PENGARUH VOLUME EXOTHERMIC RISER TERHADAP CACAT SHRINKAGE PADA PENGECORAN ALUMINIUM 6061 DENGAN METODE SAND CASTING
|
|
|
- Sugiarto Gunardi
- 6 tahun lalu
- Tontonan:
Transkripsi



1 TUGAS AKHIR Surabaya, 15 Juli 2014 PENGARUH VOLUME EXOTHERMIC RISER TERHADAP CACAT SHRINKAGE PADA PENGECORAN ALUMINIUM 6061 DENGAN METODE SAND CASTING Oleh : Muhammad MisbahulMunir NRP Dosen Pembimbing : 1. Indra Sidharta, ST. M.Sc. NIP Dr. Ir. Soeharto, DEA NIP

2 Latar Belakang Komponen Otomotif Bentuk produk yang makin beragam dan berpresisi tinggi Aluminium Proyeksi penjualan mobil yang diyakni menembus rekor tertinggi unit dan pasar motor yang mencapai 7,5 juta - 8 juta unit membutuhkan alumunium sebanyak ton dan belum termasuk suku cadang. -Steelindonesia.com- Rejection rate industri pengecoran logam Indonesia masih 6%-10% untuk industri besar dan industri kecil hingga 15%. Padahal rata-rata secara internasional rejection rate itu hanya 3%. -Ketua HAPLI-
 Pengecoran Aluminium Cacat Shrinkage")

3 Latar Belakang (cont.) Pengecoran Aluminium Cacat Shrinkage 1. Dapat mengubah dimensi benda hasil coran 2. Dapat mempengaruhi sifat mekanik EXOTHERMIC RISER
 yang efisien pada pengecoran aluminium 6061 dengan metode sand")
4 Perumusan Masalah Bagaimana pengaruh volume exothermic riser untuk meminimalisir terjadinya cacat penyusutan (shrinkage) yang efisien pada pengecoran aluminium 6061 dengan metode sand casting
5 Batasan Masalah Temperatur logam cair pada saat dituangkan ke dalam cetakan dianggap konstan Logam cair dianggap sebagai Newtonian Fluid Gaya gesek selama logam cair mengalir dianggap konstan Semua alat ukur yang digunakan dalam eksperimen dianggap sudah dikalibrasi
6 Batasan Masalah Sistem saluran Horizontal Bottom Gating System dan dianggap sudah ideal Pasir cetak memiliki komposisi dan permeabilitas yang seragam (homogen) Komposisi dan pencampuran bahan exothermic riser dianggap sama dan seragam Bahan iron oxide (Fe 3 O 4 ) pada exothermic riser dianggap tidak berpengaruh pada hasil coran.
 pada pengecoran aluminium")
7 Tujuan dan Manfaat Tujuan Mengetahui dan menganalisa pengaruh volume exothermic riser terhadap adanya cacat penyusutan (shrinkage) pada pengecoran aluminium 6061

8 Tujuan dan Manfaat Manfaat Mengembangkan teori dan teknologi exothermic riser serta gating system yang dapat diaplikasikan pada industri pengecoran logam. Meningkatkan produktivitas industri pengecoran serta dapat menghasilkan benda coran yang berkualitas baik.

9 DASAR TEORI Apakah Exothermic riser itu? Riser Harus dapat mengisi kembali rongga cetak ketika terjadi penyusutan Logam cair yang ada di riser membeku lebih lama dari pada produk cor Volumenya mencukupi Heat Loss Heat Loss 3Fe 3 O 4 + 8Al = 4Al 2 O 3 + 9Fe kJ Penggunaan exothermic riser meningkatakan efisiensi penambah mencapai 70%, Sehingga dimensi riser lebih kecil. Exothermic riser lebih efisien jika digunakan pada pengecoran benda yang dimensinya besar Sleeve Logam Cair Exothermic riser

10 DASAR TEORI Cacat Shrinkage Shrinkage atau penyusutan merupakan cacat coran yang disebabkan volume yang cenderung berkurang selama proses solidifikasi dikarenakan perubahan densitas dari liquid menjadi solid. Untuk aluminium paduan shrinkage selama proses solidifikasi adalah 6% dari volumenya.

 Ilustrasi")
11 Cacat Shrinkage (Cont.) Ilustrasi Shrinkage pada setiap fase


12 DASAR TEORI Aluminium 6061 Komponen utama dari pembentuk paduan aluminium 6XXX, silicon dan magnesium adalah silicon dan magnesium membentuk senyawa magnesium silida (Mg 2 Si) yang akan membentuk eutektik pada sistem paduan Al-Mg 2 Si. Densitas = 2,7 g/cm 3 Temp solidus =582 0 C Temp liquidus =652 0 C Melting point= C
![Penelitian Terdahulu Yudhi Hermawan, [1] Simulasi](/docs-images/65/53708399/images/13-0.jpg "Z-Cast dan Pengecoran Alumunium 6061 Variasi Letak")



13 Penelitian Terdahulu Yudhi Hermawan, [1] Simulasi Z-Cast dan Pengecoran Alumunium 6061 Variasi Letak Penambah Buta (Blind Riser) dan Temperatur Tuang Terhadap Cacat Shrinkage C C C Hasil simulasi Z-cast Hasil Eksperimen Persentase Shrinkage Letak blind riser yang paling efektif untuk meminimalisir shrinkage adalah ditengah, dan temperatur penuangan yang paling efektif adalah 700 o C

14 Penelitian Terdahulu Richard A. Hardin, dkk [2] Riser Sleeve Properties for Steel Casting and Effect of Sleeve Type on Casting Yield Untuk mengetahui pengaruh riser sleeve terhadap laju pendinginan Riser Biasa ( Natural Riser) Exothermic riser
15 Penelitian Terdahulu Richard A. Hardin, dkk [2] Riser Sleeve Properties for Steel Casting and Effect of Sleeve Type on Casting Yield Untuk mengetahui pengaruh riser sleeve terhadap laju pendinginan Hasil Pengukuran Metal TC Hasil Pengukuran Sand TC
16 Penelitian Terdahulu Richard A. Hardin, dkk [2] Riser Sleeve Properties for Steel Casting and Effect of Sleeve Type on Casting Yield Untuk mengetahui perbedaan performa dari tipe riser sleeve terhadap laju pendinginan Exothermic riser Insulation sleeve riser

17 Metodologi Penelitian

18

19
 : 77 mm Lebar (l) : 77 mm Tinggi (t) : 77 mm Bentuk disesuaikan dengan Indian Standard 15865 : 2009 Material Pasir Cetak = Pasir Silika (85%) + Bentonit (10%) + Air")
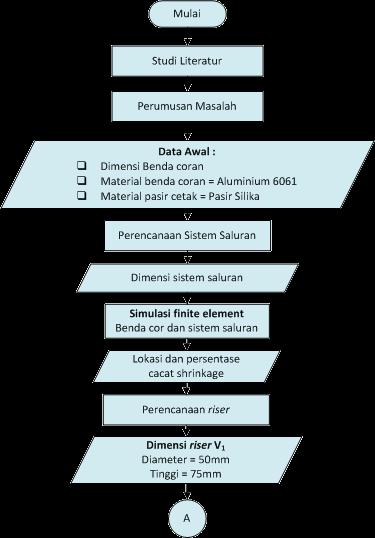
20 Penentuan Data Awal 75 Berat jenis (ρ) = 2,7 gr/cm 3 = 0,0975 lb/in 3 Temperatur melting = 625 o C Material benda coran = Aluminium Dimensi benda coran Toleransi Ukuran dan bentuk Panjang (p) : 77 mm Lebar (l) : 77 mm Tinggi (t) : 77 mm Bentuk disesuaikan dengan Indian Standard : 2009 Material Pasir Cetak = Pasir Silika (85%) + Bentonit (10%) + Air (5%)

21 Perencanaan Sistem Saluran Dimensi sistem saluran berdasarkan perhitungan sesuai dengan perencanaan American Foundrymen s Society (AFS) Sprue Ø atas = 1,88 cm Ø Bawah = 1,02 cm Tinggi = 15 cm Well Base Ø = 2,27 cm Kedalaman = 3,2 cm Runner Lebar = 2 cm Tinggi = 1,6 cm Panjang = 10 cm Riser Gate Lebar = 2 cm Tinggi = 1,6 cm Panjang = 5 cm Benda Coran Volume = 77x77x77mm 3
 = 1232,639 gr Berat logam cair yang ada di dalam riser (W F ) adalah sebagai berikut : Sehingga, volume riser adalah : 75 mm Tinggi riser (L) = 75 mm Diameter riser (D) = 50 mm")
22 Perencanaan Riser Penambah Biasa (Natural Riser) Foseco Non Ferrous Fondrymen s Handbooks Modulus (C%) = 14 % untuk natural feeder Nilai shrinkage (S% ) paduan Aluminium 6061 yaitu = 4,7% Berat benda yang akan dicor (W C ) = 1232,639 gr Berat logam cair yang ada di dalam riser (W F ) adalah sebagai berikut : Sehingga, volume riser adalah : 75 mm Tinggi riser (L) = 75 mm Diameter riser (D) = 50 mm 50 mm
23 Perencanaan Riser Menurut Tata Surdia[3] penambah atas coran bukan besi
24 Simulasi Software SIMULASI Tanpa Riser Riser Biasa Optimal (Diamater ditambah 5mm jika masih terjadi shrinkage) Riser Exothermic Efektif (Diamaeter dikurangi 5mm jika tidak terjadi shrinkage) Exo - riser diameter 90mm, tebal 5mm dan tinggi 75mm Riser biasa diameter 50mm dan tinggi 75mm Exo - riser diameter 85mm, tebal 5mm dan tinggi 75mm Riser biasa diameter 55mm dan tinggi 75mm Exo - riser diameter 80mm, tebal 5mm dan tinggi 75mm Riser biasa diameter 60mm dan tinggi 75mm Exo - riser diameter 75mm, tebal 5mm dan tinggi 75mm Riser biasa diameter 65mm dan tinggi 75mm Exo - riser diameter 70mm, tebal 5mm dan tinggi 75mm Riser biasa diameter 70mm dan tinggi 75mm Exo - riser diameter 65mm, tebal 5mm dan tinggi 75mm Riser biasa diameter 75mm dan tinggi 75mm Exo - riser diameter 60mm, tebal 5mm dan tinggi 75mm Riser biasa diameter 80mm dan tinggi 75mm Exo - riser diameter 55mm, tebal 5mm dan tinggi 75mm Riser biasa diameter 85mm dan tinggi 75mm Exo - riser diameter 50mm, tebal 5mm dan tinggi 75mm Riser biasa diameter 90mm dan tinggi 75mm Exo - riser diameter 45mm, tebal 5mm dan tinggi 75mm Data Hasil Simulasi : -Letak dan prosentase shrinkage - Temperatur pendinginan logam cair - Temperatur dinding Exothermic
25 Simulasi Software Tahap Tahap Simulasi 3D CAD Modeling Import model 3d ke software Penentuan bagian bagian dari model Meshing dan mengatur Boudary Condition - Penentuan material mold = Silica Sand - Penentuan material exothermic riser = Exothermic Penentuan daerah Pemasukan logam cair Penentuan Material Logam cair : Alumunium 6061 Penentuan parameter penuangan dan gravitasi Calculate dan Post Processing





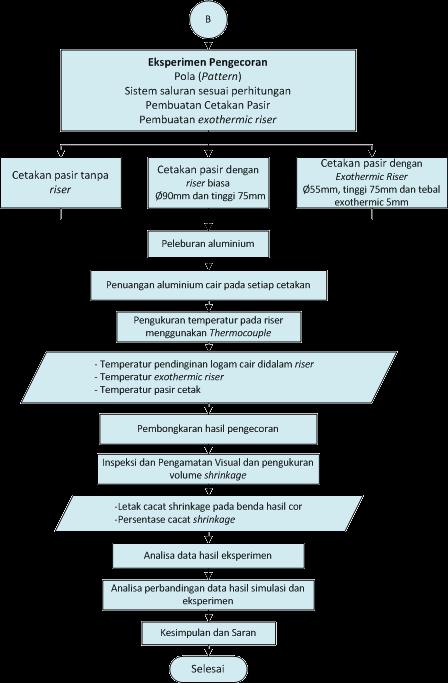
26 Percobaan Proses Pengecoran Persiapan Peralatan Pola dan sistem saluran sesuai perhitungan Peralatan pembuat cetakan : - Penumbuk pasir - Bak Pencampur - Spatula - Timbangan - Ayakan pasir - dll. Rangka cetak Peralatan pengambilan data temperatur








27 Percobaan Proses Pengecoran Pembuatan Exothermic Riser Pasir Silika 65%wt Pottasium Nitrate 2%wt Dikeraskan dengan Gas CO 2 Exothermic riser Iron Oxide 8% Aluminium powder 25% Water Glass 50gram Bak Pencampur Campuran material exothermic Cetakan Exothermic riser
28 Percobaan Proses Pengecoran Pembuatan Cetakan Pasir Riser Benda Cor Sprue Runner Gate Sprue Base Pasir Kasar Pasir muka Membuat cetakan bagian drag Membuat cetakan bagian kup
29 Percobaan Proses Pengecoran Pembuatan Cetakan Pasir Exothermic Riser Melepas pola dan memasang Exothermic riser


30 Percobaan Proses Pengecoran Pemasangan Termokopel Tampak Samping Tampak Atas 15mm 15mm 15mm Exothermic riser Riser Biasa



31 Percobaan Proses Pengecoran Cetakan Tanpa Riser T. Logam Cair T. Pasir Cetakan Riser Biasa 90mm T. Pasir T. Dinding Exothermic riser T. Logam Cair Cetakan Exothermic Riser 55mm
32 Percobaan Proses Pengecoran Peleburan Material Alumunium Merk : Jhonson Crucible Furnace Combst. Chamber Size (Diameter) : 12 inches / 10 inches Overall Dimension (Diameter) : 23 inches Gas input : 130,000 BTU/hr. Shipping Weight : Lbs. Source : Aluminium Jhonshon Crucible 6061 furnace Catalogue Lebih dari melting point



33 Percobaan Proses Pengecoran Penuangan Material Alumunium Penuangan Alumunium Cair Tinggi penuangan = 5 cm Exothermic riser Riser Biasa Tanpa riser



34 Data Hasil Simulasi Pengecoran Tanpa Riser Model Tanpa Riser Proses Solidifikasi Tanpa Riser Letak cacat shrinkage



35 Data Hasil Simulasi Pengecoran Menggunakan Riser Biasa Model riser biasa 50mm Letak cacat shrinkage Proses Solidifikasi Riser biasa 50mm



36 Data Hasil Simulasi Pengecoran Menggunakan Riser Biasa Model Riser biasa 90mm Letak cacat shrinkage Proses Solidifikasi riser biasa 90mm
37 Data Hasil Simulasi Pengecoran Menggunakan Riser Biasa 588 detik 590 detik 623 detik 630 detik 650 detik 673 detik 680 detik 705 detik 730 detik Semakin besar volume riser biasa maka semakin memperlambat waktu solidifikasi

38 Data Hasil Simulasi Pengecoran Menggunakan Riser Biasa Letak cacat shrinkage hasil simulasi riser biasa
39 Data Hasil Simulasi Pengecoran Menggunakan Riser Biasa Persentase Cacat Shrinkage (%) Volume Riser Biasa Terhadap Persentase Cacat Shrinkage Grafik Volume Riser Biasa Terhadap Persentase Cacat Shrinkage Diameter riser (mm) dengan tinggi 75mm Semakin besar volume riser biasa semakin mengurangi volume cacat shrinkage yang terjadi


40 Data Hasil Simulasi Pengecoran Menggunakan Exothermic riser Model Exothermic riser 90mm Letak cacat shrinkage Proses Solidifikasi Exothermic Riser 90mm



41 Data Hasil Simulasi Pengecoran Menggunakan Exothermic riser Model Exothermic riser 55mm Letak cacat shrinkage Proses Solidifikasi Exothermic Riser 55mm



42 Data Hasil Simulasi Pengecoran Menggunakan Exothermic riser Model Exothermic riser 45mm Letak cacat shrinkage Proses Solidifikasi Exothermic Riser 45mm
43 Data Hasil Simulasi Pengecoran Menggunakan Exothermic riser 543 detik 545 detik 560 detik 594 detik 620 detik 696 detik 752 detik 797 detik 854 detik 902 detik Semakin besar volume exothermic riser maka semakin memperlambat waktu solidifikasi

44 Data Hasil Simulasi Pengecoran Menggunakan Exothermic riser Letak cacat shrinkage hasil simulasi exothermic riser
 800 700 600 500 400 300 200 100 0 Riser Biasa diameter 55mm dan tinggi 75mm Exothermic riser diameter 55mm dan tinggi 75mm 0 1000 2000 3000 4000 5000 6000 Penggunaan Exothermic riser")
45 Data Hasil Simulasi Perbandingan hasil simulasi riser biasa dengan exothermic riser Grafik Perbandingan Temperatur Solidifikasi antara Riser Biasa dengan Exothermic Riser (riser biasa) (Exothermic riser) Riser Biasa diameter 55mm dan tinggi 75mm Exothermic riser diameter 55mm dan tinggi 75mm Penggunaan Exothermic riser memperlambat laju solidifikasi logam cair sehingga riser dapat bekarja secara efektif
46 Data Hasil Eksperimen Parameter penuangan aluminium cair Cetakan Temperatur penuangan di tungku ( o C) Tinggi Penuangan (cm) Waktu Tuang (s) Tanpa riser Dengan riser biasa ø90mm Dengan exothermic riser ø55mm
47 Data Hasil Eksperimen Pengukuran temperatur pada riser biasa 800 Temperatur Pendinginan Logam Cair pada Pengecoran dengan Riser Biasa Temperatur (C) Temperatur Logam Cair pada Pengecoran dengan Riser Biasa Waktu (s)
48 Data Hasil Eksperimen Pengukuran temperatur pada riser biasa 250 Temperatur Pasir Cetak Pengecoran dengan Riser Biasa 200 Temperatur (C) Temperatur Pasir Cetak Pengecoran dengan Riser Biasa Waktu (s)
49 Data Hasil Eksperimen Pengukuran temperatur pada exothermic riser 800,0 700,0 600,0 Temperatur Logam Cair Pengecoran dengan Exothermic Riser Temperatur (C) 500,0 400,0 300,0 200,0 100,0 Temperatur Logam Cair Pengecoran dengan Exothermic Riser 0, Waktu (s)
50 Data Hasil Eksperimen Pengukuran temperatur pada exothermic riser Temperatur (C) 400,0 350,0 300,0 250,0 200,0 150,0 100,0 50,0 0,0 Grafik Perubahan Temperatur Selimut Exothermic Riser Temperatur Dinding Exothermic Riser Waktu (s) Perubahan temperatur dinding exothermic riser mencapai C
51 Data Hasil Eksperimen Pengukuran temperatur pada exothermic riser 180 Grafik Perubahan Temperatur Pasir Cetak Pengecoran dengan Exothermic Riser Temperatur (C) Temperatur pasir cetak Waktu (s) Perubahan temperatur pasir hingga 650 detik mencapai C
52 Data Hasil Eksperimen Perbandingan Temperatur Dinding exothermic riser dengan pasir cetak riser biasa Temperatur (C) 400,0 350,0 300,0 250,0 200,0 150,0 100,0 50,0 Temperatur Dinding Exothermic Riser dan temperatur pasir cetak 0,0 358,2 0 C ,4 0 C Temperatur Dinding Exothermic Riser Temperatur pasir cetak Waktu (s) Temperatur dinding exothermic riser lebih tinggi dibandingakan temeperatur pasir biasa
 (c) Benda cor hasil")
 Pengecoran")
 Pengecoran dengan")
53 Data Hasil Eksperimen (a) (b) (c) Benda cor hasil eksperimen (a) Pengecoran tanpa riser (b) Pengecoran dengan exothermic riser (c) Pengecoran dengan riser biasa.

54 Data Hasil Eksperimen

55 Data Hasil Eksperimen







56 Data Hasil Eksperimen Pengukuran perbedaan volume Volume awal air = 150ml Pemasangan malam pada benda uji Cacat Shrinkage pada riser Cacat Shrinkage pada benda kerja


57 Perbandingan Data Hasil Eksperimen dan Hasil Simulasi 12,3% 17,5% 0% 0,47% 0% 0%
58 Kesimpulan dan Saran Kesimpulan Semakin besar volume exothermic riser dapat mengurangi terjadinya cacat shrinkage pada benda coran. Tetapi semakin besar exothermic riser yang digunakan maka biaya produksi pengecoran semakin tinggi digunakan untuk pembuatan exothermic riser. Exothermic riser dapat mempertahankan temperatur logam cair di riser dengan berfungsi sebagai insulasi dan menghasilkan panas dari reaksi exothermic-nya sehingga logam cair tersebut dapat mengisi volume benda coran yang berkurang akibat cacat shrinkage. Volume exothermic riser berpengaruh terhadap volume logam cair yang akan mengisi cacat shrinkage pada benda kerja. Jika volume riser lebih kecil daripada volume yang berkurang akibat cacat shrinkage pada benda coran, akan terjadi kekurangan logam cair untuk mencegah terjadinya cacat shrinkage. Volume exothermic riser yang dapat mencegah cacat shrinkage lebih kecil daripada volume riser biasa. Berdasarkan hasil simulasi, volume exothermic riser yang dapat mencegah terjadinya cacat shrinkage untuk benda uji standar berbentuk kubus dengan dimensi p = l = t = 77mm adalah ,93mm 3 (ø55mm, tinggi = 75mm dan tebal selimut = 5mm). Sedangkan volume riser biasa untuk benda uji yang sama adalah ,43mm 3 (ø90 dan tinggi = 75mm)
59 Saran Kesimpulan dan Saran Diperlukan penelitian lanjutan mengenai pengaruh komposisi material exothermic terhadap efisiensi penggunaan exothermic riser. Penelitian exothermic riser seharusnya dilakukan pada produksi pengecoran kapasitas besar dengan peralatan pengukuran yang akurat dan menggunakan material yang titik leburnya tinggi seperti baja untuk mengetahui efektifitas penggunaan exothermic riser.



60 Terima Kasih Mohon Kritik dan Saran WISUDA 110 AMIIINNN!!
STUDI SIMULASI DAN EKSPERIMEN PENGARUH KETEBALAN DINDING EXOTHERMIC RISER TERHADAP CACAT SHRINKAGE PADA PENGECORAN ALUMINIUM 6061 METODE SAND CASTING
 Sidang Tugas Akhir (TM 091486) STUDI SIMULASI DAN EKSPERIMEN PENGARUH KETEBALAN DINDING EXOTHERMIC RISER TERHADAP CACAT SHRINKAGE PADA PENGECORAN ALUMINIUM 6061 METODE SAND CASTING oleh : Rachmadi Norcahyo
Sidang Tugas Akhir (TM 091486) STUDI SIMULASI DAN EKSPERIMEN PENGARUH KETEBALAN DINDING EXOTHERMIC RISER TERHADAP CACAT SHRINKAGE PADA PENGECORAN ALUMINIUM 6061 METODE SAND CASTING oleh : Rachmadi Norcahyo
PENGARUH VOLUME EXOTHERMIC RISER TERHADAP CACAT SHRINKAGE PADA PENGECORAN ALUMINIUM 6061 DENGAN METODE SAND CASTING
 JURNAL TEKNIK POMITS Vol. 3, No. 2, (2014) 1-8 1 PENGARUH VOLUME EXOTHERMIC RISER TERHADAP CACAT SHRINKAGE PADA PENGECORAN ALUMINIUM 6061 DENGAN METODE SAND CASTING Muhammad M Munir, Indra Sidharta, Soeharto
JURNAL TEKNIK POMITS Vol. 3, No. 2, (2014) 1-8 1 PENGARUH VOLUME EXOTHERMIC RISER TERHADAP CACAT SHRINKAGE PADA PENGECORAN ALUMINIUM 6061 DENGAN METODE SAND CASTING Muhammad M Munir, Indra Sidharta, Soeharto
STUDI EKSPERIMEN PENGARUH VARIASI DIMENSI CIL DALAM (INTERNAL CHILL) TERHADAP CACAT PENYUSUTAN (SHRINKAGE) PADA PENGECORAN ALUMINIUM 6061
 TERHADAP CACAT PENYUSUTAN (SHRINKAGE) PADA PENGECORAN ALUMINIUM 6061") STUDI EKSPERIMEN PENGARUH VARIASI DIMENSI CIL DALAM (INTERNAL CHILL) TERHADAP CACAT PENYUSUTAN (SHRINKAGE) PADA PENGECORAN ALUMINIUM 6061 Oleh: NURHADI GINANJAR KUSUMA NRP. 2111106036 Dosen Pembimbing
STUDI EKSPERIMEN PENGARUH VARIASI DIMENSI CIL DALAM (INTERNAL CHILL) TERHADAP CACAT PENYUSUTAN (SHRINKAGE) PADA PENGECORAN ALUMINIUM 6061 Oleh: NURHADI GINANJAR KUSUMA NRP. 2111106036 Dosen Pembimbing
PENGARUH JUMLAH SALURAN MASUK TERHADAP CACAT CORAN PADA PEMBUATAN POROS ENGKOL (CRANKSHAFT) FCD 600 MENGGUNAKAN PENGECORAN PASIR
 FCD 600 MENGGUNAKAN PENGECORAN PASIR") PENGARUH JUMLAH SALURAN MASUK TERHADAP CACAT CORAN PADA PEMBUATAN POROS ENGKOL (CRANKSHAFT) FCD 600 MENGGUNAKAN PENGECORAN PASIR Oleh: Muhamad Nur Harfianto 2111 105 025 Dosen Pembimbing: Dr. Ir. Soeharto,
PENGARUH JUMLAH SALURAN MASUK TERHADAP CACAT CORAN PADA PEMBUATAN POROS ENGKOL (CRANKSHAFT) FCD 600 MENGGUNAKAN PENGECORAN PASIR Oleh: Muhamad Nur Harfianto 2111 105 025 Dosen Pembimbing: Dr. Ir. Soeharto,
JURNAL TEKNIK POMITS Vol. 3, No. 2, (2014) ISSN:
 ISSN:") JURNAL TEKNIK POMITS Vol. 3, No. 2, (2014) ISSN: 2301-9271 1 Studi Simulasi Dan Eksperimen Pengaruh Ketebalan Dinding Exothermic Riser Terhadap Cacat Shrinkage Pada Pengecoran Aluminium 6061 Metode Sand
JURNAL TEKNIK POMITS Vol. 3, No. 2, (2014) ISSN: 2301-9271 1 Studi Simulasi Dan Eksperimen Pengaruh Ketebalan Dinding Exothermic Riser Terhadap Cacat Shrinkage Pada Pengecoran Aluminium 6061 Metode Sand
ANALISA PERBANDINGAN PEMAKAIAN RISER RING DAN CROWN PADA PENGECORAN VELG TIPE MS 366 DENGAN UJI SIMULASI MENGGUNAKAN CAE ADSTEFAN
 ANALISA PERBANDINGAN PEMAKAIAN RISER RING DAN CROWN PADA PENGECORAN VELG TIPE MS 366 DENGAN UJI SIMULASI MENGGUNAKAN CAE ADSTEFAN Oleh: M.Nawarul Fuad Shibu lijack LATAR BELAKANG Fungsi velg sebagai roda
ANALISA PERBANDINGAN PEMAKAIAN RISER RING DAN CROWN PADA PENGECORAN VELG TIPE MS 366 DENGAN UJI SIMULASI MENGGUNAKAN CAE ADSTEFAN Oleh: M.Nawarul Fuad Shibu lijack LATAR BELAKANG Fungsi velg sebagai roda
STUDI EKSPERIMEN PENGARUH VARIASI DIMENSI CIL DALAM (INTERNAL CHILL) TERHADAP CACAT PENYUSUTAN (SHRINKAGE) PADA PENGECORAN ALUMINIUM 6061
 TERHADAP CACAT PENYUSUTAN (SHRINKAGE) PADA PENGECORAN ALUMINIUM 6061") JURNAL TEKNIK POMITS Vol. 1, No. 2, (2012) ISSN: 2301-9271 1 STUDI EKSPERIMEN PENGARUH VARIASI DIMENSI CIL DALAM (INTERNAL CHILL) TERHADAP CACAT PENYUSUTAN (SHRINKAGE) PADA PENGECORAN ALUMINIUM 6061 Nurhadi
JURNAL TEKNIK POMITS Vol. 1, No. 2, (2012) ISSN: 2301-9271 1 STUDI EKSPERIMEN PENGARUH VARIASI DIMENSI CIL DALAM (INTERNAL CHILL) TERHADAP CACAT PENYUSUTAN (SHRINKAGE) PADA PENGECORAN ALUMINIUM 6061 Nurhadi
JURNAL TEKNIK POMITS Vol. 3, No. 2, (2014) ISSN: ( Print) F-266
 ISSN: ( Print) F-266") JURNAL TEKNIK POMITS Vol., No., (4) ISSN: 7-59 (-97 Print) F-66 Pengaruh Variasi Komposisi Serbuk Kayu dengan Pengikat Semen pada Pasir Cetak terhadap Cacat Porositas dan Kekasaran Permukaan Hasil Pengecoran
JURNAL TEKNIK POMITS Vol., No., (4) ISSN: 7-59 (-97 Print) F-66 Pengaruh Variasi Komposisi Serbuk Kayu dengan Pengikat Semen pada Pasir Cetak terhadap Cacat Porositas dan Kekasaran Permukaan Hasil Pengecoran
Studi Eksperimen Pengaruh Variasi Dimensi Cil dalam (Internal Chill) terhadap Cacat Penyusutan (Shrinkage) pada Pengecoran Aluminium 6061
 terhadap Cacat Penyusutan (Shrinkage) pada Pengecoran Aluminium 6061") JURNAL TEKNIK POMITS Vol. 3, No. 2, (2014) ISSN: 2337-3539 (2301-9271 Print) F-271 Studi Eksperimen Pengaruh Variasi Dimensi Cil dalam ( Chill) terhadap Cacat Penyusutan (Shrinkage) pada Pengecoran Aluminium
JURNAL TEKNIK POMITS Vol. 3, No. 2, (2014) ISSN: 2337-3539 (2301-9271 Print) F-271 Studi Eksperimen Pengaruh Variasi Dimensi Cil dalam ( Chill) terhadap Cacat Penyusutan (Shrinkage) pada Pengecoran Aluminium
ANALISA PENGARUH PENAMBAHAN ABU SERBUK KAYU TERHADAP KARAKTERISTIK PASIR CETAK DAN CACAT POROSITAS HASIL PENGECORAN ALUMINIUM 6061 SIDANG TUGAS AKHIR
 ANALISA PENGARUH PENAMBAHAN ABU SERBUK KAYU TERHADAP KARAKTERISTIK PASIR CETAK DAN CACAT POROSITAS HASIL PENGECORAN ALUMINIUM 6061 SIDANG TUGAS AKHIR Latar belakang Pengecoran logam Hasil pengecoran aluminium
ANALISA PENGARUH PENAMBAHAN ABU SERBUK KAYU TERHADAP KARAKTERISTIK PASIR CETAK DAN CACAT POROSITAS HASIL PENGECORAN ALUMINIUM 6061 SIDANG TUGAS AKHIR Latar belakang Pengecoran logam Hasil pengecoran aluminium
RANCANG BANGUN DAN ANALISA SISTEM SALURAN TERHADAP CACAT PENGECORAN PADA BLOK SILINDER (CYLINDER BLOCK) FCD 450 DENGAN MENGGUNAKAN PASIR CETAK KERING
 FCD 450 DENGAN MENGGUNAKAN PASIR CETAK KERING") RANCANG BANGUN DAN ANALISA SISTEM SALURAN TERHADAP CACAT PENGECORAN PADA BLOK SILINDER (CYLINDER BLOCK) FCD 450 DENGAN MENGGUNAKAN PASIR CETAK KERING Oleh: Agung Tri Hatmoko 2111 105 017 Dosen Pembimbing:
RANCANG BANGUN DAN ANALISA SISTEM SALURAN TERHADAP CACAT PENGECORAN PADA BLOK SILINDER (CYLINDER BLOCK) FCD 450 DENGAN MENGGUNAKAN PASIR CETAK KERING Oleh: Agung Tri Hatmoko 2111 105 017 Dosen Pembimbing:
Gambar 1 Sistem Saluran
 BAB 2 TINJAUAN PUSTAKA 1. Sebutkan dan jelaskan komponen-komponen gating system! Sistem saluran (gating system) didefinisikan sebagai jalan masuk atau saluran bagi logam cair yang dituangkan dari ladel
BAB 2 TINJAUAN PUSTAKA 1. Sebutkan dan jelaskan komponen-komponen gating system! Sistem saluran (gating system) didefinisikan sebagai jalan masuk atau saluran bagi logam cair yang dituangkan dari ladel
JURNAL TEKNIK POMITS Vol. 1, No. 2, (2012) ISSN:
 ISSN:") JURNAL TEKNIK POMITS Vol., No., () ISSN: -97 Pengaruh Variasi Komposisi Serbuk Kayu Dengan Pengikat Semen Pada Pasir Cetak Terhadap Cacat Porositas Dan Kekasaran Permukaan Hasil Pengecoran Aluminium Alloy
JURNAL TEKNIK POMITS Vol., No., () ISSN: -97 Pengaruh Variasi Komposisi Serbuk Kayu Dengan Pengikat Semen Pada Pasir Cetak Terhadap Cacat Porositas Dan Kekasaran Permukaan Hasil Pengecoran Aluminium Alloy
Metal Casting Processes. Teknik Pembentukan Material
 Metal Casting Processes Teknik Pembentukan Material Pengecoran (Casting) adalah suatu proses penuangan materi cair seperti logam atau plastik yang dimasukkan ke dalam cetakan, kemudian dibiarkan membeku
Metal Casting Processes Teknik Pembentukan Material Pengecoran (Casting) adalah suatu proses penuangan materi cair seperti logam atau plastik yang dimasukkan ke dalam cetakan, kemudian dibiarkan membeku
PENGARUH PENAMBAHAN TEMBAGA (Cu) TERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO PADA PADUAN ALUMINIUM-SILIKON (Al-Si) MELALUI PROSES PENGECORAN
 TERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO PADA PADUAN ALUMINIUM-SILIKON (Al-Si) MELALUI PROSES PENGECORAN") Laporan Tugas Akhir PENGARUH PENAMBAHAN TEMBAGA (Cu) TERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO PADA PADUAN ALUMINIUM-SILIKON (Al-Si) MELALUI PROSES PENGECORAN Nama Mahasiswa : I Made Pasek Kimiartha NRP
Laporan Tugas Akhir PENGARUH PENAMBAHAN TEMBAGA (Cu) TERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO PADA PADUAN ALUMINIUM-SILIKON (Al-Si) MELALUI PROSES PENGECORAN Nama Mahasiswa : I Made Pasek Kimiartha NRP
MODUL 7 PROSES PENGECORAN LOGAM
 MODUL 7 PROSES PENGECORAN LOGAM Materi ini membahas tentang pembuatan besi tuang dan besi tempa. Tujuan instruksional khusus yang ingin dicapai adalah (1) Menjelaskan peranan teknik pengecoran dalam perkembangan
MODUL 7 PROSES PENGECORAN LOGAM Materi ini membahas tentang pembuatan besi tuang dan besi tempa. Tujuan instruksional khusus yang ingin dicapai adalah (1) Menjelaskan peranan teknik pengecoran dalam perkembangan
Cacat shrinkage. 1 1,0964 % Bentuk : merupakan HASIL DAN ANALISA DATA. 5.1 Hasil Percobaan
 5.1 Hasil Percobaan TUGAS AKHIR METALURGI BAB 5 HASIL DAN ANALISA DATA Hasil percobaan yang telah dilakukan di dapatkan cacat shrinkage yang cukup besar pada bagian pertemuan bagian silinder dan balok.
5.1 Hasil Percobaan TUGAS AKHIR METALURGI BAB 5 HASIL DAN ANALISA DATA Hasil percobaan yang telah dilakukan di dapatkan cacat shrinkage yang cukup besar pada bagian pertemuan bagian silinder dan balok.
11 BAB II LANDASAN TEORI
 11 BAB II LANDASAN TEORI 2.1 Velg Sepeda Motor [9] Velg atau rim adalah lingkaran luar logam yang sudah di desain dengan bentuk sesuai standar (ISO 5751 dan ISO DIS 4249-3), dan sebagai tempat terpasangnya
11 BAB II LANDASAN TEORI 2.1 Velg Sepeda Motor [9] Velg atau rim adalah lingkaran luar logam yang sudah di desain dengan bentuk sesuai standar (ISO 5751 dan ISO DIS 4249-3), dan sebagai tempat terpasangnya
BAB III PENGUMPULAN DAN PENGOLAHAN DATA PENELITIAN
 BAB III PENGUMPULAN DAN PENGOLAHAN DATA PENELITIAN 3.1 Diagram Alir Penelitian Pada penelitian ini langkah-langkah pengujian ditunjukkan pada Gambar 3.1: Mulai Mempersiapkan Alat Dan Bahan Proses Pengecoran
BAB III PENGUMPULAN DAN PENGOLAHAN DATA PENELITIAN 3.1 Diagram Alir Penelitian Pada penelitian ini langkah-langkah pengujian ditunjukkan pada Gambar 3.1: Mulai Mempersiapkan Alat Dan Bahan Proses Pengecoran
TUGAS PENGETAHUAN BAHAN TEKNIK II CETAKAN PERMANEN
 TUGAS PENGETAHUAN BAHAN TEKNIK II CETAKAN PERMANEN Disusun Oleh Nama Anggota : Rahmad Trio Rifaldo (061530202139) Tris Pankini (061530200826) M Fikri Pangidoan Harahap (061530200820) Kelas : 3ME Dosen
TUGAS PENGETAHUAN BAHAN TEKNIK II CETAKAN PERMANEN Disusun Oleh Nama Anggota : Rahmad Trio Rifaldo (061530202139) Tris Pankini (061530200826) M Fikri Pangidoan Harahap (061530200820) Kelas : 3ME Dosen
PEMBUATAN POLA dan CETAKAN HOLDER MESIN UJI IMPAK CHARPY TYPE Hung Ta 8041A MENGGUNAKAN METODE SAND CASTING
 PEMBUATAN POLA dan CETAKAN HOLDER MESIN UJI IMPAK CHARPY TYPE Hung Ta 8041A MENGGUNAKAN METODE SAND CASTING URZA RAHMANDA, EDDY WIDYONO Jurusan D3 Teknik Mesin Fakultas Teknologi Industri, ITS Surabaya
PEMBUATAN POLA dan CETAKAN HOLDER MESIN UJI IMPAK CHARPY TYPE Hung Ta 8041A MENGGUNAKAN METODE SAND CASTING URZA RAHMANDA, EDDY WIDYONO Jurusan D3 Teknik Mesin Fakultas Teknologi Industri, ITS Surabaya
BAB I PENDAHULUAN. industri terus berkembang dan di era modernisasi yang terjadi saat. ini, menuntut manusia untuk melaksanakan rekayasa guna
 BAB I PENDAHULUAN 1.1 Latar Belakang Penggunaan Aluminium dan Logam paduan Aluminium didunia industri terus berkembang dan di era modernisasi yang terjadi saat ini, menuntut manusia untuk melaksanakan
BAB I PENDAHULUAN 1.1 Latar Belakang Penggunaan Aluminium dan Logam paduan Aluminium didunia industri terus berkembang dan di era modernisasi yang terjadi saat ini, menuntut manusia untuk melaksanakan
PENGARUH JUMLAH SALURAN MASUK TERHADAP CACAT CORAN PADA PEMBUATAN CRANKSHAFT MESIN SINAS METODE PENGECORAN PASIR DENGAN BAHAN FCD 600
 PENGARUH JUMLAH SALURAN MASUK TERHADAP CACAT CORAN PADA PEMBUATAN CRANKSHAFT MESIN SINAS METODE PENGECORAN PASIR DENGAN BAHAN FCD 600 Moh Nur Harfianto, Soeharto, Bambang sudarmanta Lab. TPBB Jurusan Teknik
PENGARUH JUMLAH SALURAN MASUK TERHADAP CACAT CORAN PADA PEMBUATAN CRANKSHAFT MESIN SINAS METODE PENGECORAN PASIR DENGAN BAHAN FCD 600 Moh Nur Harfianto, Soeharto, Bambang sudarmanta Lab. TPBB Jurusan Teknik
STUDI EKSPERIMEN PENGARUH PENAMBAHAN BUBUK KAYU MERANTI TERHADAP KARAKTERISTIK PASIR CETAK DAN CACAT POROSITAS HASIL PENGECORAN ALUMINIUM 6061
 JURNAL TEKNIK POMITS Vol. 3, No. 2, (2014) 1-6 1 STUDI EKSPERIMEN PENGARUH PENAMBAHAN BUBUK KAYU MERANTI TERHADAP KARAKTERISTIK PASIR CETAK DAN CACAT POROSITAS HASIL PENGECORAN ALUMINIUM 6061 Achmad Rifqi
JURNAL TEKNIK POMITS Vol. 3, No. 2, (2014) 1-6 1 STUDI EKSPERIMEN PENGARUH PENAMBAHAN BUBUK KAYU MERANTI TERHADAP KARAKTERISTIK PASIR CETAK DAN CACAT POROSITAS HASIL PENGECORAN ALUMINIUM 6061 Achmad Rifqi
PENGARUH UKURAN NECK RISER TERHADAP CACAT PENYUSUTAN DAN CACAT POROSITAS PADA PROSES PENGECORAN ALUMINIUM MENGGUNAKAN CETAKAN PASIR SKRIPSI
 PENGARUH UKURAN NECK RISER TERHADAP CACAT PENYUSUTAN DAN CACAT POROSITAS PADA PROSES PENGECORAN ALUMINIUM MENGGUNAKAN CETAKAN PASIR SKRIPSI Diajukan sebagai salah satu syarat untuk memperoleh gelar Sarjana
PENGARUH UKURAN NECK RISER TERHADAP CACAT PENYUSUTAN DAN CACAT POROSITAS PADA PROSES PENGECORAN ALUMINIUM MENGGUNAKAN CETAKAN PASIR SKRIPSI Diajukan sebagai salah satu syarat untuk memperoleh gelar Sarjana
BAB IV SIMULASI DAN ANALISIS CETAKAN RING, CONE DAN BLADE
 BAB IV SIMULASI DAN ANALISIS CETAKAN RING, CONE DAN BLADE Hasil perancangan cetakan sistem penambah dan sistem saluran pada bab III yang menghasilkan model cetakan dalam proses pengecoran belum dapat dipastikan
BAB IV SIMULASI DAN ANALISIS CETAKAN RING, CONE DAN BLADE Hasil perancangan cetakan sistem penambah dan sistem saluran pada bab III yang menghasilkan model cetakan dalam proses pengecoran belum dapat dipastikan
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN Penelitian ini menggunakan bahan dasar velg racing sepeda motor bekas kemudian velg tersebut diremelting dan diberikan penambahan Si sebesar 2%,4%,6%, dan 8%. Pengujian yang
BAB IV HASIL DAN PEMBAHASAN Penelitian ini menggunakan bahan dasar velg racing sepeda motor bekas kemudian velg tersebut diremelting dan diberikan penambahan Si sebesar 2%,4%,6%, dan 8%. Pengujian yang
Analisa Pengaruh Penambahan Abu Serbuk Kayu Meranti Terhadap Karakteristik Pasir Cetak dan Cacat Porositas Hasil Pengecoran Aluminium 6061
 JURNAL TEKNIK POMITS Vol. 3, No. 2, (2014) ISSN: 2301-9271 1 Analisa Pengaruh Penambahan Abu Serbuk Kayu Meranti Terhadap Karakteristik Pasir Cetak dan Cacat Porositas Hasil Pengecoran Aluminium 6061 Arfiansyah
JURNAL TEKNIK POMITS Vol. 3, No. 2, (2014) ISSN: 2301-9271 1 Analisa Pengaruh Penambahan Abu Serbuk Kayu Meranti Terhadap Karakteristik Pasir Cetak dan Cacat Porositas Hasil Pengecoran Aluminium 6061 Arfiansyah
Dasar pengecoran logam
 Dasar pengecoran logam Kelompok 2 Wanda Saputra Yoes Firman Sejarah pengecoran Mencairkan logam coran dibuat dari logam yang di cairkan, di tuang kedalam cetakan, kemudian dibiarkan mendingin dan membeku.
Dasar pengecoran logam Kelompok 2 Wanda Saputra Yoes Firman Sejarah pengecoran Mencairkan logam coran dibuat dari logam yang di cairkan, di tuang kedalam cetakan, kemudian dibiarkan mendingin dan membeku.
Pengaruh Bentuk Riser Terhadap Cacat Penyusutan Produk Cor Aluminium Cetakan Pasir
 Pengaruh Bentuk Riser Terhadap Cacat Penyusutan Produk Cor Aluminium Cetakan Pasir (Soejono Tjitro) Pengaruh Bentuk Riser Terhadap Cacat Penyusutan Produk Cor Aluminium Cetakan Pasir Soejono Tjitro Dosen
Pengaruh Bentuk Riser Terhadap Cacat Penyusutan Produk Cor Aluminium Cetakan Pasir (Soejono Tjitro) Pengaruh Bentuk Riser Terhadap Cacat Penyusutan Produk Cor Aluminium Cetakan Pasir Soejono Tjitro Dosen
BAB 1 PENDAHULUAN. Silinder liner adalah komponen mesin yang dipasang pada blok silinder yang
 BAB 1 PENDAHULUAN 1.1 Latar Belakang Silinder liner adalah komponen mesin yang dipasang pada blok silinder yang berfungsi sebagai tempat piston dan ruang bakar pada mesin otomotif. Pada saat langkah kompresi
BAB 1 PENDAHULUAN 1.1 Latar Belakang Silinder liner adalah komponen mesin yang dipasang pada blok silinder yang berfungsi sebagai tempat piston dan ruang bakar pada mesin otomotif. Pada saat langkah kompresi
PENGECORAN SUDU TURBIN AIR AKSIAL KAPASITAS DAYA 102 kw DENGAN BAHAN PADUAN TEMBAGA ALLOY 8A
 PENGECORAN SUDU TURBIN AIR AKSIAL KAPASITAS DAYA 102 kw DENGAN BAHAN PADUAN TEMBAGA ALLOY 8A Agus Salim Peneliti pada Bidang Peralatan Transportasi Puslit Telimek LIPI ABSTRAK Telah dilakukan pengecoran
PENGECORAN SUDU TURBIN AIR AKSIAL KAPASITAS DAYA 102 kw DENGAN BAHAN PADUAN TEMBAGA ALLOY 8A Agus Salim Peneliti pada Bidang Peralatan Transportasi Puslit Telimek LIPI ABSTRAK Telah dilakukan pengecoran
ANALISA PENGARUH JUMLAH SALURAN MASUK TERHADAP ADANYA CACAT PENGECORAN PADA BLOK SILINDER (CYLINDER BLOCK) FCD 450
 FCD 450") 1 ANALISA PENGARUH JUMLAH SALURAN MASUK TERHADAP ADANYA CACAT PENGECORAN PADA BLOK SILINDER (CYLINDER BLOCK) FCD 450 Agung Tri H, Soeharto, Bambang Sudarmanta, Putu Suwarta Teknik Mesin, Fakultas Teknologi
1 ANALISA PENGARUH JUMLAH SALURAN MASUK TERHADAP ADANYA CACAT PENGECORAN PADA BLOK SILINDER (CYLINDER BLOCK) FCD 450 Agung Tri H, Soeharto, Bambang Sudarmanta, Putu Suwarta Teknik Mesin, Fakultas Teknologi
BAB III METODELOGI PENELITIAN Alur Penelitian Secara garis besar metode penelitian dapat digambarkan pada diagram alir dibawah ini : Mulai
 BAB III METODELOGI PENELITIAN 3.1. Alur Penelitian Secara garis besar metode penelitian dapat digambarkan pada diagram alir dibawah ini : Mulai Studi Pustaka Identifikasi masalah Rencana Kerja dan Desain
BAB III METODELOGI PENELITIAN 3.1. Alur Penelitian Secara garis besar metode penelitian dapat digambarkan pada diagram alir dibawah ini : Mulai Studi Pustaka Identifikasi masalah Rencana Kerja dan Desain
Studi Eksperimen Pengaruh Jenis Saluran pada Aluminium Sand Casting terhadap Porositas Produk Toroidal Piston
 JURNAL TEKNIK ITS Vol. 1, No. 1 (Sept. 2012) ISSN: 2301-9271 F-126 Studi Eksperimen Pengaruh pada Aluminium Sand Casting terhadap Porositas Produk Toroidal Piston Rizal Mahendra Pratama dan Soeharto Jurusan
JURNAL TEKNIK ITS Vol. 1, No. 1 (Sept. 2012) ISSN: 2301-9271 F-126 Studi Eksperimen Pengaruh pada Aluminium Sand Casting terhadap Porositas Produk Toroidal Piston Rizal Mahendra Pratama dan Soeharto Jurusan
PENGARUH UKURAN PASIR TERHADAP POROSITAS DAN DENSITAS PADA PENGECORAN ALUMINIUM SILIKON (95% Al- 5% Si) DENGAN METODE PENGECORAN EVAPORATIF
 DENGAN METODE PENGECORAN EVAPORATIF") PENGARUH UKURAN PASIR TERHADAP POROSITAS DAN DENSITAS PADA PENGECORAN ALUMINIUM SILIKON (95% Al- 5% Si) DENGAN METODE PENGECORAN EVAPORATIF Oleh Dosen Pembimbing : Arip Sanjaya : Dr.Ir. I Ketut Gede Sugita,
PENGARUH UKURAN PASIR TERHADAP POROSITAS DAN DENSITAS PADA PENGECORAN ALUMINIUM SILIKON (95% Al- 5% Si) DENGAN METODE PENGECORAN EVAPORATIF Oleh Dosen Pembimbing : Arip Sanjaya : Dr.Ir. I Ketut Gede Sugita,
ANALISIS HASIL PENGECORAN SENTRIFUGAL DENGAN MENGGUNAKAN MATERIAL ALUMINIUM
 ANALISIS HASIL PENGECORAN SENTRIFUGAL DENGAN MENGGUNAKAN MATERIAL ALUMINIUM SUHADA AMIR MUKMININ 123030037 Pembimbing : IR. BUKTI TARIGAN.MT IR. ENDANG ACHDI.MT Latar Belakang CACAT CACAT PENGECORAN Mempelajari
ANALISIS HASIL PENGECORAN SENTRIFUGAL DENGAN MENGGUNAKAN MATERIAL ALUMINIUM SUHADA AMIR MUKMININ 123030037 Pembimbing : IR. BUKTI TARIGAN.MT IR. ENDANG ACHDI.MT Latar Belakang CACAT CACAT PENGECORAN Mempelajari
PERANCANGAN PENGECORAN KONSTRUKSI CORAN DAN PERANCANGAN POLA
 KONSTRUKSI CORAN DAN PERANCANGAN POLA Arianto Leman S., MT Disampaikan dalam : PELATIHAN PENGEMBANGAN RINTISAN PENGECORAN SKALA MINI BAGI GURU-GURU SMK DI YOGYAKARTA FAKULTAS TEKNIK UNIVERSITAS NEGERI
KONSTRUKSI CORAN DAN PERANCANGAN POLA Arianto Leman S., MT Disampaikan dalam : PELATIHAN PENGEMBANGAN RINTISAN PENGECORAN SKALA MINI BAGI GURU-GURU SMK DI YOGYAKARTA FAKULTAS TEKNIK UNIVERSITAS NEGERI
STUDI EKSPERIMEN PENGARUH WAKTU PENIUPAN PADA METODA DEGASSING JENIS LANCE PIPE, DAN POROUS PLUG TERHADAP KUALITAS CORAN PADUAN ALUMINIUM A356.
 STUDI EKSPERIMEN PENGARUH WAKTU PENIUPAN PADA METODA DEGASSING JENIS LANCE PIPE, DAN POROUS PLUG TERHADAP KUALITAS CORAN PADUAN ALUMINIUM A356.0 Hari Subiyanto 1), Subowo 2), Gathot D.W 3), Syamsul Hadi
STUDI EKSPERIMEN PENGARUH WAKTU PENIUPAN PADA METODA DEGASSING JENIS LANCE PIPE, DAN POROUS PLUG TERHADAP KUALITAS CORAN PADUAN ALUMINIUM A356.0 Hari Subiyanto 1), Subowo 2), Gathot D.W 3), Syamsul Hadi
PENGARUH UKURAN RISER TERHADAP CACAT PENYUSUTAN DAN CACAT POROSITAS PRODUK COR ALUMINIUM CETAKAN PASIR
 125 PENGARUH UKURAN RISER TERHADAP CACAT PENYUSUTAN DAN CACAT POROSITAS PRODUK COR ALUMINIUM CETAKAN PASIR I Harmonic Krisnawan 1, Bambang Kusharjanta 2, Wahyu Purwo Raharjo 2 1 Mahasiswa Program Sarjana
125 PENGARUH UKURAN RISER TERHADAP CACAT PENYUSUTAN DAN CACAT POROSITAS PRODUK COR ALUMINIUM CETAKAN PASIR I Harmonic Krisnawan 1, Bambang Kusharjanta 2, Wahyu Purwo Raharjo 2 1 Mahasiswa Program Sarjana
STUDI PENGARUH TEMPERATUR DAN GETARAN MEKANIK VERTIKAL TERHADAP PEMBENTUKAN SEGREGASI MAKRO PADA PADUAN EUTEKTIK Sn Bi
 STUDI PENGARUH TEMPERATUR DAN GETARAN MEKANIK VERTIKAL TERHADAP PEMBENTUKAN SEGREGASI MAKRO PADA PADUAN EUTEKTIK Sn Bi Zaneta Zhafirah, Yeni Muriani Zulaida, ST., MT., Anistasia Milandia, ST., MT. Jurusan
STUDI PENGARUH TEMPERATUR DAN GETARAN MEKANIK VERTIKAL TERHADAP PEMBENTUKAN SEGREGASI MAKRO PADA PADUAN EUTEKTIK Sn Bi Zaneta Zhafirah, Yeni Muriani Zulaida, ST., MT., Anistasia Milandia, ST., MT. Jurusan
BAB III PROSES PENGECORAN LOGAM
 BAB III PROSES PENGECORAN LOGAM 3.1.Peralatan dan Perlengkapan dalam Pengecoran Tahap yang paling utama dalam pengecoran logam kita harus mengetahui dan memahami peralatan dan perlengkapannya. Dalam Sand
BAB III PROSES PENGECORAN LOGAM 3.1.Peralatan dan Perlengkapan dalam Pengecoran Tahap yang paling utama dalam pengecoran logam kita harus mengetahui dan memahami peralatan dan perlengkapannya. Dalam Sand
Proses Pengecoran Hingga Proses Heat Treatment Piston Di PT. Federal Izumi Manufacturing NAMA : MUHAMMAD FAISAL NPM : KELAS : 4IC04
 Proses Pengecoran Hingga Proses Heat Treatment Piston Di PT. Federal Izumi Manufacturing NAMA : MUHAMMAD FAISAL NPM : 24410682 KELAS : 4IC04 ABSTRAKSI Muhammad Faisal. 24410682 PROSES PELEBURAN HINGGA
Proses Pengecoran Hingga Proses Heat Treatment Piston Di PT. Federal Izumi Manufacturing NAMA : MUHAMMAD FAISAL NPM : 24410682 KELAS : 4IC04 ABSTRAKSI Muhammad Faisal. 24410682 PROSES PELEBURAN HINGGA
Pengaruh Modulus Cor Riser Terhadap Cacat Penyusutan Pada Produk Paduan Al-Si
 Pengaruh Modulus Cor Riser Terhadap Cacat Penyusutan Pada Produk Paduan Al-Si (Soejono Tjitro, et al.) Pengaruh Modulus Cor Riser Terhadap Cacat Penyusutan Pada Produk Paduan Al-Si Soejono Tjitro Dosen
Pengaruh Modulus Cor Riser Terhadap Cacat Penyusutan Pada Produk Paduan Al-Si (Soejono Tjitro, et al.) Pengaruh Modulus Cor Riser Terhadap Cacat Penyusutan Pada Produk Paduan Al-Si Soejono Tjitro Dosen
JURNAL TEKNIK ITS Vol. 4, No. 1, (2015) ISSN: ( Print) B-80
 ISSN: ( Print) B-80") JURNAL TEKNIK ITS Vol. 4, No. 1, (2015) ISSN: 2337-3539 (2301-9271 Print) B-80 Studi Eksperimental Pengaruh Model Sistem Saluran dan Variasi Temperatur Tuang terhadap Prosentase Porositas, Kekerasan dan
JURNAL TEKNIK ITS Vol. 4, No. 1, (2015) ISSN: 2337-3539 (2301-9271 Print) B-80 Studi Eksperimental Pengaruh Model Sistem Saluran dan Variasi Temperatur Tuang terhadap Prosentase Porositas, Kekerasan dan
BAB IV HASIL DAN PEMBAHASAN. menunjukan bahwa material rockwool yang berbahan dasar batuan vulkanik
 BAB IV HASIL DAN PEMBAHASAN 4.1 Pengujian Material Rockwool. Dalam studi kali ini, material rockwool sebelum digunakan sebagai bahan isolasi termal dalam tungku peleburan logam ialah dengan cara membakar
BAB IV HASIL DAN PEMBAHASAN 4.1 Pengujian Material Rockwool. Dalam studi kali ini, material rockwool sebelum digunakan sebagai bahan isolasi termal dalam tungku peleburan logam ialah dengan cara membakar
SATUAN ACARA PERKULIAHAN MATA KULIAH TEKNIK PENGECORAN KODE / SKS : KK / 2 SKS. Sub Pokok Bahasan dan Sasaran Belajar
 Minggu Pokok Bahasan 1 I. Pendahuluan sejarah dari teknologi pengecoran, teknik pembuatan coran, bahanbahan yang biasa digunakan untuk produk coran di tiap industri, serta mengetahui pentingnya teknologi
Minggu Pokok Bahasan 1 I. Pendahuluan sejarah dari teknologi pengecoran, teknik pembuatan coran, bahanbahan yang biasa digunakan untuk produk coran di tiap industri, serta mengetahui pentingnya teknologi
Pemanfaatan Pasir Sungai Rokan Sebagai Pasir Cetak Pengecoran Logam Aluminium Kaleng Minuman Bekas
 Pemanfaatan Pasir Sungai Rokan Sebagai Pasir Cetak Pengecoran Logam Aluminium Kaleng Minuman Bekas Dedy Masnur 1, Warman Fatra 2 Casting and Solidification Technology Group Laboratorium Pengujian Bahan,
Pemanfaatan Pasir Sungai Rokan Sebagai Pasir Cetak Pengecoran Logam Aluminium Kaleng Minuman Bekas Dedy Masnur 1, Warman Fatra 2 Casting and Solidification Technology Group Laboratorium Pengujian Bahan,
MODUL PDTM PENGECORAN LOGAM
 MODUL PDTM PENGECORAN LOGAM OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.Pd. 085736430673 TIM PDTM SMK PGRI 1 NGAWI 1 PENDAHULUAN A. DESKRIPSI Judul modul ini adalah Modul Pengecoran.
MODUL PDTM PENGECORAN LOGAM OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.Pd. 085736430673 TIM PDTM SMK PGRI 1 NGAWI 1 PENDAHULUAN A. DESKRIPSI Judul modul ini adalah Modul Pengecoran.
BAB V PROSES PENGECORAN BAB V PROSES PENGECORAN
 BAB V PROSES PENGECORAN Bertitik tolak pada cara kerja proses ini, maka proses pembuatan jenis ini dapat dibagi menjadi 2, yaitu: 1. Proses penuangan. 2. Proses pencetakan. Proses penuangan adalah proses
BAB V PROSES PENGECORAN Bertitik tolak pada cara kerja proses ini, maka proses pembuatan jenis ini dapat dibagi menjadi 2, yaitu: 1. Proses penuangan. 2. Proses pencetakan. Proses penuangan adalah proses
I. PENDAHULUAN. Perkembangan teknologi zaman sekarang berkembang sangat cepat dan pesat,
 1 I. PENDAHULUAN A. Latar Belakang Perkembangan teknologi zaman sekarang berkembang sangat cepat dan pesat, yang kemudian mempengaruhi meningkatnya kebutuhan proses produksi yang sebagian besar menggunakan
1 I. PENDAHULUAN A. Latar Belakang Perkembangan teknologi zaman sekarang berkembang sangat cepat dan pesat, yang kemudian mempengaruhi meningkatnya kebutuhan proses produksi yang sebagian besar menggunakan
PENGARUH PUTARAN TERHADAP LAJU KEAUSAN Al-Si ALLOY MENGGUNAKAN METODE PIN ON DISK TEST
 PENGARUH PUTARAN TERHADAP LAJU KEAUSAN Al-Si ALLOY MENGGUNAKAN METODE PIN ON DISK TEST Ikwansyah Isranuri (1),Jamil (2),Suprianto (3) (1),(2),(3) Departemen Teknik Mesin Fakultas Teknik USU Jl. Almamater,
PENGARUH PUTARAN TERHADAP LAJU KEAUSAN Al-Si ALLOY MENGGUNAKAN METODE PIN ON DISK TEST Ikwansyah Isranuri (1),Jamil (2),Suprianto (3) (1),(2),(3) Departemen Teknik Mesin Fakultas Teknik USU Jl. Almamater,
PENGECORAN SENTRIFUGAL (CENTRIFUGAL CASTING) dimana : N = Kecepatan putar (rpm) G factor = Faktor gaya normal gravitasi selama berputar
 dimana : N = Kecepatan putar (rpm) G factor = Faktor gaya normal gravitasi selama berputar") PENGECORAN SENTRIFUGAL (CENTRIFUGAL CASTING) Kecepatan Putar Centrifugal Casting Kecepatan putar dapat dihitung melalui perumusan sebagai berikut [7]: dimana : N = Kecepatan putar (rpm) G factor = Faktor
PENGECORAN SENTRIFUGAL (CENTRIFUGAL CASTING) Kecepatan Putar Centrifugal Casting Kecepatan putar dapat dihitung melalui perumusan sebagai berikut [7]: dimana : N = Kecepatan putar (rpm) G factor = Faktor
TEKNIK PENGECORAN LOGAM PERANCANGAN DAN PEMBUATAN PULI UNTUK DIGUNAKAN PADA KOMPRESOR AC KENDARAAN PENUMPANG BERKAPASITAS 5 ORANG
 SKRIPSI TEKNIK PENGECORAN LOGAM PERANCANGAN DAN PEMBUATAN PULI UNTUK DIGUNAKAN PADA KOMPRESOR AC KENDARAAN PENUMPANG BERKAPASITAS 5 ORANG Skripsi Yang Diajukan Untuk Memenuhi Syarat Memperoleh Gelar Sarjana
SKRIPSI TEKNIK PENGECORAN LOGAM PERANCANGAN DAN PEMBUATAN PULI UNTUK DIGUNAKAN PADA KOMPRESOR AC KENDARAAN PENUMPANG BERKAPASITAS 5 ORANG Skripsi Yang Diajukan Untuk Memenuhi Syarat Memperoleh Gelar Sarjana
ANALISA PEMILIHAN GFN PASIR SILIKA SEBAGAI BAHAN CETAKAN PASIR TERHADAP JENIS BAHAN LOGAM YANG DICETAK. Abstrak
 Jurnal Flywheel, Volume 3, Nomor 1, Juni 21 ISSN : 1979-5858 ANALISA PEMILIHAN GFN PASIR SILIKA SEBAGAI BAHAN CETAKAN PASIR TERHADAP JENIS BAHAN LOGAM YANG DICETAK Eko Edy Susanto Jurusan Teknik Mesin,
Jurnal Flywheel, Volume 3, Nomor 1, Juni 21 ISSN : 1979-5858 ANALISA PEMILIHAN GFN PASIR SILIKA SEBAGAI BAHAN CETAKAN PASIR TERHADAP JENIS BAHAN LOGAM YANG DICETAK Eko Edy Susanto Jurusan Teknik Mesin,
STUDI EKSPERIMEN PENGARUH KOMPOSISI CERAMIC SHELL PADA INVESTMENT CASTING TERHADAP KEKASARAN PERMUKAAN DAN POROSITAS PRODUK TOROIDAL PISTON
 STUDI EKSPERIMEN PENGARUH KOMPOSISI CERAMIC SHELL PADA INVESTMENT CASTING TERHADAP KEKASARAN PERMUKAAN DAN POROSITAS PRODUK TOROIDAL PISTON Arif Setiyono NRP : 2108 100 141 Dosen pembimbing : Dr. Ir. Soeharto,
STUDI EKSPERIMEN PENGARUH KOMPOSISI CERAMIC SHELL PADA INVESTMENT CASTING TERHADAP KEKASARAN PERMUKAAN DAN POROSITAS PRODUK TOROIDAL PISTON Arif Setiyono NRP : 2108 100 141 Dosen pembimbing : Dr. Ir. Soeharto,
ANALISIS STRUKTUR MIKRO CORAN PENGENCANG MEMBRAN PADA ALAT MUSIK DRUM PADUAN ALUMINIUM DENGAN CETAKAN LOGAM
 ANALISIS STRUKTUR MIKRO CORAN PENGENCANG MEMBRAN PADA ALAT MUSIK DRUM PADUAN ALUMINIUM DENGAN CETAKAN LOGAM Indreswari Suroso 1) 1) Program Studi Aeronautika, Sekolah Tinggi Teknologi Kedirgantaraan, Yogyakarta
ANALISIS STRUKTUR MIKRO CORAN PENGENCANG MEMBRAN PADA ALAT MUSIK DRUM PADUAN ALUMINIUM DENGAN CETAKAN LOGAM Indreswari Suroso 1) 1) Program Studi Aeronautika, Sekolah Tinggi Teknologi Kedirgantaraan, Yogyakarta
BAB III METODE PENELITIAN. 3.1 Diagram Alir Diagram alir penelitian selama proses penelitian dapat diperlihatkan pada Gambar 3.1 dibawah ini : Mulai
 BAB III METODE PENELITIAN 3.1 Diagram Alir Diagram alir penelitian selama proses penelitian dapat diperlihatkan pada Gambar 3.1 dibawah ini : Mulai Mempersiapkan Alat Dan Bahan Proses Pengecoran Pencampuran
BAB III METODE PENELITIAN 3.1 Diagram Alir Diagram alir penelitian selama proses penelitian dapat diperlihatkan pada Gambar 3.1 dibawah ini : Mulai Mempersiapkan Alat Dan Bahan Proses Pengecoran Pencampuran
Pengaruh Kuat Medan Magnet Terhadap Shrinkage dalam Pengecoran Besi Cor Kelabu (Gray Cast Iron)
") Available online at Website http://ejournal.undip.ac.id/index.php/rotasi Pengaruh Kuat Medan Magnet Terhadap Shrinkage dalam Pengecoran Besi Cor Kelabu (Gray Cast Iron) *Yusuf Umardani a, Yurianto a, Rezka
Available online at Website http://ejournal.undip.ac.id/index.php/rotasi Pengaruh Kuat Medan Magnet Terhadap Shrinkage dalam Pengecoran Besi Cor Kelabu (Gray Cast Iron) *Yusuf Umardani a, Yurianto a, Rezka
BAB I PENDAHULUAN. dimana logam dicairkan dalam tungku peleburan kemudian. dituangkan kedalam rongga cetakan yang serupa dengan bentuk asli
 BAB I PENDAHULUAN 1.1. Latar belakang masalah Pengecoran casting adalah salah satu teknik pembuatan produk dimana logam dicairkan dalam tungku peleburan kemudian dituangkan kedalam rongga cetakan yang
BAB I PENDAHULUAN 1.1. Latar belakang masalah Pengecoran casting adalah salah satu teknik pembuatan produk dimana logam dicairkan dalam tungku peleburan kemudian dituangkan kedalam rongga cetakan yang
Desain Sistem Saluran Coran Arbor Press Frame Dengan Metode Resin Coated Sand Untuk Penerapan Pada Mesin Universal Resin Coated Sand Mold Maker
 Desain Sistem Saluran Coran Arbor Press Frame Dengan Metode Resin Coated Sand Untuk Penerapan Pada Mesin Universal Resin Coated Sand Mold Maker Rachmad Syafikri 1, Bayu Wiro K. 2, dan Rizal Indrawan 3
Desain Sistem Saluran Coran Arbor Press Frame Dengan Metode Resin Coated Sand Untuk Penerapan Pada Mesin Universal Resin Coated Sand Mold Maker Rachmad Syafikri 1, Bayu Wiro K. 2, dan Rizal Indrawan 3
Analisa Proses Perpindahan Panas pada Pengecoran Paduan Al-12%Si dengan Metode Elemen Hingga
 A492 Analisa Proses Perpindahan Panas pada Pengecoran Paduan Al-12%Si dengan Metode Elemen Hingga Muhammad Bahtiyar Firdaus, Mas Irfan P. Hidayat, Dian Mughni Fellicia Teknik Material dan Metalurgi, Fakultas
A492 Analisa Proses Perpindahan Panas pada Pengecoran Paduan Al-12%Si dengan Metode Elemen Hingga Muhammad Bahtiyar Firdaus, Mas Irfan P. Hidayat, Dian Mughni Fellicia Teknik Material dan Metalurgi, Fakultas
Bab III Metode Penelitian
 Bab III Metode Penelitian III.1 Flowchart Penelitian Tahap-tahap dalam penelitian ini dijelaskan pada flowchart Gambar III.1. Hasil Uji Struktur Mikro dan Uji Keras Hasil Uji Struktur Mikro dan Uji Keras
Bab III Metode Penelitian III.1 Flowchart Penelitian Tahap-tahap dalam penelitian ini dijelaskan pada flowchart Gambar III.1. Hasil Uji Struktur Mikro dan Uji Keras Hasil Uji Struktur Mikro dan Uji Keras
ANALISIS SIFAT FISIS DAN MEKANIS ALUMUNIUM PADUAN Al, Si, Cu DENGAN CETAKAN PASIR
 TUGAS AKHIR ANALISIS SIFAT FISIS DAN MEKANIS ALUMUNIUM PADUAN Al, Si, Cu DENGAN CETAKAN PASIR Disusun : Arief Wahyu Budiono D 200 030 163 JURUSAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS MUHAMMADIYAH SURAKARTA
TUGAS AKHIR ANALISIS SIFAT FISIS DAN MEKANIS ALUMUNIUM PADUAN Al, Si, Cu DENGAN CETAKAN PASIR Disusun : Arief Wahyu Budiono D 200 030 163 JURUSAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS MUHAMMADIYAH SURAKARTA
Jurnal Ilmiah TEKNIK DESAIN MEKANIKA Vol. 6 No. 4, Oktober 2017 ( )
") Jurnal Ilmiah TEKNIK DESAIN MEKANIKA Pengaruh Permeabilitas Cetakan Pasir dan Penambahan Silikon(Si) pada Proses Pengecoran Terhadap Kekerasan, Porositas dan Struktur Mikro Alumunium Silikon (Al-Si) Sihar
Jurnal Ilmiah TEKNIK DESAIN MEKANIKA Pengaruh Permeabilitas Cetakan Pasir dan Penambahan Silikon(Si) pada Proses Pengecoran Terhadap Kekerasan, Porositas dan Struktur Mikro Alumunium Silikon (Al-Si) Sihar
SIMULASI PERANCANGAN SALURAN TUANG PADA PEMBUATAN PIPE REDUCER Ø 12'' KE Ø 10'' FC25 DENGAN PERANGKAT LUNAK SOLIDCAST
 SIMULASI PERANCANGAN SALURAN TUANG PADA PEMBUATAN PIPE REDUCER Ø 2'' KE Ø 0'' FC25 DENGAN PERANGKAT LUNAK SOLIDCAST (SIMULATION DESIGN POUR ON LINE MAKING PIPE REDUCER Ø 2 TO Ø 0 '' FC25 WITH THE SOFTWARE
SIMULASI PERANCANGAN SALURAN TUANG PADA PEMBUATAN PIPE REDUCER Ø 2'' KE Ø 0'' FC25 DENGAN PERANGKAT LUNAK SOLIDCAST (SIMULATION DESIGN POUR ON LINE MAKING PIPE REDUCER Ø 2 TO Ø 0 '' FC25 WITH THE SOFTWARE
MODIFIKASI GATING SYSTEM UNTUK MENGATASI CACAT SHRINKAGE PADA BAGIAN GROOVE PADA PRODUK PUMP CASING F-60 DENGAN MATERIAL AISI 304
 MODIFIKASI GATING SYSTEM UNTUK MENGATASI CACAT SHRINKAGE PADA BAGIAN GROOVE PADA PRODUK PUMP CASING F-60 DENGAN MATERIAL AISI 304 Dony Perdana 1*, Eddy Gunawan 2 dan Miftahul Munif 3 1 Dosen, Jurusan Teknik
MODIFIKASI GATING SYSTEM UNTUK MENGATASI CACAT SHRINKAGE PADA BAGIAN GROOVE PADA PRODUK PUMP CASING F-60 DENGAN MATERIAL AISI 304 Dony Perdana 1*, Eddy Gunawan 2 dan Miftahul Munif 3 1 Dosen, Jurusan Teknik
VARIASI PENAMBAHAN FLUK UNTUK MENGURANGI CACAT LUBANG JARUM DAN PENINGKATAN KEKUATAN MEKANIK
 VARIASI PENAMBAHAN FLUK UNTUK MENGURANGI CACAT LUBANG JARUM DAN PENINGKATAN KEKUATAN MEKANIK Bambang Suharnadi Program Diploma Teknik Mesin Sekolah Vokasi UGM suharnadi@ugm.ac.id Nugroho Santoso Program
VARIASI PENAMBAHAN FLUK UNTUK MENGURANGI CACAT LUBANG JARUM DAN PENINGKATAN KEKUATAN MEKANIK Bambang Suharnadi Program Diploma Teknik Mesin Sekolah Vokasi UGM suharnadi@ugm.ac.id Nugroho Santoso Program
III. METODE PENELITIAN. Penelitian ini dilakukan di beberapa tempat sebagai berikut:
 37 III. METODE PENELITIAN III.1 Waktu Dan Tempat Penelitian ini dilakukan di beberapa tempat sebagai berikut: 1. Proses pembuatan abu sekam di Politeknik Negeri Lampung pada tanggal 11 Desember hingga
37 III. METODE PENELITIAN III.1 Waktu Dan Tempat Penelitian ini dilakukan di beberapa tempat sebagai berikut: 1. Proses pembuatan abu sekam di Politeknik Negeri Lampung pada tanggal 11 Desember hingga
III. METODE PENELITIAN. Penelitian ini dilakukan di beberapa tempat sebagai berikut: 1. Proses pembuatan cetakan pasir dan pencampuran abu sekam padi
 50 III. METODE PENELITIAN A. Waktu Dan Tempat Penelitian ini dilakukan di beberapa tempat sebagai berikut: 1. Proses pembuatan cetakan pasir dan pencampuran abu sekam padi dilakukan di PT. Tanjung, Tanjung
50 III. METODE PENELITIAN A. Waktu Dan Tempat Penelitian ini dilakukan di beberapa tempat sebagai berikut: 1. Proses pembuatan cetakan pasir dan pencampuran abu sekam padi dilakukan di PT. Tanjung, Tanjung
PENGARUH UNSUR Mn PADA PADUAN Al-12wt%Si TERHADAP SIFAT FISIK DAN MEKANIK LAPISAN INTERMETALIK PADA FENOMENA DIE SOLDERING SKRIPSI
 PENGARUH UNSUR Mn PADA PADUAN Al-12wt%Si TERHADAP SIFAT FISIK DAN MEKANIK LAPISAN INTERMETALIK PADA FENOMENA DIE SOLDERING SKRIPSI Oleh DEDI IRAWAN 04 04 04 01 86 DEPARTEMEN METALURGI DAN MATERIAL FAKULTAS
PENGARUH UNSUR Mn PADA PADUAN Al-12wt%Si TERHADAP SIFAT FISIK DAN MEKANIK LAPISAN INTERMETALIK PADA FENOMENA DIE SOLDERING SKRIPSI Oleh DEDI IRAWAN 04 04 04 01 86 DEPARTEMEN METALURGI DAN MATERIAL FAKULTAS
Diagram TEKNIK MESIN ITS
 Diagram MESIN 2009 TEKNIK ITS LOGO Add your company slogan Studi Kualitas Hasil Pengecoran Sentrifugal Perak (Ag) dengan Penambahan Seng (Zn) Rantau Wijaya 2104100051 Dosen Pembimbing: DR. Ir. Soeharto,
Diagram MESIN 2009 TEKNIK ITS LOGO Add your company slogan Studi Kualitas Hasil Pengecoran Sentrifugal Perak (Ag) dengan Penambahan Seng (Zn) Rantau Wijaya 2104100051 Dosen Pembimbing: DR. Ir. Soeharto,
ANALISIS PERBANDINGAN MODEL CACAT CORAN PADA BAHAN BESI COR DAN ALUMINIUM DENGAN VARIASI TEMPERATUR TUANG SISTEM CETAKAN PASIR
 INDUSTRI INOVATIF Vol. 6, No., Maret 06: 38-44 ANALISIS PERBANDINGAN MODEL CACAT CORAN PADA BAHAN BESI COR DAN ALUMINIUM DENGAN VARIASI TEMPERATUR TUANG SISTEM CETAKAN PASIR ) Aladin Eko Purkuncoro, )
INDUSTRI INOVATIF Vol. 6, No., Maret 06: 38-44 ANALISIS PERBANDINGAN MODEL CACAT CORAN PADA BAHAN BESI COR DAN ALUMINIUM DENGAN VARIASI TEMPERATUR TUANG SISTEM CETAKAN PASIR ) Aladin Eko Purkuncoro, )
PENGARUH CETAKAN SILLICONE RUBBER DAN TEMPERATUR TUANG LILIN TERHADAP KUALITAS POLA LILIN PADA INVESTMENT CASTING
 PENGARUH CETAKAN SILLICONE RUBBER DAN TEMPERATUR TUANG LILIN TERHADAP KUALITAS POLA LILIN PADA INVESTMENT CASTING Harrianda Hudaya 1, Warman Fatra 2, Dedy Masnur 3 Casting and Solidification Technology
PENGARUH CETAKAN SILLICONE RUBBER DAN TEMPERATUR TUANG LILIN TERHADAP KUALITAS POLA LILIN PADA INVESTMENT CASTING Harrianda Hudaya 1, Warman Fatra 2, Dedy Masnur 3 Casting and Solidification Technology
Jurnal Flywheel, Volume 1, Nomor 2, Desember 2008 ISSN :
 PENGARUH TEMPERATUR PENUANGAN PADUAN AL-SI (SERI 4032) TERHADAP HASIL PENGECORAN Ir. Drs Budiyanto Dosen Teknik Mesin, Fakultas Teknologi Industri Institut Teknologi Nasional Malang ABSTRAK Proses produksi
PENGARUH TEMPERATUR PENUANGAN PADUAN AL-SI (SERI 4032) TERHADAP HASIL PENGECORAN Ir. Drs Budiyanto Dosen Teknik Mesin, Fakultas Teknologi Industri Institut Teknologi Nasional Malang ABSTRAK Proses produksi
BAB I PENDAHULUAN 1.1. Latar Belakang Masalah
 BAB I PENDAHULUAN 1.1. Latar Belakang Masalah Perkembangan teknologi otomotif yang begitu pesat memerlukan material teknik dan cara produksi yang tepat untuk mewujudkan sebuah produk berkualitas, harga
BAB I PENDAHULUAN 1.1. Latar Belakang Masalah Perkembangan teknologi otomotif yang begitu pesat memerlukan material teknik dan cara produksi yang tepat untuk mewujudkan sebuah produk berkualitas, harga
BAB I PENDAHULUAN 1.1 Latar Belakang
 1 BAB I PENDAHULUAN 1.1 Latar Belakang Dewasa ini kehidupan manusia semakin maju sehingga menuntut manusia untuk berkembang. Karena kehidupan manusia yang bertambah maju maka berbagai bidang teknologi
1 BAB I PENDAHULUAN 1.1 Latar Belakang Dewasa ini kehidupan manusia semakin maju sehingga menuntut manusia untuk berkembang. Karena kehidupan manusia yang bertambah maju maka berbagai bidang teknologi
BAB III METODOLOGI PENELITIAN. Studi Literatur. Persiapan Alat dan Bahan bahan dasar piston bekas. Proses pengecoran dengan penambahan Ti-B 0,05%
 BAB III METODOLOGI PENELITIAN 3.1 Diagram Alir Mulai Studi Literatur Persiapan Alat dan Bahan bahan dasar piston bekas Proses pengecoran dengan penambahan Ti-B 0,05% Pengecoran suhu cetakan 250 C Pengecoran
BAB III METODOLOGI PENELITIAN 3.1 Diagram Alir Mulai Studi Literatur Persiapan Alat dan Bahan bahan dasar piston bekas Proses pengecoran dengan penambahan Ti-B 0,05% Pengecoran suhu cetakan 250 C Pengecoran
BAB 3. PENGECORAN LOGAM
 BAB 3. PENGECORAN LOGAM Kompetensi Sub Kompetensi : Menguasai ketrampilan pembentukan material melalui proses pengecoran : Menguasai pembentukan komponen dari aluminiun melalui pengecoran langsung DASAR
BAB 3. PENGECORAN LOGAM Kompetensi Sub Kompetensi : Menguasai ketrampilan pembentukan material melalui proses pengecoran : Menguasai pembentukan komponen dari aluminiun melalui pengecoran langsung DASAR
PERANCANGAN POROS DIGESTER UNTUK PABRIK KELAPA SAWIT DENGAN KAPASITAS OLAH 12 TON TBS/JAM DENGAN PROSES PENGECORAN LOGAM
 1 PERANCANGAN POROS DIGESTER UNTUK PABRIK KELAPA SAWIT DENGAN KAPASITAS OLAH 12 TON TBS/JAM DENGAN PROSES PENGECORAN LOGAM SKRIPSI Skripsi Yang Diajukan untuk Melengkapi Syarat Memperoleh Gelar Sarjana
1 PERANCANGAN POROS DIGESTER UNTUK PABRIK KELAPA SAWIT DENGAN KAPASITAS OLAH 12 TON TBS/JAM DENGAN PROSES PENGECORAN LOGAM SKRIPSI Skripsi Yang Diajukan untuk Melengkapi Syarat Memperoleh Gelar Sarjana
TI-2121: Proses Manufaktur
 TI-11: Proses Manufaktur Dasar-dasar Pengecoran Logam Laboratorium Sistem Produksi www.lspitb.org 003 1. Hasil Pembelajaran Umum: Memberikan mahasiswa pengetahuan yang komprehensif tentang dasar-dasar
TI-11: Proses Manufaktur Dasar-dasar Pengecoran Logam Laboratorium Sistem Produksi www.lspitb.org 003 1. Hasil Pembelajaran Umum: Memberikan mahasiswa pengetahuan yang komprehensif tentang dasar-dasar
BAB I PENDAHULUAN 1.1 Latar Belakang
 BAB I PENDAHULUAN 1.1 Latar Belakang Pengecoran logam merupakan suatu proses pembuatan benda yang dilakukan melalui beberapa tahapan mulai dari pembuatan pola, cetakan, proses peleburan, menuang, membongkar
BAB I PENDAHULUAN 1.1 Latar Belakang Pengecoran logam merupakan suatu proses pembuatan benda yang dilakukan melalui beberapa tahapan mulai dari pembuatan pola, cetakan, proses peleburan, menuang, membongkar
K. Roziqin H. Purwanto I. Syafa at. Kata kunci: Pengecoran Cetakan Pasir, Aluminium Daur Ulang, Struktur Mikro, Kekerasan.
 K. Roziqin H. Purwanto I. Syafa at Jurusan Teknik Mesin Fakultas Teknik Universitas Wahid Hasyim Semarang Jl Menoreh Tengah X/22 Semarang e-mail: roziqinuwh@gmail.com helmy_uwh@yahoo.co.id i.syafaat@gmail.com
K. Roziqin H. Purwanto I. Syafa at Jurusan Teknik Mesin Fakultas Teknik Universitas Wahid Hasyim Semarang Jl Menoreh Tengah X/22 Semarang e-mail: roziqinuwh@gmail.com helmy_uwh@yahoo.co.id i.syafaat@gmail.com
PENGGUNAAN 15% LUMPUR PORONG, SIDOARJO SEBAGAI PENGIKAT PASIR CETAK TERHADAP CACAT COR FLUIDITAS DAN KEKERASAN COR
 JURNAL TEKNIK MESIN, TAHUN 23, NO. 2, OKTOBER 2015 1 PENGARUH MODEL SISTEM SALURAN PADA PROSES PENGECORAN LOGAM Al-Si DENGAN PENGGUNAAN 15% LUMPUR PORONG, SIDOARJO SEBAGAI PENGIKAT PASIR CETAK TERHADAP
JURNAL TEKNIK MESIN, TAHUN 23, NO. 2, OKTOBER 2015 1 PENGARUH MODEL SISTEM SALURAN PADA PROSES PENGECORAN LOGAM Al-Si DENGAN PENGGUNAAN 15% LUMPUR PORONG, SIDOARJO SEBAGAI PENGIKAT PASIR CETAK TERHADAP
RANCANG BANGUN CETAKAN PEMANEN (PERMANENT MOLD) UNTUK PEMBUATAN PULLEY ALUMINIUM ABSTRACT
 UNTUK PEMBUATAN PULLEY ALUMINIUM ABSTRACT") JURNAL AUSTENIT VOLUME 2, NOMOR 2, OKTOBER 2010 RANCANG BANGUN CETAKAN PEMANEN (PERMANENT MOLD) UNTUK PEMBUATAN PULLEY ALUMINIUM Firdaus Jurusan Teknik Mesin Politeknik Negeri Sriwijaya Jl.Srijaya Negara
JURNAL AUSTENIT VOLUME 2, NOMOR 2, OKTOBER 2010 RANCANG BANGUN CETAKAN PEMANEN (PERMANENT MOLD) UNTUK PEMBUATAN PULLEY ALUMINIUM Firdaus Jurusan Teknik Mesin Politeknik Negeri Sriwijaya Jl.Srijaya Negara
Pengaruh Variasi Komposisi Kimia dan Kecepatan Kemiringan Cetakan Tilt Casting Terhadap Kerentanan Hot Tearing Paduan Al-Si-Cu
 Pengaruh Variasi Komposisi Kimia dan Kecepatan Kemiringan Cetakan Tilt Casting Terhadap Kerentanan Hot Tearing Paduan Cu Bambang Tjiroso 1, Agus Dwi Iskandar 2 Jurusan Teknik Industri, Fakultas Teknik
Pengaruh Variasi Komposisi Kimia dan Kecepatan Kemiringan Cetakan Tilt Casting Terhadap Kerentanan Hot Tearing Paduan Cu Bambang Tjiroso 1, Agus Dwi Iskandar 2 Jurusan Teknik Industri, Fakultas Teknik
Sera Desiana - Pengaruh Variasi Waterglass terhadap Kadar Air dan Kadar Lempung...
 PENGARUH VARIASI WATERGLASS TERHADAP KADAR AIR DAN KADAR LEMPUNG PADA PASIR CETAK Sera Desiana, Danar Susilo Wijayanto, dan Budi Harjanto Program Studi Pendidikan Teknik Mesin, Jurusan Pendidikan Teknik
PENGARUH VARIASI WATERGLASS TERHADAP KADAR AIR DAN KADAR LEMPUNG PADA PASIR CETAK Sera Desiana, Danar Susilo Wijayanto, dan Budi Harjanto Program Studi Pendidikan Teknik Mesin, Jurusan Pendidikan Teknik
BAB 1 PENDAHULUAN. 1.1.Latar Belakang
 1 BAB 1 PENDAHULUAN 1.1.Latar Belakang Saat ini proses pengecoran sudah sangat luas aplikasinya di bidang industri, pengecoran adalah proses pembentukan logam dengan cara memasukan logam cair kedalam cetakan
1 BAB 1 PENDAHULUAN 1.1.Latar Belakang Saat ini proses pengecoran sudah sangat luas aplikasinya di bidang industri, pengecoran adalah proses pembentukan logam dengan cara memasukan logam cair kedalam cetakan
ISSN hal
 Vokasi Volume IX, Nomor 2, Juli 2013 ISSN 193 9085 hal 134-140 PENGARUH KECEPATAN PUTAR DAN PENAMBAHAN INOKULAN AL-TiB PADA CENTRIFUGAL CASTING TERHADAP SIFAT FISIS DAN MEKANIS PADUAN ALUMINIUM COR A35
Vokasi Volume IX, Nomor 2, Juli 2013 ISSN 193 9085 hal 134-140 PENGARUH KECEPATAN PUTAR DAN PENAMBAHAN INOKULAN AL-TiB PADA CENTRIFUGAL CASTING TERHADAP SIFAT FISIS DAN MEKANIS PADUAN ALUMINIUM COR A35
XI. KEGIATAN BELAJAR 11 CACAT CORAN DAN PENCEGAHANNYA. Cacat coran dan pencegahannya dapat dijelaskan dengan benar
 XI. KEGIATAN BELAJAR 11 CACAT CORAN DAN PENCEGAHANNYA A. Sub Kompetensi Cacat coran dan pencegahannya dapat dijelaskan dengan benar B. Tujuan Kegiatan Pembelajaran Setelah pembelajaran ini mahasiswa mampu
XI. KEGIATAN BELAJAR 11 CACAT CORAN DAN PENCEGAHANNYA A. Sub Kompetensi Cacat coran dan pencegahannya dapat dijelaskan dengan benar B. Tujuan Kegiatan Pembelajaran Setelah pembelajaran ini mahasiswa mampu
III. METODE PENELITIAN. waktu pada bulan September 2015 hingga bulan November Adapun material yang digunakan pada penelitian ini adalah:
 III. METODE PENELITIAN A. Tempat Penelitian Penelitian dilakukan di Laboratorium Produksi Teknik Mesin Universitas Lampung. Sedangkan waktu penelitian akan dilaksanakan pada rentang waktu pada bulan September
III. METODE PENELITIAN A. Tempat Penelitian Penelitian dilakukan di Laboratorium Produksi Teknik Mesin Universitas Lampung. Sedangkan waktu penelitian akan dilaksanakan pada rentang waktu pada bulan September
TUGAS AKHIR PENELITIAN SIFAT FISIS DAN MEKANIS BESI COR KELABU DENGAN PENGGUNAAN BAHAN BAKAR DARI KOKAS LOKAL DENGAN PEREKAT TETES TEBU DAN ASPAL
 TUGAS AKHIR PENELITIAN SIFAT FISIS DAN MEKANIS BESI COR KELABU DENGAN PENGGUNAAN BAHAN BAKAR DARI KOKAS LOKAL DENGAN PEREKAT TETES TEBU DAN ASPAL Disusun untuk memenuhi dan syarat guna memperoleh gelar
TUGAS AKHIR PENELITIAN SIFAT FISIS DAN MEKANIS BESI COR KELABU DENGAN PENGGUNAAN BAHAN BAKAR DARI KOKAS LOKAL DENGAN PEREKAT TETES TEBU DAN ASPAL Disusun untuk memenuhi dan syarat guna memperoleh gelar
PENGARUH PENGGUNAAN PASIR GUNUNG TERHADAP KUALITAS DAN FLUIDITAS HASIL PENGECORAN LOGAM PADUAN Al-Si
 JURNAL TEKNIK MESIN, TAHUN 22, NO. 2, OKTOBER 2014 1 PENGARUH PENGGUNAAN PASIR GUNUNG TERHADAP KUALITAS DAN FLUIDITAS HASIL PENGECORAN LOGAM PADUAN Al-Si Oleh: Poppy Puspitasari, Tuwoso, Eky Aristiyanto
JURNAL TEKNIK MESIN, TAHUN 22, NO. 2, OKTOBER 2014 1 PENGARUH PENGGUNAAN PASIR GUNUNG TERHADAP KUALITAS DAN FLUIDITAS HASIL PENGECORAN LOGAM PADUAN Al-Si Oleh: Poppy Puspitasari, Tuwoso, Eky Aristiyanto
BAB I PENDAHULUAN 1.1. Latar Belakang
 BAB I PENDAHULUAN 1.1. Latar Belakang Pada saat ini di dunia industri pengecoran logam di Indonesia masih banyak menggunakan metode sand casting. Metode sand casting adalah sebuah metode yang digunakan
BAB I PENDAHULUAN 1.1. Latar Belakang Pada saat ini di dunia industri pengecoran logam di Indonesia masih banyak menggunakan metode sand casting. Metode sand casting adalah sebuah metode yang digunakan
PENGARUH PENGGUNAAN PASIR GUNUNG TERHADAP KUALITAS DAN FLUIDITAS HASIL PENGECORAN LOGAM PADUAN Al-Si
 JURNAL TEKNIK MESIN, TAHUN 23, NO. 1, APRIL 2015 21 PENGARUH PENGGUNAAN PASIR GUNUNG TERHADAP KUALITAS DAN FLUIDITAS HASIL PENGECORAN LOGAM PADUAN Al-Si Oleh: Poppy Puspitasari 1), Tuwoso 2), Eky Aristiyanto
JURNAL TEKNIK MESIN, TAHUN 23, NO. 1, APRIL 2015 21 PENGARUH PENGGUNAAN PASIR GUNUNG TERHADAP KUALITAS DAN FLUIDITAS HASIL PENGECORAN LOGAM PADUAN Al-Si Oleh: Poppy Puspitasari 1), Tuwoso 2), Eky Aristiyanto
BAB III METODE PENELITIAN. 3.1 Diagram Alir Penelitian Pada penelitian ini langkah-langkah pengujian mengacu pada diagram alir pada Gambar 3.1.
 BAB III METODE PENELITIAN 3.1 Diagram Alir Penelitian Pada penelitian ini langkah-langkah pengujian mengacu pada diagram alir pada Gambar 3.1. Mulai Mempersiapkan Alat dan Bahan Proses Peleburan Proses
BAB III METODE PENELITIAN 3.1 Diagram Alir Penelitian Pada penelitian ini langkah-langkah pengujian mengacu pada diagram alir pada Gambar 3.1. Mulai Mempersiapkan Alat dan Bahan Proses Peleburan Proses
ANALISIS HASIL PENGECORAN MATERIAL KUNINGAN
 ANALISIS HASIL PENGECORAN SENTRIFUGAL DENGAN MENGGUNAKAN MATERIAL KUNINGAN Bravian Alifin Rezanto 123030041 Pembimbing : IR. BUKTI TARIGAN, MT IR. ENDANG ACHDI, MT Latar Belakang Tujuan 1. Untuk mempelajari
ANALISIS HASIL PENGECORAN SENTRIFUGAL DENGAN MENGGUNAKAN MATERIAL KUNINGAN Bravian Alifin Rezanto 123030041 Pembimbing : IR. BUKTI TARIGAN, MT IR. ENDANG ACHDI, MT Latar Belakang Tujuan 1. Untuk mempelajari
SKRIPSI TEKNIK PENGECORAN LOGAM
 SKRIPSI TEKNIK PENGECORAN LOGAM PERANCANGAN DAN PEMBUATAN SPROKET CONVEYOR YANG MEMPUNYAI DAYA 11 KW DAN PUTARAN 32 RPM DENGAN PROSES PENGECORAN LOGAM MENGGUNAKAN CETAKAN PASIR Skripsi Yang Diajukan Untuk
SKRIPSI TEKNIK PENGECORAN LOGAM PERANCANGAN DAN PEMBUATAN SPROKET CONVEYOR YANG MEMPUNYAI DAYA 11 KW DAN PUTARAN 32 RPM DENGAN PROSES PENGECORAN LOGAM MENGGUNAKAN CETAKAN PASIR Skripsi Yang Diajukan Untuk
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Rem Sepeda Motor Rem merupakan salah satu bagian dari kendaraan yang mempunyai peran yang sangat penting untuk kenyamanan dan keselamatan pengendara sepeda motor. Rem terbagi
BAB II LANDASAN TEORI 2.1 Rem Sepeda Motor Rem merupakan salah satu bagian dari kendaraan yang mempunyai peran yang sangat penting untuk kenyamanan dan keselamatan pengendara sepeda motor. Rem terbagi
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN Pada bab ini menjelaskan tentang metode penelitian yang meliputi parameter penelitian, alat dan bahan yang digunakan selama penelitian, serta tahapan-tahapan proses penelitian
BAB III METODE PENELITIAN Pada bab ini menjelaskan tentang metode penelitian yang meliputi parameter penelitian, alat dan bahan yang digunakan selama penelitian, serta tahapan-tahapan proses penelitian