TUGAS AKHIR RANCANG BAGUN SISTEM HIDROLIK PADA ALAT FRICTION WELDING DENGAN BENDA UJI AISI 1045
|
|
|
- Ratna Hermanto
- 6 tahun lalu
- Tontonan:
Transkripsi
1 TUGAS AKHIR RANCANG BAGUN SISTEM HIDROLIK PADA ALAT FRICTION WELDING DENGAN BENDA UJI AISI 1045 Oleh : Rendra Pramana Pembimbing : Ir.Arino Anzip, Meng Sc. Institut Teknologi Sepuluh Nopember Surabaya 1
2 LATAR BELAKANG Diperlukannya suatu sistem hidrolik pada alat friction welding. Diperlukannya tekanan yang cukup dalam proses friction welding. 2
3 RUMUSAN MASALAH Bagaimana merancang suatu sistem hidrolik pada alat las gesek langsung atau Direct-drive friction welding. Bagaimana memilih komponen- komponen hidrolik yang sesuai agar proses friction welding dapat berlangsung sesuai harapan. Bagaimana merancang suatu sistem hidrolik yang aman pada alat friction welding. 3
4 BATASAN MASALAH Material yang digunakan untuk penelitian ini adalah baja AISI 1045 diasumsikan dengan komposisi kimia yang homogen. Kedua permukaan material diasumsikan rata pada saat proses pengelasan. Proses pengelasan gesek langsung dilakukan pada temperatur kamar. (30 0 C). Kontak kedua benda kerja pada saat gesekan dan penempaan dianggap simetri. Seluruh pengukuran variabel pengelasan dianggap tepat seperti pada alat pengukuran. Kecepatan putaran rotating chuck dianggap konstan pada saat fase gesekan. Kondisi peralatan yang digunakan saat pengambilan data diasumsikan terkalibrasi. Perencanaan dan perhitungan sistem hidraulic yang kami buat adalah secara teoritis, sehingga terdapat perbedaan dengan kondisi aktual pada alat ini. 4
5 BATASAN MASALAH Tidak membahas material dan konstruksi mesin. Sistem dalam keadaan steady state steady flow (SSSF). Karakter fluida adalah incompresible Data-data yang diperikan dalam perencanaan dan perhitungan diambil dari literatur. Pada proses produksi diasumsikan bahwa rangka mampu menahan segal gaya yang terjadi, dan tidak terjadi deformasi pada komponen rangka sehingga perhitungan sambungan konstruksi dianggap aman. Dalam hal ini kekuatan sambungan las, proses perautan dan proses manufaktur lainnya yang digunakan untuk membuat kerangka mesin tidak dibahas secara detail sehingga perhitungan elemen mesin untuk rancangan kerangka tersebut tidak dilakukan pada perancangan ini sehingga hal-hal tersebut dianggap aman. 5
6 TUJUAN Memperoleh alat las gesek dengan menggunakan sistem hidrolik yang telah direncanakan. Merancang desain sirkuit hidrolik untuk alat las gesek tersebut. Dapat dipakai sebagai acuan dan referensi untuk pengembangan alat selanjutnya. Merancang sistem hidrolik yang memadai untuk proses las gesek pada material AISI
7 7


8 PRINSIP KERJA 8
9 DIAGRAM ALIR 9
10 SIRKUIT HIDROLIK 10

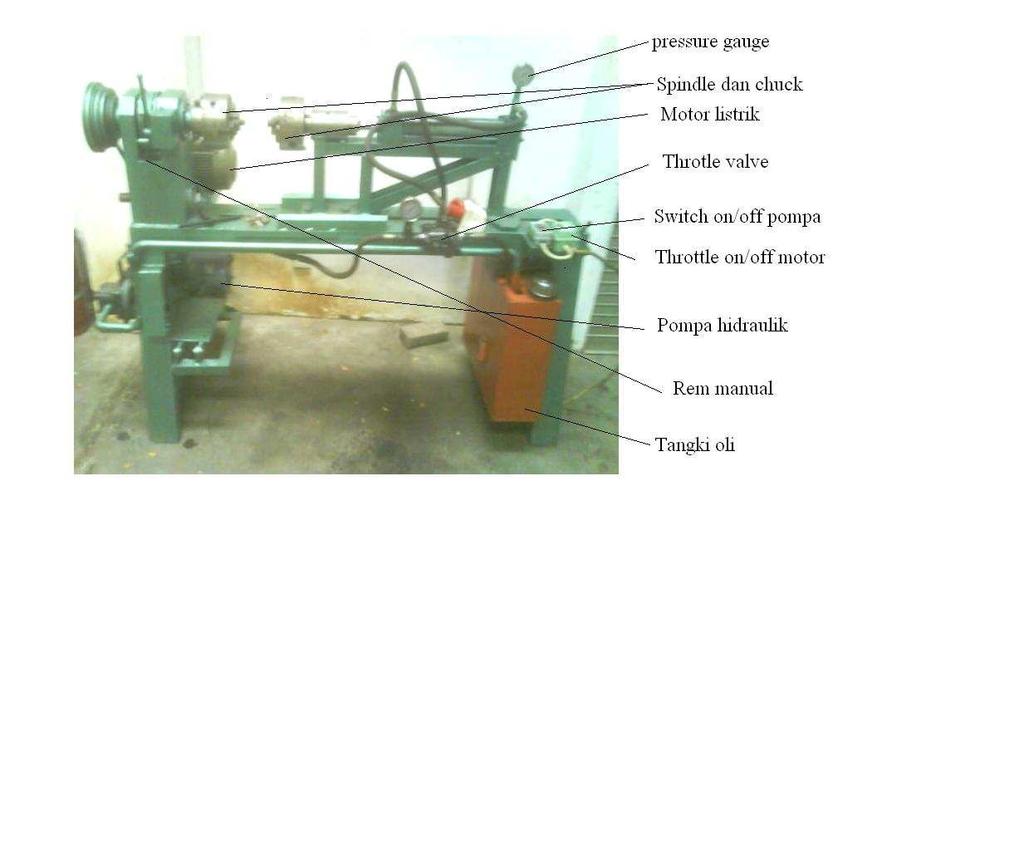
11 GAMBAR ALAT DIRECT-DRIVE FRICTION WELDING 11
 Specimen A Specimen B")
12 HASIL LAS PADA BENDA UJI ( BAJA AISI 1045 ) Specimen A Specimen B 12
13 KESIMPULAN Rancang bangun sirkuit hidrolik bekerja dengan baik dan mampu bekerja sesuai dengan apa yang diharapkan. Pemilihan komponen-komponen hidrolik sesuai dengan parameter yang telah ditentukan sehingga dapat menghasilkan hasil lasan yang baik. Tekanan yang diberikan oleh silinder hidrolik memadai untuk memenuhi parameter las gesek. Komponen-komponen hidrolik yang telah dipilh tersebut aman digunakan. Dengan gaya pembentukan sebesar 2472,75 didapatkan silinder berdiameter 50 mm dengan tekanan 133 bar. Dipilih dengan merk NACHI dengan tipe FJ Series. Katup yang digunakan DCV 4/3 way valve with circulation mid-position, dengan merk HOF dengan tipe MCD50 dengan tipe SAE 100 R2AT/R2S yang masing-masing mempunyai tekanan kerja sebesar 330 bar. 13
14 Pelumas hidraulik yang digunakan adalah merk AGIP dengan ISO VG 32 Filter pelumas yang dipilih adalah filter dengan merk HOF dengan tipe HF 26 N yang mempunyai kemampuan menyaring kotoran atau partikel sampai ukuran 125 mikron. Level gauge indicator yang juga berfungsi sebagai thermometer dipilih merk DEKEMA tipe LS 5 Tutup tangki pelumas atau filler breather filter yang digunakan ialah merk HOF tipe HB Tipe pompa GPY-2 dengan kapasitas displacement 2 cm 3 /rev. Selang fleksibel yang digunakan untuk menyalurkan pelumas hidraulik adalah merk ALFAGOMA Pipa pengisap pelumas dari tangki pelumas dipilih dari mild carbon steel dengan diameter ½ inch SCHEDULE
15 SARAN Diharapkan untuk pengembangan alat las gesek yang selanjutnya dibuat lebih presisi lagi. Demi perkembangan ilmupengetahuan, diharapkan pembuatan alat las gesek yang selanjutnya ialah berbeda jenis dengan yang telah dibuat sekarang. Diharapakan pembuatan alat selanjutnya dibuat dengan lebih center lagi mengingat hal ini akan mempengaruhi hasil sambungan las. 15
16 TERIMA KASIH 16
JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI INSTITUT TEKNOLOGI SEPULUH NOPEMBER SURABAYA Oleh : Dwi Agus Santoso
 JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI INSTITUT TEKNOLOGI SEPULUH NOPEMBER SURABAYA 2011 ANALISA PENGARUH TEKANAN TEMPA TERHADAP STRUKTUR MIKRO DAN SIFAT MEKANIK BAJA ST 41 (Diameter 14 mm
JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI INSTITUT TEKNOLOGI SEPULUH NOPEMBER SURABAYA 2011 ANALISA PENGARUH TEKANAN TEMPA TERHADAP STRUKTUR MIKRO DAN SIFAT MEKANIK BAJA ST 41 (Diameter 14 mm
TUGAS AKHIR. Oleh: Muhammad Husen Bahasa Dosen Pembimbing: Ir. Nur Husodo, M. Sc.
 TUGAS AKHIR ANALISA PENGARUH WAKTU GESEKAN DENGAN METODE DIRECT-DRIVE FRICTION WELDING TERHADAP STRUKTUR MIKRO DAN SIFAT MEKANIK BAJA ST 41 SEBAGAI ALTERNATIF PENGGANTI PROSES PRODUKSI AS RODA SEPEDA MOTOR
TUGAS AKHIR ANALISA PENGARUH WAKTU GESEKAN DENGAN METODE DIRECT-DRIVE FRICTION WELDING TERHADAP STRUKTUR MIKRO DAN SIFAT MEKANIK BAJA ST 41 SEBAGAI ALTERNATIF PENGGANTI PROSES PRODUKSI AS RODA SEPEDA MOTOR
RANCANG BANGUN MESIN PRES MLINJO DENGAN SISTEM HIDRAULIK
 RANCANG BANGUN MESIN PRES MLINJO DENGAN SISTEM HIDRAULIK Oleh: MUHAMAD NUR HARFIANTO 2108039002 TAQWIM ISMAIL 2108039017 Dosen Pembimbing: Ir.ARINO ANZIP, MEngSc D III TEKNIK MESIN DISNAKERTRANSDUK FTI-ITS
RANCANG BANGUN MESIN PRES MLINJO DENGAN SISTEM HIDRAULIK Oleh: MUHAMAD NUR HARFIANTO 2108039002 TAQWIM ISMAIL 2108039017 Dosen Pembimbing: Ir.ARINO ANZIP, MEngSc D III TEKNIK MESIN DISNAKERTRANSDUK FTI-ITS
Studi Eksperimen Pengaruh Durasi Gesek, Tekanan Gesek Dan Tekanan Tempa Pengelasan Gesek (FW) Terhadap Kekuatan Tarik dan Impact Pada Baja Aisi 1045
 Terhadap Kekuatan Tarik dan Impact Pada Baja Aisi 1045") Studi Eksperimen Pengaruh Durasi Gesek, Tekanan Gesek Dan Tekanan Tempa Pengelasan Gesek (FW) Terhadap Kekuatan Tarik dan Impact Pada Baja Aisi 1045 Hari Subiyanto 1,*, Subowo 1, Gathot DW 1, Syamsul Hadi
Studi Eksperimen Pengaruh Durasi Gesek, Tekanan Gesek Dan Tekanan Tempa Pengelasan Gesek (FW) Terhadap Kekuatan Tarik dan Impact Pada Baja Aisi 1045 Hari Subiyanto 1,*, Subowo 1, Gathot DW 1, Syamsul Hadi
Oleh : Endiarto Satriyo Laksono Maryanto Sasmito
 Oleh : Endiarto Satriyo Laksono 2108039006 Maryanto Sasmito 2108039014 Dosen Pembimbing : Ir. Syamsul Hadi, MT Instruktur Pembimbing Menot Suharsono, S.Pd ABSTRAK Dalam industri rumah untuk membuat peralatan
Oleh : Endiarto Satriyo Laksono 2108039006 Maryanto Sasmito 2108039014 Dosen Pembimbing : Ir. Syamsul Hadi, MT Instruktur Pembimbing Menot Suharsono, S.Pd ABSTRAK Dalam industri rumah untuk membuat peralatan
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN 3.1. Identifikasi Masalah Identifikasi masalah dalam penelitian adalah parameter proses pengerjaan dalam pengelasan gesek sangatlah kurang terutama pada pemberian gaya pada
BAB III METODOLOGI PENELITIAN 3.1. Identifikasi Masalah Identifikasi masalah dalam penelitian adalah parameter proses pengerjaan dalam pengelasan gesek sangatlah kurang terutama pada pemberian gaya pada
SNTMUT ISBN:
 ANALISA PENGARUH TEKANAN TEMPA TERHADAP STRUKTUR MIKRO DAN SIFAT MEKANIK BAJA ST 41 SEBAGAI DASAR PROSES MANUFAKTUR KOMPONEN PENGUNCI PINTU MOBIL BOX DENGAN LAS GESEK ( FRICTION WELDING ) Nur Husodo 1),
ANALISA PENGARUH TEKANAN TEMPA TERHADAP STRUKTUR MIKRO DAN SIFAT MEKANIK BAJA ST 41 SEBAGAI DASAR PROSES MANUFAKTUR KOMPONEN PENGUNCI PINTU MOBIL BOX DENGAN LAS GESEK ( FRICTION WELDING ) Nur Husodo 1),
Gambar 4.1. Hasil pengelasan gesek.
 BAB IV HASIL DAN PEMBAHASAN Setelah dilakukan proses pengelasan gesek (friction welding) dan pengujian tarik dari setiap spesimen benda uji, maka akan diperoleh data hasil pengujian. Data yang diperoleh
BAB IV HASIL DAN PEMBAHASAN Setelah dilakukan proses pengelasan gesek (friction welding) dan pengujian tarik dari setiap spesimen benda uji, maka akan diperoleh data hasil pengujian. Data yang diperoleh
Jl. Prof. Sudharto, SH., Tembalang-Semarang 50275, Telp * Abstrak
 PENGUJIAN SIFAT MEKANIK DAN STRUKTUR MIKRO PADASAMBUNGAN PENGELASAN GESEK SAMA JENIS BAJA ST 60, SAMA JENIS AISI 201, DAN BEDA JENIS BAJA ST 60 DENGAN AISI 201 *Hermawan Widi Laksono 1, Sugiyanto 2 1 Mahasiswa
PENGUJIAN SIFAT MEKANIK DAN STRUKTUR MIKRO PADASAMBUNGAN PENGELASAN GESEK SAMA JENIS BAJA ST 60, SAMA JENIS AISI 201, DAN BEDA JENIS BAJA ST 60 DENGAN AISI 201 *Hermawan Widi Laksono 1, Sugiyanto 2 1 Mahasiswa
BAB I PENDAHULUAN. perkembangan dengan pesat. Ditemukannya metode-metode baru untuk mengatasi
 BAB I PENDAHULUAN 1.1 Latar Belakang Seiring dengan perkembangan jaman, teknologi pengelasan telah mengalami perkembangan dengan pesat. Ditemukannya metode-metode baru untuk mengatasi permasalahan dalam
BAB I PENDAHULUAN 1.1 Latar Belakang Seiring dengan perkembangan jaman, teknologi pengelasan telah mengalami perkembangan dengan pesat. Ditemukannya metode-metode baru untuk mengatasi permasalahan dalam
PENGARUH DURASI GESEK, TEKANAN GESEK DAN TEKANAN TEMPA TERHADAP IMPACT STRENGTH SAMBUNGAN LASAN GESEK LANGSUNG PADA BAJA KARBON AISI 1045
 JURNAL SAINS DAN SENI POMITS Vol. 1, No. 1, (2012) 1-5 1 PENGARUH DURASI GESEK, TEKANAN GESEK DAN TEKANAN TEMPA TERHADAP IMPACT STRENGTH SAMBUNGAN LASAN GESEK LANGSUNG PADA BAJA KARBON AISI 1045 Sigied
JURNAL SAINS DAN SENI POMITS Vol. 1, No. 1, (2012) 1-5 1 PENGARUH DURASI GESEK, TEKANAN GESEK DAN TEKANAN TEMPA TERHADAP IMPACT STRENGTH SAMBUNGAN LASAN GESEK LANGSUNG PADA BAJA KARBON AISI 1045 Sigied
PENERAPAN KONSEP FLUIDA PADA MESIN PERKAKAS
 PENERAPAN KONSEP FLUIDA PADA MESIN PERKAKAS 1. Dongkrak Hidrolik Dongkrak hidrolik merupakan salah satu aplikasi sederhana dari Hukum Pascal. Berikut ini prinsip kerja dongkrak hidrolik. Saat pengisap
PENERAPAN KONSEP FLUIDA PADA MESIN PERKAKAS 1. Dongkrak Hidrolik Dongkrak hidrolik merupakan salah satu aplikasi sederhana dari Hukum Pascal. Berikut ini prinsip kerja dongkrak hidrolik. Saat pengisap
Dwi Agus Santoso, Nur Husodo Jurusan D3 Teknik Mesin Institut Teknologi Sepuluh Nopember (ITS) Surabaya Kampus ITS Sukolilo Surabaya 60111
 Surabaya Kampus ITS Sukolilo Surabaya 60111") ANALISA PENGARUH TEKANAN TEMPA TERHADAP STRUKTUR MIKRO DAN SIFAT MEKANIK BAJA ST 41 (Diameter 14 mm dan Pelat Baja 50 mm ) DENGAN METODE DIRECT-DRIVE FRICTION WELDING SEBAGAI ALTERNATIF PEMBUATAN FRONT
ANALISA PENGARUH TEKANAN TEMPA TERHADAP STRUKTUR MIKRO DAN SIFAT MEKANIK BAJA ST 41 (Diameter 14 mm dan Pelat Baja 50 mm ) DENGAN METODE DIRECT-DRIVE FRICTION WELDING SEBAGAI ALTERNATIF PEMBUATAN FRONT
Mesin Pemeras Minyak Ikan. Kamin Ginting & Eka Nanda Pratama
 Mesin Pemeras Minyak Ikan Kamin Ginting & Eka Nanda Pratama Mesin Pemeras Minyak Ikan Minyak Ikan sangat berkhasiat bagi kesehatan tubuh kita bahkan bila Dibandingkan dengan minyak nabati ataupun minyak
Mesin Pemeras Minyak Ikan Kamin Ginting & Eka Nanda Pratama Mesin Pemeras Minyak Ikan Minyak Ikan sangat berkhasiat bagi kesehatan tubuh kita bahkan bila Dibandingkan dengan minyak nabati ataupun minyak
BAB I PENDAHULUAN. penting pada proses penyambungan logam. Pada hakekatnya. diantara material yang disambungkan. Ini biasanya dilakukan
 BAB I PENDAHULUAN 1.1. Latar Belakang Pengelasan dalam industri manufaktur memiliki peranan penting pada proses penyambungan logam. Pada hakekatnya proses las atau pengelasan adalah penyambungan dua material
BAB I PENDAHULUAN 1.1. Latar Belakang Pengelasan dalam industri manufaktur memiliki peranan penting pada proses penyambungan logam. Pada hakekatnya proses las atau pengelasan adalah penyambungan dua material
BAB II TINJAUAN PUSTAKA DAN DASAR TEORI
 BAB II TINJAUAN PUSTAKA DAN DASAR TEORI 2.1. Tinjauan Pustaka Penelitian terhadap las gesek telah banyak dilakukan. Beberapa penelitian tentang parameter kekuatan tarik, kekerasan permukaan dan struktur
BAB II TINJAUAN PUSTAKA DAN DASAR TEORI 2.1. Tinjauan Pustaka Penelitian terhadap las gesek telah banyak dilakukan. Beberapa penelitian tentang parameter kekuatan tarik, kekerasan permukaan dan struktur
RANCANG BANGUN MESIN ELEKTRO PNEUMATIK BLANKING PROFIL SANDAL
 RANCANG BANGUN MESIN ELEKTRO PNEUMATIK BLANKING PROFIL SANDAL Disusun Oleh : Achmad Nizar Sholihuddin ( 2110039003 ) Joko Kariyono ( 2110039020 ) Dosen Pembimbing Rivai Wardhani ST, MSc Instruktur Pembimbing
RANCANG BANGUN MESIN ELEKTRO PNEUMATIK BLANKING PROFIL SANDAL Disusun Oleh : Achmad Nizar Sholihuddin ( 2110039003 ) Joko Kariyono ( 2110039020 ) Dosen Pembimbing Rivai Wardhani ST, MSc Instruktur Pembimbing
Jurusan Teknik Perkapalan Fakultas Teknologi Kelautan Institut Teknologi Sepuluh Nopember Surabaya
 TUGAS AKHIR MN 091382 ANALISA PENGARUH VARIASI TANGGEM PADA PENGELASAN PIPA CARBON STEEL DENGAN METODE PENGELASAN SMAW DAN FCAW TERHADAP DEFORMASI DAN TEGANGAN SISA MENGGUNAKAN ANALISA PEMODELAN ANSYS
TUGAS AKHIR MN 091382 ANALISA PENGARUH VARIASI TANGGEM PADA PENGELASAN PIPA CARBON STEEL DENGAN METODE PENGELASAN SMAW DAN FCAW TERHADAP DEFORMASI DAN TEGANGAN SISA MENGGUNAKAN ANALISA PEMODELAN ANSYS
BAB IV PERHITUNGAN SISTEM HIDRAULIK
 BAB IV PERHITUNGAN SISTEM HIDRAULIK 4.1 Perhitungan Beban Operasi System Gaya yang dibutuhkan untuk mengangkat movable bridge kapasitas 100 ton yang akan diangkat oleh dua buah silinder hidraulik kanan
BAB IV PERHITUNGAN SISTEM HIDRAULIK 4.1 Perhitungan Beban Operasi System Gaya yang dibutuhkan untuk mengangkat movable bridge kapasitas 100 ton yang akan diangkat oleh dua buah silinder hidraulik kanan
IV. HASIL DAN PEMBAHASAN
 IV. HASIL DAN PEMBAHASAN A. DATA ALAT DAN MATERIAL PENELITIAN 1. Material Penelitian Tipe Baja : AISI 1045 Bentuk : Pelat Tabel 7. Komposisi Kimia Baja AISI 1045 Pelat AISI 1045 Unsur Nilai Kandungan Unsur
IV. HASIL DAN PEMBAHASAN A. DATA ALAT DAN MATERIAL PENELITIAN 1. Material Penelitian Tipe Baja : AISI 1045 Bentuk : Pelat Tabel 7. Komposisi Kimia Baja AISI 1045 Pelat AISI 1045 Unsur Nilai Kandungan Unsur
Sistem Hidrolik. Trainer Agri Group Tier-2
 Sistem Hidrolik No HP : 082183802878 Tujuan Training Peserta dapat : Mengerti komponen utama dari sistem hidrolik Menguji system hidrolik Melakukan perawatan pada sistem hidrolik Hidrolik hydro = air &
Sistem Hidrolik No HP : 082183802878 Tujuan Training Peserta dapat : Mengerti komponen utama dari sistem hidrolik Menguji system hidrolik Melakukan perawatan pada sistem hidrolik Hidrolik hydro = air &
BAB III PEMBUATAN ALAT UJI DAN METODE PENGAMBILAN DATA
 BAB III PEMBUATAN ALAT UJI DAN METODE PENGAMBILAN DATA Untuk mendapatkan koefisien gesek pada saluran pipa berpenampang persegi, nilai penurunan tekanan (pressure loss), kekasaran pipa dan beberapa variabel
BAB III PEMBUATAN ALAT UJI DAN METODE PENGAMBILAN DATA Untuk mendapatkan koefisien gesek pada saluran pipa berpenampang persegi, nilai penurunan tekanan (pressure loss), kekasaran pipa dan beberapa variabel
III. METODOLOGI PENELITIAN. Penelitian ini dilakukan di Lab.Proses Produksi, CNC dan material teknik
 III. METODOLOGI PENELITIAN A. Tempat Penelitian Penelitian ini dilakukan di Lab.Proses Produksi, CNC dan material teknik Jurusan Teknik mesin Universitas Lampung untuk pengukuran suhu luaran vortex tube,
III. METODOLOGI PENELITIAN A. Tempat Penelitian Penelitian ini dilakukan di Lab.Proses Produksi, CNC dan material teknik Jurusan Teknik mesin Universitas Lampung untuk pengukuran suhu luaran vortex tube,
TUGAS AKHIR MANUFAKTUR
 TUGAS AKHIR MANUFAKTUR Oleh : Pembimbing : Ricky Aimmatu Agusta (2109 030 074) Ir. Eddy Widiyono,MSc NIP. 19601025 198701 1 001 PROGRAM STUDI D3 TEKNIK MESIN FAKULTAS TEKNOLOGI INDUSTRI INSTITUT TEKNOLOGI
TUGAS AKHIR MANUFAKTUR Oleh : Pembimbing : Ricky Aimmatu Agusta (2109 030 074) Ir. Eddy Widiyono,MSc NIP. 19601025 198701 1 001 PROGRAM STUDI D3 TEKNIK MESIN FAKULTAS TEKNOLOGI INDUSTRI INSTITUT TEKNOLOGI
PRAKTIKUM DAC HIDROLIK
 LAPORAN LAB PNEUMATIK PRAKTIKUM DAC HIDROLIK Dikerjakan oleh: Lukman Khakim (1141150019) D4 1A PROGRAM STUDI SISTEM KELISTRIKAN JURUSAN TEKNIK ELEKTRO POLITEKNIK NEGERI MALANG 2012 BAB I PENDAHULUAN 1.1
LAPORAN LAB PNEUMATIK PRAKTIKUM DAC HIDROLIK Dikerjakan oleh: Lukman Khakim (1141150019) D4 1A PROGRAM STUDI SISTEM KELISTRIKAN JURUSAN TEKNIK ELEKTRO POLITEKNIK NEGERI MALANG 2012 BAB I PENDAHULUAN 1.1
JURNAL TEKNIK ITS Vol. 1, No. 1(Sept. 2012) ISSN: G-340
 ISSN: G-340") JURNAL TEKNIK ITS Vol. 1, No. 1(Sept. 2012) ISSN: 2301-9271 G-340 Analisa Pengaruh Variasi Tanggem Pada Pengelasan Pipa Carbon Steel Dengan Metode Pengelasan SMAW dan FCAW Terhadap Deformasi dan Tegangan
JURNAL TEKNIK ITS Vol. 1, No. 1(Sept. 2012) ISSN: 2301-9271 G-340 Analisa Pengaruh Variasi Tanggem Pada Pengelasan Pipa Carbon Steel Dengan Metode Pengelasan SMAW dan FCAW Terhadap Deformasi dan Tegangan
SISTEM KERJA HIDROLIK PADA EXCAVATOR TIPE KOMATSU PC DI PT. UNITED TRACTORS TBK.
 SISTEM KERJA HIDROLIK PADA EXCAVATOR TIPE KOMATSU PC 200-8 DI PT. UNITED TRACTORS TBK. Nama : Ricko Pramudya NPM : 26411117 Jurusan : Teknik Mesin Pembimbing : Iwan Setyawan, ST. MT Latar Belakang Penggunan
SISTEM KERJA HIDROLIK PADA EXCAVATOR TIPE KOMATSU PC 200-8 DI PT. UNITED TRACTORS TBK. Nama : Ricko Pramudya NPM : 26411117 Jurusan : Teknik Mesin Pembimbing : Iwan Setyawan, ST. MT Latar Belakang Penggunan
PELATIHAN PENGELASAN DAN PENGOPERASIAN KOMPRESOR
 MAKALAH PELATIHAN PENGELASAN DAN PENGOPERASIAN KOMPRESOR PROGRAM IbPE KELOMPOK USAHA KERAJINAN ENCENG GONDOK DI SENTOLO, KABUPATEN KULONPROGO Oleh : Aan Ardian ardian@uny.ac.id FAKULTAS TEKNIK UNIVERSITAS
MAKALAH PELATIHAN PENGELASAN DAN PENGOPERASIAN KOMPRESOR PROGRAM IbPE KELOMPOK USAHA KERAJINAN ENCENG GONDOK DI SENTOLO, KABUPATEN KULONPROGO Oleh : Aan Ardian ardian@uny.ac.id FAKULTAS TEKNIK UNIVERSITAS
BAB II TINJAUAN PUSTAKA DAN DASAR TEORI
 BAB II TINJAUAN PUSTAKA DAN DASAR TEORI 2.1. Tinjauan Pustaka Penelitian terhadap las gesek telah banyak dilakukan. Beberapa penelitian tentang parameter kekuatan tarik, kekerasan permukaan dan struktur
BAB II TINJAUAN PUSTAKA DAN DASAR TEORI 2.1. Tinjauan Pustaka Penelitian terhadap las gesek telah banyak dilakukan. Beberapa penelitian tentang parameter kekuatan tarik, kekerasan permukaan dan struktur
BAB III PEMBUATAN ALAT UJI DAN METODE PENGAMBILAN DATA
 BAB III PEMBUATAN ALAT UJI DAN METODE PENGAMBILAN DATA Untuk mendapatkan koefisien gesek dari saluran pipa berpenampang persegi, nilai penurunan tekanan (pressure loss), kekasaran pipa dan beberapa variabel
BAB III PEMBUATAN ALAT UJI DAN METODE PENGAMBILAN DATA Untuk mendapatkan koefisien gesek dari saluran pipa berpenampang persegi, nilai penurunan tekanan (pressure loss), kekasaran pipa dan beberapa variabel
BAB IV ANALISA DAN PEMBAHASAN PROSES PEMBUATAN ALAT PENYANGGA TENGAH OTOMATIS PADA SEPEDA MOTOR YANG MENGGUNAKAN SISTEM HIDROLIK
 BAB IV ANALISA DAN PEMBAHASAN PROSES PEMBUATAN ALAT PENYANGGA TENGAH OTOMATIS PADA SEPEDA MOTOR YANG MENGGUNAKAN SISTEM HIDROLIK 4.1 Membuat Desain Sirkuit Sistem Hidrolik Penyangga Tengah dan Cara Kerjanya
BAB IV ANALISA DAN PEMBAHASAN PROSES PEMBUATAN ALAT PENYANGGA TENGAH OTOMATIS PADA SEPEDA MOTOR YANG MENGGUNAKAN SISTEM HIDROLIK 4.1 Membuat Desain Sirkuit Sistem Hidrolik Penyangga Tengah dan Cara Kerjanya
ANALISA KEBOCORAN PIPA PADA HYDRAULIC GATE BEAM SHEARING MACHINE di PT. INKA
 ANALISA KEBOCORAN PIPA PADA HYDRAULIC GATE BEAM SHEARING MACHINE di PT. INKA Oleh : MOHAMMAD ILHAM NRP : 6308.030.018 Jurusan : Teknik Permesinan Kapal Politeknik Perkapalan Negeri Surabaya Institut Teknologi
ANALISA KEBOCORAN PIPA PADA HYDRAULIC GATE BEAM SHEARING MACHINE di PT. INKA Oleh : MOHAMMAD ILHAM NRP : 6308.030.018 Jurusan : Teknik Permesinan Kapal Politeknik Perkapalan Negeri Surabaya Institut Teknologi
REDESIGN SISTEM HIDROLIK LIR BURITAN KRI SLAMET RIYADI 352
 REDESIGN SISTEM HIDROLIK LIR BURITAN KRI SLAMET RIYADI 352 Ir. ARINO ANZIP MENG. SC Institut Teknologi Sepuluh Nopember, Ir. SUTRISNO M.T. Sekolah Tinggi Teknologi Angkatan Laut JAJANG AMIR HIDAYAT Sekolah
REDESIGN SISTEM HIDROLIK LIR BURITAN KRI SLAMET RIYADI 352 Ir. ARINO ANZIP MENG. SC Institut Teknologi Sepuluh Nopember, Ir. SUTRISNO M.T. Sekolah Tinggi Teknologi Angkatan Laut JAJANG AMIR HIDAYAT Sekolah
BAB IV PERANCANGAN SISTEM PERPIPAAN AIR UNTUK PENYIRAMAN TANAMAN KEBUN VERTIKAL
 BAB IV PERANCANGAN SISTEM PERPIPAAN AIR UNTUK PENYIRAMAN TANAMAN KEBUN VERTIKAL 4.1 Kondisi perancangan Tahap awal perancangan sistem perpipaan air untuk penyiraman kebun vertikal yaitu menentukan kondisi
BAB IV PERANCANGAN SISTEM PERPIPAAN AIR UNTUK PENYIRAMAN TANAMAN KEBUN VERTIKAL 4.1 Kondisi perancangan Tahap awal perancangan sistem perpipaan air untuk penyiraman kebun vertikal yaitu menentukan kondisi
BAB III METODE PERANCANGAN
 23 BAB III METODE PERANCANGAN 3.1 DIAGRAM ALIR PERANCANGAN Mulai Studi Pustaka Kapasitas mesin press, F = 30 kn Daftar kehendak rangkaian EH Perencanaan Rangkaian elektro Hidrolik dg Simulator Perhitungan
23 BAB III METODE PERANCANGAN 3.1 DIAGRAM ALIR PERANCANGAN Mulai Studi Pustaka Kapasitas mesin press, F = 30 kn Daftar kehendak rangkaian EH Perencanaan Rangkaian elektro Hidrolik dg Simulator Perhitungan
III. METODE PENELITIAN. Penelitian dilakukan dibeberapa tempat, sebagai berikut:
 III. METODE PENELITIAN A. Tempat Penelitian Penelitian dilakukan dibeberapa tempat, sebagai berikut: 1. Pembuatan kampuh dan proses pengelasan dilakukan di Politeknik Negeri Lampung, Bandar Lampung, 2.
III. METODE PENELITIAN A. Tempat Penelitian Penelitian dilakukan dibeberapa tempat, sebagai berikut: 1. Pembuatan kampuh dan proses pengelasan dilakukan di Politeknik Negeri Lampung, Bandar Lampung, 2.
MODIFIKASI MESIN PRESS SOL SEPATU. Rahmat Hadi Sukarno ( ) Ir. Hari Subiyanto, MSc. DENGAN SISTEM PNEUMATIK
 Ir. Hari Subiyanto, MSc. DENGAN SISTEM PNEUMATIK") BIDANG STUDI TEKNIK PRODUKSI MODIFIKASI MESIN PRESS SOL SEPATU DENGAN SISTEM PNEUMATIK Oleh : Rahmat Hadi Sukarno ( 2106.030.048 ) Dosen Pembimbing : Ir. Hari Subiyanto, MSc. PROGRAM STUDI D III TEKNIK
BIDANG STUDI TEKNIK PRODUKSI MODIFIKASI MESIN PRESS SOL SEPATU DENGAN SISTEM PNEUMATIK Oleh : Rahmat Hadi Sukarno ( 2106.030.048 ) Dosen Pembimbing : Ir. Hari Subiyanto, MSc. PROGRAM STUDI D III TEKNIK
PENGARUH VARIASI BENTUK PERMUKAAN FORGING SAMBUNGAN LAS GESEK ROTARY TERHADAP KEKUATAN TARIK BAJA MILD STEEL. Abstract
 PENGARUH VARIASI BENTUK PERMUKAAN FORGING SAMBUNGAN LAS GESEK ROTARY TERHADAP KEKUATAN TARIK BAJA MILD STEEL Putra Partomuan 1, Yohanes 2, Laboratorium Teknologi Produksi, Jurusan Teknik Mesin, Fakultas
PENGARUH VARIASI BENTUK PERMUKAAN FORGING SAMBUNGAN LAS GESEK ROTARY TERHADAP KEKUATAN TARIK BAJA MILD STEEL Putra Partomuan 1, Yohanes 2, Laboratorium Teknologi Produksi, Jurusan Teknik Mesin, Fakultas
BAB III METODOLOGI. sebagian besar digambarkan dalam diagram alir, agar mempermudah proses
 BAB III METODOLOGI 3.1. Langkah Kerja Penelitian Pada bab ini perancang menjelaskan tentang langkah kerja penelitian yang sebagian besar digambarkan dalam diagram alir, agar mempermudah proses perancangan.
BAB III METODOLOGI 3.1. Langkah Kerja Penelitian Pada bab ini perancang menjelaskan tentang langkah kerja penelitian yang sebagian besar digambarkan dalam diagram alir, agar mempermudah proses perancangan.
Sidang Tugas Akhir (TM091486)
") Sidang Tugas Akhir (TM091486) Dosen Pembimbing : Dr. Ir. Soeharto, DEA Oleh : Budi Darmawan NRP 2105 100 160 Jurusan Teknik Mesin Fakultas Teknologi Industri Institut Teknologi Sepuluh Nopember Surabaya
Sidang Tugas Akhir (TM091486) Dosen Pembimbing : Dr. Ir. Soeharto, DEA Oleh : Budi Darmawan NRP 2105 100 160 Jurusan Teknik Mesin Fakultas Teknologi Industri Institut Teknologi Sepuluh Nopember Surabaya
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN 3.1. Diagram Alir Penelitian Sebelum melakukan proses penelitian tentang pengelasan gesek dibuatlah diagram alir untuk menggambarkan proses-proses operasionalnya sehingga mudah
BAB III METODE PENELITIAN 3.1. Diagram Alir Penelitian Sebelum melakukan proses penelitian tentang pengelasan gesek dibuatlah diagram alir untuk menggambarkan proses-proses operasionalnya sehingga mudah
PENGARUH HEAT TREATMENT
 TUGAS AKHIR PENGARUH HEAT TREATMENT SESUDAH PENGELASAN (POST WELD) PADA BAJA TAHAN KARAT AUSTENITIK TERHADAP KEKUATAN TARIK, KEKERASAN, STRUKTUR MIKRO, DAN KOMPOSISI KIMIA Disusun : CATUR WIDODO YUNIANTO
TUGAS AKHIR PENGARUH HEAT TREATMENT SESUDAH PENGELASAN (POST WELD) PADA BAJA TAHAN KARAT AUSTENITIK TERHADAP KEKUATAN TARIK, KEKERASAN, STRUKTUR MIKRO, DAN KOMPOSISI KIMIA Disusun : CATUR WIDODO YUNIANTO
I. PENDAHULUAN. atau lebih dengan memanfaatkan energi panas. luas, seperti pada kontruksi bangunan baja dan kontruksi mesin.
 I. PENDAHULUAN A. Latar Belakang Pengelasan merupakan suatu proses penting di dalam dunia industri dan merupakan bagian yang tak terpisahkan dari pertumbuhan industri, karena memegang peranan utama dalam
I. PENDAHULUAN A. Latar Belakang Pengelasan merupakan suatu proses penting di dalam dunia industri dan merupakan bagian yang tak terpisahkan dari pertumbuhan industri, karena memegang peranan utama dalam
Kolbi Universitas Muhammadiyah Yogyakarta, Program Studi S-1 Teknik Mesin Fakultas Teknik, Yogyakarta 55183, Indonesia
 ANALISA PENGARUH WAKTU GESEK TERHADAP STRUKTUR MIKRO DAN KEKERASAN PADA SAMBUNGAN LOGAM PIPA KUNINGAN 5/8 DENGAN METODE PENGELASAN GESEK (ROTARY FRICTION WELDING) Kolbi Universitas Muhammadiyah Yogyakarta,
ANALISA PENGARUH WAKTU GESEK TERHADAP STRUKTUR MIKRO DAN KEKERASAN PADA SAMBUNGAN LOGAM PIPA KUNINGAN 5/8 DENGAN METODE PENGELASAN GESEK (ROTARY FRICTION WELDING) Kolbi Universitas Muhammadiyah Yogyakarta,
BAB III TINJAUAN PUSTAKA
 9 BAB III TINJAUAN PUSTAKA 3.1 PENDAHULUAN Semakin berkembangnya industri terutama dibidang jasa dan produksi akan mempengaruhi perusahaan untuk meningkatkan kualitas kerja yang dihasilkan untuk memenuhi
9 BAB III TINJAUAN PUSTAKA 3.1 PENDAHULUAN Semakin berkembangnya industri terutama dibidang jasa dan produksi akan mempengaruhi perusahaan untuk meningkatkan kualitas kerja yang dihasilkan untuk memenuhi
BAB IV PELAKSANAAN DAN PEMBAHASAN
 41 BAB IV PELAKSANAAN DAN PEMBAHASAN Start Alat berat masuk ke Workshop Pengecekan sistem hidrolik secara keseluruhan komponen Maintenance Service kerusakan Ganti oli Ganti filter oli Ganti hose hidrolik
41 BAB IV PELAKSANAAN DAN PEMBAHASAN Start Alat berat masuk ke Workshop Pengecekan sistem hidrolik secara keseluruhan komponen Maintenance Service kerusakan Ganti oli Ganti filter oli Ganti hose hidrolik
4.2.2 Perencanaan Diameter Pipa Saluran Diameter pipa saluran dapat dicari persamaan kerugian tekanan :
 Sehingga: F =. D 2. P - 42175,6 = D 2 = D 2 = 995,64 D = D = 31,55 mm Dari perencanaan diatas didapat diameter minimal silinder pneumatik sebesar 31,55 mm. Maka untuk perencanaan ini dipilih silinder dengan
Sehingga: F =. D 2. P - 42175,6 = D 2 = D 2 = 995,64 D = D = 31,55 mm Dari perencanaan diatas didapat diameter minimal silinder pneumatik sebesar 31,55 mm. Maka untuk perencanaan ini dipilih silinder dengan
BAB III METODOLOGI PENELITIAN
 17 BAB III METODOLOGI PENELITIAN 3.1 Diagram Alir Penelitian Pada penelitian ini langkah-langkah penelitian mengacu pada diagram alir pada Gambar 3.1 berikut: Gambar 3.1 Diagram alir penelitian. 3.2 Waktu
17 BAB III METODOLOGI PENELITIAN 3.1 Diagram Alir Penelitian Pada penelitian ini langkah-langkah penelitian mengacu pada diagram alir pada Gambar 3.1 berikut: Gambar 3.1 Diagram alir penelitian. 3.2 Waktu
TUGAS PENYAMBUNGAN MATERIAL 5 RACHYANDI NURCAHYADI ( )
") 1. Jelaskan tahapan kerja dari las titik (spot welding). Serta jelaskan mengapa pelelehan terjadi pada bagian tengah kedua pelat yang disambung Tahapan kerja dari las titik (spot welding) ialah : Dua lembaran
1. Jelaskan tahapan kerja dari las titik (spot welding). Serta jelaskan mengapa pelelehan terjadi pada bagian tengah kedua pelat yang disambung Tahapan kerja dari las titik (spot welding) ialah : Dua lembaran
Persentasi Tugas Akhir
 Persentasi Tugas Akhir OLEH: MUHAMMAD RENDRA ROSMAWAN 2107 030 007 Pembimbing : Ir. Hari Subiyanto,MSc Program Studi Diploma III Fakultas Teknologi Industri Institut Teknologi Sepuluh Nopember Surabaya
Persentasi Tugas Akhir OLEH: MUHAMMAD RENDRA ROSMAWAN 2107 030 007 Pembimbing : Ir. Hari Subiyanto,MSc Program Studi Diploma III Fakultas Teknologi Industri Institut Teknologi Sepuluh Nopember Surabaya
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN Setelah dilakukan pengamatan, pengukuran serta pengujian terhadap masingmasing benda uji, didapatkan data-data hasil penyambungan las gesek bahan Stainless Steel 304. Data hasil
BAB IV HASIL DAN PEMBAHASAN Setelah dilakukan pengamatan, pengukuran serta pengujian terhadap masingmasing benda uji, didapatkan data-data hasil penyambungan las gesek bahan Stainless Steel 304. Data hasil
UNIVERSITAS DIPONEGORO
 UNIVERSITAS DIPONEGORO PENGUJIAN SAMBUNGAN PADA PROSES PENGELASAN GESEK BEDA LOGAM ANTARA ST 60 DENGAN AISI 304 TUGAS AKHIR AHMAD MARDIYONO L2E 005 418 FAKULTAS TEKNIK JURUSAN TEKNIK MESIN SEMARANG SEPTEMBER
UNIVERSITAS DIPONEGORO PENGUJIAN SAMBUNGAN PADA PROSES PENGELASAN GESEK BEDA LOGAM ANTARA ST 60 DENGAN AISI 304 TUGAS AKHIR AHMAD MARDIYONO L2E 005 418 FAKULTAS TEKNIK JURUSAN TEKNIK MESIN SEMARANG SEPTEMBER
Dimas Hardjo Subowo NRP
 Dimas Hardjo Subowo NRP. 2706 100 011 Dosen Pembimbing : Budi Agung K, ST, M.Sc FAKULTAS TEKNOLOHI INDUSTRI INSTITUT TEKNOLOGI SEPULUH NOPEMBER SURABAYA Abstrak Dalam proses pengelasan seringkali dijumpai
Dimas Hardjo Subowo NRP. 2706 100 011 Dosen Pembimbing : Budi Agung K, ST, M.Sc FAKULTAS TEKNOLOHI INDUSTRI INSTITUT TEKNOLOGI SEPULUH NOPEMBER SURABAYA Abstrak Dalam proses pengelasan seringkali dijumpai
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN Metode penelitian yang digunakan adalah metode eksperimental dengan mengacu pada Standar API 610 tentang pengujian pompa pada kondisi kavitasi dan tinjauan literatur penelitian-penelitian
BAB III METODE PENELITIAN Metode penelitian yang digunakan adalah metode eksperimental dengan mengacu pada Standar API 610 tentang pengujian pompa pada kondisi kavitasi dan tinjauan literatur penelitian-penelitian
TUGAS AKHIR PERENCANAAN SISTEM HIDRAULIK PADA BACKHOE LOADER TYPE 428E
 TUGAS AKHIR PERENCANAAN SISTEM HIDRAULIK PADA BACKHOE LOADER TYPE 428E Disusun oleh Nama : Wiwi Widodo Nim : 41305010007 PROGRAM STUDI TEKNIK MESIN FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS MERCU BUANA JAKARTA
TUGAS AKHIR PERENCANAAN SISTEM HIDRAULIK PADA BACKHOE LOADER TYPE 428E Disusun oleh Nama : Wiwi Widodo Nim : 41305010007 PROGRAM STUDI TEKNIK MESIN FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS MERCU BUANA JAKARTA
BAB III METODOLOGI Diagram Alir Tugas Akhir. Diagram alir Tugas Akhir Rancang Bangun Tungku Pengecoran Alumunium. Skala Laboratorium.
 BAB III METODOLOGI 3.1. Diagram Alir Tugas Akhir Diagram alir Tugas Akhir Rancang Bangun Tungku Pengecoran Alumunium Skala Laboratorium. Gambar 3.1. Diagram Alir Tugas Akhir 3.2. Alat dan Dalam rancang
BAB III METODOLOGI 3.1. Diagram Alir Tugas Akhir Diagram alir Tugas Akhir Rancang Bangun Tungku Pengecoran Alumunium Skala Laboratorium. Gambar 3.1. Diagram Alir Tugas Akhir 3.2. Alat dan Dalam rancang
"CAP COMBI 2600 CL" (10,000 L tangki lumpur L air, total 15,250 L)
") "CAP COMBI 2600 CL" (10,000 L tangki lumpur + 5250 L air, total 15,250 L) Peralatan kombinasi yang diperuntukkan untuk menyedot & membersihkan saluran dan cairan apapun (tidak termasuk limbah berbahaya),
"CAP COMBI 2600 CL" (10,000 L tangki lumpur + 5250 L air, total 15,250 L) Peralatan kombinasi yang diperuntukkan untuk menyedot & membersihkan saluran dan cairan apapun (tidak termasuk limbah berbahaya),
TEORI SAMBUNGAN SUSUT
 TEORI SAMBUNGAN SUSUT 5.1. Pengertian Sambungan Susut Sambungan susut merupakan sambungan dengan sistem suaian paksa (Interference fits, Shrink fits, Press fits) banyak digunakan di Industri dalam perancangan
TEORI SAMBUNGAN SUSUT 5.1. Pengertian Sambungan Susut Sambungan susut merupakan sambungan dengan sistem suaian paksa (Interference fits, Shrink fits, Press fits) banyak digunakan di Industri dalam perancangan
BAB I PENDAHULUAN. sangatlah pesat. Salah satu proses yang terpenting dalam bidang
 BAB I PENDAHULUAN 1.1. Latar Belakang Dewasa ini perkembangan teknologi pada bidang manufaktur sangatlah pesat. Salah satu proses yang terpenting dalam bidang manufaktur adalah dalam teknik penyambungan
BAB I PENDAHULUAN 1.1. Latar Belakang Dewasa ini perkembangan teknologi pada bidang manufaktur sangatlah pesat. Salah satu proses yang terpenting dalam bidang manufaktur adalah dalam teknik penyambungan
PENGARUH PENGELASAN TUNGSTEN INERT GAS TERHADAP KEKUATAN TARIK, KEKERASAN DAN MIKRO STRUKTUR PADA PIPA HEAT EXCHANGER
 PENGARUH PENGELASAN TUNGSTEN INERT GAS TERHADAP KEKUATAN TARIK, KEKERASAN DAN MIKRO STRUKTUR PADA PIPA HEAT EXCHANGER Wisma Soedarmadji*), Febi Rahmadianto**) ABSTRAK Tungsten Innert Gas adalah proses
PENGARUH PENGELASAN TUNGSTEN INERT GAS TERHADAP KEKUATAN TARIK, KEKERASAN DAN MIKRO STRUKTUR PADA PIPA HEAT EXCHANGER Wisma Soedarmadji*), Febi Rahmadianto**) ABSTRAK Tungsten Innert Gas adalah proses
σ = 0,7 = = 15,52 Dimana : = Tegangan geser (N/ ) F = Gaya potong spon (N) = Bidang geser dari spon ( Sehingga : = = = 42175,6
 F = Gaya potong spon (N) = Bidang geser dari spon ( Sehingga : = = = 42175,6") BAB IV PERENCANAAN dan PERHITUNGAN 4.1. Perhitungan dan Pemilihan Peralatan Pneumatik Pada sub bab ini dilakukan perhitungan perencanaan untuk memilih peralatan pneumatik sesuai dengan beban yang telah
BAB IV PERENCANAAN dan PERHITUNGAN 4.1. Perhitungan dan Pemilihan Peralatan Pneumatik Pada sub bab ini dilakukan perhitungan perencanaan untuk memilih peralatan pneumatik sesuai dengan beban yang telah
Upaya Alternatif Proses Maufaktur Produk Katup Mesin (Engine Valve) Bahan SS 304 Berbasis Proses Operasional Las Gesek (Friction Welding)
 Bahan SS 304 Berbasis Proses Operasional Las Gesek (Friction Welding)") Upaya Alternatif Proses Maufaktur Produk Katup Mesin (Engine Valve) Bahan SS 304 Berbasis Proses Operasional Las Gesek (Friction Welding) Nur Husodo 1, Giri Suseno. 2, Gathot Dwi W. 3, Dadang Hidayat 4
Upaya Alternatif Proses Maufaktur Produk Katup Mesin (Engine Valve) Bahan SS 304 Berbasis Proses Operasional Las Gesek (Friction Welding) Nur Husodo 1, Giri Suseno. 2, Gathot Dwi W. 3, Dadang Hidayat 4
Pengaruh Variasi Arus dan Jenis Elektrode pada Pengelasan Smaw Terhadap Sifat Mekanik Baja Karbon
 Jurnal Ilmiah Teknik Mesin CakraM Vol. 3 No.2. Oktober 2009 (144-149) Pengaruh Variasi Arus dan Jenis Elektrode pada Pengelasan Smaw Terhadap Sifat Mekanik Baja Karbon I Made Gatot Karohika Jurusan Teknik
Jurnal Ilmiah Teknik Mesin CakraM Vol. 3 No.2. Oktober 2009 (144-149) Pengaruh Variasi Arus dan Jenis Elektrode pada Pengelasan Smaw Terhadap Sifat Mekanik Baja Karbon I Made Gatot Karohika Jurusan Teknik
UNIVERSITAS DIPONEGORO
 UNIVERSITAS DIPONEGORO PENGUJIAN SIFAT MEKANIK DAN STUKTUR MIKRO PADA SAMBUNGAN PENGELASAN GESEK BAJA ST60 TUGAS AKHIR VIKTOR HARI SUROTO L2E 005 494 FAKULTAS TEKNIK JURUSAN TEKNIK MESIN SEMARANG SEPTEMBER
UNIVERSITAS DIPONEGORO PENGUJIAN SIFAT MEKANIK DAN STUKTUR MIKRO PADA SAMBUNGAN PENGELASAN GESEK BAJA ST60 TUGAS AKHIR VIKTOR HARI SUROTO L2E 005 494 FAKULTAS TEKNIK JURUSAN TEKNIK MESIN SEMARANG SEPTEMBER
BAB III METODOLOGI PENELITIAN
 komposisi tidak homogen akan memiliki perbedaan kelarutan dalam pembersihan, sehingga beberapa daerah ada yang lebih terlarut dibandingkan dengan daerah yang lainnya. Ketika oksida dihilangkan dari permukaan,
komposisi tidak homogen akan memiliki perbedaan kelarutan dalam pembersihan, sehingga beberapa daerah ada yang lebih terlarut dibandingkan dengan daerah yang lainnya. Ketika oksida dihilangkan dari permukaan,
Penggunaan sistem Pneumatik antara lain sebagai berikut :
 SISTEM PNEUMATIK SISTEM PNEUMATIK Pneumatik berasal dari bahasa Yunani yang berarti udara atau angin. Semua sistem yang menggunakan tenaga yang disimpan dalam bentuk udara yang dimampatkan untuk menghasilkan
SISTEM PNEUMATIK SISTEM PNEUMATIK Pneumatik berasal dari bahasa Yunani yang berarti udara atau angin. Semua sistem yang menggunakan tenaga yang disimpan dalam bentuk udara yang dimampatkan untuk menghasilkan
III. METODOLOGI PENELITIAN. Penelitian dilakukan di Laboratorium Material Teknik Mesin Jurusan Teknik
 III. METODOLOGI PENELITIAN A. Tempat Penelitian Penelitian dilakukan di Laboratorium Material Teknik Mesin Jurusan Teknik Mesin Universitas Lampung. Adapun kegiatan penelitian yang dilakukan di laboratorium
III. METODOLOGI PENELITIAN A. Tempat Penelitian Penelitian dilakukan di Laboratorium Material Teknik Mesin Jurusan Teknik Mesin Universitas Lampung. Adapun kegiatan penelitian yang dilakukan di laboratorium
I. PENDAHULUAN. Salah satu cabang ilmu yang dipelajari pada Teknik Mesin adalah teknik
 I. PENDAHULUAN A. Latar Belakang Salah satu cabang ilmu yang dipelajari pada Teknik Mesin adalah teknik pengelasan logam. Seiring dengan perkembangan zaman, teknologi pengelasan telah mengalami perkembangan
I. PENDAHULUAN A. Latar Belakang Salah satu cabang ilmu yang dipelajari pada Teknik Mesin adalah teknik pengelasan logam. Seiring dengan perkembangan zaman, teknologi pengelasan telah mengalami perkembangan
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 K3 (Kesehatan dan Keselamatan Kerja) Dalam proses pembuatan mesin pengupas kulit kentang perlu memperhatikan masalah kesehatan dan keselamatan kerja (K3). Adapun maksud
BAB IV HASIL DAN PEMBAHASAN 4.1 K3 (Kesehatan dan Keselamatan Kerja) Dalam proses pembuatan mesin pengupas kulit kentang perlu memperhatikan masalah kesehatan dan keselamatan kerja (K3). Adapun maksud
Tugas Akhir SUBMERSIBLE PUMP TEKNOLOGI TEPAT GUNA DENGAN MENGGUNAKAN KINCIR ANGIN
 Tugas Akhir SUBMERSIBLE PUMP TEKNOLOGI TEPAT GUNA DENGAN MENGGUNAKAN KINCIR ANGIN 1.1 Latar Belakang Masalah Pemanfaatan tenaga angin di Indonesia belum begitu optimal, walaupun di beberapa daerah sudah
Tugas Akhir SUBMERSIBLE PUMP TEKNOLOGI TEPAT GUNA DENGAN MENGGUNAKAN KINCIR ANGIN 1.1 Latar Belakang Masalah Pemanfaatan tenaga angin di Indonesia belum begitu optimal, walaupun di beberapa daerah sudah
STUDI EKSPERIMEN PENGARUH VARIASI DIMENSI CIL DALAM (INTERNAL CHILL) TERHADAP CACAT PENYUSUTAN (SHRINKAGE) PADA PENGECORAN ALUMINIUM 6061
 TERHADAP CACAT PENYUSUTAN (SHRINKAGE) PADA PENGECORAN ALUMINIUM 6061") STUDI EKSPERIMEN PENGARUH VARIASI DIMENSI CIL DALAM (INTERNAL CHILL) TERHADAP CACAT PENYUSUTAN (SHRINKAGE) PADA PENGECORAN ALUMINIUM 6061 Oleh: NURHADI GINANJAR KUSUMA NRP. 2111106036 Dosen Pembimbing
STUDI EKSPERIMEN PENGARUH VARIASI DIMENSI CIL DALAM (INTERNAL CHILL) TERHADAP CACAT PENYUSUTAN (SHRINKAGE) PADA PENGECORAN ALUMINIUM 6061 Oleh: NURHADI GINANJAR KUSUMA NRP. 2111106036 Dosen Pembimbing
BAB II DASAR TEORI 2.1. Tinjauan Pustaka
 BAB II DASAR TEORI 2.1. Tinjauan Pustaka Erwanto (2015), meneliti tentang pengaruh kecepatan putar tool terhadap kekuatan mekanik sambungan las FSW menggunakan aluminium 5052-H34 standar ASM tahun 2015
BAB II DASAR TEORI 2.1. Tinjauan Pustaka Erwanto (2015), meneliti tentang pengaruh kecepatan putar tool terhadap kekuatan mekanik sambungan las FSW menggunakan aluminium 5052-H34 standar ASM tahun 2015
BAB I PENDAHULUAN. pipa-pipa minyak dan gas bumi maupun konstruksi-konstruksi lainnya
 BAB I PENDAHULUAN 1.1 Latar Belakang Proses pengelasan bawah air merupakan salah satu teknik yang digunakan untuk mereparasi atau memperbaiki kerusakan yang terjadi pada badan kapal, bangunan lepas pantai,
BAB I PENDAHULUAN 1.1 Latar Belakang Proses pengelasan bawah air merupakan salah satu teknik yang digunakan untuk mereparasi atau memperbaiki kerusakan yang terjadi pada badan kapal, bangunan lepas pantai,
BAB I PENDAHULUAN. cukup berat. Peningkatan akan kualitas dan kuantitas serta persaingan
 BAB I PENDAHULUAN 1.1 Latar Belakang Industri manufaktur di era sekarang dihadapkan pada tuntutan yang cukup berat. Peningkatan akan kualitas dan kuantitas serta persaingan industri yang ketat menuntut
BAB I PENDAHULUAN 1.1 Latar Belakang Industri manufaktur di era sekarang dihadapkan pada tuntutan yang cukup berat. Peningkatan akan kualitas dan kuantitas serta persaingan industri yang ketat menuntut
TUGAS AKHIR PERANCANGAN DAN PEMBUATAN ALAT PELEPAS FLENS PADA POROS PROPELLER DENGAN HYDROLIC JACK
 TUGAS AKHIR PERANCANGAN DAN PEMBUATAN ALAT PELEPAS FLENS PADA POROS PROPELLER DENGAN HYDROLIC JACK Pelaksana : 1. Dodiek Kurniawan (6307030019) 2. Marsetyo Putra A W (6307030026) BAB I PENDAHULUAN 1.1
TUGAS AKHIR PERANCANGAN DAN PEMBUATAN ALAT PELEPAS FLENS PADA POROS PROPELLER DENGAN HYDROLIC JACK Pelaksana : 1. Dodiek Kurniawan (6307030019) 2. Marsetyo Putra A W (6307030026) BAB I PENDAHULUAN 1.1
Gambar 3.1 Diagram alir penelitian 16
 BAB III. METODE PENELITIAN A. Desain penelitian Pelaksanaan penelitian ini dilakukan melalui beberapa tahapan sebagai berikut : a. Tahap desain proses dan teknologi b. Tahap perancangan teknologi ( pirolisator
BAB III. METODE PENELITIAN A. Desain penelitian Pelaksanaan penelitian ini dilakukan melalui beberapa tahapan sebagai berikut : a. Tahap desain proses dan teknologi b. Tahap perancangan teknologi ( pirolisator
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA 2.1 Pengertian pengelasan secara umum a. Pengelasan Menurut Harsono,1991 Pengelasan adalah ikatan metalurgi pada sambungan logam paduan yang dilakukan dalam keadaan lumer atau cair.
BAB II TINJAUAN PUSTAKA 2.1 Pengertian pengelasan secara umum a. Pengelasan Menurut Harsono,1991 Pengelasan adalah ikatan metalurgi pada sambungan logam paduan yang dilakukan dalam keadaan lumer atau cair.
BAB I PENDAHULUAN. semakin dibutuhkan. Semakin luas penggunaan las mempengaruhi. mudah penggunaannya juga dapat menekan biaya sehingga lebih
 BAB I PENDAHULUAN 1.1 Latar Belakang Perkembangan teknologi dalam bidang konstruksi semakin maju, baik di dalam perakitan maupun perawatan. Seiring kemajuan teknologi dalam bidang konstruksi, membuat kebutuhan
BAB I PENDAHULUAN 1.1 Latar Belakang Perkembangan teknologi dalam bidang konstruksi semakin maju, baik di dalam perakitan maupun perawatan. Seiring kemajuan teknologi dalam bidang konstruksi, membuat kebutuhan
Material : Stainless Steel AISI 304; Besi karbon yang dicat (penutup depan & belakang)
") CAP COMBI 1400 CL (4,400 L Tangki Lumpur + 2,450 L Air, total 6,850 L) Peralatan kombinasi yang diperuntukkan untuk menyedot & membersihkan saluran dan cairan apapun (tidak termasuk limbah berbahaya),
CAP COMBI 1400 CL (4,400 L Tangki Lumpur + 2,450 L Air, total 6,850 L) Peralatan kombinasi yang diperuntukkan untuk menyedot & membersihkan saluran dan cairan apapun (tidak termasuk limbah berbahaya),
Panduan Praktikum 2012
 Percobaan 4 HEAD LOSS (KEHILANGAN ENERGI PADA PIPA LURUS) A. Tujuan Percobaan: 1. Mengukur kerugian tekanan (Pv). Mengukur Head Loss (hv) B. Alat-alat yang digunakan 1. Fluid Friction Demonstrator. Stopwatch
Percobaan 4 HEAD LOSS (KEHILANGAN ENERGI PADA PIPA LURUS) A. Tujuan Percobaan: 1. Mengukur kerugian tekanan (Pv). Mengukur Head Loss (hv) B. Alat-alat yang digunakan 1. Fluid Friction Demonstrator. Stopwatch
PENGARUH KOEFISIEN GESEKAN PADA PROSES MANUFAKTUR
 PENGARUH KOEFISIEN GESEKAN PADA PROSES MANUFAKTUR Tri Widodo Besar Riyadi Jurusan Teknik Mesin, Universitas Muhammadiyah Surakarta Email: tri_wbr@yahoo.com ABSTRAKSI Pada proses manufaktur, faktor gesekan
PENGARUH KOEFISIEN GESEKAN PADA PROSES MANUFAKTUR Tri Widodo Besar Riyadi Jurusan Teknik Mesin, Universitas Muhammadiyah Surakarta Email: tri_wbr@yahoo.com ABSTRAKSI Pada proses manufaktur, faktor gesekan
JURUSAN TEKNIK MESIN FAKULTAS TEKNOLOGI INDUSTRI INSTITUT TEKNOLOGI SEPULUH NOPEMBER SURABAYA 2010 TUGAS AKHIR TM091486
 TUGAS AKHIR TM091486 STUDI EKSPERIMENTAL UMUR LELAH BAJA AISI 1045 AKIBAT PERLAKUAN PANAS HASIL FULL ANNEALING DAN NORMALIZING DENGAN BEBAN LENTUR PUTAR PADA HIGH CYCLE FATIGUE Oleh: Adrian Maulana 2104.100.106
TUGAS AKHIR TM091486 STUDI EKSPERIMENTAL UMUR LELAH BAJA AISI 1045 AKIBAT PERLAKUAN PANAS HASIL FULL ANNEALING DAN NORMALIZING DENGAN BEBAN LENTUR PUTAR PADA HIGH CYCLE FATIGUE Oleh: Adrian Maulana 2104.100.106
BAB I PENDAHULUAN. Universitas Sumatera Utara
 BAB I PENDAHULUAN 1.1 Latar Belakang Seiring dengan perkembangan teknologi dibidang konstruksi, pengelasan merupakan bagian yang tidak terpisahkan dari pertumbuhan dan peningkatan industri, karena mempunyai
BAB I PENDAHULUAN 1.1 Latar Belakang Seiring dengan perkembangan teknologi dibidang konstruksi, pengelasan merupakan bagian yang tidak terpisahkan dari pertumbuhan dan peningkatan industri, karena mempunyai
GABRIEL FAKRIMAR
 STUDI PERILAKU KEKUATAN SAMBUNGAN PADA PORTAL BAMBU AKIBAT BEBAN HORIZONTAL JURUSAN TEKNIK SIPIL FAKULTAS TEKNIK SIPIL DAN PERENCANAAN INSTITUT TEKNOLOGI SEPULUH NOPEMBER SURABAYA GABRIEL FAKRIMAR 3105
STUDI PERILAKU KEKUATAN SAMBUNGAN PADA PORTAL BAMBU AKIBAT BEBAN HORIZONTAL JURUSAN TEKNIK SIPIL FAKULTAS TEKNIK SIPIL DAN PERENCANAAN INSTITUT TEKNOLOGI SEPULUH NOPEMBER SURABAYA GABRIEL FAKRIMAR 3105
BAB II TINJAUAN PUSTAKA
 4 BAB II TINJAUAN PUSTAKA 2.1 PENDAHULUAN Pada bab ini akan menjelaskan teori pompa beberapa parameter yang berkaitan dengan kenerja pompa. Semua karateristik, teori perhitungan dan efisiensi di jelaskan
4 BAB II TINJAUAN PUSTAKA 2.1 PENDAHULUAN Pada bab ini akan menjelaskan teori pompa beberapa parameter yang berkaitan dengan kenerja pompa. Semua karateristik, teori perhitungan dan efisiensi di jelaskan
SKRIPSI / TUGAS AKHIR
 SKRIPSI / TUGAS AKHIR PENGARUH BENTUK KAMPUH LAS TIG TERHADAP SIFAT MEKANIK MATERIAL BAJA ST 37 CAHYANA SUHENDA (20408217) JURUSAN TEKNIK MESIN LATAR BELAKANG Pada era industrialisasi dewasa ini teknik
SKRIPSI / TUGAS AKHIR PENGARUH BENTUK KAMPUH LAS TIG TERHADAP SIFAT MEKANIK MATERIAL BAJA ST 37 CAHYANA SUHENDA (20408217) JURUSAN TEKNIK MESIN LATAR BELAKANG Pada era industrialisasi dewasa ini teknik
BAB IV PERHITUNGAN DAN ANALISA DATA
 BAB IV PERHITUNGAN DAN ANALISA DATA 4. 1. Perhitungan Pompa yang akan di pilih digunakan untuk memindahkan air bersih dari tangki utama ke reservoar. Dari data survei diketahui : 1. Kapasitas aliran (Q)
BAB IV PERHITUNGAN DAN ANALISA DATA 4. 1. Perhitungan Pompa yang akan di pilih digunakan untuk memindahkan air bersih dari tangki utama ke reservoar. Dari data survei diketahui : 1. Kapasitas aliran (Q)
BAB IV PENGEMBANGAN DAN PENGUJIAN PROTOTIPE SISTEM VAPOR RECOVERY
 BAB IV PENGEMBANGAN DAN PENGUJIAN PROTOTIPE SISTEM VAPOR RECOVERY 4.1 Sistem Peralatan SPBU Konvensional Berikut merupakan skema peralatan peralatan yang terdapat di SPBU pada umumnya: Gambar 4.1 Skema
BAB IV PENGEMBANGAN DAN PENGUJIAN PROTOTIPE SISTEM VAPOR RECOVERY 4.1 Sistem Peralatan SPBU Konvensional Berikut merupakan skema peralatan peralatan yang terdapat di SPBU pada umumnya: Gambar 4.1 Skema
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA 2.1 Definisi Pompa Sentrifugal Pompa sentrifugal adalah suatu alat atau mesin yang digunakan untuk memindahkan cairan dari suatu tempat ke tempat yang lain melalui suatu media perpipaan
BAB II TINJAUAN PUSTAKA 2.1 Definisi Pompa Sentrifugal Pompa sentrifugal adalah suatu alat atau mesin yang digunakan untuk memindahkan cairan dari suatu tempat ke tempat yang lain melalui suatu media perpipaan
BAB II TINJAUAN PUSTAKA
 6 BAB II TINJAUAN PUSTAKA 2.1.Perencanaan Rancang Bangun Dalam merencanakan suatu alat bantu, terlebih dahulu kita harus memperhatikan faktor-faktor yang mendasari terlaksananya perencanaan alat bantu
6 BAB II TINJAUAN PUSTAKA 2.1.Perencanaan Rancang Bangun Dalam merencanakan suatu alat bantu, terlebih dahulu kita harus memperhatikan faktor-faktor yang mendasari terlaksananya perencanaan alat bantu
BAB IV PEMBUATAN SISTEM PERPIPAAN UNTUK PENYIRAMAN TANAMAN BUNGA KEBUN VERTIKAL
 BAB IV PEMBUATAN SISTEM PERPIPAAN UNTUK PENYIRAMAN TANAMAN BUNGA KEBUN VERTIKAL Bab ini berisikan tentang proses pembuatan sistem perpipaan untuk penyiraman bunga kebun vertikal berdasarkan hasil perancangan
BAB IV PEMBUATAN SISTEM PERPIPAAN UNTUK PENYIRAMAN TANAMAN BUNGA KEBUN VERTIKAL Bab ini berisikan tentang proses pembuatan sistem perpipaan untuk penyiraman bunga kebun vertikal berdasarkan hasil perancangan
Frekuensi yang digunakan berkisar antara 10 hingga 500 khz, dan elektrode dikontakkan dengan benda kerja sehingga dihasilkan sambungan la
 Pengelasan upset, hampir sama dengan pengelasan nyala, hanya saja permukaan kontak disatukan dengan tekanan yang lebih tinggi sehingga diantara kedua permukaan kontak tersebut tidak terdapat celah. Dalam
Pengelasan upset, hampir sama dengan pengelasan nyala, hanya saja permukaan kontak disatukan dengan tekanan yang lebih tinggi sehingga diantara kedua permukaan kontak tersebut tidak terdapat celah. Dalam
BAB III PERBAIKAN ALAT
 L e = Kapasitas kalor spesifik laten[j/kg] m = Massa zat [kg] [3] 2.7.3 Kalor Sensibel Tingkat panas atau intensitas panas dapat diukur ketika panas tersebut merubah temperatur dari suatu subtansi. Perubahan
L e = Kapasitas kalor spesifik laten[j/kg] m = Massa zat [kg] [3] 2.7.3 Kalor Sensibel Tingkat panas atau intensitas panas dapat diukur ketika panas tersebut merubah temperatur dari suatu subtansi. Perubahan
PERANCANGAN SISTEM DISTRIBUSI AIR BERSIH DINGIN DARI TANGKI ATAS MENUJU HOTEL PADA THE ARYA DUTA HOTEL MEDAN
 PERANCANGAN SISTEM DISTRIBUSI AIR BERSIH DINGIN DARI TANGKI ATAS MENUJU HOTEL PADA THE ARYA DUTA HOTEL MEDAN SKRIPSI Skripsi Yang Diajukan Untuk Melengkapi Syarat Memperoleh Gelar Sarjana Teknik HATOP
PERANCANGAN SISTEM DISTRIBUSI AIR BERSIH DINGIN DARI TANGKI ATAS MENUJU HOTEL PADA THE ARYA DUTA HOTEL MEDAN SKRIPSI Skripsi Yang Diajukan Untuk Melengkapi Syarat Memperoleh Gelar Sarjana Teknik HATOP
PERENCANAAN ULANG INSTALASI POMPA PENYALUR BASE OIL DI PT PERTAMINA PRODUCTION UNIT GRESIK
 TUGAS AKHIR KONVERSI ENERGI PERENCANAAN ULANG INSTALASI POMPA PENYALUR BASE OIL DI PT PERTAMINA PRODUCTION UNIT GRESIK Putra Aditiawan 2108030043 Dosen pembinmbing: Dr.Ir.Heru Mirmanto,MT GAMBAR INSTALASI
TUGAS AKHIR KONVERSI ENERGI PERENCANAAN ULANG INSTALASI POMPA PENYALUR BASE OIL DI PT PERTAMINA PRODUCTION UNIT GRESIK Putra Aditiawan 2108030043 Dosen pembinmbing: Dr.Ir.Heru Mirmanto,MT GAMBAR INSTALASI
PENENTUAN WELDING SEQUENCE TERBAIK PADA PENGELASAN SAMBUNGAN-T PADA SISTEM PERPIPAAN KAPAL DENGAN MENGGUNAKAN METODE ELEMEN HINGGA
 Tugas Akhir PENENTUAN WELDING SEQUENCE TERBAIK PADA PENGELASAN SAMBUNGAN-T PADA SISTEM PERPIPAAN KAPAL DENGAN MENGGUNAKAN METODE ELEMEN HINGGA Disusun oleh : Awang Dwi Andika 4105 100 036 Dosen Pembimbing
Tugas Akhir PENENTUAN WELDING SEQUENCE TERBAIK PADA PENGELASAN SAMBUNGAN-T PADA SISTEM PERPIPAAN KAPAL DENGAN MENGGUNAKAN METODE ELEMEN HINGGA Disusun oleh : Awang Dwi Andika 4105 100 036 Dosen Pembimbing
DAFTAR ISI KATA PENGANTAR UCAPAN TERIMA KASIH DAFTAR ISI DAFTAR GAMBAR DAFTAR TABEL DAFTAR BAGAN DAFTAR NOTASI DAFTAR LAMPIRAN BAB I PENDAHULUAN
 DAFTAR ISI KATA PENGANTAR... i UCAPAN TERIMA KASIH... ii DAFTAR ISI... iii DAFTAR GAMBAR... iv DAFTAR TABEL... vi DAFTAR BAGAN... vii DAFTAR NOTASI... viii DAFTAR LAMPIRAN... ix BAB I PENDAHULUAN... 1
DAFTAR ISI KATA PENGANTAR... i UCAPAN TERIMA KASIH... ii DAFTAR ISI... iii DAFTAR GAMBAR... iv DAFTAR TABEL... vi DAFTAR BAGAN... vii DAFTAR NOTASI... viii DAFTAR LAMPIRAN... ix BAB I PENDAHULUAN... 1
TUGAS AKHIR PERENCANAAN SYSTEM HYDROLIK PADA MOVABLE BRIDGE DERMAGA KAPASITAS 100 TON
 TUGAS AKHIR PERENCANAAN SYSTEM HYDROLIK PADA MOVABLE BRIDGE DERMAGA KAPASITAS 100 TON Diajukan Guna Memenuhi Syarat Kelulusan Mata Kuliah Tugas Akhir Pada Program Sarjana Strata Satu (S1) Disusun Oleh
TUGAS AKHIR PERENCANAAN SYSTEM HYDROLIK PADA MOVABLE BRIDGE DERMAGA KAPASITAS 100 TON Diajukan Guna Memenuhi Syarat Kelulusan Mata Kuliah Tugas Akhir Pada Program Sarjana Strata Satu (S1) Disusun Oleh
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN Pengelasan dengan metode las gesek (friction welding) merupakan pengelasan dalam kondisi diam dan berputar dengan memanfaatkan putaran dari spindle. Setelah dilakukan pemyambungan
BAB IV HASIL DAN PEMBAHASAN Pengelasan dengan metode las gesek (friction welding) merupakan pengelasan dalam kondisi diam dan berputar dengan memanfaatkan putaran dari spindle. Setelah dilakukan pemyambungan
PENGERTIAN HIDROLIKA
 HYDRAULICS PENGERTIAN HIDROLIKA Hidrolika : ilmu yang menyangkut berbagai gerak dan keadaan kesetimbangan zat cair dan pemanfaatannya untuk melakukan suatu kerja. Hidrostatika memiliki prinsip bahwa dalam
HYDRAULICS PENGERTIAN HIDROLIKA Hidrolika : ilmu yang menyangkut berbagai gerak dan keadaan kesetimbangan zat cair dan pemanfaatannya untuk melakukan suatu kerja. Hidrostatika memiliki prinsip bahwa dalam