM091486 METALURGI Budi Prasetya Awab Putra NRP 2104 100 018 Dosen Pembimbing: Ir. Hari Subiyanto, MSc ABSTRAK Austenitic stainless steel adalah suatu logam paduan yang mempunyai sifat tahan
BAB I PENDAHULUAN. Universitas Indonesia. Pengaruh pengelasan..., RR. Reni Indraswari, FT UI, 2010.
 BAB I PENDAHULUAN 1.1. Latar Belakang Baja tahan karat Austenitic stainless steel (seri 300) merupakan kelompok material teknik yang sangat penting yang telah digunakan luas dalam berbagai lingkungan industri,
BAB I PENDAHULUAN 1.1. Latar Belakang Baja tahan karat Austenitic stainless steel (seri 300) merupakan kelompok material teknik yang sangat penting yang telah digunakan luas dalam berbagai lingkungan industri,
BAB I PENDAHULUAN. Pengelasan adalah suatu proses penggabungan antara dua. logam atau lebih yang menggunakan energi panas.
 BAB I PENDAHULUAN 1.1. Latar Belakang Pengelasan adalah suatu proses penggabungan antara dua logam atau lebih yang menggunakan energi panas. Teknologi pengelasan tidak hanya digunakan untuk memproduksi
BAB I PENDAHULUAN 1.1. Latar Belakang Pengelasan adalah suatu proses penggabungan antara dua logam atau lebih yang menggunakan energi panas. Teknologi pengelasan tidak hanya digunakan untuk memproduksi
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA 2.1. Baja Baja adalah salah satu bahan konstruksi yang paling banyak digunakan. Sifat-sifatnya yang penting dalam penggunaan konstruksi adalah kekuatannya yang tinggi dibandingkan
BAB II TINJAUAN PUSTAKA 2.1. Baja Baja adalah salah satu bahan konstruksi yang paling banyak digunakan. Sifat-sifatnya yang penting dalam penggunaan konstruksi adalah kekuatannya yang tinggi dibandingkan
JOB SHEET DAN LAPORAN PRAKTIKUM MATA KULIAH PRAKTIKUM METALURGI LAS
 JOB SHEET DAN LAPORAN PRAKTIKUM MATA KULIAH PRAKTIKUM METALURGI LAS PENYUSUN : HERI WIBOWO, MT. PENYUSUN LAPORAN : NAMA... NIM... KELOMPOK/ KELAS... JURUSAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS NEGERI
JOB SHEET DAN LAPORAN PRAKTIKUM MATA KULIAH PRAKTIKUM METALURGI LAS PENYUSUN : HERI WIBOWO, MT. PENYUSUN LAPORAN : NAMA... NIM... KELOMPOK/ KELAS... JURUSAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS NEGERI
STUDI PENGARUH ARUS DAN WAKTU PENGELASAN TERHADAP SIFAT MEKANIK SAMBUNGAN LAS TITIK (SPOT WELDING) LOGAM TAK SEJENIS
 LOGAM TAK SEJENIS") STUDI PENGARUH ARUS DAN WAKTU PENGELASAN TERHADAP SIFAT MEKANIK SAMBUNGAN LAS TITIK (SPOT WELDING) LOGAM TAK SEJENIS Muh Alfatih Hendrawan 1*, Deni Dwi Rusmawan 2 1,2 Jurusan Teknik Mesin, Fakultas Teknik,
STUDI PENGARUH ARUS DAN WAKTU PENGELASAN TERHADAP SIFAT MEKANIK SAMBUNGAN LAS TITIK (SPOT WELDING) LOGAM TAK SEJENIS Muh Alfatih Hendrawan 1*, Deni Dwi Rusmawan 2 1,2 Jurusan Teknik Mesin, Fakultas Teknik,
Alasan pengujian. Jenis Pengujian merusak (destructive test) pada las. Pengujian merusak (DT) pada las 08/01/2012
 pada las. Pengujian merusak (DT) pada las 08/01/2012") 08/01/2012 MATERI KE II Pengujian merusak (DT) pada las Pengujian g j merusak (Destructive Test) dibagi dalam 2 bagian: Pengujian di bengkel las. Pengujian skala laboratorium. penyusun: Heri Wibowo, MT
08/01/2012 MATERI KE II Pengujian merusak (DT) pada las Pengujian g j merusak (Destructive Test) dibagi dalam 2 bagian: Pengujian di bengkel las. Pengujian skala laboratorium. penyusun: Heri Wibowo, MT
BAB I PENDAHULUAN. adalah sebagai media atau alat pemotongan (Yustinus Edward, 2005). Kelebihan
. Kelebihan") BAB I PENDAHULUAN A. Latar Belakang Teknik penyambungan logam telah diketahui sejak dahulu kala. Sumber energi yang digunakan pada zaman dahulu diduga dihasilkan dari pembakaran kayu atau sampah. Karena
BAB I PENDAHULUAN A. Latar Belakang Teknik penyambungan logam telah diketahui sejak dahulu kala. Sumber energi yang digunakan pada zaman dahulu diduga dihasilkan dari pembakaran kayu atau sampah. Karena
Oleh Wahyu Ade Saputra ( ) Dosen Pembimbing 1. Ir. Achmad Zubaydi, M.Eng., Ph.D 2. Ir. Soeweify, M.Eng
 Dosen Pembimbing 1. Ir. Achmad Zubaydi, M.Eng., Ph.D 2. Ir. Soeweify, M.Eng") TUGAS AKHIR (MN 091482) ANALISIS PENGARUH APLIKASI POST WELD HEAT TREATMENT (PWHT) PADA PENGELASAN CAST STEEL (SC 42 ) DENGAN CARBON STEEL (Grade E) TERHADAP Oleh Wahyu Ade Saputra (4109.100.034) Dosen
TUGAS AKHIR (MN 091482) ANALISIS PENGARUH APLIKASI POST WELD HEAT TREATMENT (PWHT) PADA PENGELASAN CAST STEEL (SC 42 ) DENGAN CARBON STEEL (Grade E) TERHADAP Oleh Wahyu Ade Saputra (4109.100.034) Dosen
PENGARUH ARUS LISTRIK TERHADAP KARAKTERISTIK FISIK-MEKANIK SAMBUNGAN LAS TITIK LOGAM DISSIMILAR AL-STEEL
 Available online at Website http://ejournal.undip.ac.id/index.php/rotasi PENGARUH ARUS LISTRIK TERHADAP KARAKTERISTIK FISIK-MEKANIK SAMBUNGAN LAS TITIK LOGAM DISSIMILAR AL-STEEL *Yustiasih Purwaningrum,
Available online at Website http://ejournal.undip.ac.id/index.php/rotasi PENGARUH ARUS LISTRIK TERHADAP KARAKTERISTIK FISIK-MEKANIK SAMBUNGAN LAS TITIK LOGAM DISSIMILAR AL-STEEL *Yustiasih Purwaningrum,
BAB II LANDASAN TEORI
 digilib.uns.ac.id BAB II LANDASAN TEORI 2.1. Tinjauan Pustaka Teknologi pengelasan las tahanan listrik mula-mula dikembangkan oleh Elihu Thompson pada akhir abad 19. Kini proses tersebut telah berkembang
digilib.uns.ac.id BAB II LANDASAN TEORI 2.1. Tinjauan Pustaka Teknologi pengelasan las tahanan listrik mula-mula dikembangkan oleh Elihu Thompson pada akhir abad 19. Kini proses tersebut telah berkembang
BAB I PENDAHULUAN. semakin dibutuhkan. Semakin luas penggunaan las mempengaruhi. mudah penggunaannya juga dapat menekan biaya sehingga lebih
 BAB I PENDAHULUAN 1.1 Latar Belakang Perkembangan teknologi dalam bidang konstruksi semakin maju, baik di dalam perakitan maupun perawatan. Seiring kemajuan teknologi dalam bidang konstruksi, membuat kebutuhan
BAB I PENDAHULUAN 1.1 Latar Belakang Perkembangan teknologi dalam bidang konstruksi semakin maju, baik di dalam perakitan maupun perawatan. Seiring kemajuan teknologi dalam bidang konstruksi, membuat kebutuhan
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengelasan Friction Stir Welding Setelah dilakukan proses pengelasan friction stir welding, maka akan terlihat bekas hasil pengelasan pada permukaan material. Pengelasan
BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengelasan Friction Stir Welding Setelah dilakukan proses pengelasan friction stir welding, maka akan terlihat bekas hasil pengelasan pada permukaan material. Pengelasan
BAB II PENGELASAN SECARA UMUM. Ditinjau dari aspek metalurgi proses pengelasan dapat dikelompokkan
 II - 1 BAB II PENGELASAN SECARA UMUM 2.1 Dasar Teori 2.1.1 Pengelasan Ditinjau dari aspek metalurgi proses pengelasan dapat dikelompokkan menjadi dua, pertama las cair (fussion welding) yaitu pengelasan
II - 1 BAB II PENGELASAN SECARA UMUM 2.1 Dasar Teori 2.1.1 Pengelasan Ditinjau dari aspek metalurgi proses pengelasan dapat dikelompokkan menjadi dua, pertama las cair (fussion welding) yaitu pengelasan
TUGAS AKHIR. Tugas Akhir ini Disusun Guna Memperoleh Gelar Sarjana Strata Satu Jurusan Teknik Mesin Fakultas Teknik Universitas Muhammadiyah Surakarta
 TUGAS AKHIR PENGARUH POST WELD HEAT TREATMENT PADA PENGELASAN BAJA TAHAN KARAT AUSTENITIK TERHADAP UJI KOMPOSISI KIMIA, STRUKTUR MIKRO, KEKERASAN DAN TARIK Tugas Akhir ini Disusun Guna Memperoleh Gelar
TUGAS AKHIR PENGARUH POST WELD HEAT TREATMENT PADA PENGELASAN BAJA TAHAN KARAT AUSTENITIK TERHADAP UJI KOMPOSISI KIMIA, STRUKTUR MIKRO, KEKERASAN DAN TARIK Tugas Akhir ini Disusun Guna Memperoleh Gelar
BAB IV HASIL PENELITIAN DAN PEMBAHASAN
 BAB IV HASIL PENELITIAN DAN PEMBAHASAN Identitas : 1 : SMAW 1,5 mm 2 : SMAW 3 mm 3 : GTAW 1,5 mm Tanpa Gas Back Purging 4 : GTAW 3 mm Tanpa Gas Back Purging 5 : GTAW 1,5 mm 6 : GTAW 3 mm 7 : GTAW 1,5 mm
BAB IV HASIL PENELITIAN DAN PEMBAHASAN Identitas : 1 : SMAW 1,5 mm 2 : SMAW 3 mm 3 : GTAW 1,5 mm Tanpa Gas Back Purging 4 : GTAW 3 mm Tanpa Gas Back Purging 5 : GTAW 1,5 mm 6 : GTAW 3 mm 7 : GTAW 1,5 mm
Pengaruh variasi kampuh las dan arus listrik terhadap kekuatan tarik dan struktur mikro sambungan las TIG pada aluminium 5083
 Jurnal Kompetensi Teknik Vol. 8, No.2, Mei 2017 27 Pengaruh variasi kampuh las dan arus listrik terhadap kekuatan tarik dan struktur mikro sambungan las TIG pada aluminium 5083 Satrio Hadi 1, Rusiyanto
Jurnal Kompetensi Teknik Vol. 8, No.2, Mei 2017 27 Pengaruh variasi kampuh las dan arus listrik terhadap kekuatan tarik dan struktur mikro sambungan las TIG pada aluminium 5083 Satrio Hadi 1, Rusiyanto
I. PENDAHULUAN. selain jenisnya bervariasi, kuat, dan dapat diolah atau dibentuk menjadi berbagai
 I. PENDAHULUAN A. LATAR BELAKANG Dalam dunia industri, bahan-bahan yang digunakan kadang kala merupakan bahan yang berat. Bahan material baja adalah bahan paling banyak digunakan, selain jenisnya bervariasi,
I. PENDAHULUAN A. LATAR BELAKANG Dalam dunia industri, bahan-bahan yang digunakan kadang kala merupakan bahan yang berat. Bahan material baja adalah bahan paling banyak digunakan, selain jenisnya bervariasi,
BAB I PENDAHULUAN. 1.1 Latar Belakang. Pengembangan teknologi di bidang konstruksi yang semakin maju tidak
 BAB I PENDAHULUAN 1.1 Latar Belakang Pengembangan teknologi di bidang konstruksi yang semakin maju tidak dapat dipisahkan dari pengelasan karena mempunyai peranan penting dalam rekayasa dan reparasi logam.
BAB I PENDAHULUAN 1.1 Latar Belakang Pengembangan teknologi di bidang konstruksi yang semakin maju tidak dapat dipisahkan dari pengelasan karena mempunyai peranan penting dalam rekayasa dan reparasi logam.
BAB I PENDAHULUAN. logam menjadi satu akibat adanya energi panas. Teknologi pengelasan. selain digunakan untuk memproduksi suatu alat, pengelasan
 BAB I PENDAHULUAN A. Latar Belakang Pengelasan adalah suatu proses penggabungan logam dimana logam menjadi satu akibat adanya energi panas. Teknologi pengelasan selain digunakan untuk memproduksi suatu
BAB I PENDAHULUAN A. Latar Belakang Pengelasan adalah suatu proses penggabungan logam dimana logam menjadi satu akibat adanya energi panas. Teknologi pengelasan selain digunakan untuk memproduksi suatu
Karakterisasi Material Sprocket
 BAB IV DATA DAN ANALISA 4.1 Pengamatan Metalografi 4.1.1 Pengamatan Struktur Makro Pengujian ini untuk melihat secara keseluruhan objek yang akan dimetalografi, agar diketahui kondisi benda uji sebelum
BAB IV DATA DAN ANALISA 4.1 Pengamatan Metalografi 4.1.1 Pengamatan Struktur Makro Pengujian ini untuk melihat secara keseluruhan objek yang akan dimetalografi, agar diketahui kondisi benda uji sebelum
IV. HASIL DAN PEMBAHASAN
 IV. HASIL DAN PEMBAHASAN A. DATA ALAT DAN MATERIAL PENELITIAN 1. Material Penelitian Material yang digunakan adalah baja AISI 1045 berupa pelat yang memiliki komposisi kimia sebagai berikut : Tabel 7.
IV. HASIL DAN PEMBAHASAN A. DATA ALAT DAN MATERIAL PENELITIAN 1. Material Penelitian Material yang digunakan adalah baja AISI 1045 berupa pelat yang memiliki komposisi kimia sebagai berikut : Tabel 7.
PENGARUH VARIASI SUHU POST WELD HEAT TREATMENT ANNEALING
 PENGARUH VARIASI SUHU POST WELD HEAT TREATMENT ANNEALING TERHADAP SIFAT MEKANIS MATERIAL BAJA EMS-45 DENGAN METODE PENGELASAN SHIELDED METAL ARC WELDING (SMAW) Fakultas Teknik Universitas Negeri Semarang
PENGARUH VARIASI SUHU POST WELD HEAT TREATMENT ANNEALING TERHADAP SIFAT MEKANIS MATERIAL BAJA EMS-45 DENGAN METODE PENGELASAN SHIELDED METAL ARC WELDING (SMAW) Fakultas Teknik Universitas Negeri Semarang
NASKAH PUBLIKASI STUDI METALOGRAFI PENGARUH ARUS DAN HOLDING TIME PADA PENGELASAN SPOT WELDING MATERIAL STAINLESS STEEL
 NASKAH PUBLIKASI STUDI METALOGRAFI PENGARUH ARUS DAN HOLDING TIME PADA PENGELASAN SPOT WELDING MATERIAL STAINLESS STEEL Disusun Sebagai Syarat Menyelesaikan Program Studi Strata Satu Pada Jurusan Teknik
NASKAH PUBLIKASI STUDI METALOGRAFI PENGARUH ARUS DAN HOLDING TIME PADA PENGELASAN SPOT WELDING MATERIAL STAINLESS STEEL Disusun Sebagai Syarat Menyelesaikan Program Studi Strata Satu Pada Jurusan Teknik
JURNAL MESA FAKULTAS TEKNIK UNIVERSITAS SUBANG ISSN:
 Analisa Perbandingan Pengaruh Welding Repair Pada Pengelasan SMAW Dengan Menggunakan Elektroda RB -26 Kobe Steel dan RD-260 Nikko Steel Terhadap Nilai Kekerasan Baja Karbon Rendah DENY PONIMAN KOSASIH
Analisa Perbandingan Pengaruh Welding Repair Pada Pengelasan SMAW Dengan Menggunakan Elektroda RB -26 Kobe Steel dan RD-260 Nikko Steel Terhadap Nilai Kekerasan Baja Karbon Rendah DENY PONIMAN KOSASIH
KATA PENGANTAR. Sidoarjo, Desember Fakultas. Universitas Muhammadiyah Sidoarjo 1
 KATA PENGANTAR Puji beserta syukur panjatkan kehadirat Tuhan yang Maha Esa. Karena berkat rahmat, hidayahnya, telah mampu menyelesaiakan sebuah makalah tentang pengaruh pengelsan FCAW tanpa dan dengan
KATA PENGANTAR Puji beserta syukur panjatkan kehadirat Tuhan yang Maha Esa. Karena berkat rahmat, hidayahnya, telah mampu menyelesaiakan sebuah makalah tentang pengaruh pengelsan FCAW tanpa dan dengan
PERBANDINGAN KARAKTERISTIK SIFAT MEKANIS PENGELASAN ASTM A790 DAN ASTM A106 Gr. B HASIL PROSES PENGELASAN GTAW YANG DIAPLIKASIKAN PADA PIPA GEOTHERMAL
 PERBANDINGAN KARAKTERISTIK SIFAT MEKANIS PENGELASAN ASTM A790 DAN ASTM A106 Gr. B HASIL PROSES PENGELASAN GTAW YANG DIAPLIKASIKAN PADA PIPA GEOTHERMAL Pathya Rupajati 1), Hengky Fernando 2), Dwita Suastiyanti
PERBANDINGAN KARAKTERISTIK SIFAT MEKANIS PENGELASAN ASTM A790 DAN ASTM A106 Gr. B HASIL PROSES PENGELASAN GTAW YANG DIAPLIKASIKAN PADA PIPA GEOTHERMAL Pathya Rupajati 1), Hengky Fernando 2), Dwita Suastiyanti
BAB IV HASIL DAN PEMBAHASAN. Struktur mikro adalah gambaran dari kumpulan fasa-fasa yang dapat diamati
 BAB IV HASIL DAN PEMBAHASAN 4.1 Pengujian Struktur Mikro Struktur mikro adalah gambaran dari kumpulan fasa-fasa yang dapat diamati melalui teknik metalografi. Struktur mikro suatu logam dapat dilihat dengan
BAB IV HASIL DAN PEMBAHASAN 4.1 Pengujian Struktur Mikro Struktur mikro adalah gambaran dari kumpulan fasa-fasa yang dapat diamati melalui teknik metalografi. Struktur mikro suatu logam dapat dilihat dengan
PENGARUH VARIASI AMPERE PENGELASAN PLAT BAJA ST 36 TERHADAP BEBAN TEKAN BENGKOK DAN KERUSAKAN PERMUKAAN
 Widya PENGARUH Teknika Vol.22 VARIASI No.1; Maret AMPERE 2014 PENGELASAN.. DAN KERUSAKAN PERMUKAAN [AGUS SUYATNO] ISSN 1411 0660: 47-51 PENGARUH VARIASI AMPERE PENGELASAN PLAT BAJA ST 36 TERHADAP BEBAN
Widya PENGARUH Teknika Vol.22 VARIASI No.1; Maret AMPERE 2014 PENGELASAN.. DAN KERUSAKAN PERMUKAAN [AGUS SUYATNO] ISSN 1411 0660: 47-51 PENGARUH VARIASI AMPERE PENGELASAN PLAT BAJA ST 36 TERHADAP BEBAN
I. PENDAHULUAN. sampah. Karena suhu yang diperoleh dengan pembakaran tadi sangat rendah maka
 I. PENDAHULUAN A. Latar Belakang Teknik penyambungan logam telah diketahui sejak dahulu kala. Sumber energi yang digunakan pada zaman dahulu diduga dihasilkan dari pembakaran kayu atau sampah. Karena suhu
I. PENDAHULUAN A. Latar Belakang Teknik penyambungan logam telah diketahui sejak dahulu kala. Sumber energi yang digunakan pada zaman dahulu diduga dihasilkan dari pembakaran kayu atau sampah. Karena suhu
Pelaksanaan Uji Tarik
 Pelaksanaan Uji Tarik Hasil Uji Tarik Repair 3x No. Code Materi al C.S.A (mm 2 ) Tensile Test Results F ult (kn) σ ult (Kgf/mm 2 ) Remark 1. 4.1.1 284.39 145.5 52.17 Break at WM 2. 4.1.2 281.36 144.5 52.37
Pelaksanaan Uji Tarik Hasil Uji Tarik Repair 3x No. Code Materi al C.S.A (mm 2 ) Tensile Test Results F ult (kn) σ ult (Kgf/mm 2 ) Remark 1. 4.1.1 284.39 145.5 52.17 Break at WM 2. 4.1.2 281.36 144.5 52.37
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1. Validasi Hasil Simulasi Validasi program dilakukan dengan cara membandingkan hasil proses simulasi penelitian sekarang dengan hasil penelitian yang dilakukan oleh Zhigang
BAB IV HASIL DAN PEMBAHASAN 4.1. Validasi Hasil Simulasi Validasi program dilakukan dengan cara membandingkan hasil proses simulasi penelitian sekarang dengan hasil penelitian yang dilakukan oleh Zhigang
BAB III PERCOBAAN DAN HASIL PERCOBAAN
 BAB III PERCOBAAN DAN HASIL PERCOBAAN Untuk mengetahui pengaruh perlakuan panas pada kondisi struktur mikro dan sifat kekerasan pada paduan Fe-Ni-Al dengan beberapa variasi komposisi, dilakukan serangkaian
BAB III PERCOBAAN DAN HASIL PERCOBAAN Untuk mengetahui pengaruh perlakuan panas pada kondisi struktur mikro dan sifat kekerasan pada paduan Fe-Ni-Al dengan beberapa variasi komposisi, dilakukan serangkaian
PENGARUH FEED RATE TERHADAP STRUKTUR MIKRO, KEKERASAN DAN KEKUATAN BENDING PADA PENGELASAN FRICTION STIR WELDING ALUMINIUM 5052
 PENGARUH FEED RATE TERHADAP STRUKTUR MIKRO, KEKERASAN DAN KEKUATAN BENDING PADA PENGELASAN FRICTION STIR WELDING ALUMINIUM 505 Lukito Adi Wicaksono Jurusan Teknik Mesin, Fakultas Teknik, Universitas Muhammadiyah
PENGARUH FEED RATE TERHADAP STRUKTUR MIKRO, KEKERASAN DAN KEKUATAN BENDING PADA PENGELASAN FRICTION STIR WELDING ALUMINIUM 505 Lukito Adi Wicaksono Jurusan Teknik Mesin, Fakultas Teknik, Universitas Muhammadiyah
Dimas Hardjo Subowo NRP
 Dimas Hardjo Subowo NRP. 2706 100 011 Dosen Pembimbing : Budi Agung K, ST, M.Sc FAKULTAS TEKNOLOHI INDUSTRI INSTITUT TEKNOLOGI SEPULUH NOPEMBER SURABAYA Abstrak Dalam proses pengelasan seringkali dijumpai
Dimas Hardjo Subowo NRP. 2706 100 011 Dosen Pembimbing : Budi Agung K, ST, M.Sc FAKULTAS TEKNOLOHI INDUSTRI INSTITUT TEKNOLOGI SEPULUH NOPEMBER SURABAYA Abstrak Dalam proses pengelasan seringkali dijumpai
STUDI METALOGRAFI HASIL PENGELASAN SPOT WELDING TIPE KONVENSIONAL DAN PENAMBAHAN GAS ARGON
 D.14 STUDI METALOGRAFI HASIL PENGELASAN SPOT WELDING TIPE KONVENSIONAL DAN PENAMBAHAN GAS ARGON Muh Alfatih Hendrawan *, Tutur Angga Kusuma Jurusan Teknik Mesin, Fakultas Teknik, Universitas Muhammadiyah
D.14 STUDI METALOGRAFI HASIL PENGELASAN SPOT WELDING TIPE KONVENSIONAL DAN PENAMBAHAN GAS ARGON Muh Alfatih Hendrawan *, Tutur Angga Kusuma Jurusan Teknik Mesin, Fakultas Teknik, Universitas Muhammadiyah
Simposium Nasional Teknologi Terapan (SNTT) 2013 ISSN X
 2013 ISSN X") STUDI PENGARUH VARIASI VOLUMETRIK GAS ARGON DAN PARAMETER PROSES PENGELASAN SPOT WELDING TERHADAP KUALITAS SAMBUNGAN PADA PADUAN ALUMINIUM Muhammad Alfatih Hendrawan 1 1 Jurusan Teknik Mesin, Fakultas
STUDI PENGARUH VARIASI VOLUMETRIK GAS ARGON DAN PARAMETER PROSES PENGELASAN SPOT WELDING TERHADAP KUALITAS SAMBUNGAN PADA PADUAN ALUMINIUM Muhammad Alfatih Hendrawan 1 1 Jurusan Teknik Mesin, Fakultas
PENGARUH POLA GERAKAN ELEKTRODE DAN POSISI PENGELASAN TERHADAP KEKERASAN HASIL LAS PADA BAJA ST60
 JURNAL TEKNIK MESIN, TAHUN 23, NO. 2, OKTOBER 2015 1 PENGARUH POLA GERAKAN ELEKTRODE DAN POSISI PENGELASAN TERHADAP KEKERASAN HASIL LAS PADA BAJA ST60 Oleh: Achmad Nurul Qomari, Solichin, Prihanto Tri
JURNAL TEKNIK MESIN, TAHUN 23, NO. 2, OKTOBER 2015 1 PENGARUH POLA GERAKAN ELEKTRODE DAN POSISI PENGELASAN TERHADAP KEKERASAN HASIL LAS PADA BAJA ST60 Oleh: Achmad Nurul Qomari, Solichin, Prihanto Tri
TUGAS PENYAMBUNGAN MATERIAL 5 RACHYANDI NURCAHYADI ( )
") 1. Jelaskan tahapan kerja dari las titik (spot welding). Serta jelaskan mengapa pelelehan terjadi pada bagian tengah kedua pelat yang disambung Tahapan kerja dari las titik (spot welding) ialah : Dua lembaran
1. Jelaskan tahapan kerja dari las titik (spot welding). Serta jelaskan mengapa pelelehan terjadi pada bagian tengah kedua pelat yang disambung Tahapan kerja dari las titik (spot welding) ialah : Dua lembaran
PENGARUH SUHU NORMALIZING TERHADAP SIFAT FISIS DAN MEKANIS PENGELASAN BAJA PLAT KAPAL. Sutrisna*)
") PENGARUH SUHU NORMALIZING TERHADAP SIFAT FISIS DAN MEKANIS PENGELASAN BAJA PLAT KAPAL Sutrisna*) Abstrak Pengelasana adalah proses penyambungan dua buah logam atau lebih melalui proses pencairan setempat.
PENGARUH SUHU NORMALIZING TERHADAP SIFAT FISIS DAN MEKANIS PENGELASAN BAJA PLAT KAPAL Sutrisna*) Abstrak Pengelasana adalah proses penyambungan dua buah logam atau lebih melalui proses pencairan setempat.
Kata Kunci : Pengelasan SMAW, perlakuan panas, Kekuatan tarik, kekerasan, stuktur mikro. Jurnal Tugas Akhir
 STUDI KEKUATAN MEKANIK DAN STRUKTUR MIKRO HASIL PENGELASAN SMAW DENGAN VARIASI PREHEAT DAN POSTHEAT MENGGUNAKAN METODE PENDINGINAN CEPAT DAN PENDINGINAN LAMBAT Dhanur Rananggono (1), Yeyes Mulyadi (2),
STUDI KEKUATAN MEKANIK DAN STRUKTUR MIKRO HASIL PENGELASAN SMAW DENGAN VARIASI PREHEAT DAN POSTHEAT MENGGUNAKAN METODE PENDINGINAN CEPAT DAN PENDINGINAN LAMBAT Dhanur Rananggono (1), Yeyes Mulyadi (2),
PENGARUH MAGNET EXTERNAL TERHADAP SIFAT MEKANIK PADA PENGELASAN BAJA SS 41 DAN BAJA AH 36
 PENGARUH MAGNET EXTERNAL TERHADAP SIFAT MEKANIK PADA PENGELASAN BAJA SS 41 DAN BAJA AH 36 Deddy S. Utomo*, Mohammad Nurul Misbah, ST, MT** * Mahasiswa Jurusan Teknik Perkapalan ** Staf Pengajar Jurusan
PENGARUH MAGNET EXTERNAL TERHADAP SIFAT MEKANIK PADA PENGELASAN BAJA SS 41 DAN BAJA AH 36 Deddy S. Utomo*, Mohammad Nurul Misbah, ST, MT** * Mahasiswa Jurusan Teknik Perkapalan ** Staf Pengajar Jurusan
Pengaruh Variasi Waktu dan Tebal Plat Pada Las Titik terhadap Sifat Fisis dan Mekanis Sambungan Las Baja Karbon Rendah
 TUGAS AKHIR Pengaruh Variasi Waktu dan Tebal Plat Pada Las Titik terhadap Sifat Fisis dan Mekanis Sambungan Las Baja Karbon Rendah Disusun : MT ERRY DANIS NIM : D.200.01.0055 NIRM : 01.6.106.03030.50055
TUGAS AKHIR Pengaruh Variasi Waktu dan Tebal Plat Pada Las Titik terhadap Sifat Fisis dan Mekanis Sambungan Las Baja Karbon Rendah Disusun : MT ERRY DANIS NIM : D.200.01.0055 NIRM : 01.6.106.03030.50055
PENGARUH VARIASI WAKTU TAHAN PADA PROSES NORMALIZING TERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO BAJA AISI 310S PADA PRESSURE VESSEL
 PENGARUH VARIASI WAKTU TAHAN PADA PROSES NORMALIZING TERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO BAJA AISI 310S PADA PRESSURE VESSEL Mahasiswa Febrino Ferdiansyah Dosen Pembimbing Ir. Rochman Rochiem, M.
PENGARUH VARIASI WAKTU TAHAN PADA PROSES NORMALIZING TERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO BAJA AISI 310S PADA PRESSURE VESSEL Mahasiswa Febrino Ferdiansyah Dosen Pembimbing Ir. Rochman Rochiem, M.
Jurnal Dinamis Vol.II,No.14, Januari 2014 ISSN
 PENGARUH MASUKAN PANAS TERHADAP STRUKTUR MIKRO, KEKERASAN DAN KETANGGUHAN PADA PENGELASAN SHIELD METAL ARC WELDING (SMAW) DARI PIPA BAJA DIAMETER 2,5 INCHI Susri Mizhar, Ivan Hamonangan Pandiangan Jurusan
PENGARUH MASUKAN PANAS TERHADAP STRUKTUR MIKRO, KEKERASAN DAN KETANGGUHAN PADA PENGELASAN SHIELD METAL ARC WELDING (SMAW) DARI PIPA BAJA DIAMETER 2,5 INCHI Susri Mizhar, Ivan Hamonangan Pandiangan Jurusan
VARIASI ARUS LISTRIK TERHADAP SIFAT MEKANIK MIKRO SAMBUNGAN LAS BAJA TAHAN KARAT AISI 304
 ISSN 2338-8102 VARIASI ARUS LISTRIK TERHADAP SIFAT MEKANIK MIKRO SAMBUNGAN LAS BAJA TAHAN KARAT AISI 304 Yunus Yakub dan Media Nofri Program Studi Teknik Mesin FTI ISTN Email: [email protected] Abstrak:
ISSN 2338-8102 VARIASI ARUS LISTRIK TERHADAP SIFAT MEKANIK MIKRO SAMBUNGAN LAS BAJA TAHAN KARAT AISI 304 Yunus Yakub dan Media Nofri Program Studi Teknik Mesin FTI ISTN Email: [email protected] Abstrak:
II. TINJAUAN PUSTAKA. Seperti diketahui bahwa, di dalam baja karbon terdapat ferrite, pearlite, dan
 II. TINJAUAN PUSTAKA A. Baja Baja adalah paduan antara unsur besi (Fe) dan Carbon (C) serta beberapa unsur tambahan lain, seperti Mangan (Mn), Aluminium (Al), Silikon (Si) dll. Seperti diketahui bahwa,
II. TINJAUAN PUSTAKA A. Baja Baja adalah paduan antara unsur besi (Fe) dan Carbon (C) serta beberapa unsur tambahan lain, seperti Mangan (Mn), Aluminium (Al), Silikon (Si) dll. Seperti diketahui bahwa,