NASKAH PUBLIKASI Diajukan Untuk Memenuhi Syarat Guna Mencapai Gelar S-1 Jurusan Teknik Industri. Disusun Oleh: EKO WAHYU NUGROHO D
|
|
|
- Budi Salim
- 6 tahun lalu
- Tontonan:
Transkripsi
")

1 ANALISA PENJADWALAN MESIN PADA MESIN TIUP PE (PHOLYETILENE) DI PT. SEKARNUSA KREASI INDONESIA MENGGUNAKAN METODE HEURISTIK GUNA MENGURANGI BAHAN SISA (BS) NASKAH PUBLIKASI Diajukan Untuk Memenuhi Syarat Guna Mencapai Gelar S-1 Jurusan Teknik Industri Disusun Oleh: EKO WAHYU NUGROHO D JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS MUHAMMADIYAH SURAKARTA 2013
2
3
4 ANALISA PENJADWALAN MESIN PADA MESIN TIUP PE (PHOLYETILENE) DI PT. SEKARNUSA KREASI INDONESIA MENGGUNAKAN METODE HEURISTIK GUNA MENGURANGI BAHAN SISA (BS) Eko Wahyu Nugroho Jurusan Teknik Industri, Fakultas Teknik, Universitas Muhammadiyah Surakarta Jl. Ahmad Yani Tromol Pos I Pabelan Kartasura, Sukoharjo (57012) ekow32nugroho@gmail.com ABSTRAKSI PT. Sekarnusa Kreasi Indonesia merupakan perusahaan yang berdiri berdasarkan ongkos kerja yang di terima dari PT. Panca Budi Jakarta dan biji plastiknya berasal dari PT. Panca Budi Jakarta. Penjadwalan yang dilakukan di PT. SKI selama ini selalu mengganti ukuran pada mesin tiup plastik PE (Pholyetilene) sehingga mengakibatkan adanya Bahan Sisa (BS) yang tidak bisa dipakai lagi dan dapat mengurangi kecepatan pada mesin tiup sendiri. Untuk BS (Bahan Sisa) di mesin tiup PE (Pholyetilene) PT. SKI masih terlalu tinggi yaitu 1,3% dari kapasitas yang dihasilkan setiap bulan karena standard BS di PT. Panca Budi Jakarta 1% saja dari kapasitas yang dihasilkan setiap bulan. Metode heuristik merupakan metode yang melakukan pendekatan suatu solusi optimal. Kelebihan metode heuristik adalah tahapan yang digunakan lebih sederhana dan efisien, serta menghasilkan hasil yang lebih optimal dan penjadwalan dapat disusun secara short processing time (SPT) sehingga didapat suatu penjadwalan produksi dengan flow time yang minimum. Kelemahannya adalah karena titik awal ditentukan lebih dahulu, maka ada resiko keterlambatan sehingga dapat menimbulkan kerugian berupa penalty cost dan kepercayaan konsumen. Hasil penelitian menunjukkan bahwa berdasarkan kapasitas produksi yang telah ditentukan didapatkan kriteria kecil kelebihan kapasitas sebesar 378 kg, kriteria tanggung mengalami kekurangan kapasitas sebesar 2300, kriteria besar kelebihan kapasitas sebesar 2200 kg. Dengan ini maka penjadwalan dilakukan pengubahan ukuran dari kecil ke tanggung sebesar 378 kg dan dari besar ke tanggung sebesar 2200 kg. Maka dengan melakukan penjadwalan sesuai dengan kapasitas yang dibutuhkan maka Bahan Sisa (BS) bulan Oktober mengalami penurunan sebesar 7180 kg dari kapasitas produksi kg. Jadi presentase Bahan Sisa pada bulan Oktober mengalami penurunan menjadi sebesar 1,0%. Kata Kunci: Bahan Sisa (BS), Heuristik, Kapasitas produksi, Penjadwalan 1. PENDAHULUAN 1.1 Latar Belakang Penjadwalan yang dilakukan di PT. SKI selama ini selalu mengganti ukuran pada mesin tiup plastik PE (Pholyetilene) sehingga mengakibatkan adanya Bahan Sisa (BS) yang tidak bisa dipakai lagi dan dapat mengurangi kecepatan pada mesin tiup sendiri. Untuk BS (Bahan Sisa) di mesin tiup PE (Pholyetilene) PT. SKI masih terlalu tinggi yaitu 1,3% dari kapasitas yang dihasilkan setiap bulan karena standard BS di PT. Panca Budi Jakarta 1% saja dari kapasitas yang dihasilkan setiap bulan. 1.2 Tujuan Penelitian 1. Menentukan jumlah Plan Order Release (POR) yang paling efisien. 2. Melakukan penjadwalan pada mesin tiup Plastik PE (Pholyetilene) supaya bisa mengurangi Bahan Sisa (BS).
5 3. Mengetahui jumlah kapasitas mesin tiup yang optimal terhadap produksi plastik PE (Pholyetilene) sehingga semua pesanan bisa terpenuhi dan menghindari produksi yang berlebihan pada ukuran tertentu. 2. DASAR TEORI 2.1 Definisi Produk Plastik PE (Pholyetilene) merupakan salah satu produk yang dihasilkan oleh PT. Sekarnusa Kreasi Indonesia. Plastik PE (Pholyetilene) cap Tomat merupakan produk andalan dari PT. Sekarnusa Kreasi Indonesia. Plastik PE (Pholyetilene) ini dirancang untuk memiliki karakteristik yang tahan air dan tahan minyak karena air dan minyak memiliki volume dan berat jenis yang lebih kompleks. Plastik PE (Pholyetilene) ini dibuat menggunakan biji plastik Asrene dan Titanvene serta memiliki ketebalan 35 micron. 2.2 Penjadwalan Penjadwalan oleh Reksohadiprojo, 1994, didefiniskan sebagai suatu proses yang dinamis yang merupakan bagian dari fungsi pengawasan produksi yang menentukan waktu kapan setiap kegiatan harus dilaksanakan pada mesin tertentu agar waktu pengiriman produk dapat terpenuhi. Sedangkan Kenneth. R. Baker menyatakan bahwa penjadwalan adalah suatu proses pengalokasian sumber daya untuk memilih sekumpulan job dalam jangka waktu tertentu. Menurut Bedworth (1987) menyatakan terdapat dua target yang ingin dicapai melalui penjadwalan mesin, yaitu jumlah output yang dihasilkan (throughput), serta batas waktu penyelesaian yang telah ditetapkan (due date). 2.3 Kriteria Performansi Penjadwalan Render dan Heizer, 2001 menyatakan bahwa teknik penjadwalan yang baik tergantung pada volume pesanan, ciri operasi dan kompleksitas pekerjaan, dengan memperhatikan empat kriteria penjadwalan yang digunakan untuk mengevaluasi kinerja penjadwalan, yaitu: 1. Meminimalkan waktu penyelesaian pekerjaan. 2. Memaksimalkan utilitas. 3. Meminimalkan persediaan barang dalam proses. 4. Meminimalkan waktu tunggu pelanggan. 2.4 Klasifikasi Penjadwalan Menurut Conway (1967), masalah penjadwalan dapat diklasifikasikan berdasarkan faktor-faktor yaitu : 1. Jumlah Mesin a. Penjadwalan pada mesin tunggal b. Penjadwalan pada mesin ganda
6 2. Pola Kedatangan Job a. Statik Pola kedatangan job secara statik yaitu semua job datang secara bersamaan dan siap dikerjakan pada mesin-mesin yang tidak bekerja. b. Dinamik Pola kedatangan job secara dinamik yaitu job datang secara acak selama diadakan penjadwalan. 3. Sistem Informasi Informasi ini meliputi informasi yang berhubungan dengan karakteristik job, yaitu pada saat kedatangan, batas waktu penyelesaian, perbedaan kepentingan diantara job-job yang dijadwalkan, banyaknya operasi, serta waktu proses tiap operasi. 4. Aliran Proses Dibagi menjadi tiga bagian yaitu : a. Pure Flow Shop Pola aliran prosesnya identik b. General Flow Shop Pola aliran prosesnya tidak identik c. Job Shop Pada pola aliran proses job shop, masing-masing job memiliki urutan operasi yang unik. Setiap job bergerak dari satu mesin/stasiun kerja menuju ke mesin/stasiun kerja lainnya dengan pola yang random. 2.5 Kriteria Evaluasi Penjadwalan Keberhasilan suatu penjadwalan dapat diukur dengan besaran-besaran yang melibatkan informasi dari job-job yang merupakan fungsi dari sekumpulan waktu penyelesaian. Jika terdapat n job yang akan dijadwalkan, maka tingkat keberhasilan dapat dinilai dari besaranbesaran berikut : 1. Completion Time Completion Time yaitu waktu yang dibutuhkan untuk menyelesaikan seluruh job yang dijadwalkan. 2. Mean Flow Time Mean Flow Time yaitu rata-rata waktu yang dihabiskan oleh setiap job dilantai pabrik. 3. Mean Weight Flow Time Definisi Mean Weight Flow Time mirip dengan Mean Flow Time, tetapi mempertimbangkan prioritas pengerjaan setiap job dalam perhitungannya. 4. Maximum Lateness Maximum Lateness yaitu besarnya simpangan maksimum, atau selisih waktu penyelesaian seluruh job yang dijadwalkan terhadap batas waktu penyelesaian job-job tersebut (due date).
7 5. Mean Tardiness Mean Tardiness yaitu rata-rata keterlambatan seluruh job yang dijadwalkan. 6. Mean Weight Tardiness Mean Weight Tardiness yaitu rata-rata keterlambatan seluruh job yang dijadwalkan dengan memasukkan faktor prioritas pengerjaan masing-masing job ke dalam perhitungan fungsi obyektifnya. 7. Number of Tardy Job Menunjukkan kuantitas job yang mengalami keterlambatan. 8. Utilitas Mesin Utilitas mesin merupakan bagian dari kapasitas mesin yang dibebani untuk menjalankan proses-proses yang dibutuhkan terhadap waktu yang tersedia. 2.6 Ruang Jawab Penjadwalan Job Shop Dalam persoalan job shop, jadwal yang layak akan diperoleh jika hasil penjadwalan yang bersangkutan memenuhi kriteria berikut : 1. Seluruh operasi dari semua job telah dialokasikan atau ditugaskan. 2. Tidak terdapat operasi yang tumpang tindih (overlap) diantara masing-masing operasi dari semua job dan ketentuan presedensi telah terpenuhi. 2.7 Teknik Priority Dispatching Penjadwalan dengan pendekatan heuristik menggunakan aturan pengurutan atau priority dispatching dalam menentukan job yang akan diproses selanjutnya. Terdapat beberapa aturan pengurutan job yaitu (Fogarty et. al., 1991) : 1. Random (R) Memilih job dengan kemungkinan yang sama bagi setiap job. 2. First Come First Serve (FCFS) Job dikerjakan sesuai dengan saat kedatangan. Job yang datang lebih dahulu dikerjakan lebih awal. 3. Shortest Processing Time (SPT) Urutan pengerjaan job berdasarkan waktu proses yang terpendek. Aturan ini cenderung mengurangi work in process, mean flow time serta mean lateness. 4. Earliest Due Date (EDD) Job dikerjakan berdasarkan due date yang lebih mendesak. 5. Critical Ratio (CR) Priority index dihitung berdasarkan due date saat ini atau sisa lead time. 6. Least Work Remaining (LWR) Aturan ini mempertimbangkan sisa waktu proses sampai job tersebut diselesaikan. Job dengan sisa waktu terkecil dipilih untuk diproses. 7. Total Work (TWK) Memilih operasi dengan job yang memiliki jumlah operasi terbanyak. 8. Least Total Work (LWK)
8 Memilih operasi dengan job yang memiliki jumlah operasi terkecil. 9. Fewest Operation Remaining (FOR) Aturan ini mempertimbangkan successive operation yaitu semua operasi yang tergantung dari operasi yang bersangkutan. 10. Slack Time (ST) Merupakan variasi dari aturan EDD dengan cara mengurangkan waktu proses dari due date. Job yang memiliki nilai ST kecil dijadwalkan terlebih dahulu. 11. Slack Time per Operation (ST/O) atau Slack per Remaining Operations (S/RO) Merupakan variasi dari ST yang membagi ST dengan jumlah operasi yang harus dijadwalkan. 2.8 Pengertian QSB (Quantitative Systems for Business) QSB dirancang khusus baik bagi mereka yang tidak memiliki pengalaman dalam memecahkan masalah bisnis kuantitatif pada komputer pribadi maupun bagi mereka yang akrab dengan komputer pribadi tetapi tidak ingin melakukan pemrograman komputer. Informasi dan pesan yang disajikan dalam QSB mudah dimengerti bagi pengambil keputusan. 2.9 Metode Penjadwalan Gantt Chart (Bagan Balok Gantt) Gantt Chart sering disebut sebagai bagan balok yang merupakan salah satu metode penjadwalan paling umum digunakan dalam proyek-proyek yang ada. Render, Barry dan Heizer, Jay (2001), menyatakanbahwa Gantt chart adalah sebuah contoh teknik non matematis yang digunakan secara luas dan populer dikalangan manajer karena sifatnya sederhana dan visual. 3. METODOLOGI PENELITIAN 3.1 Objek Penelitian Penelitian dilakukan di PT. Sekarnusa Kreasi Indonesia Jl. Solo Karanganyar Km 9,6 Jaten, Karanganyar yang memproduksi Plastik PE (Pholyetilene) dan Plastik PP (Pholypropilene). 3.2 Teknik Pengumpulan Data Dalam proses pengumpulan data dalam penelitian Tugas Akhir ini, penulis menggunakan beberapa teknik pengumpulan data, diantaranya: 1. Wawancara (Interview) 2. Observasi 3. Dokumentasi 3.3 Data-data yang Diperlukan 1. Data Permintaan Produk Data ini berisikan jumlah permintaan produk yang akan diteliti. Dalam penelitian ini, periode data yang diambil adalah dalam kurun waktu enam bulan terhitung dari bulan Mei 2013 sampai Oktober 2013.
9 2. Data Output Mesin Tiup Data ini berkaitan dengan jumlah keluaran (output) yang dihasilkan Mesin Tiup dalam menghasilkan plastik dalam bentuk roll dalam setiap jam. 3. Data Kapasitas Produksi Mesin Tiup Data ini berkaitan dengan kapasitas produksi yang dihasilkan mesin tiup plastik PE (Pholyetilene) berdasarkan laporan hasil produksi mesin tiup plastik PE (Pholyetilene) setiap hari. 3.4 Pengolahan Data Dalam penelitian ini, penulis melakukan tahapan analisa data sebagai berikut: 1. Melakukan perhitungan jumlah Plan Order Release (POR) berdasarkan data permintaan produk enam bulan terakhir menggunakan Microsoft Excel. Menggunakan rumus seperti berikut: POR = ( x 100% ) x Rincian PSI 2. Menentukan Master Production Schedule (Jadwal Induk Produksi). MPS = 3. Menentukan kapasitas produksi menggunakan metode Rough Cut Capacity Planning (RCCP). Kekurangan kapasitas = kebutuhan kapasitas MPS kapasitas produksi Kelebihan kapasitas = kapasitas produksi kebutuhan kapasitas MPS. 4. Mengolah data menggunakan software Win QSB. Langkah-langkah pengolahan data menggunakan software Win QSB sebagai berikut: 1) Jalankan program WinQSB,Lalu pilih Job Scheduling,dan buat deifinisi baru, dengan memilih menu file, new problem. Pada Problm title, isikan judul Penjadwalan Mesin Pada Number of Jobs to be Sheduled isikan banyaknya proses yang harus dilakukan, yaitu 17 Pada Number of Machines or Workers isikan banyaknya mesin, yaitu 65 Pada Maximum Number of Operation per Job, isikan 9 karena proses pengerjaan Job paling banyak adalah 9 proses Pada time unit isikan hour karena proses pengerjakan berdasarkan jam. Pada All Jobs have the same machine/worker squerence tidak perlu diklik Lalu klik Ok 2) Mengisi input penjadwalan kedalam kolom pengerjaan. 3) Memastikan bahwa semua data sudah diisikan. 4) Jalankan menu Solve and Analyze, lalu Solve the Problem. 5) Lalu klik Ok.
10 5. Output yang dihasilkan berupa Gantt Chart yang menunjukkan bagan penjadwalan berdasarkan pengolahan data dengan bantuan Win QSB. 4. PENGUMPULAN DAN PENGOLAHAN DATA 4.1 Pengumpulan Data Untuk lebih jelasnya, proses pengumpulan data akan dijabarkan sebagai berikut: 1. Data permintaan produk dari bulan Mei 2013 sampai Oktober Data Output mesin Data output mesin berisi jumlah keluaran (output) yang dihasilkan mesin tersebut setiap harinya berdasarkan laporan hasil produksi setiap shift. 3. Data Produksi 4.2 Pengolahan Data Perhitungan Kebutuhan Roll 1) Kriteria Ukuran Kecil (4 cm sampai 6 cm) Tabel ) Tabel Permintaan Produk Ukuran Kecil Ukuran PO (Kg) Rata-Rata Mei Juni Juli Agust Sept PO Okt 4 x 30 mic x 35 mic ,5 4,5 x 30 mic ,5 x 35 mic cm x 30 mic x 35 mic ,17 Sub Total ,67 Rincian PSI a) Ukuran 4 x 30 mic Perbandingan ini mencari kebutuhan roll untuk ukuran 4 x 30 mic dengan melakukan pembobotan. Berikut ini cara untuk mencari pembobotan : Ukuran: x 100 % Ukuran 4 x 30 mic : x 100 % = 11,85% Kebutuhan roll : Bobot x Rincian PSI Kebutuhan roll ukuran 4 x 30 mic : x = 8295 kg Jadi kebutuhan roll ukuran 4 x 30 mic dalam 1 bulan adalah 8295 kg.
11 Ukuran b) Ukuran 4 x 30 mic Perbandingan ini mencari kapasitas untuk ukuran 4 x 30 mic dengan melakukan pembobotan. Berikut ini cara untuk mencari pembobotan : Ukuran: x 100 % Ukuran 4 x 30 mic : x 100 % = 11,85% Kapasitas potong : Bobot x Rincian PSI Kebutuhan potong ukuran 4 x 30 mic : x = 8295 kg Jadi kapasitas potong ukuran 4 x 30 mic dalam 1 bulan adalah 8295 kg. c) Mencari Jadwal Induk Produksi a. Pada kriteria ukuran kecil Jadwal Induk Produksi (minggu) Kebutuhan Kapasitas 1 minggu 1 minggu (Kg) (Kg) 4 x 30 mic 2073, , , ,75 4 x 35 mic 2780, , , ,75 4,5 x 30 mic 1874, , , ,25 4,5 x 35 mic 2178, , , ,75 5 cm 512,75 512,75 512,75 512,75 6 x 30 mic 4273,5 4273,5 4273,5 4273,5 6 x 35 mic 3806, , , ,25 Kelebihan Ukuran b. Pada kriteria ukuran tanggung Jadwal Induk Produksi (minggu) Kebutuhan Kapasitas 1 minggu 1 minggu (Kg) (Kg) 7 cm 6432, , , ,25 8 cm cm 10474, , , ,8 Kekurangan Ukuran c. Pada kriteria ukuran besar Jadwal Induk Produksi (minggu) Kebutuhan Kapasitas 1 minggu 1 minggu (Kg) (Kg) 10 cm 31517, , , ,5 11 cm 6956, , , ,25 12 cm 49026, , , ,3 13 cm 11566, , , ,3 14 cm 5101,5 5101,5 5101,5 5101,5 15 cm 25379, , , , cm Kelebihan
12 d) Ukuran 4 x 30 mic, dikerjakan di mesin tiup Kapasitas mesin tiup setiap jam = 7,8 kg / jam Waktu proses = = 7,69 menit / kg Waktu proses = = 0,128 jam e) Ukuran 4 x 30 mic, dikerjakan di mesin potong Kapasitas mesin potong = 378 kg / hari Kapasitas mesin potong setiap jam = 378 / 24 jam = 15,75 kg / jam Waktu proses = = 3,8 menit / kg Waktu proses = = 0,063 jam f) Waktu Setup mesin tiup: 10 menit, mesin potong: 20 menit, mesin jahit: 1 menit. g) Mencari input Job Mesin untuk ukuran 4 x 30 mic pada mesin tiup Ukuran 4 x 30 mic : = 268,903 jam
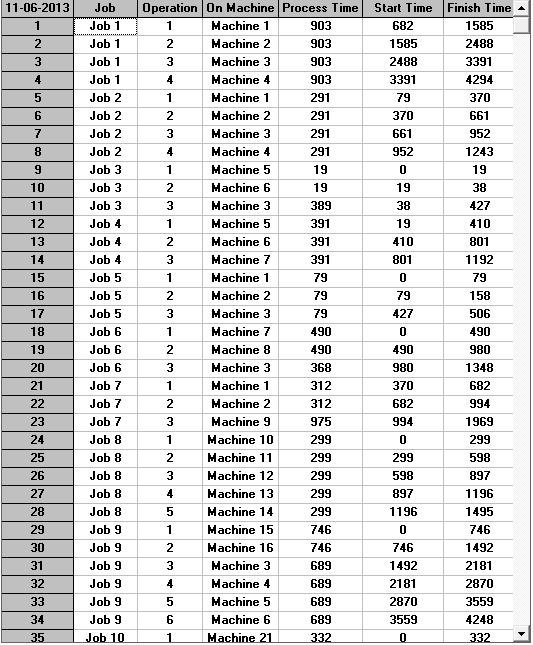
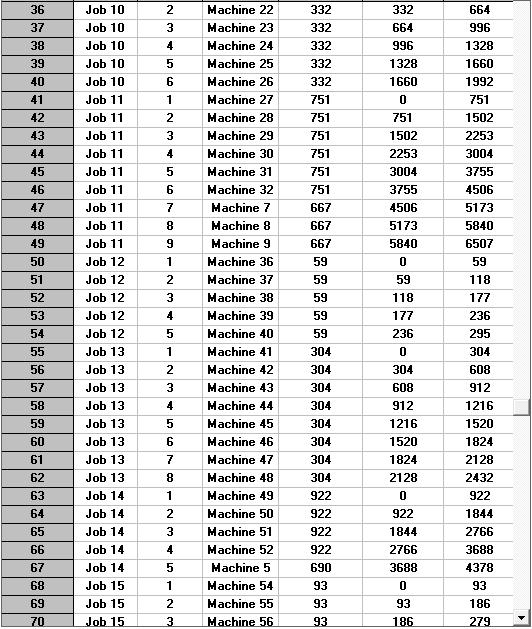
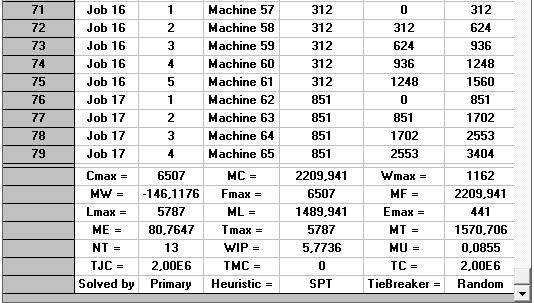
13 Hasil pengolahan data menggunakan software Win QSB



14 Gambar Gantt Chart hasil pengolahan data Gambar Gambar Gantt Chart Job Scheduling Gambar Gambar Gantt Chart Machine Scheduling 4.3 Analisa Hasil Pembahasan Berdasarkan kapasitas produksi yang telah dilakukan perhitungan di atas didapatkan kriteria kecil kelebihan kapasitas sebesar 378 kg, kriteria tanggung mengalami kekurangan kapasitas sebesar 2300 kg, kriteria besar kelebihan kapasitas sebesar 2200 kg. Dengan ini maka penjadwalan dilakukan pengubahan ukuran dari kecil ke tanggung sebesar 378 kg dan dari besar ke tanggung sebesar 2200 kg. Maka dengan melakukan penjadwalan sesuai dengan
15 kapasitas yang dibutuhkan maka Bahan Sisa (BS) bulan Oktober mengalami penurunan sebesar 7180 kg dari kapasitas produksi kg. Jadi presentase Bahan Sisa pada bulan Oktober mengalami penurunan menjadi sebesar 1,0%. 5. KESIMPULAN Dari hasil pembahasan dari penelitian tugas akhir ini, dapat diambil kesimpulan sebagai berikut: 1. Jumlah Plan Order Release untuk ukuran 4 x 30 mic sebesar 8295 kg, ukuran 4 x 35 mic sebesar kg, ukuran 4,5 x 30 mic sebesar 7497 kg, ukuran 4,5 x 35 mic sebesar 8715 kg, ukuran 5 cm sebesar 2051 kg, ukuran 6 x 30 mic sebesar kg, ukuran 6 x 35 mic sebesar kg, ukuran 7 cm sebesar kg, ukuran 8 cm sebesar kg, ukuran 9 cm sebesar kg, ukuran 10 cm sebesar kg, ukuran 11 cm sebesar kg, ukuran 12 cm sebesar kg, ukuran 13 cm sebesar kg, ukuran 14 cm sebesar kg, ukuran 15 cm sebesar kg, ukuran cm sebesar kg. 2. Jumlah Bahan Sisa bulan Oktober setelah dilakukan penjadwalan dengan metode heuristik mengalami penurunan Bahan Sisa yaitu sebesar 7180 kg dari kapasitas produksi kg. Jadi presentase Bahan Sisa pada bulan Oktober mengalami penurunan menjadi sebesar 1,0%. 3. Untuk kapasitas produksi kriteria kecil mengalami kelebihan kapasitas 378 kg, untuk ukuran tanggung mengalami kekurangan kapasitas produksi sebesar 2300, ukuran besar mengalami kelebihan kapasitas sebesar 2200 kg. 4. Berdasarkan kapasitas produksi yang telah dihitung maka penjadwalan dilakukan dengan mengubah ukuran kecil ke tanggung sebesar 378 kg, dan mengubah ukuran besar ke tanggung sebesar 2200 kg. DAFTAR PUSTAKA Baker, K.R Introduction To Sequencing and Scheduling. New York: John Wiley and Sons. Bedworth, D.D. and Bailey, J.E Integrated Production Control Systems, Management, Analysis, Design. Singapore: John Wiley and Sons. Conway, Richard W Theory of Scheduling. Massachusett: Addison Wesley Publishing Co. Fogarty, D.W., Blackstone, J.H and Hoffmann, T.R Production and Inventory Management. Cincinnati: South-Western Publishing Co and APICS. Ginting, Rosnani Sistem Produksi. Yogyakarta: Graha Ilmu Herjanto, Eddy Manajemen Produksi dan Operasi. Jakarta: PT. Gramedia Widiasarana Indonesia.
16 Kusuma, Hendra Perencanaan dan Pengendalian Produksi. Yogyakarta: Andi Offset. Morton, Thomas E. and Rentico, David W Heuristic Scheduling System. New York: Jhon Willey and Sams. Permadi, Bambang AHP. Jakarta: Pusat Antar Universitas-Studi Ekonomi Universitas Indonesia. Reksohadiprojo, Sukanto Perencanaan dan Penjadwalan Produksi. Yogyakarta: BPFE UGM. Render, B., Heizer, J Prinsip-prinsip Manajemen Operasi. Edisi Pertama. Jakarta: Salemba Empat. Sithoresmi, Ajeng R.P Judul Skripsi: Perancangan Program Aplikasi Penjadwalan Proses Produksi Buku Tulis Pada Jalur Mesin 321 di PT. Solo Murni Dengan Menggunakan Pendekatan Drum Buffer Rope (DBR). Surakarta: UNS. Sodikin, Imam dan Mashuri, Aang Penjadwalan Produksi pada Sistem Manufaktur Repetitive Make to Order Flow Shop Melalui Pendekatan Theory Of Constraints. Jurnal Teknologi Technoscienti,Volume 4. Hlm Yih-Long, Chang Quantitative Systems for Business Plus. New Jersey: Prentice Hall, Inc.
17 ANALISA PENJADWALAN MESIN PADA MESIN TIUP PE (PHOLYETILENE) DI PT. SEKARNUSA KREASI INDONESIA MENGGUNAKAN METODE HEURISTIK GUNA MENGURANGI BAHAN SISA (BS) ORIGINALITY REPORT 5 % 5 % 2 % 3 % SIMILARITY INDEX INTERNET SOURCES PUBLICATIONS STUDENT PAPERS PRIMARY SOURCES skripsi-tesis-karyailmiah.blogspot.com Submitted to Universitas Muhammadiyah Surakarta Student Paper soalza.com library.gunadarma.ac.id nixerco.tripod.com eprints.uns.ac.id digilib.unpas.ac.id etd.eprints.ums.ac.id Industrial Management & Data Systems, Volume 101, Issue 4 ( ) Publication 1% 1% 1% 1% < 1% < 1% < 1% < 1% < 1% < 1% < 1% < 1% EXCLUDE QUOTES OFF EXCLUDE BIBLIOGRAPHYOFF EXCLUDE MATCHES OFF
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Pengertian dan Ruang Lingkup Sistem Produksi Pada sub bab ini akan dibahas mengenai pengertian sistem produksi dari beberapa teori yang sudah ada, serta ruang lingkup sistem produksi
BAB II LANDASAN TEORI 2.1 Pengertian dan Ruang Lingkup Sistem Produksi Pada sub bab ini akan dibahas mengenai pengertian sistem produksi dari beberapa teori yang sudah ada, serta ruang lingkup sistem produksi
BAB 2 LANDASAN TEORI. perencanaan dan pengendalian produksi dan juga merupakan rencana
 8 BAB 2 LANDASAN TEORI 2.1 Definisi Penjadwalan Penjadwalan merupakan bagian yang strategis dari proses perencanaan dan pengendalian produksi dan juga merupakan rencana pengaturan urutan kerja serta pengalokasian
8 BAB 2 LANDASAN TEORI 2.1 Definisi Penjadwalan Penjadwalan merupakan bagian yang strategis dari proses perencanaan dan pengendalian produksi dan juga merupakan rencana pengaturan urutan kerja serta pengalokasian
PENERAPAN METODE EARLIEST DUE DATE PADA PENJADWALAN PRODUKSI PAVING PADA CV. EKO JOYO
 Yogyakarta,19Juni2010 PENERAPAN METODE EARLIEST DUE DATE PADA PENJADWALAN PRODUKSI PAVING PADA CV. EKO JOYO Agus Rudyanto 1, Moch. Arifin 2 1 Jurusan Sistem Informasi, Sekolah Tinggi Majemen Informatika
Yogyakarta,19Juni2010 PENERAPAN METODE EARLIEST DUE DATE PADA PENJADWALAN PRODUKSI PAVING PADA CV. EKO JOYO Agus Rudyanto 1, Moch. Arifin 2 1 Jurusan Sistem Informasi, Sekolah Tinggi Majemen Informatika
BAB 2 LANDASAN TEORI
 22 BAB 2 LANDASAN TEORI 2.1 Tinjauan Pustaka 2.1.1 Definisi penjadwalan Secara umum, penjadwalan merupakan proses dalam perencanaan dan pengendalian produksi yang digunakan untuk merencanakan produksi
22 BAB 2 LANDASAN TEORI 2.1 Tinjauan Pustaka 2.1.1 Definisi penjadwalan Secara umum, penjadwalan merupakan proses dalam perencanaan dan pengendalian produksi yang digunakan untuk merencanakan produksi
II. TINJAUAN PUSTAKA A. PENJADWALAN PRODUKSI
 II. TINJAUAN PUSTAKA A. PENJADWALAN PRODUKSI Menurut Sumayang (2003), penjadwalan adalah mengatur pendayagunaan kapasitas dan sumber daya yang tersedia melalui aktivitas tugas. Perencanaan fasilitas dan
II. TINJAUAN PUSTAKA A. PENJADWALAN PRODUKSI Menurut Sumayang (2003), penjadwalan adalah mengatur pendayagunaan kapasitas dan sumber daya yang tersedia melalui aktivitas tugas. Perencanaan fasilitas dan
BAB 2 LANDASAN TEORI
 26 BAB 2 LANDASAN TEORI 2.1 Penjadwalan 2.1.1 Definisi Penjadwalan Penjadwalan dapat didefinisikan sebagai penugasan dan penentuan waktu dari kegunaan sumber daya seperti tenaga kerja, peralatan, dan fasilitas
26 BAB 2 LANDASAN TEORI 2.1 Penjadwalan 2.1.1 Definisi Penjadwalan Penjadwalan dapat didefinisikan sebagai penugasan dan penentuan waktu dari kegunaan sumber daya seperti tenaga kerja, peralatan, dan fasilitas
BAB 3 LANDASAN TEORI
 BAB 3 LANDASAN TEORI 3.1. Pengertian Penjadwalan Penjadwalan adalah aktivitas perencanaan untuk menentukan kapan dan di mana setiap operasi sebagai bagian dari pekerjaan secara keseluruhan harus dilakukan
BAB 3 LANDASAN TEORI 3.1. Pengertian Penjadwalan Penjadwalan adalah aktivitas perencanaan untuk menentukan kapan dan di mana setiap operasi sebagai bagian dari pekerjaan secara keseluruhan harus dilakukan
BAB II LANDASAN TEORI. informasi penjadwalan produksi paving block pada CV. Eko Joyo. Dimana sistem
 BAB II LANDASAN TEORI 2.1 Penelitian Sebelumnya Rudyanto (2011) melakukan penelitian tentang rancang bangun sistem informasi penjadwalan produksi paving block pada CV. Eko Joyo. Dimana sistem infomasi
BAB II LANDASAN TEORI 2.1 Penelitian Sebelumnya Rudyanto (2011) melakukan penelitian tentang rancang bangun sistem informasi penjadwalan produksi paving block pada CV. Eko Joyo. Dimana sistem infomasi
BAB 2 TINJAUAN PUSTAKA DAN DASAR TEORI
 BAB 2 TINJAUAN PUSTAKA DAN DASAR TEORI 2.1. Tinjauan Pustaka Sejumlah penelitian yang berkaitan dengan penjadwalan produksi telah dilakukan, antara lain oleh Wigaswara (2013) di PT Bejana Mas Perkasa.
BAB 2 TINJAUAN PUSTAKA DAN DASAR TEORI 2.1. Tinjauan Pustaka Sejumlah penelitian yang berkaitan dengan penjadwalan produksi telah dilakukan, antara lain oleh Wigaswara (2013) di PT Bejana Mas Perkasa.
PENJADWALAN PRODUKSI MESIN INJECTION MOULDING PADA PT. DUTA FLOW PLASTIC MACHINERY
 Penjadwalan Produksi Injection Moulding Pada PT. Duta Flow Plastic Machinery PENJADWALAN PRODUKSI MESIN INJECTION MOULDING PADA PT. DUTA FLOW PLASTIC MACHINERY Roesfiansjah Rasjidin, Iman hidayat Dosen
Penjadwalan Produksi Injection Moulding Pada PT. Duta Flow Plastic Machinery PENJADWALAN PRODUKSI MESIN INJECTION MOULDING PADA PT. DUTA FLOW PLASTIC MACHINERY Roesfiansjah Rasjidin, Iman hidayat Dosen
Sistem Penjadwalan di PT. XYZ
 Sistem di PT. XYZ Fernaldi Darmasaputra Leksono 1, I Gede Agus Widyadana 2 Abstract: Production scheduling in a manufacturing company is an important point to control the production process movements.
Sistem di PT. XYZ Fernaldi Darmasaputra Leksono 1, I Gede Agus Widyadana 2 Abstract: Production scheduling in a manufacturing company is an important point to control the production process movements.
BAB II LANDASAN TEORI. menolong manusia dalam melaksanakan tugas tertentu. Aplikasi software yang. dirancang untuk menjalankan tugas tertentu.
 BAB II LANDASAN TEORI 2.1 Pengertian Aplikasi Menurut Kadir (2008:3) program aplikasi adalah program siap pakai atau program yang direka untuk melaksanakan suatu fungsi bagi pengguna atau aplikasi yang
BAB II LANDASAN TEORI 2.1 Pengertian Aplikasi Menurut Kadir (2008:3) program aplikasi adalah program siap pakai atau program yang direka untuk melaksanakan suatu fungsi bagi pengguna atau aplikasi yang
BAB 2 LANDASAN TEORI
 BAB 2 LANDASAN TEORI 2.1. Pengukuran Waktu Pengukuran waktu adalah pekerjaan mengamati dan mencatat waktuwaktu kerjanya baik setiap elemen ataupun siklus. Teknik pengukuran waktu terbagi atas dua bagian
BAB 2 LANDASAN TEORI 2.1. Pengukuran Waktu Pengukuran waktu adalah pekerjaan mengamati dan mencatat waktuwaktu kerjanya baik setiap elemen ataupun siklus. Teknik pengukuran waktu terbagi atas dua bagian
Perencanaan Short-Term Scheduling dan Production Scheduling Model
 Perencanaan Short-Term Scheduling dan Production Scheduling Model Rudini Mulya Daulay Program, Fakultas Teknik Universitas Mercu Buana 2010 email: rudinimenteri@gmail.com Abstrak 1. SHORT-TERM SCHEDULING
Perencanaan Short-Term Scheduling dan Production Scheduling Model Rudini Mulya Daulay Program, Fakultas Teknik Universitas Mercu Buana 2010 email: rudinimenteri@gmail.com Abstrak 1. SHORT-TERM SCHEDULING
PENJADWALAN JANGKA PENDEK YULIATI, SE, MM
 PENJADWALAN JANGKA PENDEK YULIATI, SE, MM 1 PENJADWALAN (SCHEDULING) Melaksanakan pekerjaan secara efektif dan efisien agar tujuan tercapai. Oleh karena itu pemahaman mengenai konsep penjadwalan sangat
PENJADWALAN JANGKA PENDEK YULIATI, SE, MM 1 PENJADWALAN (SCHEDULING) Melaksanakan pekerjaan secara efektif dan efisien agar tujuan tercapai. Oleh karena itu pemahaman mengenai konsep penjadwalan sangat
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Sistem Produksi 2.1.1 Definisi Sistem Produksi Menurut para ahli ada beberapa definisi mengenai sistem produksi, antara lain : 1. Asruri (1993) mendefinisikan sistem produksi
BAB II LANDASAN TEORI 2.1 Sistem Produksi 2.1.1 Definisi Sistem Produksi Menurut para ahli ada beberapa definisi mengenai sistem produksi, antara lain : 1. Asruri (1993) mendefinisikan sistem produksi
ANALISA PERBANDINGAN PENGGUNAAN ATURAN PRIORITAS PENJADWALAN PADA PENJADWALAN NON DELAY N JOB 5 MACHINE
 ANALISA PERBANDINGAN PENGGUNAAN ATURAN PRIORITAS PENJADWALAN PADA PENJADWALAN NON DELAY N JOB 5 MACHINE Dana Marsetiya Utama Jurusan Teknik Industri, Fakultas Teknik, Universitas Muhammadiyah Malang Kontak
ANALISA PERBANDINGAN PENGGUNAAN ATURAN PRIORITAS PENJADWALAN PADA PENJADWALAN NON DELAY N JOB 5 MACHINE Dana Marsetiya Utama Jurusan Teknik Industri, Fakultas Teknik, Universitas Muhammadiyah Malang Kontak
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN 3.1 Metodologi Penelitian Metodologi penelitian ini merupakan cara yang digunakan untuk memecahkan masalah yang telah dirumuskan. Metode penelitian ini dilakukan dengan analisa
BAB III METODOLOGI PENELITIAN 3.1 Metodologi Penelitian Metodologi penelitian ini merupakan cara yang digunakan untuk memecahkan masalah yang telah dirumuskan. Metode penelitian ini dilakukan dengan analisa
BAB 2 LANDASAN TEORI
 BAB 2 LANDASAN TEORI 2.1 Penjadwalan Produksi Perusahaan selalu melakukan penjadwalan produksi dalam pemenuhan kapasitas permintaan konsumen atau order dari konsumen untuk jangka pendek dalam rentang periode
BAB 2 LANDASAN TEORI 2.1 Penjadwalan Produksi Perusahaan selalu melakukan penjadwalan produksi dalam pemenuhan kapasitas permintaan konsumen atau order dari konsumen untuk jangka pendek dalam rentang periode
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI Dalam penyelesaian tugas akhir ini digunakan landasan teori yang berkaitan dengan permasalahan yang digunakan untuk menyelesaikan masalah yang ada pada perusahaan. 2.1 Sistem Menurut
BAB II LANDASAN TEORI Dalam penyelesaian tugas akhir ini digunakan landasan teori yang berkaitan dengan permasalahan yang digunakan untuk menyelesaikan masalah yang ada pada perusahaan. 2.1 Sistem Menurut
Lina Gozali, Lamto Widodo, Wendy Program Studi Teknik Industri Fakultas Teknik Universitas Tarumanagara Jl. S Parman no.1, Jakarta
 1 2 USULAN PENJADWALAN JOB DENGAN METODE CAMPBELL, DUDEK AND SMITH (CDS) DAN METODE NAWAZ, ENSCORE AND HAM (NEH) UNTUK MEMINIMASI MAKESPAN PROSES STAMPING PART ISUZU DI LINE B PT. XYZ Lina Gozali, Lamto
1 2 USULAN PENJADWALAN JOB DENGAN METODE CAMPBELL, DUDEK AND SMITH (CDS) DAN METODE NAWAZ, ENSCORE AND HAM (NEH) UNTUK MEMINIMASI MAKESPAN PROSES STAMPING PART ISUZU DI LINE B PT. XYZ Lina Gozali, Lamto
Abstrak. Kata Kunci : penjadwalan kerja, active schedule, heuristic schedule
 PENJADWALAN KERJA DENGAN METODE ALGORITMA ACTIVE SCHEDULE DAN HEURISTIC SCHEDULE UNTUK MINIMISASI WAKTU PENYELESAIAN (Studi Kasus di PT. InTAC Brass Indonesia) Wiwiek Fatmawati, Irwan Sukendar, Priswanto
PENJADWALAN KERJA DENGAN METODE ALGORITMA ACTIVE SCHEDULE DAN HEURISTIC SCHEDULE UNTUK MINIMISASI WAKTU PENYELESAIAN (Studi Kasus di PT. InTAC Brass Indonesia) Wiwiek Fatmawati, Irwan Sukendar, Priswanto
PERENCANAAN PENJADWALAN PRODUKSI PADA PT HARAPAN WIDYATAMA PERTIWI UNTUK PRODUK PIPA PVC
 Jurnal Teknik dan Ilmu Komputer PERENCANAAN PENJADWALAN PRODUKSI PADA PT HARAPAN WIDYATAMA PERTIWI UNTUK PRODUK PIPA PVC (Planning Production Schedule of PVC Pipe Product in PT Harapan Widyatama Pertiwi)
Jurnal Teknik dan Ilmu Komputer PERENCANAAN PENJADWALAN PRODUKSI PADA PT HARAPAN WIDYATAMA PERTIWI UNTUK PRODUK PIPA PVC (Planning Production Schedule of PVC Pipe Product in PT Harapan Widyatama Pertiwi)
BAB 4 PENGUJUAN MODEL DAN ANALISIS. Untuk keperluan pengujian model dan program komputer yang telah
 7 BAB PENGUJUAN MODEL DAN ANALISIS Untuk keperluan pengujian model dan program komputer yang telah dikembangkan dilakukan pengumpulan data sebagai berikut : 1. Pengujian model dalam masalah job shop dengan
7 BAB PENGUJUAN MODEL DAN ANALISIS Untuk keperluan pengujian model dan program komputer yang telah dikembangkan dilakukan pengumpulan data sebagai berikut : 1. Pengujian model dalam masalah job shop dengan
 BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1 Pengumpulan Data Proses pengumpulan data dilakukan untuk selanjutnya dianalisa dalam penjadwalan menggunakan pola kedatangan job secara statis dengan menggunakan
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1 Pengumpulan Data Proses pengumpulan data dilakukan untuk selanjutnya dianalisa dalam penjadwalan menggunakan pola kedatangan job secara statis dengan menggunakan
Program Studi Teknik Industri, Fakultas Rekayasa Industri, Telkom University 1
 PERANCANGAN SISTEM SCHEDULING JOB MENGGUNAKAN DRUM BUFFER ROPE UNTUK MEMINIMASI KETERLAMBATAN ORDER DAN MANUFACTURING LEAD TIME PADA BAGIAN MACHINING MPM DI PT. DIRGANTARA INDONESIA 1 Rinda Rieswien, 2
PERANCANGAN SISTEM SCHEDULING JOB MENGGUNAKAN DRUM BUFFER ROPE UNTUK MEMINIMASI KETERLAMBATAN ORDER DAN MANUFACTURING LEAD TIME PADA BAGIAN MACHINING MPM DI PT. DIRGANTARA INDONESIA 1 Rinda Rieswien, 2
BAB 3 LANDASAN TEORI
 BAB 3 LANDASAN TEORI 3.1. Pengertian Sistem Produksi Secara umum, sistem produksi dapat didefinisikan sebagai suatu proses mengubah masukan (input) sumber daya menjadi barang jadi atau barang setengah
BAB 3 LANDASAN TEORI 3.1. Pengertian Sistem Produksi Secara umum, sistem produksi dapat didefinisikan sebagai suatu proses mengubah masukan (input) sumber daya menjadi barang jadi atau barang setengah
Metode Penugasan. Penugasan & Pengurutan Job. Metode Penugasan. Supl 15. Langkah-langkah Metode Penugasan 31/10/2015
 Penugasan & Pengurutan MANAJEMEN OPERASI: Manajemen Keberlangsungan & Rantai Pasokan Operations Management: Sustainability & Supply Chain Management Supl 15 Metode Penugasan Kelas khusus dari model pemrograman
Penugasan & Pengurutan MANAJEMEN OPERASI: Manajemen Keberlangsungan & Rantai Pasokan Operations Management: Sustainability & Supply Chain Management Supl 15 Metode Penugasan Kelas khusus dari model pemrograman
BAB II LANDASAN TEORI. sistem kontrol persediaan dan produksi, dan MRP tipe 3 berhubungan dengan. sistem perencanaan manufaktur (Tersine, 1984).
.") BAB II LANDASAN TEORI 2.1 Material Requirement Planning (MRP) MRP dibagikan dan didefinisikan dalam 3 kategori, yaitu MRP tipe 1 berhubungan dengan sistem kontrol persediaan, MRP tipe 2 berhubungan dengan
BAB II LANDASAN TEORI 2.1 Material Requirement Planning (MRP) MRP dibagikan dan didefinisikan dalam 3 kategori, yaitu MRP tipe 1 berhubungan dengan sistem kontrol persediaan, MRP tipe 2 berhubungan dengan
USULAN PENJADWALAN PRODUKSI DENGAN METODE CAMPBELL DUDEK AND SMITH (STUDI KASUS PADA PT PAN PANEL PALEMBANG)
") USULAN PENJADWALAN PRODUKSI DENGAN METODE CAMPBELL DUDEK AND SMITH (STUDI KASUS PADA PT PAN PANEL PALEMBANG) Yudit Christianta 1, Theresia Sunarni 2 12 Teknik Industri Sekolah Tinggi Teknik Musi, Palembang
USULAN PENJADWALAN PRODUKSI DENGAN METODE CAMPBELL DUDEK AND SMITH (STUDI KASUS PADA PT PAN PANEL PALEMBANG) Yudit Christianta 1, Theresia Sunarni 2 12 Teknik Industri Sekolah Tinggi Teknik Musi, Palembang
BAB 2 LANDASAN TEORI
 15 BAB 2 LANDASAN TEORI 2.1 Tinjauan Pustaka 2.1.1 Pengertian Dasar Penjadwalan Produksi Secara umum, penjadwalan merupakan suatu proses dalam perencanaan dan pengendalian produksi yang merencanakan produksi
15 BAB 2 LANDASAN TEORI 2.1 Tinjauan Pustaka 2.1.1 Pengertian Dasar Penjadwalan Produksi Secara umum, penjadwalan merupakan suatu proses dalam perencanaan dan pengendalian produksi yang merencanakan produksi
BAB 2 LANDASAN TEORI
 BAB 2 LANDASAN TEORI 2.1 Tinjauan Pustaka 2.1.1 Peranan Penjadwalan dan Pengaruhnya Penjadwalan adalah proses pengambilan keputusan yang memainkan peranan penting dalam industri manufaktur maupun jasa.
BAB 2 LANDASAN TEORI 2.1 Tinjauan Pustaka 2.1.1 Peranan Penjadwalan dan Pengaruhnya Penjadwalan adalah proses pengambilan keputusan yang memainkan peranan penting dalam industri manufaktur maupun jasa.
JOB SHOP PANDUAN BIG PROJECT
 PANDUAN BIG PROJECT SIMULASI KOMPUTER - 2014 DAFTAR ISI 1. Pengertian... 1 2. Tujuan Penjadwalan Workcenter... 2 3. Pengurutan Tugas (Sequencing)... 2 4. Definisi dalam Penjadwalan... 3 5. Karakteristik
PANDUAN BIG PROJECT SIMULASI KOMPUTER - 2014 DAFTAR ISI 1. Pengertian... 1 2. Tujuan Penjadwalan Workcenter... 2 3. Pengurutan Tugas (Sequencing)... 2 4. Definisi dalam Penjadwalan... 3 5. Karakteristik
ANALISIS PENJADWALAN KEGIATAN PRODUKSI PADA PT.MULIAGLASS FLOAT DIVISION DENGAN METODE FORWARD DAN BACKWARD SCHEDULING
 ANALISIS PENJADWALAN KEGIATAN PRODUKSI PADA PT.MULIAGLASS FLOAT DIVISION DENGAN METODE FORWARD DAN BACKWARD SCHEDULING 1 Elika Patricia 2 Hadi Suryono alb_hd@yahoo.com Penulis Elika Patricia adalah alumni
ANALISIS PENJADWALAN KEGIATAN PRODUKSI PADA PT.MULIAGLASS FLOAT DIVISION DENGAN METODE FORWARD DAN BACKWARD SCHEDULING 1 Elika Patricia 2 Hadi Suryono alb_hd@yahoo.com Penulis Elika Patricia adalah alumni
PENJADWALAN PRODUKSI CETAK LETTER PRESS DAN OFFSET DI PT ART
 PENJADWALAN PRODUKSI CETAK LETTER PRESS DAN OFFSET DI PT ART Bagus Setyo Widodo 1, I Nyoman Pujawan 2 1 Mahasiswa Pasca Sarjana Magister Manajemen Teknologi ITS 2 Dosen Magister Manajemen Teknologi bagus_sw@yahoo.com
PENJADWALAN PRODUKSI CETAK LETTER PRESS DAN OFFSET DI PT ART Bagus Setyo Widodo 1, I Nyoman Pujawan 2 1 Mahasiswa Pasca Sarjana Magister Manajemen Teknologi ITS 2 Dosen Magister Manajemen Teknologi bagus_sw@yahoo.com
Penjadwalan Job Shop pada Empat Mesin Identik dengan Menggunakan Metode Shortest Processing Time dan Genetic Algorithm
 Jurnal Telematika, vol.9 no.1, Institut Teknologi Harapan Bangsa, Bandung ISSN: 1858-251 Penjadwalan Job Shop pada Empat Mesin Identik dengan Menggunakan Metode Shortest Processing Time dan Genetic Algorithm
Jurnal Telematika, vol.9 no.1, Institut Teknologi Harapan Bangsa, Bandung ISSN: 1858-251 Penjadwalan Job Shop pada Empat Mesin Identik dengan Menggunakan Metode Shortest Processing Time dan Genetic Algorithm
Penjadwalan Produksi Dengan Metode Non Delay (Studi Kasus Bengkel Bubut Chevi Sintong Palembang)
") Penjadwalan Produksi Dengan Metode Non Delay (Studi Kasus Bengkel Bubut Chevi Sintong Palembang) Livia 1, Achmad Alfian 2 1,2 Jurusan Teknik Industri, Sekolah Tinggi Teknik Musi, Palembang 30113 (alfian_60@yahoo.com
Penjadwalan Produksi Dengan Metode Non Delay (Studi Kasus Bengkel Bubut Chevi Sintong Palembang) Livia 1, Achmad Alfian 2 1,2 Jurusan Teknik Industri, Sekolah Tinggi Teknik Musi, Palembang 30113 (alfian_60@yahoo.com
PENJADWALAN PRODUKSI DI PT. AA UNIT II UNTUK MEMINIMUMKAN MAKE SPAN
 PENJADWALAN PRODUKSI DI PT. AA UNIT II UNTUK MEMINIMUMKAN MAKE SPAN Roy Iskandar, Nurhadi Siswanto, Bobby O. P. Soepangkat Magister Manajemen Teknologi Institut Teknologi Sepuluh Nopember Jl. Cokroaminoto
PENJADWALAN PRODUKSI DI PT. AA UNIT II UNTUK MEMINIMUMKAN MAKE SPAN Roy Iskandar, Nurhadi Siswanto, Bobby O. P. Soepangkat Magister Manajemen Teknologi Institut Teknologi Sepuluh Nopember Jl. Cokroaminoto
BAB I PENDAHULUAN Latar Belakang Masalah. Perkembangan dunia industri ini semakin maju, hal itu terbukti dengan
 BAB I PENDAHULUAN 1.1. Latar Belakang Masalah Perkembangan dunia industri ini semakin maju, hal itu terbukti dengan banyaknya industri-industri baru yang mengelola berbagai macam produk. Dengan demikian
BAB I PENDAHULUAN 1.1. Latar Belakang Masalah Perkembangan dunia industri ini semakin maju, hal itu terbukti dengan banyaknya industri-industri baru yang mengelola berbagai macam produk. Dengan demikian
SIDANG TUGAS AKHIR PENERAPAN METODE INTEGER PROGRAMMING PADA PENJADWALAN PRODUKSI MAKE TO ORDER DENGAN MESIN PARALEL
 SIDANG TUGAS AKHIR PENERAPAN METODE INTEGER PROGRAMMING PADA PENJADWALAN PRODUKSI MAKE TO ORDER DENGAN MESIN PARALEL (Studi Kasus: Bengkel Umum Unit III, PT. Gudang Garam,Tbk.) Dosen Pembimbing: Prof.
SIDANG TUGAS AKHIR PENERAPAN METODE INTEGER PROGRAMMING PADA PENJADWALAN PRODUKSI MAKE TO ORDER DENGAN MESIN PARALEL (Studi Kasus: Bengkel Umum Unit III, PT. Gudang Garam,Tbk.) Dosen Pembimbing: Prof.
PERBAIKAN PENJADWALAN AKTIVASI STARTER PACK UNTUK MEMINIMASI KETERLAMBATAN DENGAN MENGGUNAKAN METODE EARLIEST DUE DATE PADA PT XYZ
 PERBAIKAN PENJADWALAN AKTIVASI STARTER PACK UNTUK MEMINIMASI KETERLAMBATAN DENGAN MENGGUNAKAN METODE EARLIEST DUE DATE PADA PT XYZ Riska Retno Widyaningsih 1, Budi Sulistyo 2, Murni Dwi Astuti 3 1 Program
PERBAIKAN PENJADWALAN AKTIVASI STARTER PACK UNTUK MEMINIMASI KETERLAMBATAN DENGAN MENGGUNAKAN METODE EARLIEST DUE DATE PADA PT XYZ Riska Retno Widyaningsih 1, Budi Sulistyo 2, Murni Dwi Astuti 3 1 Program
Usulan Penjadwalan Proses Manufaktur Screw Conveyor dengan Menggunakan Metode Simulated Annealing untuk Meminimasi Makespan di PT Kerta Laksana
 Usulan Penjadwalan Proses Manufaktur Screw Conveyor dengan Menggunakan Metode Simulated Annealing untuk Meminimasi Makespan di PT Kerta Laksana The Proposes Of Screw Conveyor Manufacturing Production Scheduling
Usulan Penjadwalan Proses Manufaktur Screw Conveyor dengan Menggunakan Metode Simulated Annealing untuk Meminimasi Makespan di PT Kerta Laksana The Proposes Of Screw Conveyor Manufacturing Production Scheduling
Sistem Produksi (TI1343)
") Sistem Produksi (TI1343) Pertemuan ke-6 PENGENDALIAN INPUT/OUTPUT Ir. Nur Indrianti, MT, D.Eng. nurindrianti@yahoo.com indrianti_class@yahoogroups.com Indrianti_SISPROD SGsl_1011_06 1 Deskripsi Dalam pertemuan
Sistem Produksi (TI1343) Pertemuan ke-6 PENGENDALIAN INPUT/OUTPUT Ir. Nur Indrianti, MT, D.Eng. nurindrianti@yahoo.com indrianti_class@yahoogroups.com Indrianti_SISPROD SGsl_1011_06 1 Deskripsi Dalam pertemuan
PENDAHULUAN 1-1 BAB 1 PENDAHULUAN. Arus globalisasi dalam dunia usaha akhir-akhir ini semakin besar,
 PENDAHULUAN 1-1 BAB 1 PENDAHULUAN 1.1 Latar Belakang Masalah Arus globalisasi dalam dunia usaha akhir-akhir ini semakin besar, perusahaan-perusahaan mulai menjalankan usahanya tanpa mengenal batasan negara,
PENDAHULUAN 1-1 BAB 1 PENDAHULUAN 1.1 Latar Belakang Masalah Arus globalisasi dalam dunia usaha akhir-akhir ini semakin besar, perusahaan-perusahaan mulai menjalankan usahanya tanpa mengenal batasan negara,
BAB 2 TINJAUAN PUSTAKA DAN LANDASAN TEORI
 BAB 2 TINJAUAN PUSTAKA DAN LANDASAN TEORI Edward (1998) menjelaskan bahwa sebuah work center terdiri dari banyak jenis mesin, dan pada kenyataannya work center lebih sering diindikasikan sebagai mesin
BAB 2 TINJAUAN PUSTAKA DAN LANDASAN TEORI Edward (1998) menjelaskan bahwa sebuah work center terdiri dari banyak jenis mesin, dan pada kenyataannya work center lebih sering diindikasikan sebagai mesin
MODEL PENJADWALAN FLOW SHOP n JOB m MESIN UNTUK MEMINIMASI MAKESPAN TANPA TARDY JOB DENGAN KENDALA KETIDAKTERSEDIAAN MESIN
 MODEL PENJADWALAN FLOW SHOP n JOB m MESIN UNTUK MEMINIMASI MAKESPAN TANPA TARDY JOB DENGAN KENDALA KETIDAKTERSEDIAAN MESIN Jefikz Berhitu, Mokh. Suef, dan Nani Kurniati Jurusan Teknik Industri - Institut
MODEL PENJADWALAN FLOW SHOP n JOB m MESIN UNTUK MEMINIMASI MAKESPAN TANPA TARDY JOB DENGAN KENDALA KETIDAKTERSEDIAAN MESIN Jefikz Berhitu, Mokh. Suef, dan Nani Kurniati Jurusan Teknik Industri - Institut
BAB 2 TINJAUAN PUSTAKA DAN DASAR TEORI
 BAB 2 TINJAUAN PUSTAKA DAN DASAR TEORI 2.1. Penelitian Terdahulu Apriana (2009) melakukan penelitian mengenai penjadwalan produksi pada sistem flow shop dengan mesin parallel (flexible flow shop) sehingga
BAB 2 TINJAUAN PUSTAKA DAN DASAR TEORI 2.1. Penelitian Terdahulu Apriana (2009) melakukan penelitian mengenai penjadwalan produksi pada sistem flow shop dengan mesin parallel (flexible flow shop) sehingga
Pemodelan Simulasi untuk Analisis Performansi Penjadwalan pada Sistem Manufaktur Make to Order dengan Mesin Paralel
 Petunjuk Sitasi: Zagloel, T. Y., Ardi, R., & Adriana, L. (2017). Pemodelan Simulasi untuk Analisis Performansi Penjadwalan pada Sistem Manufaktur. Prosiding SNTI dan SATELIT 2017 (pp. E66-71). Malang:
Petunjuk Sitasi: Zagloel, T. Y., Ardi, R., & Adriana, L. (2017). Pemodelan Simulasi untuk Analisis Performansi Penjadwalan pada Sistem Manufaktur. Prosiding SNTI dan SATELIT 2017 (pp. E66-71). Malang:
BAB II LANDASAN TEORI. atau minimum suatu fungsi tujuan. Optimasi produksi diperlukan perusahaan dalam
 BAB II LANDASAN TEORI 2.1 Optimasi Optimasi merupakan pendekatan normatif dengan mengidentifikasi penyelesaian terbaik dari suatu permasalahan yang diarahkan pada titik maksimum atau minimum suatu fungsi
BAB II LANDASAN TEORI 2.1 Optimasi Optimasi merupakan pendekatan normatif dengan mengidentifikasi penyelesaian terbaik dari suatu permasalahan yang diarahkan pada titik maksimum atau minimum suatu fungsi
BAB V ANALISA DAN HASIL
 BAB V ANALISA DAN HASIL 5.1 Analisa Jumlah Pekerjaan dalam Sistem Jika dilakukan perbandingan jumlah pekerjaan dalam sistem dari penjadwalan produksi Thermowell di PT. Rangga Olah Cipta Systems yang ditelah
BAB V ANALISA DAN HASIL 5.1 Analisa Jumlah Pekerjaan dalam Sistem Jika dilakukan perbandingan jumlah pekerjaan dalam sistem dari penjadwalan produksi Thermowell di PT. Rangga Olah Cipta Systems yang ditelah
PERENCANAAN & PENGENDALIAN PRODUKSI TIN 4113
 PERENCANAAN & PENGENDALIAN PRODUKSI TIN 4113 Pertemuan 13 & 14 Outline: Scheduling Referensi: Tersine, Richard J., Principles of Inventory and Materials Management, Prentice-Hall, 1994. Wiratno, S. E.,
PERENCANAAN & PENGENDALIAN PRODUKSI TIN 4113 Pertemuan 13 & 14 Outline: Scheduling Referensi: Tersine, Richard J., Principles of Inventory and Materials Management, Prentice-Hall, 1994. Wiratno, S. E.,
BAB I PENDAHULUAN. yang dikelolah, maka tidak sedikit instansi maupun badan usaha yang ada
 BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Dengan berkembangnya dunia teknologi khususnya komputer yang semakin baik halam hal perangkat lunak maupun perangkat keras dan pentingnya informasi yang dikelolah,
BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Dengan berkembangnya dunia teknologi khususnya komputer yang semakin baik halam hal perangkat lunak maupun perangkat keras dan pentingnya informasi yang dikelolah,
BAB II BAHAN RUJUKAN
 BAB II BAHAN RUJUKAN 2.1 Pengertian Manajemen Di setiap perusahaan yang didirikan tentunya disertai dengan harapan akan mengalami suatu perkembangan dan juga memperoleh keuntungan dikemudian hari. Harapan
BAB II BAHAN RUJUKAN 2.1 Pengertian Manajemen Di setiap perusahaan yang didirikan tentunya disertai dengan harapan akan mengalami suatu perkembangan dan juga memperoleh keuntungan dikemudian hari. Harapan
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA
 BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1 Pengumpulan data Pengumpulan data merupakan kegiatan mengolah data yang telah dikumpulkan setelah mempelajari cara pengolahan data yang bener pada saat tinjauan
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1 Pengumpulan data Pengumpulan data merupakan kegiatan mengolah data yang telah dikumpulkan setelah mempelajari cara pengolahan data yang bener pada saat tinjauan
Scheduling Problems. Job Shop Scheduling (1) Job Shop Scheduling Problems. Job Shop Scheduling (2) 13/05/2014
 Job Shop Scheduling Problems. Job Shop Scheduling (2) 13/05/2014") /0/0 Scheduling Problems Job Shop Scheduling Problems Mata Kuliah: Penjadwalan Produksi Teknik Industri Universitas Brawijaya Job Shop Scheduling () Job Shop Scheduling () Flow shop: aliran kerja unidirectional
/0/0 Scheduling Problems Job Shop Scheduling Problems Mata Kuliah: Penjadwalan Produksi Teknik Industri Universitas Brawijaya Job Shop Scheduling () Job Shop Scheduling () Flow shop: aliran kerja unidirectional
BAB I PENDAHULUAN. Di era globalisasi dewasa ini, kemajuan ilmu pengetahuan dan teknologi
 1 BAB I PENDAHULUAN 1.1 Latar Belakang Penelitian Di era globalisasi dewasa ini, kemajuan ilmu pengetahuan dan teknologi merupakan bagian yang sangat berpengaruh dalam perkembangan suatu perusahaan, dimana
1 BAB I PENDAHULUAN 1.1 Latar Belakang Penelitian Di era globalisasi dewasa ini, kemajuan ilmu pengetahuan dan teknologi merupakan bagian yang sangat berpengaruh dalam perkembangan suatu perusahaan, dimana
TEKNIK Vol. V, No. 1 Januari 2011 Hal 1-12
 1 Dinamika Teknik Januari PERANCANGAN SISTEM PENJADWALAN PRODUKSI DENGAN MENGGUNAKAN PROGRAM VISUAL BASIC Abstract Scheduling of production basically resource allocation to finish a group of work to be
1 Dinamika Teknik Januari PERANCANGAN SISTEM PENJADWALAN PRODUKSI DENGAN MENGGUNAKAN PROGRAM VISUAL BASIC Abstract Scheduling of production basically resource allocation to finish a group of work to be
PENJADWALAN FLOWSHOP MENGGUNAKAN ALGORITMA NAWAZ ENSCORE HAM
 PENJADWALAN FLOWSHOP MENGGUNAKAN ALGORITMA NAWAZ ENSCORE HAM Ilyas Masudin 1, Dana Marsetya Utama 2 dan Febrianto Susastro 3 Abstract: This article attempts to schedule flow shop production using Nawaz
PENJADWALAN FLOWSHOP MENGGUNAKAN ALGORITMA NAWAZ ENSCORE HAM Ilyas Masudin 1, Dana Marsetya Utama 2 dan Febrianto Susastro 3 Abstract: This article attempts to schedule flow shop production using Nawaz
Penentuan Penjadwalan Mesin yang Optimal pada Bagian Produksi di UD. Budi Deli Serdang
 Malikussaleh Industrial Engineering Journal Vol.2 No.2 (2013) 4-9 ISSN 2302 934X Planning and production control Penentuan Penjadwalan Mesin yang Optimal pada Bagian Produksi di UD. Budi Deli Serdang Iswandi
Malikussaleh Industrial Engineering Journal Vol.2 No.2 (2013) 4-9 ISSN 2302 934X Planning and production control Penentuan Penjadwalan Mesin yang Optimal pada Bagian Produksi di UD. Budi Deli Serdang Iswandi
ABSTRAK. Universitas Kristen Maranatha
 ABSTRAK PT Agronesia INKABA merupakan perusahaan yang bergerak dalam bidang manufaktur yang mempoduksi produk terknik berbahan baku karet. Sistem produksi di perusahaan ini adalah mass production dan job
ABSTRAK PT Agronesia INKABA merupakan perusahaan yang bergerak dalam bidang manufaktur yang mempoduksi produk terknik berbahan baku karet. Sistem produksi di perusahaan ini adalah mass production dan job
Penjadwalan Kelompok Buku Cerita Menggunakan Algoritma Modrak (2010) dengan Kriteria Minimisasi Makespan *
 dengan Kriteria Minimisasi Makespan *") Reka integra ISSN:2338-5081 Jurusan Teknik Industri Itenas No. 02 Vol. 02 Jurnal Online Institut Teknologi Nasional September 2014 Penjadwalan Kelompok Buku Cerita Menggunakan Algoritma Modrak (2010) dengan
Reka integra ISSN:2338-5081 Jurusan Teknik Industri Itenas No. 02 Vol. 02 Jurnal Online Institut Teknologi Nasional September 2014 Penjadwalan Kelompok Buku Cerita Menggunakan Algoritma Modrak (2010) dengan
PENJADWALAN PRODUKSI MENGGUNAKAN ALGORITMA JADWAL NON DELAY UNTUK MEMINIMALKAN MAKESPAN STUDI KASUS DI CV. BIMA MEBEL
 PENJADWALAN PRODUKSI MENGGUNAKAN ALGORITMA JADWAL NON DELAY UNTUK MEMINIMALKAN MAKESPAN STUDI KASUS DI CV. BIMA MEBEL Setyo Harto, Annisa Kesy Garside, dan Dana Marsetya Utama Jurusan Teknik Industri Universitas
PENJADWALAN PRODUKSI MENGGUNAKAN ALGORITMA JADWAL NON DELAY UNTUK MEMINIMALKAN MAKESPAN STUDI KASUS DI CV. BIMA MEBEL Setyo Harto, Annisa Kesy Garside, dan Dana Marsetya Utama Jurusan Teknik Industri Universitas
PENJADWALAN PRODUKSI UNTUK MEMINIMALISASI WAKTU PROSES PRODUKSI (Studi Pada PD. Point Pride Of Mine)
") PENJADWALAN PRODUKSI UNTUK MEMINIMALISASI WAKTU PROSES PRODUKSI (Studi Pada PD. Point Pride Of Mine) R.M. Braridhan Haskara Ramadhan Putra Jurusan S1 Manajemen Sekolah Tinggi Ilmu Ekonomi EKUITAS Jl. P.H.H.
PENJADWALAN PRODUKSI UNTUK MEMINIMALISASI WAKTU PROSES PRODUKSI (Studi Pada PD. Point Pride Of Mine) R.M. Braridhan Haskara Ramadhan Putra Jurusan S1 Manajemen Sekolah Tinggi Ilmu Ekonomi EKUITAS Jl. P.H.H.
ABSTRAK. i Universitas Kristen Maranatha
 ABSTRAK P.T. Indo Extrusions adalah perusahaan yang berskala internasional dan bergerak di bidang pengolahan logam nonferos terutama alumunium. Terletak di jalan Leuwi Gajah No. 134, Cimindi, Cimahi menerapkan
ABSTRAK P.T. Indo Extrusions adalah perusahaan yang berskala internasional dan bergerak di bidang pengolahan logam nonferos terutama alumunium. Terletak di jalan Leuwi Gajah No. 134, Cimindi, Cimahi menerapkan
ABSTRAK Giffler dan Thompson
 ABSTRAK Untuk tetap dapat bersaing, maka setiap perusahaan perlu melakukan perbaikan secara terus menerus dalam berbagai faktor. PT. Sarana Wira Reksa merupakan salah satu perusahaan yang bergerak di industri
ABSTRAK Untuk tetap dapat bersaing, maka setiap perusahaan perlu melakukan perbaikan secara terus menerus dalam berbagai faktor. PT. Sarana Wira Reksa merupakan salah satu perusahaan yang bergerak di industri
bahan baku, mesin, tenaga kerja, modal dan informasi, sedangkan output produksi merupakan produk yang dihasilkan berikut adalah hasil sampingannya sep
 BAB III LANDASAN TEORI 3.1 Sistem Produksi Produksi adalah kegiatan mentranspormasikan masukan (input) menjadi keluaran (output), tercakup semua aktifitas atau kegiatan menghasilkan barang dan jasa, serta
BAB III LANDASAN TEORI 3.1 Sistem Produksi Produksi adalah kegiatan mentranspormasikan masukan (input) menjadi keluaran (output), tercakup semua aktifitas atau kegiatan menghasilkan barang dan jasa, serta
BAB 3 METODOLOGI PEMECAHAN MASALAH
 42 BAB 3 METODOLOGI PEMECAHAN MASALAH 3.1 Flow Diagram Pemecahan Masalah dan Penjelasannya 3.1.1 Studi Pendahuluan Untuk mengidentifikasi masalah yang akan diteliti di PT. Furin Jaya, maka penulis melakukan
42 BAB 3 METODOLOGI PEMECAHAN MASALAH 3.1 Flow Diagram Pemecahan Masalah dan Penjelasannya 3.1.1 Studi Pendahuluan Untuk mengidentifikasi masalah yang akan diteliti di PT. Furin Jaya, maka penulis melakukan
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Tinjauan Pustaka 2.1.1 Definisi Umum Penjadwalan Produksi Untuk mengatur suatu sistem produksi agar dapat berjalan dengan baik, diperlukan adanya pengambilan keputusan yang tepat
BAB II LANDASAN TEORI 2.1 Tinjauan Pustaka 2.1.1 Definisi Umum Penjadwalan Produksi Untuk mengatur suatu sistem produksi agar dapat berjalan dengan baik, diperlukan adanya pengambilan keputusan yang tepat
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Konsep Dasar Sistem Produksi Organisasi industri merupakan salah satu mata rantai dari sistem perekonomian, karena ia memproduksi dan mendistribusikan produk (barang atau jasa)
BAB II LANDASAN TEORI 2.1 Konsep Dasar Sistem Produksi Organisasi industri merupakan salah satu mata rantai dari sistem perekonomian, karena ia memproduksi dan mendistribusikan produk (barang atau jasa)
PENJADWALAN PRODUKSI DENGAN METODE BRANCH AND BOUND PADA PT. XYZ
 PENJADWALAN PRODUKSI DENGAN METODE BRANCH AND BOUND PADA PT. XYZ Saiful Mangngenre 1, Amrin Rapi 2, Wendy Flannery 3 Program Studi Teknik Industri, Fakultas Teknik, Universitas Hasanuddin, Makassar, 90245
PENJADWALAN PRODUKSI DENGAN METODE BRANCH AND BOUND PADA PT. XYZ Saiful Mangngenre 1, Amrin Rapi 2, Wendy Flannery 3 Program Studi Teknik Industri, Fakultas Teknik, Universitas Hasanuddin, Makassar, 90245
OPTIMASI PENJADWALAN MESIN PRODUKSI DENGAN MENGGUNAKAN METODE CAMPBELL DUDEK SMITH (CDS) PADA PERUSAHAAN MANUFAKTUR
 PADA PERUSAHAAN MANUFAKTUR") OPTIMASI PENJADWALAN MESIN PRODUKSI DENGAN MENGGUNAKAN METODE CAMPBELL DUDEK SMITH (CDS) PADA PERUSAHAAN MANUFAKTUR SKRIPSI Diajukan kepada Fakultas Matematika dan Ilmu Pengetahuan Alam Universitas Negeri
OPTIMASI PENJADWALAN MESIN PRODUKSI DENGAN MENGGUNAKAN METODE CAMPBELL DUDEK SMITH (CDS) PADA PERUSAHAAN MANUFAKTUR SKRIPSI Diajukan kepada Fakultas Matematika dan Ilmu Pengetahuan Alam Universitas Negeri
Bab 2 Landasan Teori Perencanaan dan Pengendalian Produksi
 Bab 2 Landasan Teori 2.1. Perencanaan dan Pengendalian Produksi Perencanaan dan pengendalian produksi adalah suatu proses perencanaan dan pengorganisasian mengenai pekerjaan, bahan baku, mesin dan peralatan
Bab 2 Landasan Teori 2.1. Perencanaan dan Pengendalian Produksi Perencanaan dan pengendalian produksi adalah suatu proses perencanaan dan pengorganisasian mengenai pekerjaan, bahan baku, mesin dan peralatan
Minimasi Slack Time pada Penjadwalan Make To Order Job Shop
 Performa (2005) Vol. 4, No.2: 107-116 Minimasi Slack Time pada Penjadwalan Make To Order Job Shop Ali Parkhan, Hermawan Adi Tanjung Fakultas Teknologi Industri, Universitas Islam Indonesia, Yogyakarta
Performa (2005) Vol. 4, No.2: 107-116 Minimasi Slack Time pada Penjadwalan Make To Order Job Shop Ali Parkhan, Hermawan Adi Tanjung Fakultas Teknologi Industri, Universitas Islam Indonesia, Yogyakarta
BAB I PENDAHULUAN. pekerjaan turun ke lantai produksi. Sistem penjadwalan yang kurang baik dapat
 BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Penjadwalan merupakan bagian yang penting dari proses produksi sebelum pekerjaan turun ke lantai produksi. Sistem penjadwalan yang kurang baik dapat memperpanjang
BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Penjadwalan merupakan bagian yang penting dari proses produksi sebelum pekerjaan turun ke lantai produksi. Sistem penjadwalan yang kurang baik dapat memperpanjang
MODIFIKASI OPERATION OVERLAPPING (TRANSFER BATCHES) UNTUK MENURUNKAN LEAD TIME MANUFAKTUR
 UNTUK MENURUNKAN LEAD TIME MANUFAKTUR") MODIFIKASI OPERATION OVERLAPPING (TRANSFER ATCHES) UNTUK MENURUNKAN LEAD TIME MANUFAKTUR Siti Mahsanah udijati Program Studi Teknik Industri Fakultas Teknologi Industri Universitas Ahmad Dahlan Jl. Prof.
MODIFIKASI OPERATION OVERLAPPING (TRANSFER ATCHES) UNTUK MENURUNKAN LEAD TIME MANUFAKTUR Siti Mahsanah udijati Program Studi Teknik Industri Fakultas Teknologi Industri Universitas Ahmad Dahlan Jl. Prof.
USULAN PENERAPAN PENJADWALAN DENGAN MENGGUNAKAN METODE ALGORITMA GENETIKA DI PD BLESSING
 USULAN PENERAPAN PENJADWALAN DENGAN MENGGUNAKAN METODE ALGORITMA GENETIKA DI PD BLESSING Santoso 1*, Eldad Dufan Sopater Subito 2 1,2 Jurusan Teknik Industri, Fakultas Teknik, Universitas Kristen Maranatha
USULAN PENERAPAN PENJADWALAN DENGAN MENGGUNAKAN METODE ALGORITMA GENETIKA DI PD BLESSING Santoso 1*, Eldad Dufan Sopater Subito 2 1,2 Jurusan Teknik Industri, Fakultas Teknik, Universitas Kristen Maranatha
Lina Gozali, Lamto Widodo, Wendy. Fakultas Teknik Program Studi Teknik Industri Universitas Tarumanagara Jakarta. Abstrak
 Jurnal Teknik dan Ilmu Komputer USULAN PENJADWALAN JOB DENGAN METODE CAMPBELL, DUDEK AND SMITH (CDS) DAN METODE NAWAZ, ENSCORE AND HAM (NEH) UNTUK MEMINIMASI MAKESPAN PROSES STAMPING PART ISUZU DI LINE
Jurnal Teknik dan Ilmu Komputer USULAN PENJADWALAN JOB DENGAN METODE CAMPBELL, DUDEK AND SMITH (CDS) DAN METODE NAWAZ, ENSCORE AND HAM (NEH) UNTUK MEMINIMASI MAKESPAN PROSES STAMPING PART ISUZU DI LINE
Optimasi Penjadwalan Mesin Produksi Flowshop dengan Metode Campbell Dudek and Smith (CDS) dan Nawaz Enscore Ham (NEH) pada Departemen Produksi Massal
 dan Nawaz Enscore Ham (NEH) pada Departemen Produksi Massal") Optimasi Penjadwalan Mesin Produksi Flowshop dengan Metode Campbell Dudek and Smith (CDS) dan Nawaz Enscore Ham (NEH) pada Departemen Produksi Massal Fitria Imatus Solikhah 1, Renanda Nia R. 2, Aditya
Optimasi Penjadwalan Mesin Produksi Flowshop dengan Metode Campbell Dudek and Smith (CDS) dan Nawaz Enscore Ham (NEH) pada Departemen Produksi Massal Fitria Imatus Solikhah 1, Renanda Nia R. 2, Aditya
BAB 3 METODOLOGI PEMECAHAN MASALAH
 42 BAB 3 METODOLOGI PEMECAHAN MASALAH Start Observasi Lingkungan Produksi Studi Literatur Identifikasi Masalah Pengumpulan Data (dalam satu periode produksi) Menentukan Waktu Proses Tiap Pesanan Penjadwalan
42 BAB 3 METODOLOGI PEMECAHAN MASALAH Start Observasi Lingkungan Produksi Studi Literatur Identifikasi Masalah Pengumpulan Data (dalam satu periode produksi) Menentukan Waktu Proses Tiap Pesanan Penjadwalan
PENJADWALAN PRODUKSI DI LINE B MENGGUNAKAN METODE CAMPBELL-DUDEK-SMITH (CDS)
") 11 Dinamika Teknik Juli PENJADWALAN PRODUKSI DI LINE B MENGGUNAKAN METODE CAMPBELL-DUDEK-SMITH (CDS) Antoni Yohanes Dosen Fakultas Teknik Universitas Stikubank Semarang DINAMIKA TEKNIK Vol. VII, No. 2
11 Dinamika Teknik Juli PENJADWALAN PRODUKSI DI LINE B MENGGUNAKAN METODE CAMPBELL-DUDEK-SMITH (CDS) Antoni Yohanes Dosen Fakultas Teknik Universitas Stikubank Semarang DINAMIKA TEKNIK Vol. VII, No. 2
Pengertian Penjadwalan
 1 EMA302 Manajemen Operasional Pengertian Penjadwalan 2 Atau scheduling merupakan salah satu kegiatan penting dalam perusahaan yang diperlukan dalam mengalokasikan tenaga operator, mesin dan peralatan
1 EMA302 Manajemen Operasional Pengertian Penjadwalan 2 Atau scheduling merupakan salah satu kegiatan penting dalam perusahaan yang diperlukan dalam mengalokasikan tenaga operator, mesin dan peralatan
PENJADWALAN FLEKSIBEL FLOWSHOP DENGAN MENGGUNAKAN ALGORITMA LONG PROCESSING TIME-LN UNTUK MINIMASI BIAYA ENERGI
 PENJADWALAN FLEKSIBEL FLOWSHOP DENGAN MENGGUNAKAN ALGORITMA LONG PROCESSING TIME-LN UNTUK MINIMASI BIAYA ENERGI (Studi Kasus PT. SINARAYA NUGRAHA AHMADARIS MEDIKA) Skripsi Diajukan Kepada Universitas Muhammadiyah
PENJADWALAN FLEKSIBEL FLOWSHOP DENGAN MENGGUNAKAN ALGORITMA LONG PROCESSING TIME-LN UNTUK MINIMASI BIAYA ENERGI (Studi Kasus PT. SINARAYA NUGRAHA AHMADARIS MEDIKA) Skripsi Diajukan Kepada Universitas Muhammadiyah
BAB I PENDAHULUAN. Setelah Perang Dunia II, dunia mengalami ledakan populasi, yang dikenal
 BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Setelah Perang Dunia II, dunia mengalami ledakan populasi, yang dikenal dengan istilah Baby Boomers, dan berlanjut terus selama 18 (delapan belas) tahun, sehingga
BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Setelah Perang Dunia II, dunia mengalami ledakan populasi, yang dikenal dengan istilah Baby Boomers, dan berlanjut terus selama 18 (delapan belas) tahun, sehingga
Seminar Nasional IENACO ISSN:
 PENJADWALAN JOB SHOP MESIN MAJEMUK MENGGUNAKAN ALGORITMA NON DELAY (STUDI KASUS DI PT. WANGSA JATRA LESTARI) Hafidh Munawir, Wisnu Nur Cahyanto 1 Pusat Studi Logistik dan Optimisasi Industri (PUSLOGIN),
PENJADWALAN JOB SHOP MESIN MAJEMUK MENGGUNAKAN ALGORITMA NON DELAY (STUDI KASUS DI PT. WANGSA JATRA LESTARI) Hafidh Munawir, Wisnu Nur Cahyanto 1 Pusat Studi Logistik dan Optimisasi Industri (PUSLOGIN),
Jurnal Sketsa Bisnis Vol. 2 No. 1 Agustus 2015 Page 54
 PENGUKURAN EFETIFITAS PENJADWALAN PRODUKSI PADA PERUSAHAAN JO ORDER Khafizh Rosyidi Dosen Teknik Industri Fakultas Teknik Universitas Yudharta Pasuruan ASTRAK Production Planing and ontrol (PP) merupakan
PENGUKURAN EFETIFITAS PENJADWALAN PRODUKSI PADA PERUSAHAAN JO ORDER Khafizh Rosyidi Dosen Teknik Industri Fakultas Teknik Universitas Yudharta Pasuruan ASTRAK Production Planing and ontrol (PP) merupakan
PENJADWALAN PRODUKSI DENGAN METODE NON DELAY (STUDI KASUS BENGKEL BUBUT CHEVI SINTONG)
") PENJADWALAN PRODUKSI DENGAN METODE NON DELAY (STUDI KASUS BENGKEL BUBUT CHEVI SINTONG) Livia 1, Achmad Alfian 2 1 Jurusan Teknik Industri, Sekolah Tinggi Teknik Musi, Palembang Jl. Bangau 60 Palembang
PENJADWALAN PRODUKSI DENGAN METODE NON DELAY (STUDI KASUS BENGKEL BUBUT CHEVI SINTONG) Livia 1, Achmad Alfian 2 1 Jurusan Teknik Industri, Sekolah Tinggi Teknik Musi, Palembang Jl. Bangau 60 Palembang
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA
 BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1 Pengumpulan Data Pengumpulan data merupakan kegiatan mengumpul data yang telah dikumpulkan setelah mempelajari cara pengolahan data yang benar pada saat tinjauan
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1 Pengumpulan Data Pengumpulan data merupakan kegiatan mengumpul data yang telah dikumpulkan setelah mempelajari cara pengolahan data yang benar pada saat tinjauan
Perencanaan Produksi SAP ERP
 Materi #8 Perencanaan Produksi SAP ERP 2 6623 - Taufiqur Rachman 1 Sales Forecasting 3 Peramalan Penjualan dapat menggunakan data tahun lalu dikombinasikan dengan target keuangan dan inisiatif marketing
Materi #8 Perencanaan Produksi SAP ERP 2 6623 - Taufiqur Rachman 1 Sales Forecasting 3 Peramalan Penjualan dapat menggunakan data tahun lalu dikombinasikan dengan target keuangan dan inisiatif marketing
PENGGUNAAN ALGORITMA GENETIKA PADA PENJADWALAN PRODUKSI DI PT DNP INDONESIA PULO GADUNG
 PENGGUNAAN ALGORITMA GENETIKA PADA PENJADWALAN PRODUKSI DI PT DNP INDONESIA PULO GADUNG Suriadi AS, Ulil Hamida, N. Anna Irvani STMI Jakarta, Kementerian Perindustrian RI ABSTRAK Permasalahan yang terjadi
PENGGUNAAN ALGORITMA GENETIKA PADA PENJADWALAN PRODUKSI DI PT DNP INDONESIA PULO GADUNG Suriadi AS, Ulil Hamida, N. Anna Irvani STMI Jakarta, Kementerian Perindustrian RI ABSTRAK Permasalahan yang terjadi
PENGEMBANGAN MODEL PENJADWALAN MENGGUNAKAN TEKNIK SISIPAN (INSERTION TECHNIQUE)
") PENGEMBANGAN MODEL PENJADWALAN MENGGUNAKAN TEKNIK SISIPAN (INSERTION TECHNIQUE) IR. DINI WAHYUNI, MT. Fakultas Teknik Jurusan Teknik Industri Universitas Sumatera Utara 1. Latar Belakang Kecenderungan
PENGEMBANGAN MODEL PENJADWALAN MENGGUNAKAN TEKNIK SISIPAN (INSERTION TECHNIQUE) IR. DINI WAHYUNI, MT. Fakultas Teknik Jurusan Teknik Industri Universitas Sumatera Utara 1. Latar Belakang Kecenderungan
BAB I PENDAHULUAN. Penjadwalan produksi merupakan ketepatan suatu perusahaan dalam
 BAB I PENDAHULUAN 1.1. Latar Belakang Penjadwalan produksi merupakan ketepatan suatu perusahaan dalam mengasilkan produk yang telah disepakati sesuai dengan kesepakatan. Penjadwalan produksi sangat erat
BAB I PENDAHULUAN 1.1. Latar Belakang Penjadwalan produksi merupakan ketepatan suatu perusahaan dalam mengasilkan produk yang telah disepakati sesuai dengan kesepakatan. Penjadwalan produksi sangat erat
Penjadwalan Untuk Memininimalkan Total Tardiness Dengan Metode Integer Linear Programming
 https://doi.org/10.22219/jtiumm.vol18.no2.127-137 Penjadwalan Untuk Memininimalkan Total Tardiness Dengan Metode Integer Linear Programming Clara Yessica Livia *, Teguh Oktiarso Jurusan Teknik Industri,
https://doi.org/10.22219/jtiumm.vol18.no2.127-137 Penjadwalan Untuk Memininimalkan Total Tardiness Dengan Metode Integer Linear Programming Clara Yessica Livia *, Teguh Oktiarso Jurusan Teknik Industri,
PERANCANGAN SISTEM INFORMASI PENJADWALAN PRODUKSI PAVING BLOCK PADA CV. EKO JOYO
 Seminar Nasional Aplikasi Teknologi Informasi 2 (SNATI 2) ISSN: 197-522 Yogyakarta, 19 Juni 2 PERANCANGAN SISTEM INFORMASI PENJADWALAN PRODUKSI PAVING BLOCK PADA CV. EKO JOYO Moch. Arifin 1, Agus Rudyanto
Seminar Nasional Aplikasi Teknologi Informasi 2 (SNATI 2) ISSN: 197-522 Yogyakarta, 19 Juni 2 PERANCANGAN SISTEM INFORMASI PENJADWALAN PRODUKSI PAVING BLOCK PADA CV. EKO JOYO Moch. Arifin 1, Agus Rudyanto
PENJADWALAN MESIN PADA SISTEM PRODUKSI FLOW SHOP UNTUK MEMINIMALKAN KETERLAMBATAN
 PENJADWALAN MESIN PADA SISTEM PRODUKSI FLOW SHOP UNTUK MEMINIMALKAN KETERLAMBATAN Irwan Adi Saputro Siti Mundari Teknik Industri-Universitas 17 Agustus 1945 Surabaya sitimundari@yahoo.co.id ABSTRAK Tingginya
PENJADWALAN MESIN PADA SISTEM PRODUKSI FLOW SHOP UNTUK MEMINIMALKAN KETERLAMBATAN Irwan Adi Saputro Siti Mundari Teknik Industri-Universitas 17 Agustus 1945 Surabaya sitimundari@yahoo.co.id ABSTRAK Tingginya
PENERAPAN METODE ASAS PRIORITAS PADA PROSES PRODUKSI STUDI PADA KOPERASI BATUR JAYA, KABUPATEN KLATEN, PROVINSI JAWA TENGAH
 PENERAPAN METODE ASAS PRIORITAS PADA PROSES PRODUKSI STUDI PADA KOPERASI BATUR JAYA, KABUPATEN KLATEN, PROVINSI JAWA TENGAH Bennydiktus Agung Irvantoro J. Ellyawati Program Studi Manajemen, Fakultas Ekonomi
PENERAPAN METODE ASAS PRIORITAS PADA PROSES PRODUKSI STUDI PADA KOPERASI BATUR JAYA, KABUPATEN KLATEN, PROVINSI JAWA TENGAH Bennydiktus Agung Irvantoro J. Ellyawati Program Studi Manajemen, Fakultas Ekonomi
BAB 2 LANDASAN TEORI
 BAB 2 LANDASAN TEORI 2.1 Pengertian Penadwalan Penadwalan adalah aspek yang penting dalam pengendalian operasi baik dalam industri manufaktur maupun asa. Dengan meningkatkan titik berat kepada pasar dan
BAB 2 LANDASAN TEORI 2.1 Pengertian Penadwalan Penadwalan adalah aspek yang penting dalam pengendalian operasi baik dalam industri manufaktur maupun asa. Dengan meningkatkan titik berat kepada pasar dan
BAB 6 KESIMPULAN DAN SARAN
 BAB 6 KESIMPULAN DAN SARAN 6.1. Kesimpulan Berdasarkan penelitian dan analisis yang telah dilakukan dapat disimpulkan bahwa dengan menerapkan sistem penjadwalan dengan forward scheduling prioritas EDD
BAB 6 KESIMPULAN DAN SARAN 6.1. Kesimpulan Berdasarkan penelitian dan analisis yang telah dilakukan dapat disimpulkan bahwa dengan menerapkan sistem penjadwalan dengan forward scheduling prioritas EDD
2.1.1 PERANAN PENJAD WALAN DAN PENGARUHNYA
 BAB 2 LANDASAN TEORI Pada bab ini diuraikan tentang peranan penjadwalan dan pengaruhnya, definisi penjadwalan, tujuan penjadwalan, klasifikasi penjadwalan, istilah dan kriteria dalam penjadwalan, pendekatan
BAB 2 LANDASAN TEORI Pada bab ini diuraikan tentang peranan penjadwalan dan pengaruhnya, definisi penjadwalan, tujuan penjadwalan, klasifikasi penjadwalan, istilah dan kriteria dalam penjadwalan, pendekatan
BAB 2 TINJAUAN PUSTAKA
 BAB 2 TINJAUAN PUSTAKA 2.1. Penjadwalan Penjadwalan merupakan alat ukur yang baik bagi perencanaan agregat. Pesanan-pesanan aktual pada tahap ini akan ditugaskan pertama kalinya pada sumberdaya tertentu
BAB 2 TINJAUAN PUSTAKA 2.1. Penjadwalan Penjadwalan merupakan alat ukur yang baik bagi perencanaan agregat. Pesanan-pesanan aktual pada tahap ini akan ditugaskan pertama kalinya pada sumberdaya tertentu
SILABUS MATA KULIAH. 1. Mendiskusikan siklus manufaktur 2. Mendiskusikan peran perencanaan dan pengendalian produksi
 SILABUS MATA KULIAH Program Studi : Teknik Industri Kode Mata Kuliah : TKI-307 Nama Mata Kuliah : Perencanaan dan Pengendalian Produksi Jumlah SKS : 2 SKS Semester : V Mata Kuliah Pra Syarat : - Deskripsi
SILABUS MATA KULIAH Program Studi : Teknik Industri Kode Mata Kuliah : TKI-307 Nama Mata Kuliah : Perencanaan dan Pengendalian Produksi Jumlah SKS : 2 SKS Semester : V Mata Kuliah Pra Syarat : - Deskripsi