MEMBACA GAMBAR TEKNIK
|
|
|
- Ridwan Agusalim
- 6 tahun lalu
- Tontonan:
Transkripsi

1 MODUL MEMBACA GAMBAR TEKNIK SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN TEKNIK MESIN PROGRAM KEAHLIAN TEKNIK GAMBAR MESIN BAGIAN PROYEK PENGEMBANGAN KURIKULUM DIREKTORAT PENDIDIKAN MENENGAH KEJURUAN DIREKTORAT JENDERAL PENDIDIKAN DASAR DAN MENENGAH DEPARTEMEN PENDIDIKAN NASIONAL
2 MODUL MEMBACA GAMBAR TEKNIK SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN TEKNIK MESIN PROGRAM KEAHLIAN TEKNIK GAMBAR MESIN PENYUSUN DJOKO WINARNO BAGIAN PROYEK PENGEMBANGAN KURIKULUM DIREKTORAT PENDIDIKAN MENENGAH KEJURUAN DIREKTORAT JENDERAL PENDIDIKAN DASAR DAN MENENGAH DEPARTEMEN PENDIDIKAN NASIONAL
3 Kata Pengantar Dengan memanjatkan puji dan syukur kehadirat Allah SWT yang telah memberikan berkat, rahmat dan karunia-nya sehingga tersusunnya buku Modul MEMBACA GAMBAR TEKNIK ini. Buku Modul ini disusun berdasarkan Kurikulum SMK 2004 yang menerapkan prinsip prinsip pembelajaran berbasis kompetensi. merupakan suatu kompetensi, suatu kemampuan atau kecakapan yang harus dimiliki oleh peserta didik/diklat SMK dengan bidang keahlian Teknik Mesin khususnya pada program keahlian Teknik Gambar Mesin. Dengan mempelajari dan melaksanakan latihan latihan membaca gambar yang disajikan secara baik dalam pembuatan gambar maupun membaca gambarnya diharapkan buku modul ini dapat memperlancar proses belajar mengajar, dapat memberikan wawasan pada peserta Diklat di SMK khususnya dan para pembaca umumnya sebagai salah satu upaya untuk menyiapkan peserta diklat yang mampu bekerja, baik secara mandiri maupun mengisi lowongan pekerjaan sebagai tenaga kerja tingkat menengah. Selain itu keberadaan buku modul ini diharapkan dapat mengembangkan sikap profesional dalam pekerjaan serta menunjang pengembangan diri melalui jenjang pendidikan yang lebih tinggi. Dalam menyusun buku modul ini masih banyak kekurangan dan untuk itu penyusun mengharapkan kritikan yang sifatnya membangun demi perbaikan selanjutnya. Agustus 2005 Penyusun 3
4 Daftar Isi Halaman Sampul... Halaman Francis... Kata Pengantar... Daftar Isi... Peta Kedudukan Modul... Peristilahan / Glossarium BAB. I PENDAHULUAN... A. Deskripsi... B. Prasyarat... C. Petunjuk Penggunaan Modul... D. Tujuan Akhir... E. Kompetensi... F. Cek Kemampuan BAB. II PEMBELAJARAN... A. Rencana Belajar Siswa... B. Kegiatan Belajar KEGIATAN BELAJAR 1 : MEMBACA GAMBAR TEKNIK a. Tujuan Kegiatan Pembelajaran... b. Materi Pembelajaran KEGIATAN BELAJAR 2 : GAMBAR POTONGAN... a. Tujuan Kegiatan Pembelajaran... b. Materi Pembelajaran KEGIATAN BELAJAR 3 : UKURAN PADA GAMBAR KERJA... a. Tujuan Kegiatan Pembelajaran... b. Materi Pembelajaran KEGIATAN BELAJAR 4 : TOLERANSI DAN SUAIAN... a. Tujuan Kegiatan Pembelajaran
5 b. C. D. E. F. G. Materi Pembelajaran... Rangkuman... Tugas... Tes Formatif... Kunci Jawaban... Lembar Kerja BAB. III EVALUASI... A. Evaluasi Tes Formatif... B. Kunci Jawaban... BAB. IV PENUTUP... DAFTAR PUSTAKA... 5
6 Peta Kedudukan Modul M18. 1A M7. 6A M2.5C11A M9. 10B M7. 7A M9. 1A M9. 7B M9. 3A M7. 5A M9. 9B M9. 5A M9. 2A Keterangan : M2.5C11A M18.1A M9.1A Mengukur dengan menggunakan alat ukur Menggunakan perkakas tangan Menggambar dan membaca sketsa 6
7 M9.3A M7.5A M7.6A M7.7A M9.5A M9.7B M9.9B M9.10B Membaca gambar teknik dasar Mempersiapkan gambar teknik (dasar) Bekerja dengan mesin umum Melakukan pekerjaan dengan mesin bubut Melakukan pekerjaan dengan mesin frais Menggambar detail secara rinci Menggambar bagian secara rinci Menggambar 2D dengan sistem CAD Menggambar 3D dengan sistem CAD Peristilahan / Glossarium Istilah ISO JIS NEN DIN SII Piktorial Ortogonal Toleransi Keterangan Kependekan dari International Standartization for Organization yang berkedudukan di Swiss yang mengatur dan mengawasi standart, ukuran, managemen dan kualitas produk seluruh anggotanya di seluruh dunia. Kependekan dari Japan International Standart, yaitu standart Jepang yang digunakan dinegaranya dan kelompoknya. Standart yang dipunyai Belanda dan berkedudukan di negara Belanda untuk menstandarisasi ukuran ukuran dari Belanda NEDERLAND STANDARTZATION. Kependekan dari Dhate International Normalization yang berkedudukan di Jerman, untuk menstandarkan ukuran produk produk Jerman dan anggotanya. Kependekan dari Standart International Indonesia, berkedudukan di Indonesia dan digunakan untuk didalam negeri sendiri mengenai ukuran, managemen, dan ketentuan ketentuan lainnya. Untuk menampilkan gambar gambar 3 dimensi pada sebuah bidang 2 dimensi. Dapat kita lakukan dengan beberapa macam cara proyeksi sesuai dengan aturan menggambar. Gambar proyeksi yang bidang proyeksinya mempunyai sudut tegak lurus terhadap proyektornya. Garis garis yang memproyeksikan benda terhadap bidang proyeksi disebut Proyektor. Selisih penyimpangan ukuran membesar yang bisa digunakan dan selisih ukuran mengecil yang dapat 7
8 diterima oleh semua pekerja dan perusahaan industri. Batasan penyimpangan yang diizinkan dari suatu bentuk Toleransi Bentuk benda kerja terhadap bentuk benda kerja yang ideal. Batasan penyimpangan posisi yang diizinkan dari suatu benda kerja terhadap posisi suatu pasangan dari dua Toleransi Posisi atau beberapa benda kerja yang berpasangan sempurna. BAB. I PENDAHULUAN A. Deskripsi Judul modul ini adalah berisi empat bagian utama, yaitu Pendahuluan, Pembelajaran, Evaluasi dan Penutup. Modul ini digunakan setelah peserta didik mempelajari modul M9.1A dan digunakan sebagai prasyarat untuk melanjutkan ke modul seri M9.5A. Hasil belajar yang akan dicapai oleh peserta didik setelah mempelajari modul ini adalah memahami prinsip prinsip dasar mengerti membaca gambar dan mampu secara mendasar mengenai gambar teknik untuk benda benda sederhana, mampu belajar sendiri dari kekurangan yang diperoleh setelah melakukan pembelajaran. Pemahaman mengenai prinsip prinsip membaca gambar dan mengamati suatu gambar, mengevaluasi terhadap gambar gambar kerja akan berguna bagi peserta didik sebagai pembentukan watak dalam bekerja dibidang keahlian gambar teknik mesin dan akan menjadi kebiasaan positif setelah bekerja di industri sehingga menjadi salah satu penunjang budaya mutu dan kerja profesional. Hal ini akan menunjang pula pada peningkatan kemampuan (pengetahuan, keterampilan dan sikap) peserta dalam menguasai kompetensi lainnya dalam bidang keahlian gambar mesin. B. Prasyarat Persyaratan untuk mempelajari dan menggunakan modul ini adalah : 8
9 1. Peserta didik telah menyelesaikan dan telah dinyatakan berhasil menguasai kompetensi yang dipersyaratkan dalam modul seri. 2. Peserta didik telah mengikuti dan dinyatakan lulus test penguasaan kemampuan awal yang dipersyaratkan untuk mempelajari dan menggunakan modul ini. Test tersebut dilakukan oleh pihak berwenang untuk melakukan uji kompetensi. C. Petunjuk Penggunaan Modul 1. Penjelasan Bagi Siswa Dalam melaksanakan pembelajaran dengan menggunakan modul ini, peserta didik perlu memmperhatikan beberapa hal yaitu : a. Langkah langkah belajar yang ditempuh 1) Menyiapkan semua bukti penguasaan kemampuan awal yang diperlukan sebagai persyaratan untuk mempelajari modul. 2) Melaksanakan test kemampuan awal yang dipersyaratkan untuk mempelajari modul ini. 3) Mempelajari modul secara seksama. b. Perlengkapan yang diperlukan 1) Buku modul. 2) Pakaian untuk melaksanakan praktek gambar. 3) Mesin gambar dan perlengkapannya 4) Lembar kerja 5) Buku buku referensi. 6) Dan perlengkapan yang dibutuhkan. c. Hasil pelatihan yang diperoleh 1) Daftar nilai hasil pelatihan. 2) Portofolio. 3) Hasil pekerjaan gambar. 4) Bukti berapa hasil yang diperoleh. 2. Peran Guru a. Membantu siswa dalam merencanakan tahap belajar. b. Membimbing siswa melalui tugas tugas pelatihan yang dijelaskan dalam tahap belajar. c. Membantu siswa dalam menghadapi konsep dan praktek gambar dan menjawab pertanyaan. 9
10 d. e. f. g. h. i. D. Membantu siswa dalam mencantumkan dan mengakses sumber tambahan lain yang diperlukan untuk belajar. Mengorganisasikan kegiatan belajar kelompok jika diperlukan. Menentukan seorang pendamping/ahli di tempat kerja untuk membantu siswa. Melakukan atau melaksanakan penilaian. Menjelaskan kepada siswa mengenai bagian yang diperlukan untuk dibenahi dan rencana belajar selanjutnya. Mencatat pencapaian dan kemampuan siswa dalam belajar. Tujuan Akhir Tujuan akhir yang ingin dicapai setelah mempelajari modul ini : 1. a. b. c. d. e. f. g. h. i. j. k. l. m. n. o. Kinerja yang diharapkan Peserta didik mampu memperhatikan aspek keselamatan kerja. Peserta didik mampu menentukan persyaratan kerja. Peserta didik mampu mempersiapkan pekerjaan. Peserta didik mampu membaca gambar. Peserta didik mampu mengidentifikasikan gambar. Peserta didik mampu menjelaskan gambar. Peserta didik mampu mengerjakan tugas gambar. Peserta didik mampu memastikan besarnya ukuran. Peserta didik mampu membaca perintah perintah dalam gambar. Peserta didik mampu merencanakan langkah langkah penggambaran. Peserta didik mampu melaksanakan perintah dalam gambar. Peserta didik mampu mengidentifikasikan material yang dipakai. Peserta didik mampu mengidentifikasikan simbol pengajaran. Peserta didik mampu mengidentifikasikan simbol toleransi dan toleransi geometris dan nilainya. Peserta didik mampu mengidentifikasikan simbol kebesaran dan nilainya. 10
11 11
12 E. Kompetensi Bidang Keahlian Program Keahlian Kompetensi Kode Durasi Pembelajaran LEVEL KOMPETENSI KUNCI : : : : : Teknik Mesin Teknik Gambar Mesin menit A 2 B KONDISI KERJA C 2 D 1 E 1 F 1 Kegunaan Kompetensi Industri yang melakukan kegiatan permesinan Sumber Informasi Kode Standart Buku buku pedoman Referensi bahan dari produsen Pelaksanaan K3 Penanganan pemeliharaan alat gambar Bekerja dengan prosedur yang aman Kelengkapan Alat alat menggambar teknik Gambar teknik Contoh benda kerja Kegiatan Membaca gambar teknik Memilih gambar teknik yang benar 12 G 1
13 KRITERIA UNJUK KERJA Membaca gambar Komponen, teknik rakitan atau objek dikenali sesuai dengan permintaan. Mengidentifikasi jumlah benda kerja yang terdapat dalam gambar. Membaca gambar pandangan. SUB KOMPETENSI Ukuran ukuran diidentifikasi sesuai dengan bidang pekerjaan. Instruksi diidentifikasi dan diikuti sesuai dengan permintaan. Persyaratan material diidentifikasi sesuai dengan permintaan. Simbol simbol yang digunakan pada gambar dapat dikenali pada gambar LINKUP BELAJAR 3 Membaca gambar pandangan. MATERI UTAMA PEMBELAJARAN SIKAP PENGETAHUAN KETERAMPILAN Mengerti cara membaca gambar pandangan. Mengidentifika si jumlah benda kerja yang terdapat dalam gambar. Mengerti cara membaca gambar pandangan. Mengidentifikasi bentuk benda sesuai gambar. Identifikasi satuan ukuran yang digunakan pada satuan persiapan gambar. Mengidentifika si bentuk benda sesuai gambar. Mengidentifika sikan satuan ukuran yang digunakan pada persiapan gambar. Identifikasi ukuran ukuran dari bentuk utama benda kerja yang tercantum pada gambar. 13 Mengidentifika sikan ukuran ukuran dari bentuk utama benda kerja yang tercantum pada gambar.
14 Memilih gambar teknik yang benar Gambar diperiksadan disahkan kebenarannya dengan persyaratan atau peralatan kerja. Status diperiksa disahkan. 3 Identifikasi pengerjaan. 4 5 Mengidentifika sikan tanda pengerjaan. tanda Identifikasi langkah pengerjaan benda sesuai gambar. Mengidentifika sikan langkah pengerjaan benda sesuai gambar. Identifikasi bahan benda kerja sesuai gambar. Identifikasi dan pengertian simbol simbol yang digunakan pada gambar Mengidentifika sikan bahan benda kerja sesuai gambar. Mengidentifika sikan pengertian simbol simbol yang digunakan pada gambar Mengerti cara membaca gambar pandangan. Prosedur memeriksa dan mengesahkan gambar. gambar dan 14 Memahami prosedur memeriksa dan mengesahkan gambar. 6
15 1 2 3 Identifikasi gambar. 4 5 Mengidentifika si status gambar. status Identifikasi sumber informasi yang berhubungan dengan status gambar. Mengidentifika sikan sumber informasi yang berhubungan dengan status gambar. Prosedur perubahan gambar. Prosedur pengesahan gambar. Memahami prosedur perubahan gambar. Memahami prosedur pengesahan status gambar. status 15 6
16 16
17 F. Cek Kemampuan No. Indikator Kinerja Dan Kriteria Keberhasilan Memahami fungsi gambar teknik dasar. Mengetahui macam macam kertas gambar dan ukurannya. Mengetahui macam macam garis dan fungsinya. Mengetahui macam macam huruf dan angka standar 150. Mengetahui macam macam alat gambar dan fungsinya. Memahami proyeksi Pictorial. Memahami proyeksi Orthogonal. Mengetahui ketentuan proyeksi Isometrik, Dimetrik, miring. Mengetahui ketentuan proyeksi Eropa (Kwadran I). Mengetahui ketentuan proyeksi Amerika (Kwadran III). Dapat mengidentifikasikan jumlah benda kerja yang terdapat dalam pandangan. Mengerti cara membaca gambar pandangan. Mengidentifikasikan benda kerja sesuai dengan gambar. Dapat mengidentifikasikan ukuran ukuran dari bentuk utama dari kerja yang tercantum pada gambar. Dapat mengidentifikasikan simbol tanda pengerjaan. Dapat mengidentifikasikan langkah pengerjaan benda sesuai dengan gambar. Dapat mengidentifikasikan badan benda kerja sesuai gambar. Dapat mengidentifikasikan pengertian simbol simbol yang digunakan pada gambar. Dapat mengidentifikasikan simbol harga kasaran. Dapat mengidentifikasikan simbol simbol toleransi bentuk dan posisi Cek Kemampuan Ya Tidak 17
18 BAB. II PEMBELAJARAN A. Rencana Belajar Siswa Rencana pelaksanaan belajar adalah sebagai berikut Kompetensi : No. Kegiatan Belajar 1. Memahami fungsi gambar teknik. Memahami alat alat gambar teknik dan fungsinya. Memahami macam macam kertas dan ukurannya. Memahami macam macam kertas dan fungsinya. Memahami macam macam huruf dan angka standar 150. Memahami macam macam proyeksi Piktorial. Memahami ketentuan proyeksi Isometrik, Dimetrik dan miring. Memahami proyeksi Orthogonal. Memahami ketentuan membaca gambar pandangan. Memahami identifikasi bentuk benda sesuai gambar. Memahami identifikasi satuan ukuran. Memahami identifikasi tanda pengerjaan. Memahami identifikasi langkah pengerjaan benda sesuai gambar. Memahami identifikasi simbol simbol yang digunakan pada gambar Tanggal Waktu Tempat Perubahan Paraf 18
19 B. Kegiatan Belajar 1. KEGIATAN BELAJAR I : MEMBACA GAMBAR TEKNIK a. Tujuan kegiatan pembelajaran, peserta diklat dapat : 1) 2) 3) 4) 5) 6) 7) 8) 9) 10) 11) 12) 13) 14) Memahami fungsi gambar teknik. Memahami alat alat teknik dan fungsinya. Memahami macam macam kertas gambar dan fungsinya. Memahami macam macam garis dan fungsinya. Memahami macam macam huruf dan angka standart ISO. Memahami macam macam proyeksi Piktorial. Memahami ketentuan proyeksi Isometrik, Dimetrik dan miring. Memahami proyeksi Orthogonal. Memahami ketentuan membaca gambar pandangan. Memahami identifikasi bentuk benda sesuai gambar kerja. Memahami identifikasi satuan ukuran. Memahami identifikasi tanda pengerjaan. Memahami identifikasi langkah pengerjaan benda sesuai gambar kerja. Memahami identifikasi simbol simbol yang digunakan pada gambar teknik. b. Materi pembelajaran 1) MEMAHAMI FUNGSI GAMBAR TEKNIK Dalam bidang keteknikan peranan gambar teknik sangatlah penting. Gambar teknik berfungsi sebagai alat informasi dari orang ke orang lain. Gambar teknik adalah sebagai alat komunikasi, disebut juga gambar teknik adalah bahasanya orang orang teknik. 2) PERSIAPAN MENGGAMBAR Untuk mencapai tujuan menggambar yang baik, yaitu memenuhi standar, kita perlu mempersiapkan alat alat 19
20 gambar yang baik pula dan ditunjang dengan keterampilan menggunakakan alat - alat gambar. Tentu saja hanya bermodal peralatan yang lengkap, peserta diklat belum dapat terampil menggambar, kalau tanpa latihan. Dengan peralatan sederhanapun, jika penggunaan alat alat gambar dilaksanakan dengan baik, konsekuen dan disiplin, akan membantu didalam keberhasilan menggambar. Sekali lagi ketekunan, kerajinan, kekonsekuenan dan kedisiplinan dalam menggunakan alat, merupakan langkah awal untuk keberhasilan dalam menggambar teknik. Alat alat yang biasa dipakai dalam menggambar teknik mesin antara lain : a) Kertas gambar dengan standarnya (ukurannya). b) Pensil, pena atau rapido. c) Jangka dan kelengkapannya. d) Macam macam mistar (mistar segitiga, mistar T). e) Mal busur (kurva). f) Mal huruf dan angka. g) Meja gambar dan kelengkapannya. h) Penghapus dan pelindung penghapus. a) Cara menentukan ukuran kertas gambar Kertas gambar mempunyai ukuran panjang dan lebar. Sebagai ukuran pokok dari kertas gambar, diambil ukuran A0 yang mempunyai luas 1m2 atau mm2. perbandingan lebar dan panjangnya sama dengan perbandingan dari sisi bujursangkar dengan diagonalnya (lihat gambar 2.1!). Jika bujursangkar mempunyai lebar (sisi) x dan diagonalnya, selanjutnya x dipakai sebagai lebar kertas gambar dan y sebagai panjang kertas gambar (lihat gambar 2.2!). 20

.")
21 Gambar 2.1 Gambar 2.2 Karena ukuran kertas gambar A0 mempunyai luas x.y= mm2, x.y= mm2. dengan, maka : Jadi ukuran pokok kertas gambar yang sudah distandarkan adalah ukuran A0 dengan panjang 1189 mm dan lebarnya 841 mm (dibulatkan). Adapun untuk mendapatkan ukuran kertas gambar lainnyatinggal membagi dua, yaitu untuk ukuran : (1) A1 didapat dari A0 dibagi dua. (2) A2 didapat dari A1 dibagi dua. (3) A3 didapat dari A2 dibagi dua. (4) A4 didapat dari A3 dibagi dua. Dan seterusnya (lihat gambar 2.3!). ukuran A1 ukuran A2 21
22 ukuran A4 ukuran A4 ukuran A3 Gambar 2.3 Ukuran standar kertas gambar (ISO 216) Sesuai dengan sistem ISO (International Standardization for Organization) dan NNI (Nederland Normalisatie Instituet), ukuran kertas gambar ditentukan sebagai berikut (lihat tabel 2.1!). Selanjutnya kertas gambar diberi garis tepi sesuai dengan ukurannya. C pada tabel adalah ukuran tepi bawah, tepi atas dan tepi kanan, sedangkan tepi kiri untuk setiap ukuran kertas gambar ditetapkan 20mm (hal ini dimaksudkan untuk membundel; jika kertas gambar dibundel tidak mengganggu gambarnya). Tabel 2.1 Ukuran kertas gambar Ukuran A0 A1 A2 A3 A4 A5 b) Ukuran Lebar Panjang 841 mm 1189 mm 594 mm 841 mm 420 mm 594 mm 297 mm 420 mm 210 mm 297 mm 148 mm 210 mm Sisi Kiri mm mm mm mm mm mm C 10 mm 10 mm 10 mm 10 mm 5 mm 5 mm Jenis jenis pensil dan penggunaannya Pensil yang digunakan untuk menggambar ada tiga macam, yaitu pensil biasa, pensil yang dapat diisi kembali dan pensil mekanik. Ketiga jenis pensil ini mempunyai tingkat kekerasan tertentu, mulai dari yang lunak sampai yang keras. Tingkat kekerasan pensil dapat dilihat pada tabel 2.2 berikut Tabel 2.2 Tingkat kekerasan pensil Lunak Sedang Keras Keterangan 22
. (1) Meruncingkan pensil Pensil biasa perlu diruncingkan.")
23 2B B 4H 3B HB 5H 4B F 6H 5B H 7H 6B 2H 8H 7B 3H 9H H = Hard B = Black HB = Half Black F = Firm Angka didepan huruf H menunjukkan tingkat kekerasannya (semakin besar angkanya, semakin keras). Angka didepan huruf B menunjukkan tingkat kelunakannya (semakin lunak, angkanya semakin besar). (1) Meruncingkan pensil Pensil biasa perlu diruncingkan. Salah satu faktor baik atau buruknya suatu garis tergantung pada cara meruncingkan pensil. Oleh karena itu, meruncingkan pensil harus baik. Meruncingkan pensil jangan digosok gosokkan ke dinding, meja atau lantai, sehingga dinding atau meja menjadi kotor. Untuk keperluan meruncingkan pensil dengan baik, kita harus menyediakan ampelas halus (no. 220 atau no. 400) yang disimpan atau diletakkan pada pelat seng (lihat gambar 2.4!) Gambar 2.4 (2) Menggunakan pensil 23

 Macam macam penggaris Penggaris yang digunakan waktu menggambar antara lain : (1) Penggaris atau")
24 Untuk mendapatkan garis yang baik (rata dan tajam) maka pensil harus ditarik dan diputar sambil ditekan pelan pelan dan kedudukan pensil 600 terhadap garis yang akan dibuat (liaht gambar 2.5 berikut!) Gambar 2.5 c) Macam macam penggaris Penggaris yang digunakan waktu menggambar antara lain : (1) Penggaris atau mistar segitiga (sepasang). (2) Mistar T (Teken Hak). (3) Mistar skala. Perhatikan gambar 2.6! Gambar

25 Keterangan : 1. Mistar siku Mistar siku -600/ Mistar T (Teken Hak). 4. Mistar skala. 5. Meja gambar. Mistar skala yaitu mistar untuk mengukur dengan ukuran skala, misalnya skala 1 : 2, 1 : 3 dan seterusnya. Gambar 2.7 (1) Cara (sepasang segitiga) menggunakan mistar Untuk membuat garis tegak lurus atau garis sejajar, baik tegak maupun mendatar, dapat kita gunakan sepasang mistar segitiga (lihat gambar 2.7!). Caranya sebagai berikut : (a) Letakkan mistar 450 mendatar dengan posisi 1! (b) Letakkan mistar 300 atau 600 rapat pada sisi bawah dan peganglah (tekan)! (c) Bila kita membuat garis garis sejajar sumbu x, geserkan mistar 450 ke atas atau ke bawah (lihat anak panah) sesuai dengan kebutuhan! (d) Putarkan mistar 450 menjadi posisi 2 untuk membuat garis yang sejajar sumbu y atau garis garis yang tegak lurus sumbu x! 25
26 (e) (2) Dengan menggeser mistar 450 pada posisi 1 dan memutar mistar 450 ke posisi 2, kita dapat membuat garis garis mendatar maupun garis garis tegak. Pemeliharaan mistar segitiga Pemeliharaan alat gambar sering diabaikan oleh siswa antara lain : (a) Kebersihan; misalnya mistar yang dipakai tidak dibersihkan, sehingga kertas gambar menjadi kotor. Oleh karena itu, mistar gambar sebelum dipakai harus dibersihkan terlebih dahulu (dilap, bila perlu dicuci). (b) Mistar segitiga atau mistar gambar yang lain, tanpa disadari digunakan untuk memukul, digunakan untuk memotong kertas, hingga mistar menjadi cacat dan bila dipakai untuk menggambar maka hasil garisnya tidak lurus lagi. Oleh karena itu, jangan sekali kali memotong dengan menggunakan mistar gambar, pakailah mistar pemotong yang khusus! (c) Mistar segitig terbuat dari plastik atau mika, sehingga pada ujungnya sering terjadi perubahan bentuk (membengkok); mungkin karena jatuh, perubahan temperatur atau tekanan tekanan yang menyebabkan perubahan bentuk. Biasanya perubahan ini tidak terlihat, tetapi bila mistar itu kita pakai maka akan terjadi ketidaksejajaran dalam menarik garis yang satu dengan yang lainnya (lihat gambar dibawah ini!). 26
.")

27 Gambar 2.8 Pada posisi 1, bagian segitiga berada diatas segitiga lainnya dengan alas berimpit penuh. Pada posisi 2, alas segitiga tidak berimpit penuh (lihat tanda x pada gambar!). Karena ada lengkungan yang tidak terlihat pada ujung segitiga maka garis yang dihasilkan m tidak sama dengan n. Oleh karena itu, sebelum dipakai, segitiga harus diperiksa dahulu ketegaklurusannya, yaitu dengan meletakkan segitiga pada garis lurus (diatas segitiga lainnya), seperti pada gambar 2.9. Gambar 2.9 (d) Tempatkan segitiga pada posisi 1 dan buat garis (m)! 27
 Jika garis m dan n tidak sejajar (berimpit) maka mistar tersebut harus diluruskan, yaitu dengan cara menggosokkan segitiga yang lengkung tersebut pada ampelas yang disimpan diatas meja rata atau")
28 (e) Kemudian balikkan segitiga pada posisi 2 dan buatlah garis (n)! (f) Jika garis m dan n tidak sejajar (berimpit) maka mistar tersebut harus diluruskan, yaitu dengan cara menggosokkan segitiga yang lengkung tersebut pada ampelas yang disimpan diatas meja rata atau meja kaca, sambil berulang ulang memriksa atau mencoba kembali sampai garis yang dihasilkan sejajar (berimpit)! d) Macam macam mal Gambar 2.10 Mal yang dipakai untuk menggambar teknik terdiri atas : (1) (2) (3) (4) (5) (1) Mal huruf. Mal busur (kurva). Mal lingkaran. Mal elips. Mal khusus (tanda tanda pengerjaan dan semacamnya). Huruf dan mal huruf Mal huruf yaitu alat yang digunakan untuk membuat huruf dengan perantaraan pen atau rapido. Mal huruf mempunyai ukuran 0,25; 0,35; 0,5; 1,4 dan 2 mm (lihat gambar 2.11a berikut!). 28
 Huruf dan angka Huruf dan angka yang dipakai pada gambar teknik, yang dianjurkan oleh ISO")

29 Gambar 2.11a (2) Huruf dan angka Huruf dan angka yang dipakai pada gambar teknik, yang dianjurkan oleh ISO 3098/1-1974, harus mudah dibaca dan ditulis, bentuk huruf miring atau tegak. Contoh atau gambaran dari huruf dan angka yang dipakai pada gambar teknik adalah sebagai berikut. (a) Penulisan huruf dan angka tegak Gambar 2.11b Type A( /14).h; yaitu tinggi huruf = h tebal huruf = (1/14).h 1 29
 Ukuran huruf standar Perbandingan tinggi dan lebar huruf diambil dari perbandingan ukuran kertas yang distandarkan, yaitu Contoh 2.")
30 (b) Penulisan huruf dan angka miring Gambar 2.11c Type A(1/14).h, yaitu : tinggi huruf = h tebal huruf = (1/14).h miring huruf = 750 (c) Ukuran huruf standar Perbandingan tinggi dan lebar huruf diambil dari perbandingan ukuran kertas yang distandarkan, yaitu Contoh 2.1 Jika huruf mempunyai tinggi h = 14 mm, berapa lebar hurufnya (x = lebar huruf)? Jawab: 30
31 Dengan h = 14 mm, maka : jadi lebar hurufnya adalah 9,899 mm atau dibulatkan 10 mm. Ketentuan ketentuan ukuran huruf yang dianjurakan dapat dilihat pada tabel 2.3 berikut. Tabel 2.3 Ukuran huruf dan angka standar Perbandingan Sifat Type A Type B tinggi huruf tinggi huruf kecil jarak antar huruf jarak antar garis jarak antar kata tebal huruf h ( /14).h (2/14).h (20/14).h (6/14).h (1/14).h 10 h ( /10).h (2/10).h (14/10).h (6/10).h (1/10).h 7 Keterangan tabel : i. Tinggi huruf kecil; tinggi huruf kecil disini adalah tinggi huruf kecil diantara huruf yang dipakai, tinggi huruf kecil ini tanpa tangkai dan kaki (huruf b, k, l = bertangkai dan j, g = berkaki). ii. Tinggi huruf kecil untuk type A = (10/14).h dan untuk type B = (7/10).h, seperti tampak pada contoh berikut. Contoh 2.2 Berapakah tinggi huruf kecil untuk huruf type A dan B untuk tinggi huruf besar 14 mm? Jawab : Tinggi huruf kecil untuk type A 10 adalah ( /14).h. Dengan h = 14 mm, maka : (10/14).14 = 10 mm. 31
.h dan untuk type B (2/10).h. iv.")
32 Tinggi huruf kecil untuk type B adalah (7/10).h. Dengan h = 14 mm, maka : (7/10).14 = 9,8 mm dibulatkan 10 mm. iii. Jarak antar huruf; jarak antar huruf disini adalah jarak antara huruf yang satu dan lainnya dalam satu kata, yaitu untuk type A (2/14).h dan untuk type B (2/10).h. iv. Jarak antar garis; jarak antar garis disini adalah jarak antara batas bawah huruf besar dan batas atas huruf besar dibawah (lihat contoh 2.3!). Contoh 2.3 Untuk type A, jarak antar garisnya (20/14).h. Untuk type A, jarak antar garisnya (14/10).h. Gambar 2.11d v. Jarak antar kata; bila dalam suatu kalimat ada dua kata yang disambung (misalnya baja nikel) maka jarak antara kata baja dan nikel tersebut dianjurkan : Untuk penggunaan type huruf A, jaraknya 6 /14.h. Untuk penggunaan type huruf B, jaraknya 6 /10.h. Contoh 2.4 Jika menggunakan huruf standar type A dengan tinggi 14 mm maka jarak antar katanya adalah (6/14).14 = 16 mm, sedangkan bila menggunakan type B dengan tinggi huruf 14 mm maka jarak antar katanya adalah (6/10).14 = 8,4 mm. vi. Tebal huruf; tebal huruf yaitu tebal pena yang digunakan untuk membuat huruf. Ukuran pena tersebut harus disesuaikan dengan tinggi huruf dan type huruf yang kita gunakan. Tebal huruf yang dianjurkan adalah : 32
 x 7 = 0,5 mm. Untuk huruf type B, tebal hurufnya adalah 1 ( /10) x 7 = 0,7 mm. vii.")
33 Untuk type huruf A, tebal hurufnya adalah /14.h. Untuk type huruf B, tebal hurufnya adalah 1 /10.h. 1 Contoh 2.5 Jika kita menggunakan tinggi huruf h = 7 mm, maka : Untuk huruf type A, tebal hurufnya adalah 1 ( /14) x 7 = 0,5 mm. Untuk huruf type B, tebal hurufnya adalah 1 ( /10) x 7 = 0,7 mm. vii. Macam macam huruf ; macam macam huruf lainnya yaitu dapat dilihat pada gambar berikut! Diantaranya : Jenis ISOCT SHX tegak (gambar 2.10e). Jenis ISOCT SHX miring (gambar 2.10f). Technic bolt (gambar 2.10g). TT ISOTEUR/italic (gambar 2.10h). Gambar 2.11e 33

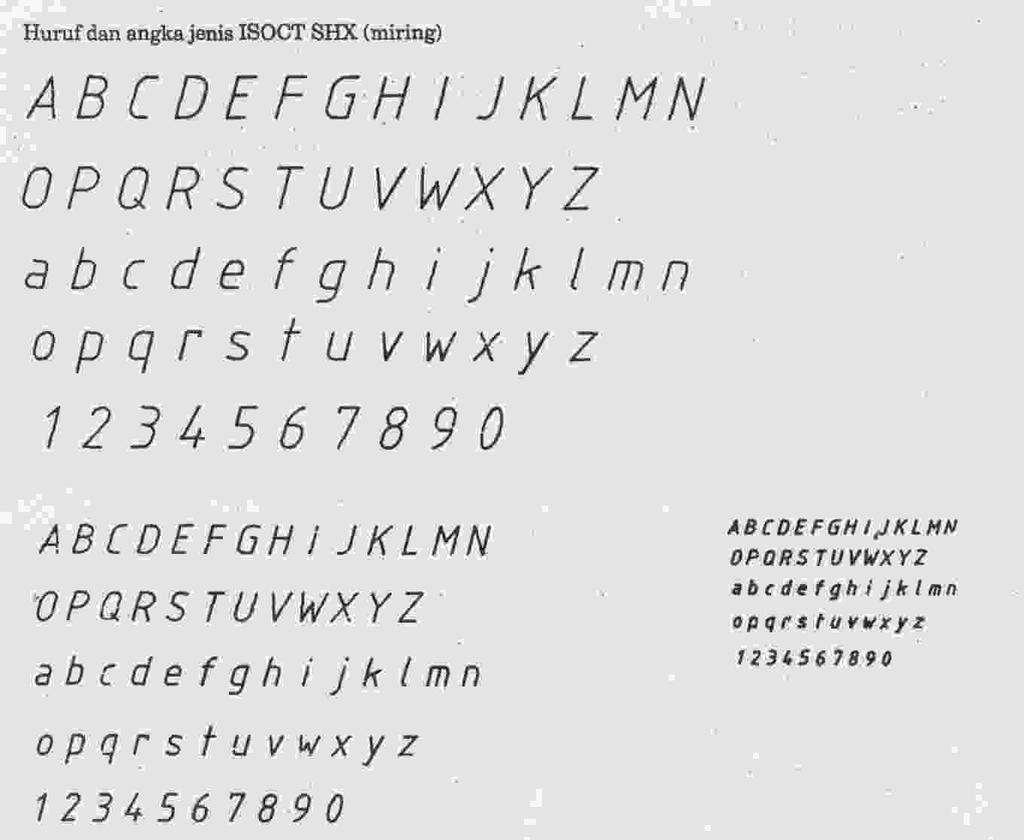
34 Gambar 2.11f Gambar 2.11g 34
 Mal busur (mal kurva) 12 Untuk membuat")

35 Gambar 2.11h (3) Mal busur (mal kurva) Gambar 2.12 Untuk membuat lengkungan lengkungan yang teratur, misalnya lengkungan parabola, hiperbola, epicicloida, hipocicloida dan semacamnya 35


36 dapat kita gunakan mal busur. Misalnya lengkungan parabola yang memotong titik 1, 2, 3, 4, 5 dan seterusnya pada gambar diatas. Untuk garis yang memotong titik 1, 2 dan 3, mal ditempatkan pada posisi 1, sedangkan untuk titik titik 4, 5, dan 6, mal digeser pada posisi 2 sehingga didapatkan lengkungannya. (4) Mal elips Mal elips digunakan untuk membuat elips, misalnya gambar gambar silinder, cincin poros dan bentuk bentuk elips lainnya. Gambar 2.13 Gambar dibawah ini merupakan gambar yang dibuat dengan potongan mal elips. Gambar 2.14 (5) Sablon atau mal dengan bentuk lain Sablon atau mal dengan bentuk lain yang khusus ini mempunyai bermacam macam bentuk, misalnya untuk simbol simbol pengerjaan, tanda pengerjaan, anak panah atau simbol simbol konstruksi pipa. Ada juga mal untuk simbol kelistrikan dan lain lain. Salah satu contoh mal dengan bentuk 36
 Penghapus dan pelindung penghapus Penghapus yang kita pakai, untuk menghapus garis pensil yang tidak berguna, berupa penghapus putih halus (supaya tidak meninggalkan warna).")
37 lain adalah mal untuk tanda pengerjaan (lihat gambar 2.15!). Gambar 2.15 (6) Penghapus dan pelindung penghapus Penghapus yang kita pakai, untuk menghapus garis pensil yang tidak berguna, berupa penghapus putih halus (supaya tidak meninggalkan warna). Bagian gambar yang dekat terhadap garis yang dihapus, perlu dilindungi (supaya tidak terhapus) dengan pelindung penghapus. (7) Pena gambar Bila kita akan membuat gambar asli, yaitu gambar yang ditinta, maka kita menggunakan pena. Pena ini ada dua macam, yaitu pena dengan mata atau daun dapat diatur (trek - pen) dan pena dengan ketebalan tetap (tergantung pada ukuran yang diinginkan) dengan ukuran yang bermacam macam, yang kita kenal dengan rapido (lihat gambar 2.16!). 37
 Bagian bagian pena dan kegunaannya Untuk memahami bagian bagian pena dan keguanaannya, perhatikan gambar 2.17! No.")
38 Gambar 2.16 Keterangan : (dalam) Rapido. Mahkota atau kepala (luar). Mahkota atau kepala Tutup. Kunci pembuka pena. Tabung tinta. Rumah pena. Pena. Tangkai. (a) Bagian bagian pena dan kegunaannya Untuk memahami bagian bagian pena dan keguanaannya, perhatikan gambar 2.17! No. 1 Mur pengatur; untuk mengatur ketebalan garis yang diinginkan (lihat ukuran d dibawah!). No. 2 Mata pena (daun pena) yang dapat bergerak sesuai dengan putaran mur 1. No. 3 Tangkai. No. 4 Lubang pengunci. No. 5 Baut pengikat pena. 38
39 No. 6 Daun pena (mata pena) yang dapat diputar. No. 7 Bagian bagian pena yang perlu mendapat perawatan (dibersihkan atau diratakan). Gambar 2.17 (b) Penggunaan trekpen Waktu kita membuat gambar dengan trek pen, perlu kita perhatikan hal hal berikut : i. Tinta yang kita isikan diantar dua mata pena dengan tinggi x pada gambar 2.17 diatas, jangan terlalu banyak (x = ± 3-5 mm). 39
40 ii. Bagian luar daun pena harus dalam keadaan bersih (bebas tinta). Lihat No. 8 pada gambar! iii. Penggaris yang kita pakai harus kita ganjal bagian bawahnya (antara kertas nomor 10 dengan mistar nomor 9 pada gambar diatas, dipasang pita gambar atau diletakkan mistar lain). Dapat pula dengan cara membalik penggaris dengan kedudukan bagian miringnya berada dibawah (lihat gambar 2. 18! ). Gambar 2.18 Pada saat menarik garis, harus tegak dan ditarik 600 ke arah garis yang dibuat (lihat gambar 2.18 diatas!). iv. Jika mata pena bagian luarnya basah dengan tinta, maka tinta basah tersebut akan menempel atau membasahi mistar dan terhisap oleh kertas. Hal itu akan mengakibatkan terjadi pelebaran tinta diantara kertas dan pena (lihat gambar dibawah pada posisi 1, dan bila pena ditarik ke posisi 2 akan terdapat suatu garis). Setelah selesai menggaris, kemudian penggaris digeser dari posisi A ke posisi B, akan terbentuk hasil garisan yang tidak memuaskan (gagal). Oleh karena itu, hal hal yang perlu diperhatikan 40
 Jangka Jangka adalah alat untuk membuat lingkaran atau busur lingkaran, baik dengan ujung potlot atau dengan tinta.")
41 diatas harus dipahami dan dilaksanakan, dicoba dan dilatih berkali kali sehingga mempunyai pengalaman sendiri. Gambar 2.19 (8) Jangka Jangka adalah alat untuk membuat lingkaran atau busur lingkaran, baik dengan ujung potlot atau dengan tinta. (a) Macam macam jangka Jangka terdiri atas : jangka besar yang dapat membuat lingkaran antara 100 sampai dengan 200 mm. ii. jangka sedang yang dapat membuat lingkaran antara 50 sampai dengan 100 mm. iii. jangka kecil (biasanya mempunyai pegas, disebut jangka pegas) yang dapat membuat lingkaran antara 5 sampai 50 mm. iv. jangka Orleon digunakan untuk membuat lingkaran yang tidak dapat dibuat oleh jangka kecil. Jangka Orleon ini dapat membuat lingkaran dengan diameter 1mm sampai 5 mm. i. (b) Kotak jangka (penyimpan jangka) 41
. Gambar 2.20a Jangka dan kelengkapannya 42")
42 Jangka disimpan didalam kotak jangka sesuai dengan tempat dan bentuk dari jangka tersebut. (lihat gambar dibawah ini!). Gambar 2.20a Jangka dan kelengkapannya 42

43 (c) Gambar 2.20b Bagian bagian jangka 43
 Pen atau trek pen setelah dipakai harus segera dibersihkan.")
44 Gambar 2.21 Keterangan : 1. Kaki yang bisa (d) atau rapido Kepala. 9. ditolak Hantaran lurus. 10. Mur pengencang. Kaki. 11. Rumah potlot. Klem jarum. 12. Mur penjepit. Jarum. 13. Trek pen. Bagian engsel. 14. Tangkai pen Sekrup. Sendi atau engsel. 15. Pen atau rapido Pemeliharaan pen (trek pen) Pen atau trek pen setelah dipakai harus segera dibersihkan. Dengan memutar daun atau 44

 kearah pena (lihat gambar)! iii.")
45 mata pena maka kita dapat membersihkan bagian dalam dari trek pen tersebut dengan mudah. Gambar 2.22 Jika mata pena bagian yang satu dengan bagian lainnya tidak rata, maka mata pena tersebut dapat diratakan dengan cara mengasahnya menggunakan ampelas halus atau dengan batu asah (lihat gambar diatas!). Untuk membersihkan pen (rapido), dapat ditempuh langkah berikut. i. Lepaskan pena dari tangkai atau rumahnya dengan menggunakan kunci pena yang tersedia! ii. Semprotkan air bersih (air keran) kearah pena (lihat gambar)! iii. Ketuk ketukkan dengan perlahan untuk mengeluarkan tinta didalam pen tersebut dan semprot kembali dengan air keran sampai bersih! 45

46 Gambar 2.23 (e) Papan gambar Ukuran papan gambar disesuaikan dengan ukuran kertas gambar. Misalnya untuk ukuran kertas A0 ukuran papan gambarnya 1200 x 900 mm dan untuk ukuran kertas A1 ukuran papannya 600 x 450 mm. Papan gambar dapat dibuat dari kayu lapis (ply wood) dengan alas kertas atau plastik lunak, atau dapat pula dibuat dari kayu keras lainnya. Papan gambar diletakkan diatas meja atau ditempatkan diatas standar yang dibuat khusus (lihat gambar 2.24!). Gambar ) ETIKET ATAU KEPALA GAMBAR Setiap gambar kerja yang dibuat, selalu ada etiketnya. Etiket dibuat di sisi kanan bawah kertas gambar. Pada etiket (kepala gambar) ini, kita dapat mencantumkan : nama yang membuat gambar nama gambar nama instansi, departemen atau sekolah 46

 proyeksi piktorial dimetris. (b) proyeksi piktorial isometris. (c) proyeksi piktorial miring. (d) perspektif.")
47 nomor gambar tanggal menggambar atau selesainya gambar tanggal diperiksanya gambar dan nama yang memeriksa ukuran kertas gambar yang dipakai skala gambar proyeksi yang dipakai pada gambar tersebut satuan ukuran yang digunakan berbagai data yang diperlukan untuk kelengkapan gambar. Beberapa contoh etiket dapat dilihat pada gambar berikut. Gambar 2.25 Gambar 2.26 GAMBAR PROYEKSI PIKTORIAL 4) Untuk menampilkan gambar gambar tiga dimensi pada sebuah bidang dua dimensi, dapat kita lakukan dengan beberapa macam cara proyeksi sesuai dengan aturan menggambar. Beberapa macam cara proyeksi itu antara lain : (a) proyeksi piktorial dimetris. (b) proyeksi piktorial isometris. (c) proyeksi piktorial miring. (d) perspektif. 47
 Proyeksi isometris Ciri proyeksi isometris (1) Untuk mengetahui apakah suatu gambar disajikan dalam bentuk proyeksi isometris atau untuk menyajikan gambar tiga dimensi pada bidang dengan")
48 Untuk membedakan masing masing proyeksi tersebut, dapat kita lihat pada gambar Gambar 2.27 (a) Proyeksi isometris Ciri proyeksi isometris (1) Untuk mengetahui apakah suatu gambar disajikan dalam bentuk proyeksi isometris atau untuk menyajikan gambar tiga dimensi pada bidang dengan proyeksi isometris, perlu kiranya kita mengetahui terlebih dahulu ciri dan syarat syarat untuk membuat gambar dengan proyeksi tersebut. Adapun ciri ciri gambar dengan proyeksi isometris adalah sebagai berikut : i. ii. Ciri pada sumbu Sumbu x dan 0 sumbu y mempunyai sudut 30 terhadap garis mendatar. Sudut antara sumbu satu dan sumbu lainnya Untuk lebih jelasnya, perhatikan gambar 2.27 Ciri pada ukuran 48
 Penyajian gambar dengan proyeksi isometris dapat dilakukan dengan kedudukan normal, terbalik atau horizontal. Proyeksi isometris dengan kedudukan i.")
49 Panjang gambar pada masing masing sumbu sama dengan panjang benda yang digambarnya (lihat gambar 2.27!). Gambar 2.28 Penyajian proyeksi isometris (2) Penyajian gambar dengan proyeksi isometris dapat dilakukan dengan kedudukan normal, terbalik atau horizontal. Proyeksi isometris dengan kedudukan i. normal Kedudukan normal mempunyai sumbu dengan sudut sudut seperti tampak pada gambar


50 Gambar 2.29 Proyeksi isometris dengan kedudukan ii. terbalik Mengenai hal ini dapat dilaksanakan dengan dua cara, yaitu : Memutar gambar dengan sudut ke kanan dari kedudukan normal, sesuai dengan kedudukan sumbunya (lihat gambar 2.30 berikut!). Gambar 2.30 Mengubah kedudukan benda yang digambar dengan tujuan untuk memperlihatkan bagian bawah benda tersebut (lihat gambar 2.31 dan 2.32 berikut!). 50


51 Gambar 2.31 Gambar 2.32 iii. horizontal Proyeksi isometris dengan kedudukan Sebagaimana cara yang dilakukan untuk menggambar kedudukan proyeksi isometris terbalik, yaitu dengan memutar sumbu utama 1800 dari sumbu normal, maka untuk kedudukan horizontal nya 2700 ke kanan dari kedudukan sumbu normalnya (lihat gambar 2.33!). 51

 Proyeksi dimetris sebagai berikut.")
52 Gambar 2.33 Mengubah kedudukan benda, yaitu untuk memperlihatkan bagian samping kiri (yang tidak terlihat) sebagaimana terlihat pada gambar Gambar 2.34 Proyeksi dimetris (3) Proyeksi dimetris sebagai berikut. ketentuan Sumbu utamanya mempunya sudut i. dan mempunyai (lihat gambar 2.35!). 52
 Ukuran pada Ukuran pada yaitu 20 mm.")
53 ii. Perbandingan skala ukuran pada sumbu x 1 : 1, pada sumbu y = 1 : 2 dan pada sumbu z = 1 : 1. Gambar 2.35 Gambar kubus yang digambar dengan proyeksi dimetris di bawah ini, mempunyai sisi 40 mm. Gambar 2.36 Keterangan : sumbu x digambar 40 mm. sumbu y digambar setengahnya, sumbu z digambar 40 mm. (4) Ukuran pada Ukuran pada yaitu 20 mm. Ukuran pada Proyeksi miring (sejajar) Pada proyeksi miring, sumbu x berimpit dengan garis horizontal atau mendatar dan sumbu 53

 Gambar perspektif Dalam gambar teknik mesin, gambar perspektif jarang dipakai.")
54 y mempunyai sudut 450 dengan garis menfatar. Skala ukuran untuk proyeksi miring ini sama dengan skala pada proyeksi dimetris, yaitu skala pada sumbu x = 1 : 1, pada sumbu y = 1 : 2 dan skala pada sumbu z = 1 : 1 (lihat gambar dibawah ini!). Gambar 2.37 (5) Gambar perspektif Dalam gambar teknik mesin, gambar perspektif jarang dipakai. Gambar perspektif dibagi menjadi tiga macam, yaitu : i. perspektif dengan satu titik hilang. ii. perspektif dengan satu titik hilang. iii. perspektif dengan satu titik hilang. Gambar
 Proyeksi ortogonal adalah gambar proyeksi yang bidang proyeksinya mempunyai")

55 Gambar 2.39 Gambar 2.40 PROYEKSI ORTOGONAL 5) Proyeksi ortogonal adalah gambar proyeksi yang bidang proyeksinya mempunyai sudut tegak lurus terhadap proyektornya. Garis garis yang memproyeksikan benda terhadap bidang proyeksi disebut proyektor (lihat gambar di bawah!). selain tegak lurus terhadap bidang proyeksi, garis garis proyektornya juga sejajar satu sama lain. Proyeksi ortogonal dari sebuah (a) titik 55


 benda 56")
56 Gambar 2.41 Proyeksi ortogonal dari sebuah (b) garis Gambar 2.42 Proyeksi ortogonal dari sebuah (c) bidang Gambar 2.43 Proyeksi ortogonal dari sebuah (d) benda 56
 Macam macam pandangan Untuk memberikan informasi lengkap suatu benda tiga dimensi dengan gambar proyeksi ortogonal,")

57 Gambar 4.44 (e) Macam macam pandangan Untuk memberikan informasi lengkap suatu benda tiga dimensi dengan gambar proyeksi ortogonal, biasanya memerlukan lebih dari satu bidang proyeksi. i. Gambar proyeksi pada bidang proyeksi di depan benda disebut pandangan depan. ii. Gambar proyeksi pada bidang proyeksi di atas benda disebut pandangan atas. iii. Gambar proyeksi pada bidang proyeksi di sebelah kanan benda disebut pandangan samping kanan. Demikian seterusnya. Gambar 2.45 (f) Bidang bidang proyeksi 57

58 Gambar 2.46 Suatu ruang dibagi menjadi empat bagian yang dibatasi oleh bidang bidang depan, bidang vertikal dan bidang horizontal. Ruang yang dibatasi tersebut dikenal dengan sebutan kuadran. Ruang diatas bidang H, didepan bidang D dan disamping kanan bidang V disebut kuadran I. Ruang yang berada diatas bidang H, didepan bidang D dan disebelah kiri bidang V disebut kuadran II. Ruang disebelah kiri bidang V, dibawah bidang H dan didepan bidang D disebut kuadran III. Ruang yang berada dibawah bidang H, didepan bidang D dan disebelah kanan bidang V disebut kuadran IV. 6) PROYEKSI DI KUADRAN I (PROYEKSI EROPA) Bila suatu benda diletakkan diatas bidang horizontal, didepan bidang D (depan) dan disebelah kanan bidang V (vertikal), maka benda tersebut berada di kuadran I. Jika benda yang di kuadran I kita proyeksikan terhadap bidang bidang H, V dan D, maka akan didapat gambar atau proyeksi, dan proyeksi ini disebut proyeksi pada kuadran I yang dikenal juga dengan nama proyeksi Eropa. Gambar 2.47 memperlihatkan titik yang terletak di kuadran I (lihat gambar 2.47) 58
. proyeksi titik A di bidang H (horizontal).")

59 Gambar 2.47 Keterangan : A = AD = AV = AH = titik di kuadran I. proyeksi titik A di bidang D (depan). proyeksi titik A di bidang V (vertikal). proyeksi titik A di bidang H (horizontal). Bila ketiga bidang yang saling tegak lurus tersebut dibuka, maka sumbu x dan y sebagai sumbu putarnya dan sumbu z merupakan sumbu yang dibuka atau dipisah, seperti gambar berikut Gambar 2.28a Selanjutnya batas batas bidang dihilangkan maka menjadi bentuk dibawah ini. 59


60 Gambar 2.48b Gambar 2.48c Bila penempatan benda di kuadran I tidak teratur, maka untuk menempatkan sumbu dapat disederhanakan sesuai dengan ruang yang tersedia. Penyederhanaan dapat dilakukan seperti gambar berikut. 60
 Penampilan gambar Untuk penampilan gambar berikutnya, garis sumbu dan garis bantu tidak")
, penempatan pandangan")
61 Gambar 2.49a Gambar 2.49b (a) Penampilan gambar Untuk penampilan gambar berikutnya, garis sumbu dan garis bantu tidak diperlukan lagi (dihilangkan). Jadi, yang tampak hanya pandangan saja. Perlu ditegaskan kembali bahwa untuk proyeksi di kuadran I (proyeksi Eropa), penempatan pandangan samping kanan berada disebelah kiri pandangan depannya, sedangkan pandangan atas berada dibawah pandangan depannya. 61
 Proyeksi")

62 Gambar 2.49c (b) Proyeksi sebuah kubus yang terletak di kuadran I Gambar
 Bidang bidang H, V dan D untuk")

63 7) Gambar 2.51 PROYEKSI DI KUADRAN III (PROYEKSI AMERIKA) Bidang bidang H, V dan D untuk proyeksi di kuadran III (proyeksi Amerika) yang telah dibuka adalah sebagai berikut. Gambar 2.52 Pada bidang H ditempatkan pandangan atas. Pada bidang D ditempatkan pandangan depan. Pada bidang V ditempatkan pandangan samping kanan. Contoh
 SIMBOL PROYEKSI DAN ANAK PANAH (a) Simbol proyeksi Untuk membedakan gambar atau proyeksi di kuadran I dan gambar atau")

64 Gambar 2.53a Gambar 2.53b 8) SIMBOL PROYEKSI DAN ANAK PANAH (a) Simbol proyeksi Untuk membedakan gambar atau proyeksi di kuadran I dan gambar atau proyeksi di kuadran III, perlu diberi lambang proyeksi. Dalam standar ISO, telah ditetapkan bahwa cara kedua proyeksi boleh dipergunakan. Tetapi untuk keseragaman ISO, gambar sebaiknya digambar menurut proyeksi sudut pertama (kuadran I atau kita kenal sebagai proyeksi Eropa). Dalam satu buah gambar, tidak diperkenankan terdapat gambar dengan menggunakan kedua proyeksi 64


. Gambar 2.55a Gambar 2.")

65 secara bersamaan. Simbol proyeksi ditempatkan di sisi kanan bawah kertas gambar. Simbol atau lambang proyeksi tersebut adalah sebuah kerucut perpancung (lihat gambar 2.54a dan 2.54b!). Gambar 2.54a (b) Gambar 2.54b Anak panah Anak panah digunakan untuk menunjukkan batas ukuran dan posisi atau arah pemotongan, sedangkan angka ukuran ditempatkan diatas garis ukur (lihat gambar 2.55a dan 2.55b!). Gambar 2.55a Gambar 2.55b 9) PENENTUAN PANDANGAN Untuk menempatkan pandangan atas atau pandangan samping dari pandangan depannya, terlebih dahulu kita harus mentapkan sistem proyeksi apa yang kita pakai; apakah proyeksi di kuadran I (Eropa) atau proyeksi di kuadran III (Amerika)? 65
 Menempatkan pandangan depan, atas dan samping kanan menurut proyeksi kuadran I (Eropa) (b) Menentukan pandangan depan, atas dan samping kanan menurut proyeksi")
66 Setelah kita menetapkan sistem proyeksi yang kita pakai, barulah kita dapat menetapkan pandangan dari objek yang kita gambar tersebut. (a) Menempatkan pandangan depan, atas dan samping kanan menurut proyeksi kuadran I (Eropa) (b) Menentukan pandangan depan, atas dan samping kanan menurut proyeksi kuadran III (Amerika) Gambar
 sudah cukup untuk memberikan informasi")
67 Gambar 2.57 (c) Penetapan jumlah pandangan Jumlah pandangan dalam satu objek atau gambar tidak semuanya harus digambar. Misalnya, untuk benda benda bubutan sederhana, dengan satu pandangan saja yang dilengkapi dengan simbol (lingkaran) sudah cukup untuk memberikan informasi yang jelas. Lihat gambar 2.58 berikut! 67
 Jenis jenis pandangan utama Gambar kerja yang digunakan sebagai alat komunikasi adalah gambar dalam bentuk")

68 Gambar 2.58 Gambar 2.59 (d) Jenis jenis pandangan utama Gambar kerja yang digunakan sebagai alat komunikasi adalah gambar dalam bentuk pandangan pandangan. Sebagai bahan pandangan utamanya ialah pandangan depan, pandangan samping dan pandangan atas. Dalam gambar kerja, tidak selamanya ketiga pandangan harus ditampilkan, ini tergantung pada rumit atau sederhananya bentuk benda. Hal terpenting, gambar pandangan pandangan ini harus memberikan informasi yang jelas. 68




69 Perhatikan gambar 2.60 dan 2.61 di bawah ini! Gambar 2.60 Gambar 2.61 Kedua gambar diatas, walaupun hanya terdiri atas satu pandangan saja, dapat membedakan bentuk bendanya, yaitu dengan adanya simbol atau lambang untuk bentuk lingkaran dan untuk bentuk bujur sangkar dan bentuk bentuk gambar piktorial nya adlah sebagai berikut. Gambar 2.62 Gambar
. Gambar 2.")

 diatas, yang dapat memberikan informasi bentuk secara tepat dalam bentuk gambar pandangan adalah")
70 (e) Pemilihan pandangan utama Untuk memberikan informasi bentuk gambar, seharusnya kita pilih pandangan yang dapat mewakili bentuk benda (perhatikan gambar 2.64 dibawah ini!). Gambar 2.64 Pandangan atau gambar diatas belum dapat memberikan informasi yang jelas. Oleh karena itu, dalam memilih pandangan yang disajikan harus dapat mewakili bentuk benda (lihat gambar 2.65, gambar gambar 2.64 diatas!). Gambar 2.65 Dari gambar piktorial (gambar 2.65) diatas, yang dapat memberikan informasi bentuk secara tepat dalam bentuk gambar pandangan adalah pandangan depan dengan pandangan sampingnya (lihat gambar 2.66!). Gambar
. Gambar 2.")


71 Sebaliknya, dua pandangan depan dan samping belum tentu dapat memberikan informasi yang maksimum (lihat gambar 2.67 berikut!). Gambar 2.67 Dengan dua pandangan diatas, belum cukup memberikan informasi bentuk secara cepat dan tepat. Oleh karena itu, perlu satu pandangalagi untuk kejelasan gambar tersebut, yaitu pandangan atas. Gambar 2.68 Setelah dilengkapi dengan pandangan atasnya, barulah kita mendapatkan informasi bentuk yang lengkap dari gambar 2.67 dan 2.68, yaitu seperti gambar Gambar

 Perubahan gambar dari proyeksi isometris")
72 10) (a) MENGGAMBAR PANDANGAN PANDANGAN Menggambar pandangan bentuk proyeksi dimetris ke proyeksi Amerika dari Gambar 2.70 (b) Perubahan gambar dari proyeksi isometris ke gambar proyeksi Amerika 72
 Perubahan gambar")

73 Gambar 2.71 (c) Perubahan gambar dari proyeksi miring ke gambar proyeksi Eropa Gambar


74 (d) Perubahan gambar dari proyeksi dimetris ke proyeksi Eropa Gambar 2.73 (e) Perubahan gambar dari proyeksi isometris ke gambar proyeksi Eropa Gambar
")

75 Gambar ) LATIHAN Gambar

76 (a) Salinlah pada kertas gambar A4! huruf standar berikut Gambar

77 (b) Latihan menggunakan jangka dan mistar i. Buatlah segi beraturan yang terdiri atas : segi empat, segi lima, segi enam dan segi tujuh beraturan seperti terlihat pada gambar 2.78 berikut! Caranya dapat dilihat pada gambar 2.79, 2.80, 2.81 dan Gambar 2.78 Buatlah konstruksi spiral Archimedes pada kertas gambar A4! Caranya dapat dilihat pada gambar 2.83 berikut. iii. Buatlah elips dengan dua lingkaran sepusat! Caranya dapat dilihat pada gambar ii. i. Cara membuat gambar segi empat beraturan 77

78 Gambar 2.79 ii. Cara menggambar segi lima beraturan 78

79 Gambar 2.80 Menggambar segi enam beraturan 79

80 Gambar
81 iii. Cara menggambar segi tujuh beraturan 81

82 Gambar

83 Gambar
84 iv. archimedes Cara menggambar spiral 84

85 Gambar 2.84 Elips v. dengan dua lingkaran sepusat 85
86 Untuk membuat elips dengan pertolongan dua buah lingkaran sepusat, dapat dilakukan langkah langkah berikut : Tentukan panjang sumbu minor dan sumbu mayor, yaitu garis d dan garis D pada gambar (a)! Buat lingkaran dengan diameter d dan D pada titik pusat yang sama! Buat sumbu tegak dan sumbu mendatarnya sehingga terlihat seperti gambar (b)! Bagi lingkaran tersebut menjadi 12 bagian dan buat pula garis batas pembaginya sebagaimana terlihat pada gambar (c)! Semakin banyak pembagian kelilingnya semakin teliti lengkungan elipsnya. Buat garis garis mendatar pada titik titik 1, 2, 3,... 8 sebagaimana terlihat pada gambar (d)! Buat garis garis mendatar pada titik titik yang berada pada lingkaran dalam hingga berpotongan dengan garis garis tegak pada titik titik B, C, E, F, H, I, K dan L, seperti tampak pada gambar (c)! Hubungkan dengan mal busur, titik titik A, B, C,... sampai dengan A kembali, secara berturut turut, sehingga terbentuk elips yang diinginkan seperti tampak pada gambar (f)! 86
87 MELUKIS ELIPS 87

88 Gambar 2.85 Elips vi. dengan dua pendekatan busur lingkaran 88
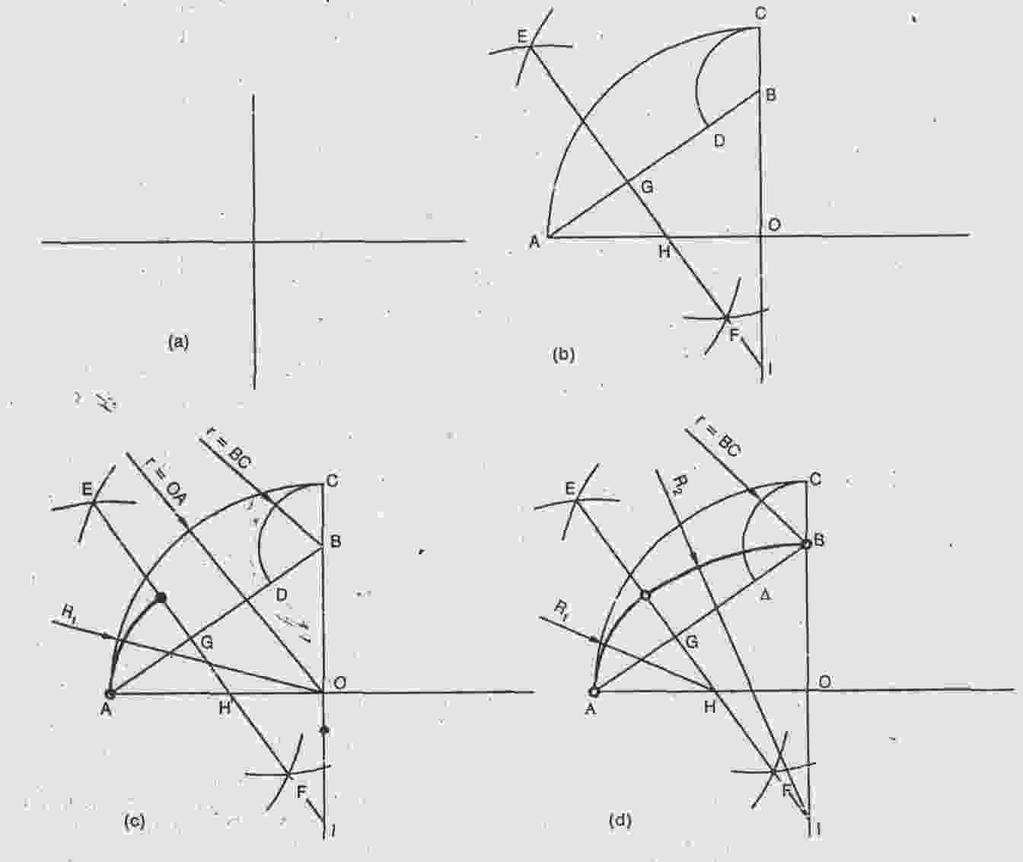
89 Untuk membuat gambar elips dengan menggunkan dua busur lingkaran, dapat dilakukan dengan langkah langkah berikut : Buat garis sumbu tegak dan mendatar, lihat gambar (a)! Tentukan sumbu pendek (minor) dan sumbu panjang (mayor); yaitu panjang OA dan OB, lihat gambar (b)! Buat lingkaran dengan jari jari OA yang berpusat di titik O hingga memotong sumbu tegak di C! Buat busur lingkaran dengan titik pusat di titik C dengan ukuran jari jari BC! Tarik garis AB dan memotong busur lingkaran di titik D! Bagilah garis AD menjadi dua bagian, yaitu AG = DG! Buat garis tegak lurus melalui titik G hingga memotong garis sumbu tegak di titik I, dan memotong sumbu mendatar di titik H! Buat busur lingkaran yang berjari jari AH dan bertitik pusat di titik H (R1 = AH), lihat gambar (c)! Buat busur lingkaran dengan jari jari R2 = IB dan bertitik pusat di titik I, lihat gambar (d)! Lakukan hal yang sama untuk lengkungan elips sebelah kiri dan sebelah bawah, lihat gambar (e)! Jika garis garis bantu dihapus maka akan terlihat gambar elips seperti terlihat pada gambar (f)! 89
90 ELIPS 90

91 vii. Gambar 2.86 Salinlah gambar berikut pada kertas gambar A4! 91

92 viii. Gambar 2.87 Salinlah gambar berikut pada kertas gambar A4! 92

93 Gambar

94 ix. Salinlah gambar berikut pada kertas gambar A4! 94

95 x. Gambar 2.89 Buatlah tiga pandangan utama dari gambar 2.90 menurut proyeksi Amerika! Masing masing pada kertas gambar A4! 95

96 xi. Gambar 2.90 Buatlah tiga pandangan utama dari gambar 2.91 menurut proyeksi Eropa! Masing masing pada kertas gambar A4! 96

97 Gambar 2.91 xii. Buatlah gambar pandangan menurut proyeksi Amerika atau Eropa dari gambar isometrs (gambar 2.92) berikut! Masing masing dibuat pada kertas gambar A4! 97

98 Gambar 2.92 xiii. Membaca gambar a. No Proyeksi Jodohka n kedua proyeksi diatas pada tabel berikut! Bidang

99 b. Proyeksi Eropa Amerika 1 2 Isilah tabel berikut dengan menjodohkan kedua macam proyeksi diatas! 3 4 Bidang cara 10 99
100 c. Proyeksi Eropa Isometri s Jodohkanlah tabel berikut dengan cara menyesuaikan proyeksi dari gambar berikut! 4 5 Pasangan proyeksi

101 d. Isilah lingkaran lingkaran dengan huruf yang sesuai dengan proyeksi dimetris berikut! 101

102 e. Isilah lingkaran lingkaran yang terdapat pada proyeksi miring dengan huruf yang sesuai dengan proyeksi Eropa berikut! 102

103 2. KEGIATAN BELAJAR II : GAMBAR POTONGAN 103
104 a. Tujuan kegiatan pembelajaran, peserta diklat dapat : 1) 2) Membuat gambar potongan dengan sistem Eropa. Membuat gambar potongan dengan sistem Amerika. 3) 4) 5) Membuat gambar potongan penuh. Membuat gambar potongan separuh. Membuat gambar potongan sebagian atau setempat. 6) 7) Membuat gambar potongan meloncat. Membuat gambar potongan putar. b. Materi pembelajaran A. PENUNJUKAN GAMBAR POTONGAN Untuk memberikan informasi lengkap dari gambar yang berongga atau berlubang, perlu menampilkan gambar dengan teknik menggambar yang tepat. Kadang kadang gambar tampak lebih rumit karena adanya garis garis gambar yang tidak kelihatan. Oleh karena itu, garis garis gores yang akan menimbulkan salah pengertian (salah informasi) perlu dihindari, yaitu dengan menunjukkan gambar potongan atau irisan. 1) Fungsi gambar potongan atau gambar irisan Gambar potongan atau gambar irisan ini fungsinya untuk menjelaskan bagian bagian gambar benda yang tidak kelihatan. Misalnya dari benda yang dibor (baik yang dibor tembus maupun yang dibor tidak tembus), lubang lubang pada flens atau pipa pipa, rongga rongga pada rumah katup dan rongga rongga pada blok mesin. Bentuk rongga tersebut perlu dilengkapi dengan penjelasan gambar potongan agar dapat memberikan ukuran atau informasi yang jelas dan tegas, sehingga terhindar dari kesalahpahaman membaca gambar. 2) Gambar potongan atau gambar irisan 104


105 Gambar potongan atau gambar irisan dapat dijelaskan menggunakan pemisalan benda yang dipotong dengan gergaji (lihat gambar 2.93 berikut!). Gambar 2.92a Gambar 2.92b Gambar 2.92c Keterangan : Gambar 2.92a memperlihatkan gambar lengkap dengan garis gores sebagai batas batas garis yang tidak kelihatan. Dengan adanya garis garis tersebut, gambar kelihatan agak rumit. Gambar 2.92b memperlihatkan gambar yang kurang jelas. Dalam hal ini, kita tidak bisa memastikan apakah lubang tersebut merupakan lubang tembus atau tidak tembus, mempunyai lubang yang bertingkat atau rata, sehingga setiap orang akan menafsirkan bentuk lubang yang berbeda, yang menyebabkan informasi kurang jelas. Gambar 2.92c; karena gambar 2.92a dan gambar 2.92b menimbulkan keraguan dalam pembacaannya, maka gambar dapat dijelaskan menggunakan pemisalan bahwa benda tersebut dipotong dengan gergaji, sehingga bentuk rongga di dalamnya dapat terlihat dengan jelas dan tidak menimbulkan keraguan lagi dalam menentukan bentuk bagian dalamnya. 105

 Tanda pemotongan Untuk menjelaskan gambar yang dipotong, perlu adanya tanda pemotongan yang sudah ditetapkan sesuai dengan aturan aturan menggambar teknik.")
106 Dengan gambar potongan atau gambar irisan, seperti pada gambar 2.92c diatas, diperoleh ketegasan atau kejelasan tentang bentuk rongga sebelah dalam, sehingga informasi yang diberikan oleh gambar dapat efisien. Gambar potongan atau gambar irisan harus diarsir sesuai dengan batas garis pemotongannya. 3) Tanda pemotongan Untuk menjelaskan gambar yang dipotong, perlu adanya tanda pemotongan yang sudah ditetapkan sesuai dengan aturan aturan menggambar teknik. Tanda pemotongan ini terdiri atas : Tanda pemotongan dengan garis sumbu dan kedua ujungnya ditebalkan (lihat gambar 2.93a, 2.93b dan 2.93c!). Tanda pemotongan dangan garis tipis bergelombang bebas (lihat gambar 2.94!). Tanda pemotongan dengan garis tipis berzigzag (lihat gambar 2.95!). Gambar 2.93a Gambar 2.93b Gambar 2.93c Gambar 2.94 Gambar ) Pandangan pada gambar potongan Untuk membuat gambar potongan atau gambar irisan, kita perlu memperlihatkan anak anak panah pada 106
 Menempatkan gambar potongan gambar penampang atau Untuk menempatkan gambar penampang atau gambar potongan, kita perlu memperhatikan penempatan gambar potongan tersebut sesuai dengan proyeksi yang")
107 kedua ujung garis potongnya. Arah anak panah ini menunjukkan arah pandangan dari benda yang dipotong dengan batas garis pemotongnya (lihat gambar 2.96a, 2.96b, 2.96c dan gambar 2.96d!). 5) Menempatkan gambar potongan gambar penampang atau Untuk menempatkan gambar penampang atau gambar potongan, kita perlu memperhatikan penempatan gambar potongan tersebut sesuai dengan proyeksi yang akan kita gunakan, apakah proyeksi di kuadran I (Eropa) atau proyeksi di kuadran III (Amerika)? Untuk lebih jelasnya, perhatikan gambar 2.96a, 2.96b, 2.96c dan 2.96d! Gambar 2.96a 107

108 Gambar 2.96b Gambar 2.96c 108



109 Gambar 2.96d Jika proyeksi yang diguanakan adalah proyeksi Amerika, maka gambar penampang potongnya diletakkan atau berada dibelakan g arah anak panahnya (lihat gambar 2.96a dan 2.96c diatas!). Jika proyeksi yang digunakan proyeksi Eropa maka penempatan gambar potongannya berada di depan arah anak panahnya (lihat gambar 2.96b dan 2.96d diatas!). Selain ditempatkan sesuai dengan proyeksi yang digunakan, penampang potongan dapat juga diputar di tempat (penampang putar) seperti tampak pada gambar 2.97a, atau dengan dipotong dan diputar kemudian dipindahkan ke tempat lain segaris dengan sumbunya seperti tampak pada gambar 2.97b. Gambar 2.97a Gambar 2.97b 6) Benda benda yang tidak boleh dipotong 109
 juga tidak boleh dipotong.")

110 Benda benda yang tidak boleh dipotong yaitu benda benda pejal, misal : poros pejal, jari jari pejal dan semacamnya (lihat gambar 2.98a!). Benda benda tipis, misalnya : pelat pelat penguat pada dudukan poros dan pelat penguat pada flens (lihat gambar 2.98b!) juga tidak boleh dipotong. Bagian bagian yang tidak boleh dipotong tersebut yaitu bagian bagian yang tidak diarsir. Gambar 2.98a Gambar 2.98b B. JENIS JENIS GAMBAR POTONGAN Jenis jenis gambar potongan atau gambar irisan terdiri atas : Gambar potongan penuh. Gambar potongan separuh. Gambar potongan sebagian atau setempat. Gambar potongan putar. Gambar potongan bercabang atau meloncat. 1) Gambar potongan penuh Perhatikan gambar potongan penuh pada gambar 2.99 berikut! 110
 Gambar potongan separuh Perhatikan")


111 Gambar ) Gambar potongan separuh Perhatikan gambar potongan separuh pada gambar berikut! Gambar ) Gambar potongan sebagian Gambar potongan sebagian disebut juga potongan lokal atau potongan setempat (lihat gambar 2.101!). Gambar ) Gambar potongan putar 111


112 Gambar potongan putar dapt diputar setempat seperti tampak pada gambar atau dapat juga penempatan potongannya pada gambar Gambar ) Gambar potongan bercabang atau meloncat Perhatikan contoh gambar berikut! Gambar C. GARIS ARSIRAN Untuk membedakan gambar proyeksi yang dipotong dengan gambar pandangan, maka gambar potongan atau gambar irisan perlu diarsir. Arsir yaitu garis garis miring tipis yang dibatasi oleh garis garis batas pemotongan. Lihat gambar dibawah! 112

113 Gambar D. MACAM MACAM ARSIRAN Hal hal yang yang perlu diperhatikan pada gambar yang diarsir antara lain : 1. sudut dan ketebalan garis arsiran. 2. bidang atau pengarsiran pada bidang yang luas. 3. pengarsir an bidang yang berdampingan. 4. pengarsir an benda benda tipis. 5. peletaka n angka ukuran pada gambar yang diarsir. 6. macam macam garis arsiran yang disesuaikan dengan bendanya. 1. Sudut dan ketebalan garis arsiran Sudut arsiran yang dibuat adalah 450 terhadap garis sumbu utamanya, atau 450 terhadap garis batas gambar, sedangkan ketebalan arsiran digunakan garis tipis dengan perbandingan ketebalan sebagai berikut (lihat tabel 2.4!). Tabel 2.4 Ketebalan mcam macam garis Ketebalan garis (dalam mm) Macam garis Garis gambar / tepi Garis gores Garis tipis (arsir) 1,0 0,7 0,5 0,7 0,5 0,35 0,5 0,35 0,25 113


114 Dari tabel diatas, kita dapat menentukan ketebalan garis arsiran yang disesuaikan dengan garis gambarnya. Jika garis tepi atau garis gambar mempunyai ketebalan 0,5 mm maka garis garis arsirnya dibuat setebal 0,25 mm. Sudut dan ketebalan garis arsiran dapat dilihat pada gambar berikut! Gambar
. Gambar 2.106 3.")
 dan pengarsirannya")
115 2. Pengarsiran bidang yang luas Untuk pemotongan benda yang luas, arsiran pada bidang potongnya dilaksanakan pada garis tepi garis garis batasnya (lihat gambar 2.106!). Gambar Pengarsiran bidang yang berdampingan Untuk pemotongan meloncat atau pemotongan bercabang, ada bidang bidang potong yang berdampingan, maka batas batas bidang yang berdampingan tersebut harus dibatasi oleh garis garis bertitik (sumbu) dan pengarsirannya harus turun atau naik dari ujung arsiran yang lainnya (lihat gambar 2.107!). Gambar
. Gambar 2.108 5.")
. Gambar 2.109 6.")
116 4. Pengarsiran benda benda tipis Untuk gambar potongan benda benda tipis atau profil profil tipis maka pengarsirannya dibuat dengan cara dilabur (lihat gambar 2.108!). Gambar Angka ukuran dan arsiran Jika angka ukuran terletak pada arsiran (karena tidak dapat dihindari), maka angka ukurannya jangan diarsir (lihat gambar 2.109). Gambar Macam macam arsiran Perhatikan gambar 2.110! 116


117 Gambar Keterangan : a = Besi tuang b = Aluminium dan paduannya c = Baja dan baja istimewa d = Baja tuang yang dapat ditempa e = Baja cair f = Logam putih g = Paduan tembaga tuang h = seng atau air raksa 117
. Gambar 2.111 2. Buatlah gambar potongan penuh dari benda (gambar 2.")
118 E. LATIHAN MENGGAMBAR POTONGAN 1. Buatlah gambar potongan separuh dari gambar di bawah, dengan skala 1 : 1! Buat pula gambar pandangan atasnya menurut proyeksi kuadran I (Eropa)! Lengkapi dengan etiket nya dengan nama gambar DUDUKAN KATUP! Ukuran kertas gambar A4 (tegak). Gambar Buatlah gambar potongan penuh dari benda (gambar 2.12) di bawah, dengan ketentuan sebagai berikut! Proyeksi di kuadran III (Amerika). Kertas gambar A4 (tegak). Gambar terdiri atas pandangan atas dan potongan penuh. Lengkapi dengan etiket nya! Nama gambar POTONGAN PENUH 118

119 Gambar Buat gambar potongan A A, penampang penuh dengan pandangan samping kanan menurut proyeksi di kuadran III dari gambar di bawah! Nama gambar PENAMPANG PENAMPANG. Dengan ketentuan : Skala 1 : 1 Kertas gambar A4 (tegak) lengkap dengan etiket nya 119
 untuk memperlihatkan lubang baut!")
120 Gambar Buat gambar dengan tiga pandangan utama dari gambar (dudukan poros)! Jelaskan pada gamabr pandangan depan dengan penampang setempat (lokal) untuk memperlihatkan lubang baut! Gambar dibuat pada kertas gambar A4. 120

121 Gambar DUDUKAN POROS No. Nama Bagian Dudukan poros Rusuk Alas Rusuk Bahan St St St St Jumlah Keterangan Bubutan Pelat Pelat Pelat KEGIATAN BELAJAR III : UKURAN PADA GAMBAR 3. KERJA a. Tujuan kegiatan pembelajaran, peserta diklat dapat : 121
122 1) 2) 3) 4) 5) 6) 7) 8) 9) 10) Mencantumkan ukuran pada gambar kerja. Menggambar pandangan dengan proyeksi di kuadran I dan mencantumkan ukuran pada gambar kerja. Menggambar pandangan dengan proyeksi di kuadran III dan mencantumkan ukuran pada gambar kerja. Menggunakan garis bantu sebagai garis ukur. Menggunakan ukuran dengan dimensi fungsional. Menggunakan ukuran dengan dimensi non fungsional. Menggunakan ukuran dengan dimensi tambahan. Menggunakan ukuran ketirusan. Menggunakan simbol ukuran pada gambar kerja. Menggambar pandangan, baik dengan proyeksi di kuadran I maupun dengan proyeksi kuadran III yang dilengkapi dengan ukurannya. b. Materi pembelajaran A. KETENTUAN KETENTUAN DASAR PENCANTUMAN UKURAN Agar tidak menimbulkan keraguan didalam membaca gambar, maka pada gambar kerja harus dicantumkan ukuran dengan aturan aturan menggambar yang telah ditetapkan. Ketentuan ketentuan tersebut meliputi ketentuan : Menarik garis ukur dan garis bantu. Menggambar anak panah. Menetapkan jarak antara garis ukur. Menetapkan angka ukuran. 1. Menarik garis ukur dan garis bantu Garis ukuran dan garis bantu dibuat dengan garis tipis menggunakan perbandingan ketebalan antara garis gambar dan garis ukur atau garis bantu sebagai berikut (lihat tabel 2.5!). 122

123 Tabel 2.5 Perbandingan garis ukur dengan garis bantu Macam garis Garis gambar / tepi Garis ukur / bantu Ukuran (mm) 1 0,5 0,7 0,35 0,5 0,25 Contoh 2.7 Perhatikan gambar berikut! Gambar Menetapkan jarak antara garis ukur Jika garis ukuran terdiri atas garis garis ukur yang sejajar, maka jarak antara garis ukur yang satu dan garis ukur lainnya harus sama. Selain itu, perlu diperhatikan pula bahwa garis ukur jangan sampai berpotongan dengan garis bantu, kecuali terpaksa. Garis gambar tidak boleh digunakan sebagai garis ukur. Garis sumbu boleh digunakan sebagai garis bantu, tetapi tidak boleh digunakan langsung sebagai garis ukur. Untuk menempatkan garis ukur yang sejajar, ukuran terkecil ditempatkan pada bagian dalam dan ukuran besar ditempatkan di bagian luar. Hal ini untuk menghindari perpotongan antara garis ukur dan garis bantu. Jika terdapat 123
. 5. Garis ukur tambahan (pelengkap). 6.")
124 perpotongn garis bantu dengan garis ukur, garis bantunya diperpanjang 1 mm dari ujung anak panahnya. Gambar Keterangan : 1. Garis ukur yang sejajar. 2. Garis bantu yang berpotongan (tidak dapat dihindarkan). 3. Garis sumbu yang digunakan secara tidak langsung ebagai garis bantu. 4. Garis ukur yang terkecil (ditempatkan di dalam). 5. Garis ukur tambahan (pelengkap). 6. Perpanjangan garis bantu dilebihkan ± 1 mm dari garis ukurnya atau dari ujung anak panahnya. 7. Penempatan garis ukur yang sempit. 8. Garis bantu yang paralel (jika diperlukan). Garis ukur pada umumnya tegak lurus terhadap garis bantunya, tetapi pada keadaan tertentu garis bantu dibuat 124

125 miring sejajar atau paralel, sebagai contoh dapat dilihat pada gambar Penulisan angka ukuran Penulisan angka ukuran ditempatkan di tengah tengah bagian atas garis ukurnya, atau di tengah tengah sebelah kiri garis ukurnya. Untuk kertas gambar berukuran kecil, maka penulisan angka ukuran pada garis ukur harus tegak, kertas gambarnya dapat diputar ke kanan, sehingga penulisan dan pembacaannya tidak terbalik. Angka ukuran harus dapat dibaca dari bawah atau dari sisi kanan garis ukurnya (lihat gambar berikut). Gambar Jika kertas gambar diputar ke kiri, akan menghasilkan angka ukuran yang terbalik. Ukuran (c) pada gambar diatas adalah penulisan angka ukuran yang terbalik. B. KLASIFIKASI PENCANTUMAN UKURAN Benda benda yang diukur mempunyai bentuk yang bermacam macam, fungsi, kualitas atau pengerjaan yang khusus. Oleh karena itu, pencantuman ukuran diklasifikasikan menjadi : Pengukuran dengan dimensi fungsional. Pengukuran dengan dimensi non fungsional. Pengukuran dengan dimensi tambahan. Pengukuran dengan kemiringan atau ketirusan. 125
, maka ukuran bagian yang satu dengan lainnya mempunyai")
126 Pengukuran dengan bagian yang dikerjakan khusus. Pengukuran dengan kesimetrian. 1. Pengukuran dengan dimensi fungsional, fungsional dan ukuran tambahan non Jika suatu benda terdiri atas bagian bagian (bagian yang dirakit), maka ukuran bagian yang satu dengan lainnya mempunyai fungsi yang sama, sehingga satu sama lain mempunyai ukuran yang berpasangan dan pencantuman ukuran sebagai fungsi yang berpasangan. Jika benda kerja yang digambar berdiri sendiri, tetapi dalam sistem pengerjaannya bertahap, maka digambar sesuai dengan ukurannya sebagai fungsi pengerjaan. Ukuran ukuran yang tidak berfungsi disebut ukuran nonfungsional. Untuk melengkapi ukuran, dalam hal ini supaya tidak menimbulkan keraguan dalam membaca gambar terutama dalam jumlah ukuran total, maka ukuran pada gambar dilengkapi dengan ukuran tambahan. Ukuran tambahan ini harus ditempatkan diantara dua kurung atau di dalam kurung (lihat gambar berikut!). Gambar Keterangan : 126


127 F NF H = Dimensi fungsional = Dimensi non fungsional = Dimensi tambahan 2. Pengukuran ketirusan Untuk mencantumkan ukuran benda yang mempunyai bentuk miring, ukuran kemiringannya dicantumkan dengan harga tangen sudutnya. Gambar Contoh 2.8 Jika H = 20 mm, h = 16 mm dan L = 40 mm maka kemiringannya adalah : ditulis 1 : x = 1 : 10 (lihat gambar berikut!). Gambar
. Gambar 2.121 Ketirusannya adalah : Contoh 2.9 Jika D = 34 mm, d = 30 mm dan L = 40 mm, maka ketirusannya adalah : 3.")

128 Sedangkan untuk benda benda yang mempunyai bentuk tirus (kerucut), ukuran ketirusannya dicantumkan berdasarkan harga 2.tg½ = 1 : y (lihat gambar 2.121!). Gambar Ketirusannya adalah : Contoh 2.9 Jika D = 34 mm, d = 30 mm dan L = 40 mm, maka ketirusannya adalah : 3. Penunjukan khusus ukuran pada bagian yang dikerjakan Untuk memberikan keterangan gambar pada benda benda yang dikerjakan khusus, misalnya dikartel pada bagian tertentu atau dihaluskan dengan ampelas halus, maka pada bagian yang dikerjakan khusus tadi gambar bagian luarnya diberi garis tebal bertitik (lihat gambar 2.122!). 128


129 Gambar Pemberian ukuran pada bagian bagian yang simetris Untuk memberikan ukuran ukuran pada gambar gambar simetris, jarak antara tepi dan sumbu simetrisnya tidak dicantumkan (lihat gambar 2.123!). Gambar C. PENCANTUMAN SIMBOL - SIMBOL UKURAN Benda benda dengan bentuk tertentu, ukurannya dicantumkan mbolnya; misal benda benda yang berbentuk silinder, bujursangkar, bola dan pinggulan (chamfer). Lihat gambar berikut! 129

130 Gambar Keterangan : SØ = diameter bola dengan ukuran 32mm. SR16 = jari jari bola dengan ukuran 16 mm. C3 = chamfer atau pinggulan dengan ukuran 3 x 450. Ø23 = simbol ukuran silinder, dengan ukuran 23 mm. 34 = simbol ukuran bujursangkar, dengan ukuran sisinya 34 mm. 120 = simbol ukuran tidak menurut skala yang sebenarnya. M12 = simbol ukuran ulir dengan jenis ulir simetris dan berdiameter luar 12 mm. 2 = silang atau cross dengan garis tipis; simbol bidang rata. 1 = strip titik (tebal); simbol yang dikerjakan khusus. 1. Penunjukan ukuran jari Untuk menunjukkan ukuran jari jari, dapat digambarkan dengan garis ukur dimulai dari titik pusat, sampai busur lingkarannya. Sebagai simbol dari jari jari tersebut, di depan angka ukurnya diberi tanda huruf R (lihat gambar 2.125a berikut!). 130



131 Gambar Penempatan anak panah dan ukuran di dalam lingkaran Gambar Penempatan anak panah di dalam dan ukuran di luar lingkaran Gambar 2.125c Penempatan anak panah dan ukuran di luar lingkaran Gambar 2.125d 131

, dan dua garis berpotongan dengan")

132 Penunjukkan jari jari dengan garis ukur yang diperpendek Menentukan titik pusat jari jari fillet 2. Gambar yang mempunyai fillet terdiri atas dua garis yang berpotongan dengan sudut 900, dua garis berpotongan dengan sudut lancip (< 900), dan dua garis berpotongan dengan sudut tumpul (>900). Perhatikan gambar di bawah! Gambar 2.126a Jari jari pada dua garis dengan sudut 900 Gambar 2.126b Jari jari pada dua garis dengan sudut < 900 (lancip) Gambar 2.126c Jari jari pada dua garis dengan sudut > 900 (tumpul) 132



133 Selain lengkungan (jari jari) yang didapat dari dua garis yang berpotongan seperti gambar di atas, juga terdapat lengkungan (jari - jari) yang diperoleh dari garis yang memotong lingkaran (lihat gambar berikut!). Gambar 2.127a Gambar 2.127b Gambar 2.127c Titik pusat jari jari yang menyinggung dua lingkaran 133


134 Gambar 2.127c Titik pusat jari jari yang menyinggung lingkaran dan garis 3. Pengukuran sudut, tali busur dan busur lingkaran Gambar D. PENGUKURAN KETEBALAN 134
. Penunjukkan ukurannya, lihat gambar 2.129 berikut! Gambar 2.128 E. JENIS JENIS PENULISAN UKURAN Penulisan ukuran pada gambar kerja, menurut jenisnya terdiri atas : Ukuran berantai.")
135 Pengukuran benda benda tipis, seperti pengukuran pada pelat, ukuran tebalnya dapat dilengkapi dengan simbol t sebagai singkatan dari thicknees yang secara kebetulan artinya tebal (juga berhuruf awal t ). Penunjukkan ukurannya, lihat gambar berikut! Gambar E. JENIS JENIS PENULISAN UKURAN Penulisan ukuran pada gambar kerja, menurut jenisnya terdiri atas : Ukuran berantai. Ukuran paralel (sejajar). Ukuran kombinasi. Ukuran berimpit. Ukuran koordinat. Ukuran yang berjarak sama. Ukuran terhadap bidang referensi. 1. Ukuran berantai Pencantuman ukuran secara berantai ini ada kelebihan dan kekurangannya. Kelebihannya ialah mempercepat pembuatan gambar kerja. Kekurangannya ialah dapt menimbulkan toleransi yang semakin besar, sehinga pekerjaan tidak teliti. Oleh jarena itu, pencantuman ukuran secara berantai ini pada umumnya dilakukan pada pekerjaan pekrjaan yang tidak memerlukan ketelitian tinggi. Lihat gambar 2.130! 135
 Lihat")

136 Gambar Ukuran paralel (sejajar) Lihat gambar 2.131! 3. Ukuran kombinasi Gambar Perhatikan gambar 2.132! 136
. Gambar 2.")

137 Gambar Ukuran berimpit Ukuran berimpit yaitu pengukuran dengan garis garis ukur yang ditumpangkan (berimpit) satu sam lain. Ukuran berimpit ini dapat dibuat jika tidak menimbulkan kesalahpahaman dalam membaca gambarnya (lihat gambar 2.133!). Gambar Pada pengukuran berimpit ini, titik pangkal sebagai batas ukuran atau patokan ukuran (bidang referensi)-nya harus dibuat lingkaran dan angka ukurnya harus diletakkan di dekat anak panahsesuai dengan penunjukan ukurannya. 5. Pengukuran terhadap bidang referensi Bidang referensi adalah bidang batas ukuran yang digunakan sebagai patokan pengukuran. 137

138 Contoh 2.10 Pengukuran benda kerja bubutan terhadap bidang datar atau bidang rata (lihat gambar 2.134!). Gambar Pengukuran koordinat Jika pengukuran berimpit dilakukan dalam dua arah, yaitu penunjukan ke arah sumbu x dan penunjukan ukuran ke 138

. Gambar 2.")
139 arah sumbu y dengan bidang referensi nya di O, maka akan didapat pengukuran koordinat (lihat gambar 2.135!). Gambar Pengukuran yang berjarak sama Untuk memberikan ukuran pada bagian yang berjarak sama, penunjukan ukurannya dapat dilaksanakan sebagai berikut (lihat gambar 2.136!). Gambar Untuk menghindarkan kesalahan atau keraguan di dalam membaca gambarnya, dapat dituliskan salah satu ukurannya (lihat gambar 2.137!). 139



140 Gambar Pengukuran alur pasak Jika kita memberikan ukuran diameter pada penampang atau potongan yang beralur pasak, misalnya pada kopling, roda gigi atau alur pasak pada puli, maka penunjukan ukuran diameternya seperti tampak pada gambar berikut Gambar Pengukuran pada lubang Untuk memberikan ukuran pada lubang yang berjarak sama, dapat dilakukan seperti tampak pada gambar berikut. Gambar Pengukuran pada profil 140


141 Untuk memberikan ukuran pada profil profil yang telah distandar, dapat dilakukan seperti tampak pada gambar berikut. Gambar Cara membuat pengukurannya gambar mur dan baut serta Gambar
. 2. Salinlah gambar 2.144 pada kertas gambar A4 dengan skala 1 : 1, lengkap dengan etiket dan ukurannya!")
142 Gambar F. LATIHAN MENCANTUMKAN UKURAN 1. Salinlah gambar berikut pada kertas gambar A4 dengan skala 1 : 1, lengkap dengan etiket dan ukurannya! Nama gambar MUR BAUT (lihat gambar 2.143!). 2. Salinlah gambar pada kertas gambar A4 dengan skala 1 : 1, lengkap dengan etiket dan ukurannya! Nama gambar BAUT PENGIKAT. 142

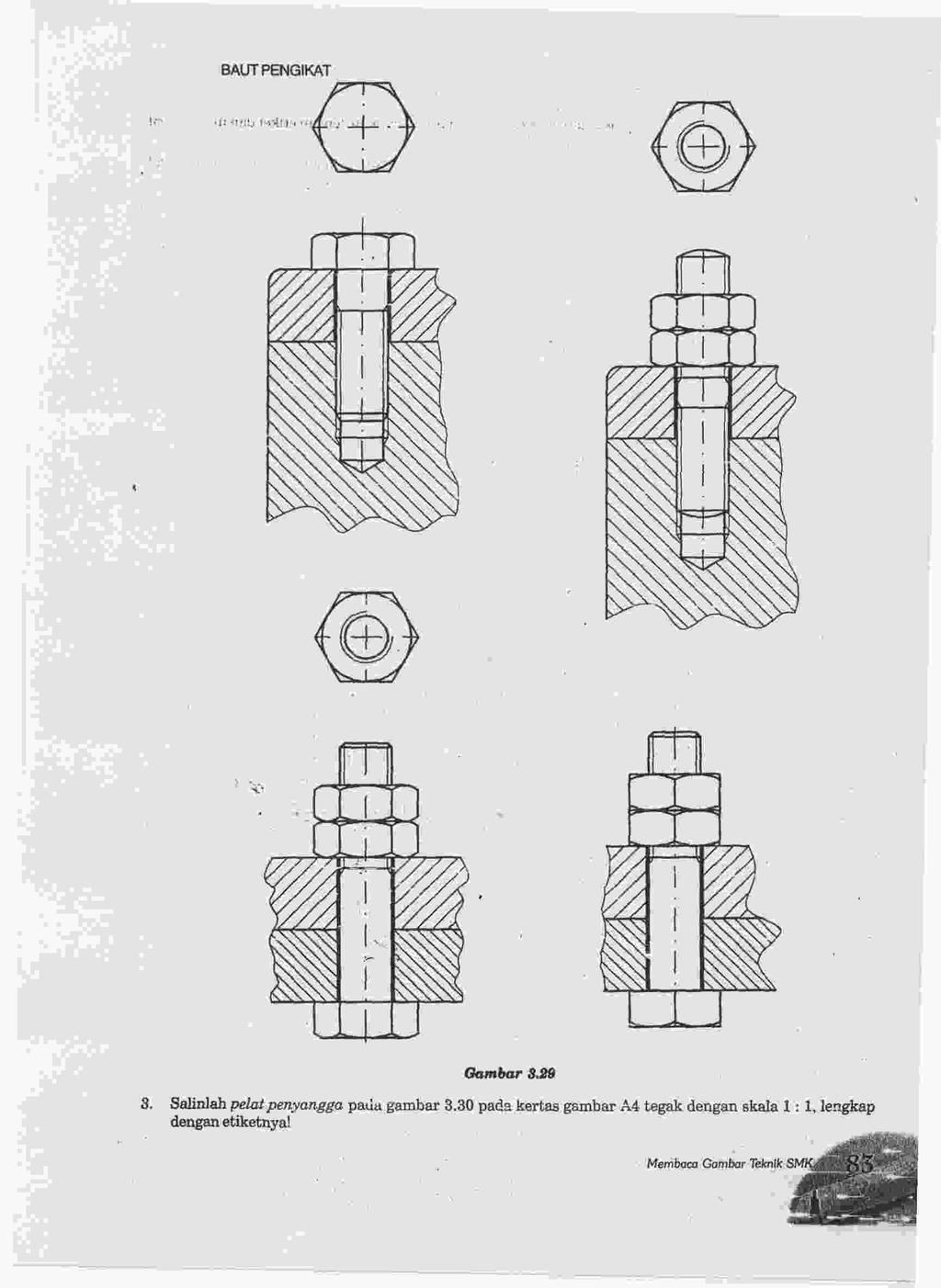
143 Gambar

144 Gambar Salin pandangan atas dan penampang A-A dari gambar 2.145, dengan ketentuan sebagai berikut! Skala 1 : 1 Kertas gambar A4, lengkap dengan etiketnya. Cantumkan ukuran sesuai dengan gambarnya! Gambar
145 KEGIATAN BELAJAR IV : TOLERANSI DAN SUAIAN 4. a. Tujuan kegiatan pembelajaran, peserta diklat dapat : 1) Mencantumkan toleransi ukuran pada gambar kerja. 2) Mencantumkan toleransi geometris pada gambar kerja. 3) Mencantumkan tanda pengerjaan pada gambar kerja. 4) 5) 6) Menentukan besarnya nilai toleransi. Menghitung nilai toleransi. Mencantumkan nilai toleransi pada gambar susunan. 7) Menggambar diagram toleransi dalam sistem suaian lubang. 8) Menggambar diagram toleransi pada sistem suaian poros. 9) Menggambar pandangan dan potongan dengan sistem proyeksi di kuadran I lengkap dengan ukuran dan toleransinya. 10) Menggambar pandangan dan potongan dengan sistem proyeksi di kuadran III lengkap dengan ukuran dan toleransinya. b. Materi pembelajaran A. PENGERTIAN TOLERANSI 1. Definisi toleransi Tidaklah mudah untuk mencapai ukuran yang tepat, sesuai dengan yang tercantum dalam gambar. Banyak faktor yang mempengaruhinya, misal : Faktor alat (alat potong). Faktor mesin (presisi tidaknya mesin yang digunakan). Faktor alat ukur. Faktor temperatur dan faktor lainnya yang dapat mempengaruhi ketepatan ukuran dari benda kerja tersebut. 145
146 Untuk mencapai ukuran yang tepat, merupakan hal yang sulit. Selalu terjadi penyimpangan dari ukuran ukuran dasarnya. Misalnya : lebih besar, lebih kecil atau mungkin sama dengan ukuran dasarnya. Ukuran dasar yaitu ukuran yang tercantum dalam gambar kerja. Selama penyimpangan tersebut dalam kategori memenuhi syarat, maka produk yang menyimpang dari ukuran dasarnya tersebut dapat diterima. Sebaliknya, jika penyimpangan ukuran diluar kategori memenuhi syarat maka produk tersebut tidak dapat diterima, karena ukurannya terlalu besar atau terlalu kecil dari ukuran yang diminta. Sebagai batasan kategori memenuhi syarat, kita harus memberikan dua batasan ukuran yang diperbolehkan yaitu : 1. Batasan ukuran maksimum yang diperbolehkan. 2. Batasan ukuran minimum yang diperbolehkan atau diizinkan. Perbedaan dua batasan ukuran yang diperbolehkan atau diizinkan disebut toleransi. Contoh : Para sisiwa yang sedang praktek kerja bangku atau mesin, ditugaskan untuk membuat benda kerja sesuai dengan petunjuk petunjuk yang diberikan oleh bapak guru, dengan bentuk dan ukuran yang tersedia dalam job (gambar kerja)-nya. Setelah para siswa selesai melaksanakan praktek, benda kerja dikumpulkan dan diperiksa. Sekarang timbul pertanyaan : 1. Apakah benda kerja satu dengan benda kerja lainnya mempunyai bentuk dan ukuran yang sama? Tentu tidak sama, ada yang terlalu kecil ada pula yang tepat. 2. Bagaimana benda kerja yang mempunyai ukuran ukuran terlalu besar dan terlalu kecil tersebut dapat diterima? Untuk diterima atau tidaknya, guru telah memberikan toleransi yang telah dicantumkan dalam gambar kerjanya, misalnya ukuran yang tercantum dalam gambar kerjanya adalah Ø 40 ± 0,5, artinya ukuran yang maksimum yang diperbolehkan atau yang dapat diterima adalah ,5 = 40,5 mm, sedangkan ukuran minimum yang diperbolehkan adalah 40 0,5 = 39,5 mm. Jadi, ukuran ukuran antara 39,5 sampai dengan 40,5 merupakan ukuran ukuran yang dapat diterima. 146
147 Ukuran ukuran di luar ketentuan tersebut, belum diterima. Misalnya ukuran yang masih besar, masih dikerjakan lagi sampai batas ukuran yang diinginkan; ukuran ukuran yang kurang dari 39,5 mm, dianggap atau pekerjaannya harus diganti. dapat dapat tetapi gagal Berapa toleransi yang diberikan oleh guru tersebut? Toleransi dapat dihitung sebagai berikut : Ukuran maksimum yang diizinkan = 40,5 mm Ukuran minimum yang diizinkan = 39,5 mm Toleransinya = 1,0 mm 2. Pencantuman toleransi pada gambar kerja Job atau gambar kerja yang dibuat harus mencantumkan toleransinya. Hal ini untuk memudahkan operator dalam menentukan batasan ukuran minimum dan ukuran maksimum yang diizinkan. Jika produk yang dibuat merupakan suku cadang yang harus dirakit satu sama lain menjadi suatu mesin yang berfungsi, maka pencantuman toleransinya harus memenuhi fungsi dari suku cadang tersebut. Poros yang dipasang pada bantalannya (dalam keadaan fungsi longgar), akan memiliki toleransi yang berbeda dengan blok silinder yang dipasang pada blok mesin dengan jalan di press (kaku). Pada umumnya, toleransi yang harus diberikan atau dicantumkan pada gambar kerja ada dua macam : 1. Toleransi untuk poros, yang meliputi benda benda padat bulat, segiempat dan bentuk bentuk prisma lainnya. 2. Toleransi ntuk lubang, yang meliputi lubang bulat (bor), lubang pada bantalan, alur pasak, rongga rongga pada blok mesin, celah antara dua bidang (alur pasak) dan semacamnya. B. ISTILAH ISTILAH PADA TOLERANSI 147

148 Sebagaiman tadi dijelaskan, toleransi merupakan perbedaan dua ukuran yang diperbolehkan, yaitu perbedaan antara ukuran maksimum dan ukuran minimum yang diperbolehkan. Toleransi meliputi toleransi poros dan toleransi lubang. Untuk jelasnya, dapat kita lihat pada gambar berikut. Gambar Keterangan : 1. Ukuran nominal (uk.nom.) Ukuran nominal yaitu ukuran benda yang dibulatkan sampai dengan ukuran mm dan merupakan ukuran patokan yang dijadikan batas batas ukuran yang diizinkan. 2. Ukuran minimum (uk.min.) Ukuran minimum adalah ukuran terkecil yang dizinkan, baik untuk porosmaupun untuk lubang. 3. Ukuran maksimum (uk.maks.) Ukuran maksimum adalah ukuran terbesar yang diizinkan, baik untuk poros maupun untuk lubang. 4. Penyimpangan membesar Penyimpangan membesar yaitu perbedaan ukuran antara ukuran nominal dan ukuran maksimumnya yang diizinkan (baik untuk poros maupun untuk lubang). 5. Penyimpangan mengecil Penyimpangan mengecil yaitu perbedaan ukuran antara ukuran nominal dan ukuran minimumnya yang diizinkan (baik untuk poros maupun untuk lubang). 6. Toleransi umum Untuk gambar gambar dengan ukuran tanpa persyaratan ketelitian khusus atau ukuran tanpa keterangan dan kita dapat memberikan catatan secara umum, nilai nuilai 148
149 penyimpangan yang diizinkan disebut toleransi umum. Sesuai dengan ISO 2786, ukuran ukuran tanpa keterangan terikat oleh toleransi umum. C. TOLERANSI KHUSUS DAN TOLERANSI UMUM 1. Toleransi khusus Untuk gambar gambar yang memerlukan ketelitian khusus, dalam pencantuman ukurannya harus diberi toleransi khusus sesuai dengan standar ISO/R286. Toleransi ini disebut juga Toleransi Standar Internasional (IT). a. Simbol kualitas toleransi standar Dalam sistem toleransi standar internasional (IT), kualitas toleransi dibagi menjadi 18 macam kualitas, yaitu : IT 01; IT 00; IT 1; IT 2; IT 3;...; IT 16. Kualitas toleransi tersebut meliputi toleransi untuk pekerjaan yang sangat teliti, misalnya pekerjaan - pekerjaan pada instrumen, alat ukur, optik dan semacamnya; pada pekerjaan seperti ini dipakai kualitas IT 01 sampai dengan IT 4. untuk IT 5 sampai dengan IT 11 adalah kualitas internasional untuk pekerjaan pekerjaan permesinan yang sangat teliti dan biasanya serta untuk pekerjaan pekerjaan mampu tukar ; dipasang satu sama lain (dirakit). Sedangkan IT 12 sampai dengan IT 16 diperuntukan bagi pekerjaan pekerjaan yang kasar seperti pekerjaan pengecoran, pemotongan dengan gas dan pekerjaan kasar sejenisnya. b. Simbol toleransi lubang dan poros Sebagaimana telah dijelaskan pada pasal yang terdahulu, toleransi ada dua macam : toleransi untuk lubang dan toleransi untuk poros. Untuk membedakan, kedua macam toleransi tersebut diberi simbol masing masing dengan huruf besar untuk lubang dan huruf kecil untuk poros. 149
150 Angka nominal yang diikuti huruf besar beserta angka kualitasnya menunjukkan besarnya lubang dengan toleransinya, sedangkan angka nominal yang diikuti huruf kecil beserta angka kualitasnya menunjukkan besarnya poros dengan toleransinya. Contoh Ø 40 H7, artinya suatu lubang (H nya huruf besar) dengan daerah toleransi H dan kualitas nya 7 Ø 40 h7, artinya suatu poros (h nya huruf kecil), dengan daerah toleransi h dan kualitasnya 7 Huruf huruf yang dipakai untuk simbol lubang yaitu huruf A, B, C,... sampai Z, kecuali huruf I, L, O, Q dan W; sedangkan huruf a, b, c,... sampai z dipakai untuk simbol toleransi poros, kecuali huruf i, l, o, q dan w. c. Nilai toleransi khusus Untuk keseragaman dalam menentukan besarnya toleransi, maka dibuat suatu standar secara internasional (IT). Besarnya nilai IT tersebut ditetapkan dengan ISO 286. Besarnya nilai toleransi disesuaikan dengan besar kecilnya ukuran, baik lubang maupun poros, seperti terlihat pada tabel berikut ini. Tabel 2.6 Nilai Toleransi Besarnya toleransi Sifat penggunaan toleransi KW.IT (micron) Untuk alat ukur IT 01 0,3 + 0,008. D Optik IT 00 0,5 + 0,012. D Instrumen IT 1 0,8 + 0,020. D (untuk pekerjaan pekerjaan IT 2 antara IT 1 samapai dengan IT sangat teliti) 5 IT 3 (lihat tabel 2.6!) IT 4 Untuk pekerjaan IT 5 7.i harga i dapat dihitung dengan rumus : pemesinan IT 6 10.i Pekerjaan sangat teliti, IT 7 16.i teliti dan biasa IT 8 25.i IT 9 40.i IT i i dalam mikron IT i 150

151 D dalam mm Untuk pekerjaan pekerjaan kasar, misalnya pemotongan, pengecoran dan semacamnya IT IT IT IT IT i 250.i 400.i 640.i 1000.i Contoh 2.11 Suatu poros mempunyai diameter 27 mm. Jika poros tersebut dikerjakan pada mesin bubut dengan kualitas IT 9, berapakah toleransinya? Jawab : Untuk ukuran Ø 27 mm dengan kualitas IT 9, maka toleransinya = 40.i(lihat tabel 2.6). Jadi toleransinya 40. 1,377 = 55,08 micron atau dibulatkan = 55 micron. Contoh 2.12 Suatu ukuran dari pekerjaan poros dikerjakan dengan kualitas IT 10. Berapakah toleransinya jika diameter minimalnya 24 mm? Penyelesaian : Diketahui : Ukuran nominal 24 mm atau D = 24 mm Kualitas toleransi 10 Ditanya : Besarnya toleransi? Jawab : Untuk IT 10, toleransinya = 64.i (lihat tabel 2.6!). 151
 = 0,8 + 0,020. 10 = 0,8 + 0,200 = 1 micron jadi, toleransinya = 1 micron = 0,001 mm.")
152 Toleransinya adalah 64.i = 64. 1,322 = 84,608 Jadi, toleransinya = 84,6 micron = 0,084 mm Contoh 2.13 Suatu pekerjaan instrumen dikerjakan dengan kualitas IT 1. Berapakah toleransinya jika D = 10 mm? Jawab : Untuk IT = 0,8 + 0,020. D (lihat tabel 2.6!) = 0,8 + 0, = 0,8 + 0,200 = 1 micron jadi, toleransinya = 1 micron = 0,001 mm. 3 s/d Tabel 2.7 Nilai Toleransi IT2, IT3 dan IT4 Kualitas Toleransi IT2 IT3 1,2 2 1,5 2,5 1,5 2, ,5 4 2, IT Contoh 2.14 Suatu poros dengan diameter nominal 30 mm dikerjakan dengan kualitas IT3. Tentukan toleransinya! Jawab : 152
153 Lihat tabel 2.7! Untuk diameter Ø 30 pada IT3, besarnya toleransi adalah 4 micron atau 0,004 mm. 2. Toleransi umum Jika ukuran tanpa keterangan maka ukuran tersebut terikat oleh toleransi umum. Besarnya toleransi umum ini merupakan tanggung jawab perencana dan dapat kita pilih salah satu macam variasi dari tabel 2.8 berikut. Toleransi khususnya dapat kita lihat pada tabel 2.9; 2.10 dan Tabel 2.8 Variasi Penyimpangan Umum (dalam mm) Ukuran nominal dalam satuan Jenis Pekerjaan mm Teliti Sedang Kasar 0,5 sampai dengan 3 ±0,05 ±0,1 3 sampai dengan 6 ±0,05 ±0,1 ±0,2 6 sampai dengan 30 ±0,1 ±0,2 ±0,5 30 sampai dengan 120 ±0,15 ±0,3 ±0,8 120 sampai dengan 315 ±0,2 ±0,5 ±1,2 315 sampai dengan 1000 ±0,3 ±0,8 ± sampai dengan 2000 ±0,5 ±1,2 ±3 153
154 Tabel 2.9 Penyimpangan Lubang (dalam mm) Ukuran Diameter dalam mm B C B C D C D8 E D9 D10 E7 F E8 E9 F6 G F7 F8 H G6 G7 H6 H7 H8 H9 H
155 Ukuran Diameter dalam mm JS5 JS JS6 JS ±3 ±4,5 ±7, ±4 ±5,5 ± ±4,5 ±6,5 ±10,5 K5 K K6 K7 M5 M M6 M7 N6 N N7 P6 P P7 R R7 S S ±5,5 ±8 ±12, ±6,5 ±9,5 ± ±7,5 ±11 ±17, ±9 ±12,5 ± ±10 ±14,5 ± T T U U7 X X
156 Tabel 2.10 Ukuaran Diameter dalam mm b c b9 c9 d8 d9 e7 e8 e9 f6 f7 f8 g4 g5 g6 h4 h5 h6 h7 h8 h d e f g h
157 Ukuran Diameter dalam mm 6-10 j j ±2 j5 k j6 j7 ±3 ±4,5 ±7,5 ±2,5 ±4 ±5,5 ±9 ±3 ±4,5 ±6,5 ±10,5 m n p r s t u x t6 u6 x k4 k5 k6 m4 m5 m6 n6 p6 r6 s ±3,5 ±5,5 ±8 ±12, ±4 ±6,5 ±9,5 ± ±5 ±7,5 ±11 ±17, ±6 ±9 ±12,5 ± ±7 ±10 ±14,5 ±
158 Ukuran Nominal (mm) 3 s/d 6 6 s/d s/d s/d s/d s/d s/d sd/ s/d s/d s/d s/d Tabel 2.11 Nilai Toleransi Standar (metrik) Kualitas toleransi ,3 0,5 0,8 1, ,4 0,6 1 1,5 2, ,4 0,6 1 1,5 2, ,5 0,8 1, ,6 1 1,5 2, ,6 1 1,5 2, ,8 1, ,5 2, ,2 2 3, , , ,
159 D. DIAGRAM DAERAH TOLERANSI Daerah kedudukan toleransi lubang dan poros dapat dilihat seperti pada gambar dan gambar berikut. Gambar Gambar Keterangan gambar : 1. Jika daerah toleransi lubang berada pada daerah A, B, C, D, E dan G, maka daerah toleransi berada diatas ukuran nominalnya dan toleransinya adalah positif (+) (lihat gambar 2.147!). Contoh 2.15 Ø 40 D 9, artinya : Ø 40 = ukuran nominal lubang 40 mm D9 = daerah toleransi lubang pada kualitas
160 Lihat tabel 2.10! Untuk Ø 40 D 9, besar penyimpangan adalah : Daerah toleransinya seperti tampak pada gambar berikut. Gambar Jika daerah toleransi lubang berada pada daerah toleransi H, maka ukuran minimum lubang adalah sama dengan ukuran nominalnya dan toleransinya bertanda (0) dan (+). Contoh 2.16 Ø 40 H 9, artinya : Ø 40 = ukuran nominal lubang 40 mm H9 = daerah toleransi lubang H pada kualitas 9. Lihat tabel 2.10! Untuk 40 H 9, penyimpangannya adalah :. Daerah toleransinya dapat kita lihat pada gambar berikut. 160
161 Gambar Jika daerah toleransi berada pada daerah toleransi JS maka daerah toleransinya simetris (penyimpangan atas sama dengan penyimpangan bawahnya) dan toleransinya bertanda (±). Contoh 2.17 Ø 40 JS 7, artinya : Ø 40 = diameter lubang 40 mm JS 7 = daerah toleransi lubang JS dengan kualitas 7. Lihat tabel 2.10! Untuk Ø 40 JS 7, penyimpangannya adalah : 40± 0,0125 Daerah toleransinya seperti tampak pada gambar Gambar Jika daerah toleransi lubang berada pada daerah toleransi K, maka penyimpangan atasnya bertanda (+) dan penyimpangan bawahnya bertanda (-). Misalnya Ø 6 K 5 mempunyai penyimpangan atas 0 dan penyimpangan bawahnya -5 micron; sedangkan untuk 40 K 5, penyimpangan atas bertanda (+) yaitu +2 micron dan penyimpangan bawahnya bertanda (-) yaitu -9 micron. Lihat tabel 2.9! Kedudukan daerah toleransi lubang K adalh berada diantara (+) dan (-). 161
162 5. Jika daerah toleransi lubang berada pada daerah toleransi M, N, P, R, S, T, U, V, X, Y dan Z, maka daerah toleransinya berada dibawah ukuran nominalnya. Oleh karena itu, penyimpangannya bertanda negatif (-). Contoh 2.18 Ø 40 N 7, artinya : Ø 40 = ukuran nominal lubang 40 mm JS 7 = daerah toleransi lubang N dengan kualitas 7. Lihat tabel 2.10! Untuk Ø 40 N 7, penyimpangannya adalah : Daerah toleransinya dapat dilihat pada gambar berikut. Gambar Jika daerah toleransi poros berada pada daerah toleransi a, b, c, d, e, f dan g, maka daerah toleransinya berada dibawah ukuran nominalnya dan penyimpangannya bertanda negatif (-). 7. Jika daerah toleransi poros berada pada daerah toleransi h, maka ukuran maksimumnya sama dengan ukuran nominalnya, sehingga penyimpangan atas bertanda (0) dan penyimpangan bawah bertanda (-). 8. Jika daerah toleransi poros berada pada daerah toleransi js, maka daerah toleransinya adalah simetris, sehingga tanda penyimpangannya bertanda (±). 9. Jika toleransi poros berada pada daerah toleransi k, m, n, p, r, s, u, v, x dan z, maka daerah toleransinya berada diatas ukuran nominalnya, sehingga penyimpangan bertanda (+). Contoh 2.19 Diketahui ukuran ukuran poros sebagai berikut. Ø 40 d 8; Ø h 7; Ø 40 js 7 dan Ø 40 p
.")
163 Lihat tabel 2.10! Untuk ukuran ukuran tersebut diatas, penyimpangannya adalah : Daerah toleransi dari keempat ukuran diatas dapat dilihat pada gambar berikut. Gambar E. MENGHITUNG UKURAN MAKSIMUM, MINIMUM DAN TOLERANSI Ukuran maksimum sama dengan ukuran nominal ditambah dengan penyimpangan atas (baik untuk poros maupun untuk lubang). Ukuran minimum sama dengan ukuran nominal ditambah dengan penyimpangan bawah (baik untuk poros maupun untuk lubang). Toleransi adalah perbedaan ukuran maksimum dengan ukuran minimum. Contoh 2.20 Ukuran maksimum Ukuran minimum , ,080 = 40,142 mm = 40,080 mm 163
164 Toleransinya adalah = 0,062 mm Contoh 2.21 Ukuran maksimum Ukuran minimum Toleransinya adalah , = 40,062mm = 40 mm = 0,062 mm Contoh 2.22 Ukuran maksimum Ukuran minimum Toleransinya adalah 40 + (0,0125) 40 + (-0,0125) = 40,0125 mm = 39,9875 mm = 0,0250 mm 40 + (-0,080) 40 + (-0,119) = 39,920 mm = 39,881 mm = 0,039 mm Contoh 2.23 Ukuran maksimum Ukuran minimum Toleransinya adalah F. PENULISAN TOLERANSI PADA GAMBAR KERJA Komponen yang diberi ukuran dengan toleransi adalah komponen yang mempunyai fungsi dan kualitas tertentu, lihat gambar berikut (penulisan dangan sistem ISO)! Gambar

165 Komponen yang diberi ukuran Ø 40 h 7 adalah : ukuran nominal poros 40 mm, berada pada daerah toleransi h dengan kualitas 7. Lihat tabel 2.11! Untuk Ø 40 h 7 =. Komponen yang diberi ukuran 24 G 6 artinya : ukuran nominal lubang 24 mm, berada pada daerah toleransi G, dengan kualitas 6. lihat tabel 2.9! Untuk Ø 24 G 6 =. Komponen yang tidak diberi toleransi, ukurannya terikat oleh toleransi umum, yaitu 100 mm pad ukuran panjang poros diatas. Bila poros tersebut dikerjakan dengan teliti maka toleransi umumnya adalah 100±0,15 (lihat tabel 2.8!). Untuk selanjutnya, penulisan toleransi dapat dilakukan seperti gambar berikut. Gambar Penulisan toleransi dengan simbol ISO Hal yang perlu diperhatikan untuk mencantumkan atau menuliskan toleransi pada gambar kerja dengan simbol ISO, antara lain : ukuran dasar (nominal). lambang (poros atau lubang) dan daerah toleransi. kualitas toleransi. Lihat gambar berikut! Gambar Penulisan toleransi dapat pula diikuti dengan besar penyimpangannya, lihat gambar gambar 2.157! 165




166 Gambar Toleransi ditulis pada ukuran penyimpangannya, lihat gambar 2.158! nominal dan Gambar Penulisan toleransi simetris, lihat gambar 2.159! Gambar Penulisan toleransi dengan mencantumkan ukuran maksimum dan ukuran minimum, dapat dilihat pada gambar berikut. Gambar Satuan dan urutan penyimpangan Satuan penyimpangan harus sama dengan satuan ukuran nominal (dasar)-nya. Jika satuan nominal dalam mm maka penyimpangannya harus dalam mm. Penyimpangan atas dan penyimpangan bawah harus mempunyai desimal yang sama, kecuali salah satu penyimpangan mempunyai nilai 0 (nol). Penyimpangan atas mempunyai nilai lebih besar daripada penyimpangan bawahnya dan diurutkan dari nilai penyimpangan atas kemudian (di bawahnya) penyimpangan bawah. 166
. Gambar 2.")


167 G. PENULISAN TOLERANSI PADA GAMBAR SUSUNAN Untuk menuliskan toleransi pada gambar susunan dapat dilaksanakan sebagai berikut (lihat gambar 2.156!). Gambar Hal yang perlu diperhatikan untuk menuliskan toleransi pada gambar susunan, antara lain lambang toleransi lubang ditempatkan di depan atau di atas lambang toleransi poros. Penulisan dengan lambang dan nilai penyimpangan pada gambar susunan, lihat gambar 2.157! Gambar Penulisan toleransi dengan ukuran dasar dan penyimpangannya pada ambar susunan, lihat gambar berikut! Gambar
168 H. TINGKAT SUAIAN Dalam suatu industri msein, banyak sekali suku cadang atau onderdil dibuat dan dirakit sehingga menjadi suatu mesin yang berfungsi. Suku cadang suku cadang yang dirakit tersebut mungkin dipasang atau distel dengan fungsi dapat bergerak, misalnya poros dengan bantalannya; mungkin juga dipasangkan dengan jalan dipres, misalnya blok silinder dengan blok mesin, jari jari roda dengan nafnya dan sejenisnya. Untuk pembuatan suku cadang yang dapat bergerak (poros dengan bantalannya), ukuran poros harus dibuat sedikit lebih kecil daripada ukuran lubangnya, sehingga jika dipasang maka poros dan bantalan dalam keadaan longgar. Jika pembuatan ukuran poros sedikit lebih besar daripada lubangnya (diameter luar lebih daripada diameter dalam), maka pemasangannya dapat dilakukan dengan jalan dipres atau dipaksa dan suaian ini disebut suaian paksa. 1. Macam macam suaian Dilihat dari perbedaan ukuran diameter luar dan diameter dalam (ukuran poros dan lubang) maka ada tiga macam suaian sebagai berikut : a. Jika ukuran poros lebih kecil daripada ukuran lubang maka suaiannya disebut suaian longgar. b. Jika ukuran poros dibuat lebih besar daripada ukuran lubang maka suaiannya disebut suaian sesak (paksa). c. Jika ukuran poros dan lubang hampir sama antar longgar dan sesak (tak tentu) maka suaiannya disebut suaian pas. Untuk ketiga macam suaian tersebut, dapat kita lihat pada diagram toleransi (daerah toleransinya), seperti tampak gambar berikut. 168

169 2. Sistem basis Gambar Dalam sistem ISO, sistem basis terbagi menjadi : Sistem basis lubang. Sistem basis poros. a. Sistem basis lubang Pada sistem basis lubang, daerah toleransi lubang berada pada daerah toleransi H. Jika poros dan lubang saling berpapasan, maka sebagai dasar untuk menetapkan suaian (longgar, pas dan paksa) digunakan ukuran lubangnya, sedangkan poros menyesuaikan terhadap lubangnya. Pada sistem basis lubang, terdapat tiga macam suaian sebagai berikut. 1) Suaian longgar 169
170 Jika pasangan toleransi lubang H dengan toleransi poros a, b, c, d, e, f dan g maka akan suaian longgar. 2) Suaian pas Jika pasangan toleransi lubang H dengan toleransi poros h, js, k, m dan n, maka akan suaian pas. 3) Suaian paksa Jika pasangan toleransi lubang H dengan toleransi poros p, r,..., dan z, maka akan suaian paksa. Contoh 2.24 H8/e8 (suaian longgar) H6/k8 (suaian pas) H7/t6 (suaian paksa) daerah didapat daerah didapat daerah didapat Ukuran Ø 60 H7/g6 ; 45 Ukuran Ø 65 H7/h7 ; 20 Ukuran Ø 30 H7/p6 ; 80 Sistem basis poros b. Pada sistem basis poros, daerah toleransi poros berada pada daerah toleransi h, ukuran poros digunakan sebagai ukuran dasar untuk menentukan suaian dan ukuran lubangnya menyesuaikan terhadap ukuran porosnya. Pada sistem basis poros, terdapat tiga macam suaian sebagai berikut. 1) Suaian longgar Jika pasangan toleransi poros h berpasangan dengan daerah toleransi lubang A, B, C, D, E, F dan G, maka suaian yang didapat adalah suaian longgar. 2) Suaian pas Jika pasangan toleransi lubang h berpasangan dengan daerah toleransi lubang H, JS, K, M dan N, maka suaian yang didapat adalah suaian pas. 3) Suaian paksa Jika pasangan toleransi lubang h berpasangan dengan daerah toleransi P, R,..., dan Z, maka akan didapat suaian paksa. Contoh
171 Ukuran Ø 60 G7/h6 ; 45 E8/ h8 (suaian longgar) Ukuran Ø 65 H7/h7 ; 20 K6/h6 (suaian pas) Ukuran Ø 30 P6/h7 ; 80 T7/ h6 (suaian paksa) Pada produksi massal dengan jumlah produk yang banyak, memungkinkan pembuatan poros yang digunakan sebagai dasar untuk suaian dengan basis poros. Hal itu memerlukan ketelitian, waktu pengerjaan lebih lama dan memerlukan perkakas yang presisi, sehingga ongkos produksi lebih mahal. Dengan pertimbangan tersebut, maka sistem basis poros jarang digunakan untuk produksi massal (pada suatu industri). Suaian sisitem basis lubang dan basis poros untuk tujuan umum yang ditentukan oleh JIS B0401, dapat dilihat pada tabel 2.12 dan tabel 2.13 berikut. Tabel 2.12 Sistem Basis Lubang (JIS B0401) Luban g dasar H5 b Suaian longgar c d e f g 4 Lambang dan kualitas untuk poros Suaian pas Suaian paksa h js k m n p r s t u x 171
172 H6 (6) 7 H7 H8 H9 H (7) (7) (7) 6 6 (7) 6 6 (7) 6 (7) 6 (7) 6 (7) 6 (7) 6 (7) 9 Tabel 2.13 Sistem Basis Poros Poros dasar B Suaian longgar C D E F h4 h5 h6 (7) 7 h7 h8 h Lambang dan kualitas untuk Suaian pas G H Js K M (7) 7 (7) (7) (7) lubang N P (7) 6 7 (7) Suaian paksa R S T 7 (7) 7 (7) 7 U X Perhitungan suaian Jika ukuran lubang dibuat lebih besar daripada ukuran poros atau sebaliknya ukuran poros dibuat lebih besar daripada lubangnya, maka akan terjadi suaian longgar dan suaian sesak (paksa). a. Kelonggaran Kelonggaran ialah selisih ukuran lubang porosnya. Kelonggaran dibagi tiga macam, yaitu : 1. kelonggaran maksimum; dengan 172
 Keterangan : C = Kelonggaran (mm) D = Diameter lubang (mm) d = Diameter poros (mm) Gambar 2.160b Keterangan gambar 2.")
 dmin= Diameter poros minimum (mm) dr = Diameter rata rata poros (mm) kelonggaran maksimum : lihat gambar 2.160b!")
173 2. 3. kelonggaran minimum; kelonggaran pertengahan. Lihat gambar 2.160a! Gambar 2.160a C = D d (mm) Keterangan : C = Kelonggaran (mm) D = Diameter lubang (mm) d = Diameter poros (mm) Gambar 2.160b Keterangan gambar 2.160b Dmaks = Diameter lubang maksimum (mm) Dmin = Diameter lubang minimum (mm) Dr = Diameter rata rata lubang (mm) dmaks = Diameter poros maksimum (mm) dmin= Diameter poros minimum (mm) dr = Diameter rata rata poros (mm) kelonggaran maksimum : lihat gambar 2.160b! Cmaks = Dmaks dmin (mm)... (1) Kelonggaran minimum : Cmin = Dmin dmaks (mm)... (2) 173
 Ukuran maksim um lubang b) Ukuran minimu m lubang c) Ukuran maksim um poros d) Ukuran minimu m poros e) Kelong garan maksim um f) Kelong")
174 Contoh 2.25 Suatu pasangan poros dan pasak mempunyai ukuran Ø 40 H7/f7. Tentukan yang berikut ini! a) Ukuran maksim um lubang b) Ukuran minimu m lubang c) Ukuran maksim um poros d) Ukuran minimu m poros e) Kelong garan maksim um f) Kelong garan minimu m g) Kelong garan perteng ahan 174
175 (rata ratanya ) Penyelesaian : Lihat tabel 2.9 dan 2.10! Untuk ukuran : Untuk ukuran : a) b) c) d) e) f) g) b. Ukuran maksimum lubang Dmaks = ,025 = 40,025 mm Ukuran minimum lubang Dmin = = 40 mm Ukuran maksimum poros dmaks = 40 + (-0,025) = 39,975 mm Ukuran minimum poros dmin = 40 + (-0,05) = 39,950 mm Kelonggaran maksimum (lihat persamaan (1)) Cmaks = Dmaks dmin = 40,025 39,950 = 0,075 mm Kelonggaran minimum (lihat persamaan (2)) Cmin = Dmin - dmaks = 40 39,975 = 0,025 mm Kelonggaran rata rata (lihat persamaan (3)) Cr = ½ (Cmaks + Cmin) = (0, ,025). ½ = 0,100. ½ = 0,050 mm (interference) Kesesakan Kesesakan adalah selisih ukuran poros dengan lubangnya. Kesesakan dibagi menjadi tig macam, yaitu : 1) kesesakan maksimum; 2) kesesakan minimum; 3) kesesakan pertengahan (rata - rata). 175
 Keterangan : F = Kesesakan (mm) d = Diameter poros (mm) D = Diameter lubang (mm) Gambar 2.")
 dmaks = Diameter poros maksimum (mm) dmin= Diameter poros minimum (mm) dr = Diameter rata rata poros (mm) Fmaks =")
176 Lihat gambar 2.161! Gambar 2.161a F = d D (mm) Keterangan : F = Kesesakan (mm) d = Diameter poros (mm) D = Diameter lubang (mm) Gambar 2.161b Keterangan : Dmaks = Diameter lubang maksimum (mm) Dmin = Diameter lubang minimum (mm) Dr = Diameter rata rata lubang (mm) dmaks = Diameter poros maksimum (mm) dmin= Diameter poros minimum (mm) dr = Diameter rata rata poros (mm) Fmaks = Kesesakan maksimum (mm) Fmin = Kesesakan minimum (mm) Fr = Kesesakan rata rata (mm) Kesesakan maksimum :(lihat gambar 2.161b) 176
. Tentukan yang berikut ini!")
177 Fmaks = dmaks - Dmin (mm)... Kesesakan minimum : Fmin = dmin - Dmaks (mm)... Kesesakan rata rata : Fr = dr (4) (5) Contoh 2.26 Suatu metal dipasangkan pada bloknya dengan ukuran Ø 80 H7/p6 (lihat gambar 2.162!). Tentukan yang berikut ini! a) Diamet er lubang blok maksim um (Dmaks) b) Diamet er lubang blok minimu m (Dmin) c) Diamet er lubang rata rata (Dr) d) Diamet er luar metal maksim um (dmaks) 177
 e) f) g) h) i) Gambar 2.")
178 Diamet er luar metal minimu m (dmin) Diamet er rata - rata metal (dr) Kesesa kan maksim um (Fmaks) Kesesa kan minimu m (Fmin) Kesesa kan rata rata (Fr) e) f) g) h) i) Gambar Penyelesaian : Untuk ukuran Untuk ukuran a) Ukuran lubang blok maksimum 178
179 Dmaks = ,030 = 80,030 mm Ukuran lubang blok minimum Dmin = = 80 mm c) Diameter lubang blok rata rata b) Diameter metal maksimum dmaks = ,030 = 80,030 mm e) Diameter metal minimum dmin = ,032 = 80,032 mm d) f) Diameter rata rata g) Kesesakan maksimum Fmaks = dmaks - Dmin = 80, = 0,051 mm h) Kesesakan minimum Fmin = dmin - Dmaks = 80,032 80,030 = 0,002 mm i) Kesesakan rata rata Contoh 2.27 Suatu poros dan lubang mempunyai ukuran sebagai berikut. 1) Ø 40H5/g4 2) Ø 40H7/js7 3) Ø 40H6/p6 Tentukan yang berikut ini! a) Suaiannya b) Penyimpan gannya (atas dan bawah) c) Ukuran maksimum d) Ukuran minimum e) Toleransin ya f) Kelonggara n maksimum g) Kelonggara n minimum 179
180 h) Kelonggara n rata ratanya Kesesakan maksimum Kesesakan minimum Kesesakan rata rata Diagram daerah toleransiny a i) j) k) l) Penyelesaian : a) Lihat tabel 2.12! Untuk pasangan dengan basis lubang : 1) H5/g4 : suaiannya adalah suaian longgar 2) H7/js7 : suaiannya adalah suaian pas 3) H6/p6 : suaiannya adalah suaian paksa b) Penyimpangan atas dan bawah (lihat tabel 2.9 dan tabel 2.10!) 1) Untuk ukuran Ø 40H5/g4 : Lubang : Poros : Untuk ukuran Ø 40H7/js7 : 2) 3) Lubang : Poros : Untuk ukuran Ø 40H6/p6 : Lubang Poros c), d) dan e) 1) : : Ø 40H5/g4 Lubang : Ukuran maksimum = ,011= 40,011 mm 180
181 Ukuran minimum = 40,0 mm Toleransinya adalah = 40 = mm Poros : Ukuran maksimum= 40 + (-0,009) = 39,991 mm Ukuran minimum = 40 + (-0,016) =39,984 mm Toleransinya adalah = mm 2) Ø 40H7/js7 Lubang : Ukuran maksimum = ,025= 40,025 mm Ukuran minimum = = 40 mm Toleransinya adalah = 0,025 mm Poros : Ukuran maksimum= ,0125 = 40,0125 mm Ukuran minimum = 40 + (-0,0125)=39,9875 mm Toleransinya adalah = 0,025 mm 3) Ø 40H6/p6 Lubang : Ukuran maksimum = ,016= 40,016 mm Ukuran minimum = = 40 mm Toleransinya adalah = mm Poros : Ukuran maksimum= ,042 = 40,042 mm Ukuran minimum = ,026 = 40,026mm Toleransinya adalah = mm f) Kelonggaran maksimum Untuk ukuran Ø 40H5/g4, Cmaks = Dmaks - dmin = 40,011 39,984 = 0,027 mm g) Kelonggaran minimum : 181
182 Cmin = Dmin - dmaks = 40 39,991 = 0,009 mm Kelonggaran rata rata : Cr = ½ (Cmaks + Cmin) = ½ (0, ,009) = ½ (0,036) = 0,018 mm i) Kesesakan untuk ukuran Ø 40H6/p6 Kesesakan maksimum Fmaks = dmaks - Dmin = 40, = 0,042 mm j) Kesesakan minimum : Fmin = dmin - Dmaks = 40,026 40,016 = 0,010 mm k) Kesesakan rata rata : Fr = ½ (Fmaks + Fmin) = ½ (0, ,010) = ½ (0,052) = 0,026 mm Catatan : Untuk ukuran Ø 40H7/js7, mempunyai suaian longgar, sesak dan pas (tak tentu). Kelonggarannya : Cmaks = Dmaks - dmin = 40,025 39,9875 = 0,0375 mm Kesesakannya : Fmaks = dmaks - Dmin = 40, = 0,0125 mm h) 182

183 l) Diagramnya dapat dilihat sebagai berikut : Diagram Daerah Toleransi I. GEOMETRIS TOLERANSI Gambar kerja harus dapat memberikan informasi yang jelas, agar benda atau produk dibuat tidak menyimpang dari gambar yang direncanakannya. Gambar kerja yang dibuat merupakan ide teknik yang ditampilkan dalam bentuk gambar pandangan, gambar proyeksi atau dalam bentuk gambar potongan, baik potongan sebagian, potongan penuh maupun gambar potongan potongan lainnya yang sesuai dengan aturan aturan menggambar. Untuk membuat produk sesuai dengan gambar, tidaklah mudah. Apalagi pada suatu industri, produk dibuat dengan jumlah yang banyak, dikerjakan dengan mesin mesin yang berbeda pada situasi dan kondisi yang berbeda pula. Walaupun mesin, perkakas potong, alat ukur dan personilnya berbeda, tetapi produk yang dibuat harus dapat memenuhi syarat - syarat bentuk atau 183
184 posisi yang ditetapkan. Dalam hal ini, bentuk boleh menyimpang dari bentuk idealnya dengan batas batas penyimpangan yang diperbolehkan, atau dengan kata lain memenuhi toleransi geometris nya. Toleransi geomatris ini meliputi kelurusan, kedataran, kebulatan, keselindrisan, profil garis, profil permukaan, kesejajaran, ketegaklurusan, ketirusan, posisi konsentrisitas, koaksilitas atau kesamaan sumbu, kesimetrisan, putar tunggal dan putar total. 1. Toleransi kelurusan Bila kita membuat benda benda berbentuk silinder, misalnya poros yang dikerjakan dengan mesin bubut, maka letak kepala lepas dari mesin bubut dan gerakan eretan yang mengantarkan pahat akan mempengaruhi hasil bubutan, apalagi pemasangan pahat dibawah sumbu porosnya. Hal ini karena keterbatasan ketebalan ganjal pahat bubut dan tekanan baut pengikat tidak merata, sehingga sumbu produk terletak siluar sumbu idealnya (lihat gambar 2.163!). Oleh karena itu, bentuk kelurusan sumbu perlu diberi toleransi kelurusan. Simbol toleransi kelurusan adalah strip mendatar yang diletakkan pada kotak toleransi diikuti besarnya toleransi (lihat gambar berikut!). Gambar
185 Sumbu bagian yang silinder, kelurusannya boleh menyimpang dalam batas daerah silinder sebesar t (t = besarnya toleransi, yaitu Ø 0,04 mm), lihat gambar 2.164! Gambar Toleransi kebulatan Keliling lingkaran harus terletak diantara dua lingkaran yang sebidang dan mempunyai titik pusat sama dengan perbedaan jari jari sebesar t (t = toleransi), lihat gambar 2.165! Gambar Toleransi keselindrisan Toleransi kesilindrisan ditujukan untuk permukaan silinder yang harus terletak diantara dua silinder yang sepusat dengan perbedaan jari jari t (t = toleransi), lihat gambar 2.166! 185


186 Gambar Toleransi bentuk permukaan Toleransi bentuk permukaan yaitu permukaan yang diharapkan boleh menyimpang antara dua permukaan yang sejajar mengikuti bentuk dengan jarak Ø t (t = toleransi), lihat gambar 2.167! Gambar Toleransi kerataan Toleransi kerataan yaitu permukaan bidang harus terletak di antara dua bidang yang sejajar yang terletak t (t = toleransi), lihat gambar 2.168! Gambar


187 6. Toleransi profil garis Toleransi ketepatan profil garis yaitu toleransi yang diberikan pada suatu garis proyeksi yang harus terletak di antara dua garis proyeksi yang menyinggung lingkaran lingkaran yang berdiameter Ø t (t = toleransi), lihat gambar 2.169! Gambar Toleransi kesejajaran Kesejajaran garis sumbu atau permukaan terhadap garis atau bidang dasar diberi simbol garis miring sejajar (//), lihat gambar dibawah! Gambar
. 8.")

188 Sebuah poros engkol terdiri atas dua sumbu yang sejajar, yaitu sumbu bawah dan sumbu atas. Sumbu bawah digunakan sebagai sumbu dasar, sedangkan sumbu atas diberi toleransi (garis sumbu atas sebenarnya garis dalam silinder yang berdiameter 0,1 mm dan sejajar dengan sumbu bawah). 8. Ketegaklurusan Ketegaklurusan garis atau permukaan terhadap bidang dasar diberi simbol (r), lihat gambar 2.171! Suatu batang atau poros yang tegak lurus terhadap bloknya, yaitu sumbu silinder yang sebenarnya, harus terletak diantara dua bidang datar yang sejajar dengan jarak t = 0,05 dan tegak lurus terhadap bidang dasar (A). Gambar Toleransi kemiringan Garis sumbu atau bidang miring ditoleransi terhadap suatu garis atau bidang dasar diberi simbol ( s ) pada kotak toleransi dan diikuti dengan besarnya toleransi serta bidang dasarnya. Contoh, lihat gambar dan 2.173! Gambar

189 Keterangan : Sumbu dari lubang harus terletak di antar dua garis sejajar berjarak t = 0,08 mm dan membuat sudut 450 dengan sumbu dasar (vertikal A). Gambar Keterangan : Bidang miring harus terletak di antara dua bidang sejajar yang berjarak 0,08 mm dan membuat sudut 600 dengan bidang dasar A. 10. Toleransi posisi Kedudukan sumbu, sisi atau bidang yang berpasangan satu sama lian terhadap bidang patokan disebut toleransi posisi, diberi simbol ( l ). Misalnya, dari satu macam pekerjaan pengeboran dapat kita berikan toleransi sebagai berikut (lihat gambar 2.174a, b, c!). 189



190 Gambar 2.174a Jika suatu sumbu lubang dari gambar diatas harus terletak dalam silinder berdiameter t = 0,08 mm dengan sumbu yang tepat dan benar maka penulisan toleransinya dapat dilakukan seperti gambar 2.174b berikut. Gambar 2.174b Jika sumbu lubang dari gambar diatas harus terletak pada paralelpipendum dengan lebar 0,05 mm pada arah sumbu x dan 0,08 pada arah sumbu yang tepat maka penulisannya dapat dilakukan seperti gambar 2.174c. Gambar 2.174c 190
. Contoh, lihat gambar 2.175a! Gambar 2.175a Gambar 2.175b Keterangan : Gambar 2.")

191 11. Toleransi koaksilitas (kesamaan sumbu) konsentrisitas dan Jika ada dua buah lingkaran lainnya dan mempunyai sumbu sama (berimpit) dan sumbu lingkaran satu dijadikan sumbu patokan lingkaran lainnya maka toleransinya diberi simbol ( lo). Contoh, lihat gambar 2.175a! Gambar 2.175a Gambar 2.175b Keterangan : Gambar 2.175a menunjukkan bahwa pusat dari lingkaran yang ditunjukkan oleh kotak toleransi pada lingkaran luar, harus terletak pada lingkaran yang berdiameter t = 0,02 mm dan titik pusatnya berimpit dengan titik pusat lingkaran dasar A pada lingkaran dalam. Gambar 2.175b menunjukkan bahwa sumbu dari silinder yang ditunjukkan oleh kotak toleransi pada silinder tengah, harus terletak di dalam silinder yang berdiameter 0,04 mm yang mempunyai sumbu berimpit dengan sumbu dasar A dan B. 12. Kesimetrisan 191

. Gambar 2.177 Keterangan : Pada tiap putaran terhadap sumbu dasar A B, toleransi putar untuk tiap penampang tidak boleh melebihi t = 0,04 mm. 14.")
192 Kesimetrisan yaitu kesamaan bentuk atau kesamaan ukuran dan diberi simbol ( ), lihat gambar berikut! Gambar Sumbu dari lubang harus terletak di kolom dua bidang sejajar dengan jarak 0,06 mm dan simetris terhadap sumbu alur A dan B sebagai sumbu dasarnya. 13. Toleransi putar tunggal Lambang dari toleransi putar tunggal adalah ujung garis yang beranak panah ( ) yaitu toleransi pada tiap putaran terhadap sumbu dasar dan berlaku untuk tiap letak pengukuran (lihat gambar berikut!). Gambar Keterangan : Pada tiap putaran terhadap sumbu dasar A B, toleransi putar untuk tiap penampang tidak boleh melebihi t = 0,04 mm. 14. Toleransi putar total Lambang dari toleransi putar total atau putar ganda adalah dua garis yang beranak panah sejajar ( ) yaitu toleransi untuk beberapa kali putaran terhadap sumbu 192

193 dasarnya, baik ke arah aksial 2.178!). maupun radial (lihat gambar Gambar Keterangan : Pada beberapa kali putaran terhadap sumbu dasar A B maka toleransi putar total pada setiap titik pada permukaan yang telah ditentukan tidak boleh melebihi t = 0,01 mm. Disamping itu, titik permukaan tidak boleh bergeser ke arah aksial antara dua bidang yang sejajar yang berjarak t = 0,01 mm. 15. Kotak toleransi pada gambar kerja Untuk menempatkan toleransi bentuk pada gambar kerja sebagaimana telah diperlihatkan pada contoh contoh gambar diatas, perlu dijelaskan kembali mengenai kotak toleransi dan elemen yang ditoleransikan. a. Kotak toleransi dan bidang patokan Kotak toleransi adalah bujur sangkar atau segi panjang yang dibuat untuk menempatkan toleransi bentuk (sifat toleransi), besarnya toleransi dan patokan dasar. Garis yang dipakai untuk membuat kotak toleransi ini adalah garis tipis sama dengan garis bantu atau garis ukur (lihat gambar dibawah!). 193


194 Gambar Keterangan : a sifat toleransi bentuk b besar toleransi c huruf bidang patokan d garis petunjuk mengarah pada elemen yang ditoleransi e elemen yang ditoleransi f bidang patokan g segitiga dasar h bidang atau garis atau elemen yang digunakan, sebagai dasar patokan b. Hubungan toleransi dengan elemen yang ditoleransi antara Ada dua macam hubungan antara toleransi bentuk dengan elemen yang ditoleransi, yaitu hubungan dengan sumbunya dan hubungan dengan dindingnya. 1) Hubungan dengan sumbunya (lihat gambar 2.180!) Gambar ) Hubungan dengan dindingnya (lihat gambar 2.181!) 194
 Kesejajaran Ketegaklurusan")
195 Gambar ) Tingkat ukuran tunggal dan berpasangan Untuk simbol toleransi bentuk ukuran tunggal dan posisi ukuran berpasangan, dapat dilihat pada tabel berikut. Tabel 2.14 Simbol Toleransi Kelurusan Bentuk ukuran tunggal Kerataan / kedataran Kebulatan / lingkaran Keselindrisan Profil garis Bentuk permukaan Posisi ukuran berpasangan (arah) Kesejajaran Ketegaklurusan Kemiringan Posisi Konsentrisitas Koaksilitas Kedudukan posisi berpasangan (tempat) 195
196 ( kesamaan sumbu) Kesimetrisan Putar / arah tunggal Posisi berpasangan (bergerak) Putar / arah ganda J. TINGKAT KEKASARAN PERMUKAAN Suatu produk mempunyai tingkat kekasaran yang bermacam macam. Tingkat kekasaran ini tergantung pada kualitas pengerjaan. Misalnya produk yang dipotong dengan gas akan berbeda hasilnya dengan produk yang dipotong dengan gergaji, begitu juga produk yang dibuat dengan cara dituang akan berbeda permukaannya dengan produk yang dibuat atau dikerjakan dengan mesin. Pada gambar teknik mesin, kekasaran pada gambar kerja diberi lambang atau simbol sesuai dengan tingkat kekasarannya dan dijelaskan menurut ISO R468 dan ISO 1302, masing masing untuk menyatakan kekasaran permukaan dan menerapkannya pada gambar kerja. Kekasaran permukaan menurut ISO R adalah sebagai berikut. Penyimpangan rata rata aritmetik dan garis rata rata profil (Ra). Ketidakrataan ketinggian sepuluh titik (Rz) Ketidakrataan maksimum (Rmaks). 1. Hubungan antara Ra, Rz dan Rmaks Tingkat kekasaran ini digunakan sesuai denga perkembangan alat ukur, permesinan dan tuntutan dari persyaratan rencana produk yang akan dibuat. Harga kekasaran sangat erat hubungannya dengan kualitas pengerjaan atau kualitas toleransi. Sebagai pengendalian mutu produk, harus diambil sampel untuk diperiksa dan panjang sampel pun harus disesuaikan pula dengan tingkat kekasaran maupun tingkat toleransinya. Hubungan antara tingkat kekasaran (Ra, Rz dan Rmaks), kelas kekasaran (N), kualitas toleransi (IT) dan panjang sampel dapat dilihat pada tabel Tabel
197 Hubungan antara Ra, Rz, Rmaks, N, IT dan Panjang Sampel Kualitas Panjang Ra Rz Rmaks N toleransi sampel (micron) (micron (micron) (IT) (mm) 0,025 0,1 0,1 N1 IT 00 IT 01 0,8 0,05 0,2 0,2 N2 IT 1 IT 2 0,10 0,4 0,4 N3 IT 3 IT 4 0,25 IT 5 0,20 0,8 0,8 N4 0,40 1,6 1,6 N5 IT 6 IT 7 IT 8 0,80 3,2 3,2 N6 0,8 IT 9 IT 10 1,6 6,3 6,3 N7 IT 11 3,2 12,5 12,5 N8 6,3 12, N9 N10 N11 N12 IT 12 IT 13 IT 14 IT 15 IT 16 2,5 8 Keterangan : Ra = Penyimpangan rata rata aritmetik garis rata rata profil (dalam satuan mikron). Rz = Ketidakrataan ketinggian sepuluh titik (dalam satuan mikron). Rmaks = Ketidakrataan maksimum (dalam satuan mikron). N = Kelas kekasaran (kualitas pekerjaan). IT = Kualitas toleransi internasional. Panjang Sampel = Panjang sampel yang digunakan untuk proses pengukuran dalam pemeriksaan produk (dalam satuan mm). 2. Hubungan antara proses produksi dengan kualitas pekerjaan Kualitas pekerjaan yang dapat dicapai oleh pekerjaan pemesinan atau bukan pemesinan, dapat dilihat pada tabel 2.16 berikut. Tabel 2.16 Proses Pengerjaan dan Kualitas Kekasaran N1 0,025 N2 0,05 N3 0,1 N4 0,2 N5 0,4 N6 0,8 N7 1,6 N8 3,2 N9 6,3 N10 12,5 N N Flame cutting Sawing Abrasive cutting Shearing, fine blanking 197
198 Sand blasting Ball blasting Turning Superfine turning Planning, shaping Drilling, boring Counter sinking Reaming Face milling Peripheral milling Broaching Scraping Face grinding Peripheral grinding Plain grinding Honing Superfinish Plain lapping Round lapping Polishing Spark erosion Keterangan Halus 3. Normal Kasar Simbol kekasaran permukaan Simbol kekasaran permukaan dalam gambar kerja (mesin) terbagi menjadi empat macam. a. Simbol dasar kekasaran permukaan, yaitu suatu bentuk garis yang menyudut (600) yang menyerupai akar (lihat gambar 2.182a!). simbol ini belum mempunyai arti apa apa jika tidak diikuti tanda tanda yang lainnya. b. Simbol kekasaran permukaan yang dikerjakan dengan tangan, yaitu suatu permukaan benda kerja (produk) yang dikerjakan dengan tangan. Maka pada gambar kerjanya diberi simbol pengerjaan, misalnya dikikir, diampelas dan semacamnya (lihat gambar 2.182b!). 198


199 Gambar c. Simbol permukaan yang dimesin, yaitu pekerjaan pekerjaan pemesinan mengebor, membubut, scraf atau frais, tanda pengerjaannya dapat diletakkan pada garis proyeksi permukaan yang dikerjakannya dan diikuti dengan tingkat kekasaran atau kelas kekasaran permukaannya (lihat gambar 2.183!). Simbol pengerjaan yang dimesin. Gambar
. Gambar 2.184 4. Penempatan informasi pada tanda pengerjaan Informasi yang dapat dicantumkan pada tanda pengerjaan meliputi hal hal sebagai berikut. a.")
200 d. Simbol permukaan yang dicor, yaitu simbol permukaan yang tidak dikerjakan lagi (misalnya, hasil dari pengecoran) maka simbol permukaanya sama dengan simbol dasar dengan lingkaran (lihat gambar 2.184!). Gambar Penempatan informasi pada tanda pengerjaan Informasi yang dapat dicantumkan pada tanda pengerjaan meliputi hal hal sebagai berikut. a. Angka kualitas kekasaran permukaan (Ra) atau kualitas pengerjaan (N). b. Proses produksi atau proses pemesinan, misalnya dibor, dibubut, difrais dan semacamnya. c. Panjang sampel, jika tidak dicantumkan maka panjang sampel yang digunakan sebagai pengukuran untuk penentuan kualitas dapat dilihat pada tabel d. Arah pengerjaan, maksudnya arah sayatan dari pisau atau pahat terhadap permukaan benda kerja. Untuk arah pengerjaan ini terbagi menjadi : 1) searah dengan bidang proyeksi, diberi simbol =. 2) tegak lurus terhadap bidang proyeksi, diberi simbol r. 3) dalam dua arah yang berpotongan, diberi simbol x. 4) dalam segala arah, diberi simbol m. 5) arah relatif bulat terhadap titik pusat, diberi simbol c. 6) arah relatif radian, diberi simbol r. 200
201 Untuk arah pengerjaan ini, dapat dilihat pada gambar Gambar e. f. Simbol kelonggaran pemesinan. Nilai kekasaran lain (dalam kurung). Posisi penempatan informasi tanda pengerjaan tersebut dapat dilihat pada gambar berikut. Gambar Menempatkan tanda pengerjaan pada gambar kerja Untuk penulisan tanda pengerjaan sesuai dengan aturan menggambar menurut ISO/R129, yaitu penunjukkan lambang 201
202 pada gambar dan arah tulisan dalam lambang, dapat dilihat pada contoh berikut. a. Penulisan dengan angka kekasaran Ra Gambar b. Penulisan dengan kelas kualitas pengerjaan (N) Angka kekasaran Ra dapat pula diganti dengan kelas kualitas pengerjaan (N), dengan melihat tabel, sehinggan penunjukkan kekasaran permukaannya dapat ditulis seperti gambar berikut. Gambar c. Tanda pengerjaan utama Jika suatu produk terdiri atas satu macam pekerjaan, misalnya dituang saja, maka tanda pengerjaannya cukup diletakkan pada bagian atas dari gambar atau setelah nomor bagian, kemudian diikuti tanda pengerjaannya (lihat gambar berikut!). 202

203 Gambar d. Tanda pengerjaan utama dan tanda pengerjaan khusus Jika suatu produk dikerjakan dengan beberapa mesin dan beberapa macam persyaratan yang harus dipenuhi maka pada gambar kerjanya harus dicantumkan tanda pengerjaan khusus dan utamanya (lihat gambar berikut!). 203

204 Gambar C. Rangkuman 204
205 Dalam proses pembuatan suatu produk atau mesin yang sedang berlangsung akan kita temukan gambar gambar, dimana awal dari pembuatan produk tersebut akan dimulai dari tahap penentuan jenis produk yang selanjutnya dengan suatu perencanaan yang matang. Kemudian pembuatan produk perakitan sampai dengan penggantian suku cadangnya. Gambar sebagai bahasa teknik. Gambar memegang peranan penting sebagai alat komunikasi untuk mewujudkan suatu produk pemesinan atau benda teknik yang lain dengan rangkaian pemakaiangambar dari pemesanan sampai perakitan, maka dikatakan juga sebagai bahasa teknik atau bahasanya orang teknik. Gambar sebagai bahan informasi teknik. Karena seorang pemesan sebuah produk ke juru gambar dan juru gambar ke operator mesin serta perakitan menggunakan gambar. Dengan demikian gambar berfungsi sebagai bahan informasi teknik. Gambar sebagai pemikir dan pengembangan. Dalam perencanaan konsep yang melintas dalam pemikiran diwujudkan dalam gambar, kemudian akan dianalisa dan disintesa dengan gambar, kemudian gambarnya diteliti dan dievaluasi. Pengertian dan fungsi standarisasi perlu dipahami oleh orang orang terkait dalam bidang gambar teknik mesin dan fungsi standar gambar, baik siswa atau peserta diklat, merupakan suatu keseragaman atau kesamaan pemahaman dan pengertian yang berfungsi untuk menghindari salah pengertian dan komunikasi teknik. Macam macam garis dan kegunaannya dalam menggambar teknik digunakan beberapa jenis garis yang masing masing mempunyai arti dan penggunaannya sendiri sendiri, dengan demikian penggunaan garis harus dibedakan menurut maksud dan tujuannya. Konstruksi Geometris, gambar teknik mesin harus digambar dengan cermat dan teliti untuk itu diperlukan keterampilan dalam menggunakan peralatan gambar, sebagai dasar menggambar bentuk geometris. Pemahaman proyeksi proyeksi dari a. Proyeksi Orthogonal. b. Proyeksi Pictorial. c. Proyeksi Dimetrik. d. Proyeksi Isometrik. 205
206 e. f. Proyeksi di Kwadran I (Proyeksi Eropa). Proyeksi di Kwadran III (Proyeksi Amerika). Proyeksi Perspektif. Pemotongan untuk hal yang penting didalam gambar kerja yang tidak kelihatan langsung, dapat kita lukis dengan garis putus-putus, garis tipis dan garis strip titik tipis dan lain-lain. Akan tetapi mungkin tidak jelas dan membingungkan pada pembaca atau siswa maka diberikan penunjukkan pemotongan. 10. Dalam menggambar sesuatu bentuk part tertentu,maka untuk mendapatkan gambar-gambar yang baik jelas dan dimengerti semua ukuran yang perlu harus dicantumkan dengan lengkap pada gambar akhir dan part tersebut dalam gambar, ukuran - ukuran tersebut ditempatkan pada tempat yang cocok, benar serta mudah dilihat. Dalam gambar kerja ukuran dari satu bagian tidak boleh ditunjukkan lebih dari satu. 11. Supaya dapat kita capai ukuran yang diinginkan, maka kita tunjukkan untuk suatu ukuran (= ukuran nominal) dengan dua batasan penyimpangan. Perbedaan antara kedua batasan ini (= penyimpangan membesar dan penyimpangan mengecil) dari ukuran nominal disebut Toleransi. 12. Toleransi bentuk dan posisi untuk mendapatkan hasil yang memuaskan sesuai dengan fungsinya dan untuk keperluan produksi masal dimana tiap tiap benda bisa ditukar tukar pada pemasangan, maka disamping toleransi ukuran pada gambar dilengkapi pula dengan toleransi bentuk dan posisi. g
207 D. Tugas 1. Tugas 1 1. Buatlah gambar segi lima didalam lingkaran yang berdiameter 60 mm pada kertas ukuran A4 dengan skala gambar 1 : 1 lengkap dengan etiketnya! 2. Buatlah elips dengan methoda 4 titik pusat lingkaran bila diketahui panjang sumbu mayor 100 mm dan panjang sumbu minor 70 mm. Skala gambar 1 : 1, lengkap dengan etiket gambarnya! 3. Buatlahtiga pandangan utama dari gambar 2.91 menurut proyeksi Eropa masing masing pada kertas gambar ukuran A4! 2. Tugas 2 1. Buatlah gambar potongan putar poros beserta lubang pasak seperti pada gambar pada kertas ukuran A4, skala 1 : 1! 2. Buatlah gambar potongan bercabang atau meloncat seperti gambar Skala gamabr 1 : 1 lengkap dengan etiket gambarnya! 3. Tugas 3 1. Buatlah gambar simbol simbol ukuran benda bentuk tertentu, silinder, bujursangkar, bola dan pinggulan seperti pada gambar pada kertas ukuran A4! 2. Buatlah gambar penunjukkan ukuran berantai dari sebuah poros bertingkat bila diameter poros paling kecil 20 mm, panjangnya 50 mm dan poros diameter besar 40 mm, panjang 20 mm! 3. Buatlah gambar penunjukkan yang berjarak sama dari sebatang pelat yang panjangnya 90 mm, diameter lubang 5 mm dengan jarak antara lubang 15 mm dan jarak dari ujung ke sumbu lubang 15 mm! 207
208 4. E. Tugas 4 1. Buatlah gambar poros bertingkat dengan ketentuan diameter poros terkecil Ø 10 f7 panjang 70 mm dan ukuran diameter terbesar Ø 32 h6 panjang poros 100 mm! 2. Buatlah gambar pasangan poros dan lubang suatu blok mesin dengan ketentuan diameter poros Ø 20 h6 dan diameter lubang Ø 20 H7 dengan sistem basis lubang! 3. Buatlah gambar pasangan gears dan shaft dengan sistem basis poros dengan ketentuan diameter lubang Ø 30 H9 dan diameter poros Ø 30 h6 dengan ketentuan slidingfit! Tes Formatif Bila suatu benda kerja (produk) dikerjakan dengan jumlah banyak, apakah akan mempunyai bentuk dan ukuran yang sama? Faktor apa saja yang mempengaruhi ketepatan ukuran? Apa yang disebut dengan a. Ukuran Nominal? b. Ukuran Maksimum? c. Ukuran Minimum? Apa definisi Toleransi? Berikan contohnya! Toleransi menurut Standart International dibagi berapa macam kualitas? Tuliskan macam macam kualitas toleransi tersebut! Kualitas toleransi menurut IT, yang dapat dicapai untuk mesin atau pekerjaan permesinan terletak dikualitas mana? Bila kita memotong besi setebal 20mm dengan menggunakan gas, maka kualitas toleransinya terletak pada daerah toleransi berapa? Perhatikan tabel berikut : IT5 7i IT6 10i IT7 16i IT8 25i IT9 40i IT10 64i IT11 100i a. Dalam satuan apakah i tersebut? 208
209 F. b. Jika ukuran dari produk 64mm dikerjakan dengan kualitas toleransi 9, hitunglah besar toleransinya? 9. Untuk membedakan daerah toleransi poros dan daerah toleransi lubang, digunakan lambang apa yang dipakai untuk kedua macam toleransi tersebut? 10. Jelaskan arti ukuran ukuran berikut : a. Ø 14 k 5 b. Ø 65 D g c. Ø 125 h g Kunci Jawaban 1. Ya. Benda kerja (produk) tersebut akan mempunyai bentuk dan ukuran yang sama. 2. Faktor alat potong, faktor mesin, faktor alat ukur dan faktor temperatur maupun material. 3. Yang dimaksud dengan : a. Ukuran nominal adalah ukuran benda kerja yang dibulatkan, merupakan ukuran patokan yang dijadikan batasan. b. Ukuran maksimum adalah ukuran terbesar yang diizinkan baik untuk poros maupun untuk lubang. c. Ukuran minimum adalah ukuran terkecil yang diizinkan baik untuk poros maupun untuk lubang. 4. Toleransi adalah batasan penyimpangan ukuran membesar yang bisa diterima dan batasan penyimpangan ukuran mengecil yang bisa digunakan. 5. Ada 18 macam kualitas, yaitu : IT.01, IT.00, IT1, IT2, IT3, IT4, IT5, IT6, IT7, IT8, IT9, IT10, IT11, IT12, IT13, IT14, IT15 dan IT Pada kualitas IT4 dan IT Pada daerah toleransi IT12 sampai IT a. Dalam satuam micron. b. Besar toleransinya adalah : 0,041mm 9. Bila untuk diameter lubang hurufnya besar/kapital, sedangkan untuk diameter poros hurufnya kecil. 10. a. Ø14 = diameter nominal poros 14mm. k = toleransi poros. 5 = kualitas toleransi. b. Ø65 = diameter nominal lubang 65mm. D = daerah toleransi lubang. g = kualitas toleransi. c. Ø125 = diameter nominal poros 125mm. h = daerah toleransi poros. g = kualitas toleransi. 209
210 G. LEMBAR KERJA Lembar kerja 2.1 Penerapan toleransi pada gambar kerja Ubahlah gambar CAKRA BERTINGKAT dari proyeksi Amerika menjadi proyeksi Eropa! 210

211 Ketentuan : Lengkapi nilai toleransinya! Gambar dibuat pada kertas gambar A4, dengan skala 1 : 2. Lay out, lihat gambar berikut 211

212 Proyeksi : Eropa CAKRA BERTINGKAT Skala : 1 : 2 Ukuran : A4 No. LK : 212

213 Lembar kerja 2.2 Penerapan toleransi pada gambar kerja Ubahlah gamabar KOPLING KERUCUT berikut dari gambar proyeksi Eropa menjadi proyeksi Amerika dan lengkapi toleransinya dengan nilai tolernsi (penyimpangannya)! Lay out, lihat pada halaman berikutnya! 213

214 Proyeksi : Amerika KOPLING KERUCUT Skala : 1 : 1 Ukuran : A4 No. LK : 214

215 Lembar kerja 2.3 Ubahlah gambar proyeksi Amerika menjadi gambar proyeksi Eropa dari gambar TOOL POST dibawah ini, lay out seperti pada halaman berikutnya dan cantumkan toleransinya! 215

216 Proyeksi : Eropa TOOL POST Skala : 1 : 1 Ukuran : A4 No. LK : 216

217 Lembar kerja 2.4 Ubahlah gambar proyeksi Amerika menjadi gambar proyeksi Eropa dari gambar DUDUKAN TEGAK di bawah ini dan lengkapi dengan toleransinya! 217



218 BAB. III EVALUASI A. Evaluasi 1 1. Tes Formatif Tes tertulis Jelaskan gambar teknik sebagai bahasa teknik! Tuliskan alat alat gambar yang kamu ketahui! Tuliskan ukuran kertas gambar A5, A4, A3, A2, A1 dan A0! Jelaskan macam macam garis dan ukurannya! Jelaskan ketentuan penulisan huruf teknik? Jelaskan ketentuan dari proyeksi Piktorial! Jelaskan pengertian dari proyeksi Isometrik, Dimetrik dan miring! Jelaskan ketentuan proyeksi Orthogonal! Jelaskan ketentuan proyeksi Amerika dan Eropa! Jelaskan gambar baut M10 dan penunjukkan yang lengkap! Tuliskan penunjukkan ukuran yang ada pada gambar teknik! Jelaskan pengertian tanda pengerjaan dibawah ini! 13. Jelaskan langkah pengerjaan benda kerja dibawah ini! 14. Jelaskan pengertian dari simbol gambar dibawah ini! 218
219 B. Kunci Jawaban 1. Gambar teknik memegang peranan penting sebagai alat komunikasi untuk suatu produk atau mesin dan sebagai alat komunikasi orang teknik atau merupakan bahasa orang orang teknik. 2. Alat gambar yang biasa dipakai dalam gambar teknik : Kertas gambar yang standar Pensil, pena atau rapido Jangka dan kelengkapannya Macam macam mistar Mal busur (kurva) Mal huruf dan angka Meja gambar dan kelengkapannya Penghapus dan pelindung penghapus 3. Ukuran kertas gambar : A5 = mm A4 = mm A3 = mm A2 = mm A1 = mm A0 = mm 4. a. Garis tebal digunakan untuk benda yang langsung terlihat garis tepi b. Garis tipis digunakan untuk garis penunjuk ukuran, garis arsir, garis pembatas garis luar benda yang berdekatan dan garis penampang yang berdekatan c. Garis tipis bebas digunakan untuk garis batas pemotongan sebagian d. Garis sedang digunakan untuk garis benda yang terhalang atau tidak langsung terlihat e. Garis tipis setiap titik digunakan untuk garis sumbu garis bagian yang terletak didepan penampang irisan f. Garis setiap titik tebal ujung ujungnya digunakan untuk garis pemotong penampang g. Garis tebal setiap titik digunakan untuk garis penunjukkan permukaan yang akan mendapat tambahan pekerjaan 5. Huruf teknik ada dua ketentuan : a. Huruf tegak, semua huruf ditulis tegaklurus (900) b. Huruf miring, semua huruf ditulis dengan kemiringan (150) 219

220 6. Proyeksi Piktorial adalah proyeksi tiga dimensi yang menggambarkan satu buah benda jadi dan dapat dipandang dari arah depan, atas dan samping dalam bentuk yang sederhana dan teratur 7. Proyeksi Isometrik : a. Ciri ciri pada sumbu x dan sumbu y mempunyai sudut 300 terhadap garis mendatar b. Sudut antara sumbu satu dan sumbu lainnya 1200 c. Skala garis 1 : 1 Proyeksi Dimetrik : a. Sumbu utama mempunyai sudut x = 70 dan sumbu y = 400 b. Skala garis sumbu x 1 : 1 dan sumbu y 1 : 2 Proyeksi Miring : a. Sumbu x berimpit dengan garis horizontal atau 00 sumbu y = 0 45 b. Skala garis sumbu x 1 : 1 dan sumbu y 1 : 2 8. Proyeksi Orthogonal adalah gambar proyeksi yang bidang proyeksinya mempunyai sudut tegaklurus terhadap proyektornya, garis garis proyektornya juga sejajar satu sama lain 9. Ketentuan proyeksi Amerika (di kuadran III) Bidang Horizontal (H) ditempatkan pandangan atas Bidang depan (D) ditempatkan pandangan depan Bidang Vertikal (V) ditempatkan pandangan paling kanan 10. Gambar baut segienam M10 : 11. Penunjukkan ukuran berantai Penunjukkan ukuran sejajar Penunjukkan ukuran gabungan Penunjukkan ukuran berstep Penunjukkan ukuran sistem koordinat Penunjukkan ukuran luar dan dalam 12. Tanda pengerjaan : a = harga kekasaran c = Ukuran yang dilebihkan b = Cara / proses pengerjaan d = Arah alur / serat bekas pengerjaan 13. Langkah pengerjaan : 220
ALAT GAMBAR PERTEMUAN II
 ALAT GAMBAR PERTEMUAN II SUPAYA GAMBAR DAPAT DIPAHAMI OLEH ORANG LAIN MAKA DI PERLUKAN NORMALISASI ATAU STANDARISASI. BADAN-BADAN YG MENETAPKAN STANDARISASI : ISO (INTERNATIONAL ORGANISATION OF STANDARDISATION)
ALAT GAMBAR PERTEMUAN II SUPAYA GAMBAR DAPAT DIPAHAMI OLEH ORANG LAIN MAKA DI PERLUKAN NORMALISASI ATAU STANDARISASI. BADAN-BADAN YG MENETAPKAN STANDARISASI : ISO (INTERNATIONAL ORGANISATION OF STANDARDISATION)
TEKNIK GAMBAR DASAR A. PERALATAN DAN PERLENGKAPAN GAMBAR
 TEKNIK GAMBAR DASAR A. PERALATAN DAN PERLENGKAPAN GAMBAR 1. MEJA GAMBAR Meja gambar yang baik mempunyai bidang permukaan yang rata tidak melengkung. Meja tersebut dibuat dari kayu yang tidak terlalu keras
TEKNIK GAMBAR DASAR A. PERALATAN DAN PERLENGKAPAN GAMBAR 1. MEJA GAMBAR Meja gambar yang baik mempunyai bidang permukaan yang rata tidak melengkung. Meja tersebut dibuat dari kayu yang tidak terlalu keras
MEMBACA GAMBAR TEKNIK MESIN
 MEMBACA GAMBAR TEKNIK MESIN Disusun Oleh: Odi Fauzi, ST DEPARTEMEN PENDIDIKAN DAN KEBUDAYAAN PUSAT PENGEMBANGAN DAN PEMBERDAYAAN PENDIDIK DAN TENAGA KEPENDIDIKAN BIDANG MESIN DAN TEKNIK INDUSTRI 2013 6
MEMBACA GAMBAR TEKNIK MESIN Disusun Oleh: Odi Fauzi, ST DEPARTEMEN PENDIDIKAN DAN KEBUDAYAAN PUSAT PENGEMBANGAN DAN PEMBERDAYAAN PENDIDIK DAN TENAGA KEPENDIDIKAN BIDANG MESIN DAN TEKNIK INDUSTRI 2013 6
MENGGAMBAR GARIS. Yesi Marlina 87678/2007
 MENGGAMBAR GARIS A. Memilih Peralatan dan Perlengkapan Gambar 1) Meja Gambar Meja gambar yang baik mempunyai bidang permukaan yang rata tidak melengkung. Meja tersebut terbuat dari kayu yang tidak terlalu
MENGGAMBAR GARIS A. Memilih Peralatan dan Perlengkapan Gambar 1) Meja Gambar Meja gambar yang baik mempunyai bidang permukaan yang rata tidak melengkung. Meja tersebut terbuat dari kayu yang tidak terlalu
Mistar segitiga siku-siku. Mistar segitiga samakaki. Arah gerakan KIM/ IND - II
 y Posisi 2 Ditekan x Posisi 1 Mistar segitiga siku-siku Mistar segitiga samakaki Arah gerakan KIM/ IND - II BAGIAN PROYEK PENGEMBANGAN KURIKULUM DIREKTORAT PENDIDIKAN MENENGAH KEJURUAN DIREKTORAT JENDERAL
y Posisi 2 Ditekan x Posisi 1 Mistar segitiga siku-siku Mistar segitiga samakaki Arah gerakan KIM/ IND - II BAGIAN PROYEK PENGEMBANGAN KURIKULUM DIREKTORAT PENDIDIKAN MENENGAH KEJURUAN DIREKTORAT JENDERAL
HANDOUT GAMBAR TEKNIK
 HANDOUT GAMBAR TEKNIK SEMESTER I Buku Rujukan : 1. Giesecke F.E. 2001.Gambar Teknik Edisi Ke-11. Jakarta : Erlangga 2. Ostrowsky O.1985. Engineering Drawing for Technicians Volume 1 : Edward Arnold 3.
HANDOUT GAMBAR TEKNIK SEMESTER I Buku Rujukan : 1. Giesecke F.E. 2001.Gambar Teknik Edisi Ke-11. Jakarta : Erlangga 2. Ostrowsky O.1985. Engineering Drawing for Technicians Volume 1 : Edward Arnold 3.
MENGGAMBAR PROYEKSI ORTOGONAL
 MENGGAMBAR TEKNIK DASAR MENGGAMBAR PROYEKSI ORTOGONAL A.20.05 BAGIIAN PROYEK PENGEMBANGAN KURIIKULUM DIIREKTORAT PENDIIDIIKAN MENENGAH KEJURUAN DIIREKTORAT JENDERAL PENDIIDIIKAN DASAR DAN MENENGAH DEPARTEMEN
MENGGAMBAR TEKNIK DASAR MENGGAMBAR PROYEKSI ORTOGONAL A.20.05 BAGIIAN PROYEK PENGEMBANGAN KURIIKULUM DIIREKTORAT PENDIIDIIKAN MENENGAH KEJURUAN DIIREKTORAT JENDERAL PENDIIDIIKAN DASAR DAN MENENGAH DEPARTEMEN
MENGGAMBAR PROYEKSI AKSONOMETRI
 MENGGAMBAR TEKNIK DASAR MENGGAMBAR PROYEKSI AKSONOMETRI A.20.03 BAGIIAN PROYEK PENGEMBANGAN KURIIKULUM DIIREKTORAT PENDIIDIIKAN MENENGAH KEJURUAN DIIREKTORAT JENDERAL PENDIIDIIKAN DASAR DAN MENENGAH DEPARTEMEN
MENGGAMBAR TEKNIK DASAR MENGGAMBAR PROYEKSI AKSONOMETRI A.20.03 BAGIIAN PROYEK PENGEMBANGAN KURIIKULUM DIIREKTORAT PENDIIDIIKAN MENENGAH KEJURUAN DIIREKTORAT JENDERAL PENDIIDIIKAN DASAR DAN MENENGAH DEPARTEMEN
MENGGAMBAR TEKNIK DASAR MENGGAMBAR KONSTRUKSI GEOMETRIS A.20.02
 MENGGAMBAR TEKNIK DASAR MENGGAMBAR KONSTRUKSI GEOMETRIS A.20.02 BAGIIAN PROYEK PENGEMBANGAN KURIIKULUM DIIREKTORAT PENDIIDIIKAN MENENGAH KEJURUAN DIIREKTORAT JENDERAL PENDIIDIIKAN DASAR DAN MENENGAH DEPARTEMEN
MENGGAMBAR TEKNIK DASAR MENGGAMBAR KONSTRUKSI GEOMETRIS A.20.02 BAGIIAN PROYEK PENGEMBANGAN KURIIKULUM DIIREKTORAT PENDIIDIIKAN MENENGAH KEJURUAN DIIREKTORAT JENDERAL PENDIIDIIKAN DASAR DAN MENENGAH DEPARTEMEN
Berdasarkan jenis kertasnya, kertas gambar yang dapat kita gunakan untuk menggambar teknik adalah
 PERALATAN DAN KELENGKAPAN GAMBAR TEKNIK Ada beberapa peralatan didalam menggambar teknik dasar (gambar manual/tanpa komputer) yang harus diketahui berdasarkan fungsi dan cara penggunaannya. Walaupun pada
PERALATAN DAN KELENGKAPAN GAMBAR TEKNIK Ada beberapa peralatan didalam menggambar teknik dasar (gambar manual/tanpa komputer) yang harus diketahui berdasarkan fungsi dan cara penggunaannya. Walaupun pada
RENCANA PELAKSANAAN PEMBELAJARAN
 RENCANA PELAKSANAAN PEMBELAJARAN Mata Pelajaran : Kompetensi Kejuruan Kelas/Semester : XII / 1 Pertemuan ke : Alokasi Waktu : 12 jp x @45 menit Standar Kompetensi : Membaca gambar teknik Kompetensi Dasar
RENCANA PELAKSANAAN PEMBELAJARAN Mata Pelajaran : Kompetensi Kejuruan Kelas/Semester : XII / 1 Pertemuan ke : Alokasi Waktu : 12 jp x @45 menit Standar Kompetensi : Membaca gambar teknik Kompetensi Dasar
JENIS-JENIS GARIS DAN ALAT-ALAT GAMBAR. Jenis-jenis Garis
 JENIS-JENIS GARIS DAN ALAT-ALAT GAMBAR Jenis-jenis Garis Jenis-jenis garis yang dipergunakan dalam gambar teknik ditentukan oleh gabungan bentuk dan tebal garis. Tiap jenis dipergunakan menurut peraturan
JENIS-JENIS GARIS DAN ALAT-ALAT GAMBAR Jenis-jenis Garis Jenis-jenis garis yang dipergunakan dalam gambar teknik ditentukan oleh gabungan bentuk dan tebal garis. Tiap jenis dipergunakan menurut peraturan
BAHAN AJAR MENGGAMBAR TEKNIK KODE :
 BAHAN AJAR MENGGAMBAR TEKNIK KODE : 422032 DISUSUN : DJOKO SASONO NIDN : 0702055601 EDISI KE 3 SEMESTER GASAL TAHUN 2013/2014 UNIVERSITAS 17 AGUSTUS 1945 SURABAYA FAKULTAS TEKNIK PRODI TEKNIK MESIN DAFTAR
BAHAN AJAR MENGGAMBAR TEKNIK KODE : 422032 DISUSUN : DJOKO SASONO NIDN : 0702055601 EDISI KE 3 SEMESTER GASAL TAHUN 2013/2014 UNIVERSITAS 17 AGUSTUS 1945 SURABAYA FAKULTAS TEKNIK PRODI TEKNIK MESIN DAFTAR
4. VISUALISASI DAN GAMBAR SKET
 4. VISUALISASI DAN GAMBAR SKET Standar Kompetensi : Peserta didik dapat mengidentifikasi cara menggambar dengan cara: isometri, dimetri, trimetri, prespektif, gambar sket dengan menggunakan tangan, dan
4. VISUALISASI DAN GAMBAR SKET Standar Kompetensi : Peserta didik dapat mengidentifikasi cara menggambar dengan cara: isometri, dimetri, trimetri, prespektif, gambar sket dengan menggunakan tangan, dan
MODUL PELATIHAN BERBASIS KOMPETENSI SUB SEKTOR INDUSTRI BARANG DARI LOGAM SUB BIDANG PENGELASAN SMAW
 MODUL PELATIHAN BERBASIS KOMPETENSI SUB SEKTOR INDUSTRI BARANG DARI LOGAM SUB BIDANG PENGELASAN SMAW MEMBACA GAMBAR TEKNIK DAN SIMBOL LAS BUKU INFORMASI DEPARTEMEN TENAGA KERJA DAN TRANSMIGRASI R.I. DIREKTORAT
MODUL PELATIHAN BERBASIS KOMPETENSI SUB SEKTOR INDUSTRI BARANG DARI LOGAM SUB BIDANG PENGELASAN SMAW MEMBACA GAMBAR TEKNIK DAN SIMBOL LAS BUKU INFORMASI DEPARTEMEN TENAGA KERJA DAN TRANSMIGRASI R.I. DIREKTORAT
Kegiatan Pembelajaran 2. Standar Kertas dan Tata Letak pada Gambar Teknik A. Deskripsi
 Kegiatan Pembelajaran 2. Standar Kertas dan Tata Letak pada Gambar Teknik A. Deskripsi Komunikasi merupakan proses penyampaian informasi dari pengirim ke penerima. Penyampaian informasi tidak hanya dapat
Kegiatan Pembelajaran 2. Standar Kertas dan Tata Letak pada Gambar Teknik A. Deskripsi Komunikasi merupakan proses penyampaian informasi dari pengirim ke penerima. Penyampaian informasi tidak hanya dapat
Contoh Soal Gambar Teknik
 Contoh Soal Gambar Teknik 1. Apa perbedaan gambar rancangan dengan gambar kerja? Jawaban : Gambar rancangan sebagai bahan dasar yang kemudian menjadi gambar. sedangkan gambar kerja adalah gambar yang mempunyai
Contoh Soal Gambar Teknik 1. Apa perbedaan gambar rancangan dengan gambar kerja? Jawaban : Gambar rancangan sebagai bahan dasar yang kemudian menjadi gambar. sedangkan gambar kerja adalah gambar yang mempunyai
Penggaris pita atau Meteran. Macam-macam penggaris
 Penggaris merupakan alat pengukuran dan alat bantu gambar untuk menggambar garis lurus. Ada berbagai macam penggaris, dari mulai yang lurus sampai yang berbentuk segitiga (biasanya segitiga siku-siku sama
Penggaris merupakan alat pengukuran dan alat bantu gambar untuk menggambar garis lurus. Ada berbagai macam penggaris, dari mulai yang lurus sampai yang berbentuk segitiga (biasanya segitiga siku-siku sama
KATA PENGANTAR. Yogyakarta, Juli Penulis
 KATA PENGANTAR Modul Menginterpretasikan Gambar Teknik merupakan paket belajar mandiri yang meliputi serangkaian pengalaman belajar yang direncanakan dan dirancang secara sistematis dengan memperhatikan
KATA PENGANTAR Modul Menginterpretasikan Gambar Teknik merupakan paket belajar mandiri yang meliputi serangkaian pengalaman belajar yang direncanakan dan dirancang secara sistematis dengan memperhatikan
FORMAT GAMBAR PRAKTIKUM PROSES MANUFAKTUR ATA 2014/2015 LABORATURIUM TEKNIK INDUSTRI LANJUT UNIVERSITAS GUNADARMA
 FORMAT GAMBAR PRAKTIKUM PROSES MANUFAKTUR ATA 2014/2015 LABORATURIUM TEKNIK INDUSTRI LANJUT UNIVERSITAS GUNADARMA A. Perlengkapan Gambar 1. Drawing Pen ukuran 0,3 dan 0,5 mm 2. Maal 3 mm 3. Penggaris /
FORMAT GAMBAR PRAKTIKUM PROSES MANUFAKTUR ATA 2014/2015 LABORATURIUM TEKNIK INDUSTRI LANJUT UNIVERSITAS GUNADARMA A. Perlengkapan Gambar 1. Drawing Pen ukuran 0,3 dan 0,5 mm 2. Maal 3 mm 3. Penggaris /
MEMBACA GAMBAR TEKNIK
 MEMBACA GAMBAR TEKNIK Kompetensi Dasar: Membaca gambar teknik Oleh: Pranowo Sidi, ST., MT pransidi@ppns.ac.id pransidi@yahoo.com POLITEKNIK PERKAPALAN NEGERI SURABAYA TUJUAN PEMBELAJARAN Setelah kegiatan
MEMBACA GAMBAR TEKNIK Kompetensi Dasar: Membaca gambar teknik Oleh: Pranowo Sidi, ST., MT pransidi@ppns.ac.id pransidi@yahoo.com POLITEKNIK PERKAPALAN NEGERI SURABAYA TUJUAN PEMBELAJARAN Setelah kegiatan
Modul ini berisi teori tentang Hiperbola dan praktek menggambarnya dengan bantuan lingkaran maupun dengan bantuan persegi panjang.
 BAB. I PENDAHULUAN A. Deskripsi Modul ini berisi teori tentang Hiperbola dan praktek menggambarnya dengan bantuan lingkaran maupun dengan bantuan persegi panjang. B. Prasyarat Dalam melaksanakan modul
BAB. I PENDAHULUAN A. Deskripsi Modul ini berisi teori tentang Hiperbola dan praktek menggambarnya dengan bantuan lingkaran maupun dengan bantuan persegi panjang. B. Prasyarat Dalam melaksanakan modul
3.1. Sub Kompetensi Uraian Materi MODUL 3 MENGGAMBAR BENTUK BIDANG
 3.1. Sub Kompetensi Kemampuan yang akan dimiliki oleh mahasiswa setelah memahami isi modul ini adalah sebagai berikut : - Mahasiswa mampu memahami dan menggambar bentuk bidang dalam gambar kerja. 3.2.
3.1. Sub Kompetensi Kemampuan yang akan dimiliki oleh mahasiswa setelah memahami isi modul ini adalah sebagai berikut : - Mahasiswa mampu memahami dan menggambar bentuk bidang dalam gambar kerja. 3.2.
MODUL TUGAS BESAR MENGGAMBAR TEKNIK
 MODUL TUGAS BESAR MENGGAMBAR TEKNIK Ganjil 2017-2018 Purnami, ST., MT. Asisten Studio Gambar Teknik dan Mesin Fakultas Teknik Jurusan Mesin Universitas Brawijaya KATA PENGANTAR Assalamualaikum wr wb, Puji
MODUL TUGAS BESAR MENGGAMBAR TEKNIK Ganjil 2017-2018 Purnami, ST., MT. Asisten Studio Gambar Teknik dan Mesin Fakultas Teknik Jurusan Mesin Universitas Brawijaya KATA PENGANTAR Assalamualaikum wr wb, Puji
BAB. I PENDAHULUAN. A. Deskripsi. B. Prasyarat. C. Petunjuk Penggunaan Modul
 BAB. I PENDAHULUAN A. Deskripsi Dalam modul ini Siswa akan mempelajari tentang menggambar proyeksi orthogonal dan berbagai istilah yang terkait dengan proyeksi tersebut yang dikenali dan dipahami. Untuk
BAB. I PENDAHULUAN A. Deskripsi Dalam modul ini Siswa akan mempelajari tentang menggambar proyeksi orthogonal dan berbagai istilah yang terkait dengan proyeksi tersebut yang dikenali dan dipahami. Untuk
Diunduh dari BSE.Mahoni.com
 KATA PENGANTAR Kurikulum 2013 dirancang untuk memperkuat kompetensi siswa dari sisi sikap, pengetahuan dan keterampilan secara utuh. Keutuhan tersebut menjadi dasar dalam perumusan kompetensi dasar tiap
KATA PENGANTAR Kurikulum 2013 dirancang untuk memperkuat kompetensi siswa dari sisi sikap, pengetahuan dan keterampilan secara utuh. Keutuhan tersebut menjadi dasar dalam perumusan kompetensi dasar tiap
Modul ini berisi teori tentang ELIPS dan praktek menggambarnya dengan bantuan lingkaran maupun dengan bantuan persegi panjang.
 BAB. I PENDAHULUAN A. Deskripsi Modul ini berisi teori tentang ELIPS dan praktek menggambarnya dengan bantuan lingkaran maupun dengan bantuan persegi panjang. B. Prasyarat Dalam melaksanakan modul ini
BAB. I PENDAHULUAN A. Deskripsi Modul ini berisi teori tentang ELIPS dan praktek menggambarnya dengan bantuan lingkaran maupun dengan bantuan persegi panjang. B. Prasyarat Dalam melaksanakan modul ini
SUMBER BELAJAR PENUNJANG PLPG 2016 TEKNIK GAMBAR MESIN
 SUMBER BELAJAR PENUNJANG PLPG 2016 TEKNIK GAMBAR MESIN BAB I ALAT MENGGAMBAR YATIN NGADIYONO KEMENTERIAN PENDIDIKAN DAN KEBUDAYAAN DIREKTORAT JENDERAL GURU DAN TENAGA KEPENDIDIKAN 2016 BAB I ALAT MENGGAMBAR
SUMBER BELAJAR PENUNJANG PLPG 2016 TEKNIK GAMBAR MESIN BAB I ALAT MENGGAMBAR YATIN NGADIYONO KEMENTERIAN PENDIDIKAN DAN KEBUDAYAAN DIREKTORAT JENDERAL GURU DAN TENAGA KEPENDIDIKAN 2016 BAB I ALAT MENGGAMBAR
PEMBERIAN UKURAN DIMENSI
 PEMBERIAN UKURAN DIMENSI Dodi Sofyan Arief, ST., MT 17 Desember 2008 Tujuan Pembelajaran : Menggunakan teknik-teknik pemeberian dimensi untuk menguraikan dan bentuk secara baik pada gambar teknik. Membuat
PEMBERIAN UKURAN DIMENSI Dodi Sofyan Arief, ST., MT 17 Desember 2008 Tujuan Pembelajaran : Menggunakan teknik-teknik pemeberian dimensi untuk menguraikan dan bentuk secara baik pada gambar teknik. Membuat
BAB IV GAMBAR TEKNIK
 BAB IV GAMBAR TEKNIK 1. Mengenal Alat Menggambar Teknik 1.1 Kertas Gambar 1.1.1 Jenis Kertas Berdasarkan jenis kertasnya, kertas gambar yang dapat digunakan untuk menggambar teknik antara lain: a) kertas
BAB IV GAMBAR TEKNIK 1. Mengenal Alat Menggambar Teknik 1.1 Kertas Gambar 1.1.1 Jenis Kertas Berdasarkan jenis kertasnya, kertas gambar yang dapat digunakan untuk menggambar teknik antara lain: a) kertas
PENGGUNAAN ALAT DAN STANDARISASI GAMBAR
 PENGGUNAAN ALAT DAN STANDARISASI GAMBAR ALAT-ALAT GAMBAR DAN PENGGUNAANNYA Untuk mendapatkan gambar teknik yang baik, tidak hanya menguasai teknik menggambar yang baik tetapi juga perlu didukung dengan
PENGGUNAAN ALAT DAN STANDARISASI GAMBAR ALAT-ALAT GAMBAR DAN PENGGUNAANNYA Untuk mendapatkan gambar teknik yang baik, tidak hanya menguasai teknik menggambar yang baik tetapi juga perlu didukung dengan
Bab 4 SISTEM PROYEKSI 4.1. PENGERTIAN PROYEKSI GAMBAR PROYEKSI
 Bab 4 SISTEM PROYEKSI Materi : Pengertian proyeksi. Gambar proyeksi. Gambar pandangan tunggal. Gambar pandangan majemuk 4.1. PENGERTIAN PROYEKSI. Agar dapat menyatakan wujud suatu benda dalam bentuk gambar
Bab 4 SISTEM PROYEKSI Materi : Pengertian proyeksi. Gambar proyeksi. Gambar pandangan tunggal. Gambar pandangan majemuk 4.1. PENGERTIAN PROYEKSI. Agar dapat menyatakan wujud suatu benda dalam bentuk gambar
Berikut ini adalah materi pembelajaran mengenai Proyeksi,Sebagai. salah satu bagian dari materi mata pelajaran Membaca gambar mudahmudahan
 PROYEKSI Berikut ini adalah materi pembelajaran mengenai Proyeksi,Sebagai salah satu bagian dari materi mata pelajaran Membaca gambar mudahmudahan ini bisa bermanfaat.salam SMK Bisa!!! 1. Proyeksi Piktorial,
PROYEKSI Berikut ini adalah materi pembelajaran mengenai Proyeksi,Sebagai salah satu bagian dari materi mata pelajaran Membaca gambar mudahmudahan ini bisa bermanfaat.salam SMK Bisa!!! 1. Proyeksi Piktorial,
DASAR-DASAR MENGGAMBAR TEKNIK
 DASAR-DASAR MENGGAMBAR TEKNIK BAG- TGB.001.A-01 45 JAM Penyusun : TIM FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA DIREKTORAT PENDIDIKAN MENENGAH KEJURUAN DIREKTORAT JENDERAL PENDIDIKAN DASAR DAN MENENGAH
DASAR-DASAR MENGGAMBAR TEKNIK BAG- TGB.001.A-01 45 JAM Penyusun : TIM FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA DIREKTORAT PENDIDIKAN MENENGAH KEJURUAN DIREKTORAT JENDERAL PENDIDIKAN DASAR DAN MENENGAH
MENGGAMBAR KONSTRUKSI PERSPEKTIF
 MENGGAMBAR TEKNIK DASAR MENGGAMBAR KONSTRUKSI PERSPEKTIF A.20.04 3 2 1 BAGIIAN PROYEK PENGEMBANGAN KURIIKULUM DIIREKTORAT PENDIIDIIKAN MENENGAH KEJURUAN DIIREKTORAT JENDERAL PENDIIDIIKAN DASAR DAN MENENGAH
MENGGAMBAR TEKNIK DASAR MENGGAMBAR KONSTRUKSI PERSPEKTIF A.20.04 3 2 1 BAGIIAN PROYEK PENGEMBANGAN KURIIKULUM DIIREKTORAT PENDIIDIIKAN MENENGAH KEJURUAN DIIREKTORAT JENDERAL PENDIIDIIKAN DASAR DAN MENENGAH
MEMBERI UKURAN PADA GAMBAR KERJA
 MENGGAMBAR TEKNIK DASAR MEMBERI UKURAN PADA GAMBAR KERJA A.20.07 BAGIIAN PROYEK PENGEMBANGAN KURIIKULUM DIIREKTORAT PENDIIDIIKAN MENENGAH KEJURUAN DIIREKTORAT JENDERAL PENDIIDIIKAN DASAR DAN MENENGAH DEPARTEMEN
MENGGAMBAR TEKNIK DASAR MEMBERI UKURAN PADA GAMBAR KERJA A.20.07 BAGIIAN PROYEK PENGEMBANGAN KURIIKULUM DIIREKTORAT PENDIIDIIKAN MENENGAH KEJURUAN DIIREKTORAT JENDERAL PENDIIDIIKAN DASAR DAN MENENGAH DEPARTEMEN
JOB SHEET Menggambar Proyeksi Isometrik. B. Kompetensi Dasar Menggambar perspektif, proyeksi, pandangan dan potongan
 JOB SHEET Menggambar Proyeksi Isometrik SATUAN PENDIDIKAN : SMK N 2 Merangin MATA PELAJARAN : Gambar Teknik KELAS/SEMESTER : X/1 PERTEMUAN : ALOKASI WAKTU : 2 x 45 menit A. Standar Kompetensi Menginterprestasikan
JOB SHEET Menggambar Proyeksi Isometrik SATUAN PENDIDIKAN : SMK N 2 Merangin MATA PELAJARAN : Gambar Teknik KELAS/SEMESTER : X/1 PERTEMUAN : ALOKASI WAKTU : 2 x 45 menit A. Standar Kompetensi Menginterprestasikan
Tentang mata kuliah TEKNIK KOMUNIKASI
 TEKNIK KOMUNIKASI ARSITEKTURAL I Semester I Jurusan Teknik Arsitektur Semester Ganjil 2010/2011 UNIVERSITAS WIJAYAKUSUMA PURWOKERTO AGENDA PEMBAHASAN Tentang mata kuliah TEKNIK KOMUNIKASI ARSITEKTURAL
TEKNIK KOMUNIKASI ARSITEKTURAL I Semester I Jurusan Teknik Arsitektur Semester Ganjil 2010/2011 UNIVERSITAS WIJAYAKUSUMA PURWOKERTO AGENDA PEMBAHASAN Tentang mata kuliah TEKNIK KOMUNIKASI ARSITEKTURAL
ANGKA UKUR. Angka ukur diletakan di tengah-tengah garis ukur. Angka ukur tidak boleh dipisahkan oleh garis gambar. Jadi boleh ditempatkan dipinggir.
 PEMBERIAN UKURAN ANGKA UKUR Angka ukur diletakan di tengah-tengah garis ukur. Angka ukur tidak boleh dipisahkan oleh garis gambar. Jadi boleh ditempatkan dipinggir. ANGKA UKUR Jika angka ukur ditempatkan
PEMBERIAN UKURAN ANGKA UKUR Angka ukur diletakan di tengah-tengah garis ukur. Angka ukur tidak boleh dipisahkan oleh garis gambar. Jadi boleh ditempatkan dipinggir. ANGKA UKUR Jika angka ukur ditempatkan
A. Deskripsi Modul ini terdiri dari 3 (tiga) kegiatan belajar, yaitu: 1. Menggambar sudut 2. Memindahkan sudut 3. Membagi sudut
 kegiatan belajar, yaitu: 1. Menggambar sudut 2. Memindahkan sudut 3. Membagi sudut") . Deskripsi Modul ini terdiri dari 3 (tiga) kegiatan belajar, yaitu: 1. Menggambar sudut 2. Memindahkan sudut 3. Membagi sudut BB. I PENDHULUN Setelah menguasai modul ini peserta diklat diharapkan dapat
. Deskripsi Modul ini terdiri dari 3 (tiga) kegiatan belajar, yaitu: 1. Menggambar sudut 2. Memindahkan sudut 3. Membagi sudut BB. I PENDHULUN Setelah menguasai modul ini peserta diklat diharapkan dapat
PENGGUNAAN ALAT DAN STANDARISASI GAMBAR
 MENGGAMBAR TEKNIK DASAR PENGGUNAAN ALAT DAN STANDARISASI GAMBAR A.20.01 BAGIIAN PROYEK PENGEMBANGAN KURIIKULUM DIIREKTORAT PENDIIDIIKAN MENENGAH KEJURUAN DIIREKTORAT JENDERAL PENDIIDIIKAN DASAR DAN MENENGAH
MENGGAMBAR TEKNIK DASAR PENGGUNAAN ALAT DAN STANDARISASI GAMBAR A.20.01 BAGIIAN PROYEK PENGEMBANGAN KURIIKULUM DIIREKTORAT PENDIIDIIKAN MENENGAH KEJURUAN DIIREKTORAT JENDERAL PENDIIDIIKAN DASAR DAN MENENGAH
BAB I PENDAHULUAN. 2. Membagi keliling lingkaran sama besar.
 BAB I PENDAHULUAN A. Deskripsi Judul modul ini adalah lingkaran, sedangkan yang akan dibahas ada tiga unit yaitu : 1. Menggambar lingkaran 2. Membagi keliling lingkaran sama besar. 3. Menggambar garis
BAB I PENDAHULUAN A. Deskripsi Judul modul ini adalah lingkaran, sedangkan yang akan dibahas ada tiga unit yaitu : 1. Menggambar lingkaran 2. Membagi keliling lingkaran sama besar. 3. Menggambar garis
MENGGAMBAR TEKNIK I. Jl. Letjend Suprapto No.73 Kebumen - Jawa Tengah 54311
 Modul Praktek MENGGAMBAR TEKNIK I Bambang Wijayanto, A.Md., S.T. Jl. Letjend Suprapto No.73 Kebumen - Jawa Tengah 54311 (0287) 381 116, 383 800 www.politeknik-kebumen.ac.id Email : politeknik.online@yahoo.com
Modul Praktek MENGGAMBAR TEKNIK I Bambang Wijayanto, A.Md., S.T. Jl. Letjend Suprapto No.73 Kebumen - Jawa Tengah 54311 (0287) 381 116, 383 800 www.politeknik-kebumen.ac.id Email : politeknik.online@yahoo.com
BAB II KAJIAN PUSTAKA DAN LANDASAN TEORI. Sebelum peneliti membahas tentang landasan teori, peneliti
 BAB II KAJIAN PUSTAKA DAN LANDASAN TEORI 2.1 Kajian Pustaka Sebelum peneliti membahas tentang landasan teori, peneliti terlebih dahulu akan membahas kajian pustaka. Dalam kajian pustaka ini membahas tentang
BAB II KAJIAN PUSTAKA DAN LANDASAN TEORI 2.1 Kajian Pustaka Sebelum peneliti membahas tentang landasan teori, peneliti terlebih dahulu akan membahas kajian pustaka. Dalam kajian pustaka ini membahas tentang
MODUL TUGAS BESAR MENGGAMBAR TEKNIK
 MODUL TUGAS BESAR MENGGAMBAR TEKNIK Ganjil 2016-2017 Ir. Endi Sutikno, M.T. Asisten Studio Gambar Teknik dan Mesin Fakultas Teknik Jurusan Mesin Universitas Brawijaya BAB I PENDAHULUAN 1.1. Bahasa Gambar
MODUL TUGAS BESAR MENGGAMBAR TEKNIK Ganjil 2016-2017 Ir. Endi Sutikno, M.T. Asisten Studio Gambar Teknik dan Mesin Fakultas Teknik Jurusan Mesin Universitas Brawijaya BAB I PENDAHULUAN 1.1. Bahasa Gambar
Dosen: Haryono Putro, ST.,SE.,MT. Can be accessed on:
 Dosen: Haryono Putro, ST.,SE.,MT. Can be accessed on: http://haryono_putro.staff.gunadarma.ac.id/ Teknik Sipil 1 Pendahuluan Suatu bahasa gambar yang umum telah ada sejak awal waktu.bentuk tulisan yang
Dosen: Haryono Putro, ST.,SE.,MT. Can be accessed on: http://haryono_putro.staff.gunadarma.ac.id/ Teknik Sipil 1 Pendahuluan Suatu bahasa gambar yang umum telah ada sejak awal waktu.bentuk tulisan yang
Bab 3 KONSTRUKSI GEOMETRIS 3.1. KONSTRUKSI-KONSTRUKSI DASAR.
 Bab 3 KONSTRUKSI GEOMETRIS Materi : Konstruksi-konstruksi dasar. Garis-garis lengkung. Gambar proyeksi. Gambar pandangan tunggal. Proyeksi ortogonal (gambar pandangan majemuk). 3.1. KONSTRUKSI-KONSTRUKSI
Bab 3 KONSTRUKSI GEOMETRIS Materi : Konstruksi-konstruksi dasar. Garis-garis lengkung. Gambar proyeksi. Gambar pandangan tunggal. Proyeksi ortogonal (gambar pandangan majemuk). 3.1. KONSTRUKSI-KONSTRUKSI
MATA KULIAH PROYEKSI & PERSPEKTIF
 SEMESTER GASAL 2010 MATA KULIAH PROYEKSI & PERSPEKTIF Oleh: Dwi Retno Sri Ambarwati, M.Sn JURUSAN PENDIDIKAN SENI RUPA Company FBS UNY PROYEKSI Definisi Gambar Proyeksi adalah gambar bayangan atau konstruksi
SEMESTER GASAL 2010 MATA KULIAH PROYEKSI & PERSPEKTIF Oleh: Dwi Retno Sri Ambarwati, M.Sn JURUSAN PENDIDIKAN SENI RUPA Company FBS UNY PROYEKSI Definisi Gambar Proyeksi adalah gambar bayangan atau konstruksi
MENGINTERPRETASIKAN GAMBAR TEKNIK Kode Kompetensi : 021-DKK-005
 MODUL MENGINTERPRETASIKAN GAMBAR TEKNIK Kode Kompetensi : 021-DKK-005 Disusun Oleh: Citro Mulyo Kompetensi Keahlian Teknik Sepeda Motor SMK NUSA MANDIRI 2013 KATA PENGANTAR Modul ini disusun sebagai bahan
MODUL MENGINTERPRETASIKAN GAMBAR TEKNIK Kode Kompetensi : 021-DKK-005 Disusun Oleh: Citro Mulyo Kompetensi Keahlian Teknik Sepeda Motor SMK NUSA MANDIRI 2013 KATA PENGANTAR Modul ini disusun sebagai bahan
TEKNIK JILID 2 SMK. Suparno
 Suparno TEKNIK GAMBAR BANGUNAN JILID 2 SMK Direktorat Pembinaan Sekolah Menengah Kejuruan Direktorat Jenderal Manajemen Pendidikan Dasar dan Menengah Departemen Pendidikan Nasional Hak Cipta pada Departemen
Suparno TEKNIK GAMBAR BANGUNAN JILID 2 SMK Direktorat Pembinaan Sekolah Menengah Kejuruan Direktorat Jenderal Manajemen Pendidikan Dasar dan Menengah Departemen Pendidikan Nasional Hak Cipta pada Departemen
BAB. I PENDAHULUAN. A. Deskripsi. B. Prasyarat. C. Petunjuk Penggunaan Modul
 BAB. I PENDAHULUAN A. Deskripsi Modul ini berisi teori tentang Parabola dan praktek menggambarnya dengan bantuan persegi panjang. B. Prasyarat Dalam melaksanakan modul ini diperlukan prasarat telah menguasai
BAB. I PENDAHULUAN A. Deskripsi Modul ini berisi teori tentang Parabola dan praktek menggambarnya dengan bantuan persegi panjang. B. Prasyarat Dalam melaksanakan modul ini diperlukan prasarat telah menguasai
GAMBAR TEKNIK & PENGUKURAN
 Jarwo Puspito GAMBAR TEKNIK & PENGUKURAN FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA 2012 GAMBAR TEKNIK DAN PENGUKURAN Dihimpun Oleh : JARWO PUSPITO JURUSAN PENDIDIKAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS
Jarwo Puspito GAMBAR TEKNIK & PENGUKURAN FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA 2012 GAMBAR TEKNIK DAN PENGUKURAN Dihimpun Oleh : JARWO PUSPITO JURUSAN PENDIDIKAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS
KURIKULUM SEKOLAH MENENGAH KEJURUAN
 KURIKULUM SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN: TEKNIK BANGUNAN PROGRAM KEAHLIAN: TEKNIK BANGUNAN GEDUNG KOMPETENSI: MENGGAMBAR TEKNIK DASAR MODUL / SUB-KOMPETENSI: MENGGAMBAR PROEKSI WAKTU (JAM):
KURIKULUM SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN: TEKNIK BANGUNAN PROGRAM KEAHLIAN: TEKNIK BANGUNAN GEDUNG KOMPETENSI: MENGGAMBAR TEKNIK DASAR MODUL / SUB-KOMPETENSI: MENGGAMBAR PROEKSI WAKTU (JAM):
MATA KULIAH PROYEKSI DAN PERSPEKTIF. Arsianti Latifah, S.Pd., M.Sn. Program Studi Pendidikan Seni Rupa FBS UNY
 MATA KULIAH PROYEKSI DAN PERSPEKTIF Arsianti Latifah, S.Pd., M.Sn. Program Studi Pendidikan Seni Rupa FBS UNY ALAT-ALAT MENGGAMBAR 1. Pensil Pensil bertanda huruf H (Hard) berarti keras. Makin besar H
MATA KULIAH PROYEKSI DAN PERSPEKTIF Arsianti Latifah, S.Pd., M.Sn. Program Studi Pendidikan Seni Rupa FBS UNY ALAT-ALAT MENGGAMBAR 1. Pensil Pensil bertanda huruf H (Hard) berarti keras. Makin besar H
1. PENGENALAN ALAT KERJA BANGKU
 1. PENGENALAN ALAT KERJA BANGKU A. Tujuan 1. Menyebutkan macam-macam jenis alat tangan dan fungsinya. 2. Menyebutkan bagian-bagian dari alat-alat tangan pada kerja bangku. 3. Mengetahui bagaimana cara
1. PENGENALAN ALAT KERJA BANGKU A. Tujuan 1. Menyebutkan macam-macam jenis alat tangan dan fungsinya. 2. Menyebutkan bagian-bagian dari alat-alat tangan pada kerja bangku. 3. Mengetahui bagaimana cara
PERTEMUAN 2 GARIS, HURUF DAN KONSTRUKSI GEOMETRIS
 PERTEMUAN 2 GARIS, HURUF DAN KONSTRUKSI GEOMETRIS 2.1. Berbagai jenis huruf dan garis serta penggunaannya Dalam gambar dipergunakan beberapa jenis garis, yang masing-masing mempunyai arti dan penggunaannya
PERTEMUAN 2 GARIS, HURUF DAN KONSTRUKSI GEOMETRIS 2.1. Berbagai jenis huruf dan garis serta penggunaannya Dalam gambar dipergunakan beberapa jenis garis, yang masing-masing mempunyai arti dan penggunaannya
GAMBAR BUKAAN/BENTANGAN GEOMETRI, GEOMETRI LANJUT BENDA KERUCUT/KONIS
 SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN TEKNIK MESIN PROGRAM KEAHLIAN TEKNIK PEMBENTUKAN GAMBAR BUKAAN/BENTANGAN GEOMETRI, GEOMETRI LANJUT BENDA KERUCUT/KONIS busur dasar kerucut 2 3 4 kurve sisi dasar
SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN TEKNIK MESIN PROGRAM KEAHLIAN TEKNIK PEMBENTUKAN GAMBAR BUKAAN/BENTANGAN GEOMETRI, GEOMETRI LANJUT BENDA KERUCUT/KONIS busur dasar kerucut 2 3 4 kurve sisi dasar
Menggambar Teknik ASRI WULAN, ST., MT
 Menggambar Teknik ASRI WULAN, ST., MT Proyek Bangunan Pra-rencana proyek Sesudah site dipilih bersama bouwheer, ditentukan kebutuhan ruang dan segala apa yang harus diberitahukan, sebelum mulai menggambar
Menggambar Teknik ASRI WULAN, ST., MT Proyek Bangunan Pra-rencana proyek Sesudah site dipilih bersama bouwheer, ditentukan kebutuhan ruang dan segala apa yang harus diberitahukan, sebelum mulai menggambar
commit to user BAB II DASAR TEORI
 3 BAB II DASAR TEORI 2.1 Kerja Bangku Kerja Bangku adalah teknik dasar yang harus dikuasai oleh seseorang dalam mengerjakan benda kerja. Pekerjaan kerja bangku menekankan pada pembuatan benda kerja dengan
3 BAB II DASAR TEORI 2.1 Kerja Bangku Kerja Bangku adalah teknik dasar yang harus dikuasai oleh seseorang dalam mengerjakan benda kerja. Pekerjaan kerja bangku menekankan pada pembuatan benda kerja dengan
BAB II PENDEKATAN PEMECAHAN MASALAH. gambar kerja sebagai acuan pembuatan produk berupa benda kerja. Gambar
 7 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Dalam pembuatan suatu produk pastilah tidak terlepas dari pendekatan gambar kerja sebagai acuan pembuatan produk berupa benda kerja. Gambar
7 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Dalam pembuatan suatu produk pastilah tidak terlepas dari pendekatan gambar kerja sebagai acuan pembuatan produk berupa benda kerja. Gambar
RENCANA PELAKSANAAN PEMBELAJARAN (RPP)
") RENCANA PELAKSANAAN PEMBELAJARAN (RPP) Satuan Pendidikan Kelas/Semester Program Studi Mata Pelajaran : SMK Negeri 1 Sleman : X (Ganjil) : Teknik Fabrikasi Logam : Gambar Teknik Pertemuan Ke - : 5-8 Alokasi
RENCANA PELAKSANAAN PEMBELAJARAN (RPP) Satuan Pendidikan Kelas/Semester Program Studi Mata Pelajaran : SMK Negeri 1 Sleman : X (Ganjil) : Teknik Fabrikasi Logam : Gambar Teknik Pertemuan Ke - : 5-8 Alokasi
BAB II LANDASAN TEORI Alat-alat Pembantu Untuk Meningkatkan Produksi Pada Mesin. dan kecepatannya sayatnya setinggi-tingginya.
 BAB II LANDASAN TEORI 2.1. Alat-alat Pembantu Untuk Meningkatkan Produksi Pada Mesin 2.1.1. Bubut Senter Untuk meningkatkan produksi, pada tahap pertama kita akan berusaha memperpendek waktu utama. Hal
BAB II LANDASAN TEORI 2.1. Alat-alat Pembantu Untuk Meningkatkan Produksi Pada Mesin 2.1.1. Bubut Senter Untuk meningkatkan produksi, pada tahap pertama kita akan berusaha memperpendek waktu utama. Hal
Menggambar Chasis Elektronika
 KODE MODUL EI.004 SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN TEKNIK ELEKTRONIKA PROGRAM KEAHLIAN TEKNIK ELEKTRONIKA INDUSTRI Menggambar Chasis Elektronika BAGIAN PROYEK PENGEMBANGAN KURIKULUM DIREKTORAT
KODE MODUL EI.004 SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN TEKNIK ELEKTRONIKA PROGRAM KEAHLIAN TEKNIK ELEKTRONIKA INDUSTRI Menggambar Chasis Elektronika BAGIAN PROYEK PENGEMBANGAN KURIKULUM DIREKTORAT
MEMBUAT ULIR DENGAN TANGAN
 MENGUASAI KERJA BANGKU MEMBUAT ULIR DENGAN TANGAN B.20.10 BAGIIAN PROYEK PENGEMBANGAN KURIIKULUM DIIREKTORAT PENDIIDIIKAN MENENGAH KEJURUAN DIIREKTORAT JENDERAL PENDIIDIIKAN DASAR DAN MENENGAH DEPARTEMEN
MENGUASAI KERJA BANGKU MEMBUAT ULIR DENGAN TANGAN B.20.10 BAGIIAN PROYEK PENGEMBANGAN KURIIKULUM DIIREKTORAT PENDIIDIIKAN MENENGAH KEJURUAN DIIREKTORAT JENDERAL PENDIIDIIKAN DASAR DAN MENENGAH DEPARTEMEN
KURIKULUM SEKOLAH MENENGAH KEJURUAN
 KURIKULUM SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN: TEKNIK BANGUNAN PROGRAM KEAHLIAN: TEKNIK BANGUNAN GEDUNG KOMPETENSI: MENGGAMBAR TEKNIK BANGUNAN GEDUNG MODUL / SUB-KOMPETENSI: MENGGAMBAR SAMBUNGAN
KURIKULUM SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN: TEKNIK BANGUNAN PROGRAM KEAHLIAN: TEKNIK BANGUNAN GEDUNG KOMPETENSI: MENGGAMBAR TEKNIK BANGUNAN GEDUNG MODUL / SUB-KOMPETENSI: MENGGAMBAR SAMBUNGAN
ALAT UKUR DAN PENANDA DALAM KERJA BANGKU
 ALAT UKUR DAN PENANDA DALAM KERJA BANGKU Tujuan Pembelajaran Khusus Setelah mempelajari bahan ajar ini peserta diklat akandapat : 1. Menjelaskan jenis-jenis alat-alat ukur dalam kerja bangku 2. Menjelaskan
ALAT UKUR DAN PENANDA DALAM KERJA BANGKU Tujuan Pembelajaran Khusus Setelah mempelajari bahan ajar ini peserta diklat akandapat : 1. Menjelaskan jenis-jenis alat-alat ukur dalam kerja bangku 2. Menjelaskan
Relly Andayani MENGGAMBAR REKAYASA
 Relly Andayani MENGGAMBAR REKAYASA MATERI KULIAH Pendahuluan Peralatan gambar Perletakan gambar Skala gambar Gambar manual (tanpa komputer) Gambar proyeksi orthogonal Gambar piktorial (perspektif) Gambar
Relly Andayani MENGGAMBAR REKAYASA MATERI KULIAH Pendahuluan Peralatan gambar Perletakan gambar Skala gambar Gambar manual (tanpa komputer) Gambar proyeksi orthogonal Gambar piktorial (perspektif) Gambar
SATUAN ACARA PERKULIAHAN MATA KULIAH MENGGAMBAR TEKNIK (T.INDUSTRI /S1) KODE / SKS KD /2 SKS
 KODE / SKS KD /2 SKS") Pertemuan ke Pokok Bahasan dan TIU Sub Pokok Bahasan dan TIK Teknik Media Referensi Pembelajaran Pembelajaran 1 Fungsi dan sifat sebagai bahasa teknik Fungsi Pengembangan standar OHP Tujuan fungsi dan
Pertemuan ke Pokok Bahasan dan TIU Sub Pokok Bahasan dan TIK Teknik Media Referensi Pembelajaran Pembelajaran 1 Fungsi dan sifat sebagai bahasa teknik Fungsi Pengembangan standar OHP Tujuan fungsi dan
kurve sambungan
 kurve sambungan 7 6 5 4 3 1 2 1 2 3 4 5 6 7 ... ii KATA PENGANTAR... iii DAFTAR ISI... iv PETA KEDUDUKAN MODUL... viii GLOSSARIUM... ix BAB I PENDAHULUAN... 1 A. DESKRIPSI... 1 B. PRASYARAT... 1 C. PETUNJUK
kurve sambungan 7 6 5 4 3 1 2 1 2 3 4 5 6 7 ... ii KATA PENGANTAR... iii DAFTAR ISI... iv PETA KEDUDUKAN MODUL... viii GLOSSARIUM... ix BAB I PENDAHULUAN... 1 A. DESKRIPSI... 1 B. PRASYARAT... 1 C. PETUNJUK
TEKNIK MEMBACA GAMBAR
 Modul 01 TEKNIK MEMBACA GAMBAR 30 JP (1350 menit) PENGANTAR Organisasi Polri mengalami banyak perubahan seiring digulirkan Reformasi Birokrasi di lingkungan Organisasi pemerintah. Disamping memiliki tugas
Modul 01 TEKNIK MEMBACA GAMBAR 30 JP (1350 menit) PENGANTAR Organisasi Polri mengalami banyak perubahan seiring digulirkan Reformasi Birokrasi di lingkungan Organisasi pemerintah. Disamping memiliki tugas
MENGGUNAKAN MESIN UNTUK OPERASI DASAR
 KODE MODUL M.7.32A SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN TEKNIK MESIN PROGRAM KEAHLIAN TEKNIK PEMBENTUKAN MENGGUNAKAN MESIN UNTUK OPERASI DASAR BAGIAN PROYEK PENGEMBANGAN KURIKULUM DIREKTORAT PENDIDIKAN
KODE MODUL M.7.32A SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN TEKNIK MESIN PROGRAM KEAHLIAN TEKNIK PEMBENTUKAN MENGGUNAKAN MESIN UNTUK OPERASI DASAR BAGIAN PROYEK PENGEMBANGAN KURIKULUM DIREKTORAT PENDIDIKAN
GAMBAR PROYEKSI ORTOGONAL
 GAMBAR PROYEKSI ORTOGONAL Berikut ini akan dibicarakan tentang Gambar Proyeksi Ortogonal secara terinci. Gambar proyeksi ortogonal yang lazim digunakan ada dua cara yaitu cara Eropa dan cara Amerika. Pada
GAMBAR PROYEKSI ORTOGONAL Berikut ini akan dibicarakan tentang Gambar Proyeksi Ortogonal secara terinci. Gambar proyeksi ortogonal yang lazim digunakan ada dua cara yaitu cara Eropa dan cara Amerika. Pada
D. GEOMETRI 2. URAIAN MATERI
 D. GEOMETRI 1. TUJUAN Setelah mempelajari modul ini diharapkan peserta diklat memahami dan dapat menjelaskan unsur-unsur geometri, hubungan titik, garis dan bidang; sudut; melukis bangun geometri; segibanyak;
D. GEOMETRI 1. TUJUAN Setelah mempelajari modul ini diharapkan peserta diklat memahami dan dapat menjelaskan unsur-unsur geometri, hubungan titik, garis dan bidang; sudut; melukis bangun geometri; segibanyak;
MEMBUAT MACAM- MACAM SAMBUNGAN PIPA
 MEMBUAT MACAM- MACAM SAMBUNGAN PIPA BAG- TKB.001.A-76 45 JAM 1 ¾ ¾ ½ ¾ ½ ¾ 45 0 Penyusun : TIM FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA DIREKTORAT PENDIDIKAN MENENGAH KEJURUAN DIREKTORAT JENDERAL
MEMBUAT MACAM- MACAM SAMBUNGAN PIPA BAG- TKB.001.A-76 45 JAM 1 ¾ ¾ ½ ¾ ½ ¾ 45 0 Penyusun : TIM FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA DIREKTORAT PENDIDIKAN MENENGAH KEJURUAN DIREKTORAT JENDERAL
MENGGAMBAR DETAIL SECARA RINCI
 MENGGAMBAR DETAIL SECARA RINCI I KODE UNIT KOMPETENSI : 9.5A UNTUK PESERTA PENDIDIKAN DAN PELATIHAN SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN TEKNIK MESIN PROGRAM KEAHLIAN TEKNIK GAMBAR MESIN DIREKTORAT
MENGGAMBAR DETAIL SECARA RINCI I KODE UNIT KOMPETENSI : 9.5A UNTUK PESERTA PENDIDIKAN DAN PELATIHAN SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN TEKNIK MESIN PROGRAM KEAHLIAN TEKNIK GAMBAR MESIN DIREKTORAT
PETUNJUK PRAKTIKUM TEKNOLOGI MEKANIK JURUSAN TEKNIK SISTEM PERKAPALAN
 PETUNJUK PRAKTIKUM TEKNOLOGI MEKANIK JURUSAN TEKNIK SISTEM PERKAPALAN MARINE ENGINEERING DAFTAR ISI TUGAS I MEMBUBUT POROS LURUS ( 2 JAM KEGIATAN )... 2 TUGAS II MEMBUBUT BERTINGKAT ( 4 JAM KEGIATAN )...
PETUNJUK PRAKTIKUM TEKNOLOGI MEKANIK JURUSAN TEKNIK SISTEM PERKAPALAN MARINE ENGINEERING DAFTAR ISI TUGAS I MEMBUBUT POROS LURUS ( 2 JAM KEGIATAN )... 2 TUGAS II MEMBUBUT BERTINGKAT ( 4 JAM KEGIATAN )...
MEMBUAT MACAM- MACAM SAMBUNGAN PIPA
 MEMBUAT MACAM- MACAM SAMBUNGAN PIPA 1 ¾ ¾ ½ ¾ ½ ¾ 45 0 KATA PENGANTAR Modul dengan judul Membuat Macam-macam Sambungan Pipa merupakan salah satu modul untuk membentuk kompetensi agar mahasiswa dapat melakukan
MEMBUAT MACAM- MACAM SAMBUNGAN PIPA 1 ¾ ¾ ½ ¾ ½ ¾ 45 0 KATA PENGANTAR Modul dengan judul Membuat Macam-macam Sambungan Pipa merupakan salah satu modul untuk membentuk kompetensi agar mahasiswa dapat melakukan
BAB. I PENDAHULUAN. A. Deskripsi. B. Prasyaratan. C. Petunjuk Penggunaan Modul
 BAB. I PENDAHULUAN A. Deskripsi Dalam modul ini Anda akan mempelajari tentang macam-macam bentuk geometris dan berbagai istilah yang terkait dengan bentuk tersebut yang dikenali dan dipahami. Dari berbagai
BAB. I PENDAHULUAN A. Deskripsi Dalam modul ini Anda akan mempelajari tentang macam-macam bentuk geometris dan berbagai istilah yang terkait dengan bentuk tersebut yang dikenali dan dipahami. Dari berbagai
Gambar Teknik. TKS sks. Dr. Ir. Istiarto, M.Eng. Toriq Arif Ghuzdewan, ST, M.Sc.E. Dr. M. Zudhy Irawan, ST, MT Dr.
 TKS 1108 2 sks Dr. Ir. Istiarto, M.Eng. Toriq Arif Ghuzdewan, ST, M.Sc.E. Dr. M. Zudhy Irawan, ST, MT Dr. Fikri Alfaris, ST Dosen Pengampu TA 2015-2016 Klas Kuliah 1-7, UTS Kuliah 8-14, UAS A Dr. Ir. Istiarto,
TKS 1108 2 sks Dr. Ir. Istiarto, M.Eng. Toriq Arif Ghuzdewan, ST, M.Sc.E. Dr. M. Zudhy Irawan, ST, MT Dr. Fikri Alfaris, ST Dosen Pengampu TA 2015-2016 Klas Kuliah 1-7, UTS Kuliah 8-14, UAS A Dr. Ir. Istiarto,
MODUL TUGAS BESAR MENGGAMBAR MESIN
 MODUL TUGAS BESAR MENGGAMBAR MESIN GENAP 2017-2018 Purnami, ST., M.T. Asisten Studio Gambar Teknik dan Mesin Fakultas Teknik Jurusan Mesin Universitas Brawijaya DAFTAR ISI BAB I ATURAN DASAR PEMBERIAN
MODUL TUGAS BESAR MENGGAMBAR MESIN GENAP 2017-2018 Purnami, ST., M.T. Asisten Studio Gambar Teknik dan Mesin Fakultas Teknik Jurusan Mesin Universitas Brawijaya DAFTAR ISI BAB I ATURAN DASAR PEMBERIAN
POROS BERTINGKAT. Pahat bubut rata, pahat bubut facing, pahat alur. A. Tujuan Adapun tujuan dari pembuatan poros bertingkat ini yaitu :
 POROS BERTINGKAT A. Tujuan Adapun tujuan dari pembuatan poros bertingkat ini yaitu : Mampu mengoprasikan mesin bubut secara benar. Mampu mebubut luar sampai halus dan rata. Mampu membubut lurus dan bertingkat.
POROS BERTINGKAT A. Tujuan Adapun tujuan dari pembuatan poros bertingkat ini yaitu : Mampu mengoprasikan mesin bubut secara benar. Mampu mebubut luar sampai halus dan rata. Mampu membubut lurus dan bertingkat.
SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN
 SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 CERDAS, KREATIF, INTELEK, WIRAUSAHAWAN 1 Pilihlah salah satu jawaban soal berikut
SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 CERDAS, KREATIF, INTELEK, WIRAUSAHAWAN 1 Pilihlah salah satu jawaban soal berikut
Gambar Teknik TKS sks Dr. Ir. Istiarto, M.Eng. Thoriq A Guzdewan, ST, M.Sc., M.Phil. Dr. Teuku Faisal Fathani, ST, MT Intan Supraba, ST, M.Sc.
 TKS 1108 2 sks Dr. Ir. Istiarto, M.Eng. Thoriq A Guzdewan, ST, M.Sc., M.Phil. Dr. Teuku Faisal Fathani, ST, MT Intan Supraba, ST, M.Sc. Materi Kuliah Pendahuluan Peralatan gambar Perletakan gambar Skala
TKS 1108 2 sks Dr. Ir. Istiarto, M.Eng. Thoriq A Guzdewan, ST, M.Sc., M.Phil. Dr. Teuku Faisal Fathani, ST, MT Intan Supraba, ST, M.Sc. Materi Kuliah Pendahuluan Peralatan gambar Perletakan gambar Skala
DASAR GAMBAR PROYEKSI
 DASAR GAMBAR PROYEKSI ELK-DAS.02 40 JAM Penyusun : TIM FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA DIREKTORAT PENDIDIKAN MENENGAH KEJURUAN DIREKTORAT JENDERAL PENDIDIKAN DASAR DAN MENENGAH DEPARTEMEN
DASAR GAMBAR PROYEKSI ELK-DAS.02 40 JAM Penyusun : TIM FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA DIREKTORAT PENDIDIKAN MENENGAH KEJURUAN DIREKTORAT JENDERAL PENDIDIKAN DASAR DAN MENENGAH DEPARTEMEN
Direktorat Pembinaan Sekolah Menengah Kejuruan Direktorat Jenderal Manajemen Pendidikan Dasar dan Menengah Departemen Pendidikan Nasional
 1 1 Direktorat Pembinaan Sekolah Menengah Kejuruan Direktorat Jenderal Manajemen Pendidikan Dasar dan Menengah Departemen Pendidikan Nasional Suparno TEKNIK GAMBAR BANGUNAN JILID 1 SMK TUT WURI HANDAYANI
1 1 Direktorat Pembinaan Sekolah Menengah Kejuruan Direktorat Jenderal Manajemen Pendidikan Dasar dan Menengah Departemen Pendidikan Nasional Suparno TEKNIK GAMBAR BANGUNAN JILID 1 SMK TUT WURI HANDAYANI
B. Kegiatan Belajar. 1. Kegiatan Belajar 1 Menentukan Persyaratan Kerja
 B. Kegiatan Belajar 1. Kegiatan Belajar 1 Menentukan Persyaratan Kerja a. Tujuan Kegiatan Pem belajaran Peserta diklat dapat (1) Memahami gambar kerja; (2) Memahami instruksi kerja; (3) Memahami peralatan
B. Kegiatan Belajar 1. Kegiatan Belajar 1 Menentukan Persyaratan Kerja a. Tujuan Kegiatan Pem belajaran Peserta diklat dapat (1) Memahami gambar kerja; (2) Memahami instruksi kerja; (3) Memahami peralatan
PERTEMUAN 6 PENYAJIAN GAMBAR KHUSUS
 PERTEMUAN 6 PENYAJIAN GAMBAR KHUSUS 6.1. Cara menunjukkan bagian khusus Disamping gambar-gambar yang dihasilkan dengan cara proyeksi orthogonal biasa, terdapat juga cara-cara khusus untuk memperjelas gambar
PERTEMUAN 6 PENYAJIAN GAMBAR KHUSUS 6.1. Cara menunjukkan bagian khusus Disamping gambar-gambar yang dihasilkan dengan cara proyeksi orthogonal biasa, terdapat juga cara-cara khusus untuk memperjelas gambar
SOAL LATIHAN 1 TEORI KEJURUAN PEMESINAN
 SOAL LATIHAN 1 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.Pd. 085736430673 1. Gambar berikut yang menunjukkan proyeksi orthogonal. A. D. B. E. C. 2. Gambar
SOAL LATIHAN 1 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.Pd. 085736430673 1. Gambar berikut yang menunjukkan proyeksi orthogonal. A. D. B. E. C. 2. Gambar
SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN
 SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 CERDAS, KREATIF, INTELEK, WIRAUSAHAWAN 1 Pilihlah salah satu jawaban soal berikut
SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 CERDAS, KREATIF, INTELEK, WIRAUSAHAWAN 1 Pilihlah salah satu jawaban soal berikut
GERGAJI TANGAN PADA KERJA BANGKU
 GERGAJI TANGAN PADA KERJA BANGKU Tujuan Pembelajaran Khusus Setelah mempelajari bahan ajar ini peserta diklat akandapat : 1. Menjelaskan jenis-jenis gergaji tangan 2. Menjelaskan karakteristik gergaji
GERGAJI TANGAN PADA KERJA BANGKU Tujuan Pembelajaran Khusus Setelah mempelajari bahan ajar ini peserta diklat akandapat : 1. Menjelaskan jenis-jenis gergaji tangan 2. Menjelaskan karakteristik gergaji
GAMBAR TEKNIK JURUSAN TEKNIK MESIN
 BUKU AJAR GAMBAR TEKNIK JURUSAN TEKNIK MESIN Oleh: Dr., M.Pd JURUSAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS NEGERI SEMARANG 2015 1 KATA PENGANTAR Buku ini ditulis sebagai bahan ajar mata kuliah Gambar
BUKU AJAR GAMBAR TEKNIK JURUSAN TEKNIK MESIN Oleh: Dr., M.Pd JURUSAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS NEGERI SEMARANG 2015 1 KATA PENGANTAR Buku ini ditulis sebagai bahan ajar mata kuliah Gambar
MODUL 6 ALAT KERJA TANGAN DAN MESI N (MENGI KI R) TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs.
 TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs.") MODUL 6 ALAT KERJA TANGAN DAN MESI N (MENGI KI R) TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs. SOEBANDONO LEMBAR KERJA SISWA 6 Macam macam kikir Dibuat dari baja
MODUL 6 ALAT KERJA TANGAN DAN MESI N (MENGI KI R) TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs. SOEBANDONO LEMBAR KERJA SISWA 6 Macam macam kikir Dibuat dari baja
IDENTIFIKASI KESALAHAN ESENSIAL GAMBAR KERJA PRAKTIK PEMESINAN DI SMK MUHAMMADIYAH 1 BANTUL TUGAS AKHIR SKRIPSI
 IDENTIFIKASI KESALAHAN ESENSIAL GAMBAR KERJA PRAKTIK PEMESINAN DI SMK MUHAMMADIYAH 1 BANTUL TUGAS AKHIR SKRIPSI Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan
IDENTIFIKASI KESALAHAN ESENSIAL GAMBAR KERJA PRAKTIK PEMESINAN DI SMK MUHAMMADIYAH 1 BANTUL TUGAS AKHIR SKRIPSI Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan
3. Mesin Bor. Gambar 3.1 Mesin bor
 3. Mesin Bor 3.1 Definisi Dan Fungsi Mesin Bor Mesin bor adalah suatu jenis mesin gerakanya memutarkan alat pemotong yang arah pemakanan mata bor hanya pada sumbu mesin tersebut (pengerjaan pelubangan).
3. Mesin Bor 3.1 Definisi Dan Fungsi Mesin Bor Mesin bor adalah suatu jenis mesin gerakanya memutarkan alat pemotong yang arah pemakanan mata bor hanya pada sumbu mesin tersebut (pengerjaan pelubangan).
KONSEP DASAR PERKAPALAN RENCANA GARIS C.20.02
 KONSEP DASAR PERKAPALAN RENCANA GARIS C.20.02 BAGIIAN PROYEK PENGEMBANGAN KURIIKULUM DIIREKTORAT PENDIIDIIKAN MENENGAH KEJURUAN DIIREKTORAT JENDERAL PENDIIDIIKAN DASAR DAN MENENGAH DEPARTEMEN PENDIIDIIKAN
KONSEP DASAR PERKAPALAN RENCANA GARIS C.20.02 BAGIIAN PROYEK PENGEMBANGAN KURIIKULUM DIIREKTORAT PENDIIDIIKAN MENENGAH KEJURUAN DIIREKTORAT JENDERAL PENDIIDIIKAN DASAR DAN MENENGAH DEPARTEMEN PENDIIDIIKAN
PEMBACAAN DAN PEMAHAMAN GAMBAR TEKNIK
 OPKR-10-009B PEMBACAAN DAN PEMAHAMAN GAMBAR TEKNIK BAGIAN PROYEK PENGEMBANGAN KURIKULUM DIREKTORAT PENDIDIKAN MENENGAH KEJURUAN DIREKTORAT JENDERAL PENDIDIKAN DASAR DAN MENENGAH DEPARTEMEN PENDIDIKAN NASIONAL
OPKR-10-009B PEMBACAAN DAN PEMAHAMAN GAMBAR TEKNIK BAGIAN PROYEK PENGEMBANGAN KURIKULUM DIREKTORAT PENDIDIKAN MENENGAH KEJURUAN DIREKTORAT JENDERAL PENDIDIKAN DASAR DAN MENENGAH DEPARTEMEN PENDIDIKAN NASIONAL
MODUL 9 ALAT KERJA TANGAN DAN MESI N (MENGEBOR DAN MELUASKAN) TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH :
 TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH :") MODUL 9 ALAT KERJA TANGAN DAN MESI N () TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs. SOEBANDONO LEMBAR KERJA SISWA 9 Macam-macam bor Dibuat dari baja karbon tinggi
MODUL 9 ALAT KERJA TANGAN DAN MESI N () TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs. SOEBANDONO LEMBAR KERJA SISWA 9 Macam-macam bor Dibuat dari baja karbon tinggi
GAMBAR BUKAAN/BENTANGAN GEOMETRI LANJUT BENDA TRANSISI
 SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN TEKNIK PEMBENTUKAN PROGRAM KEAHLIAN TEKNIK PEMBENTUKAN GAMBAR BUKAAN/BENTANGAN GEOMETRI LANJUT BENDA TRANSISI transformer d = 75 d = 200 150 tampak depan tampak
SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN TEKNIK PEMBENTUKAN PROGRAM KEAHLIAN TEKNIK PEMBENTUKAN GAMBAR BUKAAN/BENTANGAN GEOMETRI LANJUT BENDA TRANSISI transformer d = 75 d = 200 150 tampak depan tampak
MODUL TUGAS BESAR MENGGAMBAR MESIN
 MODUL TUGAS BESAR MENGGAMBAR MESIN GENAP 2016-2017 Ir. Endi Sutikno, M.T. Asisten Studio Gambar Teknik dan Mesin Fakultas Teknik Jurusan Mesin Universitas Brawijaya BAB I ATURAN-ATURAN DASAR UNTUK MEMBERI
MODUL TUGAS BESAR MENGGAMBAR MESIN GENAP 2016-2017 Ir. Endi Sutikno, M.T. Asisten Studio Gambar Teknik dan Mesin Fakultas Teknik Jurusan Mesin Universitas Brawijaya BAB I ATURAN-ATURAN DASAR UNTUK MEMBERI
Toleransi& Implementasinya
 Toleransi& Implementasinya Daftar Isi 1. Toleransi Linier... 3 a) Suaian-suaian (Fits)... 6 b) Jenis jenis Suaian... 6 c) Toleransi Khusus dan Toleransi Umum... 6 1) Toleransi Khusus... 6 2) Toleransi
Toleransi& Implementasinya Daftar Isi 1. Toleransi Linier... 3 a) Suaian-suaian (Fits)... 6 b) Jenis jenis Suaian... 6 c) Toleransi Khusus dan Toleransi Umum... 6 1) Toleransi Khusus... 6 2) Toleransi