BAB IV HASIL DAN PEMBAHASAN. Foto Mikro dan Morfologi Hasil Pengelasan Difusi
|
|
|
- Ivan Kartawijaya
- 6 tahun lalu
- Tontonan:
Transkripsi
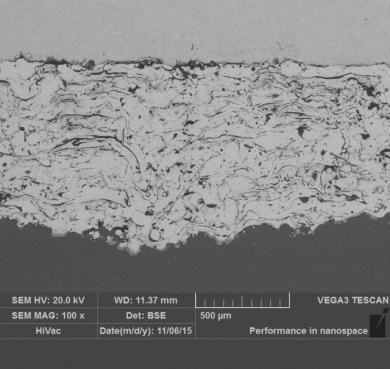
1 BAB IV HASIL DAN PEMBAHASAN Penelitian sambungan logam tak sejenis antara Baja SS400 dan Aluminium AA5083 menggunakan proses pengelasan difusi ini dilakukan untuk mempelajari pengaruh ketebalan lapisan interlayer Ni 5 wt.% Al dan temperatur pengelasan difusi terhadap kekuatan tarik geser dan distribusi kekerasannya. Pengamatan foto makro dan SEM dilakukan untuk mengidentifikasi kegagalan yang terjadi pada sambungan. Jenis kegagalan sambungan dapat menjelaskan kekuatan geser sambungan Baja SS400 dan AA Foto Mikro dan Morfologi Hasil Pengelasan Difusi Baja SS400 dicoating dengan Ni 5 wt.% Al menggunakan thermal spray, coating ini digunakan sebagai interlayer pada pengelasan difusi. Hasil pengamatan foto mikro penampang melintang dari hasil coating substrate SS400 dengan Ni 5 wt.% Al ditunjukkan pada Gambar 4.1. Morfologi pada lapisan coating menunjukkan struktur yang pipih dan berlapis-lapis (lamellar structure), struktur tersebut merupakan ciri dari coating arc thermal spray. 31
 Ni 5 wt.")

2 32 Oxide Coating Lamellar Structure Void Substrate Gambar 4.1. Mikro struktur coating Ni 5wt.% Al Prinsip kerja arc spray yaitu dengan mengkonsletkan wire (kawat) Ni 5 wt.% Al yang disambung ke kutub (+) dengan wire yang disambung ke kutub (-) pada gun, sehingga timbul hubungan pendek yang mengakibatkan melelehnya wire tersebut, bersamaan dengan itu partikel cair tersebut disemprot dengan udara bertekanan pada substrat baja SS400. Ni 5 wt.% Al cair akan bertabrakan terhadap substrat, hal tersebut berdampak pada percikan yang dihasilkan memiliki
3 33 mikrostruktur pipih memanjang yang berorientasi sepanjang permukaan substrat. Temperatur tinggi yang dihasilkan dari arc spray ini menyebabkan partikel cair yang mengandung aluminium selama dalam prosesnya di udara menuju substrat, bereaksi dengan udara sekitarnya dan membentuk cangkang tipis oksida (aluminium oksida/al2o3) disekitar partikel pada fasa cair. Partikel cair yang teroksidasi tersebut ketika mencapai substrat akan mulai menyebar dan membentuk oxide seperti ditunjukkan pada Gambar 4.1. Porositas/void juga terbentuk pada semua spesimen coating thermal spray, void disebabkan oleh terperangkap udara dan gas ketika partikel cair bertabrakan pada substrat selama proses arc spray. Lapisan coating dengan jumlah void yang sedikit menghasilkan kekuatan ikatan substrat dengan coating yang baik dan lapisan coating yang lebih homogen. Kajian analisis ini didukung oleh pendapat dari penelitian Sampath et al (2004), Deshpande et al (2006), Brito et al (2012) dan Toma et al (2013). Spesimen baja SS 400 dengan AA5083 disambung dengan metode difusi menggunakan hot press pada temperatur 500oC, 525oC dan 550oC dengan tekanan 5 Mpa selama 30 menit. Temperatur pengelasan merupakan parameter penting dalam proses pengelasan difusi. Pengamatan struktur mikro dilakukan untuk mengetahui perubahan struktur mikro pada daerah difusi dengan menggunakan SEM. Foto struktur mikro sambungan difusi pada variasi ketebalan interlayer dan temperatur yang berbeda ditunjukkan pada Gambar 4.2 sampai Gambar 4.6. Foto mikro pada Gambar 4.2 menunjukkan reaksi yang terbentuk antara interlayer Ni dengan AA5083 pada ketebalan interlayer 0,2 mm dan temperatur holding time 500oC tidak tampak jelas, ketika temperatur holding dinaikkan pada temperatur 525oC mulai terlihat jelas senyawa intermetalik reaksi antara interlayer Ni dengan AA5083, tetapi lapisan reaksi intermetalik ini masih terputus-putus seperti ditunjukkan pada garis berwarna kuning. Meningkatnya temperatur difusi pada temperatur 550oC membuat lapisan intermetalik reaksi antara interlayer Ni dengan AA5083 menjadi lebih tebal dan merata sepanjang daerah interface AA5083 dengan interlayer Ni, hal ini berlaku pada seluruh variasi ketebalan interlayer seperti yang ditunjukkan pada Gambar 4.3, 4.4, 4.5 dan 4.6. Temperatur difusi mempengaruhi kekuatan luluh material dan tingkat laju difusi atom,
4 34 sehingga hal tersebut juga menentukan homogenitas komposisi dan struktur mikro interface difusi. Chen et al (2007) mengatakan bahwa dalam sambungan difusi bimetal A-B dimana Tm (A) > Tm (B), deformasi biasanya terjadi pada permukaan dari bahan yang lebih lunak ("B"), terlepas dari konfigurasi paduan pada permukaan yang lain ("A"). Hal ini terkait dengan fakta bahwa material "A" memiliki kekuatan yang lebih besar dan melting point yang lebih tinggi. Dengan demikian, kecenderungan difusi atom dari Al dan Fe sisi ke sisi Ni lebih besar dari arah sebaliknya. Akibatnya, total zona difusi pada interface Al-Ni lebih besar daripada interface Fe-Ni. IMC (a) (b) Void (c) Gambar 4.2. Foto SEM hasil sambungan difusi ketebalan interlayer 0,2 mm dengan temperatur difusi (a) 500oC (b) 525oC dan (c) 550oC
 500oC (b) 525oC dan (c) 550oC")
5 35 (a) (b) (c) Gambar 4.3. Foto SEM hasil sambungan difusi ketebalan interlayer 0,4 mm dengan temperatur difusi (a) 500oC (b) 525oC dan (c) 550oC (a) (b) (c) Gambar 4.4. Foto SEM hasil sambungan difusi ketebalan interlayer 0,6 mm dengan temperatur difusi (a) 500oC (b) 525oC dan (c) 550oC


 550oC (a) (b) (c)")

6 36 (a) (b) (c) Gambar 4.5. Foto SEM hasil sambungan difusi ketebalan interlayer 0,8 mm dengan temperatur difusi (a) 500oC (b) 525oC dan (c) 550oC (a) (b) (c) Gambar 4.6. Foto SEM hasil sambungan difusi ketebalan interlayer 1,0 mm dengan temperatur difusi (a) 500oC (b) 525oC dan (c) 550oC
7 37 Perlakuan panas pada proses pengelasan difusi menyebabkan terjadinya pembentukan satu atau dua lapisan senyawa intermetalik antara Ni coating dan AA5083 seperti yang ditunjukkan dari hasil pengamatan mikro menggunakan SEM dengan perbesaran 2000 kali pada daerah kontak antara Ni coating dengan substrat Al yang ditunjukkan pada Gambar 4.7 sampai Gambar Bahkan, pada variasi temperatur 500oC dengan ketebalan interlayer 0,2 sampai 0,6 mm hanya terbentuk satu lapisan reaksi senyawa intermetalik seperti yang ditunjukkan pada Gambar 4.7 (a), Gambar 4.8 (a) dan Gambar 4.9 (a). Gambar 4.8 (a) dan (b) menunjukkan peningkatan temperatur pengelasan pada temperatur 525oC dan 550oC yang menghasilkan terbentuknya dua lapisan senyawa intermetalik yang berbeda antara Ni coating dan substrat Al. Pengujian EDS menjadi acuan untuk penjelasan yang lebih valid untuk menjelaskan lapisan senyawa intermetalik yang terbentuk dan ditabelkan pada Tabel 4.1. (Data EDS terlampir dalam lampiran). Lapisan intermetalik yang berdekatan dengan substrat Al merupakan lapisan yang pertama terbentuk (berwarna dark grey), sehingga pada semua hasil pengelasan difusi terbentuk lapisan senyawa intermetalik ini dengan kecederungan intermetalik yang terbentuk yaitu senyawa intermetaik. Adabi dan Amadeh (2015) menjelaskan proses terbentuknya intermetalik diawali dengan nukleasi ditempat yang terpisah. terbentuk oleh nukleasi yang heterogen pada beberapa tempat selama tahap awal fase transformasi. Selain itu nukleasi terbentuk pada substrat Al karena nilai koefisien difusi Ni pada Al lebih tinggi daripada koefisien difusi Al pada Ni. Setelah sambungan terbentuk pada beberapa tempat yang terpisah dan terbentuk lapisan tipis intermetalik secara terus menerus hingga menyambung sepanjang area kontak interface dan menebal. Ketika ketebalan lapisan intermetalik mencapai nilai kritis dan interface -Ni juga jenuh oleh nikel, intermetalik Al 3Ni bereaksi dengan Ni untuk membentuk senyawa intermetalik kedua.
 Micro crack (c) Gambar 4.")

 500oC")
 (b) (c) Gambar 4.8.")

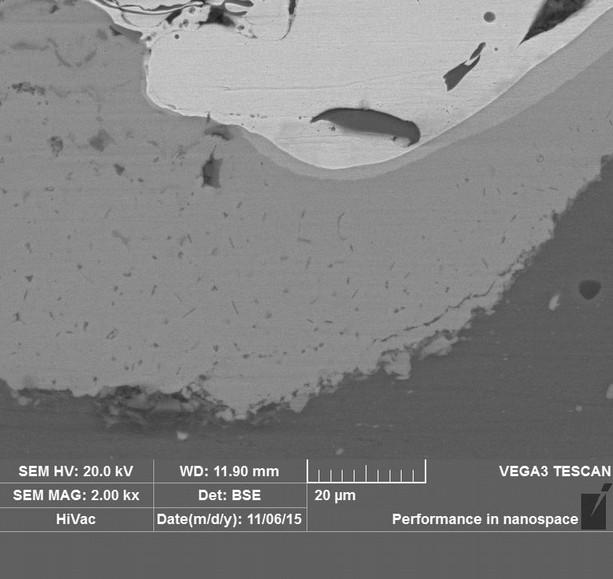
8 38 Ni 2nd IMC 1st IMC Al (a) (b) Micro crack (c) Gambar 4.7. Foto SEM hasil IMC yang terbentuk pada ketebalan interlayer 0,2 mm dengan temperatur difusi (a) 500oC (b) 525oC dan (c) 550oC Ni Al (a) (b) (c) Gambar 4.8. Foto SEM hasil IMC yang terbentuk pada ketebalan interlayer 0,4 mm dengan temperatur difusi (a) 500oC (b) 525oC dan (c) 550oC


 500oC")
 (b)")

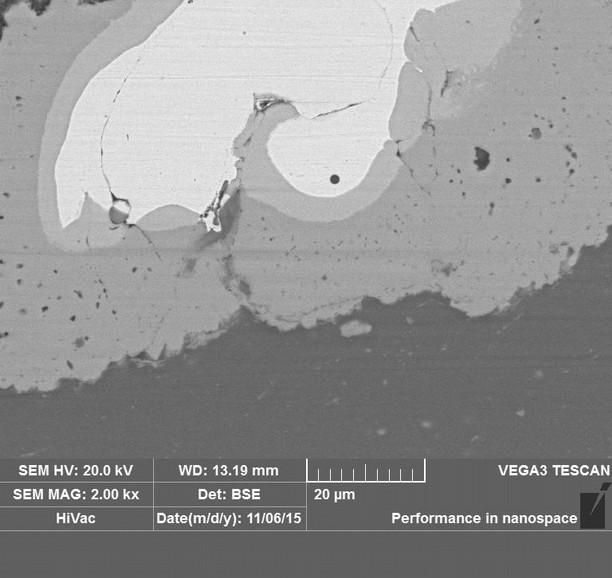
9 39 Ni Al (a) (b) Void (c) Gambar 4.9. Foto SEM hasil IMC yang terbentuk pada ketebalan interlayer 0,6 mm dengan temperatur difusi (a) 500oC (b) 525oC dan (c) 550oC Ni 2nd IMC 1st IMC Al (a) (b) Micro void (c) Gambar Foto SEM hasil IMC yang terbentuk pada ketebalan interlayer 0,8 mm dengan temperatur difusi (a) 500oC (b) 525oC dan (c) 550oC
 500oC (b) 525oC dan (c) 550oC Hasil EDS lapisan kedua ini cenderung")


10 40 Ni Al (a) (b) Void Micro void (c) Gambar Foto SEM hasil IMC yang terbentuk pada ketebalan interlayer 1,0 mm dengan temperatur difusi (a) 500oC (b) 525oC dan (c) 550oC Hasil EDS lapisan kedua ini cenderung membentuk intermetalik AlNi (berwarna light grey) dan mulai terbentuk pada temperatur 525 oc dan 550oC. Difusi nikel pada lapisan intermetalik menyebabkan peningkatan ketebalan lapisan intermetalik AlNi seperti yang terjadi pada peningkatan temperatur 525oC menuju 550oC. Berdasarkan pengamatan pada Gambar 4.7, 4.8, 4.9, 4.10 dan 4.11 menunjukkan lapisan intermetalik yang terbentuk dari pengelasan difusi, memperlihatkan pada seluruh kondisi ketebalan lapisan intermetalik meningkat seiring dengan peningkatan temperatur pengelasan difusi. Secara umum, ketebalan lapisan intermetalik bergantung pada energi aktivasi, yang merupakan energi yang dibutuhkan pada solid state difusi Ni dan/atau Al pada lapisan intermetalik, biasanya ditentukan oleh persamaan Arrhenius: k =k 0 exp ( RTQ ) (4.1)
11 41 Dimana, k adalah pertumbuhan konstan, k0 adalah konstan, R adalah konstanta gas, dan Q adalah energi aktivasi untuk pertumbuhan lapisan (Balogh and Smith, 2014). Ketika temperatur pengelasan rendah, konsentrasi atom Al pada interface sangat kecil dan ketebalan intermetalik yang terbentuk hanya tipis. Namun, ketika temperatur pengelasan dinaikkan, konsentrasi atom Al pada interface meningkat, sehingga ketebalan intermetalik secara bertahap meningkat dengan meningkatnya temperatur pengelasan. Difusi atom yang terjadi pada hasil sambungan yaitu atom Al berdifusi secara interstisi pada atom Ni. Difusi interstisi terjadi oleh adanya mekanisme perpindahan atom karena gerakan atom didalam rongga atom. Jari-jari atom aluminium (118 pm) yang lebih kecil daripada jari-jari atom nikel (149 pm) menyebabkan atom aluminium bergerak menyusupi rongga-rongga atom aluminium selama proses difusi terjadi (Clementi et al, 1967). Peningkatan temperatur meningkatkan energi aktivasi aluminium untuk berdifusi lebih mendalam pada rongga-rongga atom nikel. Hasil pengamatan foto SEM pada daerah intermetalik, variasi ketebalan interlayer Ni 0,2 mm sampai 1,0 mm tidak memberikan dampak secara morfologi pada ketebalan lapisan intermetalik yang dihasilkan, akan tetapi dari fasa senyawa yang dihasilkan menunjukkan adanya peningkatan komposisi aluminium pada intermetalik yang terbentuk. Hal tersebut dapat diamati pada Tabel 4.1 dimana persentase atomik dari aluminium pada intermetalik 1 dan intermetalik 2 meningkat dengan meningkatnya temperatur pengelasan dan ketebalan interlayer. Secara umum, penambahan interlayer Ni ini telah berhasil menghindarkan terbentuknya intermetalik Fe-Al secara langsung, dimana intermetalik Fe-Al tersebut memiliki sifat yang sangat keras dan rapuh.
12 42 Tabel 4.1. Jenis intermetalik yang terbentuk berdasarkan spektrum titik EDS. Tebal coati ng (mm) Tem p. (oc) 0,2 0,4 0,6 0,8 1,0 0,2 0,4 0,6 0,8 1,0 AA 5083 Intermetalik 1 (% At) Al Ni Al ,7 30,8 29,2 29,7 35,6 30,2 30,3 28,7 28, ,3 69,2 70,8 70,3 64,4 69,8 69,7 71,3 71,4 0, ,4 0,6 0, ,2 28,8 28,5 27,8 66,8 71,2 71,5 72,2 1, ,9 72, Phase AlNi Intermetalik 2 (% At) Ni Al 47 92,6 52,5 57,2 82,1 43,2 56,3 53 7,4 47,5 42,8 17,8 52,8 43,7 64,9 44,1 43,1 46,8 35,1 55,9 56,9 53,2 40,2 59,8 Ni Coating Phase AlNi Ni AlNi AlNi AlNi3 AlNi AlNi 5 AlNi AlNi AlNi 2 Ni Al 92,7 95,1 93,9 92,1 93,8 94,6 94,9 94,1 93,4 92,7 7,3 4,9 6,1 7,9 6,2 5,4 5,1 5,9 6,6 7,3 92,7 7,3 93,7 91,7 91,9 6,3 8,3 8,1 92,3 7,7 Kekuatan Tarik Geser Hasil Pengelasan Difusi Hasil pengujian kekuatan tarik geser sambungan Baja SS400 dan AA5083 dengan interlayer Ni ditunjukkan pada Gambar Hasil kekuatan tarik geser menunjukkan terjadinya peningkatan kekuatan tarik seiring dengan meningkatnya ketebalan lapisan interlayer Ni dan kemudian menurun. Peningkatan kekuatan tarik ini memiliki trend yang berbeda pada tiap variasi temperatur. Spesimen dengan variasi temperatur 500oC kekuatan tarik meningkat seiring dengan meningkatnya variasi ketebalan interlayer dan mencapai titik tertinggi pada variasi 1,0 mm. Kekuatan tarik pada variasi temperatur 525 oc terjadi peningkatan pada ketebalan interlayer 0,4 mm dan kemudian menurun. Kekuatan tarik pada variasi 550oC terjadi peningkatan yang signifikan pada ketebalan interlayer 0,4 mm dan terus meningkat hingga mencapai puncaknya pada ketebalan interlayer
13 43 0,8 mm kemudian menurun. Kekuatan tarik geser mencapai nilai terbaik pada variasi temperatur 525oC dan ketebalan interlayer 0,4 mm dengan nilai kekuatan tarik geser sebesar 13,28 N/mm2. Gambar Grafik hasil pengujian tarik geser Baja SS400 dengan AA5083 terhadap ketebalan lapisan interlayer Ni 5 wt.% Al. Penampang patahan uji tarik geser pada bagian aluminum ditunjukkan pada Gambar 4.13, 4.14, 4.15, 4.16 dan Peningkatan temperatur pengelasan dari 500oC ke 525oC pada ketebalan interlayer Ni 0,2 dan 0,4 mm, menyebabkan peningkatan kekuatan tarik geser sekitar 6,08%. Peningkatan kekuatan tarik geser ini berhubungan dengan lapisan reaksi difusi yang terbentuk, ketika temperatur pengelasan rendah, hubungan antara atom substrat Al dengan interlayer Ni belum terealisasi/terbentuk secara merata (Shang et al, 2012), sehingga dari hasil penampang patahan yang ditunjukkan pada Gambar 4.13 (a) dan 4.14 (a) menunjukkan hanya terdapat sedikit interlayer Ni yang menempel pada substrat Al (lapisan interlayer Ni masih menempel secara utuh pada baja SS400). Temperatur pengelasan yang meningkat, menghasilkan difusi yang merata pada daerah interface, sehingga ketebalan senyawa intermetalik lebih merata dan


.")
14 44 koneksi atom yang baik dapat terbentuk antara interface Ni dan substrat Al yang dibuktikan pada Gambar 4.14 (b) yaitu dengan banyaknya lapisan Ni yang menempel pada substrat Al. Peningkatan temperatur pengelasan dari 525oC ke 550oC menyebabkan penurunan kekuatan tarik geser sekitar 13,89%. Perilaku ini menunjukkan bahwa peningkatan temperatur yang terus meningkat, menyebabkan tingkat difusi atom dan pertumbuhan ketebalan lapisan senyawa intermetalik meningkat tajam, sementara itu, banyak juga cacat las seperti void difusi dan microcracks yang dihasilkan pada daerah difusi. Peningkatan temperatur pada 550oC menyebabkan tegangan sisa selama proses pendinginan sehingga menyebabkan terjadinya microcrack. Selain itu microcrack juga disebabkan oleh adanya perbedaan koefisien ekspansi termal antara nikel dengan aluminium (Cao et al, 2014). Peningkatan temperatur pada proses pengelasan difusi dapat menyebabkan pembentukan Kirkendall void pada interface antara intermetalik dan substrat Al. Pembentukan Kirkendall void yang dihasilkan dari adanya perpaduan kekosongan di interface dapat menyebabkan pemisahan fase produk intermetalik dari substrat Al (Adabi dan Amadeh, 2015). Kirkendall void yang terbentuk selama difusi terjadi karena adanya perbedaan tingkat laju difusi antara nikel dan aluminium. Lapisan senyawa intermetalik yang tebal dan berbagai cacat pengelasan yang dihasilkan menyebabkan penurunan kekuatan tarik geser. Kajian analisis ini didukung oleh pendapat penelitian dari Wang et al (2013), Shang et al (2012) dan Mahendran et al (2010).

")

 525oC dan (c) 550oC")

15 45 Gambar Foto penampang patahan pada ketebalan interla yer 0,2 mm dengan temperatur difusi (a) 500oC (b) 525oC dan (c) 550oC Al Ni Gambar Foto penampang patahan pada ketebalan interlayer 0,4 mm dengan temperatur difusi (a) 500oC (b) 525oC dan (c) 550oC Gambar Foto penampang patahan pada ketebalan interlayer 0,6 mm dengan temperatur difusi (a) 500oC (b) 525oC dan (c) 550oC
 500oC (b) 525oC dan (c) 550oC Variasi ketebalan interlayer 0,6 mm 1,0 mm memiliki trend nilai kekuatan tarik yang")


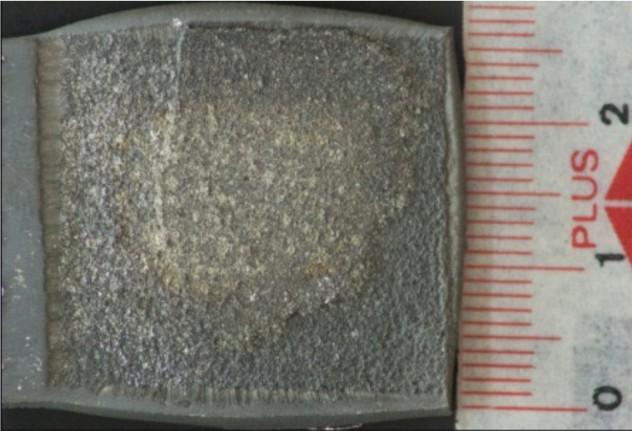
16 46 Gambar Foto penampang patahan pada ketebalan interlayer 0,8 mm dengan temperatur difusi (a) 500oC (b) 525oC dan (c) 550oC Gambar Foto penampang patahan pada ketebalan interlayer 1,0 mm dengan temperatur difusi (a) 500oC (b) 525oC dan (c) 550oC Variasi ketebalan interlayer 0,6 mm 1,0 mm memiliki trend nilai kekuatan tarik yang tidak beraturan, sehingga memiliki kajian analisis yang berbeda dari variasi ketebalan interlayer Ni 0,2 mm 0,4 mm. Hal tersebut dikarenakan kegagalan tarik geser pada ketebalan interlayer Ni terjadi pada daerah coating interlayer Ni, kegagalan pada daerah coating ini disebabkan oleh void dan oxide yang terbentuk pada daerah coating Ni. Seperti yang kita ketahui, bahwa semakin tebal lapsan coating Ni, maka semakin banyak pula oxide dan void yang terbentuk didalamnya. Void dan oxide yang terdapat pada coating Ni akan menyebabkan initial crack, yaitu penyebab terjadinya konsentrasi tegangan saat diberi pembebanan. Keberadaan void dan oxide yang banyak tersebar dalam coating Ni ini juga menyebabkan terjadinya intial crack secara bersamaan pada beberapa tempat (multi cracks), yang mengakibatkan semakin menurunnya nilai kekuatan tarik geser. Pengamatan foto hasil SEM pada Gambar 4.18 menjadi acuan untuk penjelasan yang lebih valid, pada gambar tersebut dapat terlihat jelas kegagalan terjadi pada daerah coating Ni. Kegagalan terjadi karena lepasnya ikatan antar partikel Ni hasil coating thermal spray yang disebabkan oleh adanya void dan oxide Al2O3 yang terbentuk, sehingga nilai kekuatan tarik geser pada ketebalan interlayer 0,6 mm 1,0 mm bergantung pada jumlah void dan oxide yang terbentuk pada coating Ni.

17 47 Void Unmelted particle Oxide Gambar Foto SEM penampang patahan pada daerah coating Ni 4.3. Distribusi Kekerasan Hasil Pengelasan Difusi Pengujian distribusi kekerasan dilakukan menggunakan micro vickers mengunakan beban 200 gf dengan jarak identasi tiap 0,1 mm. Distribusi kekerasan variasi ketebalan interlayer 0,2 ; 0,4 ; 0,6 ; 0,8 dan 1,0 mm ditunjukkan pada Gambar 4.19, 4.20, 4.21, 4.22 dan 4.23 secara berurutan. SS400 Interlayer AA5083 Gambar Grafik distribusi kekerasan variasi ketebalan interlayer 0,2 mm.
18 48 SS400 Interlayer AA5083 Gambar Grafik distribusi kekerasan variasi ketebalan interlayer 0,4 mm. SS400 Interlayer AA5083 Gambar Grafik distribusi kekerasan variasi ketebalan interlayer 0,6 mm. SS400 Interlayer AA5083
19 49 Gambar Grafik distribusi kekerasan variasi ketebalan interlayer 0,8 mm. SS400 Interlayer AA5083 Gambar Grafik distribusi kekerasan variasi ketebalan interlayer 1,0 mm. Dua garis putus-putus menunjukkan masing-masing garis batas sisi SS 400 dan sisi AA5083. Secara umum kecenderungan distribusi kekerasan pada tiap variasi temperatur dan variasi ketebalan interlayer Ni adalah hampir sama. Kekerasan pada daerah difusi meningkat secara signifikan dan kekerasan pada kedua sisi substrat SS 400 dan AA5083 terdistribusi merata dengan nilai kekerasan pada sisi SS 400 sekitar 103 HVN, sedangkan nilai kekerasan pada sisi AA5083 sekitar 73 HVN. Selain itu, kekerasan mikro pada kedua daerah interface menunjukkan hasil yang berbeda, seperti ditunjukkan pada Gambar 4.3. Interface Ni-AA5083 memiliki nilai kekerasan yang lebih tinggi (150 HVN) dibandingkan dengan kekerasan pada interface Ni-SS400 (115 HVN), perbedaan kekerasan ini berkaitan dengan terbentuknya lapisan intermetalik pada interface Ni-AA5083. Hal tersebut berlaku pada semua variasi temperatur maupun variasi ketebalan interlayer Ni.
20 50
IV. HASIL DAN PEMBAHASAN. 2, 50/50 (sampel 3), 70/30 (sampel 4), dan 0/100 (sampel 5) dilarutkan dalam
, 70/30 (sampel 4), dan 0/100 (sampel 5) dilarutkan dalam") IV. HASIL DAN PEMBAHASAN A. Hasil Oksidasi Spesimen baja AISI 4130 dilapisi alumunium dengan cara mencelupkan ke dalam bak alumunium cair pada temperatur 700 ºC selama 16 detik. NaCl/Na2SO4 dengan perbandingan
IV. HASIL DAN PEMBAHASAN A. Hasil Oksidasi Spesimen baja AISI 4130 dilapisi alumunium dengan cara mencelupkan ke dalam bak alumunium cair pada temperatur 700 ºC selama 16 detik. NaCl/Na2SO4 dengan perbandingan
HASIL DAN PEMBAHASAN. dengan menggunakan kamera yang dihubungkan dengan komputer.
 10 dengan menggunakan kamera yang dihubungkan dengan komputer. HASIL DAN PEMBAHASAN Hasil sintesis paduan CoCrMo Pada proses preparasi telah dihasilkan empat sampel serbuk paduan CoCrMo dengan komposisi
10 dengan menggunakan kamera yang dihubungkan dengan komputer. HASIL DAN PEMBAHASAN Hasil sintesis paduan CoCrMo Pada proses preparasi telah dihasilkan empat sampel serbuk paduan CoCrMo dengan komposisi
PENGARUH TEMPERATUR PADA PENGELASAN DIFUSI LOGAM LAS TAK SEJENIS ANTARA ALUMINIUM DAN BAJA DENGAN METODE THERMAL SPRAY TESIS.
 PENGARUH TEMPERATUR PADA PENGELASAN DIFUSI LOGAM LAS TAK SEJENIS ANTARA ALUMINIUM DAN BAJA DENGAN METODE THERMAL SPRAY TESIS Disusun untuk memenuhi sebagai persyaratan mencapai derajat magister Program
PENGARUH TEMPERATUR PADA PENGELASAN DIFUSI LOGAM LAS TAK SEJENIS ANTARA ALUMINIUM DAN BAJA DENGAN METODE THERMAL SPRAY TESIS Disusun untuk memenuhi sebagai persyaratan mencapai derajat magister Program
BAB I PENDAHULUAN Latar Belakang Masalah
 BAB I PENDAHULUAN 1.1. Latar Belakang Masalah Pengelasan pada industri otomotif merupakan cara yang paling sering digunakan untuk proses penyambungan logam, karena memiliki kelebihan antara lain sambungan
BAB I PENDAHULUAN 1.1. Latar Belakang Masalah Pengelasan pada industri otomotif merupakan cara yang paling sering digunakan untuk proses penyambungan logam, karena memiliki kelebihan antara lain sambungan
BAB VI PEMBAHASAN. hasil pelapisan Ni-Cr menggunakan thermal spray powder coating terhadap
 BAB VI PEMBAHASAN Pembahasan hasil penelitian berikut ini diarahkan kepada efek (pengaruh) hasil pelapisan Ni-Cr menggunakan thermal spray powder coating terhadap kekerasan dan keausan. 6.1 Mikrostruktur
BAB VI PEMBAHASAN Pembahasan hasil penelitian berikut ini diarahkan kepada efek (pengaruh) hasil pelapisan Ni-Cr menggunakan thermal spray powder coating terhadap kekerasan dan keausan. 6.1 Mikrostruktur
BAB IV HASIL PENELITIAN dan PEMBAHASAN
 BAB IV HASIL PENELITIAN dan PEMBAHASAN 4.1. KARAKTERISTIK SERBUK 4.1.1. Serbuk Fe-50at.%Al Gambar 4.1. Hasil Uji XRD serbuk Fe-50at.%Al Berdasarkan gambar di atas, dapat diketahui bahwa secara keseluruhan
BAB IV HASIL PENELITIAN dan PEMBAHASAN 4.1. KARAKTERISTIK SERBUK 4.1.1. Serbuk Fe-50at.%Al Gambar 4.1. Hasil Uji XRD serbuk Fe-50at.%Al Berdasarkan gambar di atas, dapat diketahui bahwa secara keseluruhan
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1. PENGARUH PENAMBAHAN MANGAN TERHADAP SIFAT FISIK LAPISAN INTERMETALIK Dalam sub bab ini akan dibahas pengaruh penambahan mangan terhadap sifat fisik dari lapisan intermetalik
BAB IV HASIL DAN PEMBAHASAN 4.1. PENGARUH PENAMBAHAN MANGAN TERHADAP SIFAT FISIK LAPISAN INTERMETALIK Dalam sub bab ini akan dibahas pengaruh penambahan mangan terhadap sifat fisik dari lapisan intermetalik
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1. INDIKASI FASA PADA SETIAP LAPISAN INTERMETALIK Berdasarkan hasil SEM terhadap H13 yang telah mengalami proses pencelupan di dalam Al-12Si cair, terlihat dalam permukaan
BAB IV HASIL DAN PEMBAHASAN 4.1. INDIKASI FASA PADA SETIAP LAPISAN INTERMETALIK Berdasarkan hasil SEM terhadap H13 yang telah mengalami proses pencelupan di dalam Al-12Si cair, terlihat dalam permukaan
Gambar 4.1. Hasil pengelasan gesek.
 BAB IV HASIL DAN PEMBAHASAN Setelah dilakukan proses pengelasan gesek (friction welding) dan pengujian tarik dari setiap spesimen benda uji, maka akan diperoleh data hasil pengujian. Data yang diperoleh
BAB IV HASIL DAN PEMBAHASAN Setelah dilakukan proses pengelasan gesek (friction welding) dan pengujian tarik dari setiap spesimen benda uji, maka akan diperoleh data hasil pengujian. Data yang diperoleh
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA 2.1. Tinjauan Pustaka Pengelasan Al-Fe susah untuk dilakukan karena adanya perbedaan sifat diantara keduanya dan terbentuknya lapisan intermetalik pada interface hasil lasan. Untuk
BAB II TINJAUAN PUSTAKA 2.1. Tinjauan Pustaka Pengelasan Al-Fe susah untuk dilakukan karena adanya perbedaan sifat diantara keduanya dan terbentuknya lapisan intermetalik pada interface hasil lasan. Untuk
BAB IV HASIL DAN PEMBAHASAN. waktu pengelasan dan pengaruh penambahan filler serbuk pada
 BAB IV HASIL DAN PEMBAHASAN Penelitian mengenai sifat mekanik pengaruh arus pengelasan, waktu pengelasan dan pengaruh penambahan filler serbuk pada sambungan las titik dengan material feritik Stainless
BAB IV HASIL DAN PEMBAHASAN Penelitian mengenai sifat mekanik pengaruh arus pengelasan, waktu pengelasan dan pengaruh penambahan filler serbuk pada sambungan las titik dengan material feritik Stainless
Gambar 2.1. Proses pengelasan Plug weld (Martin, 2007)
") BAB II DASAR TEORI 2.1 TINJAUAN PUSTAKA Proses pengelasan semakin berkembang seiring pertumbuhan industri, khususnya di bidang konstruksi. Banyak metode pengelasan yang dikembangkan untuk mengatasi permasalahan
BAB II DASAR TEORI 2.1 TINJAUAN PUSTAKA Proses pengelasan semakin berkembang seiring pertumbuhan industri, khususnya di bidang konstruksi. Banyak metode pengelasan yang dikembangkan untuk mengatasi permasalahan
BAB V HASIL PENELITIAN. peralatan sebagai berikut : XRF (X-Ray Fluorecense), SEM (Scanning Electron
, SEM (Scanning Electron") BAB V HASIL PENELITIAN Berikut ini hasil eksperimen disusun dan ditampilkan dalam bentuk tabel, gambar mikroskop dan grafik. Eksperimen yang dilakukan menggunakan peralatan sebagai berikut : XRF (X-Ray
BAB V HASIL PENELITIAN Berikut ini hasil eksperimen disusun dan ditampilkan dalam bentuk tabel, gambar mikroskop dan grafik. Eksperimen yang dilakukan menggunakan peralatan sebagai berikut : XRF (X-Ray
BAB IV HASIL DAN PEMBAHASAN
 26 BAB IV HASIL DAN PEMBAHASAN Pada penelitian ini, pembuatan soft magnetic menggunakan bahan serbuk besi dari material besi laminated dengan perlakuan bahan adalah dengan proses kalsinasi dan variasi
26 BAB IV HASIL DAN PEMBAHASAN Pada penelitian ini, pembuatan soft magnetic menggunakan bahan serbuk besi dari material besi laminated dengan perlakuan bahan adalah dengan proses kalsinasi dan variasi
PENGARUH WAKTU PENGELASAN GMAW TERHADAP SIFAT FISIK MEKANIK SAMBUNGAN LAS LOGAM TAK SEJENIS ANTARA ALUMINIUM DAN BAJA KARBON RENDAH
 PENGARUH WAKTU PENGELASAN GMAW TERHADAP SIFAT FISIK MEKANIK SAMBUNGAN LAS LOGAM TAK SEJENIS ANTARA ALUMINIUM DAN BAJA KARBON RENDAH Bi Asngali dan Triyono Jurusan Teknik Mesin Universitas Sebelas Maret
PENGARUH WAKTU PENGELASAN GMAW TERHADAP SIFAT FISIK MEKANIK SAMBUNGAN LAS LOGAM TAK SEJENIS ANTARA ALUMINIUM DAN BAJA KARBON RENDAH Bi Asngali dan Triyono Jurusan Teknik Mesin Universitas Sebelas Maret
BAB VI TRANSFORMASI FASE PADA LOGAM
 BAB VI TRANSFORMASI FASE PADA LOGAM Sebagian besar transformasi bahan padat tidak terjadi terus menerus sebab ada hambatan yang menghalangi jalannya reaksi dan bergantung terhadap waktu. Contoh : umumnya
BAB VI TRANSFORMASI FASE PADA LOGAM Sebagian besar transformasi bahan padat tidak terjadi terus menerus sebab ada hambatan yang menghalangi jalannya reaksi dan bergantung terhadap waktu. Contoh : umumnya
BAB I PENDAHULUAN. Pengelasan adalah suatu proses penggabungan antara dua. logam atau lebih yang menggunakan energi panas.
 BAB I PENDAHULUAN 1.1. Latar Belakang Pengelasan adalah suatu proses penggabungan antara dua logam atau lebih yang menggunakan energi panas. Teknologi pengelasan tidak hanya digunakan untuk memproduksi
BAB I PENDAHULUAN 1.1. Latar Belakang Pengelasan adalah suatu proses penggabungan antara dua logam atau lebih yang menggunakan energi panas. Teknologi pengelasan tidak hanya digunakan untuk memproduksi
BAB II TINJAUAN PUSTAKA. (C), serta unsur-unsur lain, seperti : Mn, Si, Ni, Cr, V dan lain sebagainya yang
, serta unsur-unsur lain, seperti : Mn, Si, Ni, Cr, V dan lain sebagainya yang") BAB II TINJAUAN PUSTAKA 2.1 Baja Baja merupakan paduan yang terdiri dari unsur utama besi (Fe) dan karbon (C), serta unsur-unsur lain, seperti : Mn, Si, Ni, Cr, V dan lain sebagainya yang tersusun dalam
BAB II TINJAUAN PUSTAKA 2.1 Baja Baja merupakan paduan yang terdiri dari unsur utama besi (Fe) dan karbon (C), serta unsur-unsur lain, seperti : Mn, Si, Ni, Cr, V dan lain sebagainya yang tersusun dalam
BAB IV ANALISIS DAN PEMBAHASAN
 BAB IV ANALISIS DAN PEMBAHASAN Setelah dilakukan pengujian anodizing pada aluminium seri 1xxx, maka diperoleh data-data pengujian yang kemudian dijabarkan melalui beberapa sub-sub pembahasan dari masing-masing
BAB IV ANALISIS DAN PEMBAHASAN Setelah dilakukan pengujian anodizing pada aluminium seri 1xxx, maka diperoleh data-data pengujian yang kemudian dijabarkan melalui beberapa sub-sub pembahasan dari masing-masing
BAB IV HASIL DAN PEMBAHASAN. Struktur mikro adalah gambaran dari kumpulan fasa-fasa yang dapat diamati
 BAB IV HASIL DAN PEMBAHASAN 4.1 Pengujian Struktur Mikro Struktur mikro adalah gambaran dari kumpulan fasa-fasa yang dapat diamati melalui teknik metalografi. Struktur mikro suatu logam dapat dilihat dengan
BAB IV HASIL DAN PEMBAHASAN 4.1 Pengujian Struktur Mikro Struktur mikro adalah gambaran dari kumpulan fasa-fasa yang dapat diamati melalui teknik metalografi. Struktur mikro suatu logam dapat dilihat dengan
BAB V HASIL DAN PEMBAHASAN
 4 cm BAB V HASIL DAN PEMBAHASAN 5.1 Struktur Makro dan Mikro Gambar 5.1 menunjukkan bahwa pengelasan MFSW dengan feedrate 1 mm/min mengalami kegagalan sambungan dimana kedua pelat tidak menyambung setelah
4 cm BAB V HASIL DAN PEMBAHASAN 5.1 Struktur Makro dan Mikro Gambar 5.1 menunjukkan bahwa pengelasan MFSW dengan feedrate 1 mm/min mengalami kegagalan sambungan dimana kedua pelat tidak menyambung setelah
2.2.9 Definisi Aluminium Klasifikasi Aluminium... 21
 DAFTAR ISI HALAMAN JUDUL... i LEMBAR PENGESAHAN DOSEN... ii LEMBAR PENGESAHAN DOSEN PENGUJI... iii HALAMAN PERSEMBAHAN... iv HALAMAN MOTTO... v KATA PENGANTAR... vi ABSTRAK... viii DAFTAR ISI... x DAFTAR
DAFTAR ISI HALAMAN JUDUL... i LEMBAR PENGESAHAN DOSEN... ii LEMBAR PENGESAHAN DOSEN PENGUJI... iii HALAMAN PERSEMBAHAN... iv HALAMAN MOTTO... v KATA PENGANTAR... vi ABSTRAK... viii DAFTAR ISI... x DAFTAR
Tugas Sarjana Teknik Material BAB IV DATA DAN ANALISA
 DATA DAN ANALISA IV.1 Data dan Analisa Produk Alumnium Foam Utuh IV.1.1 Variasi Temperatur Proses Terhadap Densitas Produk Tabel IV. 1 Data densitas aluminium foam terhadap rasio pencampuran Tahap I :
DATA DAN ANALISA IV.1 Data dan Analisa Produk Alumnium Foam Utuh IV.1.1 Variasi Temperatur Proses Terhadap Densitas Produk Tabel IV. 1 Data densitas aluminium foam terhadap rasio pencampuran Tahap I :
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengelasan Pada FSW Hasil pengelasan menggunakan metode FSW ditunjukkan pada Gambar 4.1. Pengelasan FSW adalah penyambungan pada kondisi padat atau logam las tidak
BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengelasan Pada FSW Hasil pengelasan menggunakan metode FSW ditunjukkan pada Gambar 4.1. Pengelasan FSW adalah penyambungan pada kondisi padat atau logam las tidak
STUDI METODE ALMUNIZING UNTUK MENCEGAH DIE SOLDERING PADA BAJA H420 J2
 STUDI METODE ALMUNIZING UNTUK MENCEGAH DIE SOLDERING PADA BAJA H420 J2 Fathony Arief Rhamdhany 1), Dody Prayitno 2) 1). Jurusan Teknik Mesin, Fakultas Teknologi Industri, Universitas Trisakti E-mail: fathonyariefrhamdhany@gmail.com
STUDI METODE ALMUNIZING UNTUK MENCEGAH DIE SOLDERING PADA BAJA H420 J2 Fathony Arief Rhamdhany 1), Dody Prayitno 2) 1). Jurusan Teknik Mesin, Fakultas Teknologi Industri, Universitas Trisakti E-mail: fathonyariefrhamdhany@gmail.com
BAB IV HASIL PENELITIAN DAN PEMBAHASAN. masing-masing benda uji, pada pengelasan las listrik dengan variasi arus 80, 90,
 BAB IV HASIL PENELITIAN DAN PEMBAHASAN 4.1. Hasil Penelitian Spesimen 4.1.1. Proses Pengelasan Setelah pengamatan, pengukuran serta pengujian dilaksanakan terhadap masing-masing benda uji, pada pengelasan
BAB IV HASIL PENELITIAN DAN PEMBAHASAN 4.1. Hasil Penelitian Spesimen 4.1.1. Proses Pengelasan Setelah pengamatan, pengukuran serta pengujian dilaksanakan terhadap masing-masing benda uji, pada pengelasan
PENGERASAN PERMUKAAN BAJA ST 40 DENGAN METODE CARBURIZING PLASMA LUCUTAN PIJAR
 PENGERASAN PERMUKAAN BAJA ST 40 DENGAN METODE CARBURIZING PLASMA LUCUTAN PIJAR BANGUN PRIBADI *, SUPRAPTO **, DWI PRIYANTORO* *Sekolah Tinggi Teknologi Nuklir-BATAN Jl. Babarsari Kotak Pos 1008, DIY 55010
PENGERASAN PERMUKAAN BAJA ST 40 DENGAN METODE CARBURIZING PLASMA LUCUTAN PIJAR BANGUN PRIBADI *, SUPRAPTO **, DWI PRIYANTORO* *Sekolah Tinggi Teknologi Nuklir-BATAN Jl. Babarsari Kotak Pos 1008, DIY 55010
PELAPISAN ALLOY BERBASIS NIKEL PADA SUBSTRAT CARBON STEEL UNTUK SISTEM PEMIPAAN PADA PEMBANGKIT LISTRIK ENERGI PANAS BUMI
 0032: Kemas A. Zaini Thosin dkk. MT-1 PELAPISAN ALLOY BERBASIS NIKEL PADA SUBSTRAT CARBON STEEL UNTUK SISTEM PEMIPAAN PADA PEMBANGKIT LISTRIK ENERGI PANAS BUMI Kemas A. Zaini Thosin 1,, Eni Sugarti 1,
0032: Kemas A. Zaini Thosin dkk. MT-1 PELAPISAN ALLOY BERBASIS NIKEL PADA SUBSTRAT CARBON STEEL UNTUK SISTEM PEMIPAAN PADA PEMBANGKIT LISTRIK ENERGI PANAS BUMI Kemas A. Zaini Thosin 1,, Eni Sugarti 1,
BAB IV PROSES PERLAKUAN PANAS PADA ALUMINIUM
 BAB IV PROSES PERLAKUAN PANAS PADA ALUMINIUM 4.1. Proses Perlakuan Panas pada Aluminium Proses perlakuan panas merupakan suatu proses yang mengacu pada proses pemanasan dan pendinginan, dengan tujuan untuk
BAB IV PROSES PERLAKUAN PANAS PADA ALUMINIUM 4.1. Proses Perlakuan Panas pada Aluminium Proses perlakuan panas merupakan suatu proses yang mengacu pada proses pemanasan dan pendinginan, dengan tujuan untuk
1 BAB I PENDAHULUAN. 1.1 Latar Belakang
 1 BAB I PENDAHULUAN 1.1 Latar Belakang Indonesia adalah negara yang sedang berkembang dalam berbagai sektor salah satunya adalah sektor industri manufaktur. Hal ini ditunjukkan dengan meningkatnya perusahaan
1 BAB I PENDAHULUAN 1.1 Latar Belakang Indonesia adalah negara yang sedang berkembang dalam berbagai sektor salah satunya adalah sektor industri manufaktur. Hal ini ditunjukkan dengan meningkatnya perusahaan
Oleh : Ridwan Sunarya Pembimbing : Dr. Widyastuti S.Si, M.Si Ir. Lilis Mariani, M.Eng. (LAPAN)
") Pengaruh rasio pencampuran Al 2 O 3 SiO 2 sebagai pelapis pada baja 4340 terhadap sifat thermal dan daya rekat dengan metode Flame Spray untuk aplikasi nozel roket Oleh : Ridwan Sunarya. - 2709100081 Pembimbing
Pengaruh rasio pencampuran Al 2 O 3 SiO 2 sebagai pelapis pada baja 4340 terhadap sifat thermal dan daya rekat dengan metode Flame Spray untuk aplikasi nozel roket Oleh : Ridwan Sunarya. - 2709100081 Pembimbing
BAB IV DATA DAN ANALISA
 BAB IV DATA DAN ANALISA Pengelasan plug welding pada material tak sejenis antara logam tak sejenis antara baja tahan karat 304L dan baja karbon SS400 dilakukan untuk mengetahui pengaruh arus pengelasan
BAB IV DATA DAN ANALISA Pengelasan plug welding pada material tak sejenis antara logam tak sejenis antara baja tahan karat 304L dan baja karbon SS400 dilakukan untuk mengetahui pengaruh arus pengelasan
BAB IV PERHITUNGAN & ANALSIS HASIL KARAKTERISASI XRD, EDS DAN PENGUKURAN I-V MSM
 BAB IV PERHITUNGAN & ANALSIS HASIL KARAKTERISASI XRD, EDS DAN PENGUKURAN I-V MSM Pada bab sebelumnya telah diperlihatkan hasil karakterisasi struktur kristal, morfologi permukaan, dan komposisi lapisan.
BAB IV PERHITUNGAN & ANALSIS HASIL KARAKTERISASI XRD, EDS DAN PENGUKURAN I-V MSM Pada bab sebelumnya telah diperlihatkan hasil karakterisasi struktur kristal, morfologi permukaan, dan komposisi lapisan.
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengelasan Pada FSW Hasil pengelasan menggunakan metode friction stir welding ditunjukkan pada Gambar 4.1. Pengelasan dengan metode FSW merupakan pengelasan yang terjadi
BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengelasan Pada FSW Hasil pengelasan menggunakan metode friction stir welding ditunjukkan pada Gambar 4.1. Pengelasan dengan metode FSW merupakan pengelasan yang terjadi
Ir. Hari Subiyanto, MSc
 Tugas Akhir TM091486 METALURGI Budi Prasetya Awab Putra NRP 2104 100 018 Dosen Pembimbing: Ir. Hari Subiyanto, MSc ABSTRAK Austenitic stainless steel adalah suatu logam paduan yang mempunyai sifat tahan
Tugas Akhir TM091486 METALURGI Budi Prasetya Awab Putra NRP 2104 100 018 Dosen Pembimbing: Ir. Hari Subiyanto, MSc ABSTRAK Austenitic stainless steel adalah suatu logam paduan yang mempunyai sifat tahan
BAB I PENDAHULUAN. logam menjadi satu akibat adanya energi panas. Teknologi pengelasan. selain digunakan untuk memproduksi suatu alat, pengelasan
 BAB I PENDAHULUAN A. Latar Belakang Pengelasan adalah suatu proses penggabungan logam dimana logam menjadi satu akibat adanya energi panas. Teknologi pengelasan selain digunakan untuk memproduksi suatu
BAB I PENDAHULUAN A. Latar Belakang Pengelasan adalah suatu proses penggabungan logam dimana logam menjadi satu akibat adanya energi panas. Teknologi pengelasan selain digunakan untuk memproduksi suatu
Materi #7 TIN107 Material Teknik 2013 FASA TRANSFORMASI
 #7 FASA TRANSFORMASI Pendahuluan Kekuatan tarik komposisi paduan Fe-C eutectoid dapat bervariasi antara 700-2000 MPa tergantung pada proses perlakuan panas yang diterapkan. Sifat mekanis yang diinginkan
#7 FASA TRANSFORMASI Pendahuluan Kekuatan tarik komposisi paduan Fe-C eutectoid dapat bervariasi antara 700-2000 MPa tergantung pada proses perlakuan panas yang diterapkan. Sifat mekanis yang diinginkan
BAB IV HASIL DAN PEMBAHASAN. Pengujian struktur mikro dilakukan untuk mengetahui isi unsur kandungan
 4.1 Pengujian Struktur Mikro BAB IV HASIL DAN PEMBAHASAN Pengujian struktur mikro dilakukan untuk mengetahui isi unsur kandungan yang terdapat didalam spesimen baja karbon rendah yang akan diuji. Dengan
4.1 Pengujian Struktur Mikro BAB IV HASIL DAN PEMBAHASAN Pengujian struktur mikro dilakukan untuk mengetahui isi unsur kandungan yang terdapat didalam spesimen baja karbon rendah yang akan diuji. Dengan
BAB IV HASIL PENELITIAN
 BAB IV HASIL PENELITIAN 4.1 PENGAMATAN VISUAL Pengamatan visual dilakukan terhadap sampel sebelum dilakukan proses anodisasi dan setelah proses anodisasi. Untuk sampel yang telah mengalami proses anodisasi,
BAB IV HASIL PENELITIAN 4.1 PENGAMATAN VISUAL Pengamatan visual dilakukan terhadap sampel sebelum dilakukan proses anodisasi dan setelah proses anodisasi. Untuk sampel yang telah mengalami proses anodisasi,
BAB IV HASIL DAN PEMBAHASAN. sifat kimia pada baja karbon rendah yang dilapisi dengan metode Hot Dip
 BAB IV HASIL DAN PEMBAHASAN Penelitian ini dilakukan untuk mengukur nilai sifat fisis, sifat mekanik dan sifat kimia pada baja karbon rendah yang dilapisi dengan metode Hot Dip Galvanizing. Sifat fisis
BAB IV HASIL DAN PEMBAHASAN Penelitian ini dilakukan untuk mengukur nilai sifat fisis, sifat mekanik dan sifat kimia pada baja karbon rendah yang dilapisi dengan metode Hot Dip Galvanizing. Sifat fisis
Frekuensi yang digunakan berkisar antara 10 hingga 500 khz, dan elektrode dikontakkan dengan benda kerja sehingga dihasilkan sambungan la
 Pengelasan upset, hampir sama dengan pengelasan nyala, hanya saja permukaan kontak disatukan dengan tekanan yang lebih tinggi sehingga diantara kedua permukaan kontak tersebut tidak terdapat celah. Dalam
Pengelasan upset, hampir sama dengan pengelasan nyala, hanya saja permukaan kontak disatukan dengan tekanan yang lebih tinggi sehingga diantara kedua permukaan kontak tersebut tidak terdapat celah. Dalam
BAB VII PROSES THERMAL LOGAM PADUAN
 BAB VII PROSES THERMAL LOGAM PADUAN Annealing adalah : sebuah perlakukan panas dimana material dipanaskan pada temperatur tertentu dan waktu tertentu dan kemudian dengan perlahan didinginkan. Annealing
BAB VII PROSES THERMAL LOGAM PADUAN Annealing adalah : sebuah perlakukan panas dimana material dipanaskan pada temperatur tertentu dan waktu tertentu dan kemudian dengan perlahan didinginkan. Annealing
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN Penelitian ini menggunakan bahan dasar velg racing sepeda motor bekas kemudian velg tersebut diremelting dan diberikan penambahan Si sebesar 2%,4%,6%, dan 8%. Pengujian yang
BAB IV HASIL DAN PEMBAHASAN Penelitian ini menggunakan bahan dasar velg racing sepeda motor bekas kemudian velg tersebut diremelting dan diberikan penambahan Si sebesar 2%,4%,6%, dan 8%. Pengujian yang
Ir Naryono 1, Farid Rakhman 2
 PENGARUH VARIASI KECEPATAN PENGELASAN PADA PENYAMBUNGAN PELAT BAJA SA 36 MENGGUNAKAN ELEKTRODA E6013 DAN E7016 TERHADAP KEKERASAN, STRUKTUR MIKRO DAN KEKUATAN TARIKNYA Ir Naryono 1, Farid Rakhman 2 Lecture
PENGARUH VARIASI KECEPATAN PENGELASAN PADA PENYAMBUNGAN PELAT BAJA SA 36 MENGGUNAKAN ELEKTRODA E6013 DAN E7016 TERHADAP KEKERASAN, STRUKTUR MIKRO DAN KEKUATAN TARIKNYA Ir Naryono 1, Farid Rakhman 2 Lecture
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN Setelah dilakukan pengamatan, pengukuran serta pengujian terhadap masingmasing benda uji, didapatkan data-data hasil penyambungan las gesek bahan Stainless Steel 304. Data hasil
BAB IV HASIL DAN PEMBAHASAN Setelah dilakukan pengamatan, pengukuran serta pengujian terhadap masingmasing benda uji, didapatkan data-data hasil penyambungan las gesek bahan Stainless Steel 304. Data hasil
BAB II KERANGKA TEORI
 BAB II KERANGKA TEORI 2.1. Pengertian Las Definisi pengelasan menurut DIN (Deutsche Industrie Norman) adalah ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan dalam keadaan lumer
BAB II KERANGKA TEORI 2.1. Pengertian Las Definisi pengelasan menurut DIN (Deutsche Industrie Norman) adalah ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan dalam keadaan lumer
BAB IV HASIL PENELITIAN DAN PEMBAHASAN
 BAB IV HASIL PENELITIAN DAN PEMBAHASAN 4.1. Analisis Struktur Mikro Menggunakan Optical Microsope Fe- Mn-Al pada Baja Karbon Rendah Sebelum Heat Treatment Hasil karakterisasi cross-section lapisan dengan
BAB IV HASIL PENELITIAN DAN PEMBAHASAN 4.1. Analisis Struktur Mikro Menggunakan Optical Microsope Fe- Mn-Al pada Baja Karbon Rendah Sebelum Heat Treatment Hasil karakterisasi cross-section lapisan dengan
Tugas Sarjana Teknik Material 2008 Data dan Analisa
 berpengaruh pada surface tension juga menjadi limitasi terjadi pembentukan gas lanjutan. Gambar IV. 18 Penampang melintang produk, yang memperlihatkan sel porositas yang mengalami penggabugan dan pecahnya
berpengaruh pada surface tension juga menjadi limitasi terjadi pembentukan gas lanjutan. Gambar IV. 18 Penampang melintang produk, yang memperlihatkan sel porositas yang mengalami penggabugan dan pecahnya
BAB IV PEMBAHASAN. BAB IV Pembahasan 69
 BAB IV PEMBAHASAN 4.1 ANALISA STRUKTUR MIKRO BAJA SETELAH HARDENING DAN TEMPERING Struktur mikro yang dihasilkan setelah proses hardening akan menentukan sifat-sifat mekanis baja perkakas, terutama kekerasan
BAB IV PEMBAHASAN 4.1 ANALISA STRUKTUR MIKRO BAJA SETELAH HARDENING DAN TEMPERING Struktur mikro yang dihasilkan setelah proses hardening akan menentukan sifat-sifat mekanis baja perkakas, terutama kekerasan
KARAKTERISASI PADUAN AlFeNiMg HASIL PELEBURAN DENGAN ARC FURNACE TERHADAP KEKERASAN
 No.06 / Tahun III Oktober 2010 ISSN 1979-2409 KARAKTERISASI PADUAN AlFeNiMg HASIL PELEBURAN DENGAN ARC FURNACE TERHADAP KEKERASAN Martoyo, Ahmad Paid, M.Suryadiman Pusat Teknologi Bahan Bakar Nuklir -
No.06 / Tahun III Oktober 2010 ISSN 1979-2409 KARAKTERISASI PADUAN AlFeNiMg HASIL PELEBURAN DENGAN ARC FURNACE TERHADAP KEKERASAN Martoyo, Ahmad Paid, M.Suryadiman Pusat Teknologi Bahan Bakar Nuklir -
JURNAL TEKNIK POMITS Vol. 1, No. 2, (2012) ISSN:
 ISSN:") JURNAL TEKNIK POMITS Vol. 1, No. 2, (2012) ISSN: 2301-9271 1 PENGARUH VARIASI TEMPERATUR DAN WAKTU DIFUSI HOT DIP ALUMIZING TERHADAP KETAHANAN EROSI DAN TEMPERATUR TINGGI PADA MATERIAL SA 106 GRADE B Melisa
JURNAL TEKNIK POMITS Vol. 1, No. 2, (2012) ISSN: 2301-9271 1 PENGARUH VARIASI TEMPERATUR DAN WAKTU DIFUSI HOT DIP ALUMIZING TERHADAP KETAHANAN EROSI DAN TEMPERATUR TINGGI PADA MATERIAL SA 106 GRADE B Melisa
Kekuatan tarik komposisi paduan Fe-C eutectoid dapat bervariasi antara MPa tergantung pada proses perlakuan panas yang diterapkan.
 Fasa Transformasi Pendahuluan Kekuatan tarik komposisi paduan Fe-C eutectoid dapat bervariasi antara 700-2000 MPa tergantung pada proses perlakuan panas yang diterapkan. Sifat mekanis yang diinginkan dari
Fasa Transformasi Pendahuluan Kekuatan tarik komposisi paduan Fe-C eutectoid dapat bervariasi antara 700-2000 MPa tergantung pada proses perlakuan panas yang diterapkan. Sifat mekanis yang diinginkan dari
BAB IV HASIL DAN PEMBAHASAN. perbesaran 100x adalah 100 µm. Sebelum dilakukan pengujian materi yang
 BAB IV HASIL DAN PEMBAHASAN 4.1 Pengujian struktur mikro Pengujian struktur mikro ini pembesaran foto diperoleh dari perkalian lensa obyektif dan okuler. Lensa obyektif yang dipakai 10x, lensa okuler 10x
BAB IV HASIL DAN PEMBAHASAN 4.1 Pengujian struktur mikro Pengujian struktur mikro ini pembesaran foto diperoleh dari perkalian lensa obyektif dan okuler. Lensa obyektif yang dipakai 10x, lensa okuler 10x
BAB I PENDAHULUAN 1.1 Latar Belakang
 BAB I PENDAHULUAN 1.1 Latar Belakang Pengembangan material yang memiliki ketahanan terhadap temperatur tinggi merupakan salah satu topik menarik yang terus dikaji oleh peneliti. Contoh aplikasi penggunaan
BAB I PENDAHULUAN 1.1 Latar Belakang Pengembangan material yang memiliki ketahanan terhadap temperatur tinggi merupakan salah satu topik menarik yang terus dikaji oleh peneliti. Contoh aplikasi penggunaan
PENGARUH FEED RATE TERHADAP STRUKTUR MIKRO, KEKERASAN DAN KEKUATAN BENDING PADA PENGELASAN FRICTION STIR WELDING ALUMINIUM 5052
 PENGARUH FEED RATE TERHADAP STRUKTUR MIKRO, KEKERASAN DAN KEKUATAN BENDING PADA PENGELASAN FRICTION STIR WELDING ALUMINIUM 505 Lukito Adi Wicaksono Jurusan Teknik Mesin, Fakultas Teknik, Universitas Muhammadiyah
PENGARUH FEED RATE TERHADAP STRUKTUR MIKRO, KEKERASAN DAN KEKUATAN BENDING PADA PENGELASAN FRICTION STIR WELDING ALUMINIUM 505 Lukito Adi Wicaksono Jurusan Teknik Mesin, Fakultas Teknik, Universitas Muhammadiyah
Galuh Intan Permata Sari
 PENGARUH MILLING TIME PADA PROSES MECHANICAL ALLOYING DALAM PEMBENTUKAN FASA INTERMETALIK γ-tial DENGAN MENGGUNAKAN HIGH ENERGY MILLING Dosen Pembimbing: 1. Hariyati Purwaningsih, S.Si, M.Si 2. Ir. Rochman
PENGARUH MILLING TIME PADA PROSES MECHANICAL ALLOYING DALAM PEMBENTUKAN FASA INTERMETALIK γ-tial DENGAN MENGGUNAKAN HIGH ENERGY MILLING Dosen Pembimbing: 1. Hariyati Purwaningsih, S.Si, M.Si 2. Ir. Rochman
BAB IV HASIL PENELITIAN
 BAB IV HASIL PENELITIAN Pada penelitian ini, baja HSLA 0.03% Nb digunakan sebagai benda uji. Proses pemanasan dilakukan pada benda uji tersebut dengan temperatur 1200 0 C, yang didapat dari persamaan 2.1.
BAB IV HASIL PENELITIAN Pada penelitian ini, baja HSLA 0.03% Nb digunakan sebagai benda uji. Proses pemanasan dilakukan pada benda uji tersebut dengan temperatur 1200 0 C, yang didapat dari persamaan 2.1.
PENGARUH VARIASI WAKTU ANODIZING TERHADAP STRUKTUR PERMUKAAN, KETEBALAN LAPISAN OKSIDA DAN KEKERASAN ALUMINIUM 1XXX. Sulaksono Cahyo Prabowo
 1 PENGARUH VARIASI WAKTU ANODIZING TERHADAP STRUKTUR PERMUKAAN, KETEBALAN LAPISAN OKSIDA DAN KEKERASAN ALUMINIUM 1XXX Sulaksono Cahyo Prabowo Jurusan Teknik Mesin Fakultas Teknik Universitas Muhammadiyah
1 PENGARUH VARIASI WAKTU ANODIZING TERHADAP STRUKTUR PERMUKAAN, KETEBALAN LAPISAN OKSIDA DAN KEKERASAN ALUMINIUM 1XXX Sulaksono Cahyo Prabowo Jurusan Teknik Mesin Fakultas Teknik Universitas Muhammadiyah
Studi Eksperimen Pengaruh Durasi Gesek, Tekanan Gesek Dan Tekanan Tempa Pengelasan Gesek (FW) Terhadap Kekuatan Tarik dan Impact Pada Baja Aisi 1045
 Terhadap Kekuatan Tarik dan Impact Pada Baja Aisi 1045") Studi Eksperimen Pengaruh Durasi Gesek, Tekanan Gesek Dan Tekanan Tempa Pengelasan Gesek (FW) Terhadap Kekuatan Tarik dan Impact Pada Baja Aisi 1045 Hari Subiyanto 1,*, Subowo 1, Gathot DW 1, Syamsul Hadi
Studi Eksperimen Pengaruh Durasi Gesek, Tekanan Gesek Dan Tekanan Tempa Pengelasan Gesek (FW) Terhadap Kekuatan Tarik dan Impact Pada Baja Aisi 1045 Hari Subiyanto 1,*, Subowo 1, Gathot DW 1, Syamsul Hadi
Pengaruh Penambahan Aluminium (Al) Terhadap Sifat Hidrogenasi/Dehidrogenasi Paduan Mg 2-x Al x Ni Hasil Sintesa Reactive Ball Mill
 Terhadap Sifat Hidrogenasi/Dehidrogenasi Paduan Mg 2-x Al x Ni Hasil Sintesa Reactive Ball Mill") Pengaruh Penambahan Aluminium (Al) Terhadap Sifat Hidrogenasi/Dehidrogenasi Paduan Mg 2-x Al x Ni Hasil Sintesa Reactive Ball Mill I Wayan Yuda Semaradipta 2710100018 Dosen Pembimbing Hariyati Purwaningsih,
Pengaruh Penambahan Aluminium (Al) Terhadap Sifat Hidrogenasi/Dehidrogenasi Paduan Mg 2-x Al x Ni Hasil Sintesa Reactive Ball Mill I Wayan Yuda Semaradipta 2710100018 Dosen Pembimbing Hariyati Purwaningsih,
BAB I PENDAHULUAN 1.1. Latar Belakang
 1 BAB I PENDAHULUAN 1.1. Latar Belakang Korosi merupakan salah satu permasalahan penting yang harus dihadapi oleh berbagai macam sektor industri di Indonesia terutama industri perkapalan. Tidak sedikit
1 BAB I PENDAHULUAN 1.1. Latar Belakang Korosi merupakan salah satu permasalahan penting yang harus dihadapi oleh berbagai macam sektor industri di Indonesia terutama industri perkapalan. Tidak sedikit
BAB 1 PENDAHULUAN. Bahan logam pada jenis besi adalah material yang sering digunakan dalam
 BAB 1 PENDAHULUAN 1.1 Latar Belakang Masalah Bahan logam pada jenis besi adalah material yang sering digunakan dalam membuat paduan logam lain untuk mendapatkan sifat bahan yang diinginkan. Baja merupakan
BAB 1 PENDAHULUAN 1.1 Latar Belakang Masalah Bahan logam pada jenis besi adalah material yang sering digunakan dalam membuat paduan logam lain untuk mendapatkan sifat bahan yang diinginkan. Baja merupakan
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1. Hasil Proses Melting Route Aluminum foam Jika semua tahapan proses pembuatan aluminum foam dengan metode melt route dilakukan, maka dihasilkan produk aluminum foam utuh
BAB IV HASIL DAN PEMBAHASAN 4.1. Hasil Proses Melting Route Aluminum foam Jika semua tahapan proses pembuatan aluminum foam dengan metode melt route dilakukan, maka dihasilkan produk aluminum foam utuh
BAB I PENDAHULUAN. semakin dibutuhkan. Semakin luas penggunaan las mempengaruhi. mudah penggunaannya juga dapat menekan biaya sehingga lebih
 BAB I PENDAHULUAN 1.1 Latar Belakang Perkembangan teknologi dalam bidang konstruksi semakin maju, baik di dalam perakitan maupun perawatan. Seiring kemajuan teknologi dalam bidang konstruksi, membuat kebutuhan
BAB I PENDAHULUAN 1.1 Latar Belakang Perkembangan teknologi dalam bidang konstruksi semakin maju, baik di dalam perakitan maupun perawatan. Seiring kemajuan teknologi dalam bidang konstruksi, membuat kebutuhan
PROSES PELAPISAN SERBUK Fe-50at.%Al PADA BAJA KARBON DENGAN PENAMBAHAN Cr MELALUI METODA PEMADUAN MEKANIK SKRIPSI
 PROSES PELAPISAN SERBUK Fe-50at.%Al PADA BAJA KARBON DENGAN PENAMBAHAN Cr MELALUI METODA PEMADUAN MEKANIK SKRIPSI Oleh ARI MAULANA 04 04 04 010 Y SKRIPSI INI DIAJUKAN UNTUK MELENGKAPI SEBAGIAN PERSYARATAN
PROSES PELAPISAN SERBUK Fe-50at.%Al PADA BAJA KARBON DENGAN PENAMBAHAN Cr MELALUI METODA PEMADUAN MEKANIK SKRIPSI Oleh ARI MAULANA 04 04 04 010 Y SKRIPSI INI DIAJUKAN UNTUK MELENGKAPI SEBAGIAN PERSYARATAN
BAB II TINJAUAN PUSTAKA DAN DASAR TEORI
 BAB II TINJAUAN PUSTAKA DAN DASAR TEORI 2.1. Tinjauan Pustaka Penelitian terhadap las gesek telah banyak dilakukan. Beberapa penelitian tentang parameter kekuatan tarik, kekerasan permukaan dan struktur
BAB II TINJAUAN PUSTAKA DAN DASAR TEORI 2.1. Tinjauan Pustaka Penelitian terhadap las gesek telah banyak dilakukan. Beberapa penelitian tentang parameter kekuatan tarik, kekerasan permukaan dan struktur
Bab IV Hasil dan Pembahasan
 Bab IV Hasil dan Pembahasan IV.1 Serbuk Awal Membran Keramik Material utama dalam penelitian ini adalah serbuk zirkonium silikat (ZrSiO 4 ) yang sudah ditapis dengan ayakan 400 mesh sehingga diharapkan
Bab IV Hasil dan Pembahasan IV.1 Serbuk Awal Membran Keramik Material utama dalam penelitian ini adalah serbuk zirkonium silikat (ZrSiO 4 ) yang sudah ditapis dengan ayakan 400 mesh sehingga diharapkan
BAB VI TRANSFORMASI FASE PADA LOGAM
 BAB VI TRANSFORMASI FASE PADA LOGAM Sebagian besar transformasi bahan padat tidak terjadi terus menerus sebab ada hambatan yang menghalangi jalannya reaksi dan bergantung terhadap waktu. Contoh : umumnya
BAB VI TRANSFORMASI FASE PADA LOGAM Sebagian besar transformasi bahan padat tidak terjadi terus menerus sebab ada hambatan yang menghalangi jalannya reaksi dan bergantung terhadap waktu. Contoh : umumnya
4.1 ANALISA STRUKTUR MIKRO
 BAB IV PEMBAHASAN Percobaan perlakuan panas dan uji kekerasan paduan Fe-Ni-10%Al, Fe-Ni- 20%Al, Fe-Ni-30%Al dilakukan pada temperatur 900 o C dan 1000 o C dengan lama waktu pemanasan 24 jam dan 48 jam.
BAB IV PEMBAHASAN Percobaan perlakuan panas dan uji kekerasan paduan Fe-Ni-10%Al, Fe-Ni- 20%Al, Fe-Ni-30%Al dilakukan pada temperatur 900 o C dan 1000 o C dengan lama waktu pemanasan 24 jam dan 48 jam.
PENGARUH VARIASI WAKTU TAHAN PADA PROSES NORMALIZING TERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO BAJA AISI 310S PADA PRESSURE VESSEL
 PENGARUH VARIASI WAKTU TAHAN PADA PROSES NORMALIZING TERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO BAJA AISI 310S PADA PRESSURE VESSEL Mahasiswa Febrino Ferdiansyah Dosen Pembimbing Ir. Rochman Rochiem, M.
PENGARUH VARIASI WAKTU TAHAN PADA PROSES NORMALIZING TERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO BAJA AISI 310S PADA PRESSURE VESSEL Mahasiswa Febrino Ferdiansyah Dosen Pembimbing Ir. Rochman Rochiem, M.
Jurnal Teknik Mesin UNISKA Vol. 02 No.02 Mei 2017 ISSN
 PENGARUH VARIASI ARUS LISTRIK TERHADAP KEKUATAN TARIK DAN STRUKTUR MIKRO SAMBUNGAN LAS TITIK (SPOT WELDING) LOGAM DISSIMILAR STAINLESS STEEL DAN BAJA KARBON RENDAH NSTRUCTION TO AUTHORS (Times New Roman,
PENGARUH VARIASI ARUS LISTRIK TERHADAP KEKUATAN TARIK DAN STRUKTUR MIKRO SAMBUNGAN LAS TITIK (SPOT WELDING) LOGAM DISSIMILAR STAINLESS STEEL DAN BAJA KARBON RENDAH NSTRUCTION TO AUTHORS (Times New Roman,
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengelasan Friction Stir Welding Setelah dilakukan proses pengelasan friction stir welding, maka akan terlihat bekas hasil pengelasan pada permukaan material. Pengelasan
BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengelasan Friction Stir Welding Setelah dilakukan proses pengelasan friction stir welding, maka akan terlihat bekas hasil pengelasan pada permukaan material. Pengelasan
BAB 1 PENDAHULUAN 1.1. LATAR BELAKANG
 BAB 1 PENDAHULUAN 1.1. LATAR BELAKANG Paduan Fe-Al merupakan material yang sangat baik untuk digunakan dalam berbagai aplikasi terutama untuk perlindungan korosi pada temperatur tinggi [1]. Paduan ini
BAB 1 PENDAHULUAN 1.1. LATAR BELAKANG Paduan Fe-Al merupakan material yang sangat baik untuk digunakan dalam berbagai aplikasi terutama untuk perlindungan korosi pada temperatur tinggi [1]. Paduan ini
HEAT TREATMENT. Pembentukan struktur martensit terjadi melalui proses pendinginan cepat (quench) dari fasa austenit (struktur FCC Face Centered Cubic)
 dari fasa austenit (struktur FCC Face Centered Cubic)") HEAT TREATMENT Perlakuan panas (heat treatment) ialah suatu perlakuan pada material yang melibatkan pemanasan dan pendinginan dalam suatu siklus tertentu. Tujuan umum perlakuan panas ini ialah untuk meningkatkan
HEAT TREATMENT Perlakuan panas (heat treatment) ialah suatu perlakuan pada material yang melibatkan pemanasan dan pendinginan dalam suatu siklus tertentu. Tujuan umum perlakuan panas ini ialah untuk meningkatkan
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengelasan Pada FSW Pengelasan menggunakan metode friction stir welding ditunjukkan pada Gambar 4.1. Pengelasan dengan metode FSW ini merupakan pengelasan yang terjadi
BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengelasan Pada FSW Pengelasan menggunakan metode friction stir welding ditunjukkan pada Gambar 4.1. Pengelasan dengan metode FSW ini merupakan pengelasan yang terjadi
BAB II PENGELASAN SECARA UMUM. Ditinjau dari aspek metalurgi proses pengelasan dapat dikelompokkan
 II - 1 BAB II PENGELASAN SECARA UMUM 2.1 Dasar Teori 2.1.1 Pengelasan Ditinjau dari aspek metalurgi proses pengelasan dapat dikelompokkan menjadi dua, pertama las cair (fussion welding) yaitu pengelasan
II - 1 BAB II PENGELASAN SECARA UMUM 2.1 Dasar Teori 2.1.1 Pengelasan Ditinjau dari aspek metalurgi proses pengelasan dapat dikelompokkan menjadi dua, pertama las cair (fussion welding) yaitu pengelasan
PENGARUH TEBAL PELAT BAJA KARBON RENDAH LAMA PENEKANAN DAN TEGANGAN LISTRIK PADA PENGELASAN TITIK TERHADAP SIFAT FISIS DAN MEKANIS
 PENGARUH TEBAL PELAT BAJA KARBON RENDAH LAMA PENEKANAN DAN TEGANGAN LISTRIK PADA PENGELASAN TITIK TERHADAP SIFAT FISIS DAN MEKANIS Joko Waluyo 1 1 Jurusan Teknik Mesin Institut Sains & Teknologi AKPRIND
PENGARUH TEBAL PELAT BAJA KARBON RENDAH LAMA PENEKANAN DAN TEGANGAN LISTRIK PADA PENGELASAN TITIK TERHADAP SIFAT FISIS DAN MEKANIS Joko Waluyo 1 1 Jurusan Teknik Mesin Institut Sains & Teknologi AKPRIND
BAB I PENDAHULUAN. Banyak cara yang dapat dilakukan dalam teknik penyambungan logam misalnya
 BAB I PENDAHULUAN A. Latar Belakang Teknik penyambungan logam telah diketahui sejak dahulu kala. Sumber energi yang digunakan pada zaman dahulu diduga dihasilkan dari pembakaran kayu atau sampah. Karena
BAB I PENDAHULUAN A. Latar Belakang Teknik penyambungan logam telah diketahui sejak dahulu kala. Sumber energi yang digunakan pada zaman dahulu diduga dihasilkan dari pembakaran kayu atau sampah. Karena
BAB IV HASIL DAN PEMBAHASAN. a) b) c) d)
 b) c) d)") BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil dan Pembahasan Permukaan Spesimen Shot Peening Spesimen SS AISI 316 yang diberi perlakuan shot peening memiliki pengaruh terhadap permukaan sesuai dengan variasi yang
BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil dan Pembahasan Permukaan Spesimen Shot Peening Spesimen SS AISI 316 yang diberi perlakuan shot peening memiliki pengaruh terhadap permukaan sesuai dengan variasi yang
BAB I PENDAHULUAN. Perkembangan ilmu pengetahuan dan teknologi sangat mempengaruhi peradaban
 BAB I PENDAHULUAN A. Latar Belakang Perkembangan ilmu pengetahuan dan teknologi sangat mempengaruhi peradaban manusia di abad ini. Sehingga diperlukan suatu kemampuan menguasai teknologi tinggi agar bisa
BAB I PENDAHULUAN A. Latar Belakang Perkembangan ilmu pengetahuan dan teknologi sangat mempengaruhi peradaban manusia di abad ini. Sehingga diperlukan suatu kemampuan menguasai teknologi tinggi agar bisa
APLIKASI TEKNIK PEMBUATAN KERIS PADA KOMPOSIT LAMINATE BAJA- NIKEL
 APLIKASI TEKNIK PEMBUATAN KERIS PADA KOMPOSIT LAMINATE BAJA- NIKEL Disusun Oleh : Gogod Mei Dwi Cahyono NRP. 2102 100 051 Dosen Pembimbing Ir Hari Subiyanto, MSc Memanfaatkan teknologi pembuatan keris
APLIKASI TEKNIK PEMBUATAN KERIS PADA KOMPOSIT LAMINATE BAJA- NIKEL Disusun Oleh : Gogod Mei Dwi Cahyono NRP. 2102 100 051 Dosen Pembimbing Ir Hari Subiyanto, MSc Memanfaatkan teknologi pembuatan keris
PENGARUH KECEPATAN PUTARANDAN DWELL TIME FLAT TOOL TERHADAP SIFAT FISIK DAN MEKANIK SAMBUNGAN FSSW AA5083DANGALVANIZED STEEL
 PENGARUH KECEPATAN PUTARANDAN DWELL TIME FLAT TOOL TERHADAP SIFAT FISIK DAN MEKANIK SAMBUNGAN FSSW AA5083DANGALVANIZED STEEL SKRIPSI DiajukanSebagai Salah SatuSyaratUntukMemperolehGelar SarjanaTeknik Oleh
PENGARUH KECEPATAN PUTARANDAN DWELL TIME FLAT TOOL TERHADAP SIFAT FISIK DAN MEKANIK SAMBUNGAN FSSW AA5083DANGALVANIZED STEEL SKRIPSI DiajukanSebagai Salah SatuSyaratUntukMemperolehGelar SarjanaTeknik Oleh
Analisis Perbandingan Laju Korosi Pelat ASTM A36 antara Pengelasan di Udara Terbuka dan Pengelasan Basah Bawah Air dengan Variasi Tebal Pelat
 JURNAL TEKNIK POMITS Vol. 2, 1, (2013) ISSN: 2337-3539 (2301-9271 Print) G-73 Analisis Perbandingan Pelat ASTM A36 antara di Udara Terbuka dan Basah Bawah Air dengan Variasi Tebal Pelat Yanek Fathur Rahman,
JURNAL TEKNIK POMITS Vol. 2, 1, (2013) ISSN: 2337-3539 (2301-9271 Print) G-73 Analisis Perbandingan Pelat ASTM A36 antara di Udara Terbuka dan Basah Bawah Air dengan Variasi Tebal Pelat Yanek Fathur Rahman,
KAJIAN PELAPISAN YSZ, CSZ, ALUMINO SILIKAT PADA BAJA S45C DENGAN FLAME SPRAY COATING
 KAJIAN PELAPISAN YSZ, CSZ, ALUMINO SILIKAT PADA BAJA S45C DENGAN FLAME SPRAY COATING Penulis: Budiana 111 10 100 018 Pembimbing: Prof. Dr. Suasmoro, DEA Departemen Fisika FMIPA Institut Teknologi Sepuluh
KAJIAN PELAPISAN YSZ, CSZ, ALUMINO SILIKAT PADA BAJA S45C DENGAN FLAME SPRAY COATING Penulis: Budiana 111 10 100 018 Pembimbing: Prof. Dr. Suasmoro, DEA Departemen Fisika FMIPA Institut Teknologi Sepuluh
BAB II TINJAUAN PUSTAKA. seperti nanowire, nanotube, nanosheet, dsb. tidak terlepas dari peranan penting
 BAB II TINJAUAN PUSTAKA Sebagaimana yang telah dipaparkan pada latar belakang, material nano seperti nanowire, nanotube, nanosheet, dsb. tidak terlepas dari peranan penting katalis yang berfungsi sebagai
BAB II TINJAUAN PUSTAKA Sebagaimana yang telah dipaparkan pada latar belakang, material nano seperti nanowire, nanotube, nanosheet, dsb. tidak terlepas dari peranan penting katalis yang berfungsi sebagai
Pengujian Impak (Hentakan) Pengujian Metalografi Pengujian Korosi Parameter pada Lambung Kapal...
 Pengujian Metalografi Pengujian Korosi Parameter pada Lambung Kapal...") DAFTAR ISI HALAMAN JUDUL... i LEMBAR PENGESAHAN DOSEN PEMBIMBING... ii LEMBAR PENGESAHAN DOSEN PENGUJI... iii HALAMAN PERSEMBAHAN... iv HALAMAN MOTTO... v KATA PENGANTAR... vi ABSTRAK... viii ABSTRACT...
DAFTAR ISI HALAMAN JUDUL... i LEMBAR PENGESAHAN DOSEN PEMBIMBING... ii LEMBAR PENGESAHAN DOSEN PENGUJI... iii HALAMAN PERSEMBAHAN... iv HALAMAN MOTTO... v KATA PENGANTAR... vi ABSTRAK... viii ABSTRACT...
Pengaruh Variasi Arus terhadap Struktur Mikro, Kekerasan dan Kekuatan Sambungan pada Proses Pengelasan Alumunium dengan Metode MIG
 NASKAH PUBLIKASI TUGAS AKHIR Pengaruh Variasi Arus terhadap Struktur Mikro, Kekerasan dan Kekuatan Sambungan pada Proses Pengelasan Alumunium dengan Metode MIG Diajukan untuk Memenuhi Tugas dan Syarat-syarat
NASKAH PUBLIKASI TUGAS AKHIR Pengaruh Variasi Arus terhadap Struktur Mikro, Kekerasan dan Kekuatan Sambungan pada Proses Pengelasan Alumunium dengan Metode MIG Diajukan untuk Memenuhi Tugas dan Syarat-syarat
pendinginan). Material Teknik Universitas Darma Persada - Jakarta
. Material Teknik Universitas Darma Persada - Jakarta") BAB V DIAGRAM FASE Komponen : adalah logam murni atau senyawa yang menyusun suatu logam paduan. Contoh : Cu - Zn (perunggu) komponennya adalah Cu dan Zn Solid solution (larutan padat) : terdiri dari beberapa
BAB V DIAGRAM FASE Komponen : adalah logam murni atau senyawa yang menyusun suatu logam paduan. Contoh : Cu - Zn (perunggu) komponennya adalah Cu dan Zn Solid solution (larutan padat) : terdiri dari beberapa
I. PENDAHULUAN. pipa saluran uap panas dari sumur-sumur produksi harus mendapat perhatian
 I. PENDAHULUAN A. Latar Belakang Di dalam sistem pembangkit tenaga panas bumi, aspek material pipa baja yang digunakan untuk sistem perpipaan merupakan faktor yang sangat penting dan esensial karena masalah
I. PENDAHULUAN A. Latar Belakang Di dalam sistem pembangkit tenaga panas bumi, aspek material pipa baja yang digunakan untuk sistem perpipaan merupakan faktor yang sangat penting dan esensial karena masalah
PENGARUH TEMPERATUR LAPISAN INTERMETALIK TERHADAP SIFAT FISIK MEKANIK PADA SAMBUNGAN DIFUSI LOGAM TAK SEJENIS ANTARA SS400 DENGAN AL6061 TESIS
 PENGARUH TEMPERATUR LAPISAN INTERMETALIK TERHADAP SIFAT FISIK MEKANIK PADA SAMBUNGAN DIFUSI LOGAM TAK SEJENIS ANTARA SS400 DENGAN AL6061 TESIS Disusun untuk memenuhi sebagian persyaratan mencapai derajat
PENGARUH TEMPERATUR LAPISAN INTERMETALIK TERHADAP SIFAT FISIK MEKANIK PADA SAMBUNGAN DIFUSI LOGAM TAK SEJENIS ANTARA SS400 DENGAN AL6061 TESIS Disusun untuk memenuhi sebagian persyaratan mencapai derajat
Gambar 4.1. Hasil pengamatan struktur mikro.
 38 BAB IV HASIL DAN PEMBAHASAN 4.1 Struktur Mikro Struktur mikro yang dihasilkan pada Gambar 4.1 memiliki tiga bagian, titik 0 mm dan 5 mm dari sumbu las masuk pada daerah las, titik 10 mm dan 15 mm sudah
38 BAB IV HASIL DAN PEMBAHASAN 4.1 Struktur Mikro Struktur mikro yang dihasilkan pada Gambar 4.1 memiliki tiga bagian, titik 0 mm dan 5 mm dari sumbu las masuk pada daerah las, titik 10 mm dan 15 mm sudah
BAB IV ANALISA DAN HASIL PENGUJIAN. Pengujian magnetik inspeksi yang dilakukan meliputi metode Dry Visible,
 Tugas Akhir 1 BAB IV ANALISA DAN HASIL PENGUJIAN 4.1. Hasil Pengujian 4.1.1 Pengujian Magnetic Testing Pengujian magnetik inspeksi yang dilakukan meliputi metode Dry Visible, Wet visible dan wet fluorescent
Tugas Akhir 1 BAB IV ANALISA DAN HASIL PENGUJIAN 4.1. Hasil Pengujian 4.1.1 Pengujian Magnetic Testing Pengujian magnetik inspeksi yang dilakukan meliputi metode Dry Visible, Wet visible dan wet fluorescent
BAB I PENDAHULUAN. terjadinya perubahan metalurgi yaitu pada struktur mikro, sehingga. ketahanan terhadap laju korosi dari hasil pengelasan tersebut.
 BAB I PENDAHULUAN 1.1 Latar Belakang Pengelasan merupakan proses penyambungan setempat dari logam dengan menggunakan energi panas. Akibat panas maka logam di sekitar lasan akan mengalami siklus termal
BAB I PENDAHULUAN 1.1 Latar Belakang Pengelasan merupakan proses penyambungan setempat dari logam dengan menggunakan energi panas. Akibat panas maka logam di sekitar lasan akan mengalami siklus termal
II. TINJAUAN PUSTAKA
 II. TINJAUAN PUSTAKA 2.1. Proses Celup panas (Hot Dipping) Pelapisan hot dipping adalah pelapisan logam dengan cara mencelupkan pada sebuah material yang terlebih dahulu dilebur dari bentuk padat menjadi
II. TINJAUAN PUSTAKA 2.1. Proses Celup panas (Hot Dipping) Pelapisan hot dipping adalah pelapisan logam dengan cara mencelupkan pada sebuah material yang terlebih dahulu dilebur dari bentuk padat menjadi
Jl. Prof. Sudharto, SH., Tembalang-Semarang 50275, Telp * Abstrak
 PENGUJIAN SIFAT MEKANIK DAN STRUKTUR MIKRO PADASAMBUNGAN PENGELASAN GESEK SAMA JENIS BAJA ST 60, SAMA JENIS AISI 201, DAN BEDA JENIS BAJA ST 60 DENGAN AISI 201 *Hermawan Widi Laksono 1, Sugiyanto 2 1 Mahasiswa
PENGUJIAN SIFAT MEKANIK DAN STRUKTUR MIKRO PADASAMBUNGAN PENGELASAN GESEK SAMA JENIS BAJA ST 60, SAMA JENIS AISI 201, DAN BEDA JENIS BAJA ST 60 DENGAN AISI 201 *Hermawan Widi Laksono 1, Sugiyanto 2 1 Mahasiswa
BAB V DIAGRAM FASE ISTILAH-ISTILAH
 BAB V DIAGRAM FASE ISTILAH-ISTILAH Komponen : adalah logam murni atau senyawa yang menyusun suatu logam paduan. Contoh : Cu - Zn (perunggu), komponennya adalah Cu dan Zn Solid solution (larutan padat)
BAB V DIAGRAM FASE ISTILAH-ISTILAH Komponen : adalah logam murni atau senyawa yang menyusun suatu logam paduan. Contoh : Cu - Zn (perunggu), komponennya adalah Cu dan Zn Solid solution (larutan padat)
BAB I PENDAHULUAN. ragam, oleh sebab itu manusia dituntut untuk semakin kreatif dan produktif dalam
 BAB I PENDAHULUAN 1.1 Latar Belakang Penerapan teknologi rekayasa material saat ini semakin bervariasi hal ini disebabkan oleh tuntutan untuk memenuhi kebutuhan manusia yang beraneka ragam, oleh sebab
BAB I PENDAHULUAN 1.1 Latar Belakang Penerapan teknologi rekayasa material saat ini semakin bervariasi hal ini disebabkan oleh tuntutan untuk memenuhi kebutuhan manusia yang beraneka ragam, oleh sebab
BAB IV HASIL DAN PEMBAHASAN. 4.1 Hasil Penyambungan Aluminium 6061 T6 dengan Metode CDFW. Gambar 4.1 Hasil Sambungan
 BAB IV HASIL DAN PEMBAHASAN Setelah dilakukannya pengamatan, pengukuran dan pengujian terhadap benda uji, maka didapat data seperti yang akan ditampilkan pada bab ini beserta dengan pembahasannya. 4.1
BAB IV HASIL DAN PEMBAHASAN Setelah dilakukannya pengamatan, pengukuran dan pengujian terhadap benda uji, maka didapat data seperti yang akan ditampilkan pada bab ini beserta dengan pembahasannya. 4.1
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1. Validasi Hasil Simulasi Validasi program dilakukan dengan cara membandingkan hasil proses simulasi penelitian sekarang dengan hasil penelitian yang dilakukan oleh Zhigang
BAB IV HASIL DAN PEMBAHASAN 4.1. Validasi Hasil Simulasi Validasi program dilakukan dengan cara membandingkan hasil proses simulasi penelitian sekarang dengan hasil penelitian yang dilakukan oleh Zhigang
Pengaruh variasi kampuh las dan arus listrik terhadap kekuatan tarik dan struktur mikro sambungan las TIG pada aluminium 5083
 Jurnal Kompetensi Teknik Vol. 8, No.2, Mei 2017 27 Pengaruh variasi kampuh las dan arus listrik terhadap kekuatan tarik dan struktur mikro sambungan las TIG pada aluminium 5083 Satrio Hadi 1, Rusiyanto
Jurnal Kompetensi Teknik Vol. 8, No.2, Mei 2017 27 Pengaruh variasi kampuh las dan arus listrik terhadap kekuatan tarik dan struktur mikro sambungan las TIG pada aluminium 5083 Satrio Hadi 1, Rusiyanto