ANALISIS PENGARUH IN SITU COOLING TERHADAP SIFAT MEKANIK HASIL PENGELASAN DUA SISI FRICTION STIR WELDING ALUMINIUM 5083 PADAKAPAL KATAMARAN
|
|
|
- Widya Kurnia
- 6 tahun lalu
- Tontonan:
Transkripsi
1 PresentasiTugasAkhir KeahlianRekayasaPerkapalan KonstruksiKapal ANALISIS PENGARUH IN SITU COOLING TERHADAP SIFAT MEKANIK HASIL PENGELASAN DUA SISI FRICTION STIR WELDING ALUMINIUM 5083 PADAKAPAL KATAMARAN Oleh: Libaraski Pandia ( ) Dosen Pembimbing: Prof.Ir. Achmad Zubaydi, M.Eng.Ph.D. Jurusan Teknik Perkapalan Fakultas Teknologi Kelautan Institut Teknologi Sepuluh Nopember Surabaya 2014
2 POKOK BAHASAN Pendahuluan Kajian Pustaka Metodologi Analisa dan Pembahasan Kesimpulan
3 Pendahuluan Latar Belakang Kapal Katamaran Pengelasan Aluminium Friction Stir Welding Asimetris SUHU PENGELASAN???
4 Pendahuluan Rumusan Masalah Bagaimana pengaruh in situ cooling terhadap kekuatan tarik, kekerasan, tekuk, struktur mikro dan makro hasil pengelasan friction stir welding pada material kapal katamataran berbahan aluminium?
5 Pendahuluan Tujuan Mengetahui pengaruh in situ cooling terhadap kekuatan tarik, kekerasan, struktur mikro dan makro hasil pengelasan dua sisi friction stir welding pada material kapal katamataran berbahan aluminium.
6 Pendahuluan Batasan Masalah Friction stir welding dilakukan dengan menggunakan mesin milling dengan kontrol posisi. Ketebalan pelat 6 mm. Jenis sambungan butt. Tool yang digunakan K100 Bohler. Permukaan lasan dianggap rata.
7 Pendahuluan Manfaat Memberikan sumbangan pengetahuan tentang FSW terhadap industri perkapalan dalam proses pengelasan FSW yang efektif dan efisien. Memberikan sumbangan pengetahuan tentang FSW terhadap industri perkapalan dalam proses pengelasan yang ramah lingkungan dan hemat energi. Diharapkan dapat jadi acuan untuk proses pembuatan kapal katamaran berbahan aluminium dengan teknologi penyambungan yang ramah lingkungan.
8 Pendahuluan Hipotesis Perlakuan pendinginan langsung (in situ cooling) yang bervariasi pada pengelasan dua sisi FSW, didapat perbedaan pada daerah HAZ (Heat Affected Zone), kekuatan tarik, kekerasan, stuktur mikro dibandingkan dengan pengelasan tanpa perlakuan pendinginan langsung, dan didapat penambahan kekerasan pada material uji dikarenakan daerah HAZ yang berkurang
9 Kajian Pustaka Katamaran Penelitian sebelumnya mengenai perancangan kapal katamaran berbahan aluminium didapat analisa umur kapal lebih dari 29 tahun dan dapat disimpulkan bahwa desain kapal katamaran berbahan aluminium ini cukup memenuhi untuk segi desain jika dilihat dari standar umur yang lebih besar dari 25 tahun (Santosa B, dkk, 2012). Pengelasan Aluminium Umumnya dilakukan dengan menggunakan metode las fusi seperti GTAW atau GMAW. Namun pada pengelasan yang tidak sempurna selalu terdapat cacat pengelasan berupa porositas atau inklusi, selain itu juga rawan terjadi deformasi. Untuk itu dilakukan penyambungan dengan metode Friction Stir Welding karena prosesnya berlangsung pada kondisi solid dan suhu pengelasan di bawah suhu lebur. [Mathers, (2002)]
10 Kajian Pustaka Keunggulan Friction Stir Welding Hasil Pengelasan GTAW atau GMAW memberikan sifat mekanik yang lebih lemah dibandingkan dengan Pengelasan FSW (Yazdipour dkk. 2011). Ketidaksimetrian Sifat Mekanik Adanya perbedaan ukuran butir pada sisi advancing, retreating, bagian permukaan serta akar las ini disebabkan adanya perbedaan suhu pengelasan serta adanya perbedaan dissipasi panas (Mishra dan Ma, 2005) Pengaruh suhu pengelasan yang tinggi dikendalikan dengan metode perlakuan pendinginan langsung pada saat proses pengelasan berlangsung, hal ini seharusnya tidak akan menggangu proses pengelasan, dikarenakan oleh kekhawatiran mengenai Hydrogen entrapment, akan tetapi hal itu tidak akan menjadi masalah jika dilakukan diatas suhu 660 celcius (Mathers, 2000)

11 Friction Stir Welding Ditemukan pada tahun 1991, proses pengelasan adukan gesek (Friction Stir Welding) dikembangkan, dan dipatenkan oleh The Welding Institute (TWI) di Cambridge, kerajaan Inggris.(Thomas, dkk., 1991) Pada proses ini, pendinginan dilakukan setelah pengelasan berjalan, maka pendinginan diberikan mengikuti alur lasan (Liu, 2011).
] didasarkan keterbatasan pengelasan friction")

12 Aplikasi Friction Stir Welding pada Perkapalan Menurut [Paik,(2009)] didasarkan keterbatasan pengelasan friction stir welding yang belum terdapat mesin portable nya, metode ini dapat digunakan dalam proses pembuatan stiffened panel kapal.
13 Metodologi Mulai Studi literatur Persiapan Mesin Milling dan Tool untuk proses pengelasan PENGELASAN FSW DUA SISI Pada saat proses pengelasan dilakukan pengukuran suhu PENGELASAN MENGGUNAKAN VARIASI PENDINGIN UDARA PENGELASAN MENGGUNAKAN VARIASI PENDINGIN AIR PENGELASAN MENGGUNAKAN VARIASI PENDINGIN OLI PENGUJIAN RADIOGRAFI Pengujian terhadap hasil fusi dan adanya cacat di dalam
14 PEMOTONGAN SPECIMEN PENGUJIAN MEKANIK - UJI TEKUK - UJI TARIK - UJI KEKERASAN PENGUJIAN STRUKTUR MIKRO DAN MAKRO UKURAN BUTIR CACAT LAS PENGUMPULAN DATA HASIL PENGUJIAN SPECIMEN ANALISA DATA DAN PEMBAHASAN SECARA MENYELURUH KESIMPULAN TUGAS AKHIR SELESAI





15 Persiapan Proses Pengelasan Al5083 tebal 6mm Ukuran 150 x 400mm Mesin Perkakas Milling Dengan kontrol posisi Alat pengukur kerataan Alat pengukur tool depth plunge Laser pengukur suhu Mengukur suhu permukaan Jangka Sorong


16 Persiapan Proses Pengelasan Tool pengelasan pin trianguler ø shoulder 18 mm dan panjang pin 3.8 mm product Bohler type K100 Selang infus, Botol minuman, pisau, Penggaris Variasi Pendingin yang akan digunakan adalah udara, air, dan oli.

17 Parameter Pengelasan Parameter Pengelasan yang digunakan adalah sebagai berikut: RPM 1125 Travel speed 20mm/min Debit 50 ml/min Tool depth plunge 3.95 mm Tilt angle 2.5 o FSW sisi beda Advancing Retreating

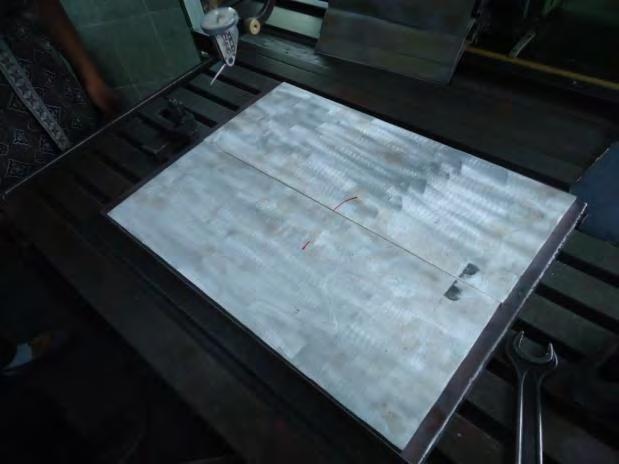


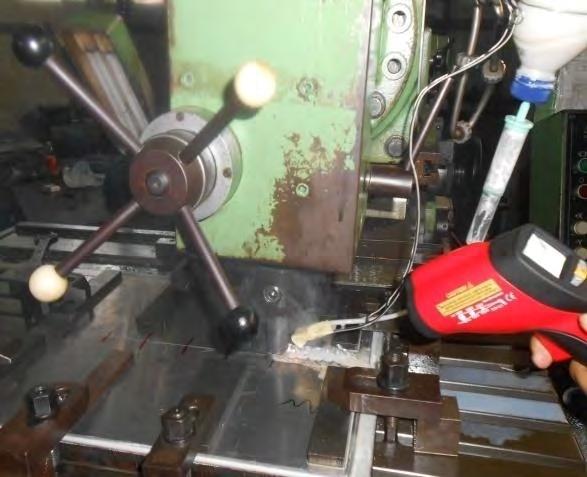

18 Proses Pengelasan FSW Proses Pengelasan lebih lengkapnya...


19 Pengujian Hasil Pengelasan Pengujian yang dilakukan antara lain: Pengujian Visual Pengujian Radiografi Pengujian Foto Makro Pengujian Foto Mikro Pengujian Kekerasan Vickers Pengujian Tarik Pengambilan spesimen pengujian didasarkan pada BKI 2009 Vol.6
20 Analisa dan Pembahasan Suhu Permukaan Pendingin Udara Pendingin Air Milling Pendingin Oli Samping Posisi Sisi 1 Sisi 2 Sisi 1 Sisi 2 Sisi 1 Sisi 2 Adv Ret Adv Ret Adv Ret Adv Ret Adv Ret Adv Ret Rata selisih 9.05% 8.68% 4.68% 1.92% 8.3% 3.52%
21 Pendingin udara sisi 1 adv Pendingin udara sisi 1 ret Pendingin udara sisi 2 adv Pendingin udara sisi 2 ret Pendingin udara sisi 1 adv Pendingin udara sisi 1 ret Pendingin udara sisi 2 adv Pendingin udara sisi 2 ret Pendingin udara sisi 1 adv Pendingin udara sisi 1 ret pendingin udara sisi 2 adv pendingin udara sisi 2 ret

 sisi pertama (b) sisi")
 (b)")
")

22 Pengujian Visual (a) (b) Welding flash pada pengelasan Pendingin udara (a) sisi pertama (b) sisi kedua (a) (b) Welding flash pada pengelasan Pendingin air (a) sisi pertama (b) sisi kedua (a) (b) Welding Flash pada pengelasan Pendingin Oli (a) sisi pertama(b) Cacat visual pada sisi kedua



23 Pengujian Radiografi Hasil radiografi pengelasan pendingin udara Pengujian Radiografi menggunakan film dengan sensitifitas D4. Hasil pengujian menunjukkan adanya cacat di dalam alur pengelasan yaitu incomplete penetration. Pada hasil pengelasan pendingin oli dan air



24 Pengujian Foto Makro A 1 A 1 R 2 R 2 A 1 R 2 R R 1 1 A A 2 2 R 1 A 2 A 1 R 2 A 1 R 2 R 1 A 2 A 1 R 2 R 1 A 2



25 Pengujian Foto Mikro No Posisi Pendingin udara Pendingin air Pendingin Oli 1. HAZ Ukuran butir kecil, memanjang tidak merata dipermukaan atas dan bawah Ukuran butir besar dan kecil, memanjang tidak merata dipermukaan atas dan bawah Bentuk butir cenderung lebih besar memanjang namun tidak merata dipermukaan atas dan bawah 2. TMAZ Ukuran butir besar dan kecil dan memanjang merata di permukaan atas dan bawah 3 Nugget Ukuran butir kecil tetapi tidak tersebar merata pada permukaan atas dan bawah ukuran kecil serta memanjang tetapi tidak merata Ukuran butir kecil serta tersebar merata di permukaan atas dan bawah ukuran butir dominan lebih besar dan memanjang dan tersebar merata Ukuran butir cenderung besar dan tidak merata pada permukaan atas dan bawah (a) (b) (c) Daerah weld nugget (a) Pendingin udara, (b) pendingin air, (c) pendingin oli
26 Pengujian Kekerasan Vickers Titik Pendingin Udara Pendingin Air Pendingin Oli Sisi 1 (HV) Sisi 2 (HV) Sisi 1 (HV) Sisi 2 (HV) Sisi 1 (HV) Sisi 2 (HV) Rata-rata Rata-rata nilai kekerasan pada sisi pertama pengelasan selalu lebih rendah dari pada sisi kedua pengelasan, baik pada spesimen FSW sisi beda maupun FSW sisi sama. Pada pengujian hardness nilai rata-rata yang paling tinggi dihasilkan dari pengelasan pendingin oli yaitu : Sisi 1 = HV dan Sisi 2 = HV
27 Hasil pengujian tekuk No Pengelasan FSW Jenis cacat Crack Open defect 1. Face bend 1.1 Pendingin udara Terdapat crack sepanjang mm Tidak ada 2. Face bend 1.2 Pendingin udara Tidak ada Tidak ada 3. Face bend 1.1 Pendingin air Terdapat crack sepanjang mm Tidak ada 4. Face bend 1.2 Pendingin air Tidak ada Tidak ada 5. Face bend 1.1 Pendingin oli Tidak ada Tidak ada 6. Face bend 1.2 Pendingin oli Tidak ada Tidak ada Jenis cacat No Pengelasan FSW Crack Open defect 1. Root bend 1.1 Pendingin udara Tidak ada Tidak ada 2. Root bend 1.2 Pendingin udara Tidak ada Tidak ada 3. Root bend 1.1 Pendingin air Terdapat crack sepanjang mm Tidak ada 4. Root bend 1.2 Pendingin air Tidak ada Tidak ada 5. Root bend 1.1 Pendingin oli Tidak ada Tidak ada 6. Root bend 1.2 Pendingin oli Tidak ada Tidak ada
28 Pengujian Tarik No Item Spesifikasi contoh Hasil Uji Tarik Breaking W (mm) T (mm) CSA (mm²) F Ultimate (kn) F yield (kn) UTS (Mpa) Yield stress (Mpa) Posisition 1 Udara WM 2 Udara WM Rata-rata Air WM 4 Air WM Rata-rata Oli WM 6 Oli , WM Rata-rata Pengelasan dengan variasi pendingin air menghasilkan nilai kuat tarik yang lebih tinggi ditinjau dari salah satu hasil pengujian tariknya yaitu Mpa. Ultimate Stress (Mpa) Bagan hasil uji tarik Pengujian Tarik Acceptance criteria menurut BKI 2009 mengenai pengelasan aluminium
29 Kesimpulan Pengujian Visual Pada ketiga perlakuan pendingin tidak terdapat cacat pengelasan. Pengujian Radiografi Terdapat cacat Incomplete penetration pada hasil pengelasan perlakuan pendingin air dan oli Pengujian Foto Makro Tidak terdapat cacat pada ketiga spesimen.
30 Pengujian Foto Mikro Pada hasil uji mikro pengelasan pendingin udara didapatkan ukuran butir kecil serta tersebar merata di permukaan atas dan bawah, dibandingkan dengan dua pengelasan pendingin udara dan oli Pengujian Kekerasan Vickers Rata-rata nilai kekerasan pada sisi pertama pengelasan selalu lebih rendah dari pada sisi kedua pengelasan, baik pada spesimen FSW sisi beda maupun FSW sisi sama Pada pengujian hardness nilai rata-rata yang paling tinggi dihasilkan dari pengelasan pendingin oli yaitu : Sisi 1 = HV dan Sisi 2 = HV Pengujian Tarik Pengelasan dengan variasi pendingin air menghasilkan nilai kuat tarik yang lebih tinggi ditinjau dari salah satu hasil pengujian tariknya yaitu Mpa. Spesimen FSW pendingin air lebih ductile. Spesimen FSW sisi beda dapat diterapkan pada konstruksi kapal merujuk pada acceptance criteria BKI 2009.
31 TERIMA KASIH Matur nuwun
ANALISIS PENGARUH SISI PENGELASAN TERHADAP SIFAT MEKANIK HASIL PENGELASAN DUA SISI FRICTION STIR WELDING ALUMINIUM 5083 PADA KAPAL KATAMARAN
 Presentasi Tugas Akhir Keahlian Rekayasa Perkapalan Konstruksi Kapal ANALISIS PENGARUH SISI PENGELASAN TERHADAP SIFAT MEKANIK HASIL PENGELASAN DUA SISI FRICTION STIR WELDING ALUMINIUM 5083 PADA KAPAL KATAMARAN
Presentasi Tugas Akhir Keahlian Rekayasa Perkapalan Konstruksi Kapal ANALISIS PENGARUH SISI PENGELASAN TERHADAP SIFAT MEKANIK HASIL PENGELASAN DUA SISI FRICTION STIR WELDING ALUMINIUM 5083 PADA KAPAL KATAMARAN
ANALISIS PENGARUH IN SITU COOLING TERHADAP SIFAT MEKANIK HASIL PENGELASAN DUA SISI FRICTION STIR WELDING ALUMINIUM 5083 PADA KAPAL KATAMARAN
 1 ANALISIS PENGARUH IN SITU COOLING TERHADAP SIFAT MEKANIK HASIL PENGELASAN DUA SISI FRICTION STIR WELDING ALUMINIUM 5083 PADA KAPAL KATAMARAN Libaraski Pandia, Achmad Zubaydi Jurusan Teknik Perkapalan,
1 ANALISIS PENGARUH IN SITU COOLING TERHADAP SIFAT MEKANIK HASIL PENGELASAN DUA SISI FRICTION STIR WELDING ALUMINIUM 5083 PADA KAPAL KATAMARAN Libaraski Pandia, Achmad Zubaydi Jurusan Teknik Perkapalan,
PENGARUH BENTUK PROBE PADA TOOL SHOULDER TERHADAP METALURGI ALUMINIUM SERI 5083 DENGAN PROSES FRICTION STIR WELDING
 PENGARUH BENTUK PROBE PADA TOOL SHOULDER TERHADAP METALURGI ALUMINIUM SERI 5083 DENGAN PROSES FRICTION STIR WELDING Zulkifli Edward 4105 100 017 Jurusan Teknik Perkapalan Fakultas Teknologi Kelautan Institut
PENGARUH BENTUK PROBE PADA TOOL SHOULDER TERHADAP METALURGI ALUMINIUM SERI 5083 DENGAN PROSES FRICTION STIR WELDING Zulkifli Edward 4105 100 017 Jurusan Teknik Perkapalan Fakultas Teknologi Kelautan Institut
TUGAS AKHIR MN
 TUGAS AKHIR MN 091382 RATNANING FITROH ENDARTYANA 4109100031 Dosen Pembimbing Dony Setyawan,S.T.,M.Eng STUDI PERBANDINGAN SIFAT MEKANIK PADA PENGELASAN SATU SISI DAN DUA SISI FRICTION STIR WELDING ALUMINIUM
TUGAS AKHIR MN 091382 RATNANING FITROH ENDARTYANA 4109100031 Dosen Pembimbing Dony Setyawan,S.T.,M.Eng STUDI PERBANDINGAN SIFAT MEKANIK PADA PENGELASAN SATU SISI DAN DUA SISI FRICTION STIR WELDING ALUMINIUM
PENGARUH PENGELASAN ALUMINIUM 5083
 PENGARUH PENGELASAN ALUMINIUM 5083 TERHADAP SIFAT MEKANIS DAN BIAYA PENGELASAN DENGAN PERBEDAAN DIAMETER TOOL SHOULDER PADA FRICTION STIR WELDING (FSW) Lukytoardi Megantoro NRP. 4105100009 Dosen Pembimbing
PENGARUH PENGELASAN ALUMINIUM 5083 TERHADAP SIFAT MEKANIS DAN BIAYA PENGELASAN DENGAN PERBEDAAN DIAMETER TOOL SHOULDER PADA FRICTION STIR WELDING (FSW) Lukytoardi Megantoro NRP. 4105100009 Dosen Pembimbing
Pengaruh Diameter Pin Terhadap Kekuatan dan Kualitas Joint Line Pada Proses Friction Wtir Welding Aluminium Seri 5083 Untuk Pre Fabrication
 Pengaruh Diameter Pin Terhadap Kekuatan dan Kualitas Joint Line Pada Proses Friction Wtir Welding Aluminium Seri 5083 Untuk Pre Fabrication Panel Bangunan Atas Kapal 4108 100 066 Jurusan Teknik Perkapalan
Pengaruh Diameter Pin Terhadap Kekuatan dan Kualitas Joint Line Pada Proses Friction Wtir Welding Aluminium Seri 5083 Untuk Pre Fabrication Panel Bangunan Atas Kapal 4108 100 066 Jurusan Teknik Perkapalan
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengelasan Friction Stir Welding Setelah dilakukan proses pengelasan friction stir welding, maka akan terlihat bekas hasil pengelasan pada permukaan material. Pengelasan
BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengelasan Friction Stir Welding Setelah dilakukan proses pengelasan friction stir welding, maka akan terlihat bekas hasil pengelasan pada permukaan material. Pengelasan
ANALISIS PENGARUH BACKING PLATE MATERIAL PENGELASAN DUA SISI FRICTION STIR WELDING TERHADAP SIFAT MEKANIK ALUMINIUM 5083 PADA KAPAL KATAMARAN
 JURNAL TEKNIK POMITS Vol. 1, No. 2, (2012) ISSN: 2301-9271 1 ANALISIS PENGARUH BACKING PLATE MATERIAL PENGELASAN DUA SISI FRICTION STIR WELDING TERHADAP SIFAT MEKANIK ALUMINIUM 5083 PADA KAPAL KATAMARAN
JURNAL TEKNIK POMITS Vol. 1, No. 2, (2012) ISSN: 2301-9271 1 ANALISIS PENGARUH BACKING PLATE MATERIAL PENGELASAN DUA SISI FRICTION STIR WELDING TERHADAP SIFAT MEKANIK ALUMINIUM 5083 PADA KAPAL KATAMARAN
ANALISIS PENGARUH SUDUT KERJA TOOL TERHADAP SIFAT MEKANIK HASIL PENGELASAN FRICTION STIR WELDING ALUMINIUM 5083 KAPAL KATAMARAN
 JURNAL TEKNIK POMITS Vol. 1, No. 2, (2012) ISSN: 2301-9271 1 ANALISIS PENGARUH SUDUT KERJA TOOL TERHADAP SIFAT MEKANIK HASIL PENGELASAN FRICTION STIR WELDING ALUMINIUM 5083 KAPAL KATAMARAN Rahmad Dwi Afandi,
JURNAL TEKNIK POMITS Vol. 1, No. 2, (2012) ISSN: 2301-9271 1 ANALISIS PENGARUH SUDUT KERJA TOOL TERHADAP SIFAT MEKANIK HASIL PENGELASAN FRICTION STIR WELDING ALUMINIUM 5083 KAPAL KATAMARAN Rahmad Dwi Afandi,
STUDI PERBANDINGAN SIFAT MEKANIK PADA PENGELASAN SATU SISI DAN DUA SISI FRICTION STIR WELDING ALUMINIUM 5083 KAPAL KATAMARAN
 JURNAL TEKNIK POMITS Vol. -, No. -,(2013) 1 STUDI PERBANDINGAN SIFAT MEKANIK PADA PENGELASAN SATU SISI DAN DUA SISI FRICTION STIR WELDING ALUMINIUM 5083 KAPAL KATAMARAN Ratnaning Fitroh Endartyana, Dosen
JURNAL TEKNIK POMITS Vol. -, No. -,(2013) 1 STUDI PERBANDINGAN SIFAT MEKANIK PADA PENGELASAN SATU SISI DAN DUA SISI FRICTION STIR WELDING ALUMINIUM 5083 KAPAL KATAMARAN Ratnaning Fitroh Endartyana, Dosen
PENGARUH DIAMETER TOOL SHOULDER TERHADAP METALURGI ALUMINIUM SERI 5083 DENGAN PROSES FRICTION STIR WELDING
 TUGAS AKHIR MN 091382 PENGARUH DIAMETER TOOL SHOULDER TERHADAP METALURGI ALUMINIUM SERI 5083 DENGAN PROSES FRICTION STIR WELDING DINAR KUSUMA WARDHANI 4106 100 026 PENDAHULUAN Latar Blk Belakang Karakteristik
TUGAS AKHIR MN 091382 PENGARUH DIAMETER TOOL SHOULDER TERHADAP METALURGI ALUMINIUM SERI 5083 DENGAN PROSES FRICTION STIR WELDING DINAR KUSUMA WARDHANI 4106 100 026 PENDAHULUAN Latar Blk Belakang Karakteristik
PENGARUH SUDUT KEMIRINGAN TOOL TERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO SAMBUNGAN PELAT AA5083 PADA PROSES FRICTION STIR WELDING
 1 PENGARUH SUDUT KEMIRINGAN TOOL TERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO SAMBUNGAN PELAT AA5083 PADA PROSES FRICTION STIR WELDING Wisnu Wijayanto 1, Kuncoro Diharjo 2, Triyono 2 1 Program Sarjana Jurusan
1 PENGARUH SUDUT KEMIRINGAN TOOL TERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO SAMBUNGAN PELAT AA5083 PADA PROSES FRICTION STIR WELDING Wisnu Wijayanto 1, Kuncoro Diharjo 2, Triyono 2 1 Program Sarjana Jurusan
BAB I PENDAHULUAN. penting pada proses penyambungan logam. Pada hakekatnya. diantara material yang disambungkan. Ini biasanya dilakukan
 BAB I PENDAHULUAN 1.1. Latar Belakang Pengelasan dalam industri manufaktur memiliki peranan penting pada proses penyambungan logam. Pada hakekatnya proses las atau pengelasan adalah penyambungan dua material
BAB I PENDAHULUAN 1.1. Latar Belakang Pengelasan dalam industri manufaktur memiliki peranan penting pada proses penyambungan logam. Pada hakekatnya proses las atau pengelasan adalah penyambungan dua material
BAB I PENDAHULUAN. cukup berat. Peningkatan akan kualitas dan kuantitas serta persaingan
 BAB I PENDAHULUAN 1.1 Latar Belakang Industri manufaktur di era sekarang dihadapkan pada tuntutan yang cukup berat. Peningkatan akan kualitas dan kuantitas serta persaingan industri yang ketat menuntut
BAB I PENDAHULUAN 1.1 Latar Belakang Industri manufaktur di era sekarang dihadapkan pada tuntutan yang cukup berat. Peningkatan akan kualitas dan kuantitas serta persaingan industri yang ketat menuntut
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengelasan Pada FSW Hasil pengelasan menggunakan metode FSW ditunjukkan pada Gambar 4.1. Pengelasan FSW adalah penyambungan pada kondisi padat atau logam las tidak
BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengelasan Pada FSW Hasil pengelasan menggunakan metode FSW ditunjukkan pada Gambar 4.1. Pengelasan FSW adalah penyambungan pada kondisi padat atau logam las tidak
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengelasan Pada FSW Hasil pengelasan menggunakan metode friction stir welding ditunjukkan pada Gambar 4.1. Pengelasan dengan metode FSW merupakan pengelasan yang terjadi
BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengelasan Pada FSW Hasil pengelasan menggunakan metode friction stir welding ditunjukkan pada Gambar 4.1. Pengelasan dengan metode FSW merupakan pengelasan yang terjadi
BAB II TINJAUAN PUSTAKA DAN DASAR TEORI
 BAB II TINJAUAN PUSTAKA DAN DASAR TEORI 2.1. Tinjauan Pustaka Penelitian terhadap las gesek telah banyak dilakukan. Beberapa penelitian tentang parameter kekuatan tarik, kekerasan permukaan dan struktur
BAB II TINJAUAN PUSTAKA DAN DASAR TEORI 2.1. Tinjauan Pustaka Penelitian terhadap las gesek telah banyak dilakukan. Beberapa penelitian tentang parameter kekuatan tarik, kekerasan permukaan dan struktur
1 BAB I PENDAHULUAN. 1.1 Latar Belakang
 1 BAB I PENDAHULUAN 1.1 Latar Belakang Indonesia adalah negara yang sedang berkembang dalam berbagai sektor salah satunya adalah sektor industri manufaktur. Hal ini ditunjukkan dengan meningkatnya perusahaan
1 BAB I PENDAHULUAN 1.1 Latar Belakang Indonesia adalah negara yang sedang berkembang dalam berbagai sektor salah satunya adalah sektor industri manufaktur. Hal ini ditunjukkan dengan meningkatnya perusahaan
PENGARUH PROFIL PIN DAN JARAK PREHEATING TERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO SAMBUNGAN MATERIAL AA5052-H32 FRICTION STIR WELDING JUDUL
 PENGARUH PROFIL PIN DAN JARAK PREHEATING TERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO SAMBUNGAN MATERIAL AA5052-H32 FRICTION STIR WELDING JUDUL Diajukan Sebagai Salah Satu Syarat untuk Memperoleh Gelar Sarjana
PENGARUH PROFIL PIN DAN JARAK PREHEATING TERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO SAMBUNGAN MATERIAL AA5052-H32 FRICTION STIR WELDING JUDUL Diajukan Sebagai Salah Satu Syarat untuk Memperoleh Gelar Sarjana
PENGARUH FEED RATE TERHADAP STRUKTUR MIKRO, KEKERASAN DAN KEKUATAN BENDING PADA PENGELASAN FRICTION STIR WELDING ALUMINIUM 5052
 PENGARUH FEED RATE TERHADAP STRUKTUR MIKRO, KEKERASAN DAN KEKUATAN BENDING PADA PENGELASAN FRICTION STIR WELDING ALUMINIUM 505 Lukito Adi Wicaksono Jurusan Teknik Mesin, Fakultas Teknik, Universitas Muhammadiyah
PENGARUH FEED RATE TERHADAP STRUKTUR MIKRO, KEKERASAN DAN KEKUATAN BENDING PADA PENGELASAN FRICTION STIR WELDING ALUMINIUM 505 Lukito Adi Wicaksono Jurusan Teknik Mesin, Fakultas Teknik, Universitas Muhammadiyah
PENGARUH PROFIL PIN DAN TEMPERATUR PREHEATING TERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO SAMBUNGAN MATERIAL AA5052-H32 FRICTION STIR WELDING
 PENGARUH PROFIL PIN DAN TEMPERATUR PREHEATING TERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO SAMBUNGAN MATERIAL AA5052-H32 FRICTION STIR WELDING SKRIPSI Diajukan sebagai salah satu syarat untuk memperoleh gelar
PENGARUH PROFIL PIN DAN TEMPERATUR PREHEATING TERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO SAMBUNGAN MATERIAL AA5052-H32 FRICTION STIR WELDING SKRIPSI Diajukan sebagai salah satu syarat untuk memperoleh gelar
BAB IV DATA DAN ANALISA
 digilib.uns.ac.id BAB IV DATA DAN ANALISA 4.1 Data Pengelasan Pada penelitian ini, proses pengelasan menggunakan mesin milling merk Mikron tipe WF 2SA buatan Swiss dan parameter mesin yang digunakan disesuaikan
digilib.uns.ac.id BAB IV DATA DAN ANALISA 4.1 Data Pengelasan Pada penelitian ini, proses pengelasan menggunakan mesin milling merk Mikron tipe WF 2SA buatan Swiss dan parameter mesin yang digunakan disesuaikan
SKRIPSI. Diajukan Sebagai Salah Satu Syarat untuk Memperoleh Gelar Sarjana Teknik. Oleh : SUPRIYADI NIM. I
 PENGARUH KECEPATAN PENGELASAN TERHADAP SIFAT MEKANIK SAMBUNGAN LAS FRICTION STIR WELDING LOGAM TAK SEJENIS ANTARA BAJA KARBON ST. 37 DAN ALUMINIUM AA1001 DENGAN PIN SILINDRIS DAN PREHEAT SKRIPSI Diajukan
PENGARUH KECEPATAN PENGELASAN TERHADAP SIFAT MEKANIK SAMBUNGAN LAS FRICTION STIR WELDING LOGAM TAK SEJENIS ANTARA BAJA KARBON ST. 37 DAN ALUMINIUM AA1001 DENGAN PIN SILINDRIS DAN PREHEAT SKRIPSI Diajukan
BAB II TINJAUAN PUSTAKA DAN DASAR TEORI
 BAB II TINJAUAN PUSTAKA DAN DASAR TEORI 2.1. Tinjauan Pustaka Penelitian terhadap las gesek telah banyak dilakukan. Beberapa penelitian tentang parameter kekuatan tarik, kekerasan permukaan dan struktur
BAB II TINJAUAN PUSTAKA DAN DASAR TEORI 2.1. Tinjauan Pustaka Penelitian terhadap las gesek telah banyak dilakukan. Beberapa penelitian tentang parameter kekuatan tarik, kekerasan permukaan dan struktur
BAB II DASAR TEORI 2.1. Tinjauan Pustaka
 BAB II DASAR TEORI 2.1. Tinjauan Pustaka Erwanto (2015), meneliti tentang pengaruh kecepatan putar tool terhadap kekuatan mekanik sambungan las FSW menggunakan aluminium 5052-H34 standar ASM tahun 2015
BAB II DASAR TEORI 2.1. Tinjauan Pustaka Erwanto (2015), meneliti tentang pengaruh kecepatan putar tool terhadap kekuatan mekanik sambungan las FSW menggunakan aluminium 5052-H34 standar ASM tahun 2015
PENGARUH KECEPATAN PUTAR TOOL TERHADAP SIFAT MEKANIK SAMBUNGAN ALUMINIUM 1XXX DENGAN METODE FRICTION STIR WELDING. Tri Angga Prasetyo ( )
") PENGARUH KECEPATAN PUTAR TOOL TERHADAP SIFAT MEKANIK SAMBUNGAN ALUMINIUM 1XXX DENGAN METODE FRICTION STIR WELDING Tri Angga Prasetyo (20120130136) Jurusan Teknik Mesin, Fakultas Teknik, Universitas Muhammdiyan
PENGARUH KECEPATAN PUTAR TOOL TERHADAP SIFAT MEKANIK SAMBUNGAN ALUMINIUM 1XXX DENGAN METODE FRICTION STIR WELDING Tri Angga Prasetyo (20120130136) Jurusan Teknik Mesin, Fakultas Teknik, Universitas Muhammdiyan
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengelasan Pada FSW Pengelasan menggunakan metode friction stir welding ditunjukkan pada Gambar 4.1. Pengelasan dengan metode FSW ini merupakan pengelasan yang terjadi
BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengelasan Pada FSW Pengelasan menggunakan metode friction stir welding ditunjukkan pada Gambar 4.1. Pengelasan dengan metode FSW ini merupakan pengelasan yang terjadi
Pelaksanaan Uji Tarik
 Pelaksanaan Uji Tarik Hasil Uji Tarik Repair 3x No. Code Materi al C.S.A (mm 2 ) Tensile Test Results F ult (kn) σ ult (Kgf/mm 2 ) Remark 1. 4.1.1 284.39 145.5 52.17 Break at WM 2. 4.1.2 281.36 144.5 52.37
Pelaksanaan Uji Tarik Hasil Uji Tarik Repair 3x No. Code Materi al C.S.A (mm 2 ) Tensile Test Results F ult (kn) σ ult (Kgf/mm 2 ) Remark 1. 4.1.1 284.39 145.5 52.17 Break at WM 2. 4.1.2 281.36 144.5 52.37
Analisis Perbandingan Laju Korosi Pelat ASTM A36 antara Pengelasan di Udara Terbuka dan Pengelasan Basah Bawah Air dengan Variasi Tebal Pelat
 JURNAL TEKNIK POMITS Vol. 2, 1, (2013) ISSN: 2337-3539 (2301-9271 Print) G-73 Analisis Perbandingan Pelat ASTM A36 antara di Udara Terbuka dan Basah Bawah Air dengan Variasi Tebal Pelat Yanek Fathur Rahman,
JURNAL TEKNIK POMITS Vol. 2, 1, (2013) ISSN: 2337-3539 (2301-9271 Print) G-73 Analisis Perbandingan Pelat ASTM A36 antara di Udara Terbuka dan Basah Bawah Air dengan Variasi Tebal Pelat Yanek Fathur Rahman,
BAB V HASIL DAN PEMBAHASAN
 4 cm BAB V HASIL DAN PEMBAHASAN 5.1 Struktur Makro dan Mikro Gambar 5.1 menunjukkan bahwa pengelasan MFSW dengan feedrate 1 mm/min mengalami kegagalan sambungan dimana kedua pelat tidak menyambung setelah
4 cm BAB V HASIL DAN PEMBAHASAN 5.1 Struktur Makro dan Mikro Gambar 5.1 menunjukkan bahwa pengelasan MFSW dengan feedrate 1 mm/min mengalami kegagalan sambungan dimana kedua pelat tidak menyambung setelah
PENGARUH KECEPATAN SPINDLE DAN FEED RATE TERHADAP KEKUATAN SAMBUNGAN LAS TIPE FRICTION STIR WELDING UNTUK ALUMINIUM SERI 1100 DENGAN TEBAL 2 MM
 PENGARUH KECEPATAN SPINDLE DAN FEED RATE TERHADAP KEKUATAN SAMBUNGAN LAS TIPE FRICTION STIR WELDING UNTUK ALUMINIUM SERI 1100 DENGAN TEBAL 2 MM UNIVERSITAS MUHAMMADIYAH SURAKARTA PUBLIKASI ILMIAH Disusun
PENGARUH KECEPATAN SPINDLE DAN FEED RATE TERHADAP KEKUATAN SAMBUNGAN LAS TIPE FRICTION STIR WELDING UNTUK ALUMINIUM SERI 1100 DENGAN TEBAL 2 MM UNIVERSITAS MUHAMMADIYAH SURAKARTA PUBLIKASI ILMIAH Disusun
PENGARUH KECEPATAN PUTAR TOOL TERHADAP SIFAT MEKANIK SAMBUNGAN ALLUMUNIUM 1XXX DENGAN METODE FRICTION STIR WELDING
 PENGARUH KECEPATAN PUTAR TOOL TERHADAP SIFAT MEKANIK SAMBUNGAN ALLUMUNIUM 1XXX DENGAN METODE FRICTION STIR WELDING TUGAS AKHIR Diajukan Guna Memenuhi Persyaratan Untuk Mencapai Derajat Strata-1 Pada Prodi
PENGARUH KECEPATAN PUTAR TOOL TERHADAP SIFAT MEKANIK SAMBUNGAN ALLUMUNIUM 1XXX DENGAN METODE FRICTION STIR WELDING TUGAS AKHIR Diajukan Guna Memenuhi Persyaratan Untuk Mencapai Derajat Strata-1 Pada Prodi
THE EFFECT OF PIN DESIGN ON MECHANICAL PROPERTIES OF ALUMINIUM H112 AS A RESULT OF FRICTION STIR WELDING PROCESS
 PENGARUH BENTUK PIN TERHADAP SIFAT MEKANIK ALUMINIUM 5083 H112 HASIL PROSES FRICTION STIR WELDING THE EFFECT OF PIN DESIGN ON MECHANICAL PROPERTIES OF ALUMINIUM 5083 - H112 AS A RESULT OF FRICTION STIR
PENGARUH BENTUK PIN TERHADAP SIFAT MEKANIK ALUMINIUM 5083 H112 HASIL PROSES FRICTION STIR WELDING THE EFFECT OF PIN DESIGN ON MECHANICAL PROPERTIES OF ALUMINIUM 5083 - H112 AS A RESULT OF FRICTION STIR
I. PENDAHULUAN. terjadinya oksidasi lebih lanjut (Amanto & Daryanto, 2006). Selain sifatnya
. Selain sifatnya") I. PENDAHULUAN A. Latar Belakang Aluminium adalah salah satu logam yang memiliki sifat resistensi yang baik terhadap korosi, hal ini disebabkan karena terjadinya fenomena pasivasi. fenomena pasivasi adalah
I. PENDAHULUAN A. Latar Belakang Aluminium adalah salah satu logam yang memiliki sifat resistensi yang baik terhadap korosi, hal ini disebabkan karena terjadinya fenomena pasivasi. fenomena pasivasi adalah
SEMINAR NASIONAL ke 8 Tahun 2013 : Rekayasa Teknologi Industri dan Informasi
 PENGARUH SHOT PEENING TERHADAP KEKASARAN PERMUKAAN DAN SIFAT MEKANIS SAMBUNGAN FRICTION STIR WELDING PADA ALUMINIUM SERI 5083 Wartono, Sutrisna Jurusan Teknik Mesin, Sekolah Tinggi Teknologi Nasional,
PENGARUH SHOT PEENING TERHADAP KEKASARAN PERMUKAAN DAN SIFAT MEKANIS SAMBUNGAN FRICTION STIR WELDING PADA ALUMINIUM SERI 5083 Wartono, Sutrisna Jurusan Teknik Mesin, Sekolah Tinggi Teknologi Nasional,
Pengaruh Diameter Pin Terhadap Kekuatan dan Kualitas Joint Line Pada Proses Friction stir welding Aluminium Seri 5083 Untuk Pre-Fabrication
 1 Pengaruh Diameter Pin Terhadap Kekuatan dan Kualitas Joint Line Pada Proses Friction stir welding luminium Seri 5083 Untuk Pre-Fabrication Panel angunan tas Kapal rip Purwanto, Wing Hendroprasetyo kbar
1 Pengaruh Diameter Pin Terhadap Kekuatan dan Kualitas Joint Line Pada Proses Friction stir welding luminium Seri 5083 Untuk Pre-Fabrication Panel angunan tas Kapal rip Purwanto, Wing Hendroprasetyo kbar
PENGARUH DIAMETER TOOL SHOULDER TERHADAP METALURGI ALUMINIUM SERI 5083 DENGAN PROSES FRICTION STIR WELDING
 PENGARUH DIAMETER TOOL SHOULDER TERHADAP METALURGI ALUMINIUM SERI 5083 DENGAN PROSES FRICTION STIR WELDING Dinar Kusuma Wardhani Wing Hendroprasetyo AP, ST, M.Eng Jurusan Teknik Perkapalan Fakultas Teknologi
PENGARUH DIAMETER TOOL SHOULDER TERHADAP METALURGI ALUMINIUM SERI 5083 DENGAN PROSES FRICTION STIR WELDING Dinar Kusuma Wardhani Wing Hendroprasetyo AP, ST, M.Eng Jurusan Teknik Perkapalan Fakultas Teknologi
I. PENDAHULUAN. atau lebih dengan memanfaatkan energi panas. luas, seperti pada kontruksi bangunan baja dan kontruksi mesin.
 I. PENDAHULUAN A. Latar Belakang Pengelasan merupakan suatu proses penting di dalam dunia industri dan merupakan bagian yang tak terpisahkan dari pertumbuhan industri, karena memegang peranan utama dalam
I. PENDAHULUAN A. Latar Belakang Pengelasan merupakan suatu proses penting di dalam dunia industri dan merupakan bagian yang tak terpisahkan dari pertumbuhan industri, karena memegang peranan utama dalam
Oleh Wahyu Ade Saputra ( ) Dosen Pembimbing 1. Ir. Achmad Zubaydi, M.Eng., Ph.D 2. Ir. Soeweify, M.Eng
 Dosen Pembimbing 1. Ir. Achmad Zubaydi, M.Eng., Ph.D 2. Ir. Soeweify, M.Eng") TUGAS AKHIR (MN 091482) ANALISIS PENGARUH APLIKASI POST WELD HEAT TREATMENT (PWHT) PADA PENGELASAN CAST STEEL (SC 42 ) DENGAN CARBON STEEL (Grade E) TERHADAP Oleh Wahyu Ade Saputra (4109.100.034) Dosen
TUGAS AKHIR (MN 091482) ANALISIS PENGARUH APLIKASI POST WELD HEAT TREATMENT (PWHT) PADA PENGELASAN CAST STEEL (SC 42 ) DENGAN CARBON STEEL (Grade E) TERHADAP Oleh Wahyu Ade Saputra (4109.100.034) Dosen
Pengaruh Variasi Putaran Terhadap Struktur Mikro dan Sifat Mekanik Sambungan Las Tak Sejenis Paduan Aluminium 5083 dan 6061-T6 Pada Proses Las FSW
 Pengaruh Variasi Putaran Terhadap Struktur Mikro dan Sifat Mekanik Sambungan Las Tak Sejenis Paduan Aluminium 5083 dan 6061-T6 Pada Proses Las FSW Riswanda (a), Mochammad Noer Ilman (b) (a) Dosen Jurusan
Pengaruh Variasi Putaran Terhadap Struktur Mikro dan Sifat Mekanik Sambungan Las Tak Sejenis Paduan Aluminium 5083 dan 6061-T6 Pada Proses Las FSW Riswanda (a), Mochammad Noer Ilman (b) (a) Dosen Jurusan
I. PENDAHULUAN. Salah satu cabang ilmu yang dipelajari pada Teknik Mesin adalah teknik
 I. PENDAHULUAN A. Latar Belakang Salah satu cabang ilmu yang dipelajari pada Teknik Mesin adalah teknik pengelasan logam. Seiring dengan perkembangan zaman, teknologi pengelasan telah mengalami perkembangan
I. PENDAHULUAN A. Latar Belakang Salah satu cabang ilmu yang dipelajari pada Teknik Mesin adalah teknik pengelasan logam. Seiring dengan perkembangan zaman, teknologi pengelasan telah mengalami perkembangan
PENGARUH KECEPATAN SPINDLE DAN FEED RATE TERHADAP KEKUATAN SAMBUNGAN LAS TIPE FRICTION STIR WELDING UNTUK ALUMINIUM SERI 1100 DENGAN TEBAL 2 MM
 TUGAS AKHIR PENGARUH KECEPATAN SPINDLE DAN FEED RATE TERHADAP KEKUATAN SAMBUNGAN LAS TIPE FRICTION STIR WELDING UNTUK ALUMINIUM SERI 1100 DENGAN TEBAL 2 MM Disusun : AZHAR FARIS PRABOWO NIM : D200100074
TUGAS AKHIR PENGARUH KECEPATAN SPINDLE DAN FEED RATE TERHADAP KEKUATAN SAMBUNGAN LAS TIPE FRICTION STIR WELDING UNTUK ALUMINIUM SERI 1100 DENGAN TEBAL 2 MM Disusun : AZHAR FARIS PRABOWO NIM : D200100074
PENGARUH MAGNET EXTERNAL TERHADAP SIFAT MEKANIK PADA PENGELASAN BAJA SS 41 DAN BAJA AH 36
 PENGARUH MAGNET EXTERNAL TERHADAP SIFAT MEKANIK PADA PENGELASAN BAJA SS 41 DAN BAJA AH 36 Deddy S. Utomo*, Mohammad Nurul Misbah, ST, MT** * Mahasiswa Jurusan Teknik Perkapalan ** Staf Pengajar Jurusan
PENGARUH MAGNET EXTERNAL TERHADAP SIFAT MEKANIK PADA PENGELASAN BAJA SS 41 DAN BAJA AH 36 Deddy S. Utomo*, Mohammad Nurul Misbah, ST, MT** * Mahasiswa Jurusan Teknik Perkapalan ** Staf Pengajar Jurusan
Analisa Perbandingan Kualitas Hasil Pengelasan Dan Struktur Mikro Material Aluminium 5083 Dan 6082 Menggunakan Metode Pengelasan GMAW Dan GTAW
 TUG AS AK HIR Analisa Perbandingan Kualitas Hasil Pengelasan Dan Struktur Mikro Material Aluminium 5083 Dan 6082 Menggunakan Metode Pengelasan GMAW Dan GTAW DIS US UN OLEH : AC HMAD VENDY NAFIYANTO 4104.100.013
TUG AS AK HIR Analisa Perbandingan Kualitas Hasil Pengelasan Dan Struktur Mikro Material Aluminium 5083 Dan 6082 Menggunakan Metode Pengelasan GMAW Dan GTAW DIS US UN OLEH : AC HMAD VENDY NAFIYANTO 4104.100.013
PENGARUH PENGUNAAN PIN TOOL TERHADAP SIFAT MEKANIK PENGELASAN FRICTION STIR WELDING ALMUNIUM (Al)
") PENGARUH PENGUNAAN PIN TOOL TERHADAP SIFAT MEKANIK PENGELASAN FRICTION STIR WELDING ALMUNIUM (Al) MUHAMMAD SUMARLIN 20110130075 marlinsaputra12@gmail.com Universitas Muhammadiyah Yogyakarta Jurusan Teknik
PENGARUH PENGUNAAN PIN TOOL TERHADAP SIFAT MEKANIK PENGELASAN FRICTION STIR WELDING ALMUNIUM (Al) MUHAMMAD SUMARLIN 20110130075 marlinsaputra12@gmail.com Universitas Muhammadiyah Yogyakarta Jurusan Teknik
PENGARUH PROFIL PINTERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO SAMBUNGAN PELAT ALUMINIUM 5083 PADA PROSES FRICTION STIR WELDING
 PENGARUH PROFIL PINTERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO SAMBUNGAN PELAT ALUMINIUM 5083 PADA PROSES FRICTION STIR WELDING SKRIPSI Diajukan sebagai salah satu syarat untuk memperoleh gelar Sarjana Teknik
PENGARUH PROFIL PINTERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO SAMBUNGAN PELAT ALUMINIUM 5083 PADA PROSES FRICTION STIR WELDING SKRIPSI Diajukan sebagai salah satu syarat untuk memperoleh gelar Sarjana Teknik
2.5. Heat Treatment Metalurgi Las Aluminium Klasifikasi Aluminium Sifat Mampu Las Aluminium...
 DAFTAR ISI HALAMAN JUDUL i LEMBAR PENGESAHAN... ii PERSEMBAHAN... iii HALAMAN MOTTO. iv KATA PENGANTAR. v ABSTRAK.. vii DAFTAR ISI.... ix DAFTAR TABEL... xi DAFTAR GAMBAR... xii DAFTAR LAMPIRAN xv BAB
DAFTAR ISI HALAMAN JUDUL i LEMBAR PENGESAHAN... ii PERSEMBAHAN... iii HALAMAN MOTTO. iv KATA PENGANTAR. v ABSTRAK.. vii DAFTAR ISI.... ix DAFTAR TABEL... xi DAFTAR GAMBAR... xii DAFTAR LAMPIRAN xv BAB
PENGARUH PENGELASAN ALUMINIUM 5083 TERHADAP SIFAT MEKANIS DAN BIAYA PENGELASAN DENGAN PERBEDAAN DIAMETER SHOULDER PADA FRICTION STIR WELDING (FSW)
") PENGARUH PENGELASAN ALUMINIUM 5083 TERHADAP SIFAT MEKANIS DAN BIAYA PENGELASAN DENGAN PERBEDAAN DIAMETER SHOULDER PADA FRICTION STIR WELDING (FSW) Lukytoardi Megantoro **, Wing Hendroprasetyo AP. ST. M,
PENGARUH PENGELASAN ALUMINIUM 5083 TERHADAP SIFAT MEKANIS DAN BIAYA PENGELASAN DENGAN PERBEDAAN DIAMETER SHOULDER PADA FRICTION STIR WELDING (FSW) Lukytoardi Megantoro **, Wing Hendroprasetyo AP. ST. M,
Studi Komparasi Sambungan Las Dissimilar AA5083- AA6061-T6 Antara TIG dan FSW
 ISBN 978-979-3541-25-9 Studi Komparasi Sambungan Las Dissimilar AA5083- AA6061-T6 Antara TIG dan FSW Riswanda (a), Mochammad Noer Ilman (b) (a) Jurusan Teknik Mesin Politeknik Negeri Bandung. E-mail: risriswanda@gmail.com
ISBN 978-979-3541-25-9 Studi Komparasi Sambungan Las Dissimilar AA5083- AA6061-T6 Antara TIG dan FSW Riswanda (a), Mochammad Noer Ilman (b) (a) Jurusan Teknik Mesin Politeknik Negeri Bandung. E-mail: risriswanda@gmail.com
PENGARUH KECEPATAN PUTAR TOOL TERHADAP KEKUATAN MEKANIK SAMBUNGAN LAS ALUMUNIUM 1XXX KETEBALAN 2 MM DENGAN METODE FRICTION STIR WELDING
 PENGRUH KECEPTN PUTR TOOL TERHDP KEKUTN MEKNIK SMUNGN LS LUMUNIUM 1XXX KETELN 2 MM DENGN METODE FRICTION STIR WELDING M. Kharis Romadhoni Jurusan Teknik Mesin, Fakultas Teknik, Universitas Muhammdiyan
PENGRUH KECEPTN PUTR TOOL TERHDP KEKUTN MEKNIK SMUNGN LS LUMUNIUM 1XXX KETELN 2 MM DENGN METODE FRICTION STIR WELDING M. Kharis Romadhoni Jurusan Teknik Mesin, Fakultas Teknik, Universitas Muhammdiyan
PENGARUH KEDALAMAN PIN (DEPTH PLUNGE) TERHADAP KEKUATAN SAMBUNGAN LAS PADA PENGELASAN GESEK AL.5083
 TERHADAP KEKUATAN SAMBUNGAN LAS PADA PENGELASAN GESEK AL.5083") PENGARUH KEDALAMAN PIN (DEPTH PLUNGE) TERHADAP KEKUATAN SAMBUNGAN LAS PADA PENGELASAN GESEK AL.5083 Bibit Sugito 1), Agus Dwi Anggono 2) Damas Prasetyana 3) 1 Fakultas Teknik, Universitas Muhaadiyah Surakarta
PENGARUH KEDALAMAN PIN (DEPTH PLUNGE) TERHADAP KEKUATAN SAMBUNGAN LAS PADA PENGELASAN GESEK AL.5083 Bibit Sugito 1), Agus Dwi Anggono 2) Damas Prasetyana 3) 1 Fakultas Teknik, Universitas Muhaadiyah Surakarta
ANALISA PENGARUH KONDUKTIVITAS TERMAL BACKING PLATE TERHADAP SIFAT FISIK DAN MEKANIK SAMBUNGAN FRICTION STIR SPOT WELDING AA 5052-H32
 ANALISA PENGARUH KONDUKTIVITAS TERMAL BACKING PLATE TERHADAP SIFAT FISIK DAN MEKANIK SAMBUNGAN FRICTION STIR SPOT WELDING AA 5052-H32 SKRIPSI Diajukan Sebagai Salah Satu Syarat untuk Memperoleh Gelar Sarjana
ANALISA PENGARUH KONDUKTIVITAS TERMAL BACKING PLATE TERHADAP SIFAT FISIK DAN MEKANIK SAMBUNGAN FRICTION STIR SPOT WELDING AA 5052-H32 SKRIPSI Diajukan Sebagai Salah Satu Syarat untuk Memperoleh Gelar Sarjana
Prosiding Seminar Nasional XI Rekayasa Teknologi Industri dan Informasi 2016 Sekolah Tinggi Teknologi Nasional Yogyakarta
 Sifat Fisik dan Mekanik Sambungan Las Friction Stir Welding (FSW) AA 5083 dengan Variasi Bentuk dan Kecepatan Putar Probe Pada Konstruksi Kapal Physical and Mechanical Properties of Welded Joints Friction
Sifat Fisik dan Mekanik Sambungan Las Friction Stir Welding (FSW) AA 5083 dengan Variasi Bentuk dan Kecepatan Putar Probe Pada Konstruksi Kapal Physical and Mechanical Properties of Welded Joints Friction
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN 3.1. Diagram Alir Penelitian Pada penelitian ini ada beberapa langkah yang dilakukan. Langkah langkah dalam proses pengerjaan las friction stir welding dapat dilihat pada
BAB III METODOLOGI PENELITIAN 3.1. Diagram Alir Penelitian Pada penelitian ini ada beberapa langkah yang dilakukan. Langkah langkah dalam proses pengerjaan las friction stir welding dapat dilihat pada
BAB 3 METODE PENELITIAN
 BAB 3 METODE PENELITIAN 3.1 BAHAN PENELITIAN Baja karbon rendah lembaran berlapis seng berstandar AISI 1010 dengan sertifikat pabrik (mill certificate) di Lampiran 1. 17 Gambar 3.1. Baja lembaran SPCC
BAB 3 METODE PENELITIAN 3.1 BAHAN PENELITIAN Baja karbon rendah lembaran berlapis seng berstandar AISI 1010 dengan sertifikat pabrik (mill certificate) di Lampiran 1. 17 Gambar 3.1. Baja lembaran SPCC
BAB IV PENGUJIAN MECHANICAL TEST.
 BAB IV PENGUJIAN MECHANICAL TEST. Pada pengujian mechanical test hasil pengelasan sesuai dengan WPS No. 003- WPS-ASME-MMF-2010 dilakukan di Laboratory of Mechanical Testing PT. Hi-Test di Bumi Serpong
BAB IV PENGUJIAN MECHANICAL TEST. Pada pengujian mechanical test hasil pengelasan sesuai dengan WPS No. 003- WPS-ASME-MMF-2010 dilakukan di Laboratory of Mechanical Testing PT. Hi-Test di Bumi Serpong
ANALISIS SIFAT MEKANIK DAN STRUKTUR MIKRO PADA SAMBUNGAN LAS BEDA PROPERTIES ALUMINIUM DENGAN METODE FRICTION STIR WELDING
 TUGAS AKHIR ANALISIS SIFAT MEKANIK DAN STRUKTUR MIKRO PADA SAMBUNGAN LAS BEDA PROPERTIES ALUMINIUM DENGAN METODE FRICTION STIR WELDING Disusun : DEDI TRIYOKO NIM : D200140007 JURUSAN TEKNIK MESIN FAKULTAS
TUGAS AKHIR ANALISIS SIFAT MEKANIK DAN STRUKTUR MIKRO PADA SAMBUNGAN LAS BEDA PROPERTIES ALUMINIUM DENGAN METODE FRICTION STIR WELDING Disusun : DEDI TRIYOKO NIM : D200140007 JURUSAN TEKNIK MESIN FAKULTAS
PENGARUH FEED RATE TERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO PADA FRICTION STIR WELDING ALUMINIUM SERI 6110
 Pengaruh Feed Rate Terhadap Sifat Mekanik dan Struktur Mikro (Jarot Wijayanto) PENGARUH FEED RATE TERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO PADA FRICTION STIR WELDING ALUMINIUM SERI 6110 Jarot Wijayanto
Pengaruh Feed Rate Terhadap Sifat Mekanik dan Struktur Mikro (Jarot Wijayanto) PENGARUH FEED RATE TERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO PADA FRICTION STIR WELDING ALUMINIUM SERI 6110 Jarot Wijayanto
ANALISA MECHANICAL DAN METALLURGICAL PENGELASAN BAJA KARBON A36 DENGAN METODE SMAW
 ANALISA MECHANICAL DAN METALLURGICAL PENGELASAN BAJA KARBON A36 DENGAN METODE SMAW Oleh : Fajar Riyadi 4103 100 027 Dosen Pembimbing : Dony Setyawan, ST., M. Eng. JURUSAN TEKNIK PERKAPALAN JURUSAN TEKNIK
ANALISA MECHANICAL DAN METALLURGICAL PENGELASAN BAJA KARBON A36 DENGAN METODE SMAW Oleh : Fajar Riyadi 4103 100 027 Dosen Pembimbing : Dony Setyawan, ST., M. Eng. JURUSAN TEKNIK PERKAPALAN JURUSAN TEKNIK
ANALISA KEKUATAN BENDING PADA PENGELASAN FRICTION STIR WELDING ALUMINIUM 6110
 ANALISA KEKUATAN BENDING PADA PENGELASAN FRICTION STIR WELDING ALUMINIUM 6110 Jarot Wijayanto Staf Pengajar Jurusan Teknik Mesin Institut Sins & Teknologi Akprind Yogyakarta Emai: jarot@akprind.ac.id ABSTRAK
ANALISA KEKUATAN BENDING PADA PENGELASAN FRICTION STIR WELDING ALUMINIUM 6110 Jarot Wijayanto Staf Pengajar Jurusan Teknik Mesin Institut Sins & Teknologi Akprind Yogyakarta Emai: jarot@akprind.ac.id ABSTRAK
NASKAH PUBLIKASI ILMIAH
 NASKAH PUBLIKASI ILMIAH PENGARUH KEDALAMAN PIN (DEPTH PLUNGE) TERHADAP KEKUATAN SAMBUNGAN LAS PADA PENGELASAN ADUKAN GESEK SISI GANDA (DOUBLE SIDED FRICTION STIR WELDING) ALUMINIUM SERI 5083 Disusun Untuk
NASKAH PUBLIKASI ILMIAH PENGARUH KEDALAMAN PIN (DEPTH PLUNGE) TERHADAP KEKUATAN SAMBUNGAN LAS PADA PENGELASAN ADUKAN GESEK SISI GANDA (DOUBLE SIDED FRICTION STIR WELDING) ALUMINIUM SERI 5083 Disusun Untuk
ANALISIS SIFAT MEKANIK DAN STRUKTUR MIKRO PADA SAMBUNGAN LAS ALUMINIUM DENGAN VARIASI FILLER MENGGUNAKAN METODE FRICTION STIR WELDING (FSW)
") TUGAS AKHIR ANALISIS SIFAT MEKANIK DAN STRUKTUR MIKRO PADA SAMBUNGAN LAS ALUMINIUM DENGAN VARIASI FILLER MENGGUNAKAN METODE FRICTION STIR WELDING (FSW) Disusun Sebagai Syarat Untuk Mencapai Gelar Sarjana
TUGAS AKHIR ANALISIS SIFAT MEKANIK DAN STRUKTUR MIKRO PADA SAMBUNGAN LAS ALUMINIUM DENGAN VARIASI FILLER MENGGUNAKAN METODE FRICTION STIR WELDING (FSW) Disusun Sebagai Syarat Untuk Mencapai Gelar Sarjana
Analisis Sifat Mekanik dan Struktur Mikro pada Pengelasan AA 5083 dengan Proses Friction Stir Welding pada Arah Sejajar dan Tegak Lurus Rol
 Analisis Sifat Mekanik dan Struktur Mikro pada Pengelasan AA 5083 dengan Proses Friction Stir Welding pada Arah Sejajar dan Tegak Lurus Rol Rahadian N1*, Bambang S1, Yudi M. S.1, Tarmidzi2 1 Departemen
Analisis Sifat Mekanik dan Struktur Mikro pada Pengelasan AA 5083 dengan Proses Friction Stir Welding pada Arah Sejajar dan Tegak Lurus Rol Rahadian N1*, Bambang S1, Yudi M. S.1, Tarmidzi2 1 Departemen
Gambar 4.1. Hasil pengelasan gesek.
 BAB IV HASIL DAN PEMBAHASAN Setelah dilakukan proses pengelasan gesek (friction welding) dan pengujian tarik dari setiap spesimen benda uji, maka akan diperoleh data hasil pengujian. Data yang diperoleh
BAB IV HASIL DAN PEMBAHASAN Setelah dilakukan proses pengelasan gesek (friction welding) dan pengujian tarik dari setiap spesimen benda uji, maka akan diperoleh data hasil pengujian. Data yang diperoleh
Kolbi Universitas Muhammadiyah Yogyakarta, Program Studi S-1 Teknik Mesin Fakultas Teknik, Yogyakarta 55183, Indonesia
 ANALISA PENGARUH WAKTU GESEK TERHADAP STRUKTUR MIKRO DAN KEKERASAN PADA SAMBUNGAN LOGAM PIPA KUNINGAN 5/8 DENGAN METODE PENGELASAN GESEK (ROTARY FRICTION WELDING) Kolbi Universitas Muhammadiyah Yogyakarta,
ANALISA PENGARUH WAKTU GESEK TERHADAP STRUKTUR MIKRO DAN KEKERASAN PADA SAMBUNGAN LOGAM PIPA KUNINGAN 5/8 DENGAN METODE PENGELASAN GESEK (ROTARY FRICTION WELDING) Kolbi Universitas Muhammadiyah Yogyakarta,
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN Setelah dilakukan pengamatan, pengukuran serta pengujian terhadap masingmasing benda uji, didapatkan data-data hasil penyambungan las gesek bahan Stainless Steel 304. Data hasil
BAB IV HASIL DAN PEMBAHASAN Setelah dilakukan pengamatan, pengukuran serta pengujian terhadap masingmasing benda uji, didapatkan data-data hasil penyambungan las gesek bahan Stainless Steel 304. Data hasil
Studi Eksperimen Pengaruh Durasi Gesek, Tekanan Gesek Dan Tekanan Tempa Pengelasan Gesek (FW) Terhadap Kekuatan Tarik dan Impact Pada Baja Aisi 1045
 Terhadap Kekuatan Tarik dan Impact Pada Baja Aisi 1045") Studi Eksperimen Pengaruh Durasi Gesek, Tekanan Gesek Dan Tekanan Tempa Pengelasan Gesek (FW) Terhadap Kekuatan Tarik dan Impact Pada Baja Aisi 1045 Hari Subiyanto 1,*, Subowo 1, Gathot DW 1, Syamsul Hadi
Studi Eksperimen Pengaruh Durasi Gesek, Tekanan Gesek Dan Tekanan Tempa Pengelasan Gesek (FW) Terhadap Kekuatan Tarik dan Impact Pada Baja Aisi 1045 Hari Subiyanto 1,*, Subowo 1, Gathot DW 1, Syamsul Hadi
PERNYATAAN. Saya yang bertanda tangan di bawah ini: Nama : Prasetyo Agung Nugroho NIM :
 PERNYATAAN Saya yang bertanda tangan di bawah ini: Nama : Prasetyo Agung Nugroho NIM : 20120130069 Menyatakan dengan sesungguhnya bahwa Tugas Akhir yang berjudul : PENGARUH PERLAKUAN PANAS TERHADAP KEKUATAN
PERNYATAAN Saya yang bertanda tangan di bawah ini: Nama : Prasetyo Agung Nugroho NIM : 20120130069 Menyatakan dengan sesungguhnya bahwa Tugas Akhir yang berjudul : PENGARUH PERLAKUAN PANAS TERHADAP KEKUATAN
ANALISIS SIFAT MEKANIK DAN STRUKTUR MIKRO PADA SAMBUNGAN LAS ALUMINIUM DENGAN VARIASI FILLER MENGGUNAKAN METODE FRICTION STIR WELDING (FSW)
") ANALISIS SIFAT MEKANIK DAN STRUKTUR MIKRO PADA SAMBUNGAN LAS ALUMINIUM DENGAN VARIASI FILLER MENGGUNAKAN METODE FRICTION STIR WELDING (FSW) Disusun sebagai salah satu syarat menyelesaikan Program Studi
ANALISIS SIFAT MEKANIK DAN STRUKTUR MIKRO PADA SAMBUNGAN LAS ALUMINIUM DENGAN VARIASI FILLER MENGGUNAKAN METODE FRICTION STIR WELDING (FSW) Disusun sebagai salah satu syarat menyelesaikan Program Studi
Pengaruh Variasi Arus terhadap Struktur Mikro, Kekerasan dan Kekuatan Sambungan pada Proses Pengelasan Alumunium dengan Metode MIG
 NASKAH PUBLIKASI TUGAS AKHIR Pengaruh Variasi Arus terhadap Struktur Mikro, Kekerasan dan Kekuatan Sambungan pada Proses Pengelasan Alumunium dengan Metode MIG Diajukan untuk Memenuhi Tugas dan Syarat-syarat
NASKAH PUBLIKASI TUGAS AKHIR Pengaruh Variasi Arus terhadap Struktur Mikro, Kekerasan dan Kekuatan Sambungan pada Proses Pengelasan Alumunium dengan Metode MIG Diajukan untuk Memenuhi Tugas dan Syarat-syarat
PENGARUH PUTARAN TOOL TERHADAP SIFAT-SIFAT MEKANIS SAMBUNGAN PADA ALUMINIUM 5051 DENGAN METODE FRICTION STIR WELDING.
 PENGRUH PUTRN TOOL TERHDP SIFT-SIFT MEKNIS SMUNGN PD LUMINIUM 5051 DENGN METODE FRITION STIR WELDING ji Merdiyanto Jurusan Teknik Mesin, Fakultas Teknik, Universitas Muhammadiyah Yogyakarta Jalan Lingkar
PENGRUH PUTRN TOOL TERHDP SIFT-SIFT MEKNIS SMUNGN PD LUMINIUM 5051 DENGN METODE FRITION STIR WELDING ji Merdiyanto Jurusan Teknik Mesin, Fakultas Teknik, Universitas Muhammadiyah Yogyakarta Jalan Lingkar
STUDI EKSPERIMEN PENGARUH VARIASI DIAMETER TOOL SHOULDER TERHADAP SIFAT MEKANIK HIGH DENSITY POLYETHYLENE (HDPE) DENGAN METODE FRICTION STIR WELDING
 DENGAN METODE FRICTION STIR WELDING") STUDI EKSPERIMEN PENGARUH VARIASI DIAMETER TOOL SHOULDER TERHADAP SIFAT MEKANIK HIGH DENSITY POLYETHYLENE (HDPE) DENGAN METODE FRICTION STIR WELDING Ega Andana 1), Ir. Hari Subiyanto, MSc 2) Jurusan D3
STUDI EKSPERIMEN PENGARUH VARIASI DIAMETER TOOL SHOULDER TERHADAP SIFAT MEKANIK HIGH DENSITY POLYETHYLENE (HDPE) DENGAN METODE FRICTION STIR WELDING Ega Andana 1), Ir. Hari Subiyanto, MSc 2) Jurusan D3
BAB II TINJAUAN PUSTAKA DAN DASAR TEORI
 BAB II TINJAUAN PUSTAKA DAN DASAR TEORI 2.1. Tinjauan Pustaka Wijayanto (2010), melakukan penelitian tentang kekuatan bending pada pengelasan friction stir welding aluminium 6110. Penelitian ini bertujuan
BAB II TINJAUAN PUSTAKA DAN DASAR TEORI 2.1. Tinjauan Pustaka Wijayanto (2010), melakukan penelitian tentang kekuatan bending pada pengelasan friction stir welding aluminium 6110. Penelitian ini bertujuan
Analisis Pengaruh Cooling Rate pada Material ASTM A36 Akibat Kebakaran Kapal Terhadap Nilai Kekuatan, Kekerasan dan Struktur Mikronya
 JURNAL TEKNIK ITS Vol. 6, No. 1, (2017) ISSN: 2337-3539 (2301-9271 Print) G-42 Analisis Pengaruh Cooling Rate pada Material ASTM A36 Akibat Kebakaran Kapal Terhadap Nilai Kekuatan, Kekerasan dan Struktur
JURNAL TEKNIK ITS Vol. 6, No. 1, (2017) ISSN: 2337-3539 (2301-9271 Print) G-42 Analisis Pengaruh Cooling Rate pada Material ASTM A36 Akibat Kebakaran Kapal Terhadap Nilai Kekuatan, Kekerasan dan Struktur
BAB I PENDAHULUAN. 1.1 Latar Belakang. Pengembangan teknologi di bidang konstruksi yang semakin maju tidak
 BAB I PENDAHULUAN 1.1 Latar Belakang Pengembangan teknologi di bidang konstruksi yang semakin maju tidak dapat dipisahkan dari pengelasan karena mempunyai peranan penting dalam rekayasa dan reparasi logam.
BAB I PENDAHULUAN 1.1 Latar Belakang Pengembangan teknologi di bidang konstruksi yang semakin maju tidak dapat dipisahkan dari pengelasan karena mempunyai peranan penting dalam rekayasa dan reparasi logam.
JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI INSTITUT TEKNOLOGI SEPULUH NOPEMBER SURABAYA Oleh : Dwi Agus Santoso
 JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI INSTITUT TEKNOLOGI SEPULUH NOPEMBER SURABAYA 2011 ANALISA PENGARUH TEKANAN TEMPA TERHADAP STRUKTUR MIKRO DAN SIFAT MEKANIK BAJA ST 41 (Diameter 14 mm
JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI INSTITUT TEKNOLOGI SEPULUH NOPEMBER SURABAYA 2011 ANALISA PENGARUH TEKANAN TEMPA TERHADAP STRUKTUR MIKRO DAN SIFAT MEKANIK BAJA ST 41 (Diameter 14 mm
BAB I PENDAHULUAN. perkembangan dengan pesat. Ditemukannya metode-metode baru untuk mengatasi
 BAB I PENDAHULUAN 1.1 Latar Belakang Seiring dengan perkembangan jaman, teknologi pengelasan telah mengalami perkembangan dengan pesat. Ditemukannya metode-metode baru untuk mengatasi permasalahan dalam
BAB I PENDAHULUAN 1.1 Latar Belakang Seiring dengan perkembangan jaman, teknologi pengelasan telah mengalami perkembangan dengan pesat. Ditemukannya metode-metode baru untuk mengatasi permasalahan dalam
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA 2.1 Friction Stir Spot Welding (FSSW) Penghematan energi dan masalah pemeliharaan lingkungan menjadi topik yang sangat sering diperbincangkan saat ini. Seluruh komponen industri
BAB II TINJAUAN PUSTAKA 2.1 Friction Stir Spot Welding (FSSW) Penghematan energi dan masalah pemeliharaan lingkungan menjadi topik yang sangat sering diperbincangkan saat ini. Seluruh komponen industri
BAB III METODOLOGI PENELITIAN
 komposisi tidak homogen akan memiliki perbedaan kelarutan dalam pembersihan, sehingga beberapa daerah ada yang lebih terlarut dibandingkan dengan daerah yang lainnya. Ketika oksida dihilangkan dari permukaan,
komposisi tidak homogen akan memiliki perbedaan kelarutan dalam pembersihan, sehingga beberapa daerah ada yang lebih terlarut dibandingkan dengan daerah yang lainnya. Ketika oksida dihilangkan dari permukaan,
JURNAL TEKNIK PERKAPALAN Jurnal Hasil Karya Ilmiah Lulusan S1 Teknik Perkapalan Universitas Diponegoro
 http://ejournal-s1.undip.ac.id/index.php/naval JURNAL TEKNIK PERKAPALAN Jurnal Hasil Karya Ilmiah Lulusan S1 Teknik Perkapalan Universitas Diponegoro ISSN 2338-0322 Analisa Pengaruh Perbedaan Feed Rate
http://ejournal-s1.undip.ac.id/index.php/naval JURNAL TEKNIK PERKAPALAN Jurnal Hasil Karya Ilmiah Lulusan S1 Teknik Perkapalan Universitas Diponegoro ISSN 2338-0322 Analisa Pengaruh Perbedaan Feed Rate
BAB I PENDAHULUAN. peningkatan efisiensi penggunaan BBM. Penggantian bahan pada. sehingga dapat menurunkan konsumsi penggunaan BBM.
 BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Keterbatasan sumber energi bahan bakar minyak (BBM) dewasa ini telah memacu perkembangan teknologi otomotif yang mengarah pada peningkatan efisiensi penggunaan
BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Keterbatasan sumber energi bahan bakar minyak (BBM) dewasa ini telah memacu perkembangan teknologi otomotif yang mengarah pada peningkatan efisiensi penggunaan
Aryo Cahyo T 1, Budi Agung K, ST, M.Sc 2, Ir Rochman Rochiem, M.Sc 2
 ANALISIS PENGARUH PENGELASAN ULANG ALUMINIUM 5083 DENGAN METODE GAS METAL ARC WELDING (GMAW) TERHADAP SIFAT MEKANIK, STRUKTUR MIKRO DAN KETAHANAN KOROSINYA Aryo Cahyo T 1, Budi Agung K, ST, M.Sc 2, Ir
ANALISIS PENGARUH PENGELASAN ULANG ALUMINIUM 5083 DENGAN METODE GAS METAL ARC WELDING (GMAW) TERHADAP SIFAT MEKANIK, STRUKTUR MIKRO DAN KETAHANAN KOROSINYA Aryo Cahyo T 1, Budi Agung K, ST, M.Sc 2, Ir
BAB IV HASIL DAN PEMBAHASAN. 4.1 Hasil Penyambungan Aluminium 6061 T6 dengan Metode CDFW. Gambar 4.1 Hasil Sambungan
 BAB IV HASIL DAN PEMBAHASAN Setelah dilakukannya pengamatan, pengukuran dan pengujian terhadap benda uji, maka didapat data seperti yang akan ditampilkan pada bab ini beserta dengan pembahasannya. 4.1
BAB IV HASIL DAN PEMBAHASAN Setelah dilakukannya pengamatan, pengukuran dan pengujian terhadap benda uji, maka didapat data seperti yang akan ditampilkan pada bab ini beserta dengan pembahasannya. 4.1
Analisa Sifat Mekanik Hasil Pengelasan GMAW Baja SS400 Studi Kasus di PT INKA Madiun
 Analisa Sifat Mekanik Hasil Pengelasan GMAW Baja SS400 Studi Kasus di PT INKA Madiun LATAR BELAKANG LATAR BELAKANG Baja SS 400 sebagai baja karbon rendah Dapat dilakukan proses pengelasan dengan metode
Analisa Sifat Mekanik Hasil Pengelasan GMAW Baja SS400 Studi Kasus di PT INKA Madiun LATAR BELAKANG LATAR BELAKANG Baja SS 400 sebagai baja karbon rendah Dapat dilakukan proses pengelasan dengan metode
ANALISIS SIFAT MEKANIK DAN STRUKTUR MIKRO PADA SAMBUNGAN LAS BEDA PROPERTIES ALUMINIUM DENGAN METODE FRICTION STIR WELDING
 ANALISIS SIFAT MEKANIK DAN STRUKTUR MIKRO PADA SAMBUNGAN LAS BEDA PROPERTIES ALUMINIUM DENGAN METODE FRICTION STIR WELDING PUBLIKASI ILMIAH Disusun sebagai salah satu syarat menyelesaikan Program Studi
ANALISIS SIFAT MEKANIK DAN STRUKTUR MIKRO PADA SAMBUNGAN LAS BEDA PROPERTIES ALUMINIUM DENGAN METODE FRICTION STIR WELDING PUBLIKASI ILMIAH Disusun sebagai salah satu syarat menyelesaikan Program Studi
I. PENDAHULUAN. selain jenisnya bervariasi, kuat, dan dapat diolah atau dibentuk menjadi berbagai
 I. PENDAHULUAN A. LATAR BELAKANG Dalam dunia industri, bahan-bahan yang digunakan kadang kala merupakan bahan yang berat. Bahan material baja adalah bahan paling banyak digunakan, selain jenisnya bervariasi,
I. PENDAHULUAN A. LATAR BELAKANG Dalam dunia industri, bahan-bahan yang digunakan kadang kala merupakan bahan yang berat. Bahan material baja adalah bahan paling banyak digunakan, selain jenisnya bervariasi,
SKRIPSI. Diajukan sebagai salah satu syarat untuk memperoleh gelar Sarjana Teknik
 PENGARUH SHOULDER DEPTH OF PLUNGE TERHADAP SIFAT MEKANIK SAMBUNGAN FRICTION STIR WELDING POLYPROPYLENE DENGAN PEMANAS TAMBAHAN SKRIPSI Diajukan sebagai salah satu syarat untuk memperoleh gelar Sarjana
PENGARUH SHOULDER DEPTH OF PLUNGE TERHADAP SIFAT MEKANIK SAMBUNGAN FRICTION STIR WELDING POLYPROPYLENE DENGAN PEMANAS TAMBAHAN SKRIPSI Diajukan sebagai salah satu syarat untuk memperoleh gelar Sarjana
Jl. Prof. Sudharto, SH., Tembalang-Semarang 50275, Telp * Abstrak
 PENGUJIAN SIFAT MEKANIK DAN STRUKTUR MIKRO PADASAMBUNGAN PENGELASAN GESEK SAMA JENIS BAJA ST 60, SAMA JENIS AISI 201, DAN BEDA JENIS BAJA ST 60 DENGAN AISI 201 *Hermawan Widi Laksono 1, Sugiyanto 2 1 Mahasiswa
PENGUJIAN SIFAT MEKANIK DAN STRUKTUR MIKRO PADASAMBUNGAN PENGELASAN GESEK SAMA JENIS BAJA ST 60, SAMA JENIS AISI 201, DAN BEDA JENIS BAJA ST 60 DENGAN AISI 201 *Hermawan Widi Laksono 1, Sugiyanto 2 1 Mahasiswa
Pengaruh arus pengelasan terhadap kekuatan tarik dan struktur mikro pada material aluminium
 Pengaruh arus pengelasan terhadap kekuatan tarik dan struktur mikro pada material aluminium Oleh : Ronggo Bastian 620 70 300 025 Latar Belakang Sifat dan kegunaan paduan aluminium tipe 5083 Variable arus
Pengaruh arus pengelasan terhadap kekuatan tarik dan struktur mikro pada material aluminium Oleh : Ronggo Bastian 620 70 300 025 Latar Belakang Sifat dan kegunaan paduan aluminium tipe 5083 Variable arus
IV. HASIL DAN PEMBAHASAN
 IV. HASIL DAN PEMBAHASAN A. DATA ALAT DAN MATERIAL PENELITIAN 1. Material Penelitian Material yang digunakan adalah baja AISI 1045 berupa pelat yang memiliki komposisi kimia sebagai berikut : Tabel 7.
IV. HASIL DAN PEMBAHASAN A. DATA ALAT DAN MATERIAL PENELITIAN 1. Material Penelitian Material yang digunakan adalah baja AISI 1045 berupa pelat yang memiliki komposisi kimia sebagai berikut : Tabel 7.
BAB IV DATA DAN ANALISA
 BAB IV DATA DAN ANALISA Pengelasan plug welding pada material tak sejenis antara logam tak sejenis antara baja tahan karat 304L dan baja karbon SS400 dilakukan untuk mengetahui pengaruh arus pengelasan
BAB IV DATA DAN ANALISA Pengelasan plug welding pada material tak sejenis antara logam tak sejenis antara baja tahan karat 304L dan baja karbon SS400 dilakukan untuk mengetahui pengaruh arus pengelasan
JURUSAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS SEBELAS MARET SURAKARTA 2015 commit to user
 STUDI SIFAT MEKANIK PADA SAMBUNGAN LAS FRICTION STIR WELDING LOGAM TAK SEJENIS ANTARA BAJA KARBON ST.37 DAN ALUMINIUM AA 5052 DENGAN PIN KONUS DAN PREHEAT SKRIPSI Diajukan sebagai salah satu syarat untuk
STUDI SIFAT MEKANIK PADA SAMBUNGAN LAS FRICTION STIR WELDING LOGAM TAK SEJENIS ANTARA BAJA KARBON ST.37 DAN ALUMINIUM AA 5052 DENGAN PIN KONUS DAN PREHEAT SKRIPSI Diajukan sebagai salah satu syarat untuk
STUDI PENGARUH VARIASI KUAT ARUS PENGELASAN PELAT AISI 444 MENGGUNAKAN ELEKTRODA AWS E316L
 EKSERGI Jurnal Teknik Energi Vol 13 No. 1 Januari 2017; 10-14 STUDI PENGARUH VARIASI KUAT ARUS PENGELASAN PELAT AISI 444 MENGGUNAKAN ELEKTRODA AWS E316L Ojo Kurdi Departement Teknik Mesin, Fakultas Teknik,
EKSERGI Jurnal Teknik Energi Vol 13 No. 1 Januari 2017; 10-14 STUDI PENGARUH VARIASI KUAT ARUS PENGELASAN PELAT AISI 444 MENGGUNAKAN ELEKTRODA AWS E316L Ojo Kurdi Departement Teknik Mesin, Fakultas Teknik,
ANALISIS SIFAT MEKANIK HASIL PENGELASAN ALUMINIUM AA 1100 DENGAN METODE FRICTION STIR WELDING (FSW) ABSTRACT
 ABSTRACT") ANALISIS SIFAT MEKANIK HASIL PENGELASAN ALUMINIUM AA 1100 DENGAN METODE FRICTION STIR WELDING (FSW) Angger Sudrajat F.P. 1, Sumarji 2, Mahros Darsin 3 ABSTRACT Aluminum and aluminum alloys have properties
ANALISIS SIFAT MEKANIK HASIL PENGELASAN ALUMINIUM AA 1100 DENGAN METODE FRICTION STIR WELDING (FSW) Angger Sudrajat F.P. 1, Sumarji 2, Mahros Darsin 3 ABSTRACT Aluminum and aluminum alloys have properties
Analisa Kekuatan Material Carbon Steel ST41 Pengaruh Preheat dan PWHT Dengan Uji Tarik Dan Micro Etsa
 JURNAL TEKNIK POMITS Vol. 2, No. 1, (2013) ISSN: 2337-3539 (2301-9271 Print) 1 Analisa Kekuatan Material Carbon Steel ST41 Pengaruh Preheat dan PWHT Dengan Uji Tarik Dan Micro Etsa Bagus Cahyo Juniarso,
JURNAL TEKNIK POMITS Vol. 2, No. 1, (2013) ISSN: 2337-3539 (2301-9271 Print) 1 Analisa Kekuatan Material Carbon Steel ST41 Pengaruh Preheat dan PWHT Dengan Uji Tarik Dan Micro Etsa Bagus Cahyo Juniarso,
PENGARUH PUTARAN DAN KECEPATAN TOOL TERHADAP SIFAT MEKANIK SAMBUNGAN TUMPUL LAS FSW TAK SEJENIS ANTARA AL 2024-T3 DENGAN AL 1100
 PENGARUH PUTARAN DAN KECEPATAN TOOL TERHADAP SIFAT MEKANIK SAMBUNGAN TUMPUL LAS FSW TAK SEJENIS ANTARA AL 2024-T3 DENGAN AL 1100 Hariyanto Jurusan Teknik Mesin Politeknik Negeri Semarang Jl. Prof.Sudarto,S.H,
PENGARUH PUTARAN DAN KECEPATAN TOOL TERHADAP SIFAT MEKANIK SAMBUNGAN TUMPUL LAS FSW TAK SEJENIS ANTARA AL 2024-T3 DENGAN AL 1100 Hariyanto Jurusan Teknik Mesin Politeknik Negeri Semarang Jl. Prof.Sudarto,S.H,
SKRIPSI / TUGAS AKHIR
 SKRIPSI / TUGAS AKHIR PENGARUH BENTUK KAMPUH LAS TIG TERHADAP SIFAT MEKANIK MATERIAL BAJA ST 37 CAHYANA SUHENDA (20408217) JURUSAN TEKNIK MESIN LATAR BELAKANG Pada era industrialisasi dewasa ini teknik
SKRIPSI / TUGAS AKHIR PENGARUH BENTUK KAMPUH LAS TIG TERHADAP SIFAT MEKANIK MATERIAL BAJA ST 37 CAHYANA SUHENDA (20408217) JURUSAN TEKNIK MESIN LATAR BELAKANG Pada era industrialisasi dewasa ini teknik
Studi Komparatif Hasil Friction Stir Welding (FSW) dan Gas Tungsten Arc Welding (GTAW) pada Sambungan Las Luminium Seri 5083
 dan Gas Tungsten Arc Welding (GTAW) pada Sambungan Las Luminium Seri 5083") Studi Komparatif Hasil Friction Stir Welding (FSW) dan Gas Tungsten Arc Welding (GTAW) pada Sambungan Las Luminium Seri 5083 Rifqo Anwarie1,a), Bambang Soegijono2,b), M. Yudi Masduky S3,c) dan Tarmizi4,d)
Studi Komparatif Hasil Friction Stir Welding (FSW) dan Gas Tungsten Arc Welding (GTAW) pada Sambungan Las Luminium Seri 5083 Rifqo Anwarie1,a), Bambang Soegijono2,b), M. Yudi Masduky S3,c) dan Tarmizi4,d)
ANALISA PENGARUH LUASAN SCRATCH PERMUKAAN TERHADAP LAJU KOROSI PADA PELAT BAJA A36 DENGAN VARIASI SISTEM PENGELASAN
 ANALISA PENGARUH LUASAN SCRATCH PERMUKAAN TERHADAP LAJU KOROSI PADA PELAT BAJA A36 DENGAN VARIASI SISTEM PENGELASAN Disusun oleh : Fedriansyah Priyantoro Dosen Pembimbing : Ir. Budie Santosa, M.T. Ir.
ANALISA PENGARUH LUASAN SCRATCH PERMUKAAN TERHADAP LAJU KOROSI PADA PELAT BAJA A36 DENGAN VARIASI SISTEM PENGELASAN Disusun oleh : Fedriansyah Priyantoro Dosen Pembimbing : Ir. Budie Santosa, M.T. Ir.
BAB III METODE PENELITIAN. Mulai. Kajian Pustaka. Bahan Aluminium 5xxx
 BAB III METODE PENELITIAN 3.1. Diagram Alir Penelitian Langkah-langkah utama dalam proses pengelasan dengan metode FSW dapat dilihat pada Gambar 3.1. Mulai Kajian Pustaka Persiapan Alat 1. Modifikasi tool
BAB III METODE PENELITIAN 3.1. Diagram Alir Penelitian Langkah-langkah utama dalam proses pengelasan dengan metode FSW dapat dilihat pada Gambar 3.1. Mulai Kajian Pustaka Persiapan Alat 1. Modifikasi tool