PROSES PEMBUATAN CASING PADA MESIN PEMOTONG KAYU UNTUK MINIATUR MAINAN PROYEK AKHIR
|
|
|
- Hendri Kusumo
- 6 tahun lalu
- Tontonan:
Transkripsi


1 PROSES PEMBUATAN CASING PADA MESIN PEMOTONG KAYU UNTUK MINIATUR MAINAN PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta untuk Memenuhi Sebagian Persyaratan Memperoleh Gelar Ahli Madya D-III Oleh : Yoga Jaya Wardana NIM : PROGRAM STUDI TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA 2013 i
2
3

4
5 MOTTO Inna Sholaati Wanusukii Wamahyaaya Wamamaati Lillahi Robbil Aalamiin, Sesungguhnya, sholatku, ibadahku, hidup dan matiku hanya untuk Alloh Rob Alam Semesta. Ketika kamu meminta pertolongan kepada Tuhanmu, lalu diperkenankanya permintaanmu : sesungguhnya Aku menolongkamu dengan seribu malaikat yang beriring-iringan (QS. Al Anfal :9) v
6 HALAMAN PERSEMBAHAN Dengan mengucapkan syukur Alhamdulillah, Karya ini ku persembahkan untuk: Seluruh Keluarga Besar Atas Doa Dan Doronganya. Bapak Slamet Karyono, M.T Atas Segala Bimbingan Dan Arahanya. Seseorang yang Setia Menungguku. Terimakasih Atas Kisah Kasih Yang Kau Berikian. Semua Temen-Temen Kelas D Angkatan Seluruh Mahasiswa Mesin Fakultas Teknik Universitas Negeri Yogyakarta. vi
7 PROSES PEMBUATAN CASING PADA MESIN PEMOTONG KAYU UNTUK MINIATUR MAINAN Oleh: Yoga Jaya Wardana ABSTRAK Tujuan penulisan dari laporan proyek akhir ini adalah mengetahui proses pembuatan casing pada mesin pemotong kayu untuk miniatur mainan, mengetahui total waktu yang dibutuhkan untuk proses pembuatannya, Mengetahui kesesuaian ukuran mesin yang dibuat dengan gambar kerja. Selain itu jugu untuk mengetahui uji fungsi dan uji kinerja mesin pemotong kayu. Pembuatan casing mesin pemotong kayu untuk miniatur mainan dimulai dari perencanan gambar kerja, perencanan cutting plan, proses pembentukan, proses peyambungan dan proses finising. Untuk membuat casing mesin pemotong kayu untuk miniatur mainan dibutuhkan plat dengan ukuran (810 x 600 x 3 mm) dan plat eyzer dengan ukuran (2400 x 1200 x 1 mm). Proses pembuatan casing diawali dengan perencanaan pemotongan plat (cutting plan), pembentukan bahan dan penyusuaian ukuran dan pengeboran. Proses penyambungan menggunakan 2 cara pada casing penampung menggunakan sambungan las SMAW dan pada papan meja potong dan casing transmisi menggunakan baut dan mur. Mesin dan alat yang digunakan dalam proses pembuatan casing mesin pemotong kayu untuk miniatur mainan yaitu mesin potong plat hidrolik, mesin las SMAW, mesin bor tangan, mesin gerinda potong, mesin bending, mesin roll dan peralatan ukur dan gambar. Casing dikelompokan menjadi 3 bagaian yaitu : 1) Papan meja pemotong dengan ukuran (810 x 600 x 3 mm), 2) Casing penampung dengan ukuran (810 x 600 x 370 mm)dan 3) Casing transmisi dengan ukuran (635 x 12 x 120). Pada casing mesin pemotong kayu untuk miniatur mainan terjadi penyimpangan ukuran yang disebabkan karena kesalahan pemotongan dan penyusutan bahan itu sendri pada saat dilakukan penekukan dan penyambungan dengan las SMAW dengan rata-rata penyimpangan sebesar 2 mm. Casing itu sendiri masih terdapat sedikit getaran saat mesin dioperasikan. Mesin pemotong kayu ini dapat memotong kayu dengan kecepatan 2,1 mm/menit. Kata kunci : Casing, Mesin pemotong kayu, Perencanan cutting plan vii
8 KATA PENGANTAR Assalamu alaikum wr. wb. Syukur alhamdulillah penulis panjatkan ke hadirat Allah SWT yang telah melimpahkan segala rahmat dan karunia-nya, sehingga penyusunan laporan Proyek Akhir penulis yang berjudul Proses Pembutan Casing Pada Mesin Pemotong Kayu Untuk Miniatur Maianan, dapat terselesaikan dengan baik. Penulis menyadari bahwa selama menjalani pendidikan di almamater tercinta ini dan di dalam penyusunan laporan ini, penulis tidak mampu untuk melalui dan menyelesaikannya sendiri. Untuk itu melalui kesempatan ini, penulis hendak mengucapkan terima kasih yang sebesar-besarnya kepada: 1. Bapak Dr. Moch Bruri Triyono, M.Pd. selaku Dekan Fakultas Teknik Universitas Negeri Yogyakarta. 2. Bapak Dr. Wagiran, S.Pd.,M.Pd selaku Ketua Jurusan Teknik Mesin Fakultas Teknik Universitas Negeri Yogyakarta. 3. Bapak Mujiono, MT. selaku Ketua Program Studi Teknik Mesin Fakultas Teknik Universitas Negeri Yogyakarta. 4. Bapak Slamet Karyono, MT. selaku Pembimbing Tugas Akhir 5. Muhammad Khotibul Umam HS., MT. selaku dosen Penasehat Akademik. 6. Seluruh Staff Pengajar dan karyawan Jurusan Teknik Mesin Fakultas Teknik Universitas Negeri Yogyakarta. 7. Bapak dan Ibu yang tidak bosan-bosannya mamberi dukungan, motivasi, dan bimbingan selama ini. 8. Semua keluarga yang telah memberikan doa dan restu dalam pelaksanaan kegiatan Proyek Akhir. 9. Teman-teman satu kelompok (Yanu dan Johan) yang selalu memberi dukungan dan dorongan. 10. Seluruh teman-teman angkatan 2010 terimakasih atas konsultasi, dorongan, dukungan, dan pertemanan selama ini, khususnya kelas D Semua pihak yang telah membantu dalam pembuatan Proyek Akhir ini, yang tak dapat penulis sebutkan satu persatu. viii
9 Penulis menyadari bahwa laporan ini masih jauh dari sempurna, banyak kelemahan baik dalam penyajian maupun penulisannya. Oleh karena itu penulis mengharapkan kritik dan saran yang membangun guna penyempurnaan pembuatan Laporan Proyek Akhiri ini. Akhir kata penulis berharap semoga Laporan Proyek Akhiri ini dapat bermanfaat dan dapat memberikan sekilas gambaran tentang Proyek Akhiri yang telah dilaksanakan. Amin. Wassalamu alaikum wr. wb. Yogyakarta, Febuari 2013 Penulis ix
10 DAFTAR ISI Halaman HALAMAN JUDUL... i LEMBAR PERSETUJUAN... ii HALAMAN PENGESAHAN... iii SURAT PERNYATAAN... iv HALAMAN MOTO... v HALAMAN PERSEMBAHAN... vi ABSTRAK... vii KATA PENGANTAR... viii DAFTAR ISI... x DAFTAR TABEL... xiii DAFTAR GAMBAR... xiv DAFTAR LAMPIRAN... xvi BAB I. PENDAHULUAN A. Latar belakang... 1 B. Identifikasi Masalah... 3 C. Batasan Masalah... 4 D. Tujuan Penulisan... 4 E. Manfaat Penulisan... 5 F. Keaslian Gagasan... 5 BAB II. PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Identifikasi Ukuran... 6 a. Casing keseluruhan... 6 b. Papan Meja Pemotong... 7 c. Casing Penampung... 8 x
11 d. Casing Transmisi B. Tinjauan Singkat Casing C. Identifikasi Bahan D. Identifikasi Alat dan Mesin yang Digunakan Alat Gambar Alat Kerja dan Mesin Peralatan Finising Peralatan Bantu Alat Keselamatan Kerja E. Gambar Produk yang Akan Dibuat BAB III. KONSEP PEMBUATAN A. Konsep Umum Pembuatan Produk Konsep Pengubahan Bentuk Bahan Pengurangan Volume Bahan Konsep Penyambungan Konsep Penyelesaian Permukaan B. Konsep yang Digunakan pada Proses Pembuatan Casing Konsep Pengubahan Bentuk Konsep Pengurangan Volume Bahan Konsep Penyambungan Bagian Konsep Finising BAB IV. PROSES PEMBUATAN DAN HASIL PEMBAHASAN A. Diagram Alir Proses Pembuatan Casing B. Visualisasi Proses Pembuatan Casing C. Alat, Bahan dan Mesin yang Digunakan D. Proses Pembuatan E. Proses Penyambungan xi
12 F. Proses Pengecetan G. Hasil H. Proses Perakitan Casing dan Rangaka I. Uji Fungsional J. Uji Kinerja Mesin K. Pembahasan Proses pembuatan Proses Finising Kesulitan yang Dihadapi L. Spesifikasi Mesin BAB IV. KESIMPULAN DAN SARAN A. Kesimpulan B. Saran DAFTAR PUSTAKA LAMPIRAN xii
13 DAFTAR TABEL Tabel 2.1 Spesifikasi Bahan...13 Tabel 2.2 Hubungan bahan antara sifat dan komposisi kimia...14 Tabel 2.3 Nilai Pedoman Elektroda dan Kekuatan Arus...20 Tabel 2.4 Diagram hubungan diameter bor dan kecepatan potong...22 Tabel 2.5 Kecepatan potong untuk bor jenis HSS...22 Tabel 2.6 Harga Faktor Pemantulan (K) dari Beberapa Bahan...24 Tabel 4.1 Alat, Bahan dan Mesin yang Digunakan Dalam Pembuatan Casing...45 Tabel 4.2 Standart Operasional Production (SOP) Pembuatan Casing...46 Tabel 4.3 Proses Penyambungan Casing Mesin...54 Tabel 4.4 Proses Pengecetan Casing Mesin...58 Tabel 4.5 Perbandingan ukuran gambar kerja dengan benda kerja...60 xiii
14 DAFTAR GAMBAR Halaman Gambar 2.1. Casing Keseluruhan... 7 Gambar 2.2 Papan meja pemotong... 7 Gambar 2.3 Casing penampung keseluruhan... 8 Gambar 2.4 Casing penampung bawah... 8 Gambar 2.5 Casing penampung samping kanan... 9 Gambar 2.6 Casing penampung samping kiri... 9 Gambar 2.7 Casing penampung bagian belakang Gambar 2.8 Casing penampung bagian depan Gambar 2.9 Casing transmisi bagian atas Gambar 2.10 Casing transmisi bagian bawah Gambar 2.11 Casing transmisi bagian tengah Gambar 2.12 Mistar baja Gambar 2.13 Mistar gulung Gambar 2.14 Penyiku Gambar 2.15 Penitik Gambar 2.16 Penggores Gambar 2.17 Mesin pemotong plat Gambar 2.18 Gunting tuas Gambar 2.19 Mesin las Gambar 2.20 Mesin gerinda tangan Gambar 2.21 Mesin bor tangan Gambar 2.22 Spring Back Gambar 2.23 Penekukan Plat Gambar 2.24 Mesin bending Gambar 2.25 Pengerolan Gambar 2.26 Mesin pengerolan Gambar 2.27 Kompresor xiv
15 Gambar 2.28 Spray gun Gambar 2.29 Meja bantu Gambar 2.30 Macam-macam palu Gambar 2.31 Landasan Gambar 2.32 Kikir Gambar 2.33 Mata bor Gambar 2.34 Bagian Casing Gambar 2.35 Bagian Mesin Pemotong Kayu Gambar 4.1 Diagram aliran pembuatan Casing xv
16 DAFTAR LAMPIRAN Halaman Lampiran 1 Gamba Kerja...68 Lampiran 2 Hubungan bahan antara sifat dan komposisi kimia Lampiran 3 Nilai Pedoman Elektroda dan Kekuatan Arus Lampiran 4 Diagram hubungan diameter bor dan kecepatan potong Lampiran 5. Kecepatan potong untuk bos jenis HSS Lampiran 6. Tabel Lambang-Lambang Diagram Alir Lampiran 7. Presentasi Lampiran 8. Kartu Bimbingan xvi
17 BAB 1 PENDAHULUAN A. Latar Belakang Masalah Teknologi setiap saat terus berkembang seiring dengan kemajuan zaman, tidak terkecuali pada pengrajin olahan kayu di Indonesia. Dalam perkembangan teknik-teknik pengolahan kayu diperlukan suatu proses pengerjaan yang efektif dan efisien. Hal itu pula yang mendasari pekerjaan pemotongan kayu. Pada awalnya pemotongan kayu dilakukan secara manual dengan memanfaatkan tenaga manusia kemudian berubah menggunakan mesin gergaji. Di Desa Banjarsari Rt 03/ Rw 03, Kebondalem Kidul, Kecamatan Prambanan Klaten terdapat UKM pengrajin yang memanfaatkan limbah sisa hasil potongan kayu gelondongan menjadi miniatur mianan, sehingga dapat menambah nilai ekonomis dari limbah tersebut. Untuk mengolah limbah sisa hasil potongan kayu gelondongan menjadi produk miniatur mainan dibutuhkan peralatan yang membantu mempercepat dan mempermudah proses pembuatan, maka dibutuhakn alat penujang seperti mesin pemotong kayu. UKM pengrajin miniatur mainan yang bernama AGUNG HANDICRAFT sebelumnya sudah menggunakan mesin gergaji untuk mengolah limbah kayu, akan tetapi mesin gergaji tersebut terdapat banyak kekurangan dan kendala, seperti : 1) bentuk dan ukuran mesin yang terlalu besar, 2) rangka mesin gergaji yang terbuat dari kayu, sehingga mesin gergaji bergetar dan bergoyang-goyang membuat hasil pemotongan tidak sesuai yang diharapkan, 3) papan meja pemotong kayu tidak rata dan berlubang, karena papan meja yang terbuat dari kayu sudah lapuk, 4) tidak ada pengaman pada bagian yang berputar, sehingga rentan terjadi kecelakaan kerja, dan 5) banyaknya serbuk kayu hasil pemotongan yang berterbangan dan mengotori system transmisi, sehingga membuat pekerjan tidak nyaman dan usia mesin menjadi pendek. 1
18 2 Disisi lain mesin pemotong kayu yang ada di UKM tersebut memiliki keunggulan yang perlu dipertahan dalam mendesai mesin pemotong kayu untuk miniatur mainan, seperti bentuk meja potong dibuat miring supaya pemotongan menjadi lebih ringan, akan tetepi untuk memiringkannya mengunakan ganjal pada pada kaki rangka dan pada dudukan bearing menjadi miring sehingga rentan rusak. Semakin bertambahnya pekerjaan yang ada menuntut adanya perbaikan mutu produksi, maka inovasi dan modifikasi alat yang ada menjadi suatu perhatian untuk kemajuan ke depan. Selain itu, mesin-mesin yang telah ada dalam UKM yang kurang maksimal menjadi salah satu landasan pendukung untuk memodifikasi mesin yang telah ada. Secara umum, mesin pemotong kayu untuk minaitur mainan yang dibuat mempunyai komponen pokok sesuai fungsi utaman masing-masing komponen, yaitu : 1. Rangka mesin yang terbuat dari besi siku 45 x 45 x 4 berfungsi sebagai penopang kompenen utama dan pendukung lainnya seperti system transmisi, motor listrik dan sebagai meja karja untuk pemotong kayu. 2. Casing atau body mesin, berfungsi sebagai tempat penampung serbuk hasil pemotongan kayu sehingga serbuk kayu tidak menggangu pada proses pemotongan dan dan lebih mengoptimalkan bahan baku. 3. Casing transmisi, berfungsi sebagai pengaman dan pelindung sabuk v-belt dan pully dari kotoran atau serbuk hasil gergajian. 4. Papan meja, berfungsi sebagai landasan atau meja kerja pada proses pemotonag kayu. 5. Pully, berfungsi sebagai landasan sabuk v-belt. 6. Sabuk v-belt, berfungsi sebagai penerus daya dari motor ke poros pemotong. 7. Motor listrik, berfungsi sebagai pengerak utaman mesin. 8. Pisau pemotong, berfungsi sebagai elemen membelah dan pemotong kayu.
19 3 Casing merupakan komponen pendukung yang penting pada mesin pemotong kayu mengingat fungsinya sebagai tempat penampung serbuk sisa hasil pemotongan sehingga tidak mengganggu dalam proses pemotongan dan mengoptimalkan limbah kayu. Casing sistem transmisi berfungsi menutupi bagian yang berputar, sehingga membuat proses pekerjaan lebih aman. Selain itu, papan meja kerja yang dibuat miring sebesar 6 0 akan membuat proses pemotongan kayu ringan. B. Identifikasi Masalah Berdasarkan latar belakang di atas dapat diidentifikasi beberapa masalah, di antaranya: 1. Perancangan a. Desain dan gambar kerja mesin pemotong kayu untuk miniatur mainan yang sesuai bagi UKM tersebut. 2. Proses Pembuatan a. Proses pembuatan rangka mesin pemotong kayu untuk miniatur mainan yang kokoh. b. Proses pembuatan casing mesin pemotong kayu untuk miniatur mainan yang efektif dan efisien. c. Proses pembuatan poros mesin pemotong kayu untuk miniatur mainan agar tetap. 3. Proses pengujian a. Kesesuaian ukuran produk dengan gambar kerja. b. Penguji kinerja dan fungsional mesin pemotong kayu untuk miniatur mainan. C. Batasan Masalah Keterbatasan waktu dan biaya, serta mengiat luasnya masalah dalam menghasilkan produk alat atau mesin pemotong kayu untuk miniatur mainan, maka penulis lapornan ini hanya dibatasi pada proses pembutan casing penampung, casing transmisi dan papan meja pemotong.
20 4 D. Rumusan Masalah Berdasarkan batasan masalah tersebut maka dapat ditarik rumusan masalah yaitu : 1. Bagaimana menentukan proses pembuatan casing mesin pemotong kayu untuk miniatur mainan? 2. Bagaimanakah kesesuaian ukuran benda jadi dengan gambar yang direncanakan? 3. Bagaimanakah uji fungsi dari casing pada pembuatan casing mesin pemotong kayu untuk miniatur mainan. 4. Bagaimanakah uji kinerja mesin pemotong kayu untuk miniatur mainan. E. Tujan Penulisan Berdasarkan rumusan masalah di atas maka tujuan dari perancangan mesin pemotong kayu untuk miniatur mainan untuk: 1. Mengetahui proses pembuatan casing mesin pemotong kayu untuk miniatur mainan. 2. Mengetahui kesesuaian ukuran mesin yang dibuat dengan gambar kerja. 3. Mengetahui uji fungsi dari casing mesin pemotong kayu untuk miniatur mainan. 4. Mengetahui uji kinerja mesin pemotong kayu untuk miniatur mainan F. Manfaat Penulisan Kegiatan Proyek Akhir memberikan manfaat yang besar terhadap berbagai pihak, baik bagi mahasiswa, pihak FT UNY ataupun masyarakat. 1. Bagi Mahasiswa a. Sebagai salah satu syarat memperoleh gelar Ahli Madya (D3) Teknik Mesin Fakultas Teknik Universitas Negeri Yogyakarta. b. Mahasiswa dapat menerapkan ilmu yang telah diterima di bangku kuliah ke dalam bentuk praktik langsung pembuatan suatu alat. c. Meningkatkan daya kreativitas, inovasi, dan keahlian mahasiswa.
21 5 d. Menambah pengetahuan tentang cara pembuatan dan menciptakan suatu karya teknologi. e. Meningkatkan kedisiplinan dan kerjasama antar mahasiswa, baik secara individual maupun kelompok. 2. Bagi Dunia Pendidikan a. Menambah pembendaharaan modifikasi alat-alat yang sudah ada. b. Mengetahui kemampuan para peserta didiknya. c. Memacu masyarakat pada umumnya dan mahasiswa pada khususnya untuk berpikir dan mendayagunakan alat dan bahan yang ada menjadi sesuatu yang berguna. G. Keaslian Gagasan Konstruksi yang dirancang dan dibuat pada mesin pemotong kayu untuk miniatur mainan ini merupakan produk hasil inovasi dan memodifikasi dari produk yang sudah pernah ada dan mengalami perubahan-perubahan baik perubahan bentuk, ukuran, maupun perubahan dalam fungsinya sebagai hasil inovasi perancang. Hasil rancangan ini diharapkan menjadi produk baru dengan mekanisme yang baru. Modifikasi dan inovasi yang dilaksanakan bertujuan untuk memperoleh hasil yang maksimal dengan tidak mengurangi fungsi dan tujuan pembuatan mesin ini.
22 BAB II PENDEKATAN PEMECAHAN MASALAH Proses pembuatan casing pada mesin pemotong kayu untuk miniatur mainan memiliki dasar-dasar mengenai elemen fabrikasi yaitu fungsi dari komponen tersebut secara umum dan gambar kerja yang akan digunakan, sehingga komponen yang dibuat hasilnya akan sesuai dengan fungsi dan tujuannya. Apabila tidak memahami konsep dasar mengenai elemen fabrikasi, maka fungsi bagian ini yaitu casing secara umum dan gambar kerja seperti pemilihan bahan, langkah kerja dan proses pembuatan serta hasil dari proses pengerjaannya kurang optimal. A. Identifikasi Gambar Kerja Papan meja pemotongan berfungsi sebagai landasan pemotongan selain itu berfungsi sebagai casing. Casing berfungsi sebagai tempat penampung serbuk kayu hasil pemongan, sebagi pengaman, sabagai pengaman komponen yang bergerak terhadap kotoran atau debu dan sebagi penahan getaran mesin saat dioperasikan. 1. Identifikasi Ukuran a. Casing Keseluruhan Casing keseluruhan terdiri dari papan pemotong, casing penampung dan casing transmisi yang mempunyai fungsi-fungsi berbeda. Dimana plat yang digunakan berbeda pula. Casing penampung dan casing transmisi menggunakan plat ezyer dengan tebal 1 mm dan papan pemotongan menggunakan plat dengan tebal 3 mm. Casing keseluruhan dapat dilihat pada gambar 2.1 6


23 7 Gambar 2.1. Casing keseluruhan Keterangan : 1. Papan Pemotong 2. Casing Penampung 3. Casing Transmisi b. Papan Meja Pemotong Papan meja pemotong memiliki ukuran 810 mm x 600 mm x 3 mm. Gambar 2.2. Papan meja potong


24 8 c. Casing Penampung Casing penampung yang dibuat mempunyai dimensi dan bentuk yang dapat dilihat pada gambar 2.3 Gambar 2.3. Casing penampung keseluruhan. 1) Casing penampung bawah Casing penampung bawah mempunyai ukuran 800 x 600 x 1 mm. Lihat gambar 2.4 Gambar 2.4. Casing penampung bawah.
 Casing penampung bagian belakang Casing penampung bagian belakang mempunyai ukuran 600 x 370 x 1 mm. Lihat gambar 2.7")
25 9 2) Casing penampung samping kanan Casing penutup samping kanan mempunyai ukuran 800 x 370 x 1 mm. Lihat gambar 2.5 \ Gambar 2.5. Casing penampung samping kanan. 3) Casing penampung samping kiri Casing penmpung samping kiri mempunyai ukuran 800 x 370 x 1 mm. Lihat gambar 2.6 Gambar 2.6. Casing penampung samping kiri 4) Casing penampung bagian belakang Casing penampung bagian belakang mempunyai ukuran 600 x 370 x 1 mm. Lihat gambar 2.7
 Casing penampung bagian")


26 10 Gambar 2.7. Casing penampung bagain belakang 5) Casing penampung bagian depan Casing penampung bagian depan mempunyai ukuran 600 x 200 x 1mm. Lihat gambar 2.8 Gambar 2.8. Casing penampung bagian depan d. Casing Transmisi 1) Casing transmisi bagian atas Casing penutup atas mempunyai ukuran 189,88 x 125 x 1 mm. Lihat gambar 2.9 Gambar 2.9. Casing transmisi bagian atas
 Casing transmisi bagian tengah Casing transmisi bagian tengah mempunyai ukuran 605 x 395,05 x 1 mm. Lihat gambar 2.")
27 11 2) Casing transmisi bagian bawah Casing transmisi bagian bawah mempunyai ukuran 189,88 x 40 x 1 mm. Lihat gambar 2.10 Gambar Casing transmisi bagian bawah 3) Casing transmisi bagian tengah Casing transmisi bagian tengah mempunyai ukuran 605 x 395,05 x 1 mm. Lihat gambar 2.11 Gambar Casing transmisi bagian tengah
28 12 B. Tijauan Singkat Casing Casing pada mesin pemotong kayu untuk miniatur mainan terdiri dari papan pemotong, casing penampung dan casing transmisi yang meiliki fungsi sendiri-sendiri. Papan pemotongan berfungsi sebagia landasan pemotongan kayu, sehingga menopang beban yang cukup besar maka papan pemotong menggunakan plat yang lebih tebal. Casing penampung berfungsi sebagai penampung serbuk kayu sisa dari hasil pemotongan, maka letaknya berada dibawah papan pemotongan sehingga serbuk kayu tidak bertebangan dan menggangu proses pemotongan. Sedangkan Casing transmisi berfungsi sebagai pengaman pada daerah mesin yang berputar, sehingga mesin ini lebih aman digunakan. Ukuran dan bahan yang digunakan dalam pembuatan casing harus memperhatikan fungsi utama mesin yang dibuat, ini dapat dilihat dari sumber mesin tersebut dapat berkerja, mesin kerja untuk apa dan kondisi teknis.
29 13 C. Identifikai Bahan Tabel 2.1 : Spesifikasi Bahan NO Nama Bagian Bahan Ukuran Jumlah 1 Plat 3 mm 810 mm x 600 mm x 3 1 Buah Papan Meja Pemotong 2 mm Casing Plat eyzer 1 penampung mm 800 x 600 x 1 mm 1 Buah 800 x 370 x 1 mm 1 Buah 800 x 370 x 1 mm 1 Buah 600 x 370 x 1 mm 1 Buah 600 x 200 x 1 mm 1 Buah 189,88 x 125 x 1 mm 1 Buah 189,88 x 40 x 1 mm 1 Buah 605 x 395,05 x 1 mm 1 Buah bawah 3 Casing Plat eyzer 1 penampung mm samping kanan 4 Casing Plat eyzer 1 penampung mm samping kiri 5 Casing Plat eyzer 1 penampung mm bagian depan 6 Casing Plat eyzer 1 penampung mm bagian belakang Casing transmisi Plat eyzer 1 bagian atas mm Casing transmisi Plat eyzer 1 bagian bawah mm Casing transmisi Plat eyzer 1 bagian tengah mm
30 14 Tabel 2.2: Hubungan bahan antara sifat dan komposisi kimia (Sumantri, 1989 : 262) Komposisi Kimia Bahan C (%) S (%) P (%) Cu (%) Baja Karbon Rendah Baja Paduan Rendah Baja Tahan Karat Alumunium M (%) Si (%) Nb (%) Ni (%) Cr (%) Keku atan Tarik (N/m m2) Keke rasan (Hv) Tembaga Identifikasi bahan perlu dilakukan guna mempermudah dalam menentukan hal-hal yang perlu digunakan dengan bahan yang digunakan, salah satunya adalah untuk menentukan perlukauan kerja yang berkaitan dengan penggunaan mesin dan alat. Dalam pembuatan casing juga harus tepat pemilihan bahan yang akan dipakai. Selain untuk menentukan perlakuaan pekerjaan, pemilihan bahan yang tepet akan sangat berpengaruh terhadap kekeuatan komponen dan nilai ekonomis dari alat tersebut. Bahan yang diguanakan berbeda-beda tenggantung pada fungsi dan perannya. Papan meja pemotong menggunakan plat 3mm, ini dikarenakan fungsi papan meja pemotong sebagai landasan dan penopang dalam proses pemotongan. Sedangakan bahan yang digunakan pada casing penampung dan casing transmisi menggunakan bahan plat eyzer 1 mm, karena pada fungsinya tidak terjadi pembebanan yang besar. Terlepas dari itu semua, plat 3 mm dan plat eyzer 1 mm mudah ditemukan dan didapatkan. Sehingga akan mempermudahkan dalm proses pembuatan maupun perawatannya. Titik Mulur (N/mm 2 )

31 15 D. Identifikasi Alat dan Mesin yang Digunakan Menggambar atau melukis adalah proses pembuatan tanda sebelum dilakukan atau dikerjakan. Adapun tujuan dari menggambar adalah mempermudah dan meminimalkan kesalahan dalam proses perkerjaan. Agar dalam proses pekerjaan berjalan lancar maka dibutuhkan alat-alat dan mesin sebagai berikut : 1. Alat Gambar a. Mistar baja Mistar baja adalah alat ukur dasar pada bengkel kerja mesin. alat ukur yang terbuat dari baja tahan karat dimana permukaan dan bagian sisinya adalah rata dan lurus serta atasnya terdapat guratan-guratan ukuran (skala ukuran millimeter dan inchi). Umumnya panjang mistar baja adalah 300 mm sampai mm, dengan skala ukur terdiri dari satuan setengah millimeter dan satuan satu millimeter. Mistar baja digunakan untuk mengukur panjang, lebar, dan tebal serta memeriksa keratan suatu benda. Pada proses pembuatan casing mistar yang digunakan adalah mistar baja, karena ukuran benda kerja tidak terlalu besar dan mempunyai permukaan yang rata. Gambar Mistar Baja b. Mistar gulung Mistar gulung memiliki fungsi yang sama seperti mistar baja, yang membedakan adalah bentuk dan panajangnya ukuran, sehingga mistar gulung dapat digunkan untuk mengukur bendabenda yang panjang. Mistar ini terdapat ukuran-ukuran (skala) baik

 Penyiku termasuk alat ukur dan juga alat gambar, alat ini terdiri atas daun dan blok yang terbuat dari baja.")
32 16 ukuran inci maupun ukuran centimeter. Mistar guluing tidak dapat digunakan untuk mengukur benda kerja yang secara presisi, karena tingkat ketelitianya adalah setengah millimeter. Mistar gulung dibuat dari baja yang tipis dengan tebal ± 1 mm, sifatnya lemas atau lentur sehingga dapat digunakan untuk mengukur bagianbagian yang cembung, cekung, dan menyudut. Dalam pelaksanaan pembuatan casing digunakan mistar gulung dengan alasan karena penggunaannya lebih praktis dan mudah dalam penggunaannya serta cukup untuk mengukur bahan pembuatan casing. Gambar Mistar gulung c. Penyiku (Siku mati/solid square) Penyiku termasuk alat ukur dan juga alat gambar, alat ini terdiri atas daun dan blok yang terbuat dari baja. Bloknya lebih tebal dari daunnya dan panjang daunnya menbentuk sudut 900. Siku mati ada yang memiliki ukuran dengan ketelitain 1 mm dan 1/32, dan ada yang tanpa ukuran. Kegunaan dari penyiku sebagai alat bantu untuk memeriksa ketegak-lurusan atau kesikuan suatu benda, memriksa kesejajaran garis dan alat bantu dalam membuat garis pada benda karja. Gambar Penyiku

33 17 d. Penitik Penitik adalah alat yang digunakan untuk menandai gambar pada benda kerja untuk proses lebih lanjut, sehingga diharapkan batas-batas pengerjaannya tetap dapat terlihat. Penitik terbuat dari bahan baja karbon tinggi yang dikeraskan. Sedangkan ujungnya runcing membentuk sudut 30 sampai 60. Dan cara penggunaan adalah: Pegang penitik dengah tangan kiri, tempatkan pada benda kerja. Penitik harus tegak lurus dengan banda kerja. Penitik dipukul dengan menggunakan palu satu kali dengan pemukul yang ringan, serta periksa posisinya jika sudah tepat baru dipukul dengan kuat agar didapatkan titik yang jelas, dengan syarat jangan terlalu keras. Gambar Penitik e. Penggores Penggores adalah salah satu alat gambar yang digunakan untuk menarik garis garis gambar pada benda kerja sehingga dihasilkan goresan atau gambar pada benda kerja. Penggores dibuat dari baja karbon tinggi yang dikeraskan dan ditemper (disepuh), bagian tengahnya di kartel (diberi guratan) untuk pemegang agar tidak terlalu halus dan licin. Cara penggunaan alat gores untuk mendapatkan garis lurus di atas benda kerja, penggores harus dimiringkan membentuk sudut 20 sampai 25. Dan tekan penggores pada benda kerja. Condongkan penggores kearah maju., untuk mendapatkan garis lurus ataupun sudut siku, maka kita juga perlu menggunakan alat bantu seperti mistar baja ataupun penggaris siku.


34 18 Gambar Penggores 2. Alat Kerja dan Mesin a. Mesin pemotong plat (Guillotine) Mesin potong guillotine merupakan mesin potong dengan ukuran besar yang memanfaatkan sistem kerja hidrolis. Mesin ini dapat memotong bahan plat dengan ukuran relatif lebar. Prinsip kerja mesin ini yaitu untuk memotong, sehingga didapat hasil yang sangat presisi. Hasil proses potongan lurus dan tidak ada bahan yang terbuang seperti pada pemotongan dengan gergaji. Pada gunting ini dapat menyayat plat ukuran menengah dan yang ukurannya besar. Besar tekanan sayat dan dengan demikian daya sayat sebuah gunting guillotine tergantung pada tebal dan kekuatan tarik plat yang akan disayat. Disamping itu, tekanan sayat dan mutu sayatan bergantung pada kemiringan pisau gunting satu sama yang lain (maksimal 14o). Gunting guillotine ini digunakan untuk memotong plat benda kerja pada pemotongan lurus, untuk menyingkat waktu. Gambar Mesin pemotong plat b. Gunting tuas Gunting tuas digunakan untuk pemotongan plat yang mempunyai ketebalan 1 mm - 3 mm, tetapi penggunaan gunting

35 19 tuas ini lebih sering digunakan untuk pemotongan plat-plat strip. Prinsip pemotongan gunting tuas ini dapat dilihat pada gambar dibawah. Gambar Gunting tuas Gaya pemotongan yang ditimbulkan untuk memotong plat ini digerakkan oleh tuas yang berhubungan langsung dengan pisau atas. Posisi plat yang dipotong terletak pada pisau bawah yang tetap. c. Mesin Las Shielded Metal Arc Welding (SMAW) atau yang biasa disebut las listrik berfungsi untuk menyambungkan dua buah benda logam atau lebih dengan cara mencairkan kedua benda tersebut. Jenis mesin yang digunakan adalah mesin las arus bolak-balik (AC). Transformator las yang digunakan mempunyai kapasitas hingga 140 ampere. Dalam pelaksanaan pengelasan, mesin las tidak dapat terlepas dari bahan tambah yang biasa disebut elektroda. Elektroda dapat diklasifikasikan dalam beberapa jenis berdasarkan besar arus yang digunakan, jenis bahan dan fluksnya.
 Tebal Bahan Dalam (mm) Sampai 1 1-1,5 1,5-2,5 2,5-4 4-6 6-10 10-16 8 Diameter Elektroda (mm) 1,5 2 2,6 3,25 4 5 6 22 26 Arus Las yang dapat Digunakan (Ampere) 20-35 35-60 60-100 90-150")
36 20 Tabel 2.3. Nilai Pedoman Elektroda dan Kekuatan Arus (Wiryosumarto, H. Okumura, T. 1996: 124) Tebal Bahan Dalam (mm) Sampai 1 1-1,5 1,5-2,5 2, Diameter Elektroda (mm) 1,5 2 2,6 3, Arus Las yang dapat Digunakan (Ampere) Dalam pengelasan tidak semua hasil pengelasan akan baik/ sempurna dan biasanya banyak terdapat cacat las. Banyak hal yang mempengaruhi hasil dari pengelasan itu sendiri, antara lain adalah waktu pengelasan, persiapan sebelum pelaksanaan pengelasan, bahan yang digunakan serta jenis las yang digunakan, posisi pengelasan dan keterampilan welder. Dibawah ini macam-macam dari jenis cacat Gambar Mesin las d. Mesin gerinda tangan Mesin gerinda tangan berfungsi untuk menggerinda atau mengurangai dimensi benda kerja. Mesin gerinda tangan memiliki ukuran yang kecil dan ringan dibandingkan dengan mesin gerinda lain, sehingga mesin ini mudah dioperasikan dengan posisi yang sulit. Gerinda tangan ini, digunakan dalam proses pembuatan untuk menghaluskan tepi atau permukaan benda kerja sebagai proses finising.

 Kecepatan Putaran Mesin Bor (C.")
37 21 Gambar Mesin gerinda tangan e. Mesin bor tangan Bor tangan adalah suatu alat yang berfungsi untuk melubangi benda kerja. pada pengerjaan ini, bor tangan digunakan untuk membuat lubang sambungan baut. Disamping lain digunakan untuk pekerjaan lain yang berhubungan dengan melubangi, seperti membuat lubang pada rangka dan jalur system kelisrtikan. Gambar Mesin bor tangan Hal- hal lain yang perlu diperhatikan dalam proses pengeboran antara lain : 1) Kecepatan Putaran Mesin Bor (C. Van Terheijden dan Harun, 1981 : 75) Rumus : n v (1).d Keterangan : n = Kecepatan putaran ((r)/min) V = Kecepatan potong (m /min) D = Diameter gurdi (mm) π = Konstanta ( 3,14 )
38 22 Tabel 2.4. Diagram hubungan diameter bor dan kecepatan potong (Terhijen, 1981 : 83) Tabel 2.5. Kecepatan potong untuk bos jenis HSS (Sumantri, 1989 : 262) Meter/menit Feet/menit Baja karbon rendah ( % C) 24,4-33, Baja karbon menengah (0,30-0,60 % C) 21,4-24, Baja karbon tinggi (0,60-1,70 % C) 15,2-18, Baja tempa 15,3-18, Baja campuran 15,2-21, Setainless Steel 9,1-12, Besi tuang lunak 30,5-45, Besi tuang keras 20,5-21, Besi tuang dapat tempa 24,4-27, Kuningan dan Bronze 61,0-91, Bronze dengan tegangan tarik tinggi 21,4-45, Logam monel 12,2-15, Aluminium dan Aluminium paduan 61,0-91, Magnesium dan Magnesium paduan 79,2-122, Marmer dan batu 4,6-7, Bakelit dan sejenisnya 91,4-122, No Bahan 1
39 23 f. Mesin penekuk/bending Adapun alat yang digunakan pada proses pembuatan casing seperti mesin bending atau mesin penekuk. Di dalam proses penekukan, apabila dirakit antara bagian yang satu dengan bagian yang lain saling presisi. Pada proses penekukan plat pada casing ini kami menggunakan mesin pelipat rahang. Adapun bagian-bagian dari mesin lipat rahang : Badan atau kaki mesin, Balok klem, Handel balok klem, dan Bandul bahan penekan. Urutan cara menggunakan mesin lipat ini adalah sebagai berikut : 1) Tentukan batas bahan plat yang akan dilipat terlebih dahulu, 2) Buka balok klem penjepit dan kemudian ditekan sehingga terjepit, dan 3) Angkat balok penekan atau penekuk sampai mencapai sudut yang dikehendaki. Kelebihan dari mesin pelipat rahang ini adalah dapat membentuk berbagai lipatan, juga mempunyai kemampuan melipat plat maksimal 1,5 mm dengan lebar 1000 mm. Pada rahang penjepit atas dapat dinaikkan setinggi 125 mm dengan memutar engkol. Sudut lipatan dapat diatur dengan menggunakan penahan daun lipat yang berupa baut pengatur. Untuk mengoperasikan mesin penekuk plat, harus memperhatikan jenis bahan. Bahan harus bersifat elastik, karena bahan akan mengalami perubahan bentuk jalur yang disebabkan oleh adanya kekuatan dari luar. Bahan akan menerima kekuatan tekan dan tarik. Jika bahan tidak mempunyai sifat elastik, maka plat akan patah pada waktu pembengkokan terjadi. Daerah yang tidak menderita kekuatan tarikan dan tekanan disebut daerah netral. Karena bersifat elastik, maka saat terkena kekuatan tarik dan tekan bahan akan kembali kebentuk semula dan melawan kekuatan yang telah dibebankan (spring back). Untuk itu saat menekuk sudut penekukan harus lebih dari 90o.
40 24 Gambar Spring Back Untuk menghitung besarnya sudut Spring Back dapat diterangkan sebagai berikut: Tabel 2.6 Harga Faktor Pemantulan (K) dari Beberapa Macam Bahan (Pardjono & Hantaro 1991 : 112) Bahan St. 37 Stainless Steel Alumunium 99 % Kuningan Maka sudut pembengkokan plat, K R/S K 0,99 0,97 0,96 0,92 0,99 0,98 0,91 0, (2) 1 (Pardjono & Sirod Hantoro, 1991 : 111) Keterangan : K = Faktor Pemantul Kembali 2 = Sudut Pembengkokan 1 = Sudut Efektif Bahan-bahan plat yang dibengkokan siku 900, bagian sebelah luar akan mengalami pemanjangan, sedangkan bagian dalam mengalami penekanan. Dari beberapa percobaan ternyata terjadi perpanjangan pada plat-plat yang dibengkokan. Plat-plat mengalami pertambahan ukuran. Hal tersebut mempengaruhi penyediaan bahan. Karena bahan akan memenjang, maka ukuran bahan sebelum
41 25 dibengkokan harus lebih pendek dari ukuran yang diinginkan. Untuk itu perlu diperhitungkan terlebih dahulu. Gambar Penekukan Plat Untuk menghitung plat yang akan dibengkokkan dapat menggunakan rumus di bawah ini : L L1 L2 Lb... (3) Rn.. 0 Lb... (4) 1800 S X (Untuk sudut 900)... (5) 3 S X (Untuk sudut )... (6) 4 L 1 & 2 La ( Rd S )... (7) Rn Rd X... (8) Rd 0,5.S... (9)

42 26 (Pardjono & Sirod Hantoro, 1991 : ) Keterangan : L = Panjang keseluruhan bukaan... mm L1&2 = Panjang plat 1 dan 2... mm Lb = panjang bujur luar... mm Rd = Jari-jari bujur dalam... mm Rn = Jari-jari dari titik pusat radius kesumbu netral... mm S = Tebal Plat... mm Gambar Mesin bending g. Mesin Roll Mesin Roll merupakan mesin kerja plat dan pipa, yang berfungsi untuk membuat radius. Mesin rol plat dan rol pipa jelas mempunyai bentuk rol yang berbeda. Mesin rol plat mempunyai bentuk yang rata pada rolnya, sedangkan rol pipa mempunyai profil setengah lingkaran. Mesin rol mempunyai tiga rol, yaitu rol tekan, rol utama dan rol pembentuk. Pengerolan merupakan proses pembentukan yang dilakukan dengan menjepit plat diantara dua rol. Rol utama diputar, maka rol tekan dan rol utama berputar berlawanan arah sehingga dapat menggerakan plat. Plat bergerak linear melewati rol pembentuk. Posisi rol pembentuk berada di bawah garis gerakkan plat, sehingga plat tertekan dan mengalami pembengkokan. Akibat penekanan dari rol pembentuk dengan putaran rol penjepit ini maka terjadilah proses pengerolan. Pada saat plat bergerak melewati rol pembentuk dengan kondisi
 360 Dn D t... (11) Dimana : = 3,14 t = Tebal Plat D = Diameter Luar Dn = diameter Netral Gambar 2.26. Mesin pengerolan 3.")
43 27 pembengkokan yang sama maka akan menhasilkan pengerolan yang merata. Gambar Pengerolan Dalam proses pengerolan, kita juga harus memperhatikan bukaan plat yang akan di roll. Menentukan bukaan dapat mengguanakan rumus dibawah ini : Lr 360. Dn... (10) 360 Dn D t... (11) Dimana : = 3,14 t = Tebal Plat D = Diameter Luar Dn = diameter Netral Gambar Mesin pengerolan 3. Peralatan Finising a. Kompresor Kompresor adalah alat untuk menghasilkan tekanan udara/angin yang baik dan bersih selama berlangsungnya proses pengecatan. Lubang hisap udara dilengkapi dengan filter yang dapat mencegah uap air, debu dan kotoran masuk. Konstruksinya
. Gambar 2.27. Kompresor b.")

44 28 terdiri dari motor penggerak, kompresor udara dan tangki penyimpanan yang dilengkapi dengan katup pengaman tekanan. Motor penggerak yang digunakan yaitu motor listrik atau motor bakar (motor bensin 2 tak dan 4 tak atau motor diesel). Gambar Kompresor b. Spray gun Spray gun adalah suatu peralatan pengecatan yang menggunakan udara kompresor untuk mengaplikasi cat yang diatomisasikan pada permukaan benda kerja. Spray gun menggunakan udara bertekanan untuk mengatomisasi/mengabutkan cat pada suatu permukaan. Prinsip pengecatan semprot dengan menggunakan spray gun sama halnya seperti pada atomisasi semprotan obat nyamuk. Apabila udara bertekanan dikeluarkan dari lubang udara pada air cap, maka tekanan negatif akan timbul pada ujung fluida, yang selanjutnya menghisap cat pada cup. Kemudian cat yang dihisap ini disemprotkan sebagai cat yang diatomisasi (dikabutkan). Gambar Spray gun

45 29 4. Peralatan Bantu a. Meja Meja ini berfungsi untuk membantu pemotongan plat lembaran yang mempunyai ukuran yang cukup panjang dan lebar. Meja ini berfungsi juga sebagai alas untuk membantu proses penandaan atau penggambaran plat lembaran. Karena bila menggambar dilakukan di lantai atau alas yang tidak bersih, dapat membuat cacat pada bahan. Meja ini mempunyai roda agar dapat digeser atau dipindah untuk mencari penerangan untuk memudahkan pelukisan plat lembaran. Gambar Meja bantu b. Palu Palu adalah alat tangan ynag digunakan untuk memukul benda kerja pada pekerjaan memahat, mengeling, membengkok, dan sebagainya. Palu digolongkan menjadi dua macam yaitu : palu besi dan palu lunak. 1) Palu Besi Palu besi digunakan sebagai alat pendukung perkakas lainnya, diantaranya adalah digunakan untuk memukul penitik guna mendapatkan beban tumbukan pada benda kerja. Palu besi memiliki ukuran dan berat yang berbed-beda, tergantung pada daya pukulan yang diperlukan. Semakin besar daya pukul yang diperlukan, maka semakin besar pula ukuran palu yang digunakan.

46 30 2) Palu plastik Palu Plastik dibuat dari bahan kayu, plastic, karet, tembaga dan kuningan. Bahan-bahan tersebut hanya dipasang pada ujung pangkalnya saja. Alat ini digunakan untuk mengetok/memukul benda kerja yang kedudukannya kurang tepat dan daharapkan dengan palu plastik permukaan benda yang pukul tidak mengalami goresan. 3) Palu karet Palu karet bisanya juga digunakan untuk memukul benda kerja yang lunak dan tidak membutuhkan perubahan bentuk yang besar. Palu ini terbuat dari karet elastis, sehingga dalam penggunananya tidak akan merusak benda kerja. 4) Palu las Palu las mengeluarkan terak digunakan las pada untuk jalur melepaskan las dengan dan jalan memukulkan atau menggoreskan pada daerah las. Pada saat melakukan pembersihan terak las dengan palu las berhatihatilah karena kemungkinan akan memercik ke mata atau ke bagian badan lainya. Gambar Macam-macam palu c. Landasan Landasan adalah alat penumpu benda kerja sewaktu dipukul dengan palu, macam landasan ini ada 2 jenis yaitu landasan/pelana untuk kerja plat dan landasan untuk kerja tempa. Landasan kerja plat dibuat dari besi tempa yang permukaannya dilapisi dengan


47 31 baja dan dipergunakan untuk memberi bentuk pada plat logam. Permukaan landasan dibuat halus dan bentuknya bermacammacam tergantung penggunaan dan bentuk benda yang akan dibuat. Gambar Landasan d. Kikir Kikir terbuat dari baja karbon tinggi yang disepuh pada suhu 8000 C dan kemudian dinormalkan dengan larutan khusus. Tangkai kikir tidak disepuh agar teteap dala keadaan lunak sehingga tidak getas dan rapuh. Bagian-bagaian dari kikir adalah muka, ujung, sisi, mata dan tangkai. Fungsi dari kikir adalah untuk mengurangi dimensi bahan yang terlalau banyak dan menghaluskan tepi hasil pemotongan plat sehingga tidak akan membahayakan orang yang memegang. Gambar Kikir e. Mata Bor Mata bor adalah pisau sayat yang digunakan untuk mebuat lubang pada benda kerja. Ukuran dari mata bor mulai dari 1 mm hingga puluhan millimeter, tergantung dari penggunaannya.

48 32 Terdapat berbagai macam mata bor yang digunakan untuk membuat lubang pada permukaan benda kerja. Bentuk dan bahan disesuaikan dengan bahan yang akan dibor, kecepatan pengeboaran, bentuk lubang dan tujuan pengeboran. Macammacam mata bor tersebut antara lain bor pilin/pintal, bor alur lurus, bor rata, bor benam dan bor pusat. Gambar Mata bor 5. Alat Keselamatan Kerja a. Sepatu Safety Sepatu ini berfungsi melindungi pekerja dari kecelakaankecelakaan kerja yang disebabkan oleh beban berat yang menimpa kaki, paku-paku atau benda tajam yang mungkin terinjak, logam pijar dan sebagainya b. Sarung Tangan Sarung tangan dari bahan kulit, digunakan untuk melindungi tangan dari percikan api atau keadaan benda kerja yang tidak terlalu panas, beram dan benda kerja yang kasar permukaanya. Sarung tangan dari bahan kulit yang telah dimasak dapat dipakai untuk pekerjaan pengelasan. c. Kacamata Kecelakaan kerja pada umumnya sebagian besar diakibatkan oleh faktor manusia yang bekerja,misalnya mata pekerja terkena beram hasil penggerindaan dan pengeboran. Kecelakaan tersebut disebabkan manusia yang bekerja tidak mau menggunakan alat-alat keselamatan kerja, yaitu kacamata. Kaca mata ini berkaca bening dan digunakan pada saat penngerindaan dan pengeboran.
49 33 d. Pelindung Telinga Peredam kebisingan yang digunakan adalah alat penutup telinga berbahan plastik dan karet yang lembut, sangat efektif dalam pemakaiannya sebab dalam pemasangannya sangat mudah yaitu hanya menekankan kelubang telinga dan ia akan menutup lubang telinga secara sempurna tanpa ada kebocoran. Hanya perlu diingat bahwasannya bahan plastik dan karet kurang nyaman dalam pemakaiannya, karena suara-suara bising yang timbul dari proses penggerindaan, proses pemukulan dan menyebabkan sakit pada telinga. E. Gambaran Produk yang Akan Dibuat 1. Casing keseluruhan yang dibuat. Gambar Bagian Casing Keterangan : 1. Papan Pemotong 2. Casing Penampung 3. Casing Transmisi lain-lain, dapat

50 34 2. Mesin pemotong kayu untuk miniatur mainan Gambar Bagian Mesin Pemotong Kayu Keterangan : 1. Motor Listrik 7. Casing Penampung 2. Rangka Mesin 8. Pulley poros 3. Papan Meja potong 9. V-belt 4. Pisau gergaji 10. Casing transmisi 5. Bearing 11. Pulley motor 6. Poros
51 BAB III KONSEP PEMBUATAN A. Konsep Umum Pembuatan Produk Dalam proses pembuatan produk tertentu membutuhkan pengetahuan yang cukup dan mendasar. Untuk menghasilkan produk dengan kepresisian yang tinggi diperlukan mesin dan operasi yang lebih baik disamping tenaga terampil yang memenuhi persyaratan. Selain itu juga pemilihan mesin perkakas dengan terencana proses pembuatan produk akan lebih efisien dan efektif. Dalam proses pembuatan produk menurut B.H Amstead (1979:5), klasifikasi proses produksi dapat digolongkan sebagai berikut : 1. Konsep Pengubahan Bentuk Bahan Pengubahan bentuk bahan merupakan proses untuk membentuk logam atau bahan menjadi bentuk jadi atau setengah jadi yang memerlukan pengerjaan lain. Proses untuk mengubah bentuk logam menjadi bentuk yang lain adalah: a) Proses Pengerolan Pengerolan merupakan proses pembentukan bahan menjadi bentuk setengah lingkaran sampai membentuk lingkaran. Proses ini biasanya dilakukan pada pekerjaan plat. Konsep dari pengerolan adalah menempatkan plat atau benda kerja pada sebuah mal yang berbentuk lingkaran dan menekan dengan putaran yang teratur. b) Proses Pembengkokan/Penekukan. Pembengkokan merupakan suatu pekerjaan, dimana bahan diubah bentuknya dengan tetap. Hanya plat-plat, batang-batang, pipapipa, profil-profil, dan kawat dari bahan yang kenyal, dapat dibengkokan. Penekukan plat biasanya menggunakan mesin tekuk (bending) atau cukup dengan palu dan landasan (pelana). 35
52 36 c) Proses penempaan. Proses penempaan merupakan proses pembentukan bahan dengan cara memberikan tekanan atau pukulan pada bahan hingga dicapai dimensi yang diinginkan. Bahan mengalami perubahan bentuk dari bahan setengah jadi menjadi bahan jadi. Tekanan/pukulan tersebut diberikan setelah bahan tersebut dipanaskan. d) Proses penarikan dan penekanan. Proses ini dilakukan dengan memberikan tarikan dan tekanan terhadap benda kerja hingga didapat dimensi yang diinginkan. e) Proses pencetakan plastik. Proses pencetakan plastik, benda bahan mula bukanlah benda hasil coran. Produk dibentuk/dicetak pada saat bahan berbentuk cair. sehingga bentuknya sesuai dengan pola cetakan. Plastik dicetak dibawah pengaruh panas dengan atau tanpa tekanan. (Amstead, 1990: 5-6). 2. Pengurangan Volume Bahan Pengurangan volume bahan adalah merupakan salah satu langkah pembentukan bahan bakal menjadi sebuah komponen yang akan digunakan pada suatu produk yang akan dibuat, dalam pembuatan suatu produk, bahan akan mengalami proses pengurangan volume, dimana proses tersebut sangat berpengaruh pada hasil produk yang telah dikerjakan. Pengurangan volume bahan dapat dilakukan dengan cara : a) Proses Pemotongan Bahan Proses pemotongan bahan dilakukan untuk mendapatkan ukuran yang sesuai dengan yang dikehendaki. Ini adalah proses pemotongan yang pertama pada bahan baku, sehingga ukuran yang di gunakan harus benar. Proses pemotongan bahan dapat dilakukan dengan gergaji tangan, mesin gergaji, mesin pemotong, gunting tangan atau dengan gerinda tangan.
53 37 b) Proses Pembubutan Proses pembubutan adalah proses pengurangan volume bahan menggunakan mesin bubut. Mesin ini mempunyai gerak utama berputar dan berfungsi sebagai pengubah bentuk dan ukuran benda dengan jalan menyayat benda tersebut dengan suatu pahat penyayat, posisi benda kerja berputar sesuai dengan sumbu mesin dan pahat diam bergerak ke kanan/ke kiri searah dengan sumbu mesin bubut. c) Proses Pengikiran Proses pengikiran merupakan proses pengurangan sisi benda kerja menggunakan kikir. Secara teknik proses pengikiran mengurangi volume bahan yang ada, tetapi volume yang terbuang tidak terlalu banyak. d) Proses Pengeboran Proses pengeboran adalah proses penyayatan benda kerja untuk membuat lubang menggunakan mata bor. Prinsip pengeboran adalah benda kerja dipasang pada ragum, kemudian ragum tersebut dipasang pada meja mesin bor, penyayatan dilakukan oleh mata bor kearah benda kerja (kebawah). e) Proses Penggerindaan Proses penggerindaan merupakan proses pengurangan volume bahan menggunakan mesin gerinda. Prinsip dalam penggerindaan adalah benda kerja digesekkan pada permukaan batu gerinda yang berputar dengan kecepatan tinggi sehingga benda kerja akan berkurang. 3. Konsep Penyambungan Proses penyambungan adalah suatu proses menggabungkan dua bahan atau lebih sehingga menjadi satu kesatuan dengan pengaruh panas maupun tidak meggunakan pengaruh panas. Macam pekerjaan penyambungan antara lain:
54 38 a) Pengelasan Pengelasan adalah suatu proses penyambungan logam dimana logam menjadi satu akibat panas dengan atau tanpa pengaruh tekanan. Keuntungan dari pengelasan adalah kemampuan dan kekuatan hasil penyambungan yang lebih baik, tetapi pengelasan merupakan jenis sambungan tetap, yaitu sambungan yang tidak bisa dibuka atau dibongkar lagi, pembongkaran hanya dapat dilakukan dengan cara merusak benda. b) Pelipatan Pelipatan merupakan salah satu cara yang paling banyak dipakai untuk menyambungkan plat-plat tipis, seperti di antaranya pada kaleng pengawet makanan. Bila pada dua buah plat telah dibuat pinggiran felsa dan dipukul pipih setelah dikaitkan satu dengan yang lainya, terjadilah kampuh felsa. (C.Van Terheijden dan harun, 1981:44) c) Penyambungan dengan mur dan baut Penyambungan mur dan baut merupakan salah satu alternatif penyambungan yang fleksibel karena penyambungan menggunakan baut dan mur mudah dipasang dan dibongkar kembali. Pemilihan baut dan mur sebagai pengikat harus dilakukan dengan seksama untuk mendapatkan ukuran yang sesuai dengan fungsi dari baut dan mur yang akan digunakan pada perakitan komponen. d) Pengelingan Pengelingan merupakan proses penyambungan menggunakan paku keling yang ditanam pada dua bagian yang disambung. Pengelingan biasanya dilakukan pada plat dan sejenisnya. Pengelingan biasanya digunakan bila penerapannya benar-benar lebih menguntungkan dibanding sambungan lainnya. Pada sambungan keling terdapat kerugian besar yaitu bagian bagian yang akan disambungkan selalu menjadi lemah oleh adanya
55 39 lubang-lubang pakunya, selain dari pada itu tegangan pada sisa pematang bahan tidak terbagi rata. e) Perekatan dengan lem. Perekatan dengan lem menggunakan perekat dalam bentuk serbuk, cairan, bahan padat dan pita. Perekatan ini banyak digunakan untuk menyambung logam, kayu, gelas, kain atau plastik. Hasil dari perekatan lem ini tidak terlalu kuat. f) Mematri. Solder dan mematri adalah dua proses sejenis, diantara kedua potongan logam ditambahkan logam dalam keadaan cair dengan bantuan panas untuk mencairkan bahan tambah. 4. Konsep Penyelesaian Permukaan Proses penyelesaian permukaan (finishing) merupakan proses terakhir dalam pembuatan suatu produk. Proses ini bertujuan untuk memperhalus tampilan luar produk yang telah dibuat serta menghilangkan bagian yang tajam dari proses pemotongan, penggerindaan kasar, penggergajian, dan sebagainya. Dalam proses ini, kemungkinan volume bahan berkurang sedikit atau bahkan tidak berkurang sama sekali. Macam-macam proses finishing adalah penggerindaa, pengikiran halus, pemolesan, pengamplesan, pendempulan, pengecatan dan lain-lain. B. Konsep yang Digunakan pada Proses Pembuatan Casing Dalam proses pembuatan casing mesin pemotong kayu untuk miniatur mainan perlu adanya konsep pembuatan. Dengan adanya konsep ini diharapkan akan memperlancar pekerjaan serta mempercepat penyelesaian pembuatan produk. Konsep pembuatan casing mesin pemotong kayu untuk miniatur mainan adalah sebagai berikut :
56 40 1. Konsep Pengubahan Bentuk Bahan Dalam pembuatan casing mesin pemotong kayu untuk miniatur mainan terdapat proses pembentukan bahan yaitu proses penekukan (bending) dan pengerollan. Mesin bending plat digunakan untuk penekukan plat. Sedangkan mesin roll digunakan untuk mengeroll benda karja secara manual. 2. Konsep Pengurangan Volume Bahan Dalam pembuatan casing mesin pemotong kayu untuk miniatur mainan diperlukan beberapa proses pengurangan volume bahan, proses tersebut meliputi : a) Pemotongan bahan Pada pembuatan casing mesin pemotong kayu untuk miniatur mainan dilakukan dengan pemotongan menggunakan mesin potong hidrolik dan gunting plat tuas. Pemotongan bahan dilakukan setelah kita membuat cutting plan. Cutting plan adalah perencanaan pemotongan yang bertujuan untuk mengefisiensikan bahan. b) Pengeboran Pengeboran termasuk dalam konsep pengurangan volume bahan, proses awal ini dilakukan dengan penitikan titik pusat diameter slot sesudah marking. Hal ini dilakukan agar pada awal pengeboran, mata bor tidak meleset. Pengeboran pada pembuatan casing mesin pemotong kayu untuk miniatur mainan menggunakan bor meja 3. Konsep Penyambungan Bagian Konsep penyambungan yang digunakan pada pembuatan casing mesin pemotong kayu untuk miniatur mainan adalah penyambungan menggunakan las dan penyambungan menggunakan mur dan baut.
57 41 a) Penyambungan menggunakan las Penyambungan menggunakan las yang berupa tackweld dilakukan pada pembuatan casing mesin pemotong kayu untuk miniatur mainan. b) Penyambungan menggunakan mur dan baut Penyambungangan menggunkan mur dan baut diterapkan pada casing dengan rangka. Bertujuan agar casing dapat dibongkar pasang. 4. Konsep Finishing Finishing permukaan ini dilakukan untuk mendapatkan hasil suatu produk yang lebih rata, halus, rapi, dan menarik. Proses ini dapat dilakukan dengan cara pengamplasan. Sebagai proses akhir pada perlakuan permukaan adalah dilakukan pengecatan yang bertujuan selain memperindah penampilan juga bertujuan melapisi dan mencegah terjadinya korosi pada benda. Dalam pengaplikasiannya proses pengecatan ini digunakan untuk melapisi seluruh bagian casing. Pelapisan disini dilakukan dengan beberapa alat dan bahan yang digunakan untuk pengecatan, yaitu: Kompresor udara, dan Piston semprot ( spray gun). Adapun penjelasan mengenai hal diatas yaitu: a) Kompresor udara Kompresor yang digunakan dalam pengecatan berguna untuk menekan udara sampai 10 atmosfir kedalam tangki tekan yang telah dilengkapi dengan katup pengaman. Katup pengaman membuka, bila tekanan udara telah melampaui tekanan kerja yang diperbolehkan. Kompresor udara juga dilengkapi dengan manometer untuk mengetahui tekanan udara dalam tabung/tangki. Kran gas, baut untuk mengeluarkan air, regulator, dan selang karet. Regulator yang dipasang pada kompresor untuk keperluan pengecatan biasanya distel
58 42 antara 1,5 atmosfer hingga 2,5 atmosfir. Tekanan ini cukup ideal digunakan pada spray gun ( penyemprot cat) b) Piston semprot (Spray Gun) Spray gun adalah alat utama untuk proses pengecatan, dengan adanya dorongan angin (udara) yang bertekanan, maka cat dalam piston semprot dapat keluar berupa butiran- butiran halus (kecil). Dengan demikian terjadilah lapisan cat yang tipis pada benda kerja. Pengecatan dengan semprotan kurang efektif untuk benda- benda yang kecil, karena banyak cat yang hilang tidak mengenai benda kerja ketika pengecatan dilakukan.
59 BAB IV PROSES PEMBUATAN DAN HASIL PEMBAHASAN A. Diagram Alir Proses Pembuatan Casing Mulai Proses Identifikasi Gambar Kerja Pembuatan Langkah Kerja Persiapan Alat dan Bahan Proses Pemotongan Bahan Casing Pemeriksaan Ukuranan Sesuai Gambar Kerja Tidak Perbaikan Ya Proses Pembentukan, Proses Perakitan dan Proses Permukaan Uji Fungsional dan Uji Kerja Tidak Baik Perbaikan Baik Selesai Gambar 4.1. Diagram Alir Pembuatan Casing 43
60 44 Digaram alir merupakan diagram yang menjelaskan urutan atau tahapan dalam pembuatan casing secara umum. Diagram alir menentukan apakah proses pembuatan casing ini akan berjalan lancar atau gagal. Untuk mendukung keberhasilan pembuatan casing mesin pemotong kayu untuk miniatur mianan dibutuhkan adanya panduan yang berupa diagram alir. Diatas dijabarkan tentang alur proses pembuatan casing yang menjelaskan tentang langkah-langkah secara umum yang akan dilakukan pada proses pembuatan casing mesin pemotong kayu untuk miniatur mainan. B. Visualisasi Proses Pembuatan Casing Secara umum proses pembuatan casing mesin pemotong kayu untuk miniatur mainan dibagi menjadi beberapa bagaian yaitu papan meja pemotong, casing penampung dan casing transmisi. Ada beberapa tahapan dalam pembuatan casing mesin pemotong kayu untuk miniatur mainan yaitu, persiapan alat dan bahan, pengurangan volume bahan, penekukan, penyambungan, perakitan dan finishing. Kriteria yang harus dipenuhi pada pembuatan casing ini adalah kesesuaian ukuran antara casing, pisau pemotong dan rangka sehingga nantinya akan menghasilkan mesin pemotong kayu untuk miniatur mainan yang dapat berfungsi dengan baik. Proses pembuatan casing mesin pemotong kayu untuk miniatur mainan dalam pembuatannya banyak menggunakan mesin pemotong, mesin las, mesin gerinda tangan, mesin bor tangan, mesin penekuk plat, dan peralatan pendukung lainnya. Pada proses pembuatan casing mesin pemotong kayu untuk miniatur mainan juga membutuhkan rencana pembuatan yang menentukan efektif. Oleh karena itu perlu adanya panduan-panduan atau rambu-rambu yang dijabarkan secara umum dengan diagram alir proses pembuatan casing mesin pemotong kayu untuk miniatur mainan. Semuanya akan dicantumkan pada (Tabel 4.2) tentang Standart Operasional Production (SOP).
 Papan meja pemotong dengan ukuran 810 x 600 x 3 mm.")
61 45 C. Alat, Bahan dan Mesin yang Digunakan Tabel 4.1. Alat, Bahan dan Mesin yang Digunakan Dalam Pembuatan Casing Nama Produk dan Gambar Casing Mesin Pemotong kayu untuk Miniatur Mianan Bahan 1) Papan meja pemotong dengan ukuran 810 x 600 x 3 mm. Menggunakan bahan plat dengan tebal 3 mm. 2) Casing penampung dengan ukuran 810 x 600 x 370 mm. Meggunakan bahan plat eyzer dengan tebal 1 mm. 3) Casing transmisi dengan ukuran 605 x 120 x 120 mm. Menggunakan bahan plat eyzer dengan tebal 1 mm Mesin dan Alat yang Digunakan 1) Mesin potong (Guillotine) 2) Mesin bending 3) Mesin Las SMAW 4) Mesin bor 5) Mesin gerinda tangan 6) Kompresor dan perlengkapannya. 7) Spay gun 8) Gunting tuas 9) Jangka 10) Penggores 11) Mistar Baja 12) Penyiku 13) Kikir 14) Palu 15) Mata Bor Ø 8 & Ø12 16) Kunci chuck 17) Penitik 18) Mistar Gulung 19) Peralatan K3
 Pembuatan Casing Mesin Pemotong Kayu Untuk Miniature Mainan NO Proses Pengerjaan Alat yang Digunakan Langkah kerja Keterangan 1 Pengerjaan Papan Meja pemotong. a.")
62 D. Proses Pembuatan Tabel 4.2. Standart Operational Production (SOP) Pembuatan Casing Mesin Pemotong Kayu Untuk Miniature Mainan NO Proses Pengerjaan Alat yang Digunakan Langkah kerja Keterangan 1 Pengerjaan Papan Meja pemotong. a. Penggambaran/ cutting plan pada benda kerja sesuai gambar kerja. Plat dipotong dengan ukuran(810 x 600) mm 2 Alat : Penggores/spidol, Mistar Bajadan Mistar gulung. K3 yang digunakan : Sarung tangan, sepatu kerja dan wearpack. 1. Gambar benda kerja sesuai dengan gambar kerja dan diharuskan meminimalkan sisa pemotongan. b. Pemotongan bahan untuk papan meja pemotong. Alat : Mesin potong hidrolik dan kikir. K3 yang digunakan : Sarung tangan, sepatu kerja dan wearpack 1. Potong plat sesuai garis yang sudah dibuat. 2. Plat dipotong dengan mesin potong hidrolik. 3. Haluskan tepinya menggunakan kikir. Toleransi pemotongan 1 mm. 46


63 c. Pembuatan alur meja untuk pisau pemotong kayu. Alat : Mistar baja, penggores, mesin gerinda tangan, K3 yang digunakan : Sarung tangan, sepatu kerja, kaca mata dan wearpack 1. Potong plat sesuai dengan garis yang dibuat. 2. Plat dipotong dengan gerinda tangan, potong perlahan-lahan sesuai dengan garis yang dibuat. Plat dilubangi dengan ukuran (230x8)mm 2 menggunakan gerinda tangan dengan batu gerinda potong 3mm. d. Pengeboran papan meja untuk sambungan baut. Alat : Mistar baja, penggores, peniti, Mesin bor dan kelengkapannya dan kikir K3 yang digunakan : Sarung tangan, sepatu kerja, kaca mata dan wearpack 1. Siapkan alat dan benda kerja. 2. Gambar daerah yang akan dibor dan diberi tanda dengan penitik. 3. Lakukan pengeboran dengan mata bor Ø5 mm, kemudia cemper lubang bor dengan mata bor Ø 12 mm. 4. Haluskan permukaan dengan kikir. Pengeboaran Ø 5, Ø 12 dilakukan pada 10 titik yang telah diberi tanda sesuai ukuran gambar dan dan Ø 10 mm pada 4 titik. Hitugan Pengeboran : a). d = 5 mm d =12 mm d =10 mm v = 25 m/menit (v=lihat table 2.5) v.1000 n. d d 5 n ,36rpm 47

64 d 12 n ,48rpm d n ,17rpm Dilakukan pengetapan dengan ukuran M10 x 1,5 pada 4 lubang. 2 Pengerjaan casing penampung a. Penggambaran plat/ cutting plan pada benda kerja untuk caasing penampung dan casing transmisi. Alat: Penggores/spidol, Mistar Baja dan Mistar gulung. K3 yang digunakan : Sarung tangan, sepatu kerja dan wearpack. 1. Gambar cutting plan benda kerja sesuai dengan gambar kerja dan diharuskan meminimalkan sisa pemotongan. Toleransi ukuran 2 mm 48


65 b. Pekerjaan casing penampung bagian bawah. 1) Gambar benda kerja yang telah dipotong sesuai gambar kerja casing penampung bagaian bawah. c. Pekerjaan casing penampung bagian kanan. Alat : Mesin potong hidrolik, gerinda tangan, penggores, mistar baja, dan kikir. K3 yang digunakan : Sarung tangan, sepatu kerja dan wearpack Alat : Mesin potong hidrolik, gerinda tangan, penggores, mistar baja, dan kikir. K3 yang digunakan : Sarung tangan, sepatu kerja dan wearpack 1. Letakan plat pada meja bantu. 2. Potong plat sesuai garis yang sudah dibuat. 3. Potong pada bagian garis yang tidak berpotongan. 4. potong dengan mesin potong hidrolik. 5. Lakukan langkah 3, sampai semua bagian terpotong. 6. Haluskan tepinya menggunakan kikir. 1. Gambar benda kerja sesuai gambar kerja. 2. Potong bagian sudutnya dengan gerinda tangan sesuai ukuran gambar kerja. 3. Haluskan tepinya menggunakan kikir. Toleransi ukuran 2 mm Plat dipotong dengan ukuran (800x600) mm 2. Toleransi 1 mm. 1) Gambar benda kerja yang telah dipotong sesuai gambar kerja casing penamapung bagaian kanan. 49

66 d. Pekerjaan casing penampung bagian kiri. 1) Gambar benda kerja yang telah dipotong sesuai gambar kerja casing penamapung bagaian kiri. Alat : Mesin potong hidrolik, gerinda tangan, penggores, mistar baja, dan kikir. K3 yang digunakan : Sarung tangan, sepatu kerja dan wearpack 1. Gambar benda kerja sesuai gambar kerja. 2. Potong bagian lubang untuk poros dengan gerinda tangan sesuai ukuran gambar kerja. 3. Haluskan tepinya menggunakan kikir. Plat dipotong dengan ukuran (800x370)mm 2 Sudut 84 Ukuran lubang (65x50)mm 2 e. Pekerjaan casing penampung bagian belakang. 1) Gambar benda kerja yang telah dipotong sesuai gambar kerja casing penamapung bagaian belakang. Alat : Mesin potong hidrolik, gerinda tangan, penggores, mistar baja, dan kikir. K3 yang digunakan : Sarung tangan, sepatu kerja dan wearpack 1. Gambar benda kerja sesuai gambar kerja. 2. Plat dipotong sesuai dengan garis yang telah dibuat dengan mesin potong hidrolik. 3. Haluskan tepinya menggunakan kikir. Plat dipotong dengan ukuran (800x370)mm 2 Sudut 84 50

67 f. Pekerjaan casing penampung bagian depan. Alat : Mesin potong hidrolik, gerinda tangan, penggores, mistar baja, dan kikir. K3 yang digunakan : Sarung tangan, sepatu kerja dan wearpack 1. Gambar benda kerja sesuai gambar kerja. 2. Plat dipotong sesuai dengan garis yang telah dibuat dengan mesin potong hidrolik. 3. Haluskan tepinya menggunakan kikir. Plat dipotong dengan ukuran (600x330)mm 2 1) Gambar benda kerja yang telah dipotong sesuai gambar kerja casing penamapung bagaian depan. 51
 360 Lr x.119 360 373.")

68 3 Pengerjaan casing transmisi a. Casing transmisi bagian atas Alat : Penggerol K3 yang digunakan : Sarung tangan, sepatu kerja dan wearpack 1. Plat dijepit pada penggerol dan tepatkan posisinya. 2. Putar tuas penggerol dan lakukan hingga diameter yang diinginkan. Plat dirol dengan diameter dalam 120 mm dan tebal plat 1 mm Panjang bukaan bahan (Lr) 360 Lr x mm Jadi panjang bukaan plat adalah mm b. Casing transmisi bagian bawah Alat : Penggerol K3 yang digunakan : Sarung tangan, sepatu kerja dan wearpack 1. Plat dijepit pada penggerol dan tepatkan posisinya. 2. Putar tuas penggerol dan lakukan hingga diameter yang diinginkan. Plat dirol dengan diameter dalam 120 mm dan tebal plat 1 mm Panjang bukaan bahan (Lr) 360 Lr x mm Jadi panjang bukaan plat adalah mm 52
 = 1 mm Rd = ½ S = 0,5 mm = 90 X= 1/3 = 0,33 Rn = 0,5 + 0,33= 0.")
69 c. Casing transmisi bagian tengah Alat : Penekuk K3 yang digunakan : Sarung tangan, sepatu kerja dan wearpack 1. Masukan plat pada mulut penekuk dan tepatkankan pada garis yang akan ditekuk. 2. Tekuk dengan perlahan agar hasilnya bagus. Hitungan penekukan : Tebal (S) = 1 mm Rd = ½ S = 0,5 mm = 90 X= 1/3 = 0,33 Rn = 0,5 + 0,33= 0.83 mm Panjang tekukan = L1 = 20 (0,5+1) = 18,5 mm L2 = 120 ((0,5+1)x2) = 117 mm L3 = ((0,5+1)x2) = 119 mm L4 = L2 = 117 mm L5= L1 = 18,5 mm 0, Lb ,30 mm Jadi panjang bukaan = L1 + L2 + L3 + L4 + L5 + (Lb x 4) = 18, ,5 + (1,3 x 4) = 395,2 mm 0 53
70 54
 Mesin las listrik 1) Siapkan alat dan benda kerja.")
 Palu las pelindung telingga, dan 3) Cek ketepatan posisi. 4) Sikat baja 4) Lakukan pengelasan pada sambungan, tetapi dengan pengelasan tackweld.")
71 E. Proses Penyambungan Tabel 4.3. Proses Penyambungan Casing Mesin No Proses Pekerjaan Alat yang Digunakan Langkah Kerja Keterangan 1 Penyambungan casing 1) Mesin las listrik 1) Siapkan alat dan benda kerja. K 3 : Kaca mata, topeng penampung bagian kanan dan 2) Topeng las 2) Satukan casing bagain kanan las, sarung tangan, kiri. kemudian kiri pada rangka. 3) Palu las pelindung telingga, dan 3) Cek ketepatan posisi. 4) Sikat baja 4) Lakukan pengelasan pada sambungan, tetapi dengan pengelasan tackweld. 5) Bersihkan semua las dengan palu las dan sikat baja, kemudian gerinda laslasan agar rata. wearpack Elektroda : Ø 2,6 / E6013 Arus : Ampere 2 Penyambungan casing penampung bagian belakang 1) Mesin las listrik 2) Topeng las 3) Palu las 4) Sikat baja 1) Siapkan alat dan benda kerja. 2) Satukan casing bagain belakang pada rangka. 3) Cek ketepatan posisi. 4) Lakukan pengelasan pada sambungan, tetapi dengan pengelasan tackweld. 5) Bersihkan semua las dengan palu las dan sikat baja, kemudian gerinda. K 3 : Kaca mata, topeng las, sarung tangan, pelindung telingga, dan wearpack Elektroda : Ø 2,6 / E6013 Arus : Ampere 54
 Cek ketepatan posisi. 4) Lakukan pengelasan pada sambungan, tetapi dengan pengelasan tackweld. 5) Bersihkan semua las dengan palu las dan sikat baja, kemudian gerinda laslasan agar rata.")
72 3 Penyambungan casing penampung bagian bawah 1) Mesin las listrik 2) Topeng las 3) Palu las 4) Sikat baja 1) Siapkan alat dan benda kerja. 2) Satukan casing bagain bawah pada rangka. 3) Cek ketepatan posisi. 4) Lakukan pengelasan pada sambungan, tetapi dengan pengelasan tackweld. 5) Bersihkan semua las dengan palu las dan sikat baja, kemudian gerinda laslasan agar rata. K 3 : Kaca mata, topeng las, sarung tangan, pelindung telingga, dan wearpack Elektroda : Ø 2,6 / E6013 Arus : Ampere 4 Penyambungan casing penampung bagian depan 1) Mesin las listrik 2) Topeng las 1) Siapkan alat dan benda kerja. 2) Satukan casing bagain depan pada K 3 : Kaca mata, topeng las, sarung tangan, 3) Palu las rangka. pelindung telingga, dan 4) Sikat baja 3) Cek ketepatan posisi. wearpack 4) Lakukan pengelasan pada Elektroda : Ø 2,6 / sambungan, tetapi dengan E6013 pengelasan tackweld. Arus : Ampere 5) Bersihkan semua las dengan palu las dan sikat baja, kemudian gerinda laslasan agar rata. 55

 Satukan casing transmisi bagaian atas dan tengah. 3) Cek ketepatan posisi. 4) Lakukan pengelasan pada sambungan, tetapi dengan pengelasan tackweld.")
73 5 Penyambungan casing papan meja dengan rangka 1) Obeng plus 2) Baut M6x Siapkan alat dan benda kerja. 2. Satukan papan meja dengan rangka. K 3 : Kaca mata, topeng las, sarung tangan, pelindung telingga, dan wearpack 3. Pasang baut pada setiap lubang yang telah ada 4. Kencangkan dengan obeng plus. 6 Penyambungan casing transmisi bagaian atas dan tengah 1) Mesin las listrik 2) Topeng las 3) Palu las 4) Sikat baja 1) Siapkan alat dan benda kerja. 2) Satukan casing transmisi bagaian atas dan tengah. 3) Cek ketepatan posisi. 4) Lakukan pengelasan pada sambungan, tetapi dengan pengelasan tackweld. 5) Bersihkan semua las dengan palu las dan sikat baja, kemudian gerinda laslasan agar rata. K 3 : Kaca mata, topeng las, sarung tangan, pelindung telingga, dan wearpack Elektroda : Ø 2,6 / E6013 Arus : Ampere 56
74 7 Penyambungan casing transmisi bagaian bawah dan tengah 1) Mesin las listrik 2) Topeng las 3) Palu las 4) Sikat baja 1) Siapkan alat dan benda kerja. 2) Satukan casing transmisi bagaian bawah dan tengah. 3) Cek ketepatan posisi. 4) Lakukan pengelasan pada sambungan, tetapi dengan pengelasan tackweldd. 5) Bersihkan semua las dengan palu las dan sikat baja, kemudian gerinda laslasan agar rata. K 3 : Kaca mata, topeng las, sarung tangan, pelindung telingga, dan wearpack Elektroda : Ø 2,6 / E6013 Arus : Ampere 8 Penyambungan casing penmpung dan casing transmisi 1) Pengores 2) Penitik 3) Mistar baja 4) Obeng plus 5) Mesin bor 6) Mata bor 5 mm 7) Tap M 6 x 1,25 8) Mesin las listrik 9) Topeng las 10) Palu 11) Palu las 12) Sikat baja 1) Siapkan alat dan benda kerja. 2) Gambar posisi lubang pada casing transmisi dan titik dengan penitik pada pusat lingkaran. 3) Bor dengan mata bor 5 mm dan tap dengan tap M 6 x 1,25. 4) Pasang mur pada bagian dalam dan tackweld agar paten. 5) Pasang baut pada lubang dan kencangkan dengan obeng plus. K 3 : Kaca mata, topeng las, sarung tangan, pelindung telingga, dan wearpack Elektroda : Ø 2,6 / E6013 Arus : Ampere 57
75 58

76 F. Proses Pengecatan Tabel 4.4. Proses Pengecetan Casing Mesin No Proses Pengerjaan Alat yang digunakan Langkah kerja Keterangan 1 Proses Pengecatan Papan Meja Alat : Kompresor, 1. Persiapkan casing. 1. Lakukan pengecatan Spaygun dan amplas. 2. Persiapkan peralatan pengecatan. saat cuaca panas atau pada siang hari. Bahan : Cat warna cream, Amplas dan 3. Lakukan pembersihan dengan digosok dengan amplas dan air. 2. Hindari pengecatan dari debu dan angin. minyak cat. K3 yang digunakan : 4. Lakukan pencampuran cat dengan minyak cat. 3. Pengeringan dilakukan dengan sepatu kerja, masker 5. Setting spray gun. cara pengeringan dan wearpack 6. Lakukan pengecatan menurut prosedur pengecatan. panas matahari. 7. Lakukan pengeringan. 2 Proses Pengecetan Casing Penampung Alat : Kompresor, Spaygun dan amplas. Bahan : Cat warna cream, Amplas dan minyak cat. K3 yang digunakan : 1. Persiapkan casing. 2. Persiapkan peralatan pengecatan. 3. Lakukan pembersihan dengan digosok dengan amplas dan air. 4. Lakukan pencampuran cat dengan minyak cat. 1. Lakukan pengecatan saat cuaca panas atau pada siang hari. 2. Hindari pengecatan dari debu dan angin. 3. Pengeringan dilakukan dengan 58

77 sepatu kerja, masker dan wearpack 5. Setting spray gun. 6. Lakukan pengecatan menurut prosedur pengecatan. 7. Lakukan pengeringan. cara pengeringan panas matahari. 3 Proses Pengecetan Casing Transmisi Alat : Kompresor, Spaygun dan amplas. Bahan : Cat warna cream, Amplas dan minyak cat. K3 yang digunakan : sepatu kerja, masker dan wearpack 1. Persiapkan casing. 2. Persiapkan peralatan pengecatan. 3. Lakukan pembersihan dengan digosok dengan amplas dan air. 4. Lakukan pencampuran cat dengan minyak cat. 5. Setting spray gun. 6. Lakukan pengecatan menurut prosedur pengecatan. 7. Lakukan pengeringan. 1. Lakukan pengecatan saat cuaca panas atau pada siang hari. 2. Hindari pengecatan dari debu dan angin. 3. Pengeringan dilakukan dengan cara pengeringan panas matahari. 59
78 60 G. Hasil Hasil dari pembuatan casing mesin pemotong kayu ini sudah cukup baik, karena casing dapat berfungsi seperti yang diharapkan, tetapi terdapat beberapa kekurangan berupa ketidak sesuaian ukuran casing sebenarnya dengan gambar kerja. ketidaksuaian ini tidak mengurangi fungsi dari casing. Ketidak sesuaian tersebut dapat dilihat pada table. Tabel 4.5. Perbandingan ukuran gambar kerja dengan benda kerja. No 1 Nama Bagian Papan meja pemotong a. Panjang b. Lebar Ukuran Gambar Kerja Ukuran Produk Jadi Keterangan Tidak sesuai 2 3 Casing Penampung a. Panjang b. Lebar c. Tinggi Casing Transmisi a. Panjang b. Lebar c. Tinggi Tidak sesuai Tidak sesuai H. Proses Perakitan Casing dengan Rangka Proses perakitan merupakan proses pemasangan/penggabungan komponen-komponen menjadi suatu produk. Adapun alat- alat yang digunakan untuk perakitan ini yaitu: Mesin las, gerinda tangan, kunci pas 10, dan obeng (+-). Perakitan ini dilakukan secara manual. Pada pelaksanannya, perakitan ini membutukan 2 atau lebih orang
79 61 I. Uji fungsional Casing merupakan komponen pendukung yang penting dari mesin pemotong kayu untuk miniatur mainan. Dari pengujian yang telah dilakukan dapat diketahui fungsinya yaitu: 1. Casing papan meja pemotong mengalami ketidaksuaian ukuran sebesar 2-5 mm antara gambar kerja dengan produk jadi, akan tetapi tidak mempengaruhi kinerjanya dan casing papan meja pemotong berfungsi dengan baik, seperti dapat menerima beban dari kayu yang akan dipotong, permukaan papan meja yang baik dan papan meja pemotong dapat menahan getaran, yang disebabkan oleh getaran motor listrik. 2. Casing penampung mengalami ketidaksuaian ukuran sebesar 2-3 mm antara gambar kerja dengan produk jadi, akan tetapi tidak mempengaruhi kinerjanya dan casing penampung berfungsi dengan baik, seperti dapat menampung serbuk kayu hasil pemotongan dan dapat menerima getaran dari motor listrik. 3. Casing transmisi mengalami ketidaksuaian ukuran sebesar 1 mm antara gambar kerja dengan produk jadi, akan tetapi tidak mempengaruhi kinerjanya dan casing transmisi berfungsi dengan baik yaitu dapat melindungi pengguna dari komponen lain yang berbahaya seperti putaran v-belt dan putaran pulley. J. Uji Kinerja Mesin Hasil yang diperoleh dari pengujian kinerja mesin pemotong kayu untuk miniatur mainan antara lain: 1. Kecepatan pemotongan mesin pemotong kayu untuk miniatur mainan pada kayu mahoni dengan tebal 10 mm sepanjang 900 mm yaitu 2,1 mm/detik. 2. Papan pemotongan dibuat miring 6 0, sehingga pada proses pemotongan akan lebih ringan dan menghemat tenaga.
80 62 3. Memiliki penampilan menarik dilihat dari bentuk dan warna cat yang dipakai. 4. Casing yang diterapkan pada casing penampung bersifat permanen,sehingga tidak dapat dibongkar-bongkar. 5. Casing penampung bersifat permanen, sehingga casing penampung tahan terhadap getaran. 6. Hasil pemotongan kayu sudah cukup baik. Namun, pemotongan kayu harus dilakukan secara manual dalam menentukan lebar pemotongan. Hal ini tidak begitu dipermasalahkan karena mesin pemotong kayu untuk miniatur mainan digunakan untuk memotong kayu lembah yang ukurannya dan bentuknya relative tidak teratur. K. Pembahasan 1. Proses pembuatan Secara garis besar proses pembuatan casing dapat dilihat pada diagram alir di atas adalah sebagai berikut : a) Proses perencanaan, meliputi mengidentifikasi gambar kerja, mempersiapkan bahan, mempersiapkan mesin dan peralatan yang akan digunakan. b) Proses pembuatan casing, meliputi cutting plan, mengambaran ukuran, pemotongan, pengeboran, penekukan, penyambungan, pengelasan, dan perakitan. c) Proses perakitan meliputi perakitan dengan komponen lain, dengan dua cara yaitu dengan dilas dan dibaut. Tahapan awal dari proses pembuatan komponen adalah perencanaan identifikasi gambar kerja, seperti yang telah dilakukan pada bab II sebelumnya. Tahapan selanjutnya yaitu mempersiapkan bahan dan mesin yang akan digunakan. Proses pengurangan bahan melalui proses pengerindaan, pengikiran dan pemotongan. Setelah itu mempersiapkan
81 63 mesin dan peralatan yang digunakan untuk pembuatan masing-masing komponen. Untuk perincian mesin dan peralatan yang digunakan dapat dilihat pada tabel alat, bahan dan mesin yang digunakan diatas. Pada casing mesin pemotong kayu untuk miniatur mainan ini terjadi penyimpangan dalam ukuran antara produk jadi dengan gambar kerja, disebabkan pada saat proses pelukisan yang kurang teliti dan alat ukur yang digunakan tidak standart lagi. Ketidaksuaian ukuran ini tidak mempengaruhi fungsi dari masing-masing casing, karena masih dalam toleransi. Hal yang perlu dilakukan untuk menghindari ketidak suainan ukuran, yaitu pada saat pelukisan harus dengan teliti dan dikurangi ukuran 1 mm dan alat ukur yang digunakan harus dalam kondisi yang baik. Pada casing mesin pemotong kayu untuk miniatur mainan terjadi sedikit getaran yang disebabkan oleh motor listrik dan pulley yang berputar, untuk mengurangi getaran yang terjadi maka pada saat penyetelan v-belt jangan terlalu kencang dan terlalu kendor. Seting dengan kelonggaran mm. Dan untuk mengurangi getaran pada motor listrik diberi bantalan karet di masing-masing kakinya. 2. Proses Finising Proses finising yang dilakukan dengan cara pengecatan bertujuan memperindah penampilan dan meghindari korosi. Alat yang digunakan adalah kompresor dan spay gun. Dalam proses pengecatan hal yang pertama dilakukan adalah membersihkan permukaan yang akan di cat dengan cara pengamplasan dan dicuci menggunakan air, sambil menunggu permukaan yang akan dicat kering. Kita campur cat dengan minyak cat/tiner dengan perbandingan 1 : 1, kemudian saring dan masukan ke dalam spay gun. Setelah permukaan dipastikan kering lalukan pengecatan. Pengecatan pertama kali pada bagian tepi-tepinya dilanjutkan dengan bagian tengah.
82 64 Pada proses finising yaitu pengecatan, cat mengalir sehingga hasil dari pengecatan tersebut kurang maksimal. Untuk menghindari hal tersebut terjadi, pada saat pengecatan jarak spay gun di jaga dan dilakukan secara kontinuy. 3. Kesulitan yang Dihadapi Kesulitan yang dihadapi penulis selama pembuatan casing berlangsung antara lain: a) Dalam pembuatan komponen casing penggunaan mesin, alat dan perkakas bengkel harus dilakukan secara bergantian. b) Dalam proses penyambungan antar komponen yaitu dengan cara memakai mesin las sedikit rumit, karena benda yang akan dilas terlalu tipis dan ruang geraknya sempit. c) Dalam proses penyambungan dengan mesin harus dilakukan dengan 2 orang atau lebih karena casing berukuran besar. d) Dalam pencemperan papan meja pemotong dilakukan dengan hati dan disesuaikan dengan bentuk cemper baut yang akan dipasang. e) Pada melakukan pemotongan, seprti pemotongan sudut dan radius sulit dilakukan, karena keterbatasan alat untuk pengerjaannya. L. Spesifikasi Mesin Spesifikasi mesin pemotong kayu untuk miniatur mainan, diantaranya: a) Motor listrik (1 phasa) : 1 HP b) Tinggi maksimal pemotongan : 50 mm c) Diameter pisau : 200 mm d) Dimensi: Panjang : 800 mm Lebar : 605 mm Tinggi : 845 mm e) Berat Mesin : +/- 35 kg
83 DAFTAR PUSTAKA Eka Yogaswara. (2005). Permesinan SMK. Bandung : CV. Armico. Faridah, A., dkk. (2008). Teknik Pembentukan Pelat Jilid 1. Jakarta : Direktorat Pembinaan Sekolah Menengah Kejuruan, Direktorat Jenderal Manajemen.Pendidikan Dasar dan Menengah, Departemen Pendidikan Nasional. Pardjono & Hantoro, S. (1991). Yogyakarta : liberty. Gambar Mesin Dan Merencana Praktis. Sri Widharto. (1987). Petunjuk Kerja LAS. Jakarta : PT Pradnya Paramita Suha Madsuha. (2006). Pengolahan Macam-Macam Bahan. Diambil pada tanggal 29 Desember 2012, pengerjaan-logam.pdf Sularso. (2004). Dasar Perencanaan Dan Pemilihan Elemen Mesin. Jakarta : PT Pradnya Paramita Sumantri. (1989). Teori Kerja Bangku. Jakarta: Direktorat Jenderal Pendidikan Tinggi Departemen Pendidikan dan Kedudayaan. Soeprapto Rachmad. (1994). Teknik Pelapisan. Yogyakarta : IKIP. Taufiq Rochim. (2007). Klasifikasi Proses, Gaya & Daya permesinan. Bandung: ITB. Tim Proyek Akhir D3 FT UNY, 2011, Pedoman Proyek Akhir D3 Mahasiswa FakultasTeknik UNY. Yogyakarta: FakultasTeknik Febuari


84 MESIN PEMOTONG KAYU UNTUK MINIATUR MAINAN Pisau Potong Beli 3 1 Papan Meja pemotong Plat 900 x 600 x Rangka Besi Siku 45 x 45 x Motor listrik 1 HP Beli NO Jumlah Nama - Nama Bagian Bahan Keterangan Skala : 0.1 :1 Digambar : Yoga J.W Satuan : mm Dilihat : Slamet Karyono, M.T Tanggal : NIM : FT MESIN UNY Stoper Casing Transmisi Casing Penampung Plat Ezyer Plat ezyer Baja Karbon Tinggi 200 x 2 MESIN PEMOTONG KAYU 1/ A4

85 MESIN PEMOTONG KAYU UNTUK MINIATUR MAINAN Pisau Potong Beli 3 1 Papan Meja pemotong Plat 900 x 600 x Rangka Besi Siku 45 x 45 x Motor listrik 1 HP Beli NO Jumlah Nama - Nama Bagian Bahan Keterangan Skala : 0.1 :1 Digambar : Yoga J.W Satuan : mm Dilihat : Slamet Karyono, M.T Tanggal : NIM : FT MESIN UNY Atechment Casing Transmisi Casing Penampung Plat Ezyer Plat ezyer Baja Karbon Tinggi 200 x 2 MESIN PEMOTONG KAYU 1/ A4


86 GAMBAR MESIN PEMOTONG KAYU UNTUK MINIATUR MAINAN a 9 10b a 13b 13c 13c 13b 13a 12a Poros ST 37 25,4 x 450 mm 9 1 V-belt O Pulley Poros Besi Cor 75 mm 7 1 Pulley Motor Listrik Besi Cor 1 1 Motor Listrik 1 HP NO Jumlah Nama - Nama Bagian Bahan Ukuran Skala Satuan : 0.1:1 : mm Digambar : Yoga J.W Dilhat :Slamet Karyono, M.T Tanggal : NIM : FT MESIN UNY Mur Ring Baut Mur Pisau Pemotong Bearing 20 x 1,75 20 x 1,75 20 x 1,75 20 x 1,75 HSS MESIN PEMOTONG KAYU 200 x 2 mm 6205ZZ 1/ Beli Beli Beli Beli Beli Beli Beli Beli Beli Beli Keterangan A4


87 445 SISTEM TRANSMISI MESIN PEMOTONG KAYU UNTUK MINIATUR MAINAN (450) Sistem Transmisi NO Jumlah Nama - Nama Bagian Bahan Keterangan Skala Satuan : 0.2:1 : mm Digambar : Yoga J.W NIM : Tanggal : Dilhat :Slamet Karyono, M.T FT MESIN UNY DIMENSI SISTEM TRANSMISI 1/ A4


88 5. Casing Penampung 5b 5a 5e 5d 5c 5e 1 Csing penmpung bgin blkang Plat Eyzer 600 x 370 x 1 mm 5d 1 Csing penmpung bgin depan Plat Eyzer 600 x 200 x 1 mm 5c 1 Csing penmpung bgin kiri Plat Eyzer 810 x 450 x 1 mm 5b 1 Csing penmpung bgin kanan Plat Eyzer 810 x 450 x 1 mm 5a 1 Csing penmpung bgin bwh Plat Eyzer 810 x 600 x 1 mm NO Jumlah Nama - Nama Bagian Bahan Ukuran Skala Satuan : 0.15:1 : mm Digambar : Yoga J.W NIM : Tanggal : Dilhat :Slamet Karyono, M.T FT MESIN UNY CASING PENAMPUNG 1/ Keterangan A4
89 600 5a. Casing Penampung bagian bawah a 1 Csing penmpung bgin bwh Plat Eyzer 810 x 600 x 1 mm NO Jumlah Nama - Nama Bagian Bahan Ukuran Skala Satuan : 1 : 8 : mm Digambar : Yoga J.W NIM : Tanggal : Dilhat :Slamet Karyono, M.T FT MESIN UNY CASING PENAMPUNG 1/ Keterangan A4
90 b. Casing Penampung Bagian Kanan 805 5c. Casing Penampung Bagian Kiri c 5b 1 1 NO Jumlah Nama - Nama Bagian Bahan Skala Satuan : 1:10 : mm Digambar : Yoga J.W NIM : Tanggal : Dilhat :Slamet Karyono, M.T FT MESIN UNY Csing penmpung bgin kiri Csing penmpung bgin kanan Plat Eyzer Plat Eyzer CASING PENAMPUNG 810 x 450 x 1 mm 810 x 600 x 1 mm Ukuran 1/ Keterangan A4
91 d. Casing Penampung Bagian Belakang 600 5e. Casing Penampung Bagian Belakang 600 5e 1 Csing penmpung bgin blkang Plat Eyzer 810 x 450 x 1 mm 5d 1 Csing penmpung bgin depan Plat Eyzer 810 x 600 x 1 mm NO Jumlah Nama - Nama Bagian Bahan Ukuran Skala Satuan : 1:8 : mm Digambar : Yoga J.W NIM : Tanggal : Dilhat :Slamet Karyono, M.T FT MESIN UNY CASING PENAMPUNG 1/ Keterangan A4


92 6. Casing Transmisi 6c Las Tek Las Tek 6a 6b Las Tek Las Tek 6c 1 Casing Transmisi Bawah Plat Eyzer 190 x 42 x 1 mm 6b 1 Casing Transmisi Atas Plat Eyzer 190 x 120 x 1 mm 6a 1 Casing Transmisi Tengah Plat Eyzer 635 x 395 x 1 mm NO Jumlah Nama - Nama Bagian Bahan Ukuran Skala Satuan : 0.35 : 1 : mm Digambar : Yoga J.W NIM : Tanggal : Dilhat :Slamet Karyono, M.T FT MESIN UNY CASING TRANSMISI 1/ Keterangan A4
93 a. Casing Transmisi Tengah 20 R a 1 Casing Transmisi Tengah NO Jumlah Nama - Nama Bagian Bahan Keterangan Skala Satuan : 0,3:1 : mm Digambar : Yoga J.W Dilihat : Slamet Karyono, M.T Tanggal : NIM : FT MESIN UNY MESIN PEMOTONG KAYU 1/ A4
94 137, ,5 257,5 238,5 R R10 R a. Casing Transmisi Tengah R30 R a 635 x 395 x 1 mm Ukuran Keterangan 1 Casing Transmisi Tengah Plat Eyzer NO Jumlah Nama - Nama Bagian Bahan Skala Satuan : 0.25 : 1 : mm Digambar : Yoga J.W NIM : Tanggal : Dilhat :Slamet Karyono, M.T FT MESIN UNY CASING TRANSMISI 1/ A4
95 b. Casing Transmisi Atas DOWN 180 R c. Casing Transmisi bawah DOWN 180 R c 1 Casing Transmisi Bawah Plat Eyzer 190 x 42 x 1 mm 6b 1 Casing Transmisi Atas Plat Eyzer 190 x 120 x 1 mm NO Jumlah Nama - Nama Bagian Bahan Ukuran Skala Satuan : 0,5 : 1 : mm Digambar : Yoga J.W NIM : Tanggal : Dilhat :Slamet Karyono, M.T FT MESIN UNY CASING TRANSMISI 1/ Keterangan A4
96 3. Papan Meja Tol : 0, Papan Meja Plat 810 x 605 x 3 NO Jumlah Nama - Nama Bagian Bahan Keterangan Skala Satuan : 0,14:1 : mm Digambar : Yoga J.W Dilihat : Slamet Karyono, M.T Tanggal : NIM : FT MESIN UNY MESIN PEMOTONG KAYU 1/ A4
97 Papan Meja Tol : 0, THRU 12 X 90 x10 M10x1.5 x Papan Meja Plat 810 x 605 x 3 NO Jumlah Nama - Nama Bagian Bahan Keterangan Skala Satuan : 0,14:1 : mm Digambar : Yoga J.W Dilihat : Slamet Karyono, M.T Tanggal : NIM : FT MESIN UNY MESIN PEMOTONG KAYU 1/ A4


98 RANGKA MESIN 2c 2k 2j 2l 2f 2e 2d 2a 2g 2h 2i 2b 2l 2k 2j 2i 2h 2g f 1 lat Siku 45 x 45 x 4 2e 1 Part 2e lat Siku 45 x 45 x 4 2d 1 Part 2d lat Siku 45 x 45 x 4 2c 1 Part 2c lat Siku 45 x 45 x 4 2b 1 Part 2b lat Siku 45 x 45 x 4 2a 1 Part 2a lat Siku 45 x 45 x 4 NO Jumlah Nama - Nama Bagian Bahan Skala : 0.1:1 Digambar : Yoga J.W Satuan : mm NIM : Tanggal : Dilhat :Slamet Karyono, M.T FT MESIN UNY Part 2l Part 2k Part 2j Part 2i Part 2h Part 2g Part 2f lat Siku 45 x 45 x 4 lat Siku 45 x 45 x 4 lat Siku 45 x 45 x 4 lat Siku 45 x 45 x 4 lat Siku 45 x 45 x 4 lat Siku 45 x 45 x 4 MESIN PEMOTONG KAYU Ukuran 1/ Keterangan A4
99 RANGKA MESIN DILAS SMAW Rangka Mesin lat Siku 45 x 45 x 4 Las SMAW NO Jumlah Nama - Nama Bagian Bahan Ukuran Keterangan Skala : 0.7:1 Digambar : Yoga J.W Satuan : mm NIM : Tanggal : Dilhat :Slamet Karyono, M.T FT MESIN UNY MESIN PEMOTONG KAYU 1/ A4
100 84 2a. Part 2a 720 2b. Part 2b b Ukuran Keterangan 1 Part 2b lat Siku 45 x 45 x mm 2a 1 Part 2a lat Siku 45 x 45 x mm NO Jumlah Nama - Nama Bagian Bahan Skala Satuan : 1 : 3 : mm Digambar : Yoga J.W Nim : Tanggal : Dilhat :Slamet Karyono, M.T FT MESIN UNY RANGKA MESIN 1/ A4
101 84 2c. Part 2c d. Part 2d 800 2d 800 mm 800 mm Ukuran Keterangan 1 Part 2d lat Siku 45 x 45 x 4 2c 1 Part 2c lat Siku 45 x 45 x 4 NO Jumlah Nama - Nama Bagian Bahan Skala Satuan : 1 : 3 : mm Digambar : Yoga J.W NIM : Tanggal : Dilhat :Slamet Karyono, M.T MESIN PEMOTONG KAYU FT MESIN UNY A4 1/
102 12 x e. Part 2e e Ukuran Keterangan 1 Part 2e lat Siku 45 x 45 x mm NO Jumlah Nama - Nama Bagian Bahan Skala Satuan : 1:3 : mm Digambar : Yoga J.W NIM : Tanggal : Dilhat :Slamet Karyono, M.T MESIN PEMOTONG KAYU FT MESIN UNY A4 1/
103 22,5 2f. Part 2f x h. Part 2h 22,5 715 R h 1 Part 2h lat Siku 45 x 45 x 4 2f 1 Part 2f lat Siku 45 x 45 x 4 NO Jumlah Nama - Nama Bagian Bahan Skala Satuan : 1:3 : mm Digambar : Yoga J.W NIM : Tanggal : mm 715 mm Ukuran Keterangan Dilihat :Slamet Karyono, M.T MESIN PEMOTONG KAYU FT MESIN UNY A4 1/1
104 g. Part 2g 45 R g 1 Part 2g lat Siku 45 x 45 x 4 NO Jumlah Nama - Nama Bagian Bahan Skala Satuan : 0.1:1 : mm Digambar : Yoga J.W NIM : Tanggal : Dilhat :Slamet Karyono, M.T Ukuran Keterangan MESIN PEMOTONG KAYU FT MESIN UNY A4 1/
105 42 2i. Part 2i i 4 Part 2i lat Siku 45 x 45 x 4 NO Jumlah Nama - Nama Bagian Bahan Skala Satuan : 1:3 : mm Digambar : Yoga J.W NIM : Tanggal : Ukuran Keterangan Dilhat :Slamet Karyono, M.T MESIN PEMOTONG KAYU FT MESIN UNY A4 1/
106 42 2j. Part 2j j 2 Part 2j lat Siku 45 x 45 x 4 NO Jumlah Nama - Nama Bagian Bahan Skala Satuan : 1:3 : mm Digambar : Yoga J.W NIM : Tanggal : Ukuran Keterangan Dilhat :Slamet Karyono, M.T MESIN PEMOTONG KAYU FT MESIN UNY A4 1/
107 45 2k. Part 2k l. Part 2l 800 2l 810 mm 605 mm Ukuran Keterangan 2 Part 2l lat Siku 45 x 45 x 4 2k 2 Part 2k lat Siku 45 x 45 x 4 NO Jumlah Nama - Nama Bagian Bahan Skala Satuan : 1:3 : mm Digambar : Yoga J.W NIM : Tanggal : Dilhat :Slamet Karyono, M.T MESIN PEMOTONG KAYU FT MESIN UNY A4 1/


108 10c Poros Tol 0,05 Dibubut 10a 10a 10b 10c 0 x 8 x 5 20x1,75 Beli 40 x 5 mm 25,4 x 450 mm Ukuran Keterangan 2 Pasak 10b 1 Mur 10a 2 Penjepit 10 1 Poros ST 37 NO Jumlah Nama - Nama Bagian Bahan Skala Satuan : 0.35:1 : mm Digambar : Yoga J.W Dilhat :Slamet Karyono, M.T Tanggal : NIM : POROS TRANSMISI FT MESIN UNY A4 1/
109 Ø40 20 Ø20 A-A ( 1 : 2 ) Poros Tol 0,05 N7 Dibubut M20x1,75 5 Ø A 39 1 X A 10 25,4 x 450 mm Ukuran Keterangan 1 Poros ST 37 NO Jumlah Nama - Nama Bagian Bahan Skala Satuan : 1:2 : mm Digambar : Yoga J.W Dilhat :Slamet Karyono, M.T Tanggal : NIM : FT MESIN UNY POROS 1/ A4
110 a. Penjepit Tol 0,05 Skala 1:1 Dibubut c. Pasak Tol 0,05 Skala 4 : c 2 Pasak ST x 8 x 5 mm 10a 2 Penjepit ST x 5 mm NO Jumlah Nama - Nama Bagian Bahan Ukuran Skala Satuan : : mm Digambar : Yoga J.W Dilhat :Slamet Karyono, M.T Tanggal : NIM : FT MESIN UNY KOMPONEN TRANSMISI 1/ Keterangan A4


111 14. Stoper 14d 14e 14f LAS SMAW 14c 14b 14a 14g 14g 2 Pengunci 14f 1 Pin 14e 1 Bush 14d 1 Tuas Beli 14c 1 Dudukan Plat 250 x 20 x 20 Fitting 14b 1 Batang Stoper Besi MS 10 x 350 Fitting 14a 1 Stoper Depan Besi Siku 45 x 45 x 5 Fitting NO Jumlah Nama - Nama Bagian Bahan Keterangan Skala : 1:3 Digambar : Yoga J.W Satuan : mm Dilihat : Slamet Karyono, M.T Tanggal : NIM : FT MESIN UNY STOPER MESIN PEMOTONG KAYU 1/ A4
112 a. Stoper a 1 Stoper Depan Besi Siku 45 x 45 x 5 Fitting NO Jumlah Nama - Nama Bagian Bahan Keterangan Skala Satuan : 1:3 : mm Digambar : Yoga J.W Dilihat : Slamet Karyono, M.T Tanggal : NIM : FT MESIN UNY STOPER MESIN PEMOTONG KAYU 1/ A4
113 R1,5 8,5 11, X 45 14b. Batang Stoper 1 X M10 x 1,5 14e. Bush 20 2 X 45 R1, e 1 Bush Fitting 14b 1 Batang Stoper Besi MS 10 x 350 Fitting NO Jumlah Nama - Nama Bagian Bahan Keterangan Skala Satuan : 2:1 : mm Digambar : Yoga J.W Dilihat : Slamet Karyono, M.T Tanggal : NIM : FT MESIN UNY STOPER MESIN PEMOTONG KAYU 1/ A4
114 c. Penyetel Stoper THRU 12 X M10x1.5-6H 7, c 1 Penyetel Stoper Plat 30 x 20 x 250 Fitting NO Jumlah Nama - Nama Bagian Bahan Keterangan Skala Satuan : 1:3 : mm Digambar : Yoga J.W Dilihat : Slamet Karyono, M.T Tanggal : NIM : FT MESIN UNY KOMPONEN STOPER 1/ A4


115 15. Atechment Pembuatan Alur 15d 15c 15b 15a 15d 1 Pin Beli 15c 1 Bush 15b 1 Baut Baut 15a 1 Papan Plat 400x300x5 NO Jumlah Nama - Nama Bagian Bahan Keterangan Skala : 1:3 Digambar : Yoga J.W Satuan : mm Dilihat : Slamet Karyono, M.T Tanggal : NIM : FT MESIN UNY ATECHMENT MESIN PEMOTONG KAYU 1/ A4
116 Atechment Pembuatan Alur x 4 15a 1 Papan Plat 400x300x5 NO Jumlah Nama - Nama Bagian Bahan Keterangan Skala : 1:3 Digambar : Yoga J.W Satuan : mm Dilihat : Slamet Karyono, M.T Tanggal : NIM : FT MESIN UNY ATECHMENT MESIN PEMOTONG KAYU 1/ A4
117 3 10 R1,5 15 b. Baut 75 3,5 R8 8 1 X 45 M10 x 1,5 5 15c. Bush Skala 2:1 5 R2 R7,5 R5 15d. Pin Skala 2: d 15c b 1 Baut Beli NO Jumlah Nama - Nama Bagian Bahan Keterangan Skala Digambar : Yoga J.W Satuan : mm Dilihat : Slamet Karyono, M.T Tanggal : NIM : FT MESIN UNY Pin Bush ATECHMENT MESIN PEMOTONG KAYU 1/ A4
118 Lampiran 2. Hubungan bahan antara sifat dan komposisi kimia (Sumantri, 1989 : 262) Lampiran 3. Nilai Pedoman Elektroda dan Kekuatan Arus (Wiryosumarto, H. Okumura, T. 1996: 124) Tebal Bahan Dalam (mm) Sampai 1 1-1,5 1,5-2,5 2, Diameter Elektroda (mm) 1,5 2 2,6 3, Arus Las yang dapat Digunakan (Ampere)
119 103 Lampiran 4. Diagram hubungan diameter bor dan kecepatan potong (Terhijen, 1981 : 83) Lampiran 5. Kecepatan potong untuk bos jenis HSS (Sumantri, 1989 : 262) Meter/menit Feet/menit Baja karbon rendah ( % C) 24,4-33, Baja karbon menengah (0,30-0,60 % C) 21,4-24, Baja karbon tinggi (0,60-1,70 % C) 15,2-18, Baja tempa 15,3-18, Baja campuran 15,2-21, Setainless Steel 9,1-12, Besi tuang lunak 30,5-45, Besi tuang keras 20,5-21, Besi tuang dapat tempa 24,4-27, Kuningan dan Bronze 61,0-91, Bronze dengan tegangan tarik tinggi 21,4-45, Logam monel 12,2-15, Aluminium dan Aluminium paduan 61,0-91, Magnesium dan Magnesium paduan 79,2-122, Marmer dan batu 4,6-7, Bakelit dan sejenisnya 91,4-122, No Bahan 1
120 104 Lampiran 6. Tabel Lambang-Lambang Diagram Alir
121 105
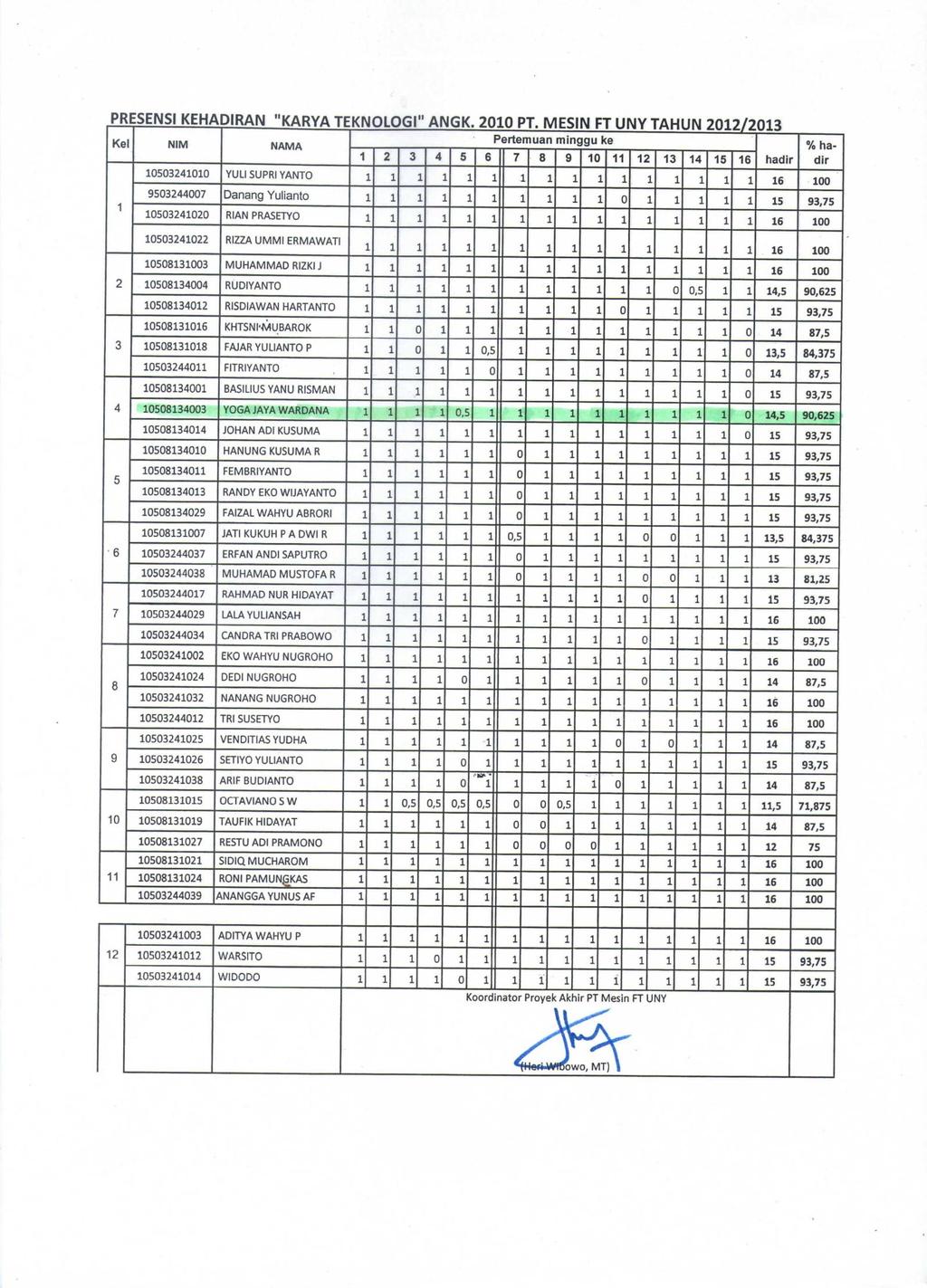
122 106
BAB II PENDEKATAN PEMECAHAN MASALAH. harus mempunyai sebuah perencanaan yang matang. Perencanaan tersebut
 BAB II PENDEKATAN PEMECAHAN MASALAH Proses pembuatan rangka pada mesin pemipih dan pemotong adonan mie harus mempunyai sebuah perencanaan yang matang. Perencanaan tersebut meliputi gambar kerja, bahan,
BAB II PENDEKATAN PEMECAHAN MASALAH Proses pembuatan rangka pada mesin pemipih dan pemotong adonan mie harus mempunyai sebuah perencanaan yang matang. Perencanaan tersebut meliputi gambar kerja, bahan,
BAB II PENDEKATAN PEMECAHAN MASALAH. kerja. Identifikasi ini berupa gambar kerja dari perancang yang ditujukan kepada
 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Identifikasi gambar kerja merupakan suatu langkah awal pengerjaan benda kerja. Identifikasi ini berupa gambar kerja dari perancang yang
BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Identifikasi gambar kerja merupakan suatu langkah awal pengerjaan benda kerja. Identifikasi ini berupa gambar kerja dari perancang yang
BAB II PENDEKATAN MASALAH
 BAB II PENDEKATAN MASALAH A. Identifikasi Gambar Kerja Gambar merupakan suatu alat untuk menyatakan suatu maksud dari seorang sarjana teknik. Oleh karena itu gambar juga sering disebut sebagai bahasa teknik
BAB II PENDEKATAN MASALAH A. Identifikasi Gambar Kerja Gambar merupakan suatu alat untuk menyatakan suatu maksud dari seorang sarjana teknik. Oleh karena itu gambar juga sering disebut sebagai bahasa teknik
BAB II PENDEKATAN PEMECAHAN MASALAH. gambar kerja sebagai acuan pembuatan produk berupa benda kerja. Gambar
 7 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Dalam pembuatan suatu produk pastilah tidak terlepas dari pendekatan gambar kerja sebagai acuan pembuatan produk berupa benda kerja. Gambar
7 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Dalam pembuatan suatu produk pastilah tidak terlepas dari pendekatan gambar kerja sebagai acuan pembuatan produk berupa benda kerja. Gambar
BAB II PENDEKATAN PEMECAHAN MASALAH. identifikasi dari masing-masing komponen Mesin Pemoles pada casing
 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja 1. Identifikasi Ukuran Identifikasi ukuran komponen merupakan langkah untuk menentukan ukuran dalam pembuatan casing mesin pemoles. Berdasarkan
BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja 1. Identifikasi Ukuran Identifikasi ukuran komponen merupakan langkah untuk menentukan ukuran dalam pembuatan casing mesin pemoles. Berdasarkan
PROSES PEMBUATAN POROS PENGADUK PADA MESIN PENGKRISTAL GULA JAWA PROYEK AKHIR
 PROSES PEMBUATAN POROS PENGADUK PADA MESIN PENGKRISTAL GULA JAWA PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Persyaratan Guna Memperoleh Gelar Ahli Madya D3
PROSES PEMBUATAN POROS PENGADUK PADA MESIN PENGKRISTAL GULA JAWA PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Persyaratan Guna Memperoleh Gelar Ahli Madya D3
PROSES PEMBUATAN SALURAN MASUK, SALURAN KELUAR DAN SISIR PADA MESIN PERAJANG ADONAN KRUPUK RAMBAK
 PROSES PEMBUATAN SALURAN MASUK, SALURAN KELUAR DAN SISIR PADA MESIN PERAJANG ADONAN KRUPUK RAMBAK PROYEK AKHIR Program Studi D3 Teknik Mesin Sebagai Salah Satu Syarat Untuk Mencapai Gelar Ahli Madya Diajukan
PROSES PEMBUATAN SALURAN MASUK, SALURAN KELUAR DAN SISIR PADA MESIN PERAJANG ADONAN KRUPUK RAMBAK PROYEK AKHIR Program Studi D3 Teknik Mesin Sebagai Salah Satu Syarat Untuk Mencapai Gelar Ahli Madya Diajukan
1. PENGENALAN ALAT KERJA BANGKU
 1. PENGENALAN ALAT KERJA BANGKU A. Tujuan 1. Menyebutkan macam-macam jenis alat tangan dan fungsinya. 2. Menyebutkan bagian-bagian dari alat-alat tangan pada kerja bangku. 3. Mengetahui bagaimana cara
1. PENGENALAN ALAT KERJA BANGKU A. Tujuan 1. Menyebutkan macam-macam jenis alat tangan dan fungsinya. 2. Menyebutkan bagian-bagian dari alat-alat tangan pada kerja bangku. 3. Mengetahui bagaimana cara
PEMBUATAN CASING DAN CINCIN PENAHAN AIR PENDINGIN PADA MODIFIKASI MESIN PEMOLES PROYEK AKHIR
 PEMBUATAN CASING DAN CINCIN PENAHAN AIR PENDINGIN PADA MODIFIKASI MESIN PEMOLES PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Guna Memperoleh
PEMBUATAN CASING DAN CINCIN PENAHAN AIR PENDINGIN PADA MODIFIKASI MESIN PEMOLES PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Guna Memperoleh
BAB II PENDEKATAN PEMECAHAN MASALAH. Identifikasi gambar kerja merupakan langkah untuk mengetahui gambar
 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Identifikasi gambar kerja merupakan langkah untuk mengetahui gambar kerja sebagai acuan dari perancang yang ditujukan untuk membuat komponenkomponen
BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Identifikasi gambar kerja merupakan langkah untuk mengetahui gambar kerja sebagai acuan dari perancang yang ditujukan untuk membuat komponenkomponen
BAB IV PROSES PEMBUATAN MESIN
 BAB IV PROSES PEMBUATAN MESIN 4.1 Proses Produksi Produksi adalah suatu proses memperbanyak jumlah produk melalui tahapantahapan dari bahan baku untuk diubah dengan cara diproses melalui prosedur kerja
BAB IV PROSES PEMBUATAN MESIN 4.1 Proses Produksi Produksi adalah suatu proses memperbanyak jumlah produk melalui tahapantahapan dari bahan baku untuk diubah dengan cara diproses melalui prosedur kerja
LAPORAN PROYEK AKHIR PROSES PEMBUATAN BAK PENAMPUNG PADA MESIN PENYUIR DAGING PROYEK AKHIR
 LAPORAN PROYEK AKHIR PROSES PEMBUATAN BAK PENAMPUNG PADA MESIN PENYUIR DAGING PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Memperoleh Gelar
LAPORAN PROYEK AKHIR PROSES PEMBUATAN BAK PENAMPUNG PADA MESIN PENYUIR DAGING PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Memperoleh Gelar
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat Dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian rangka, pengaduk adonan bakso dan pengunci pengaduk adonan bakso adalah : 4.1.1 Alat Alat yang
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat Dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian rangka, pengaduk adonan bakso dan pengunci pengaduk adonan bakso adalah : 4.1.1 Alat Alat yang
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat Dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian rangka, pengaduk adonan bakso dan pengunci pengaduk adonan bakso adalah : 4.1.1 Alat Alat yang
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat Dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian rangka, pengaduk adonan bakso dan pengunci pengaduk adonan bakso adalah : 4.1.1 Alat Alat yang
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Alat dan Bahan A. Alat 1. Las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Bor duduk 8. Alat ukur (Jangka sorong, mistar)
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Alat dan Bahan A. Alat 1. Las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Bor duduk 8. Alat ukur (Jangka sorong, mistar)
c = b - 2x = ,75 = 7,5 mm A = luas penampang v-belt A = b c t = 82 mm 2 = 0, m 2
 c = b - 2x = 13 2. 2,75 = 7,5 mm A = luas penampang v-belt A = b c t = mm mm = 82 mm 2 = 0,000082 m 2 g) Massa sabuk per meter. Massa belt per meter dihitung dengan rumus. M = area panjang density = 0,000082
c = b - 2x = 13 2. 2,75 = 7,5 mm A = luas penampang v-belt A = b c t = mm mm = 82 mm 2 = 0,000082 m 2 g) Massa sabuk per meter. Massa belt per meter dihitung dengan rumus. M = area panjang density = 0,000082
BAB III METODE PERANCANGAN. Mulai. Merancang Desain dan Study Literatur. Quality Control. Hasil Analisis. Kesimpulan. Selesai
 BAB III METODE PERANCANGAN 3.1. Diagram Alir Penelitian Mulai Merancang Desain dan Study Literatur Proses Pembuatan Rangka -Pemotongan pipa -Proses pengelasan -Proses penggerindaan Proses Finishing -Proses
BAB III METODE PERANCANGAN 3.1. Diagram Alir Penelitian Mulai Merancang Desain dan Study Literatur Proses Pembuatan Rangka -Pemotongan pipa -Proses pengelasan -Proses penggerindaan Proses Finishing -Proses
BAB IV PROSES PENGERJAAN DAN PENGUJIAN
 BAB IV PROSES PENGERJAAN DAN PENGUJIAN Pada bab ini akan dibahas mengenai pembuatan dan pengujian alat yang selanjutnya akan di analisa, hal ini dimaksudkan untuk memperoleh data yang dibutuhkan dan untuk
BAB IV PROSES PENGERJAAN DAN PENGUJIAN Pada bab ini akan dibahas mengenai pembuatan dan pengujian alat yang selanjutnya akan di analisa, hal ini dimaksudkan untuk memperoleh data yang dibutuhkan dan untuk
PROSES PEMBUATAN CASING, SALURAN MASUK DAN SALURAN KELUAR MESIN PERAJANG RUMPUT GAJAH PROYEK AKHIR
 PROSES PEMBUATAN CASING, SALURAN MASUK DAN SALURAN KELUAR MESIN PERAJANG RUMPUT GAJAH PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Guna
PROSES PEMBUATAN CASING, SALURAN MASUK DAN SALURAN KELUAR MESIN PERAJANG RUMPUT GAJAH PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Guna
BAB IV HASIL PEMBUATAN DAN PEMBAHASAN. Sebelum melakukan proses pembuatan rangka pada incinerator terlebih
 BAB IV HASIL PEMBUATAN DAN PEMBAHASAN 4.1 Visualisasi Proses Pembuatan Sebelum melakukan proses pembuatan rangka pada incinerator terlebih dahulu harus mengetahui masalah Kesehatan dan Keselamatan Kerja
BAB IV HASIL PEMBUATAN DAN PEMBAHASAN 4.1 Visualisasi Proses Pembuatan Sebelum melakukan proses pembuatan rangka pada incinerator terlebih dahulu harus mengetahui masalah Kesehatan dan Keselamatan Kerja
PROSES PEMBUATAN CASING DAN COVER PADA MESIN PEMIPIH DAN PEMOTONG ADONAN MIE PROYEK AKHIR
 PROSES PEMBUATAN CASING DAN COVER PADA MESIN PEMIPIH DAN PEMOTONG ADONAN MIE PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Guna Memperoleh
PROSES PEMBUATAN CASING DAN COVER PADA MESIN PEMIPIH DAN PEMOTONG ADONAN MIE PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Guna Memperoleh
PEMBUATAN MESIN CRUSHER KAYU UNTUK MENGHASILKAN SERBUK KAYU DENGAN KAPASITAS 100 KG/JAM SEBAGAI BAHAN DASAR PEMBUATAN PAPAN PARTIKEL
 PEMBUATAN MESIN CRUSHER KAYU UNTUK MENGHASILKAN SERBUK KAYU DENGAN KAPASITAS 100 KG/JAM SEBAGAI BAHAN DASAR PEMBUATAN PAPAN PARTIKEL PROPOSAL PROYEK AKHIR Disusun untuk memenuhi sebagian persyaratan Mencapai
PEMBUATAN MESIN CRUSHER KAYU UNTUK MENGHASILKAN SERBUK KAYU DENGAN KAPASITAS 100 KG/JAM SEBAGAI BAHAN DASAR PEMBUATAN PAPAN PARTIKEL PROPOSAL PROYEK AKHIR Disusun untuk memenuhi sebagian persyaratan Mencapai
PROSES PEMBUATAN RANGKA MESIN PENCACAH RUMPUT PROYEK AKHIR
 PROSES PEMBUATAN RANGKA MESIN PENCACAH RUMPUT PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Guna Memperoleh Gelar Ahli Madya Oleh : Arif
PROSES PEMBUATAN RANGKA MESIN PENCACAH RUMPUT PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Guna Memperoleh Gelar Ahli Madya Oleh : Arif
BAB III PERENCANAAN DAN GAMBAR
 BAB III PERENCANAAN DAN GAMBAR 3.1 Diagram Alir Proses Perancangan Proses perancangan mesin peniris minyak pada kacang seperti terlihat pada gambar 3.1 berikut ini: Mulai Studi Literatur Gambar Sketsa
BAB III PERENCANAAN DAN GAMBAR 3.1 Diagram Alir Proses Perancangan Proses perancangan mesin peniris minyak pada kacang seperti terlihat pada gambar 3.1 berikut ini: Mulai Studi Literatur Gambar Sketsa
PROSES PEMBUATAN RANGKA PADA MESIN PERAJANG SAMPAH ORGANIK SEBAGAI BAHAN DASAR PUPUK KOMPOS PROYEK AKHIR
 PROSES PEMBUATAN RANGKA PADA MESIN PERAJANG SAMPAH ORGANIK SEBAGAI BAHAN DASAR PUPUK KOMPOS PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan
PROSES PEMBUATAN RANGKA PADA MESIN PERAJANG SAMPAH ORGANIK SEBAGAI BAHAN DASAR PUPUK KOMPOS PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1. Proses Pembuatan 4.1.1. K3 (Kesehatan dan Keselamatan Kerja) Dalam proses pembuatan mesin pengupas kulit kentang perlu memperhatikan masalah kesehatan dan keselamatan kerja
BAB IV HASIL DAN PEMBAHASAN 4.1. Proses Pembuatan 4.1.1. K3 (Kesehatan dan Keselamatan Kerja) Dalam proses pembuatan mesin pengupas kulit kentang perlu memperhatikan masalah kesehatan dan keselamatan kerja
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Alat dan Bahan A. Alat 1. Las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Bor duduk 8. Alat ukur (Jangka sorong, mistar)
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Alat dan Bahan A. Alat 1. Las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Bor duduk 8. Alat ukur (Jangka sorong, mistar)
BAB III PERENCANAAN DAN GAMBAR
 BAB III PERENCANAAN DAN GAMBAR 3.1 Flow Chart Pembuatan Mesin Pemotong Umbi Mulai Studi Literatur Perencanaan dan Desain Perhitungan Penentuan dan Pembelian Komponen Proses Pengerjaan Proses Perakitan
BAB III PERENCANAAN DAN GAMBAR 3.1 Flow Chart Pembuatan Mesin Pemotong Umbi Mulai Studi Literatur Perencanaan dan Desain Perhitungan Penentuan dan Pembelian Komponen Proses Pengerjaan Proses Perakitan
BAB III METODE PEMBUATAN
 BAB III METODE PEMBUATAN 3.1. KONSEP PEMBUATAN ALAT Membuat suatu produk atau alat memerlukan peralatan dan pemesinan yang dapat dipergunakan dengan tepat dan ekonomis. Pemilihan mesin atau proses yang
BAB III METODE PEMBUATAN 3.1. KONSEP PEMBUATAN ALAT Membuat suatu produk atau alat memerlukan peralatan dan pemesinan yang dapat dipergunakan dengan tepat dan ekonomis. Pemilihan mesin atau proses yang
PROSES PEMBUATAN RANGKA PADA MESIN PEMIPIH DAN PEMOTONG ADONAN MIE PROYEK AKHIR
 PROSES PEMBUATAN RANGKA PADA MESIN PEMIPIH DAN PEMOTONG ADONAN MIE PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Guna Memperoleh Gelar Ahli
PROSES PEMBUATAN RANGKA PADA MESIN PEMIPIH DAN PEMOTONG ADONAN MIE PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Guna Memperoleh Gelar Ahli
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 K3 (Kesehatan dan Keselamatan Kerja) Dalam proses pembuatan mesin pengupas kulit kentang perlu memperhatikan masalah kesehatan dan keselamatan kerja (K3). Adapun maksud
BAB IV HASIL DAN PEMBAHASAN 4.1 K3 (Kesehatan dan Keselamatan Kerja) Dalam proses pembuatan mesin pengupas kulit kentang perlu memperhatikan masalah kesehatan dan keselamatan kerja (K3). Adapun maksud
III. METODE PEMBUATAN. Tempat pembuatan mesin pengaduk adonan kerupuk ini di bengkel las dan bubut
 16 III. METODE PEMBUATAN A. Waktu dan Tempat Tempat pembuatan mesin pengaduk adonan kerupuk ini di bengkel las dan bubut Amanah, jalan raya candimas Natar, Lampung Selatan. Pembuatan mesin pengaduk adonan
16 III. METODE PEMBUATAN A. Waktu dan Tempat Tempat pembuatan mesin pengaduk adonan kerupuk ini di bengkel las dan bubut Amanah, jalan raya candimas Natar, Lampung Selatan. Pembuatan mesin pengaduk adonan
BAB IV PROSES PRODUKSI
 BAB IV PROSES PRODUKSI 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pemotong kerupuk rambak kulit. Pengerjaan paling dominan dalam pembuatan komponen
BAB IV PROSES PRODUKSI 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pemotong kerupuk rambak kulit. Pengerjaan paling dominan dalam pembuatan komponen
BAB III METODE PEMBUATAN
 BAB III METODE PEMBUATAN 3.1. Metode Pembuatan Metodologi yang digunakan dalam pembuatan paratrike ini, yaitu : a. Studi Literatur Sebagai landasan dalam pembuatan paratrike diperlukan teori yang mendukung
BAB III METODE PEMBUATAN 3.1. Metode Pembuatan Metodologi yang digunakan dalam pembuatan paratrike ini, yaitu : a. Studi Literatur Sebagai landasan dalam pembuatan paratrike diperlukan teori yang mendukung
Keg. Pembelajaran 2 : Praktik Mekanik dan Tindakan Keselamatan Kerja di Bengkel
 Keg. Pembelajaran 2 : Praktik Mekanik dan Tindakan Keselamatan Kerja di Bengkel 1. Tujuan Kegiatan Pembelajaran Setelah mempelajari materi kegiatan pembelajaran ini mahasiswa/peserta PPG akan dapat : 1)
Keg. Pembelajaran 2 : Praktik Mekanik dan Tindakan Keselamatan Kerja di Bengkel 1. Tujuan Kegiatan Pembelajaran Setelah mempelajari materi kegiatan pembelajaran ini mahasiswa/peserta PPG akan dapat : 1)
BAB III METODE PEMBUATAN ALAT
 BAB III METODE PEMBUATAN ALAT 3.1 Diagram Alir / Flowchart Dalam proses pembuatan suatu alat atau produk memerlukan peralatan dan pemesinan yang dapat dipergunakan dengan tepat dan ekonomis serta pengetahuan
BAB III METODE PEMBUATAN ALAT 3.1 Diagram Alir / Flowchart Dalam proses pembuatan suatu alat atau produk memerlukan peralatan dan pemesinan yang dapat dipergunakan dengan tepat dan ekonomis serta pengetahuan
SMK PGRI 1 NGAWI TERAKREDITASI: A
 TEKNIK PEMESINAN SMK PGRI 1 NGAWI TERAKREDITASI: A Jl. Rajawali No. 32, Telp./Faks. : (0351) 746081 Ngawi. Homepage: 1. www.smkpgri1ngawi.sch.id 2. www.grisamesin.wordpress.com Facebook: A. Kecepatan potong
TEKNIK PEMESINAN SMK PGRI 1 NGAWI TERAKREDITASI: A Jl. Rajawali No. 32, Telp./Faks. : (0351) 746081 Ngawi. Homepage: 1. www.smkpgri1ngawi.sch.id 2. www.grisamesin.wordpress.com Facebook: A. Kecepatan potong
LAPORAN PROYEK AKHIR PROSES PEMBUATAN BAK PENAMPUNG PADA MESIN PENYUIR DAGING PROYEK AKHIR
 LAPORAN PROYEK AKHIR PROSES PEMBUATAN BAK PENAMPUNG PADA MESIN PENYUIR DAGING PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Memperoleh Gelar
LAPORAN PROYEK AKHIR PROSES PEMBUATAN BAK PENAMPUNG PADA MESIN PENYUIR DAGING PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Memperoleh Gelar
PERANCANGAN ULANG DAN PEMBUATAN ALAT PENEKUK PIPA Perancangan Pada Bagian Statis (Rangka, Las, Baut dan Mur)
") PERANCANGAN ULANG DAN PEMBUATAN ALAT PENEKUK PIPA Perancangan Pada Bagian Statis (Rangka, Las, Baut dan Mur) LAPORAN PROYEK AKHIR Oleh : PUPUT INDRA SATRIA NIM 011903101137 PROGRAM STUDI DIPLOMA III TEKNIK
PERANCANGAN ULANG DAN PEMBUATAN ALAT PENEKUK PIPA Perancangan Pada Bagian Statis (Rangka, Las, Baut dan Mur) LAPORAN PROYEK AKHIR Oleh : PUPUT INDRA SATRIA NIM 011903101137 PROGRAM STUDI DIPLOMA III TEKNIK
BAB IV PROSES PRODUKSI DAN PENGUJIAN
 BAB IV PROSES PRODUKSI DAN PENGUJIAN 4.1 Proses Pembuatan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pemotong umbi. Pengerjaan yang dominan dalam
BAB IV PROSES PRODUKSI DAN PENGUJIAN 4.1 Proses Pembuatan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pemotong umbi. Pengerjaan yang dominan dalam
BAB V KESIMPULAN DAN SARAN
 BAB V KESIMPULAN DAN SARAN A. Kesimpulan Mengacu pada rumusan masalah dan pembahasan pada bab 4 terkait proses pembuatan komponen rangka pada mesin perajang sampah organik, didapat beberapa kesimpulan,
BAB V KESIMPULAN DAN SARAN A. Kesimpulan Mengacu pada rumusan masalah dan pembahasan pada bab 4 terkait proses pembuatan komponen rangka pada mesin perajang sampah organik, didapat beberapa kesimpulan,
PROSES PEMBUATAN CASING MESIN PEMUTAR GERABAH PROYEK AKHIR
 PROSES PEMBUATAN CASING MESIN PEMUTAR GERABAH PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Guna Memperoleh Gelar Ahli Madya Oleh : YOHAN
PROSES PEMBUATAN CASING MESIN PEMUTAR GERABAH PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Guna Memperoleh Gelar Ahli Madya Oleh : YOHAN
PROSES PEMBUATAN CORONG MASUKAN, TUTUP POROS PISAU PENCACAH DAN CORONG KELUARAN PADA MESIN PENCACAH PAKAN TERNAK SECARA KONTINYU PROYEK AKHIR
 PROSES PEMBUATAN CORONG MASUKAN, TUTUP POROS PISAU PENCACAH DAN CORONG KELUARAN PADA MESIN PENCACAH PAKAN TERNAK SECARA KONTINYU PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta
PROSES PEMBUATAN CORONG MASUKAN, TUTUP POROS PISAU PENCACAH DAN CORONG KELUARAN PADA MESIN PENCACAH PAKAN TERNAK SECARA KONTINYU PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta
PEMBUATAN MESIN PENYAPU SAMPAH DAUN KAPASITAS 20 KG/JAM
 PEMBUATAN MESIN PENYAPU SAMPAH DAUN KAPASITAS 20 KG/JAM PROYEK AKHIR Disusun untuk memenuhi sebagian persyaratan Mencapai derajat Ahli Madya Disusun Oleh AGUS PURWANTO 2008 55 027 PROGRAM STUDI DIPLOMA
PEMBUATAN MESIN PENYAPU SAMPAH DAUN KAPASITAS 20 KG/JAM PROYEK AKHIR Disusun untuk memenuhi sebagian persyaratan Mencapai derajat Ahli Madya Disusun Oleh AGUS PURWANTO 2008 55 027 PROGRAM STUDI DIPLOMA
Ditinjau dari macam pekerjan yang dilakukan, dapat disebut antara lain: 1. Memotong
 Pengertian bengkel Ialah tempat (bangunan atau ruangan) untuk perawatan / pemeliharaan, perbaikan, modifikasi alt dan mesin, tempat pembuatan bagian mesin dan perakitan alsin. Pentingnya bengkel pada suatu
Pengertian bengkel Ialah tempat (bangunan atau ruangan) untuk perawatan / pemeliharaan, perbaikan, modifikasi alt dan mesin, tempat pembuatan bagian mesin dan perakitan alsin. Pentingnya bengkel pada suatu
PEMBUATAN MESIN HOT PRESS PAPAN PARTIKEL SISTEM HIDROLIK
 PEMBUATAN MESIN HOT PRESS PAPAN PARTIKEL SISTEM HIDROLIK PROYEK AKHIR Disusun untuk memenuhi sebagian persyaratan Mencapai derajat Ahli Madya Disusun Oleh: EKO SANTOSO 2009 55 016 PROGRAM STUDI DIPLOMA
PEMBUATAN MESIN HOT PRESS PAPAN PARTIKEL SISTEM HIDROLIK PROYEK AKHIR Disusun untuk memenuhi sebagian persyaratan Mencapai derajat Ahli Madya Disusun Oleh: EKO SANTOSO 2009 55 016 PROGRAM STUDI DIPLOMA
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat dan bahan Peralatan yang digunakan untuk membuat alat troli bermesin antara lain: 1. Mesin las 2. Mesin bubut 3. Mesin bor 4. Mesin gerinda 5. Pemotong plat
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat dan bahan Peralatan yang digunakan untuk membuat alat troli bermesin antara lain: 1. Mesin las 2. Mesin bubut 3. Mesin bor 4. Mesin gerinda 5. Pemotong plat
BAB III METODE PROYEK AKHIR. Motor dengan alamat jalan raya Candimas Natar. Waktu terselesainya pembuatan mesin
 BAB III METODE PROYEK AKHIR A. Waktu dan Tempat Tempat pembuatan dan perakitan mesin pemotong kerupuk ini di lakukan di Bengkel Kurnia Motor dengan alamat jalan raya Candimas Natar. Waktu terselesainya
BAB III METODE PROYEK AKHIR A. Waktu dan Tempat Tempat pembuatan dan perakitan mesin pemotong kerupuk ini di lakukan di Bengkel Kurnia Motor dengan alamat jalan raya Candimas Natar. Waktu terselesainya
PERAKITAN ALAT PENGAYAK PASIR SEMI OTOMATIK
 PERAKITAN ALAT PENGAYAK PASIR SEMI OTOMATIK Nama : Hery Hermawanto NPM : 23411367 Jurusan : Teknik Mesin Fakultas : Teknologi Industri Pembimbing : Dr. Ridwan, ST., MT Latar Belakang Begitu banyak dan
PERAKITAN ALAT PENGAYAK PASIR SEMI OTOMATIK Nama : Hery Hermawanto NPM : 23411367 Jurusan : Teknik Mesin Fakultas : Teknologi Industri Pembimbing : Dr. Ridwan, ST., MT Latar Belakang Begitu banyak dan
PERNYATAAN. Saya yang bertanda tangan dibawah ini: Nama : Muhammad Erwin Shah NIM :
 PERNYATAAN Saya yang bertanda tangan dibawah ini: Nama : Muhammad Erwin Shah NIM : 20120130104 Menyatakan dengan sesungguhnya bahwa Tugas Akhir yang berjudul Proses Produksi Pada Pembuatan Mesin Penyangrai
PERNYATAAN Saya yang bertanda tangan dibawah ini: Nama : Muhammad Erwin Shah NIM : 20120130104 Menyatakan dengan sesungguhnya bahwa Tugas Akhir yang berjudul Proses Produksi Pada Pembuatan Mesin Penyangrai
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan proses pembuatan adalah proses untuk mencapai suatu hasil. Proses pembuatan sand filter rotary machine dikerjakan dalam beberapa tahap, mulai
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan proses pembuatan adalah proses untuk mencapai suatu hasil. Proses pembuatan sand filter rotary machine dikerjakan dalam beberapa tahap, mulai
BAB IV PROSES PEMBUATAN
 30 BAB IV PROSES PEMBUATAN 4.1 Proses Pembuatan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pembuat stik dan keripik. Pengerjaan yang dominan dalam
30 BAB IV PROSES PEMBUATAN 4.1 Proses Pembuatan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pembuat stik dan keripik. Pengerjaan yang dominan dalam
DASAR PROSES PEMOTONGAN LOGAM
 3 DASAR PROSES PEMOTONGAN LOGAM 1. PENGANTAR Pelat-pelat hasil produksi pabrik umumnya masih dalam bentuk lembaran yang ukuran dan bentuknya bervariasi. Pelat-pelat dalam bentuk lembaran ini tidak dapat
3 DASAR PROSES PEMOTONGAN LOGAM 1. PENGANTAR Pelat-pelat hasil produksi pabrik umumnya masih dalam bentuk lembaran yang ukuran dan bentuknya bervariasi. Pelat-pelat dalam bentuk lembaran ini tidak dapat
PROSES PEMBUATAN CASING PADA MESIN PENCACAH DAGING PROYEK AKHIR
 PROSES PEMBUATAN CASING PADA MESIN PENCACAH DAGING PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Guna Memperoleh Gelar Ahli Madya Program
PROSES PEMBUATAN CASING PADA MESIN PENCACAH DAGING PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Guna Memperoleh Gelar Ahli Madya Program
PERANCANGAN DAN PEMBUATAN MESIN DAUR ULANG GYPSUM (BAGIAN STATIS)
") PERANCANGAN DAN PEMBUATAN MESIN DAUR ULANG GYPSUM (BAGIAN STATIS) LAPORAN PROYEK AKHIR Oleh Aris Wijaya 121903101005 PROGRAM STUDI DIPLOMA III TEKNIK JURUSAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS JEMBER
PERANCANGAN DAN PEMBUATAN MESIN DAUR ULANG GYPSUM (BAGIAN STATIS) LAPORAN PROYEK AKHIR Oleh Aris Wijaya 121903101005 PROGRAM STUDI DIPLOMA III TEKNIK JURUSAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS JEMBER
BAB II PENDEKATAN PEMECAHAN MASALAH
 BAB II PENDEKATAN PEMECAHAN MASALAH A. Tinjauan Singkat Rangka Disain rangka mesin memiliki keutamaan yang berfungsi untuk mengakomodasi seluruh komponen-komponen mesin yang terpasang didalamnya. Pada
BAB II PENDEKATAN PEMECAHAN MASALAH A. Tinjauan Singkat Rangka Disain rangka mesin memiliki keutamaan yang berfungsi untuk mengakomodasi seluruh komponen-komponen mesin yang terpasang didalamnya. Pada
BAB III. Metode Rancang Bangun
 BAB III Metode Rancang Bangun 3.1 Diagram Alir Metode Rancang Bangun MULAI PENGUMPULAN DATA : DESAIN PEMILIHAN BAHAN PERHITUNGAN RANCANG BANGUN PROSES PERMESINAN (FABRIKASI) PERAKITAN PENGUJIAN ALAT HASIL
BAB III Metode Rancang Bangun 3.1 Diagram Alir Metode Rancang Bangun MULAI PENGUMPULAN DATA : DESAIN PEMILIHAN BAHAN PERHITUNGAN RANCANG BANGUN PROSES PERMESINAN (FABRIKASI) PERAKITAN PENGUJIAN ALAT HASIL
PEMBUATAN POROS TRANSMISI PADA MESIN MODIFIKASI CAMSHAFT (NOKEN AS) PROYEK AKHIR
 PROYEK AKHIR") PEMBUATAN POROS TRANSMISI PADA MESIN MODIFIKASI CAMSHAFT (NOKEN AS) PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Guna Memperoleh Gelar
PEMBUATAN POROS TRANSMISI PADA MESIN MODIFIKASI CAMSHAFT (NOKEN AS) PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Guna Memperoleh Gelar
POROS BERTINGKAT. Pahat bubut rata, pahat bubut facing, pahat alur. A. Tujuan Adapun tujuan dari pembuatan poros bertingkat ini yaitu :
 POROS BERTINGKAT A. Tujuan Adapun tujuan dari pembuatan poros bertingkat ini yaitu : Mampu mengoprasikan mesin bubut secara benar. Mampu mebubut luar sampai halus dan rata. Mampu membubut lurus dan bertingkat.
POROS BERTINGKAT A. Tujuan Adapun tujuan dari pembuatan poros bertingkat ini yaitu : Mampu mengoprasikan mesin bubut secara benar. Mampu mebubut luar sampai halus dan rata. Mampu membubut lurus dan bertingkat.
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Alat dan Bahan A. Alat dan bahan 1. Mesin las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Alat ukur (jangka sorong, mistar)
BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Alat dan Bahan A. Alat dan bahan 1. Mesin las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Alat ukur (jangka sorong, mistar)
BAB III PROSES MANUFAKTUR. yang dilakukan dalam proses manufaktur mesin pembuat tepung ini adalah : Mulai. Pengumpulan data.
 BAB III PROSES MANUFAKTUR 3.1. Metode Proses Manufaktur Proses yang dilakukan untuk pembuatan mesin pembuat tepung ini berkaitan dengan proses manufaktur dari mesin tersebut. Proses manufaktur merupakan
BAB III PROSES MANUFAKTUR 3.1. Metode Proses Manufaktur Proses yang dilakukan untuk pembuatan mesin pembuat tepung ini berkaitan dengan proses manufaktur dari mesin tersebut. Proses manufaktur merupakan
PERKAKAS TANGAN YUSRON SUGIARTO
 PERKAKAS TANGAN YUSRON SUGIARTO RAGUM berfungsi untuk menjepit benda kerja secara kuat dan benar, artinya penjepitan oleh ragum tidak boleh merusak benda kerja Untuk menghasilkan penjepitan yang kuat maka
PERKAKAS TANGAN YUSRON SUGIARTO RAGUM berfungsi untuk menjepit benda kerja secara kuat dan benar, artinya penjepitan oleh ragum tidak boleh merusak benda kerja Untuk menghasilkan penjepitan yang kuat maka
BAB IV PROSESPEMBUATAN MESIN
 BAB IV PROSESPEMBUATAN MESIN 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponenkomponen pada mesin pemotong krupuk rambak kulit. Pengerjaan paling dominan dalam pembuatan
BAB IV PROSESPEMBUATAN MESIN 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponenkomponen pada mesin pemotong krupuk rambak kulit. Pengerjaan paling dominan dalam pembuatan
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pengayak pasir. Komponen komponen yang akan dibuat adalah komponen
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pengayak pasir. Komponen komponen yang akan dibuat adalah komponen
a. Macam-macam palu yang kita jumpai : - Palu pena kepala bulat - Palu pena kepala lurus atau silang - Palu keling
 A. Teori Kerja Plat Yang dimaksud pengerjaan plat adalah pengerjaan membentuk dan menyambung logam lembaran (plat) sehingga sesuai dengan bentuk dan ukuran yang sudah direncanakan. Pengerjaan plat dapat
A. Teori Kerja Plat Yang dimaksud pengerjaan plat adalah pengerjaan membentuk dan menyambung logam lembaran (plat) sehingga sesuai dengan bentuk dan ukuran yang sudah direncanakan. Pengerjaan plat dapat
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah proses untuk mencapai suatu hasil. Proses pembuatan sand filter rotary machine dikerjakan dalam beberapa tahap, mulai
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah proses untuk mencapai suatu hasil. Proses pembuatan sand filter rotary machine dikerjakan dalam beberapa tahap, mulai
BAB IV PROSES PEMBUATAN
 BAB IV PROSES PEMBUATAN 4.1. Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pengayak pasir. Komponen-komponen yang akan dibuat adalah komponen yang tidak
BAB IV PROSES PEMBUATAN 4.1. Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pengayak pasir. Komponen-komponen yang akan dibuat adalah komponen yang tidak
TUGAS MATA KULIAH PERANCANGAN ELEMEN MESIN
 TUGAS MATA KULIAH PERANCANGAN ELEMEN MESIN Dosen : Subiyono, MP MESIN PENGUPAS SERABUT KELAPA SEMI OTOMATIS DISUSUN OLEH : NAMA : FICKY FRISTIAR NIM : 10503241009 KELAS : P1 JURUSAN PENDIDIKAN TEKNIK MESIN
TUGAS MATA KULIAH PERANCANGAN ELEMEN MESIN Dosen : Subiyono, MP MESIN PENGUPAS SERABUT KELAPA SEMI OTOMATIS DISUSUN OLEH : NAMA : FICKY FRISTIAR NIM : 10503241009 KELAS : P1 JURUSAN PENDIDIKAN TEKNIK MESIN
Pembuatan Mesin Pemecah Kulit Kapuk Randu Dengan Kapasitas 200 kg per Jam
 Pembuatan Mesin Pemecah Kulit Kapuk Randu Dengan Kapasitas 200 kg per Jam PROYEK AKHIR Disusun untuk memenuhi sebagian persyaratan Mencapai derajat Ahli Madya Disusun Oleh: TEGUH SULISTIYANTO 2008 55 007
Pembuatan Mesin Pemecah Kulit Kapuk Randu Dengan Kapasitas 200 kg per Jam PROYEK AKHIR Disusun untuk memenuhi sebagian persyaratan Mencapai derajat Ahli Madya Disusun Oleh: TEGUH SULISTIYANTO 2008 55 007
Laporan Tugas Akhir BAB IV MODIFIKASI
 BAB IV MODIFIKASI 4.1. Rancangan Mesin Sebelumnya Untuk melakukan modifikasi, terlebih dahulu dibutuhkan data-data dari perancangan sebelumnya. Data-data yang didapatkan dari perancangan sebelumnya adalah
BAB IV MODIFIKASI 4.1. Rancangan Mesin Sebelumnya Untuk melakukan modifikasi, terlebih dahulu dibutuhkan data-data dari perancangan sebelumnya. Data-data yang didapatkan dari perancangan sebelumnya adalah
PEMBUATAN MESIN CRUSHER SAMPAH ORGANIK KAPASITAS 738 KG/JAM
 PEMBUATAN MESIN CRUSHER SAMPAH ORGANIK KAPASITAS 738 KG/JAM PROYEK AKHIR Disusun untuk memenuhi sebagian syarat untuk Mencapai derajat Ahli Madya Disusun Oleh : NANDRA KURNIAWAN 2009-55-004 PROGRAM STUDI
PEMBUATAN MESIN CRUSHER SAMPAH ORGANIK KAPASITAS 738 KG/JAM PROYEK AKHIR Disusun untuk memenuhi sebagian syarat untuk Mencapai derajat Ahli Madya Disusun Oleh : NANDRA KURNIAWAN 2009-55-004 PROGRAM STUDI
Pembuatan Mesin Semi Automatic Packing Kacang Garing
 Pembuatan Mesin Semi Automatic Packing Kacang Garing PROYEK AKHIR Disusun Untuk Memenuhi Sebagian Persyaratan Mencapai Derajat Ahli Madya Disusun Oleh: Dwi Mustika Permata Putra 2009 55 040 PROGRAM STUDI
Pembuatan Mesin Semi Automatic Packing Kacang Garing PROYEK AKHIR Disusun Untuk Memenuhi Sebagian Persyaratan Mencapai Derajat Ahli Madya Disusun Oleh: Dwi Mustika Permata Putra 2009 55 040 PROGRAM STUDI
RANCANG BANGUN MESIN BUBUT KAYU DUPLIKAT (BAGIAN STATIS) LAPORAN PROYEK AKHIR. Oleh Dodik Supaedi
 LAPORAN PROYEK AKHIR. Oleh Dodik Supaedi") RANCANG BANGUN MESIN BUBUT KAYU DUPLIKAT (BAGIAN STATIS) LAPORAN PROYEK AKHIR diajukan sebagai salah satu syarat untuk memperoleh gelar Ahli Madya Program Diploma III Teknik Mesin Jurusan Teknik Mesin
RANCANG BANGUN MESIN BUBUT KAYU DUPLIKAT (BAGIAN STATIS) LAPORAN PROYEK AKHIR diajukan sebagai salah satu syarat untuk memperoleh gelar Ahli Madya Program Diploma III Teknik Mesin Jurusan Teknik Mesin
MODUL 8 ALAT KERJA TANGAN DAN MESI N (MEMAHAT) TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs.
 TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs.") MODUL 8 ALAT KERJA TANGAN DAN MESI N () TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs. SOEBANDONO LEMBAR KERJA SISWA 8 Bentuk-bentuk pahat Dibuat dari baja karbon
MODUL 8 ALAT KERJA TANGAN DAN MESI N () TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs. SOEBANDONO LEMBAR KERJA SISWA 8 Bentuk-bentuk pahat Dibuat dari baja karbon
PERANCANGAN DAN PEMBUATAN MESIN PENGHANCUR PLASTIK JENIS PET (POLY ETHYLENE TEREPHTHALATE) (BAGIAN STATIS)
 (BAGIAN STATIS)") PERANCANGAN DAN PEMBUATAN MESIN PENGHANCUR PLASTIK JENIS PET (POLY ETHYLENE TEREPHTHALATE) (BAGIAN STATIS) LAPORAN PROYEK AKHIR Oleh Abdul Razak 091903101005 PROGRAM STUDI DIPLOMA III TEKNIK JURUSAN TEKNIK
PERANCANGAN DAN PEMBUATAN MESIN PENGHANCUR PLASTIK JENIS PET (POLY ETHYLENE TEREPHTHALATE) (BAGIAN STATIS) LAPORAN PROYEK AKHIR Oleh Abdul Razak 091903101005 PROGRAM STUDI DIPLOMA III TEKNIK JURUSAN TEKNIK
BAB III PROSES PEMBUATAN STEAM JOINT STAND FOR BENDED TR
 BAB III PROSES PEMBUATAN STEAM JOINT STAND FOR BENDED TR Untuk membuat spare parts yang utuh, diperlukan komponen-komponen steam joint stand for bende tr yang mempunyai fungsi yang berbeda yang kemudian
BAB III PROSES PEMBUATAN STEAM JOINT STAND FOR BENDED TR Untuk membuat spare parts yang utuh, diperlukan komponen-komponen steam joint stand for bende tr yang mempunyai fungsi yang berbeda yang kemudian
PERANCANGAN MESIN PENCACAH RUMPUT PAKAN TERNAK PROYEK AKHIR. Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta
 PERANCANGAN MESIN PENCACAH RUMPUT PAKAN TERNAK PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Guna Memperoleh Gelar Ahli Madya Oleh : Muhamad
PERANCANGAN MESIN PENCACAH RUMPUT PAKAN TERNAK PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Guna Memperoleh Gelar Ahli Madya Oleh : Muhamad
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahan-bahanyang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahan-bahanyang
Pembuatan Mesin Pemotong Jenang Dengan Kapasitas 30 kg per Jam
 Pembuatan Mesin Pemotong Jenang Dengan Kapasitas 30 kg per Jam PROYEK AKHIR Disusun untuk memenuhi sebagian persyaratan Mencapai derajat Ahli Madya Disusun Oleh: JONY ELYANTO 2008 55 010 PROGRAM STUDI
Pembuatan Mesin Pemotong Jenang Dengan Kapasitas 30 kg per Jam PROYEK AKHIR Disusun untuk memenuhi sebagian persyaratan Mencapai derajat Ahli Madya Disusun Oleh: JONY ELYANTO 2008 55 010 PROGRAM STUDI
MODUL 9 ALAT KERJA TANGAN DAN MESI N (MENGEBOR DAN MELUASKAN) TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH :
 TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH :") MODUL 9 ALAT KERJA TANGAN DAN MESI N () TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs. SOEBANDONO LEMBAR KERJA SISWA 9 Macam-macam bor Dibuat dari baja karbon tinggi
MODUL 9 ALAT KERJA TANGAN DAN MESI N () TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs. SOEBANDONO LEMBAR KERJA SISWA 9 Macam-macam bor Dibuat dari baja karbon tinggi
FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA
 Semester V DAFTAR ISI No. JST/MES/MES345/00 Revisi : 0 Tgl. : 5 September 0 Hal dari NOMOR DOKUMEN No. JST/MES/MES345/0 No. JST/MES/MES345/0 URAIAN MENYAMBUNG PIPA LURUS DENGAN LAS MIG MENYAMBUNG PIPA
Semester V DAFTAR ISI No. JST/MES/MES345/00 Revisi : 0 Tgl. : 5 September 0 Hal dari NOMOR DOKUMEN No. JST/MES/MES345/0 No. JST/MES/MES345/0 URAIAN MENYAMBUNG PIPA LURUS DENGAN LAS MIG MENYAMBUNG PIPA
PEMBUATAN DUDUKAN ROL PADA MESIN ROL PELAT PENGGERAK ELEKTRIK PROYEK AKHIR
 PEMBUATAN DUDUKAN ROL PADA MESIN ROL PELAT PENGGERAK ELEKTRIK PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Guna Memperoleh Gelar Ahli Madya
PEMBUATAN DUDUKAN ROL PADA MESIN ROL PELAT PENGGERAK ELEKTRIK PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Guna Memperoleh Gelar Ahli Madya
LAPORAN PRAKTIKUM PROSES PRODUKSI
 LAPORAN PRAKTIKUM PROSES PRODUKSI Disusun Oleh: Nama : Yulianus Dodi NIM : 201531014 Fakultas/Jurusan : Teknik Mesin UNIVERSITAS KATOLIK WIDYA KARYA MALANG FAKULTAS TEKNIK JURUSAN TEKNIK MESIN JUNI 2017
LAPORAN PRAKTIKUM PROSES PRODUKSI Disusun Oleh: Nama : Yulianus Dodi NIM : 201531014 Fakultas/Jurusan : Teknik Mesin UNIVERSITAS KATOLIK WIDYA KARYA MALANG FAKULTAS TEKNIK JURUSAN TEKNIK MESIN JUNI 2017
2. KERJA PLAT Tujuan 3.1 Teori Kerja Plat Pemotongan Plat
 2. KERJA PLAT Tujuan 1. Agar mahasiswa mengerti cara membuat pola, memotong, dan melipat benda kerja pelat / logam lembaran. 2. Agar mahasiswa mampu melakukan kerja pembuatan pola, pemotongan dan pelipatan
2. KERJA PLAT Tujuan 1. Agar mahasiswa mengerti cara membuat pola, memotong, dan melipat benda kerja pelat / logam lembaran. 2. Agar mahasiswa mampu melakukan kerja pembuatan pola, pemotongan dan pelipatan
3. Mesin Bor. Gambar 3.1 Mesin bor
 3. Mesin Bor 3.1 Definisi Dan Fungsi Mesin Bor Mesin bor adalah suatu jenis mesin gerakanya memutarkan alat pemotong yang arah pemakanan mata bor hanya pada sumbu mesin tersebut (pengerjaan pelubangan).
3. Mesin Bor 3.1 Definisi Dan Fungsi Mesin Bor Mesin bor adalah suatu jenis mesin gerakanya memutarkan alat pemotong yang arah pemakanan mata bor hanya pada sumbu mesin tersebut (pengerjaan pelubangan).
MESIN BOR. Gambar Chamfer
 MESIN BOR Mesin bor adalah suatu jenis mesin gerakanya memutarkan alat pemotong yang arah pemakanan mata bor hanya pada sumbu mesin tersebut (pengerjaan pelubangan). Sedangkan Pengeboran adalah operasi
MESIN BOR Mesin bor adalah suatu jenis mesin gerakanya memutarkan alat pemotong yang arah pemakanan mata bor hanya pada sumbu mesin tersebut (pengerjaan pelubangan). Sedangkan Pengeboran adalah operasi
PEMBUATAN MESIN BUCKET CONVEYOR PEMINDAH GABAH KE HOPPER MESIN PENGGILING DENGAN KAPASITAS 1300KG/JAM
 PEMBUATAN MESIN BUCKET CONVEYOR PEMINDAH GABAH KE HOPPER MESIN PENGGILING DENGAN KAPASITAS 1300KG/JAM PROYEK AKHIR Disusun Untuk Memenuhi Syarat Kelulusan Program Studi Diploma III Fakultas Teknik Mesin
PEMBUATAN MESIN BUCKET CONVEYOR PEMINDAH GABAH KE HOPPER MESIN PENGGILING DENGAN KAPASITAS 1300KG/JAM PROYEK AKHIR Disusun Untuk Memenuhi Syarat Kelulusan Program Studi Diploma III Fakultas Teknik Mesin
PROGRAM STUDI DIPLOMA III TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS MURIA KUDUS
 Pembuatan Mesin Press Hidrolik Untuk Pembuatan Cetakan Pasir Pada Pengecoran Logam Disusun untuk memenuhi sebagian persyaratan Mencapai Derajat Ahli Madya Disusun Oleh : KHOIRUL WAFIQ 2011-55- 062 PROGRAM
Pembuatan Mesin Press Hidrolik Untuk Pembuatan Cetakan Pasir Pada Pengecoran Logam Disusun untuk memenuhi sebagian persyaratan Mencapai Derajat Ahli Madya Disusun Oleh : KHOIRUL WAFIQ 2011-55- 062 PROGRAM
PROSES PRODUKSI MESIN PEMOTONG KERUPUK RAMBAK KULIT
 PROSES PRODUKSI MESIN PEMOTONG KERUPUK RAMBAK KULIT PROYEK AKHIR Diajukan untuk memenuhi persyaratan guna Memperoleh gelar Ahli Madya (A.Md) Program studi DIII Teknik Mesin Disusun oleh : MOH ICHSAN IZZUDIN
PROSES PRODUKSI MESIN PEMOTONG KERUPUK RAMBAK KULIT PROYEK AKHIR Diajukan untuk memenuhi persyaratan guna Memperoleh gelar Ahli Madya (A.Md) Program studi DIII Teknik Mesin Disusun oleh : MOH ICHSAN IZZUDIN
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahan-bahanyang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahan-bahanyang
SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN
 SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 CERDAS, KREATIF, INTELEK, WIRAUSAHAWAN 1 Pilihlah salah satu jawaban soal berikut
SOAL LATIHAN 2 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 CERDAS, KREATIF, INTELEK, WIRAUSAHAWAN 1 Pilihlah salah satu jawaban soal berikut
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pembuat lubang biopori. Pengerjaan yang dominan
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pembuat lubang biopori. Pengerjaan yang dominan
MODUL 11 ALAT KERJA TANGAN DAN MESI N (ALAT BANTU KERJA LI STRI K) TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH :
 TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH :") MODUL 11 ALAT KERJA TANGAN DAN MESI N (ALAT BANTU KERJA LI STRI K) TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs. SOEBANDONO LEMBAR KERJA SISWA 1 1 Martil (Palu) Martil
MODUL 11 ALAT KERJA TANGAN DAN MESI N (ALAT BANTU KERJA LI STRI K) TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs. SOEBANDONO LEMBAR KERJA SISWA 1 1 Martil (Palu) Martil
BAB III PERANCANGAN SISTEM ATAP LOUVRE OTOMATIS
 BAB III PERANCANGAN SISTEM ATAP LOUVRE OTOMATIS 3.1 Perencanaan Alat Bab ini akan menjelaskan tentang pembuatan model sistem buka-tutup atap louvre otomatis, yaitu mengenai konstruksi atau rangka utama
BAB III PERANCANGAN SISTEM ATAP LOUVRE OTOMATIS 3.1 Perencanaan Alat Bab ini akan menjelaskan tentang pembuatan model sistem buka-tutup atap louvre otomatis, yaitu mengenai konstruksi atau rangka utama
PEMBUATAN MESIN PEMIPIH EMPING MELINJO KAPASITAS 50 KG / JAM
 PEMBUATAN MESIN PEMIPIH EMPING MELINJO KAPASITAS 50 KG / JAM PROYEK AKHIR Disusun untuk memenuhi sebagian persyaratan Mencapai derajat Ahli Madya Disusun Oleh WAWAN SETIAWAN 2008 55 022 PROGRAM STUDI DIPLOMA
PEMBUATAN MESIN PEMIPIH EMPING MELINJO KAPASITAS 50 KG / JAM PROYEK AKHIR Disusun untuk memenuhi sebagian persyaratan Mencapai derajat Ahli Madya Disusun Oleh WAWAN SETIAWAN 2008 55 022 PROGRAM STUDI DIPLOMA
BAB IV PROSES PRODUKSI
 28 BAB IV PROSES PRODUKSI 4.1 Alat dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian utama Dinamometer Arus Eddy adalah : 4.1.1 Alat Alat yang digunakan meliputi : 1. Mesin Bubut 2. Mesin
28 BAB IV PROSES PRODUKSI 4.1 Alat dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian utama Dinamometer Arus Eddy adalah : 4.1.1 Alat Alat yang digunakan meliputi : 1. Mesin Bubut 2. Mesin
PROSES PEMBUATAN PIRINGAN PISAU PADA MESIN PERAJANG SINGKONG
 PROSES PEMBUATAN PIRINGAN PISAU PADA MESIN PERAJANG SINGKONG PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Persyaratan Guna Memperoleh Gelar Ahli Madya D3 Program
PROSES PEMBUATAN PIRINGAN PISAU PADA MESIN PERAJANG SINGKONG PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Persyaratan Guna Memperoleh Gelar Ahli Madya D3 Program
commit to user BAB II DASAR TEORI
 3 BAB II DASAR TEORI 2.1 Kerja Bangku Kerja Bangku adalah teknik dasar yang harus dikuasai oleh seseorang dalam mengerjakan benda kerja. Pekerjaan kerja bangku menekankan pada pembuatan benda kerja dengan
3 BAB II DASAR TEORI 2.1 Kerja Bangku Kerja Bangku adalah teknik dasar yang harus dikuasai oleh seseorang dalam mengerjakan benda kerja. Pekerjaan kerja bangku menekankan pada pembuatan benda kerja dengan