BAB 4 PENGUMPULAN DAN ANALISA DATA. General Assy. Stay Body Cover. Permanent 1. Permanent 2. Permanent 3. Permanent 4. Inspeksi. Repair.
|
|
|
- Benny Budiono
- 6 tahun lalu
- Tontonan:
Transkripsi
1 BAB 4 PENGUMPULAN DAN ANALISA DATA 4.1 Pengumpulan Data Diagram Proses Pembuatan Frame Body Comp Marking Front Frame Rear Frame General Assy Stay Body Cover Permanent 1 Permanent 2 Permanent 3 Permanent 4 Inspeksi Repair Tapping Correcting Diagram 4.1: Diagram Proses Pembuatan Frame Body Comp
2 47 Marking Front Frame Rear Frame General Assy Permanent 1 Permanent 2 Permanent 3 Permanent 4 Inspection Repair Tapping Correcting = Proses penomoran pada unit motor yang diproduksi = Proses pengelasan rangka motor bagian depan = Proses pengelasan rangka motor bagian belakang = Proses penggabungan Front Frame dengan Rear Frame = Proses pengelasan manual = Proses pengelasan manual = Proses pengelasan manual = Proses pengelasan manual = Pengecekan dan penandaan hasil yang jelek = Perbaikan hasil las yang diberi tanda oleh proses sebelumnya = Proses pembersihan spatter (kerak logam) yang menempel = Proses perbaikan kelurusan rangka depan dengan belakang Diagram diatas menunjukkan bagaimana suatu frame body comp (kerangka sepeda motor) sedang dibuat. Urutan-urutan proses ditentukan berdasarkan aturanaturan yang telah ditentukan sebelumnya oleh departemen new model. Selain itu pertimbangan kualitas yang hendak dicapai juga turut menyumbang masukan dalam penentuan urutan proses. Adapun pertimbangan kualitas yang hendak dicapai adalah meminimalisasi kerusakan frame body comp miring yang menyebabkan motor menjadi tidak seimbang bila dikendarai.
3 Spesifikasi Produk Berikut ini adalah gambar frame body comp yang diproses di Line 1 Welding Frame Body Comp.: Keterangan ; Gambar 4.1: Frame Body Comp. Part Name = Frame Body Comp Part Number = KTL-6000 Type = Bebek 100 cc Dimensi Luar = ( x 257 x 665 ) mm Material = SPC Adapun Frame Body Comp tersebut terdiri dari sejumlah part-part yang berasal dari supplier-supplier yang secara berkala mengirimkan pasokan part ke PT AHM. Adapun part-part tersebut adalah :
4 Tabel 4.1: Data Part Frame Body Comp 49

5 Layout Keseluruhan dari Line Welding Sisi pandang tampak depan Area line 1 Welding Frame Body Comp. Area line 1 Welding Frame Body Comp. (Tampak Atas)
 2. Swing Arm Comp.")
6 51 Area line 1 Welding Frame Body Comp. (Tampak Samping) Gambar 4.2: Layout Keseluruhan Line Welding Pada area layout ini terbagi atas beberapa bagian line, dimana produk yang dihasilkan terdiri dari 3 bagian yaitu : 1. Frame Body Comp. (rangka) 2. Swing Arm Comp. (lengan ayun) 3. Fuel Tank Comp. (Tangki bahan bakar) Produk-produk ini merupakan produk utama dari hasil proses pengelasan (welding), dimana akan dikirim keproses berikutnya yaitu proses pengecatan (painting). Mengingat produk hasil proses pengelasan (welding) harus segera dicat (painting) untuk menghindarkan karat, maka sebisa mungkin layout dari ketiga produk yang akan diproses tidak terlalu jauh dengan proses berikutnya (painting). Dalam bab ini kita akan membicarakan tentang perancangan dan pembuatan New Line 1 Welding Frame Body Comp dalam rangka optimalisasi kapasitas dan peningkatan kinerja dari line itu sendiri.
7 Layout Aliran Proses dan Material dari Line 1 Welding Frame Body Comp Pada gambar layout dibawah ini terlihat pola aliran proses dan material dari Line 1 Welding Frame Body Comp sebelum perbaikan. Pola distribusi ditiap stasiun kerja belum seimbang sehingga terjadi penumpukan kereta part yang hendak diproses di jalur tengah line produksi. Hal ini tentu saja mengurangi keleluasaan gerakan operator. Dimensi meja transfer utama yang besar cukup mengganggu kelancaran petugas maintenance apabila ada mesin yang mengalami kerusakan dan membutuhkan perbaikan cepat. Gambar 4.3: Layout Aliran Proses dari Line 1 Welding Frame Body Comp
8 53 TYPE KTL NO PROCESS ST MP CT (DETIK) 400. Front Frame Rear Frame General Assy Stay Body Cover Permanent Permanent Permanent Permanent Inspection Repair Tapping Correcting Marking Tabel 4.2: Data cycle time sebelum perbaikan Pos 1. Part-part Stasiun Front Frame Pos 2. Part-part Stasiun Rear Frame dan General Assy Pos 3. Part-part Stasiun Stay Body Cover & Permanent
9 54 Keterangan Equipment : Keterangan Umum : Dimensi line = 25.5 m x 9 m x 7,197 m Man Power = 18 Kapasitas = 700 (shift 1) & 600 (shift 2) Cycle Time = 33 detik (maksimal).
10 Layout Kondisi Lama dari Line 1 Welding Frame Body Comp Pada tahap ini, kita akan mengetahui komponen-komponen apa saja yang menyusun Layout Line 1 Welding Frame Body Comp sebelum perbaikan. Catatan : Ukuran dalam mm Gambar 4.4: Layout Kondisi Sekarang dari Line 1 Welding Frame Body Comp Keterangan : 1. Part-part Stasiun Kerja Front Frame 2. Part-part Stasiun Kerja Rear Frame dan General Assy 3. Mesin Press Marking 4. Stasiun Kerja Las Front Frame
11 56 5. Stasiun Kerja Las Rear Frame 6. Stasiun Kerja Las General Assy 7. Stasiun Kerja Las Stay Body Cover 8. Kereta Plate Pivot dan Pipe Comp Frame Main 9. Kereta Sub Frame R/L dan Stay Seat Rear 10. Meja Transfer Part Front Frame dan Rear Frame 11. Meja Transfer Part General Assy 12. Meja Transfer Part Stay Body Cover 13. Stasiun Kerja Las Permanent Stasiun Kerja Las Permanent Stasiun Kerja Las Permanent Stasiun Kerja Las Permanent Stasiun Inspection 18. Stasiun Kerja Las Repair 19. Stasiun Kerja Tapping 20. Stasiun Kerja Correcting 21. Kereta Finished Good 22. Part-part Stasiun Kerja Stay Body Cover dan Permanent Line 1 Welding Frame Body Comp merupakan suatu bagian dari departemen produksi Welding 2, dimana pada line ini berfungsi untuk menghasilkan kerangka sepeda motor atau yang disebut Frame Body Comp.


12 Diagram Tulang Ikan (fish bone diagram) Pada layout Line 1 Welding Frame Body Comp sekarang terdapat beberapa permasalahan yang ditemui. Permasalahan utama yang terjadi adalah pada rancangan dari layout keseluruhan terdahulu, dimana banyak stasiun kerja yang tidak memenuhi standar kerja seperti dimensi area kerja yang terlalu sempit, pasokan raw material yang tidak lancar, adanya gerakan berulang-ulang yang tidak perlu, kurang diterapkannya prinsip ergonomic pada stasiun pengelasan yang memerlukan operator dan sebagainya. Tabel berikut ini akan menjelaskan permasalahan-permasalahan yang terjadi di Line 1 Welding Frame Body Comp : NO MASALAH ILUSTRASI 1 Stasiun kerja las robot tidak tertutup rapat. 2 Stasiun Kerja Las Permanent terbuka. (tidak ada saluran buang asap pengelasan)




13 58 3 Sistem supply part tidak rapi 4 Dimensi meja transfer part terlalu besar dan mengurangi keleluasaan gerakan operator. 5 Operator yang berseberangan saling memberikan part untuk diproses di stasiun berikutnya. 6 Kesenjangan waktu proses yang menyebabkan penumpukan barang di salah satu stasiun kerja.



14 59 7 Ukuran Lot part terlalu besar untuk item part yang berdimensi kecil. 8 Mesin cepat berdebu dan rawan tertabrak kereta part 9 Jumlah operator berlebih di stasiun kerja las front frame. Sehingga waktu proses kerja terlalu cepat. 10 Kipas angin tidak optimal untuk mendinginkan suhu tubuh operator.


15 60 11 Penumpukan Kereta Part di salah satu pos sistim supply yang akan dikirim ke stasiun kerja. 12 Area Stasiun kerja susah di maintenance karena terhalang meja transfer part dan posisi robot las yang terlalu dekat dengan mesin. Tabel 4.3: Uraian Masalah Line 1 Welding Frame Body Comp Dari uraian-uraian masalah yang timbul di Line 1 Welding Frame Body Comp, maka dapat dibuat suatu diagram tulang ikan (fish bone diagram) yang mengidentifikasikan line tersebut tidak optimal :

16 61 Diagram 4.2: Diagram Tulang Ikan (fish bone) Data Produksi Line 1 Welding Frame Body Comp Seperti yang kita ketahui dari permasalahan utama Line 1 Welding Frame Body Comp yaitu belum optimalnya antara jumlah produksi yang dihasilkan dengan kapasitas yang terpasang. Berikut perhitungan kapasitas produksi terpasang dalam 1 minggu : a. 1 minggu = 5 hari kerja b. 1 hari = 1 shift kerja (jam )

17 62 c. 1 shift kerja = 9 jam kerja = detik d. Waktu kerja non efektif : P5M : : 300 detik Persiapan : : 600 detik Istirahat 1 : : 600 detik Istirahat Makan : : 2400 detik Istirahat 2 : : 600 detik 5 K : : 600 detik + Total : 5100 detik e. Waktu kerja efektif : = Total waktu 1 shift Total waktu kerja non efektif = detik 5100 detik = detik f. Kapasitas Produksi 1 shift = 700 unit g. Total Produksi 1 minggu = 5 x 700 = 3500 unit Grafik 4.1: Aktual produksi mingguan, bulan Juni sampai September 2006
18 Operation Process Chart (OPC) Sebelum Perbaikan Diagram 4.3 : Operation Process Chart sebelum perbaikan
19 64 Keterangan : A. Stay seat rear KTL-6900-H1 1 pcs B. Pipe R sub frame KTL-7400-H1 1 pcs C. Pipe L sub frame KTL-7400-H1 1 pcs D. Pipe A Comp Cross KTL-7400-H1 1 pcs E. Plate Front Box KPH-9000-H1 1 pcs F. Pipe Center Cross KPH-9000-H1 1 pcs G. Pipe Comp Frame Main KTL-6900-H1 1 pcs H. Plate Comp Pivot KTL-6900-H1 1 pcs I. Pipe Under Cross R KPH-9001-H1 1 pcs J. Pipe Under Cross L KPH-9001-H1 1 pcs L. Stay Main Pipe Side R KTL-7400-H1 1 pcs M. Stay Main Pipe Side L KTL-7400-H1 1 pcs N. Stay Body Cover R KTL-7400-H1 1 pcs O. Stay Body Cover R KTL-7400-H1 1 pcs Pada diagram OPC tampak bahwa pada operasi sub assembly SSSA1 dan SSSA2 cycle time kedua proses tersebut paling kecil dibandingkan stasiun kerja lainnya. Hal ini menimbulkan penumpukan part front frame dan sub frame yang akan diproses di stasiun general assy (402). Dengan kata lain pada stasiun general assy terjadi proses menunggu (bottle neck).
20 65 Dari Fasilitas Kerja Activity Relationship Chart (ARC) Sebelum Perbaikan Proses ini berfungsi untuk menunjukkan derajat kepentingan dan keterkaitan dari tiap-tiap komponen yang menyusun Line 1 Welding Frame Body Comp sebelum perbaikan. MENUJU KE FASILITAS KERJA U E E U U U U U U U U U U U U U U U U U U 2 U U E E U U U U U U U U U U U U U U U U 3 U A U U U U U U U U U U U U U U U U U 4 U A U E U A U U U U U U U U U U U U 5 A U U E A U U U U U U U U U U U U 6 A U U A A U U U U U U U U U U U 7 U U U A A A U U U U U U U U E 8 U U U U U U U U U U U U U U 9 U U U U U U U U U U U U U 10 U U U U U U U U U U U U 11 U U U U U U U U U U U 12 A U U U U U U U U U 13 A U U U U U U U E 14 A U U U U U U U
21 66 15 A U U U U U U 16 A U U U U U 17 A U U U U 18 A U U U 19 A U U 20 E U 21 U 22 Keterangan : Diagram 4.4 : Activity Relationship Chart sebelum perbaikan 1. Part-part Stasiun Kerja Front Frame 2. Part-part Stasiun Kerja Rear Frame dan General Assy 3. Mesin Press Marking 4. Stasiun Kerja Las Front Frame 5. Stasiun Kerja Las Rear Frame 6. Stasiun Kerja Las General Assy 7. Stasiun Kerja Las Stay Body Cover 8. Kereta Plate Pivot dan Pipe Comp Frame Main 9. Kereta Sub Frame R/L dan Stay Seat Rear 10. Meja Transfer Part Front Frame dan Rear Frame 11. Meja Transfer Part General Assy 12. Meja Transfer Part Stay Body Cover 13. Stasiun Kerja Las Permanent Stasiun Kerja Las Permanent Stasiun Kerja Las Permanent Stasiun Kerja Las Permanent Stasiun Inspection 18. Stasiun Kerja Las Repair 19. Stasiun Kerja Tapping 20. Stasiun Kerja Correcting 21. Kereta Finished Good 22. Part-part Stasiun Kerja Stay Body Cover dan Permanent
22 String / REL Diagram Sebelum Perbaikan Berdasarkan dari matriks activity relationship chart dari fasilitas kerja kondisi sebelum perbaikan di Line 1 Welding Frame Body Comp, maka dapat dibuat string / REL diagramnya : Diagram 4.5 : String diagram Line 1 Frame Body Comp sebelum perbaikan Part Placement Sebelum Perbaikan Pada gambar di bawah ini menunjukkan informasi mengenai komposisi dan jumlah kapasitas part pada tiap-tiap pos distribusi sebelum dikirimkan ke tiap-tiap stasiun kerja. Informasi lain yang disajikan dalam gambar ini adalah mengenai jenis part dan jalur distribusi yang akan dilalui oleh kereta atau pallet menuju stasiun kerja yang membutuhkan.

23 Tabel 4.4. : Part Placement sebelum perbaikan 68

24 Data Meja dan Kereta Sebelum Perbaikan a. Kereta Sub Frame R / L Kereta Sub frame R / L yang ada dalam Line 1 Welding Frame Body Comp berjumlah 1 unit. Kapasitas kereta ini adalah 100 pcs sub frame L dan 100 pcs sub frame R. Kereta ini melayani stasiun las rear frame, dimana didalam stasiun ini ada 2 jig / mesin yang membuat part rear frame. Dimensi kereta ini cukup besar sehingga mengurangi keleluasaan gerakan operator untuk mengirimkan part yang telah dibuat ke proses berikutnya. Selain itu posisi part yang berada pada rak bawah posisinya terlalu rendah sehingga operator harus membungkukkan badan untuk mengambil part tersebut. Dimensi kereta = 2,4 m x 0,8 m x 0,8 m Gambar 4.5. : Kereta Sub frame R/L sebelum perbaikan


25 70 b. Kereta Stay Seat Rear Pada stasiun rear frame, part stay seat rear dikirim dalam 1 kereta berkapasitas 70 pcs. Kereta melayani 2 jig / mesin dimana posisi kereta ini berada disalah satu sisi dinding stasiun rear frame. Kereta ini berdimensi cukup besar sehingga menghalangi petugas maintenance apabila sewaktuwaktu jig / mesin tersebut mengalami gangguan. Selain itu, stasiun ini menggunakan 2 orang operator untuk menjalankan 2 jig / mesin tersebut. Untuk menjalankan proses pengelasan di salah satu mesin yang berjauhan dari kereta stay seat rear, maka operator ke 1 bergantung kepada pengiriman part stay seat rear dari operator yang ke 2. Hal ini merupakan kemubaziran, mengingat semestinya sistem pengiriman dapat dilakukan secara mandiri melalui sisi lain dari stasiun rear frame tersebut. Dimensi kereta = 0,6 m x 0,6 m x 1 m Gambar 4.6. : Kereta Stay seat rear sebelum perbaikan

26 71 c. Kereta Plate Pivot Kereta melayani kebutuhan stasiun las front frame. Kapasitas kereta ini adalah 50 pcs part plate pivot. Karena cycle time stasiun ini cukup pendek, dan jumlah jig / mesin yang harus dilayani berjumlah 2 unit, maka muatan kereta ini cepat habis. Ini tentunya membutuhkan waktu tambahan untuk mengganti dengan kereta baru yang bermuatan penuh. Selain itu, sama halnya dengan permasalahan yang dialami stasiun las rear frame yang menggunakan 2 orang operator, salah satu operator juga mengharapkan kiriman part plate pivot dari operator yang lain. Masalah utama dari kereta plate pivot ini adalah posisinya yang terlalu rendah, sehingga operator harus sering membungkukkan badan untuk mengambil part plate pivot tersebut. Dimensi kereta = 1,5 m x 0,5 m x 0,4 m Gambar 4.7. : Kereta Plate Pivot sebelum perbaikan


27 72 d. Meja Transfer Utama Fungsi dari meja transfer utama ini adalah mengalirkan part front frame dari stasiun las front frame (400) dan part rear frame dari stasiun las rear frame menuju ke stasiun las general assy. Dimensi meja transfer utama ini sangat besar sehingga menimbulkan ketidak efisienan dalam pengiriman part. Yang paling mubazir adalah operator di stasiun las front frame dengan stasiun las rear frame yang berseberangan harus saling bertukar part untuk membantu kelancaran 2 stasiun las general assy yang posisnya saling berseberangan. Dimensi meja = 2m x 4 m x Gambar 4.8. : Meja transfer utama sebelum perbaikan

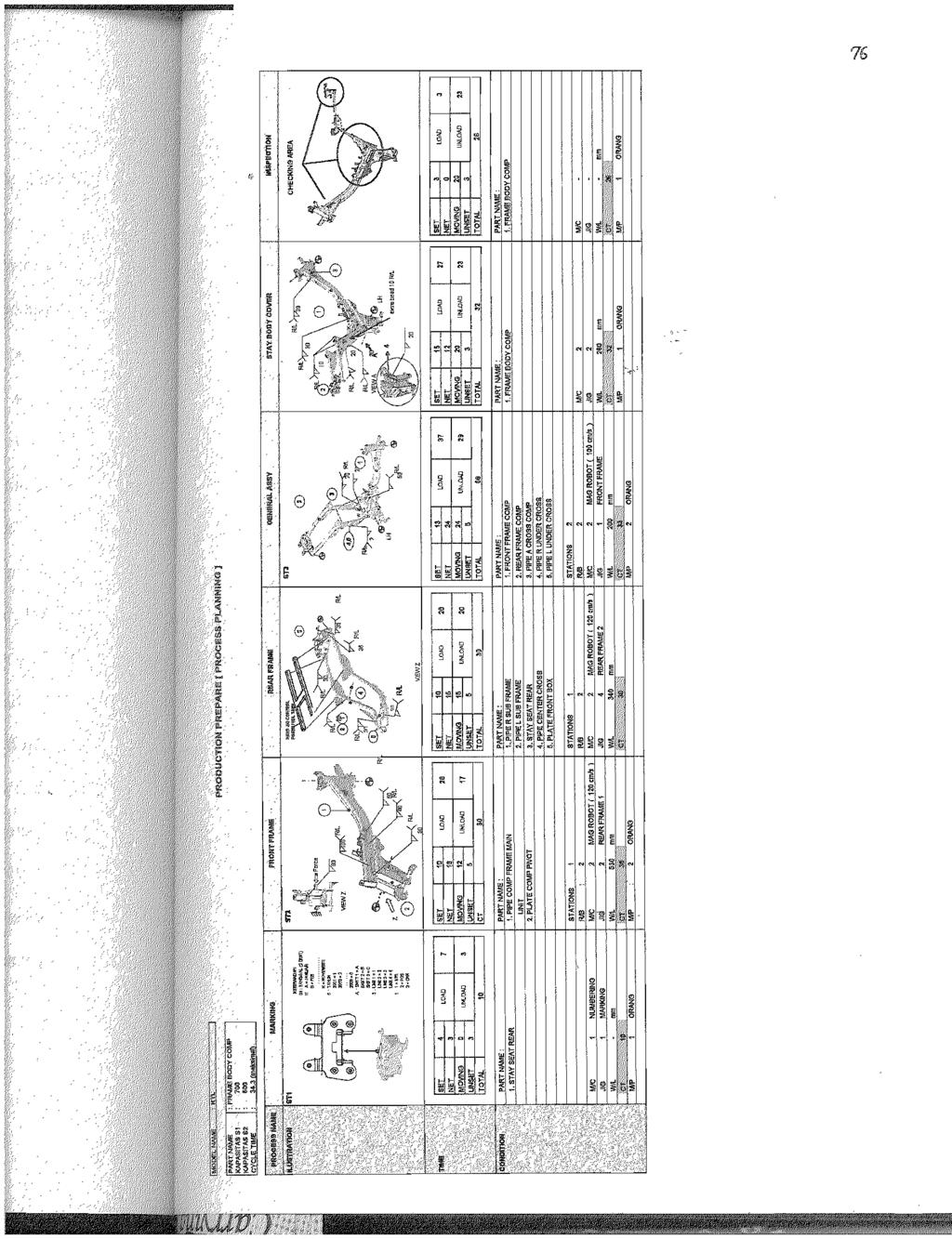
28 Pengolahan Data Perhitungan Kapasitas Terpasang New Line 1 Welding Frame Body Comp Berikut ini penghitungan cycle time maksimum dari kapasitas produksi terpasang. Tabel 4.5: Perhitungan kapasitas produksi terpasang Dari perhitungan kapasitas terpasang di atas, maka didapatkan : Cycle time maksimal = 34,3 detik Kapasitas terpasang = 700 unit / shift 1 dan 600 unit / shift 2
29 Pembuatan Process Planning New Line 1 Welding Frame Body Comp Setelah diketahui cycle time maksimal dari perhitungan kapasitas produksi terpasang, maka langkah selanjutnya adalah membuat Process Planning dimana pada tahap ini penulis melakukan analisa mengenai kemungkinan proses apa saja yang akan dilakukan pada New Line 1 Welding Frame Body Comp. Ada beberapa faktor yang harus diperhatikan dalam pembuatan Process Planning. Berikut beberapa faktor tersebut : a. Drawing Unit Frame Body Pada Drawing Unit Frame Body dicantumkan dengan jelas bagian bagian yang hendak diproses. Dalam hal ini informasi yang diberikan berupa dimensi, point pengelasan, jenis perlakuan proses, material dan lain sebagainya. b. BMP ( Basic Manufacturing Planning ) BMP merupakan panduan selanjutnya bagi penulis untuk menentukan proses pengelasan apa saja yang boleh dilakukan. Mengingat jumlah proses yang diperlukan untuk menghasilkan 1 unit frame body (kerangka sepeda motor) adalah banyak sekali, maka dalam BMP dibakukan aturan proses mana saja yang dibuat di dalam pabrik dan mana saja yang dibuat di pabrik sub contractor. c. Kapasitas Produksi Terpasang Seperti yang telah dijelaskan sebelumnya, dalam Kapasitas Produksi Terpasang memberikan informasi berapa waktu maksimal yang diperbolehkan untuk tiap 1 proses yang akan dilakukan.
30 75 d. Analisa Gerakan Robot Pada tahap ini penulis melakukan analisa dan uji coba mengenai kemampuan dari robot pengelasan yang hendak dicapai. Informasi penting yang menentukan pembuatan suatu Process Planning biasanya mengenai : Kecepatan pengelasan Jangkauan pengelasan Kemampuan penggabungan robot untuk satu proses pengelasan e. Kualitas yang Hendak Dicapai Dalam menentukan urutan Process Planning, adalah penting untuk memperkirakan kualitas akhir dari sebuah produk. Jangan sampai membuat kekeliruan sehingga produk yang dibuat banyak yang cacat. f. Luas Area Yang Tersedia Jumlah proses yang akan dibuat berkaitan erat dengan luas area yang tersedia. Apabila dimungkinkan, sebaiknya jumlah proses sesedikit mungkin sehingga luas area yang tersedia akan dapat mencukupi. g. Merupakan Problem Solving Dari Permasalahan Yang Ada. Process Planning yang dibuat haruslah merupakan perbaikan dari proses sebelumnya, sehingga meminimalisasi penggunaan biaya untuk mengatasi permasalahan yang pernah timbul
31
32
33 Alternatif Layout New Line 1 Welding Frame Body Comp Alternatif dan Penilaian Alternatif fungsi bagian merupakan suatu kajian berbagai alternatif layout dari bagian-bagian utama dari rancangan layout yang akan dibuat. Dari setiap rancangan alternatif tersebut diberikan kriteria penilaian sebagai berikut : 1. Buruk 2. Baik 3. Optimal 4. Ideal Pada pembuatan alternatif dan penilaian ini digunakan Morfologi Custum System dengan menggunakan kolom-kolom alternatif dan mempunyai beberapa point penilaian seperti dibawah ini Sketsa Total Penilaian Nilai Ekonomis Kemudahan Proses Tingkat Kelancaran
34 79 Kriteria Penilaian Kriteria Tingkat Labil Tersendat Lambat Stabil Kelancaran Kemudahan Proses Bekerja tak sesuai standar Banyak Tambahan pekerjaan Ada tambahan pekerjaan Bekerja sesuai standar Nilai Ekonomis Investasi baru Banyak tambahan biaya Sedikit tambahan biaya Menggunakan sumber daya yang ada. Tabel 4.7: Kriteria Penilaian

35
36
37 Kombinasi Alternatif Bagian Alternatif 1 Alternatif ini terdiri dari kombinasi sistem : a. Menerapkan pola U dan L b. Distribusi part menggunakan conveyor c. Jumlah stasiun kerja utama 14 unit d. Jumlah proses 9 Gambar 4.9 : Alternatif 1 Keuntungan - Autonomisasi sistem distribusi part - Mengurangi beban operator untuk mendorong part Kerugian - Investasi awal cukup mahal - Gangguan pada conveyor dapat menghentikan produksi - Berdasarkan Process Planning, beban kerja tidak merata - Operator stasiun kerja 6 harus selalu membalikkan badan untuk mengambil part Tabel 4.9 : Perbandingan Alternatif 1
38 83 Alternatif 2 Alternatif ini terdiri dari kombinasi sistem : e. Menerapkan pola U dan I f. Distribusi part manual menggunakan meja transfer g. Jumlah stasiun kerja utama 14 unit h. Jumlah proses 11 Gambar 4.10 : Alternatif 2 Keuntungan - Beban kerja cukup merata tiap stasiun - Distribusi menggunakan meja transfer - Investasi tidak terlalu mahal Kerugian - Area kerja tidak mencukupi karena stasiun kerja terlalu panjang. - Banyak area yang mubazir - Menyulitkan petugas gudang untuk mengirimkan part ke stasiun 3. Tabel 4.10 : Perbandingan Alternatif 2
39 84 Alternatif 3 Alternatif ini terdiri dari kombinasi sistem : i. Menerapkan pola U dan L j. Distribusi part manual menggunakan meja transfer k. Jumlah stasiun kerja utama 14 unit l. Jumlah proses 11 Gambar 4.11 : Alternatif 3 Keuntungan - Distribusi menggunakan meja transfer - Investasi tidak terlalu mahal - Beban kerja cukup merata tiap stasiun - Penggunaan area cukup efisien - Pengiriman part dilakukan dari luar stasiun kerja (tidak mengganggu produksi) Kerugian - banyak menggunakan meja transfer dan shooter Tabel 4.11 : Perbandingan Alternatif 3
40 Penilaian Alternatif Gabungan Sketsa Total Penilaian Nilai Ekonomis Kemudahan Proses Tingkat Kelancaran Kriteria Penilaian Kriteria Nilai Pengoperasian Nilai Keselamatan Sistem kerja dan supply part manual Tak ada perlindungan bagi operator Sistem kerja autonomisasi, system supply manual Minim perlindungan Sistem kerja autonomisasi, system supply semi autonomisasi Memenuhi standar perlindungan Sistem kerja dan system supply autonomisasi Melebihi standar perlindungan Nilai Beban kerja Operator gampang sakit Operator cepat lelah Operator bekerja sesuai kapasitas Operator nyaman bekerja Tabel 4.12: Kriteria Penilaian Alternatif bagian
41 Tabel 4.13 : Alternatif pilihan Pemilihan Alternatif Gabungan Berdasarkan kombinasi alternatif di atas, maka dapat ditentukan kombinasi alternatif yang terbaik. Pertimbangan yang diambil untuk menentukan yang terbaik dari beberapa kombinasi alternatif tersebut telah melalui beberapa kajian terutama dengan melihat kondisi yang sesungguhnya di area produksi welding secara keseluruhan terutama pada area kerja Line 1 Welding Frame Body Comp. Berdasarkan penilaian aspek-aspek diatas, maka penulis memilih kombinasi alternatif ke 3 untuk dijadikan konsep rancangan layout New Line 1 Welding Frame Body Comp dengan spesifikasi sebagai berikut : Bentuk layout menerapkan pola U dan L Sistem distribusi part secara manual dengan tidak mengganggu proses produksi Menggunakan kombinasi shooter untuk distribusi part berdimensi kecil Jumlah stasiun kerja utama 14 unit.
42 Operation Process Chart (OPC) New Line 1 Welding Frame Body Comp Diagram 4.6 : Operation Process Chart (OPC) setelah perbaikan
43 Layout Aliran Proses New Line 1 Welding Frame Body Comp Keterangan : Gambar 4.12 : Layout aliran proses setelah perbaikan 1. Part-part Stasiun Kerja Front Frame dan Rear Frame 2. Part-part Stasiun Kerja Rear Frame dan Front Frame 3. Mesin Press Marking 4. Stasiun Kerja Las Front Frame 5. Stasiun Kerja Las Rear Frame 6. Stasiun Kerja Las General Assy 7. Stasiun Kerja Las Stay Body Cover 8. Kereta Plate Pivot 9. Kereta Pipe Comp Frame Main 10. Kereta Sub Frame R/L 11. Meja Transfer Part Front Frame dan Rear Frame 12. Meja Transfer Part General Assy 13. Meja Transfer Part Stay Body Cover 14. Stasiun Kerja Las Permanent Stasiun Kerja Las Permanent Stasiun Kerja Las Permanent Stasiun Kerja Las Permanent Stasiun Inspection 19. Stasiun Kerja Las Repair 20. Stasiun Kerja Tapping 21. Stasiun Kerja Correcting 22. Kereta Finished Good 23. Part-part Stasiun Kerja Las Permanent 1
44 Activity Relationship Chart (ARC) dan String / REl Diagram Setelah diketahui layout aliran proses dan material yang direncanakan, maka dapat disusun suatu Activity Relationship Chart (ARC) yang memberikan efisiensi penggunaan area maupun efisiensi gerakan operator. Dari MENUJU KE FASILITAS KERJA Fasilitas Kerja U E E E U U U U U U U U U U U U U U U U U U 2 U E E U U U U U U U U U U U U U U U U U U 3 U A U U U U U U U U U U U U U U U U U U 4 O A U A A U A U U U U U U U U U U U U 5 A U U U A A U U U U U U U U U U U U 6 A U U U A A U U U U U U U U U U U 7 U U U U A A A U U U U U U U U E 8 U U U U U U U U U U U U U U U 9 U U U U U U U U U U U U U U 10 U U U U U U U U U U U U U 11 U U U U U U U U U U U U 12 U U U U U U U U U U U 13 A U U U U U U U U U 14 A U U U U U U U E 15 A U U U U U U U
45 90 16 A U U U U U U 17 A U U U U U 18 A U U U U 19 A U U U 20 A U U 21 E U 22 U 23 Diagram 4.7 : Activity Relationship Chart (ARC) setelah perbaikan Berdasarkan dari matriks activity relationship chart dari fasilitas kerja kondisi setelah perbaikan di New Line 1 Welding Frame Body Comp, maka dapat dibuat string / REL diagramnya : Diagram 4.8 : String diagram Line 1 Frame Body Comp setelah perbaikan
UNIVERSITAS BINA NUSANTARA. Jurusan Teknik Industri Tugas Akhir Sarjana Semester Genap Tahun 2006 / 2007
 UNIVERSITAS BINA NUSANTARA Abstrak Jurusan Teknik Industri Tugas Akhir Sarjana Semester Genap Tahun 2006 / 2007 PERANCANGAN DAN PEMBUATAN NEW LINE 1 WELDING FRAME BODY COMP PT ASTRA HONDA MOTOR, PABRIK
UNIVERSITAS BINA NUSANTARA Abstrak Jurusan Teknik Industri Tugas Akhir Sarjana Semester Genap Tahun 2006 / 2007 PERANCANGAN DAN PEMBUATAN NEW LINE 1 WELDING FRAME BODY COMP PT ASTRA HONDA MOTOR, PABRIK
BAB 3 METODOLOGI PEMECAHAN MASALAH. Adapun urutan langkah-langkah dalam melakukan penelitian ini adalah sebagai
 BAB 3 METODOLOGI PEMECAHAN MASALAH Adapun urutan langkah-langkah dalam melakukan penelitian ini adalah sebagai berikut : Studi Pendahuluan Identifikasi Masalah Penentuan Tujuan Penelitian Pengumpulan Data
BAB 3 METODOLOGI PEMECAHAN MASALAH Adapun urutan langkah-langkah dalam melakukan penelitian ini adalah sebagai berikut : Studi Pendahuluan Identifikasi Masalah Penentuan Tujuan Penelitian Pengumpulan Data
NEW LINE 1 WELDING FRAME BODY COMP DALAM PENINGKATAN KINERJA DAN OPTIMALISASI LINE
 NEW LINE 1 WELDING FRAME BODY COMP DALAM PENINGKATAN KINERJA DAN OPTIMALISASI LINE M. Afandy Staf Produksi Industri Manufaktur Automotive, PT ASTRA DAIHATSU MOTOR HEAD OFFICE Jln. Gaya Motor III No. 5,
NEW LINE 1 WELDING FRAME BODY COMP DALAM PENINGKATAN KINERJA DAN OPTIMALISASI LINE M. Afandy Staf Produksi Industri Manufaktur Automotive, PT ASTRA DAIHATSU MOTOR HEAD OFFICE Jln. Gaya Motor III No. 5,
BAB I PENDAHULUAN. Perkembangan teknologi industri manufaktur dalam beberapa dekade terakhir ini
 BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Perkembangan teknologi industri manufaktur dalam beberapa dekade terakhir ini turut menyumbangan kemudahan dalam menciptakan inovasi-inovasi produk baru yang
BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Perkembangan teknologi industri manufaktur dalam beberapa dekade terakhir ini turut menyumbangan kemudahan dalam menciptakan inovasi-inovasi produk baru yang
BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISIS DATA
 BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISIS DATA 4.1 Pengumpulan Data Data-data yang dibutuhkan dalam penyusunan skripsi ini adalah sebagai berikut: 1. Data proses produksi 2. Data layout line 1 aktual
BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISIS DATA 4.1 Pengumpulan Data Data-data yang dibutuhkan dalam penyusunan skripsi ini adalah sebagai berikut: 1. Data proses produksi 2. Data layout line 1 aktual
BAB 2 LANDASAN TEORI. konsep, dan mewujudkan sistem pembuatan barang atau jasa. Rancangan ini pada
 BAB 2 LANDASAN TEORI 2.1 Pengertian Tata Letak Pabrik Tata letak pabrik adalah suatu rancangan fasilitas, menganalisis, membentuk konsep, dan mewujudkan sistem pembuatan barang atau jasa. Rancangan ini
BAB 2 LANDASAN TEORI 2.1 Pengertian Tata Letak Pabrik Tata letak pabrik adalah suatu rancangan fasilitas, menganalisis, membentuk konsep, dan mewujudkan sistem pembuatan barang atau jasa. Rancangan ini
Penulisan Ilmiah Anggit Setiyadi
 ANALISA KESEIMBANGAN LINTASAN PADA PROSES PERAKITAN BOX ASSY BATTERY TYPE KZRA FUEL INJECTION DI PT ADHI WIJAYACITRA Penulisan Ilmiah Anggit Setiyadi 30409425 Diajukan Guna Melengkapi Sebagian Syarat Dalam
ANALISA KESEIMBANGAN LINTASAN PADA PROSES PERAKITAN BOX ASSY BATTERY TYPE KZRA FUEL INJECTION DI PT ADHI WIJAYACITRA Penulisan Ilmiah Anggit Setiyadi 30409425 Diajukan Guna Melengkapi Sebagian Syarat Dalam
BAB V HASIL DAN ANALISIS
 BAB V HASIL DAN ANALISIS 5.1 Hasil & Analisa Dari hasil perancangan tata letak fasilitas, penempatan stasiun kerja disesuaikan dengan keterkaitan aktivitas antar stasiun kerja satu dengan stasiun kerja
BAB V HASIL DAN ANALISIS 5.1 Hasil & Analisa Dari hasil perancangan tata letak fasilitas, penempatan stasiun kerja disesuaikan dengan keterkaitan aktivitas antar stasiun kerja satu dengan stasiun kerja
BAB 4 PENGUMPULAN, PENGOLAHAN dan ANALISIS DATA
 BAB 4 PENGUMPULAN, PENGOLAHAN dan ANALISIS DATA 4.1 Sejarah Perusahaan PT. SRI adalah perusahaan joint venture dengan PMA (Pemilik Modal Asing) didirikan untuk dapat memenuhi kebutuhan pasar lokal dan
BAB 4 PENGUMPULAN, PENGOLAHAN dan ANALISIS DATA 4.1 Sejarah Perusahaan PT. SRI adalah perusahaan joint venture dengan PMA (Pemilik Modal Asing) didirikan untuk dapat memenuhi kebutuhan pasar lokal dan
BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISIS DATA
 BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISIS DATA 4.1 Sejarah Perusahaan (Sumber: Company Profil PT.IGP) Gambar 4.1 Layout IGP Group IGP Group dimulai dengan berdirinya PT.GKD pada tahun 1980 dengan frame
BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISIS DATA 4.1 Sejarah Perusahaan (Sumber: Company Profil PT.IGP) Gambar 4.1 Layout IGP Group IGP Group dimulai dengan berdirinya PT.GKD pada tahun 1980 dengan frame
BAB V HASIL DAN ANALISA
 BAB V HASIL DAN ANALISA Dalam bab ini akan dikemukakan hasil dari pengumpulan dan pengolahan data yang dilakukan pada bab IV dan kaitannya dengan teori yang menjadi landasan dalam pengolahan data tersebut.
BAB V HASIL DAN ANALISA Dalam bab ini akan dikemukakan hasil dari pengumpulan dan pengolahan data yang dilakukan pada bab IV dan kaitannya dengan teori yang menjadi landasan dalam pengolahan data tersebut.
PROSES WELDING FRONT CHASSIS NISSAN X-TRAIL DI PT. NISSAN MOTOR INDONESIA. Nama : Bernie Fauzan Mochamad Npm : Kelas : 4 IC 04
 PROSES WELDING FRONT CHASSIS NISSAN X-TRAIL DI PT. NISSAN MOTOR INDONESIA Nama : Bernie Fauzan Mochamad Npm : 21410394 Kelas : 4 IC 04 ABSTRAKSI Front chassis merupakan salah satu komponen utama pada sebuah
PROSES WELDING FRONT CHASSIS NISSAN X-TRAIL DI PT. NISSAN MOTOR INDONESIA Nama : Bernie Fauzan Mochamad Npm : 21410394 Kelas : 4 IC 04 ABSTRAKSI Front chassis merupakan salah satu komponen utama pada sebuah
PENULISAN ILMIAH SUGIANTO
 MEMPELAJARI KESEIMBANGAN LINI PERAKITAN (PROCESS ASSY WELDING) PEMBUATAN PART BOX ASSY BATTERY TIPE KVBS VARIO TECHNO 110CC DI PT ADHI WIJAYACITRA PENULISAN ILMIAH SUGIANTO 36409942 Diajukan Guna Melengkapi
MEMPELAJARI KESEIMBANGAN LINI PERAKITAN (PROCESS ASSY WELDING) PEMBUATAN PART BOX ASSY BATTERY TIPE KVBS VARIO TECHNO 110CC DI PT ADHI WIJAYACITRA PENULISAN ILMIAH SUGIANTO 36409942 Diajukan Guna Melengkapi
BAB 2 LANDASAN TEORI
 BAB 2 LANDASAN TEORI 2.1 Pengertian dan tujuan rancang fasilitas Wignjosoebroto (2009; p. 67) menjelaskan, Tata letak pabrik adalah suatu landasan utama dalam dunia industri. Perancangan tata letak pabrik
BAB 2 LANDASAN TEORI 2.1 Pengertian dan tujuan rancang fasilitas Wignjosoebroto (2009; p. 67) menjelaskan, Tata letak pabrik adalah suatu landasan utama dalam dunia industri. Perancangan tata letak pabrik
I. BAB I PENDAHULUAN
 I. BAB I PENDAHULUAN I.1 Latar Belakang Dalam menjalani kehidupan, manusia membutuhkan berbagai macam barangbarang untuk memenuhi kebutuhannya. Pada saat ini, manusia menggunakan mobil sebagai alat transportasi
I. BAB I PENDAHULUAN I.1 Latar Belakang Dalam menjalani kehidupan, manusia membutuhkan berbagai macam barangbarang untuk memenuhi kebutuhannya. Pada saat ini, manusia menggunakan mobil sebagai alat transportasi
BAB 3 METODOLOGI PEMECAHAN MASALAH. Peningkatan produksi unit sepeda motor oleh PT. Astra Honda Motor di tahun
 29 BAB 3 METODOLOGI PEMECAHAN MASALAH 3.1 Penjelasan Peningkatan produksi unit sepeda motor oleh PT. Astra Honda Motor di tahun 2007 untuk semua tipe produk dan beberapa produk model baru yang mampu mendominasi
29 BAB 3 METODOLOGI PEMECAHAN MASALAH 3.1 Penjelasan Peningkatan produksi unit sepeda motor oleh PT. Astra Honda Motor di tahun 2007 untuk semua tipe produk dan beberapa produk model baru yang mampu mendominasi
BAB V HASIL DAN ANALISA
 BAB V HASIL DAN ANALISA Pada bab ini akan dilakukan pembahasan data yang sudah diperoleh untuk menganalisa pembuatan Value Stream Mapping di line Fr. Frame X. Pembahasan dan hasil analisa berdasarkan data
BAB V HASIL DAN ANALISA Pada bab ini akan dilakukan pembahasan data yang sudah diperoleh untuk menganalisa pembuatan Value Stream Mapping di line Fr. Frame X. Pembahasan dan hasil analisa berdasarkan data
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA
 BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 1.1 Pengumpulan Data Berdasarkan latar belakang perumusan masalah yang telah dikemukakan maka dilakukan pengumpulan data-data yang digunakan dalam perancangan tata
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 1.1 Pengumpulan Data Berdasarkan latar belakang perumusan masalah yang telah dikemukakan maka dilakukan pengumpulan data-data yang digunakan dalam perancangan tata
BAB 1 PENDAHULUAN. Persaingan di dunia industri pada saat ini tidak dapat dihindari, dan setiap pesaing
 BAB 1 PENDAHULUAN 1.1 Latar Belakang Masalah Persaingan di dunia industri pada saat ini tidak dapat dihindari, dan setiap pesaing berusaha untuk mencari suatu metode yang lebih baik untuk memanfaatkan
BAB 1 PENDAHULUAN 1.1 Latar Belakang Masalah Persaingan di dunia industri pada saat ini tidak dapat dihindari, dan setiap pesaing berusaha untuk mencari suatu metode yang lebih baik untuk memanfaatkan
BAB 1 PENDAHULUAN 1.1. Latar Belakang
 BAB 1 PENDAHULUAN 1.1. Latar Belakang Di era yang perkembanganya sangat cepat ini dimana semua dituntut untuk menciptakan suatu proses kerja yang efektif dan effisien dengan tidak mengurangi standard kualitas
BAB 1 PENDAHULUAN 1.1. Latar Belakang Di era yang perkembanganya sangat cepat ini dimana semua dituntut untuk menciptakan suatu proses kerja yang efektif dan effisien dengan tidak mengurangi standard kualitas
BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISIS DATA
 BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISIS DATA 4.1 Pengumpulan data 4.1.1 Produk Gutter Complete R/L Perusahaan PT. Inti Pantja Press Industri dipercayakan untuk memproduksi sebagian produk kendaraan
BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISIS DATA 4.1 Pengumpulan data 4.1.1 Produk Gutter Complete R/L Perusahaan PT. Inti Pantja Press Industri dipercayakan untuk memproduksi sebagian produk kendaraan
BAB IV ANALISA DAN PENGOLAHAN DATA
 BAB IV ANALISA DAN PENGOLAHAN DATA 4.1 Deskripsi Wheel Wheel / Ban menjadi suatu komponen utama dalam suatu keseluruhan motor. Wheel / Ban menjadi alas pergerakan setiap motor yang di produksi. Pada umumnya
BAB IV ANALISA DAN PENGOLAHAN DATA 4.1 Deskripsi Wheel Wheel / Ban menjadi suatu komponen utama dalam suatu keseluruhan motor. Wheel / Ban menjadi alas pergerakan setiap motor yang di produksi. Pada umumnya
BAB 1 PENDAHULUAN. Dalam kegiatan industri khususnya industri otomotif, ujung tombak yang
 1 BAB 1 PENDAHULUAN 1.1 Latar Belakang Dalam kegiatan industri khususnya industri otomotif, ujung tombak yang sangat berperan dalam memberikan input yang signifikan terhadap perusahaan adalah bagian produksi.
1 BAB 1 PENDAHULUAN 1.1 Latar Belakang Dalam kegiatan industri khususnya industri otomotif, ujung tombak yang sangat berperan dalam memberikan input yang signifikan terhadap perusahaan adalah bagian produksi.
PENULISAN ILMIAH MEMPELAJARI PENGENDALIAN KUALITAS FUEL TANK SHOGUN PADA PT. SUZUKI INDOMOBIL MOTOR
 PENULISAN ILMIAH MEMPELAJARI PENGENDALIAN KUALITAS FUEL TANK SHOGUN PADA PT. SUZUKI INDOMOBIL MOTOR Nama : Raden Maulana Kelas : 6 ID 02 NPM : 30407675 PENDAHULUAN Latar Belakang Pengendalian kualitas
PENULISAN ILMIAH MEMPELAJARI PENGENDALIAN KUALITAS FUEL TANK SHOGUN PADA PT. SUZUKI INDOMOBIL MOTOR Nama : Raden Maulana Kelas : 6 ID 02 NPM : 30407675 PENDAHULUAN Latar Belakang Pengendalian kualitas
BAB 4 PENGOLAHAN DATA PENELITIAN
 44 BAB 4 PENGOLAHAN DATA PENELITIAN 4.1 Sejarah Singkat PT. TMMIN Casting Plant dalam Memproduksi Camshaft Casting plant merupakan pabrik pengecoran logam untuk memproduksi komponen-komponen mobil Toyota.
44 BAB 4 PENGOLAHAN DATA PENELITIAN 4.1 Sejarah Singkat PT. TMMIN Casting Plant dalam Memproduksi Camshaft Casting plant merupakan pabrik pengecoran logam untuk memproduksi komponen-komponen mobil Toyota.
ANALISIS PERANCANGAN DAN PENGUKURAN KERJA PADA LINE WELDING STAND COMP MAIN TYPE KZRA UNTUK MENGOPTIMALKAN JUMLAH OPERATOR (STUDI KASUS DI PT DP)
") Jurnal Teknik dan Ilmu Komputer ANALISIS PERANCANGAN DAN PENGUKURAN KERJA PADA LINE WELDING STAND COMP MAIN TYPE KZRA UNTUK MENGOPTIMALKAN JUMLAH OPERATOR (STUDI KASUS DI PT DP) DESIGN AND WORK MEASUREMENT
Jurnal Teknik dan Ilmu Komputer ANALISIS PERANCANGAN DAN PENGUKURAN KERJA PADA LINE WELDING STAND COMP MAIN TYPE KZRA UNTUK MENGOPTIMALKAN JUMLAH OPERATOR (STUDI KASUS DI PT DP) DESIGN AND WORK MEASUREMENT
LAMPIRAN 1 HASIL WAWANCARA
 LAMPIRAN 1 HASIL WAWANCARA 1. Sudah berapa lama APP berdiri? APP sudah berdiri selama 16 tahun, didirikan pada tanggal 25 April 1997 yang dibuat di hadapan notaris Rachmat Santoso, S.H agar dapat memproduksi
LAMPIRAN 1 HASIL WAWANCARA 1. Sudah berapa lama APP berdiri? APP sudah berdiri selama 16 tahun, didirikan pada tanggal 25 April 1997 yang dibuat di hadapan notaris Rachmat Santoso, S.H agar dapat memproduksi
Makalah Seminar Kerja Praktek
 Makalah Seminar Kerja Praktek PROSES PENGECEKAN DAN PELURUSAN FRAME BODY MOTOR MENGGUNAKAN MESIN CORRECTING JIG Sudirman Hamonangan Sihombing (L2F007075) Jurusan Teknik Elektro, Fakultas Teknik, Universitas
Makalah Seminar Kerja Praktek PROSES PENGECEKAN DAN PELURUSAN FRAME BODY MOTOR MENGGUNAKAN MESIN CORRECTING JIG Sudirman Hamonangan Sihombing (L2F007075) Jurusan Teknik Elektro, Fakultas Teknik, Universitas
Systematic Layout Planning
 Materi #3 TIN314 Perancangan Tata Letak Fasilitas Systematic Layout Planning 2 (2) Aliran material (1) Data masukan dan aktivitas (3) Hubungan aktivitas (5a) Kebutuhan ruang (7a) Modifikasi (4) Diagram
Materi #3 TIN314 Perancangan Tata Letak Fasilitas Systematic Layout Planning 2 (2) Aliran material (1) Data masukan dan aktivitas (3) Hubungan aktivitas (5a) Kebutuhan ruang (7a) Modifikasi (4) Diagram
BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISA DATA
 BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISA DATA 4.1 Pengumpulan Data Data-data di dalam tulisan ini yang akan digunakan sebagai dasar perhitungan di pengolahan dan analisis data terdiri dari : 1. Data Total
BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISA DATA 4.1 Pengumpulan Data Data-data di dalam tulisan ini yang akan digunakan sebagai dasar perhitungan di pengolahan dan analisis data terdiri dari : 1. Data Total
MEMPELAJARI PERENCANAAN DAN PENGENDALIAN PRODUKSI PADA PT. HINO MOTORS MANUFACTURING INDONESIA
 MEMPELAJARI PERENCANAAN DAN PENGENDALIAN PRODUKSI PADA PT. HINO MOTORS MANUFACTURING INDONESIA Disusun oleh: Nama : Rizki Arisandi Npm : 36412550 Jurusan : Teknik Industri Dosen Pembimbing : Mohammad Okki
MEMPELAJARI PERENCANAAN DAN PENGENDALIAN PRODUKSI PADA PT. HINO MOTORS MANUFACTURING INDONESIA Disusun oleh: Nama : Rizki Arisandi Npm : 36412550 Jurusan : Teknik Industri Dosen Pembimbing : Mohammad Okki
BAB 4 PENGUMPULAN DAN ANALISA DATA
 BAB 4 PENGUMPULAN DAN ANALISA DATA 4.1 Fishbone & FMEA Hub Front Brake Tipe KCJS G a m b a r 4 Gambar 4-1 Fishbone hub front brake tipe KCJS Dari fishbone diatas dapat diketahui bahwa harus ada perbaikan
BAB 4 PENGUMPULAN DAN ANALISA DATA 4.1 Fishbone & FMEA Hub Front Brake Tipe KCJS G a m b a r 4 Gambar 4-1 Fishbone hub front brake tipe KCJS Dari fishbone diatas dapat diketahui bahwa harus ada perbaikan
BAB IV HASIL DAN PEMBAHASAN. selama proses analisa perbaikan, antara lain adalah : penyelesaian masalah terhadap semua kasus klaim yang masuk.
 BAB IV HASIL DAN PEMBAHASAN 4.1. Pengumpulan Data Untuk mempermudah identifikasi masalah, langkah pertama yang dilakukan adalah melakukan pengumpulan data. Data yang dikumpulkan dan digunakan sebagai latar
BAB IV HASIL DAN PEMBAHASAN 4.1. Pengumpulan Data Untuk mempermudah identifikasi masalah, langkah pertama yang dilakukan adalah melakukan pengumpulan data. Data yang dikumpulkan dan digunakan sebagai latar
BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISA DATA
 37 BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISA DATA 4.1 Sejarah Perusahaan IGP Group dimulai dengan berdirinya PT.GKD pada tahun 1980 dengan Frame Chassis dan Press Part sebagai bisnis utamanya. Menjawab
37 BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISA DATA 4.1 Sejarah Perusahaan IGP Group dimulai dengan berdirinya PT.GKD pada tahun 1980 dengan Frame Chassis dan Press Part sebagai bisnis utamanya. Menjawab
TATA LETAK PABRIK KULIAH 2: PERENCANAAN LAYOUT
 TATA LETAK PABRIK KULIAH 2: PERENCANAAN LAYOUT By: Rini Halila Nasution, ST, MT Alat, bahan dan pekerja harus diatur posisinya sedemikian rupa dalam suatu pabrik, sehingga hasilnya paling efektif dan ekonomis.
TATA LETAK PABRIK KULIAH 2: PERENCANAAN LAYOUT By: Rini Halila Nasution, ST, MT Alat, bahan dan pekerja harus diatur posisinya sedemikian rupa dalam suatu pabrik, sehingga hasilnya paling efektif dan ekonomis.
SYSTEMATIC LAYOUT PLANNING (SLP) PERTEMUAN #3 TKT TAUFIQUR RACHMAN PERANCANGAN TATA LETAK FASILITAS
 PERTEMUAN #3 TKT TAUFIQUR RACHMAN PERANCANGAN TATA LETAK FASILITAS") SYSTEMATIC LAYOUT PLANNING (SLP) PERTEMUAN #3 TKT306 PERANCANGAN TATA LETAK FASILITAS 6623 TAUFIQUR RACHMAN PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS ESA UNGGUL KEMAMPUAN AKHIR YANG DIHARAPKAN
SYSTEMATIC LAYOUT PLANNING (SLP) PERTEMUAN #3 TKT306 PERANCANGAN TATA LETAK FASILITAS 6623 TAUFIQUR RACHMAN PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS ESA UNGGUL KEMAMPUAN AKHIR YANG DIHARAPKAN
Seminar Nasional IENACO ISSN: PERANCANGAN TATA LETAK CV.KARYA LOGAM DENGAN MEMPERTIMBANGKAN PERENCANAAN PERSEDIAAN BAHAN BAKU
 PERANCANGAN TATA LETAK CV.KARYA LOGAM DENGAN MEMPERTIMBANGKAN PERENCANAAN PERSEDIAAN BAHAN BAKU Taufik Martha Andrianta 1, Slamet Setio Wigati 2 Program Studi Teknik Industri, Fakultas Teknologi Industri,
PERANCANGAN TATA LETAK CV.KARYA LOGAM DENGAN MEMPERTIMBANGKAN PERENCANAAN PERSEDIAAN BAHAN BAKU Taufik Martha Andrianta 1, Slamet Setio Wigati 2 Program Studi Teknik Industri, Fakultas Teknologi Industri,
BAB I PENDAHULUAN 1.1 Latar Belakang
 BAB I PENDAHULUAN 1.1 Latar Belakang Salah satu faktor penting dalam menunjang efektifitas dan efisiensi produksi di perusahaan adalah manpower factor (faktor tenaga kerja). Faktor tenaga kerja meliputi
BAB I PENDAHULUAN 1.1 Latar Belakang Salah satu faktor penting dalam menunjang efektifitas dan efisiensi produksi di perusahaan adalah manpower factor (faktor tenaga kerja). Faktor tenaga kerja meliputi
PERBAIKAN SISTEM KERJA DAN ALIRAN MATERIAL PADA PT. M MOTORS AND MANUFACTURING
 PERBAIKAN SISTEM KERJA DAN ALIRAN MATERIAL PADA PT. M MOTORS AND MANUFACTURING Niken Parwati¹, Ibnu Sugandi². Program Studi Teknik Industri, Universitas Al Azhar Indonesia, Jakarta 12110 niken.parwati@uai.ac.id
PERBAIKAN SISTEM KERJA DAN ALIRAN MATERIAL PADA PT. M MOTORS AND MANUFACTURING Niken Parwati¹, Ibnu Sugandi². Program Studi Teknik Industri, Universitas Al Azhar Indonesia, Jakarta 12110 niken.parwati@uai.ac.id
MEMPELAJARI KESEIMBANGAN LINI PERAKITAN CABIN TIPE SL PADA BAGIAN WELLDING DI PT. KRAMA YUDHA RATU MOTOR
 MEMPELAJARI KESEIMBANGAN LINI PERAKITAN CABIN TIPE SL PADA BAGIAN WELLDING DI PT. KRAMA YUDHA RATU MOTOR Nama : Neneng Suryani NPM : 35412283 Jurusan : Teknik Industri Pembimbing : Dr. Emirul Bahar, ACSI
MEMPELAJARI KESEIMBANGAN LINI PERAKITAN CABIN TIPE SL PADA BAGIAN WELLDING DI PT. KRAMA YUDHA RATU MOTOR Nama : Neneng Suryani NPM : 35412283 Jurusan : Teknik Industri Pembimbing : Dr. Emirul Bahar, ACSI
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA 2.1 Perencanaan Tata Letak Fasilitas 2.1.1 Pengertian Perencanaan Fasilitas Perencanaan tata letak fasilitas termasuk kedalam bagian dari perancangan tata letak pabrik. Perencanaan
BAB II TINJAUAN PUSTAKA 2.1 Perencanaan Tata Letak Fasilitas 2.1.1 Pengertian Perencanaan Fasilitas Perencanaan tata letak fasilitas termasuk kedalam bagian dari perancangan tata letak pabrik. Perencanaan
BAB IV HASIL DAN PEMBAHASAN
 17 BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengumpulan Data Penelitian ini terpusat di departemen produksi 2 tempat berlangsungnya proses polishing. Dalam departemen produksi 2 terdapat empat line yaitu
17 BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengumpulan Data Penelitian ini terpusat di departemen produksi 2 tempat berlangsungnya proses polishing. Dalam departemen produksi 2 terdapat empat line yaitu
UNIVERSITAS BINA NUSANTARA
 UNIVERSITAS BINA NUSANTARA Jurusan Teknik Industri Skripsi Sarjana Semester Genap tahun 2007 / 2008 ANALISIS KELAYAKAN INVESTASI KONVEYOR DI STRIPPING AREA PT ASTRA HONDA MOTOR ALFI NIM : 1000835152 Abstrak
UNIVERSITAS BINA NUSANTARA Jurusan Teknik Industri Skripsi Sarjana Semester Genap tahun 2007 / 2008 ANALISIS KELAYAKAN INVESTASI KONVEYOR DI STRIPPING AREA PT ASTRA HONDA MOTOR ALFI NIM : 1000835152 Abstrak
BAB 3 METODOLOGI PENELITIAN
 BAB 3 METODOLOGI PENELITIAN 3.1 Model Penyelesaian Masalah Model penyelesaian masalah Analisis Kelayakan Proyek Pelepasan Bushing pada proses Die Casting adalah sebagai berikut:. Gambar 3.1 Model Penyelesaian
BAB 3 METODOLOGI PENELITIAN 3.1 Model Penyelesaian Masalah Model penyelesaian masalah Analisis Kelayakan Proyek Pelepasan Bushing pada proses Die Casting adalah sebagai berikut:. Gambar 3.1 Model Penyelesaian
BAB IV PENGUMPULAN, PENGOLAHAN DAN ANALISIS DATA
 BAB IV PENGUMPULAN, PENGOLAHAN DAN ANALISIS DATA 4.1 Sejarah Perusahaan PT.Palingda Nasional adalah perusahaan yang memproduksi VELG untuk kendaraan kategory 2-3 atau biasa digunakan oleh Truk & Bus. Velg
BAB IV PENGUMPULAN, PENGOLAHAN DAN ANALISIS DATA 4.1 Sejarah Perusahaan PT.Palingda Nasional adalah perusahaan yang memproduksi VELG untuk kendaraan kategory 2-3 atau biasa digunakan oleh Truk & Bus. Velg
Waktu kerja dalam satu bulan = (( 60 x 7 x 5 ) + ( 60 x 5 x1 )) x 2 x 4 = menit. = detik.
 + ( 60 x 5 x1 )) x 2 x 4 = menit. = detik.") BAB V HASIL DAN ANALISA Berdasarkan pengumpulan data dan pengukuran waktu yang sudah dilakukan pada tiap tiap proses, maka dapat dilakukan perhitungan kebutuhan mesin dan orang yang diperlukan untuk mencukupi
BAB V HASIL DAN ANALISA Berdasarkan pengumpulan data dan pengukuran waktu yang sudah dilakukan pada tiap tiap proses, maka dapat dilakukan perhitungan kebutuhan mesin dan orang yang diperlukan untuk mencukupi
BAB IV PEMBAHASAN DAN HASIL
 14 BAB IV PEMBAHASAN DAN HASIL 4.1 Metode Material Handling 4.1.1 Faktor Peralatan Material Handling yang digunakan Metode yang di gunakan untuk mengirim part dari part preparation ke Line Assembling Engine
14 BAB IV PEMBAHASAN DAN HASIL 4.1 Metode Material Handling 4.1.1 Faktor Peralatan Material Handling yang digunakan Metode yang di gunakan untuk mengirim part dari part preparation ke Line Assembling Engine
BAB IV PEMBUATAN SIMULASI MESIN PRES SIL OLI
 BAB IV PEMBUATAN SIMULASI MESIN PRES SIL OLI 4.1 Identifikasi dan Perumusan Masalah Telah dirumuskan di Bab 1.2 yaitu : Dengan melihat keadan line produksi sekarang dan data waktu (kosu) produksi saat
BAB IV PEMBUATAN SIMULASI MESIN PRES SIL OLI 4.1 Identifikasi dan Perumusan Masalah Telah dirumuskan di Bab 1.2 yaitu : Dengan melihat keadan line produksi sekarang dan data waktu (kosu) produksi saat
BAB 2 GAMBARAN UMUM PERUSAHAAN. Dimulai pada tahun 2001 sebagai perusahaan assembly, PT Pro Tec Indonesia
 BAB 2 GAMBARAN UMUM PERUSAHAAN 2.1 Latar Belakang Perusahaan Dimulai pada tahun 2001 sebagai perusahaan assembly, PT Pro Tec Indonesia (Pro Tec) merupakan perusahaan perakit komponen-komponen untuk perusahaan
BAB 2 GAMBARAN UMUM PERUSAHAAN 2.1 Latar Belakang Perusahaan Dimulai pada tahun 2001 sebagai perusahaan assembly, PT Pro Tec Indonesia (Pro Tec) merupakan perusahaan perakit komponen-komponen untuk perusahaan
BAB I PENDAHULUAN. adalah biaya yang timbul dari tata letak (Layout).Tata letak (Layout) sendiri
.Tata letak (Layout) sendiri") BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Perkembangan sistem manufaktur berdampak pada persaingan perusahaan yang cukup ketat. Banyak usaha yang dapat dilakukan suatu perusahaan agar dapat bertahan
BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Perkembangan sistem manufaktur berdampak pada persaingan perusahaan yang cukup ketat. Banyak usaha yang dapat dilakukan suatu perusahaan agar dapat bertahan
Manajemen Persediaan. Persediaan dan Strategi Penyediaan Barang. Dinar Nur Affini, SE., MM. Modul ke: Fakultas Ekonomi & Bisnis
 Manajemen Persediaan Modul ke: Persediaan dan Strategi Penyediaan Barang Fakultas Ekonomi & Bisnis Dinar Nur Affini, SE., MM. Program Studi Manajemen www.mercubuana.ac.id Barang Persediaan Barang Persediaan
Manajemen Persediaan Modul ke: Persediaan dan Strategi Penyediaan Barang Fakultas Ekonomi & Bisnis Dinar Nur Affini, SE., MM. Program Studi Manajemen www.mercubuana.ac.id Barang Persediaan Barang Persediaan
BAB IV PELAKSANAAN DAN PEMBAHASAN. DIAGRAM ALIR PROSES PENGELASAN DENGAN JENIS GMAW (Gas Metal Arc Welding) MULAI PEMASANGAN PART PENGELASAN PART
 MULAI PEMASANGAN PART PENGELASAN PART") 18 BAB IV PELAKSANAAN DAN PEMBAHASAN 4.1 ALUR PROSES DIAGRAM ALIR PROSES PENGELASAN DENGAN JENIS GMAW (Gas Metal Arc Welding) MULAI PEMASANGAN PART PENGELASAN PART INSPEKSI PART NG PERBAIKAN REPAIR OK
18 BAB IV PELAKSANAAN DAN PEMBAHASAN 4.1 ALUR PROSES DIAGRAM ALIR PROSES PENGELASAN DENGAN JENIS GMAW (Gas Metal Arc Welding) MULAI PEMASANGAN PART PENGELASAN PART INSPEKSI PART NG PERBAIKAN REPAIR OK
BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISA DATA
 35 BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISA DATA 4.1 Pengumpulan Data PT.Inti Pantja Press Industri memiliki flow process dalam penangan produk ( press part ) yang berlaku untuk semua produk sebelum dikirim
35 BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISA DATA 4.1 Pengumpulan Data PT.Inti Pantja Press Industri memiliki flow process dalam penangan produk ( press part ) yang berlaku untuk semua produk sebelum dikirim
ANALISIS PENINGKATAN WAKTU PELAYANAN PRODUKSI KENDARAAN BERMOTOR RODA DUA PADA PERUSAHAAN MANUFAKTUR
 ANALISIS PENINGKATAN WAKTU PELAYANAN PRODUKSI KENDARAAN BERMOTOR RODA DUA PADA PERUSAHAAN MANUFAKTUR Hernadewita (1), H e n d r a (2) (1) Staf Pengajar Sekolah Tinggi Manajemen Industri Departemen Perindustrian
ANALISIS PENINGKATAN WAKTU PELAYANAN PRODUKSI KENDARAAN BERMOTOR RODA DUA PADA PERUSAHAAN MANUFAKTUR Hernadewita (1), H e n d r a (2) (1) Staf Pengajar Sekolah Tinggi Manajemen Industri Departemen Perindustrian
UNIVERSITAS BINA NUSANTARA. Jurusan Teknik Industri Skripsi Sarjana Semester Ganjil Tahun 2006 / 2007
 UNIVERSITAS BINA NUSANTARA Jurusan Teknik Industri Skripsi Sarjana Semester Ganjil Tahun 2006 / 2007 USULAN PERBAIKAN STASIUN KERJA PADA QUALITY CONTROL INCOMING DEP. CTV DI PT. SHARP ELECTRONICS INDONESIA
UNIVERSITAS BINA NUSANTARA Jurusan Teknik Industri Skripsi Sarjana Semester Ganjil Tahun 2006 / 2007 USULAN PERBAIKAN STASIUN KERJA PADA QUALITY CONTROL INCOMING DEP. CTV DI PT. SHARP ELECTRONICS INDONESIA
Abstrak. Sakijo 1, Abdullah Merjani 2
 Peningkatan Produktivitas dengan Peubahan Lay Out Line di Departemen Step Motor PT.Japan Servo Batam Sakijo 1, Abdullah Merjani 2 1 Program Studi Teknik Industri, Universitas Riau Kepulauan Batam 2, Staf
Peningkatan Produktivitas dengan Peubahan Lay Out Line di Departemen Step Motor PT.Japan Servo Batam Sakijo 1, Abdullah Merjani 2 1 Program Studi Teknik Industri, Universitas Riau Kepulauan Batam 2, Staf
BAB II TINJAUAN PUSTAKA. oleh para konsumen dalam memenuhi kebutuhannya. Kualitas yang baik
 BAB II TINJAUAN PUSTAKA A. Pengertian Kualitas Kualitas merupakan aspek yang harus diperhatikan oleh perusahaan, karena kualitas merupakan aspek utama yang diperhatikan oleh para konsumen dalam memenuhi
BAB II TINJAUAN PUSTAKA A. Pengertian Kualitas Kualitas merupakan aspek yang harus diperhatikan oleh perusahaan, karena kualitas merupakan aspek utama yang diperhatikan oleh para konsumen dalam memenuhi
BAB I PENDAHULUAN. Kegiatan produksi dan operasi merupakan kegiatan yang paling pokok
 BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Keseimbangan Lintasan berkaitan dengan bagaimana operasi yang ditunjuk pada stasiun kerja dapat dioptimalkan melalui menyeimbangkan kegiatan yang ditugaskan
BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Keseimbangan Lintasan berkaitan dengan bagaimana operasi yang ditunjuk pada stasiun kerja dapat dioptimalkan melalui menyeimbangkan kegiatan yang ditugaskan
PERANCANGAN ULANG TATA LETAK FASILITAS PABRIK PEMBUATAN RANGKA MEJA PING-PONG PADA CV SHIAMIQ TERANG ABADI
 PERANCANGAN ULANG TATA LETAK FASILITAS PABRIK PEMBUATAN RANGKA MEJA PING-PONG PADA CV SHIAMIQ TERANG ABADI Ade Putri K 1, Alifah K 2, Finda Arwi M 3, Rizqy W 4, Virda Hersy L. S 5, Wakhid Ahmad Jauhari
PERANCANGAN ULANG TATA LETAK FASILITAS PABRIK PEMBUATAN RANGKA MEJA PING-PONG PADA CV SHIAMIQ TERANG ABADI Ade Putri K 1, Alifah K 2, Finda Arwi M 3, Rizqy W 4, Virda Hersy L. S 5, Wakhid Ahmad Jauhari
II.12 Methods Time Measurement (MTM-1)... II-18 II.13 Bagan Analisa... II-30 II.14 Pengukuran Antropometri... II-30 II.15 Perhitungan Persentil...
... II-18 II.13 Bagan Analisa... II-30 II.14 Pengukuran Antropometri... II-30 II.15 Perhitungan Persentil...") ABSTRAK PT. Berdikari Metal Engineering memproduksi berbagai macam bagian sparepart motor. Masalah yang dihadapi perusahaan adalah keinginan perusahaan untuk meningkatkan efisiensi waktu produksi. Dalam
ABSTRAK PT. Berdikari Metal Engineering memproduksi berbagai macam bagian sparepart motor. Masalah yang dihadapi perusahaan adalah keinginan perusahaan untuk meningkatkan efisiensi waktu produksi. Dalam
MEMPELAJARI PERAMALAN PRODUKSI REAR ARM TIPE 1PA PADA PT. MITSUBA INDONESIA PIPE PARTS
 MEMPELAJARI PERAMALAN PRODUKSI REAR ARM TIPE 1PA PADA PT. MITSUBA INDONESIA PIPE PARTS Nama : Mega Mila Ayu NPM : 34412513 Jurusan : Teknik Industri Pembimbing : Anita, ST., MT LATAR BELAKANG Permintaan
MEMPELAJARI PERAMALAN PRODUKSI REAR ARM TIPE 1PA PADA PT. MITSUBA INDONESIA PIPE PARTS Nama : Mega Mila Ayu NPM : 34412513 Jurusan : Teknik Industri Pembimbing : Anita, ST., MT LATAR BELAKANG Permintaan
BAB I PENDAHULUAN 1.1 Latar Belakang
 BAB I PENDAHULUAN 1.1 Latar Belakang Sarana transportasi umum yang buruk dan tidak memadai membuat masyarakat Indonesia enggan untuk memanfaatkannya. Dengan tingkat kesejahteraan dan daya beli masyarakat
BAB I PENDAHULUAN 1.1 Latar Belakang Sarana transportasi umum yang buruk dan tidak memadai membuat masyarakat Indonesia enggan untuk memanfaatkannya. Dengan tingkat kesejahteraan dan daya beli masyarakat
Manajemen Persediaan. Gambaran Umum Persediaan dan Strategi Manajemen Persediaan. Hesti Maheswari SE., M.Si. Modul ke: 01Fakultas Ekonomi dan Bisnis
 Modul ke: 01Fakultas Ekonomi dan Bisnis Manajemen Persediaan Gambaran Umum Persediaan dan Strategi Manajemen Persediaan Hesti Maheswari SE., M.Si Program Studi S1 Manajemen Definisi Barang persediaa adalah
Modul ke: 01Fakultas Ekonomi dan Bisnis Manajemen Persediaan Gambaran Umum Persediaan dan Strategi Manajemen Persediaan Hesti Maheswari SE., M.Si Program Studi S1 Manajemen Definisi Barang persediaa adalah
BAB 1 PENDAHULUAN. 1.1 Latar Belakang
 1 BAB 1 PENDAHULUAN 1.1 Latar Belakang PT. Jaya Pandu Nusantara yang berdiri sejak 20 Oktober 1994 dengan luas area 2.040 m 2 yang sampai dengan saat ini dipimpin oleh Bapak Alex Santoso merupakan perusahaan
1 BAB 1 PENDAHULUAN 1.1 Latar Belakang PT. Jaya Pandu Nusantara yang berdiri sejak 20 Oktober 1994 dengan luas area 2.040 m 2 yang sampai dengan saat ini dipimpin oleh Bapak Alex Santoso merupakan perusahaan
BAB I PENDAHULUAN. tetap menjaga mutu dan produktivitasnya untuk dapat bersaing di pasar dunia, maka PT
 1 BAB I PENDAHULUAN 1.1 LATAR BELAKANG Seiring dengan kemajuan teknologi dan saratnya persaingan pasar dibidang komponen automotive, maka perusahaan komponen automotive khususnya filter, harus tetap menjaga
1 BAB I PENDAHULUAN 1.1 LATAR BELAKANG Seiring dengan kemajuan teknologi dan saratnya persaingan pasar dibidang komponen automotive, maka perusahaan komponen automotive khususnya filter, harus tetap menjaga
Nama : Dandi Yudha Aditya NPM : Jurusan : Teknik Industri Pembimbing : Dr. Ir. Dian Kemala Putri, MT
 Mempelajari Peringkat Kinerja Operator Pada Perakitan Komponen Out Side View Mirror (kaca spion) dan Opening Trim Pada Kendaraan Colt Diesel Maru-T tipe 304 TD di PT. Krama Yudha Ratu Motor Nama : Dandi
Mempelajari Peringkat Kinerja Operator Pada Perakitan Komponen Out Side View Mirror (kaca spion) dan Opening Trim Pada Kendaraan Colt Diesel Maru-T tipe 304 TD di PT. Krama Yudha Ratu Motor Nama : Dandi
PENDAHULUAN DEFINISI, RUANG LINGKUP, TUJUAN, DAN PROSEDUR PERANCANGAN FASILITAS
 PENDAHULUAN DEFINISI, RUANG LINGKUP, TUJUAN, DAN PROSEDUR PERANCANGAN FASILITAS 7 Definisi Pabrik Pabrik/Industri setiap tempat dimana faktor-faktor seperti : manusia, mesin dan peralatan (fasilitas) produksi
PENDAHULUAN DEFINISI, RUANG LINGKUP, TUJUAN, DAN PROSEDUR PERANCANGAN FASILITAS 7 Definisi Pabrik Pabrik/Industri setiap tempat dimana faktor-faktor seperti : manusia, mesin dan peralatan (fasilitas) produksi
BAB I PENDAHULUAN. kegiatan yang dapat meningkatkan nilai tambah (value added) produk (barang dan
 produk (barang dan") BAB I PENDAHULUAN 1.1. Latar Belakang Penelitian Dalam usaha peningkatan produktivitas, perusahaan harus mengetahui kegiatan yang dapat meningkatkan nilai tambah (value added) produk (barang dan jasa)
BAB I PENDAHULUAN 1.1. Latar Belakang Penelitian Dalam usaha peningkatan produktivitas, perusahaan harus mengetahui kegiatan yang dapat meningkatkan nilai tambah (value added) produk (barang dan jasa)
BAB I PENDAHULUAN. 1.1 Latar Belakang. Setiap perusahaan akan dihadapkan dengan era persaingan pasar global,
 BAB I PENDAHULUAN 1.1 Latar Belakang Setiap perusahaan akan dihadapkan dengan era persaingan pasar global, dimana harus menghadapi persaingan ketat dengan perusahaan-perusahaan diseluruh dunia. Perkembangan
BAB I PENDAHULUAN 1.1 Latar Belakang Setiap perusahaan akan dihadapkan dengan era persaingan pasar global, dimana harus menghadapi persaingan ketat dengan perusahaan-perusahaan diseluruh dunia. Perkembangan
BAB 3 METODOLOGI PENELITIAN
 BAB 3 METODOLOGI PENELITIAN 3.1 Diagram Alir Metodologi Penelitian Dalam melakukan proses penulisan laporan tugas akhir mengenai perancangan sistem kerja dari proses perakitan engine, penulis melakukan
BAB 3 METODOLOGI PENELITIAN 3.1 Diagram Alir Metodologi Penelitian Dalam melakukan proses penulisan laporan tugas akhir mengenai perancangan sistem kerja dari proses perakitan engine, penulis melakukan
BAB 3 METODOLOGI PENELITIAN
 BAB 3 METODOLOGI PENELITIAN Penulis melakukan penelitian di CV.Karya Logam dengan menggunakan tahapan-tahapan penelitian. Tahapan-tahapan penelitian tersebut antara lain : 3.1. Studi Lapangan Studi lapangan
BAB 3 METODOLOGI PENELITIAN Penulis melakukan penelitian di CV.Karya Logam dengan menggunakan tahapan-tahapan penelitian. Tahapan-tahapan penelitian tersebut antara lain : 3.1. Studi Lapangan Studi lapangan
PERANCANGAN TEKNIK INDUSTRI 2
 PERANCANGAN TEKNIK INDUSTRI 2 PROJECT 4 PERANCANGAN TATA LETAK FASILITAS LABORATORIUM TEKNIK INDUSTRI PROJECT 4 PERANCANGAN TATA LETAK FASILITAS 5.1 TUJUAN PRAKTIKUM Project ini bertujuan agar tiap-tiap
PERANCANGAN TEKNIK INDUSTRI 2 PROJECT 4 PERANCANGAN TATA LETAK FASILITAS LABORATORIUM TEKNIK INDUSTRI PROJECT 4 PERANCANGAN TATA LETAK FASILITAS 5.1 TUJUAN PRAKTIKUM Project ini bertujuan agar tiap-tiap
BAB I PENDAHULUAN. berkembang dari waktu ke waktu yang menuntut semua instansi industri untuk
 1 BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Sejalan dengan kemajuan jaman yang semakin pesat, dunia industri semakin berkembang dari waktu ke waktu yang menuntut semua instansi industri untuk memperbaiki
1 BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Sejalan dengan kemajuan jaman yang semakin pesat, dunia industri semakin berkembang dari waktu ke waktu yang menuntut semua instansi industri untuk memperbaiki
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN 3.1 Metodologi Penelitian Keberhasilan suatu penelitian sangat ditentukan oleh langkah-langkah penelitian yang baik, sehingga penelitian tersebut dapat menghasilkan suatu bentuk
BAB III METODE PENELITIAN 3.1 Metodologi Penelitian Keberhasilan suatu penelitian sangat ditentukan oleh langkah-langkah penelitian yang baik, sehingga penelitian tersebut dapat menghasilkan suatu bentuk
BAB V ANALISIS HASIL
 BAB V ANALISIS HASIL Berdasarkan pengumpulan dan pengolahan data yang ada pada bab sebelumnya, maka akan dilakukan analisis guna mengetahui hasil yang lebih optimal. Pembahasan ini dilakukan untuk memberikan
BAB V ANALISIS HASIL Berdasarkan pengumpulan dan pengolahan data yang ada pada bab sebelumnya, maka akan dilakukan analisis guna mengetahui hasil yang lebih optimal. Pembahasan ini dilakukan untuk memberikan
BAB III PROSES PENGECATAN
 BAB III PROSES PENGECATAN 3.1 JENIS PRODUK Adapun jenis produk yang akan dicat yaitu pada bagian depan motor YAMAHA JUPITER MX (front fender), dan untuk proses pengecatan dilakukan hanya pada permukaan
BAB III PROSES PENGECATAN 3.1 JENIS PRODUK Adapun jenis produk yang akan dicat yaitu pada bagian depan motor YAMAHA JUPITER MX (front fender), dan untuk proses pengecatan dilakukan hanya pada permukaan
Perancangan Tata Letak
 1 TIN314 Perancangan Tata Letak Fasilitas Perancangan Tata Letak 2 Definisi: pengaturan tata letak fasilitasfasilitas operasi dengan memanfaatkan area yang tersedia untuk penempatan mesin-mesin, bahan-bahan,
1 TIN314 Perancangan Tata Letak Fasilitas Perancangan Tata Letak 2 Definisi: pengaturan tata letak fasilitasfasilitas operasi dengan memanfaatkan area yang tersedia untuk penempatan mesin-mesin, bahan-bahan,
BAB 7 KESIMPULAN DAN SARAN
 Bab 7 Kesimpulan dan Saran BAB 7 KESIMPULAN DAN SARAN 7.1 Kesimpulan Berdasarkan hasil pengolahan data dan analisis yang telah dilakukan pada bab sebelumnya, maka dapat disimpulkan hal-hal berikut ini
Bab 7 Kesimpulan dan Saran BAB 7 KESIMPULAN DAN SARAN 7.1 Kesimpulan Berdasarkan hasil pengolahan data dan analisis yang telah dilakukan pada bab sebelumnya, maka dapat disimpulkan hal-hal berikut ini
BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISIS DATA
 BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISIS DATA 4.1. Pengumpulan Data Seksi A-LC2 memiliki tiga lokasi penyimpanan yang letaknya terpisah sesuai dengan karakteristik masing-masing komponen, yaitu komponen
BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISIS DATA 4.1. Pengumpulan Data Seksi A-LC2 memiliki tiga lokasi penyimpanan yang letaknya terpisah sesuai dengan karakteristik masing-masing komponen, yaitu komponen
BAB 1 PENDAHULUAN. Setiap industri manufaktur membutuhkan gerak yang optimal pada keseluruhan
 1 BAB 1 PENDAHULUAN 1.1 Latar Belakang Setiap industri manufaktur membutuhkan gerak yang optimal pada keseluruhan sistemnya agar dapat meningkatkan kualitas produk dan pelayanannya untuk mempertahankan
1 BAB 1 PENDAHULUAN 1.1 Latar Belakang Setiap industri manufaktur membutuhkan gerak yang optimal pada keseluruhan sistemnya agar dapat meningkatkan kualitas produk dan pelayanannya untuk mempertahankan
ERGONOMI & APK - I KULIAH 4: PETA KERJA
 ERGONOMI & APK - I KULIAH 4: PETA KERJA By: Rini Halila Nasution, ST, MT DEFINISI Peta kerja merupakan salah satu alat yang sistematis dan jelas untuk berkomunikasi secara luas dan sekaligus melalui petapeta
ERGONOMI & APK - I KULIAH 4: PETA KERJA By: Rini Halila Nasution, ST, MT DEFINISI Peta kerja merupakan salah satu alat yang sistematis dan jelas untuk berkomunikasi secara luas dan sekaligus melalui petapeta
ANALISIS ASSEMBLY LINE BALANCING PRODUK HEAD LAMP TYPE K59A DENGAN PENDEKATAN METODE HELGESON-BIRNIE Studi Kasus PT. Indonesia Stanley electric
 ANALISIS ASSEMBLY LINE BALANCING PRODUK HEAD LAMP TYPE K59A DENGAN PENDEKATAN METODE HELGESON-BIRNIE Studi Kasus PT. Indonesia Stanley electric Abstrak Heru Saptono 1),Alif Wardani 2) JurusanTeknikMesin,
ANALISIS ASSEMBLY LINE BALANCING PRODUK HEAD LAMP TYPE K59A DENGAN PENDEKATAN METODE HELGESON-BIRNIE Studi Kasus PT. Indonesia Stanley electric Abstrak Heru Saptono 1),Alif Wardani 2) JurusanTeknikMesin,
BAB 4 HASIL DAN PEMBAHASAN
 66 BAB 4 HASIL DAN PEMBAHASAN 4.1 Pengumpulan Data Dari seluruh data yang telah dikumpulkan, dilakukan pengolahan data yang dapat dilihat secara keseluruhan pada lampiran. 4.2 Analisis Data 4.2.1 OPC (Operation
66 BAB 4 HASIL DAN PEMBAHASAN 4.1 Pengumpulan Data Dari seluruh data yang telah dikumpulkan, dilakukan pengolahan data yang dapat dilihat secara keseluruhan pada lampiran. 4.2 Analisis Data 4.2.1 OPC (Operation
ABSTRAK. Universitas Kristen Maranatha
 ABSTRAK PT Indta Pramatajaya merupakan perusahaan yang bergerak di bidang manufaktur pembuatan sparepart mobil dan motor. Bahan produksi yang digunakan oleh perusahaan semuanya adalah logam seperti pada
ABSTRAK PT Indta Pramatajaya merupakan perusahaan yang bergerak di bidang manufaktur pembuatan sparepart mobil dan motor. Bahan produksi yang digunakan oleh perusahaan semuanya adalah logam seperti pada
Analisis Kebutuhan Man Power dan Line Balancing Jalur Supply Body 3 D01N PT. Astra Daihatsu Motor Karawang Assembly Plant (KAP)
") Analisis Kebutuhan Man Power dan Line Balancing Jalur Supply Body 3 D01N PT. Astra Daihatsu Motor Karawang Assembly Plant (KAP) Umi marfuah 1), Cholis Nur Alfiat 2) Teknik Industri Universitas Muhammadiyah
Analisis Kebutuhan Man Power dan Line Balancing Jalur Supply Body 3 D01N PT. Astra Daihatsu Motor Karawang Assembly Plant (KAP) Umi marfuah 1), Cholis Nur Alfiat 2) Teknik Industri Universitas Muhammadiyah
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA
 BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1 Pengaturan Jam Kerja Berikut adalah kebijakan jam kerja di PT. XX Tabel 4.1 Jam Kerja Reguler Reguler Hari Jam Kerja Istirahat Total Waktu Kerja Senin - Kamis
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1 Pengaturan Jam Kerja Berikut adalah kebijakan jam kerja di PT. XX Tabel 4.1 Jam Kerja Reguler Reguler Hari Jam Kerja Istirahat Total Waktu Kerja Senin - Kamis
Analisis Line Efficiency pada Proses Assembly Produk F-25TGU pada Business Unit Fan PT Panasonic Manufacturing Indonesia
 Analisis Line Efficiency pada Proses Assembly Produk F-25TGU pada Business Unit Fan PT Panasonic Manufacturing Indonesia Stephani Diesya Floratiara 1), Ilham Priadythama 2) 1,2) Program Studi Teknik Industri,
Analisis Line Efficiency pada Proses Assembly Produk F-25TGU pada Business Unit Fan PT Panasonic Manufacturing Indonesia Stephani Diesya Floratiara 1), Ilham Priadythama 2) 1,2) Program Studi Teknik Industri,
BAB I PENDAHULUAN. 1.1 Latar belakang
 BAB I PENDAHULUAN 1.1 Latar belakang Pemerintah telah berkomitmen untuk merealisasikan penyediaan listrik sebesar 35 ribu Megawatt (MW) dalam jangka waktu 5 tahun (2014-2019). Sepanjang 5 tahun kedepan,
BAB I PENDAHULUAN 1.1 Latar belakang Pemerintah telah berkomitmen untuk merealisasikan penyediaan listrik sebesar 35 ribu Megawatt (MW) dalam jangka waktu 5 tahun (2014-2019). Sepanjang 5 tahun kedepan,
BAB I PENDAHULUAN 1.1. LATAR BELAKANG
 BAB I PENDAHULUAN 1.1. LATAR BELAKANG Masalah utama dalam aktivitas produksi ditinjau dari segi kegiatan / proses produksi adalah bergeraknya material dari satu proses ke proses produksi berikutnya. Untuk
BAB I PENDAHULUAN 1.1. LATAR BELAKANG Masalah utama dalam aktivitas produksi ditinjau dari segi kegiatan / proses produksi adalah bergeraknya material dari satu proses ke proses produksi berikutnya. Untuk
BAB 2 GAMBARAN UMUM PERUSAHAAN
 BAB 2 GAMBARAN UMUM PERUSAHAAN 2.1 Sejarah Perusahaan PT. Roda Prima Lancar dahulu bernama PT. Roda Pelita Cycle Industri yang didirikan pada pertengahan bulan Oktober 1982. Perusahaan ini adalah perusahaan
BAB 2 GAMBARAN UMUM PERUSAHAAN 2.1 Sejarah Perusahaan PT. Roda Prima Lancar dahulu bernama PT. Roda Pelita Cycle Industri yang didirikan pada pertengahan bulan Oktober 1982. Perusahaan ini adalah perusahaan
BAB 3 METODOLOGI PEMECAHAN MASALAH
 BAB 3 METODOLOGI PEMECAHAN MASALAH Kerangka pemecahan masalah atau biasa disebut dengan metodologi penelitian adalah suatu proses berpikir dari menentukan masalah, melakukan pengumpulan data baik melalui
BAB 3 METODOLOGI PEMECAHAN MASALAH Kerangka pemecahan masalah atau biasa disebut dengan metodologi penelitian adalah suatu proses berpikir dari menentukan masalah, melakukan pengumpulan data baik melalui
BAB 2 LANDASAN TEORI
 BAB 2 LANDASAN TEORI 2.1 Tinjauan Pustaka 2.1.1 Pengertian Tata Letak Pabrik atau Fasilitas Tata letak pabrik atau fasilitas produksi dan area kerja adalah masalah yang kerap kali kita jumpai dalam teknik
BAB 2 LANDASAN TEORI 2.1 Tinjauan Pustaka 2.1.1 Pengertian Tata Letak Pabrik atau Fasilitas Tata letak pabrik atau fasilitas produksi dan area kerja adalah masalah yang kerap kali kita jumpai dalam teknik
BAB 1 PENDAHULUAN 1.1. Latar Belakang
 BAB 1 PENDAHULUAN 1.1. Latar Belakang Perancangan tata letak fasilitas manufaktur dapat berpengaruh secara langsung terhadap aliran material didalam pabrik. Tata letak pabrik yang baik dapat memberikan
BAB 1 PENDAHULUAN 1.1. Latar Belakang Perancangan tata letak fasilitas manufaktur dapat berpengaruh secara langsung terhadap aliran material didalam pabrik. Tata letak pabrik yang baik dapat memberikan
BAB 7 KESIMPULAN DAN SARAN
 BAB 7 KESIMPULAN DAN SARAN 7.1 Kesimpulan Berdasarkan pengolahan dan analisis data yang telah dilakukan, maka dapat disimpulkan beberapa hal berikut ini : 1. Prinsip ekonomi gerakan yang dihubungkan dengan
BAB 7 KESIMPULAN DAN SARAN 7.1 Kesimpulan Berdasarkan pengolahan dan analisis data yang telah dilakukan, maka dapat disimpulkan beberapa hal berikut ini : 1. Prinsip ekonomi gerakan yang dihubungkan dengan
BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISIS DATA
 BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISIS DATA 4.1 Sejarah perusahaan 4.1.1 Sejarah Singkat Berdiri PT. Inti Pantja Press Industri merupakan salah satu perusahaan yang tergabung dalam group Astra Motor
BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISIS DATA 4.1 Sejarah perusahaan 4.1.1 Sejarah Singkat Berdiri PT. Inti Pantja Press Industri merupakan salah satu perusahaan yang tergabung dalam group Astra Motor
BAB II LANDASAN TEORI. Toyota Production System atau yang biasa disingkat menjadi TPS. TPS adalah
 BAB II LANDASAN TEORI 2.1 Toyota Production System Toyota Production System atau yang biasa disingkat menjadi TPS. TPS adalah aktivitas pada tingkat keseluruhan perusahaan berdasarkan pada kesadaran untuk
BAB II LANDASAN TEORI 2.1 Toyota Production System Toyota Production System atau yang biasa disingkat menjadi TPS. TPS adalah aktivitas pada tingkat keseluruhan perusahaan berdasarkan pada kesadaran untuk
Pengoptimalan Jumlah Man Power dengan Metode Work Force Analysis
 Pengoptimalan Jumlah Man Power dengan Metode Work Force Analysis Christian Wibisono 1*, I Nyoman Sutapa 2 Abstract: The purpose of this study is to minimize man power cost. The main problem of this company
Pengoptimalan Jumlah Man Power dengan Metode Work Force Analysis Christian Wibisono 1*, I Nyoman Sutapa 2 Abstract: The purpose of this study is to minimize man power cost. The main problem of this company
BAB V KESIMPULAN DAN REKOMENDASI Mengetahui cara mengoperasian mesin las GMAW
 30 BAB V KESIMPULAN DAN REKOMENDASI 5.1 KESIMPULAN 5.1.1 Mengetahui cara mengoperasian mesin las GMAW mesin las GMAW ini adalah mesin las yang menggunakan shielding gas. Shielding gas berfungsi sebagai
30 BAB V KESIMPULAN DAN REKOMENDASI 5.1 KESIMPULAN 5.1.1 Mengetahui cara mengoperasian mesin las GMAW mesin las GMAW ini adalah mesin las yang menggunakan shielding gas. Shielding gas berfungsi sebagai
BAB 4 HASIL DAN PEMBAHASAN
 BAB 4 35 HASIL DAN PEMBAHASAN Bagian ini adalah salah satu bagian penting dari laporan ini yang berisi datadata yang diperlukan untuk mengerjakan tugas akhir ini. Bagian ini diawali dengan hasil pengumpulan
BAB 4 35 HASIL DAN PEMBAHASAN Bagian ini adalah salah satu bagian penting dari laporan ini yang berisi datadata yang diperlukan untuk mengerjakan tugas akhir ini. Bagian ini diawali dengan hasil pengumpulan
BAB 1 PENDAHULUAN 1-1
 BAB 1 PENDAHULUAN 1.1 Latar Belakang Masalah PT. X adalah suatu perusahaan yang bergerak dalam bidang produksi sepeda motor dan beberapa jenis spare part. Sepeda motor yang dihasilkan ialah sepeda motor
BAB 1 PENDAHULUAN 1.1 Latar Belakang Masalah PT. X adalah suatu perusahaan yang bergerak dalam bidang produksi sepeda motor dan beberapa jenis spare part. Sepeda motor yang dihasilkan ialah sepeda motor