TUGAS AKHIR PERANCANGAN DAN PEMBUATAN ALAT PELEPAS FLENS PADA POROS PROPELLER DENGAN HYDROLIC JACK
|
|
|
- Budi Tanuwidjaja
- 6 tahun lalu
- Tontonan:
Transkripsi
1 TUGAS AKHIR PERANCANGAN DAN PEMBUATAN ALAT PELEPAS FLENS PADA POROS PROPELLER DENGAN HYDROLIC JACK Pelaksana : 1. Dodiek Kurniawan ( ) 2. Marsetyo Putra A W ( )
2 BAB I PENDAHULUAN 1.1 Latar Belakang Pada tugas akhir ini akan dibuat alat bantu pelepasan flens pada poros propeller dengan memanfaatkan tenaga hydrolick jack (dongkrak hidrolik). Proses pelepasan flens pada poros propeller yang ada di lapanagan biasanya dilepas dengan cara dipukul menggunakan palu besar dan bahkan diikuti pemanasan dengan las OAW (Oxy Acitelin Welding), yang merupakan campuran gas asitelin dengan oksigen. Cara tersebut dirasa kurang efektif dan tidak efisien, karena dapat merusak konstruksi flens yang mengakibatkan flens benkok. Dari hal tersebut kami memanfaatkan tenaga hidrolik untuk membuat alat pelepas flens pada poros propeller. 1.2 Perumusan masalah Pokok permasalahan yang akan dibahas dalam pembuatan alat ini adalah : 1. Bagaimana cara alat tersebut dapat melepas flens pada poros propeller dengan memanfaatkan tenaga hydrolic jack. 2. Perhitungan tekanan bidang antara flens dengan poros propeller. 3. Penentuan pemilihan material untuk konstruksi alat.
3 1.3 Batasan Masalah Perencanaan alat ini hanya terbatas dalam masalah pelepasan flens pada kapal Tug Boat yang diameter flens maksimal 350 mm dan diameter minimal 224 mm, serta menyesuaikan dengan besarnya gaya yang ada pada hydrolic jack. Dalam hal ini tidak dibahas masalah-masalah yang berhubungan dengan pembuatan hydrolic jack dan fluida yang digunakan. 1.4 Tujuan penelitian Menghitung tekanan yang ada pada flens dengan diameter flens maksimal 350 mm dan poros propeller dengan diameter 102 mm. Menghitung tekanan dari sistem hidrolis (hydrolic jack) sebagai alat bantu pembuka flens Sehingga, dongkrak hidrolis mampu melepas dan mempercepat pelepasan flens.
4 1.5 Manfaat Alat pelepas flens pada poros propeller yang di buat ini diharapkan dapat digunakan di tempat yang sempit seperti di dalam kamar mesin yang sulit terjangkau oleh peralatan berat. Dan dapat digunakan oleh semua galangan kapal yang bergerak di bidang reparasi kapal yang masih menggunakan peralatan konfensional.
5 BAB II TINJAUAN PUSTAKA 2.1 Pemilihan material Pada perancangan ini kami memilih material baja untuk penyangga hydrolic jack dan untuk stang penarik menggunakan batang baja yang difinis dingin S55C-D dengan kekuatan tarik 72 kg/mm 2. Di bawah ini tabel batang baja yang difinis dingin. Standar dan Kekuatan tarik macam Lambang (kg/mm) Keterangan Batang baja ditarik dingin yang difinis dingin S35C-D 53 digerinda, di S45C-D 60 bubut, atau S55C-D 72 Gabungan hal-hal tersebut Tabel. Batang baja yang difinis dingin
6 3.1. Diagram alir penyelesaian tugas BAB III METODOLOGI PENELITIAN
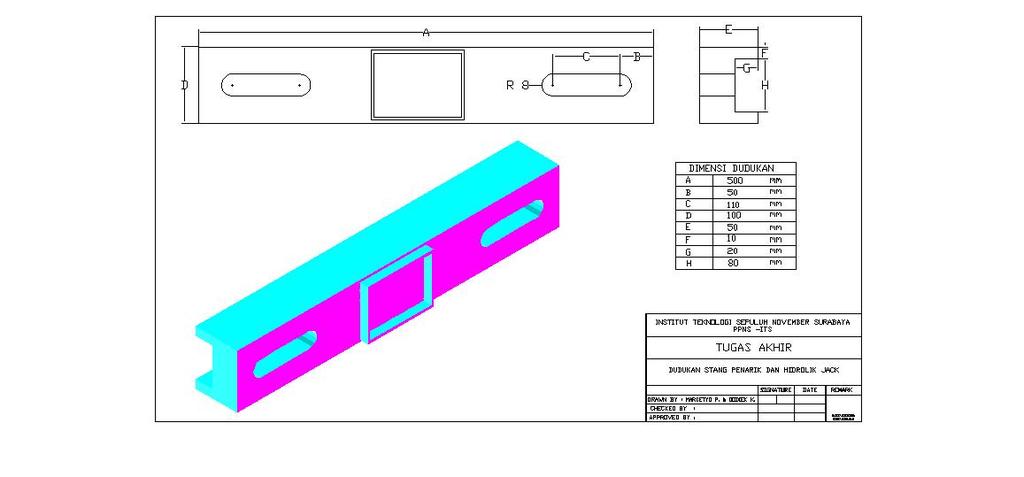
7 BAB IV PROSES MANUFAKTUR 4.1 Penyediaan material Material-material yang dibutuhkan dalam perencanaan pembuatan alat semua harus tersedia. Material-material tersebut diantaranya : 1. Besi batangan dengan jenis tipe JIS S55C-D yang telah dipesan dengan 2 ukuran antara lain yaitu: Pertama untuk setang penarik dengan tebal 3 cm, panjang 35 cm,dan lebar 20 cm kemudian, yang kedua untuk dudukan setang penarik dan dongkrak hidrolik dengan tebal 3 cm, panjang 50 cm, dan lebar 15 cm. 2. Pelat model L. 3.Baut sebanyak 4 buah dan mur sebanyak 2 buah. 4.Dongkrak hidrolik dengan kapasitas 2 ton.

8 Gambar desain stang penarik



9 Gambar desain dudukan utama



10 Gambar penempatan dongkrak hidrolik



11 Gambar alat telah dirakit
12 BAB V KESIMPULAN & SARAN 5.1 Kesimpulan Perancangan dan pembuatan alat pelepas flens pada poros propeller ini menggunakan hidrolik jack yang mempunyai kapasitas 20 kn mampu melepas flens pada poros propeller dengan diameter 350 mm dan memiliki tekanan bidang permukaan dalam flens tehadap poros sebesar 2990,61 N/m². Untuk melepas flens dimana lokasi pelepasan berada pada ruangan yang sangat sempit dan terbatas untuk ruang gerak, maka diperlukan : 1. Dongkrak hidrolik dengan tekanan lebih besar dan mempunyai konstruksi yang pendek. 2. Diperlukan stang penarik yang pendek agar tidak memakan banyak tempat saat proses pelepasan flens pada poros propeller. Sebagai upaya untuk membuat alat menjadi efesien waktu dan efesien tempat.
13 5.2 Saran Dengan terselesainya tugas akhir ini penulis menyadari adanya kekurangan kekurangan terhadap Alat pelepas flens pada poros propeller antara lain : 1. Konstruksi dongkrak hidrolik yang kurang pendek. 2. Stang penarik kurang pendek sehingga memerlukan waktu untuk menarik poros propeller untuk memberikan space yang pas untuk pemasangan alat. Untuk penyempurnaanproduk dapat dilakukan hal sebagi berikut : 1. Menggunakan dongkrak dengan konstruksi yang lebih pendek dan memiliki tekanan yang lebih besar dari tekanan bidang permukaan dalam flens pada poros propeller. 2. Memperpendek stang penarik, (dalam hal ini agar alat sendiri tidak banyak memakan tempat pada saat pemasangan karena setang penarik terlalu panjang.)
14 GAMBAR DESAIN ALAT
15

16
17 A N DAN A A
BAB I PENDAHULUAN. Ball Bearing merupakan komponen permesinan yang sering mengalami
 BAB I PENDAHULUAN 1.1 LATAR BELAKANG Ball Bearing merupakan komponen permesinan yang sering mengalami penggantian yang disebabkan oleh keausan atau masa pakai yang sudah tercapai, dalam prakteknya alat
BAB I PENDAHULUAN 1.1 LATAR BELAKANG Ball Bearing merupakan komponen permesinan yang sering mengalami penggantian yang disebabkan oleh keausan atau masa pakai yang sudah tercapai, dalam prakteknya alat
BAB III METODE PROYEK AKHIR. Motor dengan alamat jalan raya Candimas Natar. Waktu terselesainya pembuatan mesin
 BAB III METODE PROYEK AKHIR A. Waktu dan Tempat Tempat pembuatan dan perakitan mesin pemotong kerupuk ini di lakukan di Bengkel Kurnia Motor dengan alamat jalan raya Candimas Natar. Waktu terselesainya
BAB III METODE PROYEK AKHIR A. Waktu dan Tempat Tempat pembuatan dan perakitan mesin pemotong kerupuk ini di lakukan di Bengkel Kurnia Motor dengan alamat jalan raya Candimas Natar. Waktu terselesainya
BAB III PROSES MANUFAKTUR. yang dilakukan dalam proses manufaktur mesin pembuat tepung ini adalah : Mulai. Pengumpulan data.
 BAB III PROSES MANUFAKTUR 3.1. Metode Proses Manufaktur Proses yang dilakukan untuk pembuatan mesin pembuat tepung ini berkaitan dengan proses manufaktur dari mesin tersebut. Proses manufaktur merupakan
BAB III PROSES MANUFAKTUR 3.1. Metode Proses Manufaktur Proses yang dilakukan untuk pembuatan mesin pembuat tepung ini berkaitan dengan proses manufaktur dari mesin tersebut. Proses manufaktur merupakan
III. METODE PEMBUATAN. Tempat pembuatan mesin pengaduk adonan kerupuk ini di bengkel las dan bubut
 16 III. METODE PEMBUATAN A. Waktu dan Tempat Tempat pembuatan mesin pengaduk adonan kerupuk ini di bengkel las dan bubut Amanah, jalan raya candimas Natar, Lampung Selatan. Pembuatan mesin pengaduk adonan
16 III. METODE PEMBUATAN A. Waktu dan Tempat Tempat pembuatan mesin pengaduk adonan kerupuk ini di bengkel las dan bubut Amanah, jalan raya candimas Natar, Lampung Selatan. Pembuatan mesin pengaduk adonan
BAB III PERENCANAAN DAN GAMBAR
 BAB III PERENCANAAN DAN GAMBAR 3.1 Diagram Alir Proses Perancangan Proses perancangan mesin peniris minyak pada kacang seperti terlihat pada gambar 3.1 berikut ini: Mulai Studi Literatur Gambar Sketsa
BAB III PERENCANAAN DAN GAMBAR 3.1 Diagram Alir Proses Perancangan Proses perancangan mesin peniris minyak pada kacang seperti terlihat pada gambar 3.1 berikut ini: Mulai Studi Literatur Gambar Sketsa
BAB IV PROSES PEMBUATAN MESIN
 BAB IV PROSES PEMBUATAN MESIN 4.1 Proses Produksi Produksi adalah suatu proses memperbanyak jumlah produk melalui tahapantahapan dari bahan baku untuk diubah dengan cara diproses melalui prosedur kerja
BAB IV PROSES PEMBUATAN MESIN 4.1 Proses Produksi Produksi adalah suatu proses memperbanyak jumlah produk melalui tahapantahapan dari bahan baku untuk diubah dengan cara diproses melalui prosedur kerja
BAB IV PROSES PRODUKSI
 BAB IV PROSES PRODUKSI 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pemotong kerupuk rambak kulit. Pengerjaan paling dominan dalam pembuatan komponen
BAB IV PROSES PRODUKSI 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pemotong kerupuk rambak kulit. Pengerjaan paling dominan dalam pembuatan komponen
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Alat dan Bahan A. Alat dan bahan 1. Mesin las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Alat ukur (jangka sorong, mistar)
BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Alat dan Bahan A. Alat dan bahan 1. Mesin las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Alat ukur (jangka sorong, mistar)
BAB IV PROSES PRODUKSI DAN PENGUJIAN
 digilib.uns.ac.id BAB IV PROSES PRODUKSI DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan merupakan salah satu tahap untuk membuat komponenkomponen pada Troli Bermesin. Komponen-komponen yang akan
digilib.uns.ac.id BAB IV PROSES PRODUKSI DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan merupakan salah satu tahap untuk membuat komponenkomponen pada Troli Bermesin. Komponen-komponen yang akan
SKRIPSI / TUGAS AKHIR
 PROSES MANUFAKTUR MESIN PRESS BAGLOG JAMUR SKRIPSI / TUGAS AKHIR TRI HARTANTO (26410947) JURUSAN TEKNIK MESIN LATAR BELAKANG Dalam industri agrobisnis terutama dalam bidang penanaman jamur. Keberadaan
PROSES MANUFAKTUR MESIN PRESS BAGLOG JAMUR SKRIPSI / TUGAS AKHIR TRI HARTANTO (26410947) JURUSAN TEKNIK MESIN LATAR BELAKANG Dalam industri agrobisnis terutama dalam bidang penanaman jamur. Keberadaan
BAB IV PROSES PEMBUATAN
 30 BAB IV PROSES PEMBUATAN 4.1 Proses Pembuatan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pembuat stik dan keripik. Pengerjaan yang dominan dalam
30 BAB IV PROSES PEMBUATAN 4.1 Proses Pembuatan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pembuat stik dan keripik. Pengerjaan yang dominan dalam
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Alat dan Bahan A. Alat 1. Las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Bor duduk 8. Alat ukur (Jangka sorong, mistar)
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Alat dan Bahan A. Alat 1. Las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Bor duduk 8. Alat ukur (Jangka sorong, mistar)
DESAIN ALAT UKUR DEFLEKSI JEMBATAN MODEL SEGITIGA PADA JEMBATAN RANGKA BAJA. Oleh : YAKOBUS ARYO PRAMUDITO NPM. :
 DESAIN ALAT UKUR DEFLEKSI JEMBATAN MODEL SEGITIGA PADA JEMBATAN RANGKA BAJA Laporan Tugas Akhir sebagai salah satu syarat untuk memperoleh gelar Sarjana dari Universitas Atma Jaya Yogyakarta Oleh : YAKOBUS
DESAIN ALAT UKUR DEFLEKSI JEMBATAN MODEL SEGITIGA PADA JEMBATAN RANGKA BAJA Laporan Tugas Akhir sebagai salah satu syarat untuk memperoleh gelar Sarjana dari Universitas Atma Jaya Yogyakarta Oleh : YAKOBUS
BAB III BAHAN DAN METODE
 A. BAHAN BAB III BAHAN DAN METODE Alat dan bahan yang digunakan dalam penelitian ini adalah sebagai berikut: a. Besi plat esser dengan ketebalan 2 mm, dan 5 mm, sebagai bahan konstruksi pendorong batang,
A. BAHAN BAB III BAHAN DAN METODE Alat dan bahan yang digunakan dalam penelitian ini adalah sebagai berikut: a. Besi plat esser dengan ketebalan 2 mm, dan 5 mm, sebagai bahan konstruksi pendorong batang,
III. METODE PROYEK AKHIR. dari tanggal 06 Juni sampai tanggal 12 Juni 2013, dengan demikian terhitung. waktu pengerjaan berlangsung selama 1 minggu.
 24 III. METODE PROYEK AKHIR 3.1. Waktu dan Tempat Proses pembuatan Proyek Akhir ini dilakukan di Bengkel Bubut Jl. Lintas Timur Way Jepara Lampung Timur. Waktu pengerjaan alat pemotong kentang spiral ini
24 III. METODE PROYEK AKHIR 3.1. Waktu dan Tempat Proses pembuatan Proyek Akhir ini dilakukan di Bengkel Bubut Jl. Lintas Timur Way Jepara Lampung Timur. Waktu pengerjaan alat pemotong kentang spiral ini
TUGAS AKHIR PERANCANGAN, PEMBUATAN DAN PENGUJIAN ALAT PEMBUKA BALL BEARING DENGAN HYDRAULIC JACK 4 TON
 TUGAS AKHIR PERANCANGAN, PEMBUATAN DAN PENGUJIAN ALAT PEMBUKA BALL BEARING DENGAN HYDRAULIC JACK 4 TON Diajukan Sebagai Salah Satu Syarat Dalam Meraih Gelar Sarjana Strata Satu (S-1) Pada Jurusan Teknik
TUGAS AKHIR PERANCANGAN, PEMBUATAN DAN PENGUJIAN ALAT PEMBUKA BALL BEARING DENGAN HYDRAULIC JACK 4 TON Diajukan Sebagai Salah Satu Syarat Dalam Meraih Gelar Sarjana Strata Satu (S-1) Pada Jurusan Teknik
BAB IV PROSES PENGERJAAN DAN PENGUJIAN
 BAB IV PROSES PENGERJAAN DAN PENGUJIAN Pada bab ini akan dibahas mengenai pembuatan dan pengujian alat yang selanjutnya akan di analisa, hal ini dimaksudkan untuk memperoleh data yang dibutuhkan dan untuk
BAB IV PROSES PENGERJAAN DAN PENGUJIAN Pada bab ini akan dibahas mengenai pembuatan dan pengujian alat yang selanjutnya akan di analisa, hal ini dimaksudkan untuk memperoleh data yang dibutuhkan dan untuk
BAB I PENDAHULUAN. ini mengalami kemajuan yang semakin pesat. Perkembangan tersebut
 BAB I PENDAHULUAN 1.1 Latar Belakang Perkembangan ilmu dan teknologi khususnya di dunia industri saat ini mengalami kemajuan yang semakin pesat. Perkembangan tersebut menyangkut juga di bidang pengelasan.
BAB I PENDAHULUAN 1.1 Latar Belakang Perkembangan ilmu dan teknologi khususnya di dunia industri saat ini mengalami kemajuan yang semakin pesat. Perkembangan tersebut menyangkut juga di bidang pengelasan.
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA 2.1 Pandangan Umum 2.1.1 Definisi Paving-Block Paving-block merupakan produk bahan bangunan dari semen yang digunakan sebagai salah satu alternatif penutup atau pengerasan permukaan
BAB II TINJAUAN PUSTAKA 2.1 Pandangan Umum 2.1.1 Definisi Paving-Block Paving-block merupakan produk bahan bangunan dari semen yang digunakan sebagai salah satu alternatif penutup atau pengerasan permukaan
III. METODOLOGI PENELITIAN. Penelitian ini dilaksanakan pada bulan Desember 2012 sampai dengan Maret
 20 III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilaksanakan pada bulan Desember 2012 sampai dengan Maret 2013. Penelitian ini dilakukan dalam dua tahap, yaitu tahap pembuatan
20 III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilaksanakan pada bulan Desember 2012 sampai dengan Maret 2013. Penelitian ini dilakukan dalam dua tahap, yaitu tahap pembuatan
RANCANG BANGUN ALAT PENEPAT UNTUK PENGELASAN PADA PAGAR RANJANG RUMAH SAKIT EKONOMIS DENGAN METODE MEJA PUTAR (PROSES PEMBUATAN)
") RANCANG BANGUN ALAT PENEPAT UNTUK PENGELASAN PADA PAGAR RANJANG RUMAH SAKIT EKONOMIS DENGAN METODE MEJA PUTAR (PROSES PEMBUATAN) LAPORAN AKHIR Dibuat Untuk Memenuhi Syarat Menyelesaikan Studi Pendidikan
RANCANG BANGUN ALAT PENEPAT UNTUK PENGELASAN PADA PAGAR RANJANG RUMAH SAKIT EKONOMIS DENGAN METODE MEJA PUTAR (PROSES PEMBUATAN) LAPORAN AKHIR Dibuat Untuk Memenuhi Syarat Menyelesaikan Studi Pendidikan
BAB IV PEMBAHASAN DAN HASIL PENGUJIAN ALAT
 54 BAB IV PEMBAHASAN DAN HASIL PENGUJIAN ALAT 4.1 DESAIN ALAT Gambar 4.1 Desain Alat Pengepresan Geram Sampah Mesin Perkakas 55 Tabel 4.1 Keterangan Part Number Desain Item No. Part Number Material Qty
54 BAB IV PEMBAHASAN DAN HASIL PENGUJIAN ALAT 4.1 DESAIN ALAT Gambar 4.1 Desain Alat Pengepresan Geram Sampah Mesin Perkakas 55 Tabel 4.1 Keterangan Part Number Desain Item No. Part Number Material Qty
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan proses pembuatan adalah proses untuk mencapai suatu hasil. Proses pembuatan sand filter rotary machine dikerjakan dalam beberapa tahap, mulai
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan proses pembuatan adalah proses untuk mencapai suatu hasil. Proses pembuatan sand filter rotary machine dikerjakan dalam beberapa tahap, mulai
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 K3 (Kesehatan dan Keselamatan Kerja) Dalam proses pembuatan mesin pengupas kulit kentang perlu memperhatikan masalah kesehatan dan keselamatan kerja (K3). Adapun maksud
BAB IV HASIL DAN PEMBAHASAN 4.1 K3 (Kesehatan dan Keselamatan Kerja) Dalam proses pembuatan mesin pengupas kulit kentang perlu memperhatikan masalah kesehatan dan keselamatan kerja (K3). Adapun maksud
LAPORAN TUGAS AKHIR STUDY TENTANG CUTTING FORCE MESIN BUBUT (DESAIN DYNAMOMETER SEDERHANA)
") LAPORAN TUGAS AKHIR STUDY TENTANG CUTTING FORCE MESIN BUBUT (DESAIN DYNAMOMETER SEDERHANA) Laporan Tugas Akhir ini Disusun Sebagai Syarat Untuk Memperoleh Gelar Sarjana Teknik Pada Jurusan Teknik Mesin
LAPORAN TUGAS AKHIR STUDY TENTANG CUTTING FORCE MESIN BUBUT (DESAIN DYNAMOMETER SEDERHANA) Laporan Tugas Akhir ini Disusun Sebagai Syarat Untuk Memperoleh Gelar Sarjana Teknik Pada Jurusan Teknik Mesin
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
BAB IV PROSES PRODUKSI DAN PENGUJIAN
 BAB IV PROSES PRODUKSI DAN PENGUJIAN 4.1 Proses Pembuatan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pemotong umbi. Pengerjaan yang dominan dalam
BAB IV PROSES PRODUKSI DAN PENGUJIAN 4.1 Proses Pembuatan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pemotong umbi. Pengerjaan yang dominan dalam
BAB IV PROSESPEMBUATAN MESIN
 BAB IV PROSESPEMBUATAN MESIN 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponenkomponen pada mesin pemotong krupuk rambak kulit. Pengerjaan paling dominan dalam pembuatan
BAB IV PROSESPEMBUATAN MESIN 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponenkomponen pada mesin pemotong krupuk rambak kulit. Pengerjaan paling dominan dalam pembuatan
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN Dalam melaksanakan pengujian ini penulis menggunakan metode pengujian dan prosedur pengujian. Sehingga langkah-langkah serta tujuan dari pengujian yang dilakukan dapat sesuai
BAB III METODOLOGI PENELITIAN Dalam melaksanakan pengujian ini penulis menggunakan metode pengujian dan prosedur pengujian. Sehingga langkah-langkah serta tujuan dari pengujian yang dilakukan dapat sesuai
BAB IV PROSES PEMBUATAN
 BAB IV PROSES PEMBUATAN 4.1. Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pengayak pasir. Komponen-komponen yang akan dibuat adalah komponen yang tidak
BAB IV PROSES PEMBUATAN 4.1. Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pengayak pasir. Komponen-komponen yang akan dibuat adalah komponen yang tidak
BAB III METODELOGI PELAKSANAAN 3.1 DIAGRAM ALIR PERANCANGAN ALAT PENGEPRES GERAM SAMPAH MESIN PERKAKAS
 28 BAB III METODELOGI PELAKSANAAN 3.1 DIAGRAM ALIR PERANCANGAN ALAT PENGEPRES GERAM SAMPAH MESIN PERKAKAS Langkah-langkah penyelesaian alat mulai dari perancangan hingga pembuatan dapat dilihat pada Diagram
28 BAB III METODELOGI PELAKSANAAN 3.1 DIAGRAM ALIR PERANCANGAN ALAT PENGEPRES GERAM SAMPAH MESIN PERKAKAS Langkah-langkah penyelesaian alat mulai dari perancangan hingga pembuatan dapat dilihat pada Diagram
Perancangan ulang alat penekuk pipa untuk mendukung proses produksi pada industri las. Sulistiawan I BAB IV PENGUMPULAN DAN PENGOLAHAN DATA
 Perancangan ulang alat penekuk pipa untuk mendukung proses produksi pada industri las Sulistiawan I 1303010 BAB IV PENGUMPULAN DAN PENGOLAHAN DATA Pada bab ini akan diuraikan proses pengumpulan dan pengolahan
Perancangan ulang alat penekuk pipa untuk mendukung proses produksi pada industri las Sulistiawan I 1303010 BAB IV PENGUMPULAN DAN PENGOLAHAN DATA Pada bab ini akan diuraikan proses pengumpulan dan pengolahan
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pengayak pasir. Komponen komponen yang akan dibuat adalah komponen
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pengayak pasir. Komponen komponen yang akan dibuat adalah komponen
PERAKITAN ALAT PENGAYAK PASIR SEMI OTOMATIK
 PERAKITAN ALAT PENGAYAK PASIR SEMI OTOMATIK Nama : Hery Hermawanto NPM : 23411367 Jurusan : Teknik Mesin Fakultas : Teknologi Industri Pembimbing : Dr. Ridwan, ST., MT Latar Belakang Begitu banyak dan
PERAKITAN ALAT PENGAYAK PASIR SEMI OTOMATIK Nama : Hery Hermawanto NPM : 23411367 Jurusan : Teknik Mesin Fakultas : Teknologi Industri Pembimbing : Dr. Ridwan, ST., MT Latar Belakang Begitu banyak dan
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah proses untuk mencapai suatu hasil. Proses pembuatan sand filter rotary machine dikerjakan dalam beberapa tahap, mulai
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah proses untuk mencapai suatu hasil. Proses pembuatan sand filter rotary machine dikerjakan dalam beberapa tahap, mulai
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat dan bahan Peralatan yang digunakan untuk membuat alat troli bermesin antara lain: 1. Mesin las 2. Mesin bubut 3. Mesin bor 4. Mesin gerinda 5. Pemotong plat
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat dan bahan Peralatan yang digunakan untuk membuat alat troli bermesin antara lain: 1. Mesin las 2. Mesin bubut 3. Mesin bor 4. Mesin gerinda 5. Pemotong plat
BAB III PERENCANAAN DAN GAMBAR
 BAB III PERENCANAAN DAN GAMBAR 3.1 Flow Chart Pembuatan Mesin Pemotong Umbi Mulai Studi Literatur Perencanaan dan Desain Perhitungan Penentuan dan Pembelian Komponen Proses Pengerjaan Proses Perakitan
BAB III PERENCANAAN DAN GAMBAR 3.1 Flow Chart Pembuatan Mesin Pemotong Umbi Mulai Studi Literatur Perencanaan dan Desain Perhitungan Penentuan dan Pembelian Komponen Proses Pengerjaan Proses Perakitan
BAB IV PROSES PRODUKSI
 28 BAB IV PROSES PRODUKSI 4.1 Alat dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian utama Dinamometer Arus Eddy adalah : 4.1.1 Alat Alat yang digunakan meliputi : 1. Mesin Bubut 2. Mesin
28 BAB IV PROSES PRODUKSI 4.1 Alat dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian utama Dinamometer Arus Eddy adalah : 4.1.1 Alat Alat yang digunakan meliputi : 1. Mesin Bubut 2. Mesin
DESAIN MESIN PENARIK JARING (POWER BLOCK) BERTENAGA HIDROLIK UNTUK MINI PURSE SEINE
 BERTENAGA HIDROLIK UNTUK MINI PURSE SEINE") Desain Mesin Penaring Jaring (Power Block) Bertenaga Hidrolik Untuk Mini Purse Seine (Riyanto, Agus., et al) Tersedia online di: http://ejournal-balitbang.kkp.go.id/index.php/btl e-mail:btl.puslitbangkan@gmail.com
Desain Mesin Penaring Jaring (Power Block) Bertenaga Hidrolik Untuk Mini Purse Seine (Riyanto, Agus., et al) Tersedia online di: http://ejournal-balitbang.kkp.go.id/index.php/btl e-mail:btl.puslitbangkan@gmail.com
RANCANG BANGUN MESIN PENGADUK SERBUK KAYU DENGAN RESIN POLIMER MENGGUNAKAN PENGGERAK MOTOR LISTRIK
 RANCANG BANGUN MESIN PENGADUK SERBUK KAYU DENGAN RESIN POLIMER MENGGUNAKAN PENGGERAK MOTOR LISTRIK Taufik 1, Azwar 2, Bukhari 2, 1 Mahasiswa Prodi D-IV TeknikMesinProduksidanPerawatan 2 DosenJurusanTeknikMesinPoliteknikNegeriLhokseumawe
RANCANG BANGUN MESIN PENGADUK SERBUK KAYU DENGAN RESIN POLIMER MENGGUNAKAN PENGGERAK MOTOR LISTRIK Taufik 1, Azwar 2, Bukhari 2, 1 Mahasiswa Prodi D-IV TeknikMesinProduksidanPerawatan 2 DosenJurusanTeknikMesinPoliteknikNegeriLhokseumawe
Ditinjau dari macam pekerjan yang dilakukan, dapat disebut antara lain: 1. Memotong
 Pengertian bengkel Ialah tempat (bangunan atau ruangan) untuk perawatan / pemeliharaan, perbaikan, modifikasi alt dan mesin, tempat pembuatan bagian mesin dan perakitan alsin. Pentingnya bengkel pada suatu
Pengertian bengkel Ialah tempat (bangunan atau ruangan) untuk perawatan / pemeliharaan, perbaikan, modifikasi alt dan mesin, tempat pembuatan bagian mesin dan perakitan alsin. Pentingnya bengkel pada suatu
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Statika rangka Dalam konstruksi rangka terdapat gaya-gaya yang bekerja pada rangka tersebut. Dalam ilmu statika keberadaan gaya-gaya yang mempengaruhi sistem menjadi suatu obyek
BAB II LANDASAN TEORI 2.1 Statika rangka Dalam konstruksi rangka terdapat gaya-gaya yang bekerja pada rangka tersebut. Dalam ilmu statika keberadaan gaya-gaya yang mempengaruhi sistem menjadi suatu obyek
TEORI SAMBUNGAN SUSUT
 TEORI SAMBUNGAN SUSUT 5.1. Pengertian Sambungan Susut Sambungan susut merupakan sambungan dengan sistem suaian paksa (Interference fits, Shrink fits, Press fits) banyak digunakan di Industri dalam perancangan
TEORI SAMBUNGAN SUSUT 5.1. Pengertian Sambungan Susut Sambungan susut merupakan sambungan dengan sistem suaian paksa (Interference fits, Shrink fits, Press fits) banyak digunakan di Industri dalam perancangan
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat Dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian rangka, pengaduk adonan bakso dan pengunci pengaduk adonan bakso adalah : 4.1.1 Alat Alat yang
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat Dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian rangka, pengaduk adonan bakso dan pengunci pengaduk adonan bakso adalah : 4.1.1 Alat Alat yang
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN 3.1 Metode Penelitian 3.1.1 Diagram Alir Penelitian Mulai Studi Literatur Penyediaan Alat dan bahan Perancangan Chasis Pembuatan Chasis Pengujian Chasis Analisa dan Pembahasan
BAB III METODE PENELITIAN 3.1 Metode Penelitian 3.1.1 Diagram Alir Penelitian Mulai Studi Literatur Penyediaan Alat dan bahan Perancangan Chasis Pembuatan Chasis Pengujian Chasis Analisa dan Pembahasan
METODE PENELITIAN. Waktu dan Tempat
 METODE PENELITIAN Waktu dan Tempat Penelitian ini dilakukan pada bulan Nopember 2010 September 2011. Perancangan dan pembuatan prototipe serta pengujian mesin kepras tebu dilakukan di Laboratorium Teknik
METODE PENELITIAN Waktu dan Tempat Penelitian ini dilakukan pada bulan Nopember 2010 September 2011. Perancangan dan pembuatan prototipe serta pengujian mesin kepras tebu dilakukan di Laboratorium Teknik
METODE PENELITIAN. A. Tempat dan Waktu Penelitian. B. Bahan dan Alat. C. Pendekatan Rancangan dan Konstruksi Alat
 III. METODE PENELITIAN A. Tempat dan Waktu Penelitian Kegiatan penelitian ini meliputi penelitian pendahuluan, persiapan lahan, penanaman, pemeliharaan dan perancangan desain yang dilaksanakan di Laboratorium
III. METODE PENELITIAN A. Tempat dan Waktu Penelitian Kegiatan penelitian ini meliputi penelitian pendahuluan, persiapan lahan, penanaman, pemeliharaan dan perancangan desain yang dilaksanakan di Laboratorium
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahan-bahanyang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahan-bahanyang
BAB III METODOLOGI PELAKSANAAN. penggerak belakang gokart adalah bengkel Teknik Mesin program Vokasi
 BAB III METODOLOGI PELAKSANAAN 3.1. Tempat Pelaksanaan Tempat yang akan di gunakan untuk perakitan dan pembuatan sistem penggerak belakang gokart adalah bengkel Teknik Mesin program Vokasi Universitas
BAB III METODOLOGI PELAKSANAAN 3.1. Tempat Pelaksanaan Tempat yang akan di gunakan untuk perakitan dan pembuatan sistem penggerak belakang gokart adalah bengkel Teknik Mesin program Vokasi Universitas
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahan-bahanyang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahan-bahanyang
BAB I PENDAHULUAN. pipa-pipa minyak dan gas bumi maupun konstruksi-konstruksi lainnya
 BAB I PENDAHULUAN 1.1 Latar Belakang Proses pengelasan bawah air merupakan salah satu teknik yang digunakan untuk mereparasi atau memperbaiki kerusakan yang terjadi pada badan kapal, bangunan lepas pantai,
BAB I PENDAHULUAN 1.1 Latar Belakang Proses pengelasan bawah air merupakan salah satu teknik yang digunakan untuk mereparasi atau memperbaiki kerusakan yang terjadi pada badan kapal, bangunan lepas pantai,
BAB III METODOLOGI Diagram Alur Produksi Mesin. Gambar 3.1 Alur Kerja Produksi Mesin
 BAB III METODOLOGI 3.1. Diagram Alur Produksi Mesin Gambar 3.1 Alur Kerja Produksi Mesin 3.2. Cara Kerja Mesin Prinsip kerja mesin pencetak bakso secara umum yaitu terletak pada screw penekan adonan dan
BAB III METODOLOGI 3.1. Diagram Alur Produksi Mesin Gambar 3.1 Alur Kerja Produksi Mesin 3.2. Cara Kerja Mesin Prinsip kerja mesin pencetak bakso secara umum yaitu terletak pada screw penekan adonan dan
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Alat dan Bahan A. Alat 1. Las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Bor duduk 8. Alat ukur (Jangka sorong, mistar)
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Alat dan Bahan A. Alat 1. Las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Bor duduk 8. Alat ukur (Jangka sorong, mistar)
BAB 3 LANDASAN TEORI DAN PENGOLAHAN DATA
 BAB 3 LANDASAN TEORI DAN PENGOLAHAN DATA Gambar 3.1 Mesin Sentris (Sumber: Dokumentasi PT. Sinar Rejeki Mesindo) 3.1 Pengertian Mesin Pengering Sentris Mesin pengering sentris (Mesin Sentris) adalah mesin
BAB 3 LANDASAN TEORI DAN PENGOLAHAN DATA Gambar 3.1 Mesin Sentris (Sumber: Dokumentasi PT. Sinar Rejeki Mesindo) 3.1 Pengertian Mesin Pengering Sentris Mesin pengering sentris (Mesin Sentris) adalah mesin
BAB III METODOLOGI Diagram Alir Tugas Akhir. Diagram alir Tugas Akhir Rancang Bangun Tungku Pengecoran Alumunium. Skala Laboratorium.
 BAB III METODOLOGI 3.1. Diagram Alir Tugas Akhir Diagram alir Tugas Akhir Rancang Bangun Tungku Pengecoran Alumunium Skala Laboratorium. Gambar 3.1. Diagram Alir Tugas Akhir 3.2. Alat dan Dalam rancang
BAB III METODOLOGI 3.1. Diagram Alir Tugas Akhir Diagram alir Tugas Akhir Rancang Bangun Tungku Pengecoran Alumunium Skala Laboratorium. Gambar 3.1. Diagram Alir Tugas Akhir 3.2. Alat dan Dalam rancang
III. METODOLOGI PENELITIAN. Penelitian ini dilaksanakan pada bulan Februari 2012 sampai Mei 2012 di
 III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilaksanakan pada bulan Februari 2012 sampai Mei 2012 di Laboratorium Rekayasa Bioproses dan Pasca Panen dan di Laboratorium Mekanisasi
III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilaksanakan pada bulan Februari 2012 sampai Mei 2012 di Laboratorium Rekayasa Bioproses dan Pasca Panen dan di Laboratorium Mekanisasi
MAKALAH PROSES PRODUKSI PEMBUATAN MEJA LIPAT
 MAKALAH PROSES PRODUKSI PEMBUATAN MEJA LIPAT Diajukan Untuk Memenuhi Persyaratan Kelulusan Mata Kuliah Proses Produksi Oleh : Akmal Akhimuloh 1503005 JURUSAN TEKNIK INDUSTRI SEKOLAH TINNGI TEKNOLOGI GARUT
MAKALAH PROSES PRODUKSI PEMBUATAN MEJA LIPAT Diajukan Untuk Memenuhi Persyaratan Kelulusan Mata Kuliah Proses Produksi Oleh : Akmal Akhimuloh 1503005 JURUSAN TEKNIK INDUSTRI SEKOLAH TINNGI TEKNOLOGI GARUT
BAB III METODE PEMBUATAN
 BAB III METODE PEMBUATAN 3.1. Metode Pembuatan Metodologi yang digunakan dalam pembuatan paratrike ini, yaitu : a. Studi Literatur Sebagai landasan dalam pembuatan paratrike diperlukan teori yang mendukung
BAB III METODE PEMBUATAN 3.1. Metode Pembuatan Metodologi yang digunakan dalam pembuatan paratrike ini, yaitu : a. Studi Literatur Sebagai landasan dalam pembuatan paratrike diperlukan teori yang mendukung
BAHAN DAN METODE. Pertanian Fakultas Pertanian Universitas Sumatera Utara, mulai pada bulan
 BAHAN DAN METODE Tempat dan Waktu Penelitian Penelitian ini direncanakan akan dilakukan di Laboratorium Keteknikan Pertanian Fakultas Pertanian Universitas Sumatera Utara, mulai pada bulan September- Oktober
BAHAN DAN METODE Tempat dan Waktu Penelitian Penelitian ini direncanakan akan dilakukan di Laboratorium Keteknikan Pertanian Fakultas Pertanian Universitas Sumatera Utara, mulai pada bulan September- Oktober
Struktur Rangka Ruang (Space frame)
") Struktur Rangka Ruang (Space frame) Struktur Space Frame ialah konstruksi rangka ruang dengan suatu sistem sambungan antara batang / member satu sama lain yang menggunakan bola / ball joint sebagai sendi
Struktur Rangka Ruang (Space frame) Struktur Space Frame ialah konstruksi rangka ruang dengan suatu sistem sambungan antara batang / member satu sama lain yang menggunakan bola / ball joint sebagai sendi
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pembuat lubang biopori. Pengerjaan yang dominan
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pembuat lubang biopori. Pengerjaan yang dominan
TUGAS AKHIR PEMBUATAN MESIN FRICTION WELDING DENGAN SISTEM HIDROLIK KAPASITAS GAYA 2 TON MENGGUNAKAN MESIN BUBUT
 TUGAS AKHIR PEMBUATAN MESIN FRICTION WELDING DENGAN SISTEM HIDROLIK KAPASITAS GAYA 2 TON MENGGUNAKAN MESIN BUBUT Diajukan Guna Memenuhi Persyaratanuntuk Memperoleh Gelar Sarjana Strata-1 Pada Fakultas
TUGAS AKHIR PEMBUATAN MESIN FRICTION WELDING DENGAN SISTEM HIDROLIK KAPASITAS GAYA 2 TON MENGGUNAKAN MESIN BUBUT Diajukan Guna Memenuhi Persyaratanuntuk Memperoleh Gelar Sarjana Strata-1 Pada Fakultas
Analisa Kekuatan Tarik Baja Konstruksi Bj 44 Pada Proses Pengelasan SMAW dengan Variasi Arus Pengelasan
 Analisa Kekuatan Tarik Baja Konstruksi Bj 44 Pada Proses Pengelasan SMAW dengan Variasi Arus Pengelasan Imam Basori Universitas Negeri Jakarta, Fakultas Teknik, Jurusan Teknik Mesin Jl. Rawamangun Muka,
Analisa Kekuatan Tarik Baja Konstruksi Bj 44 Pada Proses Pengelasan SMAW dengan Variasi Arus Pengelasan Imam Basori Universitas Negeri Jakarta, Fakultas Teknik, Jurusan Teknik Mesin Jl. Rawamangun Muka,
BAB II DASAR TEORI. Mesin perajang singkong dengan penggerak motor listrik 0,5 Hp mempunyai
 BAB II DASAR TEORI 2.1. Prinsip Kerja Mesin Perajang Singkong. Mesin perajang singkong dengan penggerak motor listrik 0,5 Hp mempunyai beberapa komponen, diantaranya adalah piringan, pisau pengiris, poros,
BAB II DASAR TEORI 2.1. Prinsip Kerja Mesin Perajang Singkong. Mesin perajang singkong dengan penggerak motor listrik 0,5 Hp mempunyai beberapa komponen, diantaranya adalah piringan, pisau pengiris, poros,
III. METODOLOGI PENELITIAN. Penelitian ini dilaksanakan pada bulan Februari 2013 sampai dengan Maret 2013
 III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilaksanakan pada bulan Februari 2013 sampai dengan Maret 2013 di Laboratorium Daya dan Alat Mesin Pertanian, Jurusan Teknik Pertanian,
III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilaksanakan pada bulan Februari 2013 sampai dengan Maret 2013 di Laboratorium Daya dan Alat Mesin Pertanian, Jurusan Teknik Pertanian,
III. METODOLOGI PENELITIAN. Penelitian ini berlangsung dalam 2 (dua) tahap pelaksanaan. Tahap pertama
 tahap pelaksanaan. Tahap pertama") 16 III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian ini berlangsung dalam 2 (dua) tahap pelaksanaan. Tahap pertama adalah modifikasi alat yang dilaksanakan di Laboratorium Mekanisasi Pertanian
16 III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian ini berlangsung dalam 2 (dua) tahap pelaksanaan. Tahap pertama adalah modifikasi alat yang dilaksanakan di Laboratorium Mekanisasi Pertanian
III. METODOLOGI PENELITIAN. Penelitian ini dilaksanakan pada bulan Juni 2014 sampai dengan bulan Juli 2014
 III. METODOLOGI PENELITIAN 3.1 Waktu dan Tempat Penelitian ini dilaksanakan pada bulan Juni 2014 sampai dengan bulan Juli 2014 di Laboratorium Daya, Alat, dan Mesin Pertanian Jurusan Teknik Pertanian Fakultas
III. METODOLOGI PENELITIAN 3.1 Waktu dan Tempat Penelitian ini dilaksanakan pada bulan Juni 2014 sampai dengan bulan Juli 2014 di Laboratorium Daya, Alat, dan Mesin Pertanian Jurusan Teknik Pertanian Fakultas
BAB III ANALISIS KASUS
 A. Analisis BAB III ANALISIS KASUS Penulis mengumpulkan data-data teknis pada mobil Daihatsu Gran Max Pick Up 3SZ-VE dalam menganalisis sistem suspensi belakang untuk kerja pegas daun (leaf spring), dimana
A. Analisis BAB III ANALISIS KASUS Penulis mengumpulkan data-data teknis pada mobil Daihatsu Gran Max Pick Up 3SZ-VE dalam menganalisis sistem suspensi belakang untuk kerja pegas daun (leaf spring), dimana
 BAB III KONSEP RANCANGAN A. Konsep Perancangan Modifikasi Modifikasi sistem rem tromol belakang GL PRO 1995 menjadi rem cakram dengan teknologi Combi Brake berfungsi untuk memberikan keamanan pengendara
BAB III KONSEP RANCANGAN A. Konsep Perancangan Modifikasi Modifikasi sistem rem tromol belakang GL PRO 1995 menjadi rem cakram dengan teknologi Combi Brake berfungsi untuk memberikan keamanan pengendara
c = b - 2x = ,75 = 7,5 mm A = luas penampang v-belt A = b c t = 82 mm 2 = 0, m 2
 c = b - 2x = 13 2. 2,75 = 7,5 mm A = luas penampang v-belt A = b c t = mm mm = 82 mm 2 = 0,000082 m 2 g) Massa sabuk per meter. Massa belt per meter dihitung dengan rumus. M = area panjang density = 0,000082
c = b - 2x = 13 2. 2,75 = 7,5 mm A = luas penampang v-belt A = b c t = mm mm = 82 mm 2 = 0,000082 m 2 g) Massa sabuk per meter. Massa belt per meter dihitung dengan rumus. M = area panjang density = 0,000082
Laporan Tugas Akhir BAB IV MODIFIKASI
 BAB IV MODIFIKASI 4.1. Rancangan Mesin Sebelumnya Untuk melakukan modifikasi, terlebih dahulu dibutuhkan data-data dari perancangan sebelumnya. Data-data yang didapatkan dari perancangan sebelumnya adalah
BAB IV MODIFIKASI 4.1. Rancangan Mesin Sebelumnya Untuk melakukan modifikasi, terlebih dahulu dibutuhkan data-data dari perancangan sebelumnya. Data-data yang didapatkan dari perancangan sebelumnya adalah
TEKNOLOGI PERTANIAN RANCANG BANGUN MESIN PENGEPRES SHEET DENGAN POMPA HIDROLIK PADA PENGOLAHAN KARET STUDI KASUS PT
 1 TEKNOLOGI PERTANIAN RANCANG BANGUN MESIN PENGEPRES SHEET DENGAN POMPA HIDROLIK PADA PENGOLAHAN KARET STUDI KASUS PT. KALIANDA CONCERN PERKEBUNAN KOPI DAN KARET KALIJOMPO JEMBER Faishal Tifo M 1), Siswoyo
1 TEKNOLOGI PERTANIAN RANCANG BANGUN MESIN PENGEPRES SHEET DENGAN POMPA HIDROLIK PADA PENGOLAHAN KARET STUDI KASUS PT. KALIANDA CONCERN PERKEBUNAN KOPI DAN KARET KALIJOMPO JEMBER Faishal Tifo M 1), Siswoyo
Gambar 2.1 Baja tulangan beton polos (Lit 2 diunduh 21 Maret 2014)
") BAB II TINJAUAN PUSTAKA 2.1 Baja Tulangan Beton Baja tulangan beton adalah baja yang berbentuk batang berpenampang lingkaran yang digunakan untuk penulangan beton,yang diproduksi dari bahan baku billet
BAB II TINJAUAN PUSTAKA 2.1 Baja Tulangan Beton Baja tulangan beton adalah baja yang berbentuk batang berpenampang lingkaran yang digunakan untuk penulangan beton,yang diproduksi dari bahan baku billet
III. METODOLOGI PENELITIAN. Pembuatan alat penelitian ini dilakukan di Bengkel Berkah Jaya, Sidomulyo,
 31 III. METODOLOGI PENELITIAN A. Tempat Pembuatan Dan Pengujian Pembuatan alat penelitian ini dilakukan di Bengkel Berkah Jaya, Sidomulyo, Lampung Selatan. Kemudian perakitan dan pengujian dilakukan Lab.
31 III. METODOLOGI PENELITIAN A. Tempat Pembuatan Dan Pengujian Pembuatan alat penelitian ini dilakukan di Bengkel Berkah Jaya, Sidomulyo, Lampung Selatan. Kemudian perakitan dan pengujian dilakukan Lab.
BAB III CARA PEMBUATAN ALAT TRACKE R BEARING. Rahang penahan berfungsi sebagai rumah atau sarang dari bagian komponen lain
 BAB III CARA PEMBUATAN ALAT TRACKE R BEARING 3.1 RAHANG PENAHAN Rahang penahan berfungsi sebagai rumah atau sarang dari bagian komponen lain yaitu - Kaki penahan - Batang ulir. Yang semua komponen akan
BAB III CARA PEMBUATAN ALAT TRACKE R BEARING 3.1 RAHANG PENAHAN Rahang penahan berfungsi sebagai rumah atau sarang dari bagian komponen lain yaitu - Kaki penahan - Batang ulir. Yang semua komponen akan
SAMBUNGAN DALAM STRUKTUR BAJA
 SAMBUNGAN DALAM STRUKTUR BAJA Sambungan di dalam struktur baja merupakan bagian yang tidak mungkin diabaikan begitu saja, karena kegagalan pada sambungan dapat mengakibatkan kegagalan struktur secara keseluruhan.
SAMBUNGAN DALAM STRUKTUR BAJA Sambungan di dalam struktur baja merupakan bagian yang tidak mungkin diabaikan begitu saja, karena kegagalan pada sambungan dapat mengakibatkan kegagalan struktur secara keseluruhan.
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat Dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian rangka, pengaduk adonan bakso dan pengunci pengaduk adonan bakso adalah : 4.1.1 Alat Alat yang
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat Dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian rangka, pengaduk adonan bakso dan pengunci pengaduk adonan bakso adalah : 4.1.1 Alat Alat yang
III. METODOLOGI PENELITIAN. Pembuatan roda gila (flywheel) dilakukan di Laboraturium Mekanika Fluida
 dilakukan di Laboraturium Mekanika Fluida") 25 III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Pembuatan roda gila (flywheel) dilakukan di Laboraturium Mekanika Fluida Fakultas Teknik Universitas Lampung (UNILA), serta pengujian turbin
25 III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Pembuatan roda gila (flywheel) dilakukan di Laboraturium Mekanika Fluida Fakultas Teknik Universitas Lampung (UNILA), serta pengujian turbin
III. METODELOGI PENELITIAN. Penelitian dilaksanakan pada Mei hingga Juli 2012, dan Maret 2013 di
 22 III. METODELOGI PENELITIAN 3.1. Waktu dan Tempat Pelaksanaan Penelitian dilaksanakan pada Mei hingga Juli 2012, dan 20 22 Maret 2013 di Laboratorium dan Perbengkelan Teknik Pertanian, Fakultas Pertanian,
22 III. METODELOGI PENELITIAN 3.1. Waktu dan Tempat Pelaksanaan Penelitian dilaksanakan pada Mei hingga Juli 2012, dan 20 22 Maret 2013 di Laboratorium dan Perbengkelan Teknik Pertanian, Fakultas Pertanian,
BAB VI POROS DAN PASAK
 BAB VI POROS DAN PASAK Poros merupakan salah satu bagian yang terpenting dari setiap mesin. Hampir semua mesin meneruskan tenaga bersamasama dengan putaran. Peranan utama dalam transmisi seperti itu dipegang
BAB VI POROS DAN PASAK Poros merupakan salah satu bagian yang terpenting dari setiap mesin. Hampir semua mesin meneruskan tenaga bersamasama dengan putaran. Peranan utama dalam transmisi seperti itu dipegang
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahan-bahan yang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahan-bahan yang
DAFTAR ISI BAB I PENDAHULUAN Latar Belakang Rumusan Masalah Batasan Masalah Tujuan Penelitian Manfaat Penelitian 4
 DAFTAR ISI HALAMAN JUDUL i HALAMAN PENGESAHAN ii HALAMAN PERNYATAAN iii NASKAH SOAL TUGAS AKHIR iv HALAMAN PERSEMBAHAN v KATA PENGANTAR vi DAFTAR ISI 1 DAFTAR GAMBAR 4 DAFTAR TABEL 7 DAFTAR LAMPIRAN 8
DAFTAR ISI HALAMAN JUDUL i HALAMAN PENGESAHAN ii HALAMAN PERNYATAAN iii NASKAH SOAL TUGAS AKHIR iv HALAMAN PERSEMBAHAN v KATA PENGANTAR vi DAFTAR ISI 1 DAFTAR GAMBAR 4 DAFTAR TABEL 7 DAFTAR LAMPIRAN 8
BAB IV PROSES PEMBUATAN, HASIL PEMBUATAN
 BAB IV PROSES PEMBUATAN, HASIL PEMBUATAN 4.1 Konsep Pembuatan Mesin Potong Sesuai dengan definisi dari mesin potong logam, bahwa sebuah mesin dapat menggantikan pekerjaan manual menjadi otomatis, sehingga
BAB IV PROSES PEMBUATAN, HASIL PEMBUATAN 4.1 Konsep Pembuatan Mesin Potong Sesuai dengan definisi dari mesin potong logam, bahwa sebuah mesin dapat menggantikan pekerjaan manual menjadi otomatis, sehingga
BAB III METODE PENELITIAN. Studi Literatur. Penyediaan Alat dan Bahan. Perancangan Prototipe sistem rem dan geometri roda
 BAB III METODE PENELITIAN 3.1 Diagram Alur Penelitian Secara garis besar metode penelitian dan pengujian dapat digambarkan pada diagram alir dibawah ini: Mulai Studi Literatur Penyediaan Alat dan Bahan
BAB III METODE PENELITIAN 3.1 Diagram Alur Penelitian Secara garis besar metode penelitian dan pengujian dapat digambarkan pada diagram alir dibawah ini: Mulai Studi Literatur Penyediaan Alat dan Bahan
PROSES PEMBUATAN PRESS HIDROLIK KAPASITAS MAKSIMAL 15 TON
 PROSES PEMBUATAN PRESS HIDROLIK KAPASITAS MAKSIMAL 15 TON Iik Hikmatul Akbar (1), Yudi Samantha (2), Engkos Koswara (3) Teknik Mesin, Universitas Majalengka email : I.hikmatulakbar@gmail.com ABSTRACT Hydraulic
PROSES PEMBUATAN PRESS HIDROLIK KAPASITAS MAKSIMAL 15 TON Iik Hikmatul Akbar (1), Yudi Samantha (2), Engkos Koswara (3) Teknik Mesin, Universitas Majalengka email : I.hikmatulakbar@gmail.com ABSTRACT Hydraulic
BAB III METODOLOGI. sebagian besar digambarkan dalam diagram alir, agar mempermudah proses
 BAB III METODOLOGI 3.1. Langkah Kerja Penelitian Pada bab ini perancang menjelaskan tentang langkah kerja penelitian yang sebagian besar digambarkan dalam diagram alir, agar mempermudah proses perancangan.
BAB III METODOLOGI 3.1. Langkah Kerja Penelitian Pada bab ini perancang menjelaskan tentang langkah kerja penelitian yang sebagian besar digambarkan dalam diagram alir, agar mempermudah proses perancangan.
Perancangandanpembuatan Crane KapalIkanUntukDaerah BrondongKab. lamongan
 Perancangandanpembuatan Crane KapalIkanUntukDaerah BrondongKab. lamongan Latar Belakang Dalam mencapai kemakmuran suatu negara maritim penguasaan terhadap laut merupakan prioritas utama. Dengan perkembangnya
Perancangandanpembuatan Crane KapalIkanUntukDaerah BrondongKab. lamongan Latar Belakang Dalam mencapai kemakmuran suatu negara maritim penguasaan terhadap laut merupakan prioritas utama. Dengan perkembangnya
PERANCANGAN DAN PEMBUATAN MESIN DAUR ULANG GYPSUM (BAGIAN STATIS)
") PERANCANGAN DAN PEMBUATAN MESIN DAUR ULANG GYPSUM (BAGIAN STATIS) LAPORAN PROYEK AKHIR Oleh Aris Wijaya 121903101005 PROGRAM STUDI DIPLOMA III TEKNIK JURUSAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS JEMBER
PERANCANGAN DAN PEMBUATAN MESIN DAUR ULANG GYPSUM (BAGIAN STATIS) LAPORAN PROYEK AKHIR Oleh Aris Wijaya 121903101005 PROGRAM STUDI DIPLOMA III TEKNIK JURUSAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS JEMBER
PERENCANAAN MESIN PENGADUK UDANG NAGET OTOMATIS
 PERENCANAAN MESIN PENGADUK UDANG NAGET OTOMATIS (1) Sobar Ihsan, (2) Muhammad Marsudi (1)(2) Prodi Teknik Mesin, Prodi Teknik Industri, Fakultas Teknik, Universitas Islam Kalimantan MAB Jln. Adhyaksa (Kayutangi)
PERENCANAAN MESIN PENGADUK UDANG NAGET OTOMATIS (1) Sobar Ihsan, (2) Muhammad Marsudi (1)(2) Prodi Teknik Mesin, Prodi Teknik Industri, Fakultas Teknik, Universitas Islam Kalimantan MAB Jln. Adhyaksa (Kayutangi)
III. METODOLOGI PENELITIAN. Penelitian ini berlangsung dalam 2 (dua) tahap pelaksanaan. Tahap pertama
 tahap pelaksanaan. Tahap pertama") III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini berlangsung dalam 2 (dua) tahap pelaksanaan. Tahap pertama adalah pembuatan alat yang dilaksanakan di bengkel las Citra Damai Kemiling
III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini berlangsung dalam 2 (dua) tahap pelaksanaan. Tahap pertama adalah pembuatan alat yang dilaksanakan di bengkel las Citra Damai Kemiling
RANCANG BANGUN MESIN PENANAM PADI ( RANGKA)
") RANCANG BANGUN MESIN PENANAM PADI ( RANGKA) PROYEK AKHIR Diajukan sebagai salah satu syarat untuk memperoleh gelar Ahli Madya Oleh: SAMUEL HARTAWAN P.I.P NIM. I8111036 PROGRAM DIPLOMA TIGA TEKNIK MESIN
RANCANG BANGUN MESIN PENANAM PADI ( RANGKA) PROYEK AKHIR Diajukan sebagai salah satu syarat untuk memperoleh gelar Ahli Madya Oleh: SAMUEL HARTAWAN P.I.P NIM. I8111036 PROGRAM DIPLOMA TIGA TEKNIK MESIN
Proses Manufaktur Komponen Dinamis Pada Mesin Pemecah Cangkang Biji Kenari. Oleh : Bahrul Luthfi Nasution
 Proses Manufaktur Komponen Dinamis Pada Mesin Pemecah Cangkang Biji Kenari Oleh : Bahrul Luthfi Nasution 21411385 Latar Belakang Peningkatan produksi biji kenari terkupas terbatas pada kemampuan petani
Proses Manufaktur Komponen Dinamis Pada Mesin Pemecah Cangkang Biji Kenari Oleh : Bahrul Luthfi Nasution 21411385 Latar Belakang Peningkatan produksi biji kenari terkupas terbatas pada kemampuan petani
PERANCANGAN KONSTRUKSI PADA SEGWAY
 PERANCANGAN KONSTRUKSI PADA SEGWAY Alvin Soesilo 1), Agustinus Purna Irawan 1) dan Frans Jusuf Daywin 2) 1) Program Studi Teknik Mesin, Fakultas Teknik Universitas Tarumanagara, Jakarta 2) Teknik Pertanian
PERANCANGAN KONSTRUKSI PADA SEGWAY Alvin Soesilo 1), Agustinus Purna Irawan 1) dan Frans Jusuf Daywin 2) 1) Program Studi Teknik Mesin, Fakultas Teknik Universitas Tarumanagara, Jakarta 2) Teknik Pertanian
BAB III PERANCANGAN Perencanaan Kapasitas Penghancuran. Diameter Gerinda (D3) Diameter Puli Motor (D1) Tebal Permukaan (t)
 Diameter Puli Motor (D1) Tebal Permukaan (t)") BAB III PERANCANGAN 3.1. Perencanaan Kapasitas Penghancuran Kapasitas Perencanaan : 100 kg/jam PutaranMotor : 1400 Rpm Diameter Gerinda (D3) : 200 mm Diameter Puli Motor (D1) : 50,8 mm Tebal Permukaan
BAB III PERANCANGAN 3.1. Perencanaan Kapasitas Penghancuran Kapasitas Perencanaan : 100 kg/jam PutaranMotor : 1400 Rpm Diameter Gerinda (D3) : 200 mm Diameter Puli Motor (D1) : 50,8 mm Tebal Permukaan
PERANCANGAN MESIN PRESS BAGLOG JAMUR KAPASITAS 30 BAGLOG PER JAM. Oleh ARIEF HIDAYAT
 PERANCANGAN MESIN PRESS BAGLOG JAMUR KAPASITAS 30 BAGLOG PER JAM Oleh ARIEF HIDAYAT 21410048 Latar Belakang Jamur Tiram dan Jamur Kuping adalah salah satu jenis jamur kayu, Media yang digunakan oleh para
PERANCANGAN MESIN PRESS BAGLOG JAMUR KAPASITAS 30 BAGLOG PER JAM Oleh ARIEF HIDAYAT 21410048 Latar Belakang Jamur Tiram dan Jamur Kuping adalah salah satu jenis jamur kayu, Media yang digunakan oleh para
BAB III PERENCANAAN DAN GAMBAR
 BAB III PERENCANAAN DAN GAMBAR 3.1 Flowchart Perencanaan Pembuatan Mesin Pemotong Umbi Proses Perancangan mesin pemotong umbi seperti yang terlihat pada gambar 3.1 berikut ini: Mulai mm Studi Literatur
BAB III PERENCANAAN DAN GAMBAR 3.1 Flowchart Perencanaan Pembuatan Mesin Pemotong Umbi Proses Perancangan mesin pemotong umbi seperti yang terlihat pada gambar 3.1 berikut ini: Mulai mm Studi Literatur
PERANCANGAN MANUFAKTUR MESIN PENGADUK MEDIA TANAM JAMUR
 PERANCANGAN MANUFAKTUR MESIN PENGADUK MEDIA TANAM JAMUR Nama : Rachmad Hidayat NPM : 29411104 Jurusan : Teknik Mesin Fakultas : Teknologi Industri Pembimbing : Dr. Ir. Tri Mulyanto, MT Latar Belakang Perkembangan
PERANCANGAN MANUFAKTUR MESIN PENGADUK MEDIA TANAM JAMUR Nama : Rachmad Hidayat NPM : 29411104 Jurusan : Teknik Mesin Fakultas : Teknologi Industri Pembimbing : Dr. Ir. Tri Mulyanto, MT Latar Belakang Perkembangan
V.HASIL DAN PEMBAHASAN
 V.HASIL DAN PEMBAHASAN A.KONDISI SERASAH TEBU DI LAHAN Sampel lahan pada perkebunan tebu PT Rajawali II Unit PG Subang yang digunakan dalam pengukuran profil guludan disajikan dalam Gambar 38. Profil guludan
V.HASIL DAN PEMBAHASAN A.KONDISI SERASAH TEBU DI LAHAN Sampel lahan pada perkebunan tebu PT Rajawali II Unit PG Subang yang digunakan dalam pengukuran profil guludan disajikan dalam Gambar 38. Profil guludan
MATERI KULIAH CNC Memasang Cekam dan Benda kerja Pada Mesin Bubut CNC
 KEGIATAN BELAJAR 1. Kegiatan Belajar MATERI KULIAH CNC Memasang Cekam dan Benda kerja Pada Mesin Bubut CNC Oleh: Dwi Rahdiyanta Fakultas Teknik Universitas Negeri Yogyakarta Instruksi memasang cekam dan
KEGIATAN BELAJAR 1. Kegiatan Belajar MATERI KULIAH CNC Memasang Cekam dan Benda kerja Pada Mesin Bubut CNC Oleh: Dwi Rahdiyanta Fakultas Teknik Universitas Negeri Yogyakarta Instruksi memasang cekam dan