3.7 Proses Pengadaan Alat, Bahan, dan Pembuatan Alat
|
|
|
- Glenna Darmali
- 6 tahun lalu
- Tontonan:
Transkripsi
1 LAMPIRAN II 3.7 Proses Pengadaan Alat, Bahan, dan Pembuatan Alat 1. Tungku Berdasarkan hasil survey dan pengamatan dipasaran, tersedia berbagai macam tungku yang dapat digunakan untuk rangkaian yang akan dibuat, tungku yang dimaksud dalam hal ini adalah kompor gas berbahan bakar LPG. Dengan begitu, untuk komponen tungku tidak perlu dilakukan proses pembuatan, melainkan cukup dengan menggunakan komponen standar yang sudah tersedia dipasaran saja. Dari sekian banyak pilihan yang ada, kompor gas merk rinnai (1 tungku) menjadi pilihan yang dirasa cukup tepat untuk digunakan. Pemilihan tersebut didasarkan pada harga kompor yang relative terjangkau, ukuran kompor yang proporsional dengan desain rangkaian yang telah direncanakan, serta konsumsi bahan bakarnya pun cukup sesuai dengan kebutuhan pemanasan reaktor. Berikut spesifikasi kompor gas LPG yang dipilih: Jenis : R-0375 Dimensi : 300 mm x 350 mm Adapun langkah penyesuain yang dilakukan pada tungku agar dapat digunakan pada rangkaian alat pirolisis, yakni memperpanjang kaki tungku, agar posisi api pada saat pembakaran lebih dekat dengan permukaan bagian bawah reaktor, berikut langkah-langkah penyesuaian yang dilakukan pada Tabel 3.2 dan pada Tabel 3.3: Tabel 3.2 Alat dan Bahan Yang Digunakan Untuk Pembuatan Tungku No Alat Banyaknya 1 Jangka Sorong 1 2 Meteran 1 3 Pisau 1
2 Tabel 3.2 Alat dan Bahan Yang Digunakan Untuk Pembuatan Tungku (lanjutan) No Alat Banyaknya 4 Gergaji Besi 1 5 Pelumas 1 6 Gerinda Tangan 3 No Bahan Banyaknya 1 Kompor rinnai 1 tungku 1 2 Pipa PVC ¾ inch, panjang 15 cm 1 3 Pelumas 1 4 Regulator 1 Tabel 3.3 Proses Penyesuain Tungku No Proses Alat Yang Digunakan 1 Mempersiapkan alat dan bahan yang akan digunakan dalam proses pengerjaan. Tidak Ada 2 Memotong Pipa PVC berdiameter ¾ inch dengan panjang 25 mm Gergaji Besi, Meteran, Gerinda sebanyak 4 buah, ratakan tiap Tangan sisinya. 3 Melepas dan memperkecil diameter kaki tungku dari 20 mm menjadi 18.5 mm, lalu satu persatu kaki tungku dimasukkan kedalam pipa PVC yang sebelumnya telah dipotong. Jangka Sorong, Pisau 4 Pasang kembali kaki tungku pada body tungku. Pelumas
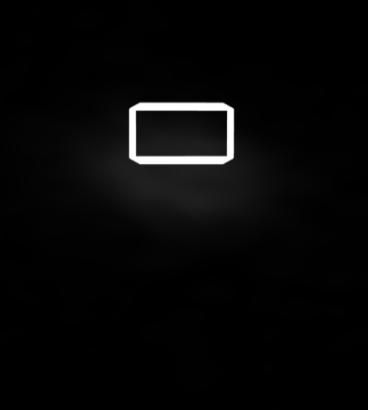
3 2. Reaktor Seperti halnya pembuatan komponen tungku, sebelum pembuatan reaktor juga dilakukan survey dan pengamatan dipasaran, dengan berpatokan pada dimensi reaktor yang telah didapatkan dari perhitungan yakni Diameter 350 mm, dan Tinggi 500 mm dicarilah bahan yang sesuai untuk dibuat menjadi reaktor. Dari hasil pencarian, didapatlah tong/drum bekas bahan kimia sodium hydrosulfite yang memiliki dimensi yang sesuai dengan dimensi yang didapat dari perhitungan. Berikutnya, drum tersebut dimodifikasi/disesuaikan layaknya menjadi sebuah reaktor pembakaran. Adapun langkah-langkah pengerjaan yang dilakukan pada Tabel 3.4 dan pada Tabel 3.5: Tabel 3.4 Alat dan Bahan Yang Digunakan Untuk Pembuatan Reaktor No Alat Banyaknya 1 Sikat 1 2 Nozzle 1 3 Bor Tangan 1 4 Hole Saw 1 5 Kunci Pas 24 mm 2 6 Autoseal 1 No Bahan Banyaknya 1 Drum berdiameter 350 mm, tinggi 500 mm, tebal 2 mm 1 2 Fitting galvanis shock luar ¾ inch 1 3 Fitting galvanis shock dalam ¾ inch 1 4 Autoseal 1
4 Tabel 3.5 Proses Pembuatan Reaktor No Proses Alat Yang Digunakan 1 Mempersiapkan alat dan bahan yang akan digunakan dalam proses pengerjaan Tidak Ada 2 Membersihkan drum dari bahanbahan pengotor yang tertinggal pada permukaannya. Sikat, Air Bertekanan 3 Membuat lubang berdiameter 25 mm pada drum, yang nantinya digunakan sebagai saluran keluarnya gas/uap hasil pembakaran bahan baku. Bor Tangan, Hole Saw 25 mm 4 Memasang dan mengencangkan sambungan galvanis berdiameter ¾ inch pada lubang yang telah dibuat. Kunci Pas, Auto Seal (Sealer) 5 ukan pengecekkan kebocoran pada Air (1)
")



5 (2) (3) (4) Gambar 3.6 Ilustrasi proses pembuatan dan perakitan reaktor
6 3. Pipa Penyalur Proses pembuatan pipa penyalur tidak terlalu rumit, dengan menggunakan bahan dasar pipa galvanis ¾ inch, pipa penyalur dapat dibuat dan dirangkai dengan mudah. Proses pembuatannya hanya memotong, menyambung dengan menggunakan fitting (sambungan) PVC, dan memberikan lem/sealent. pada Tabel 3.6 dan pada Tabel 3.7 : Tabel 3.6 Alat dan Bahan Yang Digunakan Untuk Pembuatan Pipa Penyalur No Alat Banyaknya 1 Meteran 1 2 Gergaji Besi 1 3 Autoseal 1 No Bahan/Material Banyaknya 1 Pipa Galvanis ¾ inch, panjang 6 meter Fitting PVC (elbow 90 0 ) ¾ inch 8 buah Fitting PVC (shock luar) ¾ inch 2 buah 4 Lem/Sealent Tabel 3.7 Proses Pembuatan Pipa Penyalur No Proses Alat Yang Digunakan 1 Mempersiapkan alat dan bahan yang akan digunakan dalam proses pengerjaan Tidak Ada 2 Memotong pipa Galvanis ¾ inch dengan panjang tertentu, dan Gergaji Besi, Meteran, Pipa menyambungnya menggunakan Galvanis ¾ inch, Fitting ¾ inch, fitting yang sesuai dengan layout pipa yang ada pada gambar kerja.
7 Tabel 3.7 Proses Pembuatan Pipa Penyalur (lanjutan) No Proses Alat Yang Digunakan 3 Memberikkan lem/sealent pada tiap sambungan pipa Autoseal 4 Melakukan pengecekkan kebocoran dengan menggunakan air Air 4. Kondensor Sama halnya dengan proses pembuatan pipa penyalur, proses pembuatan kondensor juga merupakan proses yang tidak terlalu rumit. Dengan berbahan dasar pipa PVC, maka kondensor dibuat. Berikut ini langkah pembuatannya pada Tabel 3.8 dan pada Tabel 3.9: Tabel 3.8 Alat dan Bahan Yang Digunakan Untuk Pembuatan Kondensor No Bahan / Material Banyaknya 1 Pipa PVC berdiameter 4 inch, panjang 500 mm, tebal 5 mm 1 2 Fitting PVC shock luar ¾ inch 2 3 Fitting PVC shock dalam ¾ inch 2 4 Fitting PVC 180 o ¾ inch 2 5 Pipa Galvanis berdiameter ¾ inch, panjang 500 mm, tebal 1 mm 1 6 Lem PVC 1 7 Autoseal 1 8 Doff PVC 4 inch 2
8 Tabel 3.9 Proses Pembuatan Kondensor No Proses Alat Yang Digunakan Mempersiapkan alat dan bahan yang akan digunakan dalam proses pengerjaan Membuat 2 buah lubang berdiameter 25 mm pada permukaan pipa PVC 4 inch, lubang diperuntukkan saluran keluar masuknya (sirkulasi) air pendingin pada kondensor. Memasang fitting PVC shock luar pada masing-masing lubang yang telah dibuat, lalu memasang fitting PVC shock dalam pada masingmasing fitting PVC shock luar. Tidak Ada Bor Tangan, Hole Saw 25 mm Kunci Inggris 4 Memberikan lem/sealent pada masing-masing fitting secukupnya. Lem/Autoseal 5 Merangkaikan pipa galvanis dengan fitting PVC ¾ inch. Fitting dipasangkan pada masingmasing ujung pipa. Tidak Ada 6 Memberikan lem/sealent pada masing-masing fitting secukupnya. Lem/Autoseal 7 Membuat lubang berdiameter 35 mm pada masing-masing doff (penutup pvc 4 inch). Bor Tangan, Hole Saw 25 mm

9 Tabel 3.9 Proses Pembuatan Kondensor (lanjutan) No Proses Alat Yang Digunakan 8 9 Memasangkan doff pada pipa PVC 4 inch yang sebelumnya di berikan lem/sealent pada masingmasing ujungnya. Merangkaikan pipa galvanis yang sebelumnya telah dipasang fitting dengan pipa PVC yang telah pasangi doff. Tidak Ada Tidak Ada 10 Memberikan lem/sealent pada setiap celah yang ada pada rangkaian komponen. Lem/Autoseal 11 Melakukan pengecekkan kebocoran terhadap komponen. Air (1)
10 (2) (3) (4) Gambar 3.8 Ilustrasi proses pembuatan dan perakitan kondensor

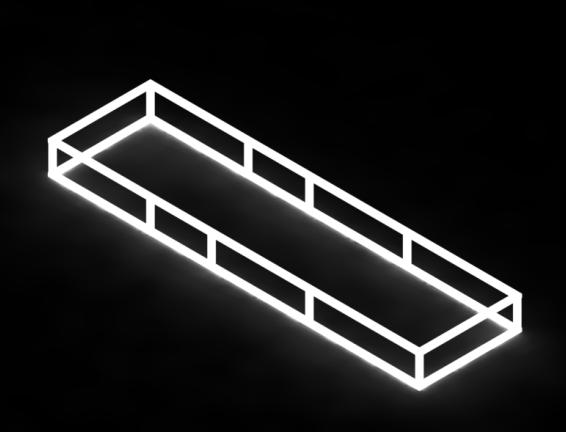
11 (5) Gambar 3.8 Ilustrasi proses pembuatan dan perakitan kondensor (lanjutan) 5. Rangka Penopang Pembuatan komponen ini mengandalkan proses penyambungan logam lebih tepatnya yakni proses pengelasan. Berikut langkah pengerjaannya pada Tabel 3.10 dan pada Tabel 3.11: Tabel 3.10 Alat dan Bahan Yang Digunakan Untuk Pembuatan Rangka Penopang No Alat Banyaknya 1 Meteran 1 2 Kapur 1 3 Penggaris Palu 1 5 Mesin Las SMAW 1 6 Gerinda Tangan 1 No Bahan Banyaknya 1 Pipa persegi galvanis 20 x 20 mm, panjang 6 meter 2 2 Isamu (dempul logam) 1 L 1 3 Eletroda 2.5 mm 10
12 Tabel 3.11 Proses Pembuatan Rangka Penopang No Proses Alat Yang Digunakan 1 Mempersiapkan alat dan bahan yang akan digunakan Tidak ada 2 Memotong pipa persegi dengan panjang yang sesuai berdasarkan gambar kerja Cutting Wheel, Meteran, Kapur 3 Membuat sudut pada tiap sisi potongan pipa. Hal ini dilakukan karna proses penyambungan yang dilakukan direncanakan menggunakan edge joint. Lalu meratakan tiap sisi dari potongan pipa. Cutting Wheel, Gerinda 4 Melakukan penyambungan tiap Mesin Las SMAW, Elektroda, potongan pipa hingga membentuk Penggaris Siku 90 0, Meteran, pola yang sesuai dengan gambar Kapur, Palu kerja. 5 Memberikan isamu (bahan pelapis Isamu, Plat tipis, Ampelas, logam) pada tiap sambungan las Gerinda Tangan dan meratakannya. 6 Melakukan pengecekkan secara visual Tidak Ada


13


14 Gambar 3.9 Ilustrasi proses pembuatan dan perakitan rangka penopang Selain ke-5 komponen utama yang telah disebutkan, ada pula komponenkomponen penunjang pada rangkaian alat pirolisis ini, antara lain: 6. Penampungan Air Pendingin Penampungan air pendingin berfungsi sebagai tempat penampungan air pendingin yang disirkulasikan dalam kondensor oleh pompa, berikut proses pembuatan dari penampungan tersebut pada Tabel 3.12 dan pada Tabel 3.13: Tabel 3.12 Alat dan Bahan Yang Digunakan Untuk Pembuatan Penampungan Air No Alat Banyaknya 1 Meteran 1 2 Tang 1
15 Tabel 3.12 Alat dan Bahan Yang Digunakan Untuk Pembuatan Penampungan Air (lanjutan) No Alat Banyaknya 3 Las SMAW 1 4 Palu 1 5 Gerinda Tangan 1 No Bahan Banyaknya 1 Drum/Tong 1 2 Fitting PVC (shock luar) ¾ inch 1 3 Lem/Sealent 1 Tabel 3.13 Proses Pembuatan Penampungan Air No Proses Alat Yang Digunakan 1 Mempersiapkan alat dan bahan yang akan digunakan Tidak ada 2 Memotong drum/tong dari panjang 500 mm, menjadi 350 mm 3 Meratakan bagian drum/tong yang telah dipotong Gerinda Tangan 4 Melipat bagian drum/tong yang telah dipotong Tang, Palu


16 Tabel 3.13 Proses Pembuatan Penampungan Air (lanjutan) No Proses Alat Yang Digunakan 5 Melakukan kebocoran pengecekkan Air Gambar 3.10 Ilustrasi proses pembuatan penampungan air pendingin 7. Pompa Sentrifugal Pompa Sentrifugal merupakan komponen tambahan yang digunakan pada rangkaian alat guna menunjang kerja dari yang dilakukan oleh kondensor. Karena merupakan komponen standar maka pompa sentrifugal tidak dibuat, melainkan didapatkan dari hasil survey di pasaran. Setelah melakukan beberapa survey maka dipilihlah pompa sentrifugal yang sesuai dengan kebutuhan alat, berikut ini spesifikasi pompa sentrifugal yang akan digunakan : Merk : EFOS Jenis : Peripheral Pump DB-125B Daya : 125 W Voltase : 220 V / 50 Hz Debit : 30 L / min Daya Angkat : 9 m

 Kapasitas : 5")
17 Max Head Dimensi : 33 m : 23.3 x 12.5 x 16 cm Gambar 3.11 Pompa sentrifugal EFOS pheriperal pump DB-125B 8. Penampungan Minyak (kondensat) Penampungan minyak kondensat menggunakan toples yang ada dipasaran, berikut ini spesifikasinya: Bahan/Material : Polyprophilene (bening) Kapasitas : 5 Liter Dimensi : 250 x 250 x 350 Ketebalan : 2 mm Gambar 3.12 Penampungan Minyak (Kondensat)
 (b)")






")
18 LAMPIRAN III (a) (b) Gambar Perubahan Desain Reaktor, (a) Desain Reaktor Awal, (b) Desain Reaktor Akhir Gambar Perubahan Desain Kondensor (bagian atas shell kondensor dibuat terbuka)
19 LAMPIRAN IV Tabel 1. Data Hasil Pengujian Ke-1 Interval Waktu Temp Reaktor Temp Temp Uap Temp Air Keluar Keluar Reaktor Keluar Kondensor 12:35: :36: :37: :38: :39: :40: :41: :42: :43: :44: :45: :46: :47: :48: :49: :50: :51: :52: :53: :54: :55: :56: :57: :58: :59: :00: :01: :02: :03: Uap
20 13:04: :05: :06: :07: :08: :09: :10: :11: :12: :13: :14: :15: :16: :17: :18: :19: :20: :21: :22: :23: :24: :25: :26: :27: :28: :29: :30: :31: :32: :33: :34: :35: :36: :37: :38: :39:
21 13:40: :41: :42: :43: :44: :45: :46: :47: :48: :49: :50: :51: :52: :53: :54: :55: :56: :57: :58: :59: :00: :01: :02: :03: :04: :05: :06: :07: :08: :09: :10: :11: :12: :13: :14: :15:
22 14:16: :17: :18: :19: :20: :21: :22: :23: :24: :25: :26: :27: :28: :29: :30: :31: :32: :33: :34: :35: :36: :37: :38: :39: :40: :41: :42: :43: :44: :45: :46: :47: :48: :49: :50: :51:
23 14:52: :53: :54: :55: :56: :57: :58: :59: :00: :01: :02: :03: :04: :05: :06: :07: :08: :09: :10: :11: :12: :13: :14: :15: :16: :17: :18: :19: :20: :21: :22: :23: :24: :25: :26: :27:
24 15:28: :29: :30: :31: :32: :33: :34: :35:
25 Tabel 2. Data Hasil Pengujian Ke-2 Interval Waktu Temp Reaktor Temp Temp Uap Temp Air Keluar Keluar Reaktor Keluar Kondensor 12:35: :36: :37: :38: :39: :40: :41: :42: :43: :44: :45: :46: :47: :48: :49: :50: :51: :52: :53: :54: :55: :56: :57: :58: :59: :00: :01: :02: :03: :04: :05: Uap
26 13:06: :07: :08: :09: :10: :11: :12: :13: :14: :15: :16: :17: :18: :19: :20: :21: :22: :23: :24: :25: :26: :27: :28: :29: :30: :31: :32: :33: :34: :35: :36: :37: :38: :39: :40: :41:
27 13:42: :43: :44: :45: :46: :47: :48: :49: :50: :51: :52: :53: :54: :55: :56: :57: :58: :59: :00: :01: :02: :03: :04: :05: :06: :07: :08: :09: :10: :11: :12: :13: :14: :15: :16: :17:
28 14:18: :19: :20: :21: :22: :23: :24: :25: :26: :27: :28: :29: :30: :31: :32: :33: :34: :35: :36: :37: :38: :39: :40: :41: :42: :43: :44: :45: :46: :47: :48: :49: :50: :51: :52: :53:
29 14:54: :55: :56: :57: :58: :59: :00: :01: :02: :03: :04: :05: :06: :07: :08: :09: :10: :11: :12: :13: :14: :15: :16: :17: :18: :19: :20: :21: :22: :23: :24: :25: :26: :27: :28: :29:
30 15:30: :31: :32: :33: :34: :35:
31 Tabel 3. Data Hasil Pengujian Ke-3 Interval Waktu Temp Reaktor Temp Temp Uap Temp Air Keluar Keluar Reaktor Keluar Kondensor 14:11: :12: :13: :14: :15: :16: :17: :18: :19: :20: :21: :22: :23: :24: :25: :26: :27: :28: :29: :30: :31: :32: :33: :34: :35: :36: :37: :38: :39: :40: :41: Uap
32 14:42: :43: :44: :45: :46: :47: :48: :49: :50: :51: :52: :53: :54: :55: :56: :57: :58: :59: :00: :01: :02: :03: :04: :05: :06: :07: :08: :09: :10: :11: :12: :13: :14: :15: :16: :17:
33 15:18: :19: :20: :21: :22: :23: :24: :25: :26: :27: :28: :29: :30: :31: :32: :33: :34: :35: :36: :37: :38: :39: :40: :41: :42: :43: :44: :45: :46: :47: :48: :49: :50: :51: :52: :53:
34 15:54: :55: :56: :57: :58: :59: :00: :01: :02: :03: :04: :05: :06: :07: :08: :09: :10: :11: :12: :13: :14: :15: :16: :17: :18: :19: :20: :21: :22: :23: :24: :25: :26: :27: :28: :29:
35 16:30: :31: :32: :33: :34: :35: :36: :37: :38: :39: :40: :41: :42: :43: :44: :45: :46: :47: :48: :49: :50: :51: :52: :53: :54: :55: :56: :57: :58: :59: :00: :01: :02: :03: :04: :05:
36 17:06: :07: :08: :09: :10: :11:
37 Tabel 4. Data Hasil Pengujian Ke-4 Interval Waktu Temp Reaktor Temp Temp Uap Temp Air Keluar Keluar Reaktor Keluar Kondensor 12:33: :34: :35: :36: :37: :38: :39: :40: :41: :42: :43: :44: :45: :46: :47: :48: :49: :50: :51: :52: :53: :54: :55: :56: :57: :58: :59: :00: :01: :02: :03: Uap
38 13:04: :05: :06: :07: :08: :09: :10: :11: :12: :13: :14: :15: :16: :17: :18: :19: :20: :21: :22: :23: :24: :25: :26: :27: :28: :29: :30: :31: :32: :33: :34: :35: :36: :37: :38: :39:
39 13:40: :41: :42: :43: :44: :45: :46: :47: :48: :49: :50: :51: :52: :53: :54: :55: :56: :57: :58: :59: :00: :01: :02: :03: :04: :05: :06: :07: :08: :09: :10: :11: :12: :13: :14: :15:
40 14:16: :17: :18: :19: :20: :21: :22: :23: :24: :25: :26: :27: :28: :29: :30: :31: :32: :33: :34: :35: :36: :37: :38: :39: :40: :41: :42: :43: :44: :45: :46: :47: :48: :49: :50: :51:
41 14:52: :53: :54: :55: :56: :57: :58: :59: :00: :01: :02: :03: :04: :05: :06: :07: :08: :09: :10: :11: :12: :13: :14: :15: :16: :17: :18: :19: :20: :21: :22: :23: :24: :25: :26: :27:
42 15:28: :29: :30: :31: :32: :33:
BAB IV PEMBUATAN SISTEM PERPIPAAN UNTUK PENYIRAMAN TANAMAN BUNGA KEBUN VERTIKAL
 BAB IV PEMBUATAN SISTEM PERPIPAAN UNTUK PENYIRAMAN TANAMAN BUNGA KEBUN VERTIKAL Bab ini berisikan tentang proses pembuatan sistem perpipaan untuk penyiraman bunga kebun vertikal berdasarkan hasil perancangan
BAB IV PEMBUATAN SISTEM PERPIPAAN UNTUK PENYIRAMAN TANAMAN BUNGA KEBUN VERTIKAL Bab ini berisikan tentang proses pembuatan sistem perpipaan untuk penyiraman bunga kebun vertikal berdasarkan hasil perancangan
BAB IV PROSES PEMBUATAN
 30 BAB IV PROSES PEMBUATAN 4.1 Proses Pembuatan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pembuat stik dan keripik. Pengerjaan yang dominan dalam
30 BAB IV PROSES PEMBUATAN 4.1 Proses Pembuatan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pembuat stik dan keripik. Pengerjaan yang dominan dalam
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pembuat lubang biopori. Pengerjaan yang dominan
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pembuat lubang biopori. Pengerjaan yang dominan
BAB III METOLOGI PENELITIAN
 BAB III METOLOGI PENELITIAN 3.1 Waktu dan Tempat Metode yang digunakan adalah untuk mendekatkan permasalahan yang diteliti sehingga menjelaskan dan membahas permasalahan secara tepat. Skripsi ini menggunakan
BAB III METOLOGI PENELITIAN 3.1 Waktu dan Tempat Metode yang digunakan adalah untuk mendekatkan permasalahan yang diteliti sehingga menjelaskan dan membahas permasalahan secara tepat. Skripsi ini menggunakan
Laporan Tugas Akhir Pembuatan Alat Pirolisis Limbah Plastik LDPE untuk Menghasilkan Bahan Bakar Cair dengan Kapasitas 3 Kg/Batch BAB III METODOLOGI
 digilib.uns.ac.id 8 BAB III METODOLOGI A. ALAT DAN BAHAN 1. Alat yang digunakan : a. Las listrik f. Palu b. Bor besi g. Obeng c. Kunci pas/ring h. Rol pipa d. Tang i. Gergaji besi e. Kunci L j. Alat pemotong
digilib.uns.ac.id 8 BAB III METODOLOGI A. ALAT DAN BAHAN 1. Alat yang digunakan : a. Las listrik f. Palu b. Bor besi g. Obeng c. Kunci pas/ring h. Rol pipa d. Tang i. Gergaji besi e. Kunci L j. Alat pemotong
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Alat dan Bahan A. Alat 1. Las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Bor duduk 8. Alat ukur (Jangka sorong, mistar)
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Alat dan Bahan A. Alat 1. Las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Bor duduk 8. Alat ukur (Jangka sorong, mistar)
BAB III METODOLOGI Diagram Alir Tugas Akhir. Diagram alir Tugas Akhir Rancang Bangun Tungku Pengecoran Alumunium. Skala Laboratorium.
 BAB III METODOLOGI 3.1. Diagram Alir Tugas Akhir Diagram alir Tugas Akhir Rancang Bangun Tungku Pengecoran Alumunium Skala Laboratorium. Gambar 3.1. Diagram Alir Tugas Akhir 3.2. Alat dan Dalam rancang
BAB III METODOLOGI 3.1. Diagram Alir Tugas Akhir Diagram alir Tugas Akhir Rancang Bangun Tungku Pengecoran Alumunium Skala Laboratorium. Gambar 3.1. Diagram Alir Tugas Akhir 3.2. Alat dan Dalam rancang
BAB IV PROSES PRODUKSI DAN PENGUJIAN
 BAB IV PROSES PRODUKSI DAN PENGUJIAN 4.1 Proses Pembuatan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pemotong umbi. Pengerjaan yang dominan dalam
BAB IV PROSES PRODUKSI DAN PENGUJIAN 4.1 Proses Pembuatan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pemotong umbi. Pengerjaan yang dominan dalam
BAB III METODE PROYEK AKHIR. Motor dengan alamat jalan raya Candimas Natar. Waktu terselesainya pembuatan mesin
 BAB III METODE PROYEK AKHIR A. Waktu dan Tempat Tempat pembuatan dan perakitan mesin pemotong kerupuk ini di lakukan di Bengkel Kurnia Motor dengan alamat jalan raya Candimas Natar. Waktu terselesainya
BAB III METODE PROYEK AKHIR A. Waktu dan Tempat Tempat pembuatan dan perakitan mesin pemotong kerupuk ini di lakukan di Bengkel Kurnia Motor dengan alamat jalan raya Candimas Natar. Waktu terselesainya
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN 3.1 Metode Penelitian 3.1.1 Diagram Alir Penelitian Mulai Studi Literatur Penyediaan Alat dan bahan Perancangan Chasis Pembuatan Chasis Pengujian Chasis Analisa dan Pembahasan
BAB III METODE PENELITIAN 3.1 Metode Penelitian 3.1.1 Diagram Alir Penelitian Mulai Studi Literatur Penyediaan Alat dan bahan Perancangan Chasis Pembuatan Chasis Pengujian Chasis Analisa dan Pembahasan
BAB II PENDEKATAN PEMECAHAN MASALAH. harus mempunyai sebuah perencanaan yang matang. Perencanaan tersebut
 BAB II PENDEKATAN PEMECAHAN MASALAH Proses pembuatan rangka pada mesin pemipih dan pemotong adonan mie harus mempunyai sebuah perencanaan yang matang. Perencanaan tersebut meliputi gambar kerja, bahan,
BAB II PENDEKATAN PEMECAHAN MASALAH Proses pembuatan rangka pada mesin pemipih dan pemotong adonan mie harus mempunyai sebuah perencanaan yang matang. Perencanaan tersebut meliputi gambar kerja, bahan,
BAB IV PROSES PEMBUATAN MESIN
 BAB IV PROSES PEMBUATAN MESIN 4.1 Proses Produksi Produksi adalah suatu proses memperbanyak jumlah produk melalui tahapantahapan dari bahan baku untuk diubah dengan cara diproses melalui prosedur kerja
BAB IV PROSES PEMBUATAN MESIN 4.1 Proses Produksi Produksi adalah suatu proses memperbanyak jumlah produk melalui tahapantahapan dari bahan baku untuk diubah dengan cara diproses melalui prosedur kerja
BAB III METODOLOGI PENELITIAN. pirolisator merupakan sarana pengolah limbah plastik menjadi
 BAB III METODOLOGI PENELITIAN 3.1 Perencanaan Alat Alat pirolisator merupakan sarana pengolah limbah plastik menjadi bahan bakar minyak sebagai pengganti minyak bumi. Pada dasarnya sebelum melakukan penelitian
BAB III METODOLOGI PENELITIAN 3.1 Perencanaan Alat Alat pirolisator merupakan sarana pengolah limbah plastik menjadi bahan bakar minyak sebagai pengganti minyak bumi. Pada dasarnya sebelum melakukan penelitian
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Alat dan Bahan A. Alat dan bahan 1. Mesin las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Alat ukur (jangka sorong, mistar)
BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Alat dan Bahan A. Alat dan bahan 1. Mesin las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Alat ukur (jangka sorong, mistar)
BAB III METODOLOGI PENELITIAN
 19 BAB III METODOLOGI PENELITIAN 3.1 PENDAHULUAN Pada bab ini akan menjelaskan metode yang akan digunakan dalam Modifikasi, baik teknik dan tahap tahap yang dilakukan untuk memodifikasi. Pada bab ini juga
19 BAB III METODOLOGI PENELITIAN 3.1 PENDAHULUAN Pada bab ini akan menjelaskan metode yang akan digunakan dalam Modifikasi, baik teknik dan tahap tahap yang dilakukan untuk memodifikasi. Pada bab ini juga
III. METODELOGI PENELITIAN. Penelitian dilaksanakan pada Mei hingga Juli 2012, dan Maret 2013 di
 22 III. METODELOGI PENELITIAN 3.1. Waktu dan Tempat Pelaksanaan Penelitian dilaksanakan pada Mei hingga Juli 2012, dan 20 22 Maret 2013 di Laboratorium dan Perbengkelan Teknik Pertanian, Fakultas Pertanian,
22 III. METODELOGI PENELITIAN 3.1. Waktu dan Tempat Pelaksanaan Penelitian dilaksanakan pada Mei hingga Juli 2012, dan 20 22 Maret 2013 di Laboratorium dan Perbengkelan Teknik Pertanian, Fakultas Pertanian,
BAB IV PROSES PRODUKSI DAN PENGUJIAN
 digilib.uns.ac.id BAB IV PROSES PRODUKSI DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan merupakan salah satu tahap untuk membuat komponenkomponen pada Troli Bermesin. Komponen-komponen yang akan
digilib.uns.ac.id BAB IV PROSES PRODUKSI DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan merupakan salah satu tahap untuk membuat komponenkomponen pada Troli Bermesin. Komponen-komponen yang akan
PEMBUATAN DAN PENGUJIAN ALAT PENGIKAT PARTIKEL - PARTIKEL LOGAM YANG TERKANDUNG DALAM PELUMAS AKIBAT GESEKAN PADA MESIN
 1 PEMBUATAN DAN PENGUJIAN ALAT PENGIKAT PARTIKEL - PARTIKEL LOGAM YANG TERKANDUNG DALAM PELUMAS AKIBAT GESEKAN PADA MESIN Dani Nurdarojat (2010013005) Program Studi Teknik Mesin, Fakultas Teknik, Universitas
1 PEMBUATAN DAN PENGUJIAN ALAT PENGIKAT PARTIKEL - PARTIKEL LOGAM YANG TERKANDUNG DALAM PELUMAS AKIBAT GESEKAN PADA MESIN Dani Nurdarojat (2010013005) Program Studi Teknik Mesin, Fakultas Teknik, Universitas
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN Dalam melaksanakan pengujian ini penulis menggunakan metode pengujian dan prosedur pengujian. Sehingga langkah-langkah serta tujuan dari pengujian yang dilakukan dapat sesuai
BAB III METODOLOGI PENELITIAN Dalam melaksanakan pengujian ini penulis menggunakan metode pengujian dan prosedur pengujian. Sehingga langkah-langkah serta tujuan dari pengujian yang dilakukan dapat sesuai
BAB III METODOLOGI Diagram Alir Tugas Akhir. Diagram alir Tugas Akhir Rancang Bangun Tungku Peleburan Alumunium. Skala Laboratorium.
 BAB III METODOLOGI 3.1. Diagram Alir Tugas Akhir Diagram alir Tugas Akhir Rancang Bangun Tungku Peleburan Alumunium Skala Laboratorium. Gambar 3.1. Diagram Alir Tugas Akhir 27 3.2. Alat dan Dalam rancang
BAB III METODOLOGI 3.1. Diagram Alir Tugas Akhir Diagram alir Tugas Akhir Rancang Bangun Tungku Peleburan Alumunium Skala Laboratorium. Gambar 3.1. Diagram Alir Tugas Akhir 27 3.2. Alat dan Dalam rancang
BAB III PERENCANAAN DAN GAMBAR
 BAB III PERENCANAAN DAN GAMBAR 3.1 Diagram Alir Proses Perancangan Proses perancangan mesin peniris minyak pada kacang seperti terlihat pada gambar 3.1 berikut ini: Mulai Studi Literatur Gambar Sketsa
BAB III PERENCANAAN DAN GAMBAR 3.1 Diagram Alir Proses Perancangan Proses perancangan mesin peniris minyak pada kacang seperti terlihat pada gambar 3.1 berikut ini: Mulai Studi Literatur Gambar Sketsa
Laporan Tugas Akhir BAB IV MODIFIKASI
 BAB IV MODIFIKASI 4.1. Rancangan Mesin Sebelumnya Untuk melakukan modifikasi, terlebih dahulu dibutuhkan data-data dari perancangan sebelumnya. Data-data yang didapatkan dari perancangan sebelumnya adalah
BAB IV MODIFIKASI 4.1. Rancangan Mesin Sebelumnya Untuk melakukan modifikasi, terlebih dahulu dibutuhkan data-data dari perancangan sebelumnya. Data-data yang didapatkan dari perancangan sebelumnya adalah
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat dan bahan Peralatan yang digunakan untuk membuat alat troli bermesin antara lain: 1. Mesin las 2. Mesin bubut 3. Mesin bor 4. Mesin gerinda 5. Pemotong plat
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat dan bahan Peralatan yang digunakan untuk membuat alat troli bermesin antara lain: 1. Mesin las 2. Mesin bubut 3. Mesin bor 4. Mesin gerinda 5. Pemotong plat
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Alat dan Bahan A. Alat 1. Las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Bor duduk 8. Alat ukur (Jangka sorong, mistar)
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Alat dan Bahan A. Alat 1. Las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Bor duduk 8. Alat ukur (Jangka sorong, mistar)
c = b - 2x = ,75 = 7,5 mm A = luas penampang v-belt A = b c t = 82 mm 2 = 0, m 2
 c = b - 2x = 13 2. 2,75 = 7,5 mm A = luas penampang v-belt A = b c t = mm mm = 82 mm 2 = 0,000082 m 2 g) Massa sabuk per meter. Massa belt per meter dihitung dengan rumus. M = area panjang density = 0,000082
c = b - 2x = 13 2. 2,75 = 7,5 mm A = luas penampang v-belt A = b c t = mm mm = 82 mm 2 = 0,000082 m 2 g) Massa sabuk per meter. Massa belt per meter dihitung dengan rumus. M = area panjang density = 0,000082
BAB IV HASIL & PEMBAHASAN. 4.1 Hasil Perancangan Komponen Utama & Komponen Pendukung Pada
 BAB IV HASIL & PEMBAHASAN 4.1 Hasil Perancangan Komponen Utama & Komponen Pendukung Pada Rangka Gokart Kendaraan Gokart terdiri atas beberapa komponen pembentuk baik komponen utama maupun komponen tambahan.
BAB IV HASIL & PEMBAHASAN 4.1 Hasil Perancangan Komponen Utama & Komponen Pendukung Pada Rangka Gokart Kendaraan Gokart terdiri atas beberapa komponen pembentuk baik komponen utama maupun komponen tambahan.
BAB I PENDAHULUAN. ini mengalami kemajuan yang semakin pesat. Perkembangan tersebut
 BAB I PENDAHULUAN 1.1 Latar Belakang Perkembangan ilmu dan teknologi khususnya di dunia industri saat ini mengalami kemajuan yang semakin pesat. Perkembangan tersebut menyangkut juga di bidang pengelasan.
BAB I PENDAHULUAN 1.1 Latar Belakang Perkembangan ilmu dan teknologi khususnya di dunia industri saat ini mengalami kemajuan yang semakin pesat. Perkembangan tersebut menyangkut juga di bidang pengelasan.
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN 3.1. Tempat penelitian Penelitian dilakukan di Laboratorium Fenomena Dasar Mesin (FDM) Jurusan Teknik Mesin Fakultas Teknik Universitas Muhammadiyah Yogyakarta. 3.2.Alat penelitian
BAB III METODOLOGI PENELITIAN 3.1. Tempat penelitian Penelitian dilakukan di Laboratorium Fenomena Dasar Mesin (FDM) Jurusan Teknik Mesin Fakultas Teknik Universitas Muhammadiyah Yogyakarta. 3.2.Alat penelitian
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 K3 (Kesehatan dan Keselamatan Kerja) Dalam proses pembuatan mesin pengupas kulit kentang perlu memperhatikan masalah kesehatan dan keselamatan kerja (K3). Adapun maksud
BAB IV HASIL DAN PEMBAHASAN 4.1 K3 (Kesehatan dan Keselamatan Kerja) Dalam proses pembuatan mesin pengupas kulit kentang perlu memperhatikan masalah kesehatan dan keselamatan kerja (K3). Adapun maksud
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN 3.1 Bahan Pirolisis Bahan yang di gunakan dalam pirolisis ini adalah kantong plastik es bening yang masuk dalam kategori LDPE (Low Density Polyethylene). Polietilena (PE)
BAB III METODOLOGI PENELITIAN 3.1 Bahan Pirolisis Bahan yang di gunakan dalam pirolisis ini adalah kantong plastik es bening yang masuk dalam kategori LDPE (Low Density Polyethylene). Polietilena (PE)
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahan-bahanyang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahan-bahanyang
BAB 3 LANDASAN TEORI DAN PENGOLAHAN DATA
 BAB 3 LANDASAN TEORI DAN PENGOLAHAN DATA Gambar 3.1 Mesin Sentris (Sumber: Dokumentasi PT. Sinar Rejeki Mesindo) 3.1 Pengertian Mesin Pengering Sentris Mesin pengering sentris (Mesin Sentris) adalah mesin
BAB 3 LANDASAN TEORI DAN PENGOLAHAN DATA Gambar 3.1 Mesin Sentris (Sumber: Dokumentasi PT. Sinar Rejeki Mesindo) 3.1 Pengertian Mesin Pengering Sentris Mesin pengering sentris (Mesin Sentris) adalah mesin
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahan-bahanyang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahan-bahanyang
BAB IV PROSES PEMBUATAN
 BAB IV PROSES PEMBUATAN 4.1. Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pengayak pasir. Komponen-komponen yang akan dibuat adalah komponen yang tidak
BAB IV PROSES PEMBUATAN 4.1. Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pengayak pasir. Komponen-komponen yang akan dibuat adalah komponen yang tidak
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat Dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian rangka, pengaduk adonan bakso dan pengunci pengaduk adonan bakso adalah : 4.1.1 Alat Alat yang
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat Dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian rangka, pengaduk adonan bakso dan pengunci pengaduk adonan bakso adalah : 4.1.1 Alat Alat yang
PERAKITAN ALAT PENGAYAK PASIR SEMI OTOMATIK
 PERAKITAN ALAT PENGAYAK PASIR SEMI OTOMATIK Nama : Hery Hermawanto NPM : 23411367 Jurusan : Teknik Mesin Fakultas : Teknologi Industri Pembimbing : Dr. Ridwan, ST., MT Latar Belakang Begitu banyak dan
PERAKITAN ALAT PENGAYAK PASIR SEMI OTOMATIK Nama : Hery Hermawanto NPM : 23411367 Jurusan : Teknik Mesin Fakultas : Teknologi Industri Pembimbing : Dr. Ridwan, ST., MT Latar Belakang Begitu banyak dan
III. METODE PEMBUATAN. Tempat pembuatan mesin pengaduk adonan kerupuk ini di bengkel las dan bubut
 16 III. METODE PEMBUATAN A. Waktu dan Tempat Tempat pembuatan mesin pengaduk adonan kerupuk ini di bengkel las dan bubut Amanah, jalan raya candimas Natar, Lampung Selatan. Pembuatan mesin pengaduk adonan
16 III. METODE PEMBUATAN A. Waktu dan Tempat Tempat pembuatan mesin pengaduk adonan kerupuk ini di bengkel las dan bubut Amanah, jalan raya candimas Natar, Lampung Selatan. Pembuatan mesin pengaduk adonan
BAB IV HASIL PEMBUATAN DAN PEMBAHASAN. Sebelum melakukan proses pembuatan rangka pada incinerator terlebih
 BAB IV HASIL PEMBUATAN DAN PEMBAHASAN 4.1 Visualisasi Proses Pembuatan Sebelum melakukan proses pembuatan rangka pada incinerator terlebih dahulu harus mengetahui masalah Kesehatan dan Keselamatan Kerja
BAB IV HASIL PEMBUATAN DAN PEMBAHASAN 4.1 Visualisasi Proses Pembuatan Sebelum melakukan proses pembuatan rangka pada incinerator terlebih dahulu harus mengetahui masalah Kesehatan dan Keselamatan Kerja
BAB III METODOLOGI Diagram Alur Produksi Mesin. Gambar 3.1 Alur Kerja Produksi Mesin
 BAB III METODOLOGI 3.1. Diagram Alur Produksi Mesin Gambar 3.1 Alur Kerja Produksi Mesin 3.2. Cara Kerja Mesin Prinsip kerja mesin pencetak bakso secara umum yaitu terletak pada screw penekan adonan dan
BAB III METODOLOGI 3.1. Diagram Alur Produksi Mesin Gambar 3.1 Alur Kerja Produksi Mesin 3.2. Cara Kerja Mesin Prinsip kerja mesin pencetak bakso secara umum yaitu terletak pada screw penekan adonan dan
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat Dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian rangka, pengaduk adonan bakso dan pengunci pengaduk adonan bakso adalah : 4.1.1 Alat Alat yang
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat Dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian rangka, pengaduk adonan bakso dan pengunci pengaduk adonan bakso adalah : 4.1.1 Alat Alat yang
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan proses pembuatan adalah proses untuk mencapai suatu hasil. Proses pembuatan sand filter rotary machine dikerjakan dalam beberapa tahap, mulai
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan proses pembuatan adalah proses untuk mencapai suatu hasil. Proses pembuatan sand filter rotary machine dikerjakan dalam beberapa tahap, mulai
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN 3.1. Lokasi dan Waktu Penelitian Lokasi penelitian dilakukan di sebelah halaman sebelah timur Laboratorium Bahan Jurusan Teknik Sipil Fakultas Teknik Universitas Sebelas Maret
BAB III METODOLOGI PENELITIAN 3.1. Lokasi dan Waktu Penelitian Lokasi penelitian dilakukan di sebelah halaman sebelah timur Laboratorium Bahan Jurusan Teknik Sipil Fakultas Teknik Universitas Sebelas Maret
III. METODOLOGI PENELITIAN. Pembuatan alat penelitian ini dilakukan di Bengkel Berkah Jaya, Sidomulyo,
 31 III. METODOLOGI PENELITIAN A. Tempat Pembuatan Dan Pengujian Pembuatan alat penelitian ini dilakukan di Bengkel Berkah Jaya, Sidomulyo, Lampung Selatan. Kemudian perakitan dan pengujian dilakukan Lab.
31 III. METODOLOGI PENELITIAN A. Tempat Pembuatan Dan Pengujian Pembuatan alat penelitian ini dilakukan di Bengkel Berkah Jaya, Sidomulyo, Lampung Selatan. Kemudian perakitan dan pengujian dilakukan Lab.
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pengayak pasir. Komponen komponen yang akan dibuat adalah komponen
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pengayak pasir. Komponen komponen yang akan dibuat adalah komponen
BAB IV PROSES PRODUKSI
 BAB IV PROSES PRODUKSI 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pemotong kerupuk rambak kulit. Pengerjaan paling dominan dalam pembuatan komponen
BAB IV PROSES PRODUKSI 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pemotong kerupuk rambak kulit. Pengerjaan paling dominan dalam pembuatan komponen
III. METODE PROYEK AKHIR. dari tanggal 06 Juni sampai tanggal 12 Juni 2013, dengan demikian terhitung. waktu pengerjaan berlangsung selama 1 minggu.
 24 III. METODE PROYEK AKHIR 3.1. Waktu dan Tempat Proses pembuatan Proyek Akhir ini dilakukan di Bengkel Bubut Jl. Lintas Timur Way Jepara Lampung Timur. Waktu pengerjaan alat pemotong kentang spiral ini
24 III. METODE PROYEK AKHIR 3.1. Waktu dan Tempat Proses pembuatan Proyek Akhir ini dilakukan di Bengkel Bubut Jl. Lintas Timur Way Jepara Lampung Timur. Waktu pengerjaan alat pemotong kentang spiral ini
Ditinjau dari macam pekerjan yang dilakukan, dapat disebut antara lain: 1. Memotong
 Pengertian bengkel Ialah tempat (bangunan atau ruangan) untuk perawatan / pemeliharaan, perbaikan, modifikasi alt dan mesin, tempat pembuatan bagian mesin dan perakitan alsin. Pentingnya bengkel pada suatu
Pengertian bengkel Ialah tempat (bangunan atau ruangan) untuk perawatan / pemeliharaan, perbaikan, modifikasi alt dan mesin, tempat pembuatan bagian mesin dan perakitan alsin. Pentingnya bengkel pada suatu
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah proses untuk mencapai suatu hasil. Proses pembuatan sand filter rotary machine dikerjakan dalam beberapa tahap, mulai
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah proses untuk mencapai suatu hasil. Proses pembuatan sand filter rotary machine dikerjakan dalam beberapa tahap, mulai
BAB III METODE PENELITIAN
 25 BAB III METODE PENELITIAN 3.1 TEMPAT DAN WAKTU PENELITIAN Penelitian dilakukan pada bulan Agustus 2016 sampai dengan bulan Desember 2016. Kegiatan penelitian ini mencakup perancangan dan pembuatan alat,
25 BAB III METODE PENELITIAN 3.1 TEMPAT DAN WAKTU PENELITIAN Penelitian dilakukan pada bulan Agustus 2016 sampai dengan bulan Desember 2016. Kegiatan penelitian ini mencakup perancangan dan pembuatan alat,
BAB IV PROSESPEMBUATAN MESIN
 BAB IV PROSESPEMBUATAN MESIN 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponenkomponen pada mesin pemotong krupuk rambak kulit. Pengerjaan paling dominan dalam pembuatan
BAB IV PROSESPEMBUATAN MESIN 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponenkomponen pada mesin pemotong krupuk rambak kulit. Pengerjaan paling dominan dalam pembuatan
BAB III METODE PEMBUATAN
 BAB III METODE PEMBUATAN 3.1. Metode Pembuatan Metodologi yang digunakan dalam pembuatan paratrike ini, yaitu : a. Studi Literatur Sebagai landasan dalam pembuatan paratrike diperlukan teori yang mendukung
BAB III METODE PEMBUATAN 3.1. Metode Pembuatan Metodologi yang digunakan dalam pembuatan paratrike ini, yaitu : a. Studi Literatur Sebagai landasan dalam pembuatan paratrike diperlukan teori yang mendukung
PROSES PEMBUATAN POROS PENGADUK PADA MESIN PENGKRISTAL GULA JAWA PROYEK AKHIR
 PROSES PEMBUATAN POROS PENGADUK PADA MESIN PENGKRISTAL GULA JAWA PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Persyaratan Guna Memperoleh Gelar Ahli Madya D3
PROSES PEMBUATAN POROS PENGADUK PADA MESIN PENGKRISTAL GULA JAWA PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Persyaratan Guna Memperoleh Gelar Ahli Madya D3
BAB III METODE PERANCANGAN. Mulai. Merancang Desain dan Study Literatur. Quality Control. Hasil Analisis. Kesimpulan. Selesai
 BAB III METODE PERANCANGAN 3.1. Diagram Alir Penelitian Mulai Merancang Desain dan Study Literatur Proses Pembuatan Rangka -Pemotongan pipa -Proses pengelasan -Proses penggerindaan Proses Finishing -Proses
BAB III METODE PERANCANGAN 3.1. Diagram Alir Penelitian Mulai Merancang Desain dan Study Literatur Proses Pembuatan Rangka -Pemotongan pipa -Proses pengelasan -Proses penggerindaan Proses Finishing -Proses
BAB IV PROSES PENGERJAAN DAN PENGUJIAN
 BAB IV PROSES PENGERJAAN DAN PENGUJIAN Pada bab ini akan dibahas mengenai pembuatan dan pengujian alat yang selanjutnya akan di analisa, hal ini dimaksudkan untuk memperoleh data yang dibutuhkan dan untuk
BAB IV PROSES PENGERJAAN DAN PENGUJIAN Pada bab ini akan dibahas mengenai pembuatan dan pengujian alat yang selanjutnya akan di analisa, hal ini dimaksudkan untuk memperoleh data yang dibutuhkan dan untuk
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN 3.1. Lokasi dan Waktu Penelitian Lokasi penelitian dilakukan di dekat Gedung 5 Fakultas Teknik Universitas Sebelas Maret Surakarta. Waktu pelaksanaan penelitian dilaksanakan
BAB III METODOLOGI PENELITIAN 3.1. Lokasi dan Waktu Penelitian Lokasi penelitian dilakukan di dekat Gedung 5 Fakultas Teknik Universitas Sebelas Maret Surakarta. Waktu pelaksanaan penelitian dilaksanakan
BAB III PROSES MANUFAKTUR. yang dilakukan dalam proses manufaktur mesin pembuat tepung ini adalah : Mulai. Pengumpulan data.
 BAB III PROSES MANUFAKTUR 3.1. Metode Proses Manufaktur Proses yang dilakukan untuk pembuatan mesin pembuat tepung ini berkaitan dengan proses manufaktur dari mesin tersebut. Proses manufaktur merupakan
BAB III PROSES MANUFAKTUR 3.1. Metode Proses Manufaktur Proses yang dilakukan untuk pembuatan mesin pembuat tepung ini berkaitan dengan proses manufaktur dari mesin tersebut. Proses manufaktur merupakan
BAB III METODE PENELITIAN. stand cutting Turbocharger sebagai berikut : 1. Tempat pembuatan Alat : Klaten
 BAB III METODE PENELITIAN 3.1 Tempat dan waktu pelaksanaan Waktu dan tempat pelaksanaan pembuatan Media pembelajaran stand cutting Turbocharger sebagai berikut : 1. Tempat pembuatan Alat : Klaten 2. Tempat
BAB III METODE PENELITIAN 3.1 Tempat dan waktu pelaksanaan Waktu dan tempat pelaksanaan pembuatan Media pembelajaran stand cutting Turbocharger sebagai berikut : 1. Tempat pembuatan Alat : Klaten 2. Tempat
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN 3.1 Pendekatan Penelitian Pendekatan penelitian adalah metode yang digunakan untuk mendekatkan permasalahan yang diteliti sehingga dapat menjelaskan dan membahas permasalahan
BAB III METODE PENELITIAN 3.1 Pendekatan Penelitian Pendekatan penelitian adalah metode yang digunakan untuk mendekatkan permasalahan yang diteliti sehingga dapat menjelaskan dan membahas permasalahan
BAB III DESAIN DAN FABRIKASI
 BAB III DESAIN DAN FABRIKASI III. 1 DESAIN Objektifitas dari perancangan ini adalah: 1) modifikasi sistim feeding bahan bakar yang lebih optimal. Sebelumnya, setiap kali penambahan bahan bakar solid (batubara),
BAB III DESAIN DAN FABRIKASI III. 1 DESAIN Objektifitas dari perancangan ini adalah: 1) modifikasi sistim feeding bahan bakar yang lebih optimal. Sebelumnya, setiap kali penambahan bahan bakar solid (batubara),
STRUKTUR BAJA Fabrikasi komponen struktur baja. a. Komponen sambungan struktur baja; 1) Baja profil. 2) Baja pelat atau baja pilah
 Baja profil. 2) Baja pelat atau baja pilah") STRUKTUR BAJA 4.4.1 Fabrikasi komponen struktur baja a. Komponen sambungan struktur baja; 1) Baja profil 2) Baja pelat atau baja pilah b. Melaksanakan fabrikasi komponen struktur baja 1) Penandaan atau
STRUKTUR BAJA 4.4.1 Fabrikasi komponen struktur baja a. Komponen sambungan struktur baja; 1) Baja profil 2) Baja pelat atau baja pilah b. Melaksanakan fabrikasi komponen struktur baja 1) Penandaan atau
BAB III METODE PEMBUATAN
 BAB III METODE PEMBUATAN 3.1. KONSEP PEMBUATAN ALAT Membuat suatu produk atau alat memerlukan peralatan dan pemesinan yang dapat dipergunakan dengan tepat dan ekonomis. Pemilihan mesin atau proses yang
BAB III METODE PEMBUATAN 3.1. KONSEP PEMBUATAN ALAT Membuat suatu produk atau alat memerlukan peralatan dan pemesinan yang dapat dipergunakan dengan tepat dan ekonomis. Pemilihan mesin atau proses yang
BAB IV LANGKAH PENGERJAAN
 BAB IV LANGKAH PENGERJAAN 4.1 Peralatan yang Digunakan Sebelum melakukan instalasi hal utama yang pertama dilakukan adalah menyiapkan peralatan. Peralatan yang digunakan pada instalasi sistem refrigerasi,
BAB IV LANGKAH PENGERJAAN 4.1 Peralatan yang Digunakan Sebelum melakukan instalasi hal utama yang pertama dilakukan adalah menyiapkan peralatan. Peralatan yang digunakan pada instalasi sistem refrigerasi,
BAB VI PELAKSANAAN KERJA PERPIPAAN
 BAB VI PELAKSANAAN KERJA PERPIPAAN A. TINJAUAN UMUM Praktek kerja perpipaan dimaksudkan untuk memberikan pengetahuan secara lebih akurat kepada mahasiswa tentang tata cara perpipan untuk mendukung atau
BAB VI PELAKSANAAN KERJA PERPIPAAN A. TINJAUAN UMUM Praktek kerja perpipaan dimaksudkan untuk memberikan pengetahuan secara lebih akurat kepada mahasiswa tentang tata cara perpipan untuk mendukung atau
BAB IV PROSES PRODUKSI
 28 BAB IV PROSES PRODUKSI 4.1 Alat dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian utama Dinamometer Arus Eddy adalah : 4.1.1 Alat Alat yang digunakan meliputi : 1. Mesin Bubut 2. Mesin
28 BAB IV PROSES PRODUKSI 4.1 Alat dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian utama Dinamometer Arus Eddy adalah : 4.1.1 Alat Alat yang digunakan meliputi : 1. Mesin Bubut 2. Mesin
MEMBUAT MACAM- MACAM SAMBUNGAN PIPA
 MEMBUAT MACAM- MACAM SAMBUNGAN PIPA 1 ¾ ¾ ½ ¾ ½ ¾ 45 0 KATA PENGANTAR Modul dengan judul Membuat Macam-macam Sambungan Pipa merupakan salah satu modul untuk membentuk kompetensi agar mahasiswa dapat melakukan
MEMBUAT MACAM- MACAM SAMBUNGAN PIPA 1 ¾ ¾ ½ ¾ ½ ¾ 45 0 KATA PENGANTAR Modul dengan judul Membuat Macam-macam Sambungan Pipa merupakan salah satu modul untuk membentuk kompetensi agar mahasiswa dapat melakukan
BAB III PERENCANAAN DAN GAMBAR
 BAB III PERENCANAAN DAN GAMBAR 3.1 Flow Chart Pembuatan Mesin Pemotong Umbi Mulai Studi Literatur Perencanaan dan Desain Perhitungan Penentuan dan Pembelian Komponen Proses Pengerjaan Proses Perakitan
BAB III PERENCANAAN DAN GAMBAR 3.1 Flow Chart Pembuatan Mesin Pemotong Umbi Mulai Studi Literatur Perencanaan dan Desain Perhitungan Penentuan dan Pembelian Komponen Proses Pengerjaan Proses Perakitan
BAB VII TINJAUAN KHUSUS METODE PELAKSANAAN PEKERJAAN BALOK
 BAB VII TINJAUAN KHUSUS METODE PELAKSANAAN PEKERJAAN BALOK 7.1 Pelaksanaan Pekerjaan Balok Balok adalah batang dengan empat persegi panjang yang dipasang secara horizontal. Hal hal yang perlu diketahui
BAB VII TINJAUAN KHUSUS METODE PELAKSANAAN PEKERJAAN BALOK 7.1 Pelaksanaan Pekerjaan Balok Balok adalah batang dengan empat persegi panjang yang dipasang secara horizontal. Hal hal yang perlu diketahui
FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA
 FAKULTAS TEKNIK Semester II PENCAIRAN LOGAM INDUK 300 menit JST/MES/MES315/01 Revisi : 01 Tgl: 21 Juni 2010 Hal : 1 dari 3 1. KOMPETENSI Mahasiswa mampu membuat jalur lasan dengan ketentuan a. Menggunakan
FAKULTAS TEKNIK Semester II PENCAIRAN LOGAM INDUK 300 menit JST/MES/MES315/01 Revisi : 01 Tgl: 21 Juni 2010 Hal : 1 dari 3 1. KOMPETENSI Mahasiswa mampu membuat jalur lasan dengan ketentuan a. Menggunakan
BAB III METODE PENELITIAN. Mulai. Pemilihan Bahan. Proses Pengelasan. Pembuatan Spesimen. Pengujian Spesimen pengujian tarik Spesimen struktur mikro
 BAB III METODE PENELITIAN 3.1. Metode Penelitian 3.1.1. Diagram Alir Penelitian Mulai Pemilihan Bahan Proses Pengelasan Pembuatan Spesimen Pengujian Spesimen pengujian tarik Spesimen struktur mikro Menganalisa
BAB III METODE PENELITIAN 3.1. Metode Penelitian 3.1.1. Diagram Alir Penelitian Mulai Pemilihan Bahan Proses Pengelasan Pembuatan Spesimen Pengujian Spesimen pengujian tarik Spesimen struktur mikro Menganalisa
Studi Inovasi Peralatan Steam Wood untuk Membuat Gading Kapal Berbahan Laminasi Bambu
 Sidang Tugas Akhir (P3) Kamis, 4 Juli 2013 Ruang Bidang Studi Teknik Perkapalan Studi Inovasi Peralatan Steam Wood untuk Membuat Gading Kapal Berbahan Laminasi Bambu Fajar Suryanto NRP. 4109100092 Dosen
Sidang Tugas Akhir (P3) Kamis, 4 Juli 2013 Ruang Bidang Studi Teknik Perkapalan Studi Inovasi Peralatan Steam Wood untuk Membuat Gading Kapal Berbahan Laminasi Bambu Fajar Suryanto NRP. 4109100092 Dosen
TUGAS MATA KULIAH PERANCANGAN ELEMEN MESIN
 TUGAS MATA KULIAH PERANCANGAN ELEMEN MESIN Dosen : Subiyono, MP MESIN PENGUPAS SERABUT KELAPA SEMI OTOMATIS DISUSUN OLEH : NAMA : FICKY FRISTIAR NIM : 10503241009 KELAS : P1 JURUSAN PENDIDIKAN TEKNIK MESIN
TUGAS MATA KULIAH PERANCANGAN ELEMEN MESIN Dosen : Subiyono, MP MESIN PENGUPAS SERABUT KELAPA SEMI OTOMATIS DISUSUN OLEH : NAMA : FICKY FRISTIAR NIM : 10503241009 KELAS : P1 JURUSAN PENDIDIKAN TEKNIK MESIN
BAB III METODE PEMBUATAN ALAT
 BAB III METODE PEMBUATAN ALAT 3.1 Diagram Alir / Flowchart Dalam proses pembuatan suatu alat atau produk memerlukan peralatan dan pemesinan yang dapat dipergunakan dengan tepat dan ekonomis serta pengetahuan
BAB III METODE PEMBUATAN ALAT 3.1 Diagram Alir / Flowchart Dalam proses pembuatan suatu alat atau produk memerlukan peralatan dan pemesinan yang dapat dipergunakan dengan tepat dan ekonomis serta pengetahuan
BAB III METODOLOGI PENELITIAN. Area terhadap hasil rancang bangun alat Uji Konduktivitas Thermal Material.
 BAB III METODOLOGI PENELITIAN 3.1 Tempat dan Waktu 3.1.1. TEMPAT Pengujian dilakukan di laboratorium Prestasi Mesin Universitas Medan Area terhadap hasil rancang bangun alat Uji Konduktivitas Thermal Material.
BAB III METODOLOGI PENELITIAN 3.1 Tempat dan Waktu 3.1.1. TEMPAT Pengujian dilakukan di laboratorium Prestasi Mesin Universitas Medan Area terhadap hasil rancang bangun alat Uji Konduktivitas Thermal Material.
SKRIPSI / TUGAS AKHIR
 PROSES MANUFAKTUR MESIN PRESS BAGLOG JAMUR SKRIPSI / TUGAS AKHIR TRI HARTANTO (26410947) JURUSAN TEKNIK MESIN LATAR BELAKANG Dalam industri agrobisnis terutama dalam bidang penanaman jamur. Keberadaan
PROSES MANUFAKTUR MESIN PRESS BAGLOG JAMUR SKRIPSI / TUGAS AKHIR TRI HARTANTO (26410947) JURUSAN TEKNIK MESIN LATAR BELAKANG Dalam industri agrobisnis terutama dalam bidang penanaman jamur. Keberadaan
III. METODOLOGI PENELITIAN. Penelitian dilaksanakan di Laboratorium Daya dan Alat Mesin Pertanian, Jurusan
 1 III. METODOLOGI PENELITIAN 3.1 Waktu dan Tempat Penelitian Penelitian dilaksanakan di Laboratorium Daya dan Alat Mesin Pertanian, Jurusan Teknik Pertanian, Fakultas Pertanian, Universitas Lampung pada
1 III. METODOLOGI PENELITIAN 3.1 Waktu dan Tempat Penelitian Penelitian dilaksanakan di Laboratorium Daya dan Alat Mesin Pertanian, Jurusan Teknik Pertanian, Fakultas Pertanian, Universitas Lampung pada
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1. Hasil 4.1.1. Perancangan Reaktor Pirolisis Pada reaktor pirolisis alat ini dibuat menggunakan 2 tabung freon bekas yang tidak terpakai karena menggunakan tabung yang sudah
BAB IV HASIL DAN PEMBAHASAN 4.1. Hasil 4.1.1. Perancangan Reaktor Pirolisis Pada reaktor pirolisis alat ini dibuat menggunakan 2 tabung freon bekas yang tidak terpakai karena menggunakan tabung yang sudah
3.2 Pembuatan Pipa Pipa aliran air dan coolant dari heater menuju pipa yang sebelumnya menggunakan pipa bahan polimer akan digantikan dengan menggunak
 BAB III METODE PENELITIAN 3.1 Pendekatan Penelitian Pendekatan penelitian adalah metode yang digunakan untuk mendekatkan permasalahan alahan yang diteliti, sehingga dapat menjelaskan dan membahas permasalahan
BAB III METODE PENELITIAN 3.1 Pendekatan Penelitian Pendekatan penelitian adalah metode yang digunakan untuk mendekatkan permasalahan alahan yang diteliti, sehingga dapat menjelaskan dan membahas permasalahan
V. HASIL DAN PEMBAHASAN
 V. HASIL DAN PEMBAHASAN A. PEMBUATAN DAN PERAKITAN ALAT Pembuatan alat dilakukan berdasarkan rancangan yang telah dilakukan. Gambar rancangan alat secara keseluruhan dapat dilihat pada Gambar 5.1. 1 3
V. HASIL DAN PEMBAHASAN A. PEMBUATAN DAN PERAKITAN ALAT Pembuatan alat dilakukan berdasarkan rancangan yang telah dilakukan. Gambar rancangan alat secara keseluruhan dapat dilihat pada Gambar 5.1. 1 3
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Proses Pembuatan Proses pembuatan adalah proses yang mengolah dari bahan mentah menjadi suatu barang jadi. Berikut ini pemilihan bahan yang digunakan dalam pembuatan
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Proses Pembuatan Proses pembuatan adalah proses yang mengolah dari bahan mentah menjadi suatu barang jadi. Berikut ini pemilihan bahan yang digunakan dalam pembuatan
: Teknologi Industri Pembimbing : 1.Dr. Rr Sri Poernomo Sari, ST., MT. : 2.Irwansyah, ST., MT
 ANALISIS PEMBUATAN JIG PENGUBAH SUDUT KEMIRINGAN VALVE SILINDER HEAD SEPEDA MOTOR MATIC Nama NPM : 20410985 Jurusan Fakultas : Ardi Adetya Prabowo : Teknik Mesin : Teknologi Industri Pembimbing : 1.Dr.
ANALISIS PEMBUATAN JIG PENGUBAH SUDUT KEMIRINGAN VALVE SILINDER HEAD SEPEDA MOTOR MATIC Nama NPM : 20410985 Jurusan Fakultas : Ardi Adetya Prabowo : Teknik Mesin : Teknologi Industri Pembimbing : 1.Dr.
BAB 6 KESIMPULAN DAN SARAN
 BAB 6 KESIMPULAN DAN SARAN 6.1. Kesimpulan 6.1.1. Keinginan Konsumen Berdasarkan hasil pembagian kuesioner maka diketahuilah Keinginan konsumen akan suatu kompor gas. Berikut adalah kebutuhan tersebut
BAB 6 KESIMPULAN DAN SARAN 6.1. Kesimpulan 6.1.1. Keinginan Konsumen Berdasarkan hasil pembagian kuesioner maka diketahuilah Keinginan konsumen akan suatu kompor gas. Berikut adalah kebutuhan tersebut
Gambar 3.1. Plastik LDPE ukuran 5x5 cm
 BAB III METODE PENELITIAN 3.1 Waktu dan Tempat Penelitian 3.1.1 Waktu Penelitian Penelitian pirolisis dilakukan pada bulan Juli 2017. 3.1.2 Tempat Penelitian Pengujian pirolisis, viskositas, densitas,
BAB III METODE PENELITIAN 3.1 Waktu dan Tempat Penelitian 3.1.1 Waktu Penelitian Penelitian pirolisis dilakukan pada bulan Juli 2017. 3.1.2 Tempat Penelitian Pengujian pirolisis, viskositas, densitas,
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN 3.1. Deskripsi Peralatan Pengujian Pembuatan alat penukar kalor ini di,aksudkan untuk pengambilan data pengujian pada alat penukar kalor flat plate, dengan fluida air panas dan
BAB III METODE PENELITIAN 3.1. Deskripsi Peralatan Pengujian Pembuatan alat penukar kalor ini di,aksudkan untuk pengambilan data pengujian pada alat penukar kalor flat plate, dengan fluida air panas dan
MEMBUAT MACAM- MACAM SAMBUNGAN PIPA
 MEMBUAT MACAM- MACAM SAMBUNGAN PIPA BAG- TKB.001.A-76 45 JAM 1 ¾ ¾ ½ ¾ ½ ¾ 45 0 Penyusun : TIM FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA DIREKTORAT PENDIDIKAN MENENGAH KEJURUAN DIREKTORAT JENDERAL
MEMBUAT MACAM- MACAM SAMBUNGAN PIPA BAG- TKB.001.A-76 45 JAM 1 ¾ ¾ ½ ¾ ½ ¾ 45 0 Penyusun : TIM FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA DIREKTORAT PENDIDIKAN MENENGAH KEJURUAN DIREKTORAT JENDERAL
SPESIFIKASI TEKNIK KOMPOR GAS BAHAN BAKAR LPG SATU TUNGKU DENGAN SISTEM PEMANTIK MEKANIK KHUSUS UNTUK USAHA MIKRO
 LAMPIRAN PERATURAN MENTERI PERINDUSTRIAN RI NOMOR : 56/M-IND/PER/5/2009 TANGGAL : 28 Mei 2009 ----------------------------------------------------------------------------------------------------------------
LAMPIRAN PERATURAN MENTERI PERINDUSTRIAN RI NOMOR : 56/M-IND/PER/5/2009 TANGGAL : 28 Mei 2009 ----------------------------------------------------------------------------------------------------------------
BAB IV PENGUJIAN DAN ANALISIS
 BAB IV PENGUJIAN DAN ANALISIS Pada bab ini, akan dibahas mengenai pengujian alat serta analisis dari hasil pengujian. Tujuan dilakukan pengujian adalah mengetahui sejauh mana kinerja mesin pemotong akrilik
BAB IV PENGUJIAN DAN ANALISIS Pada bab ini, akan dibahas mengenai pengujian alat serta analisis dari hasil pengujian. Tujuan dilakukan pengujian adalah mengetahui sejauh mana kinerja mesin pemotong akrilik
FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA
 Semester V DAFTAR ISI No. JST/MES/MES345/00 Revisi : 0 Tgl. : 5 September 0 Hal dari NOMOR DOKUMEN No. JST/MES/MES345/0 No. JST/MES/MES345/0 URAIAN MENYAMBUNG PIPA LURUS DENGAN LAS MIG MENYAMBUNG PIPA
Semester V DAFTAR ISI No. JST/MES/MES345/00 Revisi : 0 Tgl. : 5 September 0 Hal dari NOMOR DOKUMEN No. JST/MES/MES345/0 No. JST/MES/MES345/0 URAIAN MENYAMBUNG PIPA LURUS DENGAN LAS MIG MENYAMBUNG PIPA
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN 3.1 Peralatan 3.1.1 Instalasi Alat Uji Alat uji head statis pompa terdiri 1 buah pompa, tangki bertekanan, katup katup beserta alat ukur seperti skema pada gambar 3.1 : Gambar
BAB III METODOLOGI PENELITIAN 3.1 Peralatan 3.1.1 Instalasi Alat Uji Alat uji head statis pompa terdiri 1 buah pompa, tangki bertekanan, katup katup beserta alat ukur seperti skema pada gambar 3.1 : Gambar
III. METODOLOGI PENELITIAN. Penelitian ini dilaksanakan pada bulan Desember 2012 sampai dengan Maret
 20 III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilaksanakan pada bulan Desember 2012 sampai dengan Maret 2013. Penelitian ini dilakukan dalam dua tahap, yaitu tahap pembuatan
20 III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilaksanakan pada bulan Desember 2012 sampai dengan Maret 2013. Penelitian ini dilakukan dalam dua tahap, yaitu tahap pembuatan
INTEGRASI UNTAI UJI BETA (UUB) DENGAN BAGIAN UJI HeaTING-01 PADA BAGIAN MEKANIK
 DENGAN BAGIAN UJI HeaTING-01 PADA BAGIAN MEKANIK") INTEGRASI UNTAI UJI BETA (UUB) DENGAN BAGIAN UJI HeaTING-01 PADA BAGIAN MEKANIK Oleh : Joko Prasetio W, Edy S, Kiswanta, dan Ainur R Pusat Teknologi Reaktor dan Keselamatan Nuklir ABSTRAK INTEGRASI UNTAI
INTEGRASI UNTAI UJI BETA (UUB) DENGAN BAGIAN UJI HeaTING-01 PADA BAGIAN MEKANIK Oleh : Joko Prasetio W, Edy S, Kiswanta, dan Ainur R Pusat Teknologi Reaktor dan Keselamatan Nuklir ABSTRAK INTEGRASI UNTAI
III. METODOLOGI. menguji kadar air nilam dengan metode Bindwell-Sterling
 III. METODOLOGI A. BAHAN DAN ALAT 1. Bahan Bahan yang digunakan dalam penelitian ini adalah: 1) Nilam kering yang berasal dari Kabupaten Kuningan. Nilam segar yang terdiri dari bagian daun dan batang tanaman
III. METODOLOGI A. BAHAN DAN ALAT 1. Bahan Bahan yang digunakan dalam penelitian ini adalah: 1) Nilam kering yang berasal dari Kabupaten Kuningan. Nilam segar yang terdiri dari bagian daun dan batang tanaman
BAB II GAMBARAN UMUM PERUSAHAAN
 BAB II GAMBARAN UMUM PERUSAHAAN 2.1. Sejarah Perusahaan PT. Pancakarsa Bangun Reksa adalah perusahaan swasta yang bergerak di bidang jasa Konsultan, Desain dan Konstruksi, Mekanikal, Sipil dan Elektrikal
BAB II GAMBARAN UMUM PERUSAHAAN 2.1. Sejarah Perusahaan PT. Pancakarsa Bangun Reksa adalah perusahaan swasta yang bergerak di bidang jasa Konsultan, Desain dan Konstruksi, Mekanikal, Sipil dan Elektrikal
METODOLOGI PENELITIAN. Penelitian dilaksanakan di Desa Marga Agung, Kecamatan Jati Agung
 III METODOLOGI PENELITIAN 3.1. Tempat dan Waktu Penelitian Penelitian dilaksanakan di Desa Marga Agung, Kecamatan Jati Agung Kabupaten Lampung Selatan dan Laboratorium Rekayasa Sumber Daya Air dan Lahan
III METODOLOGI PENELITIAN 3.1. Tempat dan Waktu Penelitian Penelitian dilaksanakan di Desa Marga Agung, Kecamatan Jati Agung Kabupaten Lampung Selatan dan Laboratorium Rekayasa Sumber Daya Air dan Lahan
MESIN PENGGORENG VAKUM (VACUUM FRYER)
") MESIN PENGGORENG VAKUM (VACUUM FRYER) Buku Petunjuk Perakitan Perawatan Pengoperasian Jl. Rajekwesi 11 Malang Jawa Timur Indonesia (0341)551634 Website: 1 a. CARA PERAKITAN Untuk dapat memperoleh kinerja
MESIN PENGGORENG VAKUM (VACUUM FRYER) Buku Petunjuk Perakitan Perawatan Pengoperasian Jl. Rajekwesi 11 Malang Jawa Timur Indonesia (0341)551634 Website: 1 a. CARA PERAKITAN Untuk dapat memperoleh kinerja
BAB III PERANCANGAN SISTEM ATAP LOUVRE OTOMATIS
 BAB III PERANCANGAN SISTEM ATAP LOUVRE OTOMATIS 3.1 Perencanaan Alat Bab ini akan menjelaskan tentang pembuatan model sistem buka-tutup atap louvre otomatis, yaitu mengenai konstruksi atau rangka utama
BAB III PERANCANGAN SISTEM ATAP LOUVRE OTOMATIS 3.1 Perencanaan Alat Bab ini akan menjelaskan tentang pembuatan model sistem buka-tutup atap louvre otomatis, yaitu mengenai konstruksi atau rangka utama
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN 3.1 Metode Penelitian Penelitian dilakukan di Bengkel Otomotif Balai Besar Latihan Kerja Serang (BBLKI-Serang), dan sepeda motor yang akan digunaan pada penelitian adalah
BAB III METODOLOGI PENELITIAN 3.1 Metode Penelitian Penelitian dilakukan di Bengkel Otomotif Balai Besar Latihan Kerja Serang (BBLKI-Serang), dan sepeda motor yang akan digunaan pada penelitian adalah
BAB III METODE PERANCANGAN DAN PABRIKASI PROTOTIPE PENGUPAS KULIT SINGKONG BERPENGGERAK MOTOR LISTRIK
 BAB III METODE PERANCANGAN DAN PABRIKASI PROTOTIPE PENGUPAS KULIT SINGKONG BERPENGGERAK MOTOR LISTRIK 3.1 Perancangan dan pabrikasi Perancangan dilakukan untuk menentukan desain prototype singkong. Perancangan
BAB III METODE PERANCANGAN DAN PABRIKASI PROTOTIPE PENGUPAS KULIT SINGKONG BERPENGGERAK MOTOR LISTRIK 3.1 Perancangan dan pabrikasi Perancangan dilakukan untuk menentukan desain prototype singkong. Perancangan
BAB III METODE PENELITIAN. Studi Literatur. Penyediaan Alat dan Bahan. Perancangan Prototipe sistem rem dan geometri roda
 BAB III METODE PENELITIAN 3.1 Diagram Alur Penelitian Secara garis besar metode penelitian dan pengujian dapat digambarkan pada diagram alir dibawah ini: Mulai Studi Literatur Penyediaan Alat dan Bahan
BAB III METODE PENELITIAN 3.1 Diagram Alur Penelitian Secara garis besar metode penelitian dan pengujian dapat digambarkan pada diagram alir dibawah ini: Mulai Studi Literatur Penyediaan Alat dan Bahan