Pelaksanaan Uji Tarik
|
|
|
- Suhendra Lesmono
- 6 tahun lalu
- Tontonan:
Transkripsi
 Tensile Test Results F ult (kn) σ ult (Kgf/mm 2 ) Remark 1. 4.2.1 283.84 148.7 53.42 Break at BM 2. 4.2.2 278.")
1 Pelaksanaan Uji Tarik Hasil Uji Tarik Repair 3x No. Code Materi al C.S.A (mm 2 ) Tensile Test Results F ult (kn) σ ult (Kgf/mm 2 ) Remark Break at WM Break at WM Break at WM No. Code Materi al C.S.A (mm 2 ) Tensile Test Results F ult (kn) σ ult (Kgf/mm 2 ) Remark Break at BM Break at BM Break at WM
 Tensile Test Results F ult (kn) σ ult (Kgf/mm 2 ) Remark 1. 4.3.1 283.7 3 2. 4.3.2 280.1 4 3. 4.3.3 281.9 2 149 53.")
2 Pelaksanaan Uji Tarik Hasil Uji Tarik Repair 3x No. Code Mater ial C.S.A (mm 2 ) Tensile Test Results F ult (kn) σ ult (Kgf/mm 2 ) Remark Break at WM Break at BM Break at BM
3 Penyebab Patahan Terjadi Pada weld Metal : Proses drying/preheating electrode yang kurang sehingga weld metal yang terbentuk tidak secara maximal karena electrode masih lembab. Kurang baiknya sambungan las-lasan.
4 Menurut ASME Section IX 2001, Kriteria pengujian tarik dapat diterima bila kuat tarik spesimen tidak kurang dari : 1) Kekuatan tarik minimum yang ditetapkan dari logam dasar, atau 2) Kekuatan tarik minimum yang ditetapkan dari logam dasar yang terlemah, 3) Kekuatan tarik minimum dari logam lasan, bila standar yang digunakan menentukan penggunaan logam lasan dengan kekuatan tarik yang lebih rendah daripada logam dasar pada suhu ruang.
5 4) Bila specimen putus pada logam dasar diluar lasan atau diluar garis fusi las, tes dinyatakan lulus dengan syarat kekuatan tarik minimum 5% lebih rendah dari kekuatan tarik minimum yang ditetapkan untuk logam dasar.
6 Tabel Perbandingan Kekuatan Tarik Rata-Rata ( ultimate) PENGELASAN Ultimate (Kgf/mm²) Tanpa repair Repair 1x Repair 2x Repair 3x
7 Grafik Perbandingan Kekuatan Tarik Rata-Rata ( ultimate)

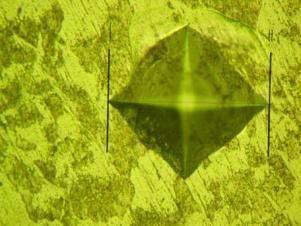
8 Hasil pengamatan Foto Makro dan Mikro



9 Hasil Pengamatan Struktur Makro Tanpa repair Repair 1x Repair 2x Repair 3x






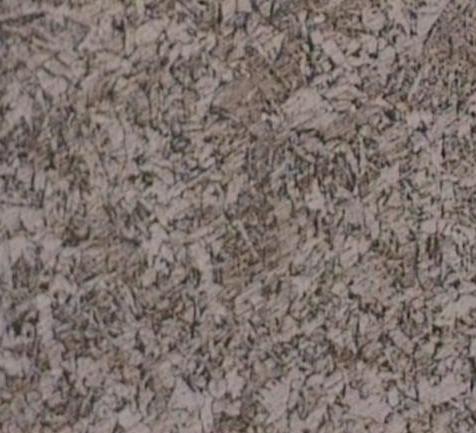
10 Hasil Pengamatan Struktur Mikro Top weld Center weld Root weld HAZ Fusion line Base metal Foto Struktur Mikro Tanpa Repair


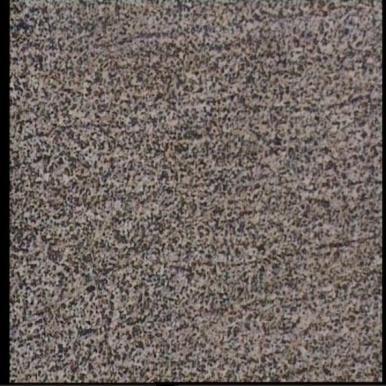
11 Hasil Pengamatan Struktur Mikro Top weld Center weld Root weld HAZ Fusion line Base metal Foto Struktur Mikro Repair 1x


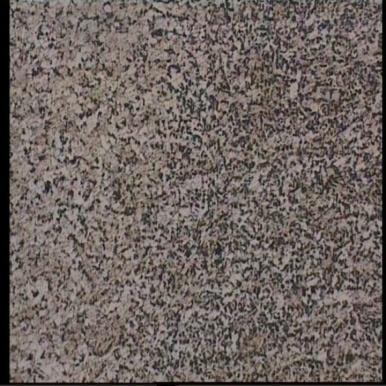
12 Hasil Pengamatan Struktur Mikro Top weld Center weld Root weld HAZ Fusion line Base metal Foto Struktur Mikro Repair 2x

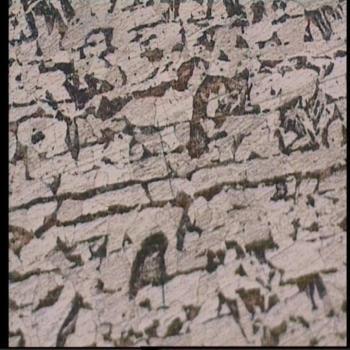
13 Hasil Pengamatan Struktur Mikro Top weld Center weld Root weld HAZ Fusion line Base metal Foto Struktur Mikro Repair 3x
14 Kandungan perlite dan ferrite Rata-rata Spesimen Tanpa Repair Letak Ferrite (%) Perlite (%) ukuran butir Weld metal HAZ Base metal Spesimen Repair 1x Letak Ferrite (%) Perlite (%) ukuran butir Weld metal HAZ Base metal
15 Kandungan perlite dan ferrite Spesimen Repair 2x Letak Ferrite (%) Perlite (%) ukuran butir Weld metal HAZ Base metal Spesimen Repair 3x Letak Ferrite (%) Perlite (%) ukuran butir Weld metal HAZ Base metal

16 Hasil Uji Hardness

17 Langkah Pengujian

18 Grafik Distribusi Kekerasan Hasil Las tanpa repair

19 Grafik Distribusi Kekerasan Hasil Las repair 1x
20 Grafik Distribusi Kekerasan Hasil Las repair 2x

21 Grafik Distribusi Kekerasan Hasil Las repair 3x

22 Grafik Perbandingan Nilai Kekerasan Rata-Rata
 H2 H3 H4 H1 (tanpa repair) 8.")
23 Perbedaan rata-rata nilai Hv H2 H3 H Selisih nilai kekerasan (rata-rata) H2 H3 H4 H1 (tanpa repair)
24 Kesimpulan 1) Hasil radiografi dari sambungan las spesimen tanpa repair terjadi defect yaitu porosity sebesar 1mm/inc, untuk sambungan las repair 1x mengalami defect berupa under cut, sedangkan untuk sambungan las repair 2x dan repair 3 kali tidak terlihat adanya cacat sehingga hasil lasan dinyatakan passed atau lolos uji radiografi. Walaupun hasil radiografi menunjukkan adanya cacat, cacat las yang terjadi masih masuk dalam batas yang diijinkan, sehingga sambungan lasan dinyatakan accepted. 2) Kekuatan tarik material di darat masih lebih tinggi dibandingkan dengan kekuatan tarik yang mengalami Repair 1x, Repair 2x dan Repair 3x dengan penurunan kekuatan tariknya kurang dari 5%. Kekuatan tarik hasil pengelasan Tanpa repair ( Kgf/mm²) > Repair 1x ( Kgf/mm²) > Repair 2x ( Kgf/mm²) > Repair 3x ( Kgf/mm²).
25 3. Dari pengamatan struktur mikro, struktur material masih berupa ferit dan perlit dengan bentuk lamel dari perlit sangat kecil dan rapat antara lamel satu dengan lamel yang lain. Perubahan yang terjadi ada pada prosestase nilai ferrite dan perlite. Dengan adanya perlakuan panas jumlah perlite cenderung bertambah pada daerah HAZ. Sedangkan pada daerah base metal jumlah ferrite dan perlite cenderung seimbang/tetap. 4. Kekerasan material semakin lama semakin bertambah dengan dilakukannya proses gouging dan pengelasan ulang. Kekerasan material pada daerah HAZ mengalami kenaikan yang sangat signifikan. Dengan adanya proses repair input panas yang diterima oleh daerah HAZ semakin besar sehingga nilai kekerasannya pun meningkat. Kenaikan nilai kekerasan rata-rata pada pengelasan repair satu kali sampai dengan repair tiga kali berturut-turut sebesar 5.03%, 7.41% dan 9.59%.
26 Saran Pada penelitian ini, posisi pengelasan adalah 1G (datar). Untuk penelitian selanjutnya, dapat dilakukan dalam posisi pengelasan seperti 5G. Elektroda yang digunakan pada penelitian ini adalah jenis AWS E-7016 dan E7018. Untuk penelitian lebih lanjut, dapat dilakukan dengan elektroda lain atau variasi coating yang lain. Hendaknya dilakukan pengujian yang lainnya seperti: uji impact, uji fracture toughness, uji fatigue, dan lain sebagainya.
27 TERIMA KASIH
28 Kekerasan pada daerah HAZ Tanpa Repair Top Center Bottom total total total Repair 1x Top Center Bottom total total total

29 Lanjutan Repair 2x Repair 3x Top Center Bottom total total total Top Center Bottom total total total

30 Rata-rata dan selisih nilai kekerasan pada HAZ rata-rata nilai kekerasan total selisih Hv Top Center Bottom tanpa repair repair 1x repair 2x repair 3x tanpa repair repair 1x repair 2x repair 3x Perlakuan
ANALISA PENGARUH MULTIPLE REPAIR WELDING PADA MATERIAL PROPERTIES WELD JOINT MATERIAL PIPA ASTM A106 GR.B SCH 80
 ANALISA PENGARUH MULTIPLE REPAIR WELDING PADA MATERIAL PROPERTIES WELD JOINT MATERIAL PIPA ASTM A106 GR.B SCH 80 Dipo Wirarchi P (1), Ir. Yeyes Mulyadi, M.Sc (2), Ir. Heri Supomo, M.Sc (3) (1) Mahasiswa
ANALISA PENGARUH MULTIPLE REPAIR WELDING PADA MATERIAL PROPERTIES WELD JOINT MATERIAL PIPA ASTM A106 GR.B SCH 80 Dipo Wirarchi P (1), Ir. Yeyes Mulyadi, M.Sc (2), Ir. Heri Supomo, M.Sc (3) (1) Mahasiswa
Hasil Radiography. Isolated Slag Inclusion (ISI)
") Hasil Radiography Isolated Slag Inclusion (ISI) Hasil Pengujian NDT Pada proses magnetic particle inspection tersebut menunjukkan bahwa pada spesimen fillet weld joint (spesimen 01 hingga spesimen 14)
Hasil Radiography Isolated Slag Inclusion (ISI) Hasil Pengujian NDT Pada proses magnetic particle inspection tersebut menunjukkan bahwa pada spesimen fillet weld joint (spesimen 01 hingga spesimen 14)
ANALISA MECHANICAL DAN METALLURGICAL PENGELASAN BAJA KARBON A36 DENGAN METODE SMAW
 ANALISA MECHANICAL DAN METALLURGICAL PENGELASAN BAJA KARBON A36 DENGAN METODE SMAW Oleh : Fajar Riyadi 4103 100 027 Dosen Pembimbing : Dony Setyawan, ST., M. Eng. JURUSAN TEKNIK PERKAPALAN JURUSAN TEKNIK
ANALISA MECHANICAL DAN METALLURGICAL PENGELASAN BAJA KARBON A36 DENGAN METODE SMAW Oleh : Fajar Riyadi 4103 100 027 Dosen Pembimbing : Dony Setyawan, ST., M. Eng. JURUSAN TEKNIK PERKAPALAN JURUSAN TEKNIK
Oleh Wahyu Ade Saputra ( ) Dosen Pembimbing 1. Ir. Achmad Zubaydi, M.Eng., Ph.D 2. Ir. Soeweify, M.Eng
 Dosen Pembimbing 1. Ir. Achmad Zubaydi, M.Eng., Ph.D 2. Ir. Soeweify, M.Eng") TUGAS AKHIR (MN 091482) ANALISIS PENGARUH APLIKASI POST WELD HEAT TREATMENT (PWHT) PADA PENGELASAN CAST STEEL (SC 42 ) DENGAN CARBON STEEL (Grade E) TERHADAP Oleh Wahyu Ade Saputra (4109.100.034) Dosen
TUGAS AKHIR (MN 091482) ANALISIS PENGARUH APLIKASI POST WELD HEAT TREATMENT (PWHT) PADA PENGELASAN CAST STEEL (SC 42 ) DENGAN CARBON STEEL (Grade E) TERHADAP Oleh Wahyu Ade Saputra (4109.100.034) Dosen
TUGAS AKHIR S T U DI LAJU KOROSI WELD JOINT M A T ERIAL PHYTRA AGASTAMA
 TUGAS AKHIR S T U DI LAJU KOROSI WELD JOINT M A T ERIAL BAJA A 36 PADA U N DERWATER WELDING PHYTRA AGASTAMA 4305 100 027 DOSEN PEMBIMBING : Yeyes Mulyadi, ST. M.Sc. Ir. Heri Supomo, M.Sc. HOME LATAR BELAKANG
TUGAS AKHIR S T U DI LAJU KOROSI WELD JOINT M A T ERIAL BAJA A 36 PADA U N DERWATER WELDING PHYTRA AGASTAMA 4305 100 027 DOSEN PEMBIMBING : Yeyes Mulyadi, ST. M.Sc. Ir. Heri Supomo, M.Sc. HOME LATAR BELAKANG
BAB II KAJIAN PUSTAKA. Beberapa tulisan yang menjadi acuan dari penelitian ini untuk mengetahui
 5 BAB II KAJIAN PUSTAKA 2.1 Pengelasan Dengan Las Tig Beberapa tulisan yang menjadi acuan dari penelitian ini untuk mengetahui kekuatan tarik las: Aljufrri, (2008). Dari hasil penelitiannya menyatakan:
5 BAB II KAJIAN PUSTAKA 2.1 Pengelasan Dengan Las Tig Beberapa tulisan yang menjadi acuan dari penelitian ini untuk mengetahui kekuatan tarik las: Aljufrri, (2008). Dari hasil penelitiannya menyatakan:
Tugas Akhir. Studi Corrosion Fatigue Pada Sambungan Las SMAW Baja API 5L Grade X65 Dengan Variasi Waktu Pencelupan Dalam Larutan HCl
 Tugas Akhir Studi Corrosion Fatigue Pada Sambungan Las SMAW Baja API 5L Grade X65 Dengan Variasi Waktu Pencelupan Dalam Larutan HCl Oleh : Wishnu Wardhana 4305 100 024 Dosen Pembimbing: Murdjito, M.Sc.
Tugas Akhir Studi Corrosion Fatigue Pada Sambungan Las SMAW Baja API 5L Grade X65 Dengan Variasi Waktu Pencelupan Dalam Larutan HCl Oleh : Wishnu Wardhana 4305 100 024 Dosen Pembimbing: Murdjito, M.Sc.
ANALISA PENGARUH PENGELASAN FCAW PADA SAMBUNGAN MATERIAL GRADE A DENGAN MATERIAL GRADE DH 36. Oleh :
 SEMINAR TUGAS AKHIR ANALISA PENGARUH PENGELASAN FCAW PADA SAMBUNGAN MATERIAL GRADE A DENGAN MATERIAL GRADE DH 36 Oleh : FARIDA TRI HASTUTI 4306 100 112 DOSEN PEMBIMBING 1. YEYES MULYADI, ST, M.Sc. 2. Ir.
SEMINAR TUGAS AKHIR ANALISA PENGARUH PENGELASAN FCAW PADA SAMBUNGAN MATERIAL GRADE A DENGAN MATERIAL GRADE DH 36 Oleh : FARIDA TRI HASTUTI 4306 100 112 DOSEN PEMBIMBING 1. YEYES MULYADI, ST, M.Sc. 2. Ir.
IV. HASIL DAN PEMBAHASAN
 52 IV. HASIL DAN PEMBAHASAN A. DATA PENELITIAN 1. Material Penelitian a. Tipe Baja : A 516 Grade 70 Bentuk : Plat Tabel 7. Komposisi Kimia Baja A 516 Grade 70 Komposisi Kimia Persentase (%) C 0,1895 Si
52 IV. HASIL DAN PEMBAHASAN A. DATA PENELITIAN 1. Material Penelitian a. Tipe Baja : A 516 Grade 70 Bentuk : Plat Tabel 7. Komposisi Kimia Baja A 516 Grade 70 Komposisi Kimia Persentase (%) C 0,1895 Si
Analisa Sifat Mekanik Hasil Pengelasan GMAW Baja SS400 Studi Kasus di PT INKA Madiun
 Analisa Sifat Mekanik Hasil Pengelasan GMAW Baja SS400 Studi Kasus di PT INKA Madiun LATAR BELAKANG LATAR BELAKANG Baja SS 400 sebagai baja karbon rendah Dapat dilakukan proses pengelasan dengan metode
Analisa Sifat Mekanik Hasil Pengelasan GMAW Baja SS400 Studi Kasus di PT INKA Madiun LATAR BELAKANG LATAR BELAKANG Baja SS 400 sebagai baja karbon rendah Dapat dilakukan proses pengelasan dengan metode
Analisis Perbandingan Laju Korosi Pelat ASTM A36 antara Pengelasan di Udara Terbuka dan Pengelasan Basah Bawah Air dengan Variasi Tebal Pelat
 JURNAL TEKNIK POMITS Vol. 2, 1, (2013) ISSN: 2337-3539 (2301-9271 Print) G-73 Analisis Perbandingan Pelat ASTM A36 antara di Udara Terbuka dan Basah Bawah Air dengan Variasi Tebal Pelat Yanek Fathur Rahman,
JURNAL TEKNIK POMITS Vol. 2, 1, (2013) ISSN: 2337-3539 (2301-9271 Print) G-73 Analisis Perbandingan Pelat ASTM A36 antara di Udara Terbuka dan Basah Bawah Air dengan Variasi Tebal Pelat Yanek Fathur Rahman,
PENGARUH MAGNET EXTERNAL TERHADAP SIFAT MEKANIK PADA PENGELASAN BAJA SS 41 DAN BAJA AH 36
 PENGARUH MAGNET EXTERNAL TERHADAP SIFAT MEKANIK PADA PENGELASAN BAJA SS 41 DAN BAJA AH 36 Deddy S. Utomo*, Mohammad Nurul Misbah, ST, MT** * Mahasiswa Jurusan Teknik Perkapalan ** Staf Pengajar Jurusan
PENGARUH MAGNET EXTERNAL TERHADAP SIFAT MEKANIK PADA PENGELASAN BAJA SS 41 DAN BAJA AH 36 Deddy S. Utomo*, Mohammad Nurul Misbah, ST, MT** * Mahasiswa Jurusan Teknik Perkapalan ** Staf Pengajar Jurusan
BAB IV DATA DAN ANALISA
 BAB IV DATA DAN ANALISA Pengelasan plug welding pada material tak sejenis antara logam tak sejenis antara baja tahan karat 304L dan baja karbon SS400 dilakukan untuk mengetahui pengaruh arus pengelasan
BAB IV DATA DAN ANALISA Pengelasan plug welding pada material tak sejenis antara logam tak sejenis antara baja tahan karat 304L dan baja karbon SS400 dilakukan untuk mengetahui pengaruh arus pengelasan
IV. HASIL DAN PEMBAHASAN
 IV. HASIL DAN PEMBAHASAN A. DATA ALAT DAN MATERIAL PENELITIAN 1. Material Penelitian Material yang digunakan adalah baja AISI 1045 berupa pelat yang memiliki komposisi kimia sebagai berikut : Tabel 7.
IV. HASIL DAN PEMBAHASAN A. DATA ALAT DAN MATERIAL PENELITIAN 1. Material Penelitian Material yang digunakan adalah baja AISI 1045 berupa pelat yang memiliki komposisi kimia sebagai berikut : Tabel 7.
BAB IV ANALISA HASIL PENGUJIAN DAN PEMBAHASAN
 IV-1 BAB IV ANALISA HASIL PENGUJIAN DAN PEMBAHASAN Prosedur pengujian kualifikasi reparasi pengelasan pada proses pembuatan pipa dilakukan berdasarkan kriteria penerimaan dalam API 5L edisi ke 43 tahun
IV-1 BAB IV ANALISA HASIL PENGUJIAN DAN PEMBAHASAN Prosedur pengujian kualifikasi reparasi pengelasan pada proses pembuatan pipa dilakukan berdasarkan kriteria penerimaan dalam API 5L edisi ke 43 tahun
Aryo Cahyo T 1, Budi Agung K, ST, M.Sc 2, Ir Rochman Rochiem, M.Sc 2
 ANALISIS PENGARUH PENGELASAN ULANG ALUMINIUM 5083 DENGAN METODE GAS METAL ARC WELDING (GMAW) TERHADAP SIFAT MEKANIK, STRUKTUR MIKRO DAN KETAHANAN KOROSINYA Aryo Cahyo T 1, Budi Agung K, ST, M.Sc 2, Ir
ANALISIS PENGARUH PENGELASAN ULANG ALUMINIUM 5083 DENGAN METODE GAS METAL ARC WELDING (GMAW) TERHADAP SIFAT MEKANIK, STRUKTUR MIKRO DAN KETAHANAN KOROSINYA Aryo Cahyo T 1, Budi Agung K, ST, M.Sc 2, Ir
ANALISIS PENGARUH IN SITU COOLING TERHADAP SIFAT MEKANIK HASIL PENGELASAN DUA SISI FRICTION STIR WELDING ALUMINIUM 5083 PADAKAPAL KATAMARAN
 PresentasiTugasAkhir KeahlianRekayasaPerkapalan KonstruksiKapal ANALISIS PENGARUH IN SITU COOLING TERHADAP SIFAT MEKANIK HASIL PENGELASAN DUA SISI FRICTION STIR WELDING ALUMINIUM 5083 PADAKAPAL KATAMARAN
PresentasiTugasAkhir KeahlianRekayasaPerkapalan KonstruksiKapal ANALISIS PENGARUH IN SITU COOLING TERHADAP SIFAT MEKANIK HASIL PENGELASAN DUA SISI FRICTION STIR WELDING ALUMINIUM 5083 PADAKAPAL KATAMARAN
Studi Perbandingan Proses Pengelasan Smaw Pada Lingkungan Darat dan Bawah Air Terhadap Ketahanan Uji Bending Weld Joint Material A36
 JURNAL TEKNIK ITS Vol. 5, No. 2, (2016) ISSN: 2337-3539 (2301-9271 Print) G-236 Studi Perbandingan Proses Pengelasan Smaw Pada Lingkungan Darat dan Bawah Air Terhadap Ketahanan Uji Bending Weld Joint Material
JURNAL TEKNIK ITS Vol. 5, No. 2, (2016) ISSN: 2337-3539 (2301-9271 Print) G-236 Studi Perbandingan Proses Pengelasan Smaw Pada Lingkungan Darat dan Bawah Air Terhadap Ketahanan Uji Bending Weld Joint Material
JURNAL MESA FAKULTAS TEKNIK UNIVERSITAS SUBANG ISSN:
 Analisa Perbandingan Pengaruh Welding Repair Pada Pengelasan SMAW Dengan Menggunakan Elektroda RB -26 Kobe Steel dan RD-260 Nikko Steel Terhadap Nilai Kekerasan Baja Karbon Rendah DENY PONIMAN KOSASIH
Analisa Perbandingan Pengaruh Welding Repair Pada Pengelasan SMAW Dengan Menggunakan Elektroda RB -26 Kobe Steel dan RD-260 Nikko Steel Terhadap Nilai Kekerasan Baja Karbon Rendah DENY PONIMAN KOSASIH
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengelasan Friction Stir Welding Setelah dilakukan proses pengelasan friction stir welding, maka akan terlihat bekas hasil pengelasan pada permukaan material. Pengelasan
BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengelasan Friction Stir Welding Setelah dilakukan proses pengelasan friction stir welding, maka akan terlihat bekas hasil pengelasan pada permukaan material. Pengelasan
Pengaruh arus pengelasan terhadap kekuatan tarik dan struktur mikro pada material aluminium
 Pengaruh arus pengelasan terhadap kekuatan tarik dan struktur mikro pada material aluminium Oleh : Ronggo Bastian 620 70 300 025 Latar Belakang Sifat dan kegunaan paduan aluminium tipe 5083 Variable arus
Pengaruh arus pengelasan terhadap kekuatan tarik dan struktur mikro pada material aluminium Oleh : Ronggo Bastian 620 70 300 025 Latar Belakang Sifat dan kegunaan paduan aluminium tipe 5083 Variable arus
BAB IV HASIL PENELITIAN DAN PEMBAHASAN. A. Deskripsi Data
 BAB IV HASIL PENELITIAN DAN PEMBAHASAN A. Deskripsi Data Penelitian ini merupakan eksperimen untuk mengetahui pengaruh temperatur media pendingin pasca pengelasan terhadap laju korosi dan struktur mikro.
BAB IV HASIL PENELITIAN DAN PEMBAHASAN A. Deskripsi Data Penelitian ini merupakan eksperimen untuk mengetahui pengaruh temperatur media pendingin pasca pengelasan terhadap laju korosi dan struktur mikro.
Kata Kunci : Pengelasan SMAW, perlakuan panas, Kekuatan tarik, kekerasan, stuktur mikro. Jurnal Tugas Akhir
 STUDI KEKUATAN MEKANIK DAN STRUKTUR MIKRO HASIL PENGELASAN SMAW DENGAN VARIASI PREHEAT DAN POSTHEAT MENGGUNAKAN METODE PENDINGINAN CEPAT DAN PENDINGINAN LAMBAT Dhanur Rananggono (1), Yeyes Mulyadi (2),
STUDI KEKUATAN MEKANIK DAN STRUKTUR MIKRO HASIL PENGELASAN SMAW DENGAN VARIASI PREHEAT DAN POSTHEAT MENGGUNAKAN METODE PENDINGINAN CEPAT DAN PENDINGINAN LAMBAT Dhanur Rananggono (1), Yeyes Mulyadi (2),
Alasan pengujian. Jenis Pengujian merusak (destructive test) pada las. Pengujian merusak (DT) pada las 08/01/2012
 pada las. Pengujian merusak (DT) pada las 08/01/2012") 08/01/2012 MATERI KE II Pengujian merusak (DT) pada las Pengujian g j merusak (Destructive Test) dibagi dalam 2 bagian: Pengujian di bengkel las. Pengujian skala laboratorium. penyusun: Heri Wibowo, MT
08/01/2012 MATERI KE II Pengujian merusak (DT) pada las Pengujian g j merusak (Destructive Test) dibagi dalam 2 bagian: Pengujian di bengkel las. Pengujian skala laboratorium. penyusun: Heri Wibowo, MT
BAB IV HASIL DAN PEMBAHASAN. waktu pengelasan dan pengaruh penambahan filler serbuk pada
 BAB IV HASIL DAN PEMBAHASAN Penelitian mengenai sifat mekanik pengaruh arus pengelasan, waktu pengelasan dan pengaruh penambahan filler serbuk pada sambungan las titik dengan material feritik Stainless
BAB IV HASIL DAN PEMBAHASAN Penelitian mengenai sifat mekanik pengaruh arus pengelasan, waktu pengelasan dan pengaruh penambahan filler serbuk pada sambungan las titik dengan material feritik Stainless
STUDI EKONOMIS PENGARUH POST WELD HEAT TREATMENT TERHADAP UMUR PIPA
 STUDI EKONOMIS PENGARUH POST WELD HEAT TREATMENT TERHADAP UMUR PIPA OLEH : NICKY ERSANDI NRP. 4105 100 041 DOSEN PEMBIMBING : DONY SETYAWAN, ST., M.Eng 1. PENDAHULUAN A. Latar belakang Material kapal harus
STUDI EKONOMIS PENGARUH POST WELD HEAT TREATMENT TERHADAP UMUR PIPA OLEH : NICKY ERSANDI NRP. 4105 100 041 DOSEN PEMBIMBING : DONY SETYAWAN, ST., M.Eng 1. PENDAHULUAN A. Latar belakang Material kapal harus
PERLAKUAN PEMANASAN AWAL ELEKTRODA TERHADAP SIFAT MEKANIK DAN FISIK PADA DAERAH HAZ HASIL PENGELASAN BAJA KARBON ST 41
 C.8 PERLAKUAN PEMANASAN AWAL ELEKTRODA TERHADAP SIFAT MEKANIK DAN FISIK PADA DAERAH HAZ HASIL PENGELASAN BAJA KARBON ST 41 Fauzan Habibi, Sri Mulyo Bondan Respati *, Imam Syafa at Jurusan Teknik Mesin
C.8 PERLAKUAN PEMANASAN AWAL ELEKTRODA TERHADAP SIFAT MEKANIK DAN FISIK PADA DAERAH HAZ HASIL PENGELASAN BAJA KARBON ST 41 Fauzan Habibi, Sri Mulyo Bondan Respati *, Imam Syafa at Jurusan Teknik Mesin
BAB V HASIL DAN PEMBAHASAN
 4 cm BAB V HASIL DAN PEMBAHASAN 5.1 Struktur Makro dan Mikro Gambar 5.1 menunjukkan bahwa pengelasan MFSW dengan feedrate 1 mm/min mengalami kegagalan sambungan dimana kedua pelat tidak menyambung setelah
4 cm BAB V HASIL DAN PEMBAHASAN 5.1 Struktur Makro dan Mikro Gambar 5.1 menunjukkan bahwa pengelasan MFSW dengan feedrate 1 mm/min mengalami kegagalan sambungan dimana kedua pelat tidak menyambung setelah
PENGARUH VARIASI SUHU PREHEAT TERHADAP SIFAT MEKANIK MATERIAL SA 516 GRADE 70 YANG DISAMBUNG DENGAN METODE PENGELASAN SMAW
 Abstrak PENGARUH VARIASI SUHU PREHEAT TERHADAP SIFAT MEKANIK MATERIAL SA 516 GRADE 70 YANG DISAMBUNG DENGAN METODE PENGELASAN SMAW Gathot DW1*, Nur H 2* Budi LS 3*,Abdillah GB 4* Prodi D-3 Teknik Mesin
Abstrak PENGARUH VARIASI SUHU PREHEAT TERHADAP SIFAT MEKANIK MATERIAL SA 516 GRADE 70 YANG DISAMBUNG DENGAN METODE PENGELASAN SMAW Gathot DW1*, Nur H 2* Budi LS 3*,Abdillah GB 4* Prodi D-3 Teknik Mesin
KEKUATAN TARIK DAN KEKERASAN SAMBUNGAN LAS BAJA ST 37 DENGAN MENGGUNAKAN VARIASI ELEKTRODA
 KEKUATAN TARIK DAN KEKERASAN SAMBUNGAN LAS BAJA ST 37 DENGAN MENGGUNAKAN VARIASI ELEKTRODA Oleh : Deddy Hermanto Dosen Pembimbing : I Dewa Gede Ary Subagia ST.,MT.,Ph.D : Ir. I Nyoman Budiarsa, M.T.,Ph.D
KEKUATAN TARIK DAN KEKERASAN SAMBUNGAN LAS BAJA ST 37 DENGAN MENGGUNAKAN VARIASI ELEKTRODA Oleh : Deddy Hermanto Dosen Pembimbing : I Dewa Gede Ary Subagia ST.,MT.,Ph.D : Ir. I Nyoman Budiarsa, M.T.,Ph.D
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengelasan Pada FSW Hasil pengelasan menggunakan metode FSW ditunjukkan pada Gambar 4.1. Pengelasan FSW adalah penyambungan pada kondisi padat atau logam las tidak
BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengelasan Pada FSW Hasil pengelasan menggunakan metode FSW ditunjukkan pada Gambar 4.1. Pengelasan FSW adalah penyambungan pada kondisi padat atau logam las tidak
STUDI PENGARUH VARIASI KUAT ARUS PENGELASAN PELAT AISI 444 MENGGUNAKAN ELEKTRODA AWS E316L
 EKSERGI Jurnal Teknik Energi Vol 13 No. 1 Januari 2017; 10-14 STUDI PENGARUH VARIASI KUAT ARUS PENGELASAN PELAT AISI 444 MENGGUNAKAN ELEKTRODA AWS E316L Ojo Kurdi Departement Teknik Mesin, Fakultas Teknik,
EKSERGI Jurnal Teknik Energi Vol 13 No. 1 Januari 2017; 10-14 STUDI PENGARUH VARIASI KUAT ARUS PENGELASAN PELAT AISI 444 MENGGUNAKAN ELEKTRODA AWS E316L Ojo Kurdi Departement Teknik Mesin, Fakultas Teknik,
Jl. Prof. Sudharto, SH., Tembalang-Semarang 50275, Telp * Abstrak
 PENGUJIAN SIFAT MEKANIK DAN STRUKTUR MIKRO PADASAMBUNGAN PENGELASAN GESEK SAMA JENIS BAJA ST 60, SAMA JENIS AISI 201, DAN BEDA JENIS BAJA ST 60 DENGAN AISI 201 *Hermawan Widi Laksono 1, Sugiyanto 2 1 Mahasiswa
PENGUJIAN SIFAT MEKANIK DAN STRUKTUR MIKRO PADASAMBUNGAN PENGELASAN GESEK SAMA JENIS BAJA ST 60, SAMA JENIS AISI 201, DAN BEDA JENIS BAJA ST 60 DENGAN AISI 201 *Hermawan Widi Laksono 1, Sugiyanto 2 1 Mahasiswa
I. PENDAHULUAN. sampah. Karena suhu yang diperoleh dengan pembakaran tadi sangat rendah maka
 I. PENDAHULUAN A. Latar Belakang Teknik penyambungan logam telah diketahui sejak dahulu kala. Sumber energi yang digunakan pada zaman dahulu diduga dihasilkan dari pembakaran kayu atau sampah. Karena suhu
I. PENDAHULUAN A. Latar Belakang Teknik penyambungan logam telah diketahui sejak dahulu kala. Sumber energi yang digunakan pada zaman dahulu diduga dihasilkan dari pembakaran kayu atau sampah. Karena suhu
PENGARUH VARIASI ARUS PENGELASAN TERHADAP SIFAT MEKANIK PADA PROSES PENGELASAN SMAW
 PENGARUH VARIASI ARUS PENGELASAN TERHADAP SIFAT MEKANIK PADA PROSES PENGELASAN SMAW Azwinur 1, Saifuddin A. Jalil 2, Asmaul Husna 3 1,2,3 Jurusan Teknik Mesin Politeknik Negeri Lhokseumawe Jl. Banda Aceh-Medan
PENGARUH VARIASI ARUS PENGELASAN TERHADAP SIFAT MEKANIK PADA PROSES PENGELASAN SMAW Azwinur 1, Saifuddin A. Jalil 2, Asmaul Husna 3 1,2,3 Jurusan Teknik Mesin Politeknik Negeri Lhokseumawe Jl. Banda Aceh-Medan
III. METODE PENELITIAN. Penelitian dilakukan dibeberapa tempat, sebagai berikut:
 III. METODE PENELITIAN A. Tempat Penelitian Penelitian dilakukan dibeberapa tempat, sebagai berikut: 1. Pembuatan kampuh dan proses pengelasan dilakukan di Politeknik Negeri Lampung, Bandar Lampung, 2.
III. METODE PENELITIAN A. Tempat Penelitian Penelitian dilakukan dibeberapa tempat, sebagai berikut: 1. Pembuatan kampuh dan proses pengelasan dilakukan di Politeknik Negeri Lampung, Bandar Lampung, 2.
PENGARUH PENGELASAN ALUMINIUM 5083
 PENGARUH PENGELASAN ALUMINIUM 5083 TERHADAP SIFAT MEKANIS DAN BIAYA PENGELASAN DENGAN PERBEDAAN DIAMETER TOOL SHOULDER PADA FRICTION STIR WELDING (FSW) Lukytoardi Megantoro NRP. 4105100009 Dosen Pembimbing
PENGARUH PENGELASAN ALUMINIUM 5083 TERHADAP SIFAT MEKANIS DAN BIAYA PENGELASAN DENGAN PERBEDAAN DIAMETER TOOL SHOULDER PADA FRICTION STIR WELDING (FSW) Lukytoardi Megantoro NRP. 4105100009 Dosen Pembimbing
BAB IV PENGUJIAN MECHANICAL TEST.
 BAB IV PENGUJIAN MECHANICAL TEST. Pada pengujian mechanical test hasil pengelasan sesuai dengan WPS No. 003- WPS-ASME-MMF-2010 dilakukan di Laboratory of Mechanical Testing PT. Hi-Test di Bumi Serpong
BAB IV PENGUJIAN MECHANICAL TEST. Pada pengujian mechanical test hasil pengelasan sesuai dengan WPS No. 003- WPS-ASME-MMF-2010 dilakukan di Laboratory of Mechanical Testing PT. Hi-Test di Bumi Serpong
PENGARUH POSISI PENGELASAN TERHADAP KEKUATAN TAKIK DAN KEKERASAN PADA SAMBUNGAN LAS PIPA
 PENGARUH POSISI PENGELASAN TERHADAP KEKUATAN TAKIK DAN KEKERASAN PADA SAMBUNGAN LAS PIPA Pudin Saragih 1 Abstrak. Kekuatan sambungan las sangat sulit ditentukan secara perhitungan teoritis meskipun berbagai
PENGARUH POSISI PENGELASAN TERHADAP KEKUATAN TAKIK DAN KEKERASAN PADA SAMBUNGAN LAS PIPA Pudin Saragih 1 Abstrak. Kekuatan sambungan las sangat sulit ditentukan secara perhitungan teoritis meskipun berbagai
Pengaruh Variasi Arus dan Jenis Elektrode pada Pengelasan Smaw Terhadap Sifat Mekanik Baja Karbon
 Jurnal Ilmiah Teknik Mesin CakraM Vol. 3 No.2. Oktober 2009 (144-149) Pengaruh Variasi Arus dan Jenis Elektrode pada Pengelasan Smaw Terhadap Sifat Mekanik Baja Karbon I Made Gatot Karohika Jurusan Teknik
Jurnal Ilmiah Teknik Mesin CakraM Vol. 3 No.2. Oktober 2009 (144-149) Pengaruh Variasi Arus dan Jenis Elektrode pada Pengelasan Smaw Terhadap Sifat Mekanik Baja Karbon I Made Gatot Karohika Jurusan Teknik
ANALISIS PENGARUH SALINITAS DAN TEMPERATUR AIR LAUT PADA WET UNDERWATER WELDING TERHADAP LAJU KOROSI
 JURNAL TEKNIK POMITS Vol. 2, 1, (2013 ISSN: 2337-3539 (2301-9271 Print G-95 ANALISIS PENGARUH SALINITAS DAN TEMPERATUR AIR LAUT PADA WET UNDERWATER WELDING TERHADAP LAJU KOROSI Adrian Dwilaksono, Heri
JURNAL TEKNIK POMITS Vol. 2, 1, (2013 ISSN: 2337-3539 (2301-9271 Print G-95 ANALISIS PENGARUH SALINITAS DAN TEMPERATUR AIR LAUT PADA WET UNDERWATER WELDING TERHADAP LAJU KOROSI Adrian Dwilaksono, Heri
Analisa Perbandingan Kualitas Hasil Pengelasan Dan Struktur Mikro Material Aluminium 5083 Dan 6082 Menggunakan Metode Pengelasan GMAW Dan GTAW
 TUG AS AK HIR Analisa Perbandingan Kualitas Hasil Pengelasan Dan Struktur Mikro Material Aluminium 5083 Dan 6082 Menggunakan Metode Pengelasan GMAW Dan GTAW DIS US UN OLEH : AC HMAD VENDY NAFIYANTO 4104.100.013
TUG AS AK HIR Analisa Perbandingan Kualitas Hasil Pengelasan Dan Struktur Mikro Material Aluminium 5083 Dan 6082 Menggunakan Metode Pengelasan GMAW Dan GTAW DIS US UN OLEH : AC HMAD VENDY NAFIYANTO 4104.100.013
ANALISA PENGARUH VARIASI ARUS TERHADAP HASIL LAS GMAW
 ANALISA PENGARUH VARIASI ARUS TERHADAP HASIL LAS GMAW Suryono Adi Waluyo 1 1 adalah Dosen Fakultas Teknik Universitas Merdeka Madiun Abstract Welding process using Gas Metal Arc Welding ( GMAW ) with varied
ANALISA PENGARUH VARIASI ARUS TERHADAP HASIL LAS GMAW Suryono Adi Waluyo 1 1 adalah Dosen Fakultas Teknik Universitas Merdeka Madiun Abstract Welding process using Gas Metal Arc Welding ( GMAW ) with varied
PENGARUH PERUBAHAN ARUS DAN KECEPATAN SERTA KELEMBAPAN FLUX TERHADAP HASIL IMPACT
 SIDANG TUGAS AKHIR PENGARUH PERUBAHAN ARUS DAN KECEPATAN SERTA KELEMBAPAN FLUX TERHADAP HASIL IMPACT DAN KEKERASAN SERTA MACROSTRUCTURE FILLET WELD HASIL PENGELASAN SUBMERGED ARC WELDING (SAW) FAMESSA
SIDANG TUGAS AKHIR PENGARUH PERUBAHAN ARUS DAN KECEPATAN SERTA KELEMBAPAN FLUX TERHADAP HASIL IMPACT DAN KEKERASAN SERTA MACROSTRUCTURE FILLET WELD HASIL PENGELASAN SUBMERGED ARC WELDING (SAW) FAMESSA
III. METODOLOGI PENELITIAN. 2. Badan Latihan Kerja (BLK) Bandar Lampung sebagai tempat pengelasan
 Bandar Lampung sebagai tempat pengelasan") III. METODOLOGI PENELITIAN A. Tempat Penelitian Penelitian ini dilakukan di : 1. STM 2 Mei Bandar Lampung sebagai tempat pembuatan kampuh las dan pembentukan spesimen. 2. Badan Latihan Kerja (BLK) Bandar
III. METODOLOGI PENELITIAN A. Tempat Penelitian Penelitian ini dilakukan di : 1. STM 2 Mei Bandar Lampung sebagai tempat pembuatan kampuh las dan pembentukan spesimen. 2. Badan Latihan Kerja (BLK) Bandar
LEMBAR PENGESAHAN SKRIPSI PENGARUH TERHADAP KEKUATAN TARIK PADA LAS SMAW (SHIELDED METAL ARC WELDING) DENGAN METODE EKSPERIMEN
 DENGAN METODE EKSPERIMEN") LEMBAR PENGESAHAN SKRIPSI PENGARUH TERHADAP KEKUATAN TARIK PADA LAS SMAW (SHIELDED METAL ARC WELDING) DENGAN METODE EKSPERIMEN (Studi Kasus: PT.FREEPORT INDONESIA, Papua) Oleh : NAMA : PETRUS KADEPA NIM
LEMBAR PENGESAHAN SKRIPSI PENGARUH TERHADAP KEKUATAN TARIK PADA LAS SMAW (SHIELDED METAL ARC WELDING) DENGAN METODE EKSPERIMEN (Studi Kasus: PT.FREEPORT INDONESIA, Papua) Oleh : NAMA : PETRUS KADEPA NIM
BAB I PENDAHULUAN. atau non ferrous dengan memanaskan sampai suhu pengalasan, dengan atau tanpa menggunakan logam pengisi ( filler metal ).
.") BAB I PENDAHULUAN 1.1. Latar Belakang Pengelasan adalah proses penyambungan material ferrous atau non ferrous dengan memanaskan sampai suhu pengalasan, dengan atau tanpa menggunakan logam pengisi ( filler
BAB I PENDAHULUAN 1.1. Latar Belakang Pengelasan adalah proses penyambungan material ferrous atau non ferrous dengan memanaskan sampai suhu pengalasan, dengan atau tanpa menggunakan logam pengisi ( filler
Analisa Hasil Lasan Stud Welding Pada Baja AISI 304 dan Baja XW 42 Terhadap Kekuatan Tarik dan Kekerasan
 SEMINAR NASIONAL INOVASI DAN APLIKASI TEKNOLOGI DI INDUSTRI (SENIATI) 2016 ISSN : 2085-4218 Analisa Hasil Lasan Stud Welding Pada Baja AISI 304 dan Baja XW 42 Terhadap Kekuatan Tarik dan Kekerasan Basuki
SEMINAR NASIONAL INOVASI DAN APLIKASI TEKNOLOGI DI INDUSTRI (SENIATI) 2016 ISSN : 2085-4218 Analisa Hasil Lasan Stud Welding Pada Baja AISI 304 dan Baja XW 42 Terhadap Kekuatan Tarik dan Kekerasan Basuki
BAB I PENDAHULUAN. Universitas Sumatera Utara
 BAB I PENDAHULUAN 1.1. Latar Belakang Pengelasan adalah proses penyambungan material ferrous atau non ferrous dengan memanaskan sampai suhu pengelasan, dengan atau tanpa menggunakan logam pengisi ( filler
BAB I PENDAHULUAN 1.1. Latar Belakang Pengelasan adalah proses penyambungan material ferrous atau non ferrous dengan memanaskan sampai suhu pengelasan, dengan atau tanpa menggunakan logam pengisi ( filler
Gambar 4.1. Hasil pengelasan gesek.
 BAB IV HASIL DAN PEMBAHASAN Setelah dilakukan proses pengelasan gesek (friction welding) dan pengujian tarik dari setiap spesimen benda uji, maka akan diperoleh data hasil pengujian. Data yang diperoleh
BAB IV HASIL DAN PEMBAHASAN Setelah dilakukan proses pengelasan gesek (friction welding) dan pengujian tarik dari setiap spesimen benda uji, maka akan diperoleh data hasil pengujian. Data yang diperoleh
Pengaruh Diameter Pin Terhadap Kekuatan dan Kualitas Joint Line Pada Proses Friction Wtir Welding Aluminium Seri 5083 Untuk Pre Fabrication
 Pengaruh Diameter Pin Terhadap Kekuatan dan Kualitas Joint Line Pada Proses Friction Wtir Welding Aluminium Seri 5083 Untuk Pre Fabrication Panel Bangunan Atas Kapal 4108 100 066 Jurusan Teknik Perkapalan
Pengaruh Diameter Pin Terhadap Kekuatan dan Kualitas Joint Line Pada Proses Friction Wtir Welding Aluminium Seri 5083 Untuk Pre Fabrication Panel Bangunan Atas Kapal 4108 100 066 Jurusan Teknik Perkapalan
Analisa Pengaruh Variasi Sudut Bevel Akibat Kombinasi Pengelasan Fcaw dan SMAW terhadap Kekuatan Impact Butt Joint pada Spesimen Pipa Api 5l Grade X42
 JURNAL TEKNIK ITS Vol. 5, No. 2, (2016) ISSN: 2337-3539 (2301-9271 Print) G-281 Analisa Pengaruh Variasi Sudut Bevel Akibat Kombinasi Pengelasan Fcaw dan SMAW terhadap Kekuatan Impact Butt Joint pada Spesimen
JURNAL TEKNIK ITS Vol. 5, No. 2, (2016) ISSN: 2337-3539 (2301-9271 Print) G-281 Analisa Pengaruh Variasi Sudut Bevel Akibat Kombinasi Pengelasan Fcaw dan SMAW terhadap Kekuatan Impact Butt Joint pada Spesimen
Journal of Mechanical Engineering Learning
 JMEL 1 (1) (2012) Journal of Mechanical Engineering Learning http://journal.unnes.ac.id/sju/index.php/jmel PENGARUH TEMPERATUR ANNEALING SAMBUNGAN LAS SMAW (SHIELDED METAL ARC WELDING)TERHADAP SIFAT MEKANIS
JMEL 1 (1) (2012) Journal of Mechanical Engineering Learning http://journal.unnes.ac.id/sju/index.php/jmel PENGARUH TEMPERATUR ANNEALING SAMBUNGAN LAS SMAW (SHIELDED METAL ARC WELDING)TERHADAP SIFAT MEKANIS
PENGARUH JENIS PROSES LAS FCAW/SMAW DAN SALINITAS TERHADAP SIFAT MEKANIK WELD JOINT MATERIAL BAJA PADA UNDERWATER WELDING DI LINGKUNGAN LAUT
 PENGARUH JENIS PROSES LAS FCAW/SMAW DAN SALINITAS TERHADAP SIFAT MEKANIK WELD JOINT MATERIAL BAJA PADA UNDERWATER WELDING DI LINGKUNGAN LAUT Herman Pratikno Fakultas Teknologi Kelautan Institut Teknologi
PENGARUH JENIS PROSES LAS FCAW/SMAW DAN SALINITAS TERHADAP SIFAT MEKANIK WELD JOINT MATERIAL BAJA PADA UNDERWATER WELDING DI LINGKUNGAN LAUT Herman Pratikno Fakultas Teknologi Kelautan Institut Teknologi
Ir Naryono 1, Farid Rakhman 2
 PENGARUH VARIASI KECEPATAN PENGELASAN PADA PENYAMBUNGAN PELAT BAJA SA 36 MENGGUNAKAN ELEKTRODA E6013 DAN E7016 TERHADAP KEKERASAN, STRUKTUR MIKRO DAN KEKUATAN TARIKNYA Ir Naryono 1, Farid Rakhman 2 Lecture
PENGARUH VARIASI KECEPATAN PENGELASAN PADA PENYAMBUNGAN PELAT BAJA SA 36 MENGGUNAKAN ELEKTRODA E6013 DAN E7016 TERHADAP KEKERASAN, STRUKTUR MIKRO DAN KEKUATAN TARIKNYA Ir Naryono 1, Farid Rakhman 2 Lecture
PERBANDINGAN KARAKTERISTIK SIFAT MEKANIS PENGELASAN ASTM A790 DAN ASTM A106 Gr. B HASIL PROSES PENGELASAN GTAW YANG DIAPLIKASIKAN PADA PIPA GEOTHERMAL
 PERBANDINGAN KARAKTERISTIK SIFAT MEKANIS PENGELASAN ASTM A790 DAN ASTM A106 Gr. B HASIL PROSES PENGELASAN GTAW YANG DIAPLIKASIKAN PADA PIPA GEOTHERMAL Pathya Rupajati 1), Hengky Fernando 2), Dwita Suastiyanti
PERBANDINGAN KARAKTERISTIK SIFAT MEKANIS PENGELASAN ASTM A790 DAN ASTM A106 Gr. B HASIL PROSES PENGELASAN GTAW YANG DIAPLIKASIKAN PADA PIPA GEOTHERMAL Pathya Rupajati 1), Hengky Fernando 2), Dwita Suastiyanti
STUDI VARIASI PENGELASAN ULANG TERHADAP CACAT LAS DAN KEKERASAN MATERIAL ALUMINIUM 5083
 STUDI VARIASI PENGELASAN ULANG TERHADAP CACAT LAS DAN KEKERASAN MATERIAL ALUMINIUM 5083 Bayu Dedi Prasetiyo*, Wing Hendroprasetyo AP., ST. M.Eng** * Mahasiswa Jurusan Teknik Perkapalan ** Staf Pengajar
STUDI VARIASI PENGELASAN ULANG TERHADAP CACAT LAS DAN KEKERASAN MATERIAL ALUMINIUM 5083 Bayu Dedi Prasetiyo*, Wing Hendroprasetyo AP., ST. M.Eng** * Mahasiswa Jurusan Teknik Perkapalan ** Staf Pengajar
Kekuatan Tarik Dan Kekerasan Sambungan Las Baja ST 37 Dengan Menggunakan Variasi Elektroda
 Jurnal Ilmiah TEKNIK DESAIN MEKANIKA Vol.6 No.1, Kekuatan Tarik Dan Kekerasan Sambungan Las Baja ST 37 Dengan Menggunakan Variasi Elektroda Deddy Hermanto, I D.G Ary Subagia, I Nyoman Budiarsa Jurusan
Jurnal Ilmiah TEKNIK DESAIN MEKANIKA Vol.6 No.1, Kekuatan Tarik Dan Kekerasan Sambungan Las Baja ST 37 Dengan Menggunakan Variasi Elektroda Deddy Hermanto, I D.G Ary Subagia, I Nyoman Budiarsa Jurusan
KEKERASAN DAN TEGANGAN TARIK LASAN BAJA ST-37 PADA POSISI VERTIKAL DAN HORIZONTAL ABSTRAK
 KEKERASAN DAN TEGANGAN TARIK LASAN BAJA ST-37 PADA POSISI VERTIKAL DAN HORIZONTAL Author Guidance : Afrian Sugiharto : I Dewa Gede Ary Subagia ST.,MT.,PhD : Ir. I Nyoman Budiarsa, M.T.,PhD ABSTRAK Las
KEKERASAN DAN TEGANGAN TARIK LASAN BAJA ST-37 PADA POSISI VERTIKAL DAN HORIZONTAL Author Guidance : Afrian Sugiharto : I Dewa Gede Ary Subagia ST.,MT.,PhD : Ir. I Nyoman Budiarsa, M.T.,PhD ABSTRAK Las
IV. HASIL DAN PEMBAHASAN
 IV. HASIL DAN PEMBAHASAN A. DATA ALAT DAN MATERIAL PENELITIAN 1. Material Penelitian Tipe Baja : AISI 1045 Bentuk : Pelat Tabel 7. Komposisi Kimia Baja AISI 1045 Pelat AISI 1045 Unsur Nilai Kandungan Unsur
IV. HASIL DAN PEMBAHASAN A. DATA ALAT DAN MATERIAL PENELITIAN 1. Material Penelitian Tipe Baja : AISI 1045 Bentuk : Pelat Tabel 7. Komposisi Kimia Baja AISI 1045 Pelat AISI 1045 Unsur Nilai Kandungan Unsur
Kekerasan Dan Tegangan Tarik Lasan Baja ST-37 Pada Posisi Vertikal Dan Horizontal
 Jurnal Ilmiah TEKNIK DESAIN MEKANIKA Vol.6 No.1, Kekerasan Dan Tegangan Tarik Lasan Baja ST-37 Pada Posisi Vertikal Dan Horizontal Afrian Sugiharto, I DG Ary Subagia, I Nyoman Budiarsa Jurusan Teknik MesinUniversitas
Jurnal Ilmiah TEKNIK DESAIN MEKANIKA Vol.6 No.1, Kekerasan Dan Tegangan Tarik Lasan Baja ST-37 Pada Posisi Vertikal Dan Horizontal Afrian Sugiharto, I DG Ary Subagia, I Nyoman Budiarsa Jurusan Teknik MesinUniversitas
SKRIPSI / TUGAS AKHIR
 SKRIPSI / TUGAS AKHIR PENGARUH BENTUK KAMPUH LAS TIG TERHADAP SIFAT MEKANIK MATERIAL BAJA ST 37 CAHYANA SUHENDA (20408217) JURUSAN TEKNIK MESIN LATAR BELAKANG Pada era industrialisasi dewasa ini teknik
SKRIPSI / TUGAS AKHIR PENGARUH BENTUK KAMPUH LAS TIG TERHADAP SIFAT MEKANIK MATERIAL BAJA ST 37 CAHYANA SUHENDA (20408217) JURUSAN TEKNIK MESIN LATAR BELAKANG Pada era industrialisasi dewasa ini teknik
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengelasan Pada FSW Hasil pengelasan menggunakan metode friction stir welding ditunjukkan pada Gambar 4.1. Pengelasan dengan metode FSW merupakan pengelasan yang terjadi
BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengelasan Pada FSW Hasil pengelasan menggunakan metode friction stir welding ditunjukkan pada Gambar 4.1. Pengelasan dengan metode FSW merupakan pengelasan yang terjadi
Jl. Menoreh Tengah X/22, Sampangan, Semarang *
 ANALISA PENGARUH KUAT ARUS TERHADAP STRUKTUR MIKRO, KEKERASAN, KEKUATAN TARIK PADA BAJA KARBON RENDAH DENGAN LAS SMAW MENGGUNAKAN JENIS ELEKTRODA E7016 Anjis Ahmad Soleh 1*, Helmy Purwanto 1, Imam Syafa
ANALISA PENGARUH KUAT ARUS TERHADAP STRUKTUR MIKRO, KEKERASAN, KEKUATAN TARIK PADA BAJA KARBON RENDAH DENGAN LAS SMAW MENGGUNAKAN JENIS ELEKTRODA E7016 Anjis Ahmad Soleh 1*, Helmy Purwanto 1, Imam Syafa
KARAKTERISASI SAMBUNGAN SMAW BAJA KARBON RENDAH MENGGUNAKAN 3 JENIS ELEKTRODA Priyo Tri Iswanto 1,a, Mudjijana 1,b, Rela Adi Himarosa 2,a
 KARAKTERISASI SAMBUNGAN SMAW BAJA KARBON RENDAH MENGGUNAKAN 3 JENIS ELEKTRODA Priyo Tri Iswanto 1,a, Mudjijana 1,b, Rela Adi Himarosa 2,a 1 Departemen Teknik Mesin dan Industri, Fakultas Teknik Universitas
KARAKTERISASI SAMBUNGAN SMAW BAJA KARBON RENDAH MENGGUNAKAN 3 JENIS ELEKTRODA Priyo Tri Iswanto 1,a, Mudjijana 1,b, Rela Adi Himarosa 2,a 1 Departemen Teknik Mesin dan Industri, Fakultas Teknik Universitas
ANALISA MECHANICAL DAN METALLURGICAL PENGELASAN BAJA KARBON A36 DENGAN METODE SMAW
 ANALISA MECHANICAL DAN METALLURGICAL PENGELASAN BAJA KARBON A36 DENGAN METODE SMAW Fajar Riyadi*, Dony Setyawan, S.T., M.Eng.** * Mahasiswa Jurusan Teknik Perkapalan ** Staf Pengajar Jurusan Teknik Perkapalan
ANALISA MECHANICAL DAN METALLURGICAL PENGELASAN BAJA KARBON A36 DENGAN METODE SMAW Fajar Riyadi*, Dony Setyawan, S.T., M.Eng.** * Mahasiswa Jurusan Teknik Perkapalan ** Staf Pengajar Jurusan Teknik Perkapalan
ANALISIS PENGARUH IN SITU COOLING TERHADAP SIFAT MEKANIK HASIL PENGELASAN DUA SISI FRICTION STIR WELDING ALUMINIUM 5083 PADA KAPAL KATAMARAN
 1 ANALISIS PENGARUH IN SITU COOLING TERHADAP SIFAT MEKANIK HASIL PENGELASAN DUA SISI FRICTION STIR WELDING ALUMINIUM 5083 PADA KAPAL KATAMARAN Libaraski Pandia, Achmad Zubaydi Jurusan Teknik Perkapalan,
1 ANALISIS PENGARUH IN SITU COOLING TERHADAP SIFAT MEKANIK HASIL PENGELASAN DUA SISI FRICTION STIR WELDING ALUMINIUM 5083 PADA KAPAL KATAMARAN Libaraski Pandia, Achmad Zubaydi Jurusan Teknik Perkapalan,
ANALISA KUAT LENTUR DAN PENGELASAN PADA PEMEGANG KURSI MOBIL
 ANALISA KUAT LENTUR DAN PENGELASAN PADA PEMEGANG KURSI MOBIL Syawaluddin, Thifti Ardiyansyah Universitas Muhammadiyah Jakarta, Jurusan Teknik Mesin ABSTRAK Penelitian ini menggunakan bahan baja karbon
ANALISA KUAT LENTUR DAN PENGELASAN PADA PEMEGANG KURSI MOBIL Syawaluddin, Thifti Ardiyansyah Universitas Muhammadiyah Jakarta, Jurusan Teknik Mesin ABSTRAK Penelitian ini menggunakan bahan baja karbon
BAB IV HASIL PENELITIAN DAN PEMBAHASAN. masing-masing benda uji, pada pengelasan las listrik dengan variasi arus 80, 90,
 BAB IV HASIL PENELITIAN DAN PEMBAHASAN 4.1. Hasil Penelitian Spesimen 4.1.1. Proses Pengelasan Setelah pengamatan, pengukuran serta pengujian dilaksanakan terhadap masing-masing benda uji, pada pengelasan
BAB IV HASIL PENELITIAN DAN PEMBAHASAN 4.1. Hasil Penelitian Spesimen 4.1.1. Proses Pengelasan Setelah pengamatan, pengukuran serta pengujian dilaksanakan terhadap masing-masing benda uji, pada pengelasan
PENGARUH DURASI GESEK, TEKANAN GESEK DAN TEKANAN TEMPA TERHADAP IMPACT STRENGTH SAMBUNGAN LASAN GESEK LANGSUNG PADA BAJA KARBON AISI 1045
 JURNAL SAINS DAN SENI POMITS Vol. 1, No. 1, (2012) 1-5 1 PENGARUH DURASI GESEK, TEKANAN GESEK DAN TEKANAN TEMPA TERHADAP IMPACT STRENGTH SAMBUNGAN LASAN GESEK LANGSUNG PADA BAJA KARBON AISI 1045 Sigied
JURNAL SAINS DAN SENI POMITS Vol. 1, No. 1, (2012) 1-5 1 PENGARUH DURASI GESEK, TEKANAN GESEK DAN TEKANAN TEMPA TERHADAP IMPACT STRENGTH SAMBUNGAN LASAN GESEK LANGSUNG PADA BAJA KARBON AISI 1045 Sigied
I. PENDAHULUAN. rotating bending. Dalam penggunaannya pengaruh suhu terhadap material
 I. PENDAHULUAN A. Latar Belakang Sebagai elemen mesin yang berfungsi untuk meneruskan daya, poros menerima beban yang terkombinasi berupa beban puntir dan beban lentur yang berulangulang (fatik). Kegagalan
I. PENDAHULUAN A. Latar Belakang Sebagai elemen mesin yang berfungsi untuk meneruskan daya, poros menerima beban yang terkombinasi berupa beban puntir dan beban lentur yang berulangulang (fatik). Kegagalan
ANALISA SAMBUNGAN LAS PADA PENGELASAN TITIK UNTUK MENENTUKAN JARAK OPTIMAL TITIK LAS PADA BAJA KARBON AISI 1045 DENGAN PENDEKATAN ELEMEN HINGGA
 ANALISA SAMBUNGAN LAS PADA PENGELASAN TITIK UNTUK MENENTUKAN JARAK OPTIMAL TITIK LAS PADA BAJA KARBON AISI 1045 DENGAN PENDEKATAN ELEMEN HINGGA (ANSYS 10) Penggunaan teknologi pengelasan dalam proses produksi
ANALISA SAMBUNGAN LAS PADA PENGELASAN TITIK UNTUK MENENTUKAN JARAK OPTIMAL TITIK LAS PADA BAJA KARBON AISI 1045 DENGAN PENDEKATAN ELEMEN HINGGA (ANSYS 10) Penggunaan teknologi pengelasan dalam proses produksi
ANALISA PENGARUH PERLAKUAN PANAS TERHADAP KEKUATAN SAMBUNGAN LAS BAJA KARBON TINGGI
 PROS ID I NG 0 1 HASIL PENELITIAN FAKULTAS TEKNIK ANALISA PENGARUH PERLAKUAN PANAS TERHADAP KEKUATAN SAMBUNGAN LAS BAJA KARBON TINGGI Ilyas Jamal, Haryadi Adma S. Jurusan Teknik Mesin Fakultas Teknik Universitas
PROS ID I NG 0 1 HASIL PENELITIAN FAKULTAS TEKNIK ANALISA PENGARUH PERLAKUAN PANAS TERHADAP KEKUATAN SAMBUNGAN LAS BAJA KARBON TINGGI Ilyas Jamal, Haryadi Adma S. Jurusan Teknik Mesin Fakultas Teknik Universitas
Studi Eksperimen Pengaruh Durasi Gesek, Tekanan Gesek Dan Tekanan Tempa Pengelasan Gesek (FW) Terhadap Kekuatan Tarik dan Impact Pada Baja Aisi 1045
 Terhadap Kekuatan Tarik dan Impact Pada Baja Aisi 1045") Studi Eksperimen Pengaruh Durasi Gesek, Tekanan Gesek Dan Tekanan Tempa Pengelasan Gesek (FW) Terhadap Kekuatan Tarik dan Impact Pada Baja Aisi 1045 Hari Subiyanto 1,*, Subowo 1, Gathot DW 1, Syamsul Hadi
Studi Eksperimen Pengaruh Durasi Gesek, Tekanan Gesek Dan Tekanan Tempa Pengelasan Gesek (FW) Terhadap Kekuatan Tarik dan Impact Pada Baja Aisi 1045 Hari Subiyanto 1,*, Subowo 1, Gathot DW 1, Syamsul Hadi
PENGARUH WAKTU DAN JARAK TITIK PADA PENGELASAN TITIK TERHADAP KEKUATAN GESER HASIL SAMBUNGAN LAS
 UNIVERSITAS DIPONEGORO PENGARUH WAKTU DAN JARAK TITIK PADA PENGELASAN TITIK TERHADAP KEKUATAN GESER HASIL SAMBUNGAN LAS TUGAS SARJANA Disusun oleh: ERI NUGROHO L2E 604 208 FAKULTAS TEKNIK JURUSAN TEKNIK
UNIVERSITAS DIPONEGORO PENGARUH WAKTU DAN JARAK TITIK PADA PENGELASAN TITIK TERHADAP KEKUATAN GESER HASIL SAMBUNGAN LAS TUGAS SARJANA Disusun oleh: ERI NUGROHO L2E 604 208 FAKULTAS TEKNIK JURUSAN TEKNIK
ANALISIS PENGARUH SISI PENGELASAN TERHADAP SIFAT MEKANIK HASIL PENGELASAN DUA SISI FRICTION STIR WELDING ALUMINIUM 5083 PADA KAPAL KATAMARAN
 Presentasi Tugas Akhir Keahlian Rekayasa Perkapalan Konstruksi Kapal ANALISIS PENGARUH SISI PENGELASAN TERHADAP SIFAT MEKANIK HASIL PENGELASAN DUA SISI FRICTION STIR WELDING ALUMINIUM 5083 PADA KAPAL KATAMARAN
Presentasi Tugas Akhir Keahlian Rekayasa Perkapalan Konstruksi Kapal ANALISIS PENGARUH SISI PENGELASAN TERHADAP SIFAT MEKANIK HASIL PENGELASAN DUA SISI FRICTION STIR WELDING ALUMINIUM 5083 PADA KAPAL KATAMARAN
PENGUJIAN MEKANIK PADA KUALIFIKASI WPS/PQR SMAW WELDING PIPA API 5L X42 BERDASARKAN API 1104
 PENGUJIAN MEKANIK PADA KUALIFIKASI WPS/PQR SMAW WELDING PIPA API 5L X42 BERDASARKAN API 1104 Oleh : Ikhsan Kholis* ) ABSTRAK Kualifikasi prosedur pengelasan (Welding Procedure Specifiction/WPS) disiapkan
PENGUJIAN MEKANIK PADA KUALIFIKASI WPS/PQR SMAW WELDING PIPA API 5L X42 BERDASARKAN API 1104 Oleh : Ikhsan Kholis* ) ABSTRAK Kualifikasi prosedur pengelasan (Welding Procedure Specifiction/WPS) disiapkan
BAB IV ANALISA DAN PEMBAHASAN. Sesudah dilakukan pengujian Uji Tarik dan Struktur Mikro pada Baja SS-400,
 45 BAB IV ANALISA DAN PEMBAHASAN Sesudah dilakukan pengujian Uji dan Struktur Mikro pada Baja SS-, maka diperoleh data-data pengujian yang kemudian dijabarkan melalui beberapa sub-sub pembahasan dari masing-masing
45 BAB IV ANALISA DAN PEMBAHASAN Sesudah dilakukan pengujian Uji dan Struktur Mikro pada Baja SS-, maka diperoleh data-data pengujian yang kemudian dijabarkan melalui beberapa sub-sub pembahasan dari masing-masing
BAB III METODE PENELITIAN
 III-1 BAB III METODE PENELITIAN 3.1. Metode Pengumpulan Data Proses pengambilan data pada proses pembuatan WPS Repair dijelaskan dalam diagram proses dibawah ini : Studi Literatur Menyusun draft prosedur
III-1 BAB III METODE PENELITIAN 3.1. Metode Pengumpulan Data Proses pengambilan data pada proses pembuatan WPS Repair dijelaskan dalam diagram proses dibawah ini : Studi Literatur Menyusun draft prosedur
Oleh I Komang Ardo Awamasu Dosen Pembimbing : Ir. Rochman Rochiem, M.Sc.
 PENGARUH PWHT DAN NON PWHT DENGAN LAS GTAW TERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO PADA PIPA ASTM A106 GRADE B Oleh I Komang Ardo Awamasu 270910009 Dosen Pembimbing : Ir. Rochman Rochiem, M.Sc. Jurusan
PENGARUH PWHT DAN NON PWHT DENGAN LAS GTAW TERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO PADA PIPA ASTM A106 GRADE B Oleh I Komang Ardo Awamasu 270910009 Dosen Pembimbing : Ir. Rochman Rochiem, M.Sc. Jurusan
ANALISA PENGARUH VARIASI ARUS PENGELASAN TERHADAP KETANGGUHAN SAMBUNGAN BAJA A36 PADA PENGELASAN SMAW
 ANALISA PENGARUH VARIASI ARUS PENGELASAN TERHADAP KETANGGUHAN SAMBUNGAN BAJA A36 PADA PENGELASAN SMAW Dhian Fajar Juniarto 1,*), Minto Basuki 2), Aris Wacana Putra 2) 1) Mahasiswa Jurusan Teknik Perkapalan,
ANALISA PENGARUH VARIASI ARUS PENGELASAN TERHADAP KETANGGUHAN SAMBUNGAN BAJA A36 PADA PENGELASAN SMAW Dhian Fajar Juniarto 1,*), Minto Basuki 2), Aris Wacana Putra 2) 1) Mahasiswa Jurusan Teknik Perkapalan,
METODOLOGI PENELITIAN. Penelitian ini dilakukan di beberapa tempat sebagai berikut: 1. Proses pembuatan kampuh las, proses pengelasan dan pembuatan
 III. METODOLOGI PENELITIAN A. Tempat Penelitian Penelitian ini dilakukan di beberapa tempat sebagai berikut: 1. Proses pembuatan kampuh las, proses pengelasan dan pembuatan spesimen uji tarik dilakukan
III. METODOLOGI PENELITIAN A. Tempat Penelitian Penelitian ini dilakukan di beberapa tempat sebagai berikut: 1. Proses pembuatan kampuh las, proses pengelasan dan pembuatan spesimen uji tarik dilakukan
TUGAS AKHIR MN
 TUGAS AKHIR MN 091382 RATNANING FITROH ENDARTYANA 4109100031 Dosen Pembimbing Dony Setyawan,S.T.,M.Eng STUDI PERBANDINGAN SIFAT MEKANIK PADA PENGELASAN SATU SISI DAN DUA SISI FRICTION STIR WELDING ALUMINIUM
TUGAS AKHIR MN 091382 RATNANING FITROH ENDARTYANA 4109100031 Dosen Pembimbing Dony Setyawan,S.T.,M.Eng STUDI PERBANDINGAN SIFAT MEKANIK PADA PENGELASAN SATU SISI DAN DUA SISI FRICTION STIR WELDING ALUMINIUM
IV. HASIL DAN PEMBAHASAN
 IV. HASIL DAN PEMBAHASAN A. Data Alat Dan Material Penelitian 1. Material penelitian Tipe Baja : AISI 1045 Bentuk : Pelat Tabel 3. Komposisi kimia baja AISI 1045 Pelat AISI 1045 Unsur Nilai Kandungan Unsur
IV. HASIL DAN PEMBAHASAN A. Data Alat Dan Material Penelitian 1. Material penelitian Tipe Baja : AISI 1045 Bentuk : Pelat Tabel 3. Komposisi kimia baja AISI 1045 Pelat AISI 1045 Unsur Nilai Kandungan Unsur
PENGARUH KECEPATAN PUTAR TOOL TERHADAP SIFAT MEKANIK SAMBUNGAN ALUMINIUM 1XXX DENGAN METODE FRICTION STIR WELDING. Tri Angga Prasetyo ( )
") PENGARUH KECEPATAN PUTAR TOOL TERHADAP SIFAT MEKANIK SAMBUNGAN ALUMINIUM 1XXX DENGAN METODE FRICTION STIR WELDING Tri Angga Prasetyo (20120130136) Jurusan Teknik Mesin, Fakultas Teknik, Universitas Muhammdiyan
PENGARUH KECEPATAN PUTAR TOOL TERHADAP SIFAT MEKANIK SAMBUNGAN ALUMINIUM 1XXX DENGAN METODE FRICTION STIR WELDING Tri Angga Prasetyo (20120130136) Jurusan Teknik Mesin, Fakultas Teknik, Universitas Muhammdiyan
PENGARUH PROSES TEMPERING PADA HASIL PENGELASAN BAJA TERHADAP MECHANICAL PROPPERTIES DAN SIFAT KOROSI
 PENGARUH PROSES TEMPERING PADA HASIL PENGELASAN BAJA 516-70 TERHADAP MECHANICAL PROPPERTIES DAN SIFAT KOROSI Material baja karbon A 516 yang telah diklasi klasifikasikan : American Society For Testing
PENGARUH PROSES TEMPERING PADA HASIL PENGELASAN BAJA 516-70 TERHADAP MECHANICAL PROPPERTIES DAN SIFAT KOROSI Material baja karbon A 516 yang telah diklasi klasifikasikan : American Society For Testing
KETANGGUHAN MATERIAL API 5L X60 TERHADAP MASUKAN PANAS PADA PROSES PENGELASAN ELEKTRODA TERBUNGKUS
 Ketangguhan Material API 5L X60... (Tarmizi) KETANGGUHAN MATERIAL API 5L X60 TERHADAP MASUKAN PANAS PADA PROSES PENGELASAN ELEKTRODA TERBUNGKUS THE MATERIALS TOUGHNESS API 5L X60 ON HEAT INPUT WITH SHIELDED
Ketangguhan Material API 5L X60... (Tarmizi) KETANGGUHAN MATERIAL API 5L X60 TERHADAP MASUKAN PANAS PADA PROSES PENGELASAN ELEKTRODA TERBUNGKUS THE MATERIALS TOUGHNESS API 5L X60 ON HEAT INPUT WITH SHIELDED
JTM. Volume 01 Nomor 03 Tahun 2013,
 JTM. Volume 01 Nomor 03 Tahun 2013, 106-112 KOMPARASI HASIL PROSES PENGELASAN MIG DAN SMAW PADA MATERIAL SCM440 DAN S35C DENGAN VARIASI ARUS DAN TEMPERATUR POSHEAT TERHADAP STRUKTUR MIKRO DAN KEKUATAN
JTM. Volume 01 Nomor 03 Tahun 2013, 106-112 KOMPARASI HASIL PROSES PENGELASAN MIG DAN SMAW PADA MATERIAL SCM440 DAN S35C DENGAN VARIASI ARUS DAN TEMPERATUR POSHEAT TERHADAP STRUKTUR MIKRO DAN KEKUATAN
STUDI PERBANDINGAN SIFAT MEKANIK PADA PENGELASAN SATU SISI DAN DUA SISI FRICTION STIR WELDING ALUMINIUM 5083 KAPAL KATAMARAN
 JURNAL TEKNIK POMITS Vol. -, No. -,(2013) 1 STUDI PERBANDINGAN SIFAT MEKANIK PADA PENGELASAN SATU SISI DAN DUA SISI FRICTION STIR WELDING ALUMINIUM 5083 KAPAL KATAMARAN Ratnaning Fitroh Endartyana, Dosen
JURNAL TEKNIK POMITS Vol. -, No. -,(2013) 1 STUDI PERBANDINGAN SIFAT MEKANIK PADA PENGELASAN SATU SISI DAN DUA SISI FRICTION STIR WELDING ALUMINIUM 5083 KAPAL KATAMARAN Ratnaning Fitroh Endartyana, Dosen
JURNAL TEKNIK POMITS Vol. 1, No. 2, (2012) ISSN:
 ISSN:") JURNAL TEKNIK POMITS Vol. 1, No. 2, (2012) ISSN: 2301-9271 1 ANALISIS PENGARUH APLIKASI POST WELD HEAT TREATMENT (PWHT) PADA PENGELASAN CAST STEEL (SC 42) DENGAN CARBON STEEL (GRADE E) TERHADAP SIFAT MEKANIK
JURNAL TEKNIK POMITS Vol. 1, No. 2, (2012) ISSN: 2301-9271 1 ANALISIS PENGARUH APLIKASI POST WELD HEAT TREATMENT (PWHT) PADA PENGELASAN CAST STEEL (SC 42) DENGAN CARBON STEEL (GRADE E) TERHADAP SIFAT MEKANIK
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN Setelah dilakukan pengamatan, pengukuran serta pengujian terhadap masingmasing benda uji, didapatkan data-data hasil penyambungan las gesek bahan Stainless Steel 304. Data hasil
BAB IV HASIL DAN PEMBAHASAN Setelah dilakukan pengamatan, pengukuran serta pengujian terhadap masingmasing benda uji, didapatkan data-data hasil penyambungan las gesek bahan Stainless Steel 304. Data hasil
PENGARUH VARIASI KUAT ARUS PENGELASAN TUNGSTEN INERT GAS
 PENGARUH VARIASI KUAT ARUS PENGELASAN TUNGSTEN INERT GAS (TIG) TERHADAP KEKUATAN TARIK HASIL SAMBUNGAN LAS PADA BAJA KARBON RENDAH SNI_07_3567_BJDC_SR DENGAN KETEBALAN PLAT 0,68 MM DAN 1,2 MM EFRIZAL ARIFIN
PENGARUH VARIASI KUAT ARUS PENGELASAN TUNGSTEN INERT GAS (TIG) TERHADAP KEKUATAN TARIK HASIL SAMBUNGAN LAS PADA BAJA KARBON RENDAH SNI_07_3567_BJDC_SR DENGAN KETEBALAN PLAT 0,68 MM DAN 1,2 MM EFRIZAL ARIFIN
JOB SHEET DAN LAPORAN PRAKTIKUM MATA KULIAH PRAKTIKUM METALURGI LAS
 JOB SHEET DAN LAPORAN PRAKTIKUM MATA KULIAH PRAKTIKUM METALURGI LAS PENYUSUN : HERI WIBOWO, MT. PENYUSUN LAPORAN : NAMA... NIM... KELOMPOK/ KELAS... JURUSAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS NEGERI
JOB SHEET DAN LAPORAN PRAKTIKUM MATA KULIAH PRAKTIKUM METALURGI LAS PENYUSUN : HERI WIBOWO, MT. PENYUSUN LAPORAN : NAMA... NIM... KELOMPOK/ KELAS... JURUSAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS NEGERI
Prosiding SNATIF Ke -4 Tahun 2017 ISBN:
 PENGARUH ARUS LISTRIK DAN FILLER PENGELASAN LOGAM BERBEDA BAJA KARBON RENDAH (ST 37) DENGAN BAJA TAHAN KARAT (AISI 316L) TERHADAP SIFAT MEKANIS DAN STRUKTUR MIKRO Bambang Teguh Baroto 1*, Petrus Heru Sudargo
PENGARUH ARUS LISTRIK DAN FILLER PENGELASAN LOGAM BERBEDA BAJA KARBON RENDAH (ST 37) DENGAN BAJA TAHAN KARAT (AISI 316L) TERHADAP SIFAT MEKANIS DAN STRUKTUR MIKRO Bambang Teguh Baroto 1*, Petrus Heru Sudargo
METODOLOGI PENELITIAN. Penelitian ini dilakukan di beberapa tempat sebagai berikut:
 III. METODOLOGI PENELITIAN A. TEMPAT PENELITIAN Penelitian ini dilakukan di beberapa tempat sebagai berikut:. Proses pembuatan kampuh las, proses pengelasan baja AISI 045, proses pembuatan spesimen uji
III. METODOLOGI PENELITIAN A. TEMPAT PENELITIAN Penelitian ini dilakukan di beberapa tempat sebagai berikut:. Proses pembuatan kampuh las, proses pengelasan baja AISI 045, proses pembuatan spesimen uji
STUDI PENGARUH HEAT INPUT TERHADAP DEFORMASI PADA PENGELASAN PIPA CuNiFe DENGAN PENGELASAN TIG
 STUDI PENGARUH HEAT INPUT TERHADAP DEFORMASI PADA PENGELASAN PIPA CuNiFe DENGAN PENGELASAN TIG Ir. Soeweify M.Eng*, Nurcahyo Irawan Priambodo** * Staf Pengajar Jurusan Teknik Perkapalan ** Mahasiswa Jurusan
STUDI PENGARUH HEAT INPUT TERHADAP DEFORMASI PADA PENGELASAN PIPA CuNiFe DENGAN PENGELASAN TIG Ir. Soeweify M.Eng*, Nurcahyo Irawan Priambodo** * Staf Pengajar Jurusan Teknik Perkapalan ** Mahasiswa Jurusan
BAB III PENELITIAN DAN ANALISA
 BAB III PENELITIAN DAN ANALISA 3.1 Dimensi Benda Uji Spesifikasi benda uji yang digunakan dalam penelitian ini adalah sebagai berikut: 1. Benda uji dibuat dengan ukuran Diameter pipa x Panjang (12 x 1350
BAB III PENELITIAN DAN ANALISA 3.1 Dimensi Benda Uji Spesifikasi benda uji yang digunakan dalam penelitian ini adalah sebagai berikut: 1. Benda uji dibuat dengan ukuran Diameter pipa x Panjang (12 x 1350
JURNAL TEKNIK POMITS Vol. 2, No. 1, (2013) ISSN: ( Print) G-100
 ISSN: ( Print) G-100") JURNAL TEKNIK POMITS Vol. 2, No. 1, (2013) ISSN: 2337-3539 (2301-9271 Print) G-100 Analisa Perbandingan Laju Korosi Pada Pengelasan di Bawah Air Karena Pengaruh Variasi Jenis Pelindung Flux Elektroda Septian
JURNAL TEKNIK POMITS Vol. 2, No. 1, (2013) ISSN: 2337-3539 (2301-9271 Print) G-100 Analisa Perbandingan Laju Korosi Pada Pengelasan di Bawah Air Karena Pengaruh Variasi Jenis Pelindung Flux Elektroda Septian
KUALIFIKASI WELDING PROCEDURE SPECIFICATION (WPS) DAN JURU LAS (WELDER) BERDASARKAN ASME SECTION IX DI INDUSTRI MIGAS
 DAN JURU LAS (WELDER) BERDASARKAN ASME SECTION IX DI INDUSTRI MIGAS") KUALIFIKASI WELDING PROCEDURE SPECIFICATION (WPS) DAN JURU LAS (WELDER) BERDASARKAN ASME SECTION IX DI INDUSTRI MIGAS Ikhsan Kholis *) ABSTRAK Untuk peningkatan kompetensi seorang Inspektur Migas atau
KUALIFIKASI WELDING PROCEDURE SPECIFICATION (WPS) DAN JURU LAS (WELDER) BERDASARKAN ASME SECTION IX DI INDUSTRI MIGAS Ikhsan Kholis *) ABSTRAK Untuk peningkatan kompetensi seorang Inspektur Migas atau
II. TINJAUAN PUSTAKA. Seperti diketahui bahwa, di dalam baja karbon terdapat ferrite, pearlite, dan
 II. TINJAUAN PUSTAKA A. Baja Baja adalah paduan antara unsur besi (Fe) dan Carbon (C) serta beberapa unsur tambahan lain, seperti Mangan (Mn), Aluminium (Al), Silikon (Si) dll. Seperti diketahui bahwa,
II. TINJAUAN PUSTAKA A. Baja Baja adalah paduan antara unsur besi (Fe) dan Carbon (C) serta beberapa unsur tambahan lain, seperti Mangan (Mn), Aluminium (Al), Silikon (Si) dll. Seperti diketahui bahwa,