Simbol Pengelasan TEKNIK LAS BAB 2 SIMBOL PENGELASAN
|
|
|
- Farida Cahyadi
- 6 tahun lalu
- Tontonan:
Transkripsi
1 BAB 2 SIMBOL PENGELASAN Proses pengelasan merupakan proses penyambungan / pengabungan dua atau lebih bahan logam dengan menggunakan tekanan, panas, nyala atau busur listrik. Pada proses pengelasan, logam pengisi dan benda kerja dipanaskan sampai membentuk busur las dengan menggunakan busur listrik atau pembakaran gas. Pada umumnya proses pengelasan digunakan untuk memproduksi alat / komponen yang terbuat dari bahan logam, dengan hasil las sesuai kebutuhan. Untuk itu diperlukan syarat-syarat dalam pengelasan untuk menjamin mutu sambungan las. Agar syarat-syarat pengelasan dapat dipahami oleh juru las (welder) tentunya membutuhkan kesepakatan simbol las pada gambar konstruksi. Simbol las ini telah distandarkan oleh AWS, JIS, BS, DIN dan system standar lainnya. Oleh karena simbol las sangat penting sekali untuk dapat dimengerti oleh semua negera di dunia ini, maka diperlukan standarisasi simbol las oleh ISO. Pada umumnya didalam simbol las terdiri dari dua bagian yaitu simbol dasar las dan simbol pelengkap yang kedua-duanya di letakkan pada garis referensi. Untuk menjamin mutu las diperlukan simbol uji yang menjelaskan jenis pengujian yang harus dilakukan. Berdasarkan simbol las dasar, pengelasan dapat dibagi menjadi las alur, Fillet, Alur J, Alur bujur sangkar, Plug, Alur V terbuka, Alur tirus, Alur tirus terbuka, Alur U, Flens ganda, Alur V, Titik, Proyeksi, Klem. Sedang simbol las pelengkap digunakan untuk menjelaskan jenis penyelesaian, penampakan, dan lain sebagainya dari permukaan las yang tertulis pada garis referensi. Aturan penggunaan simbol las harus sesuai dengan standar pengelasan internasional. Menurut standar AWS, penggunaan simbol las harus mengikuti aturan sebagai berikut: 1. Simbol las harus menunjukkan jenis pengelasan dari bagian Yang disambung, kecuali pada proses las lapisan. 2. Simbol las harus ditempatkan pada garis referensi lengkap dengan ukurannya. 3. Garis referensi terdiri dari dua garis yaitu garis datar tempat simbol las dan garis penunjuk dengan panah yang menunjukkan bagian sambungan dan membentuk sudut 60o terhadap garis datar. 4. Simbol las dan ukurannya harus ditempatkan sedekat mungkin dengan garis referensi dan diletakkan di bawah garis referensi bila permukaan yang dilas adalah permukaan yang ditunjukkan oleh panah dan harus diletakkan diatas garis referensi bila yang dilas adalah permukaan sebaliknya. 5. Simbol pelengkap untuk pengelasan dilapangan harus diletakkan pada pertemuan dari garis datar dan garis penunjuk. 6. Simbol pengelasan khusus harus ditempatkan pada ujung akhir garis referensi. 13
 Sambungan Sisi (Edge Joint) Gambar 2.")

, T (Tee), Tumpang (Lap), dan Sisi (Edge), seperti terihat Gambar 2.1.")

 (Tee Joint)")
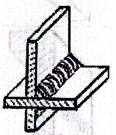
2 Sambungan Tumpul (Butt Joint) Sambungan T (Tee Joint) Sambungan Tumpang (Lap joint) Sambungan Sudut (Corner Joint) Sambungan Sisi (Edge Joint) Gambar 2.1 Desain Dasar Sambungan Las 2.1 Dasar Sambungan Las Pada proses pengelasan terdapat lima jenis desain dasar sambungan las. Kelima jenis dasar sambungan tersebut adalah sambungan Tumpul (Butt), Sudut (Corner), T (Tee), Tumpang (Lap), dan Sisi (Edge), seperti terihat Gambar 2.1. Lima jenis dasar sambungan las dapat dibuat dalam empat posisi pengelasan yang berbeda, yaitu posisi flat, vertical, horizontal, dan diatas kepala seperti ditunjukkan pada gambar 2.2 Jenis Posisi Sambungan Sambungan Sambungan Tumpang T Tumpul (Lap Joint) (Tee Joint) (Butt Joint) Sambungan Sambungan Sudut Sisi (Corner (Edge Joint) joint) Flat Horisontal Vertikal di Atas Kepala Gambar 2.2 Posisi pengelasan pada kelima jenis dasar sambungan las 14
 Jari kaki las (Toe of weld) Perm ukaan penguat (face reinforcem ent) Perm ukaan las Overlap Penetrasi Perm ukaan kaki (Root face) Bukaan kaki (Root Opening) Kaki penguat")
3 Pada proses pengelasan terdapat beberapa istilah yang umum digunakan seperti yang ditunjukkan pada gambar 2.3. Ukuran las (Throat efektif) Jari kaki las (Toe of weld) Perm ukaan penguat (face reinforcem ent) Perm ukaan las Overlap Penetrasi Perm ukaan kaki (Root face) Bukaan kaki (Root Opening) Kaki penguat (Root reinforcement) Gambar 2.3 Istilah yang digunakan pada pengelasan Gambar 2.4 Muka alur (groove face), muka akar (root face) dan sisi akar (root edge) sambungan pengelasan. Sumber: 15
4 Gambar 2.5 Sudut tirus (Bevel angle), sudut alur (groove angle), alur radius (groove radius) dan bukaan akar (root opening) sambungan las. Sumber: Gambar 2.6 Bagian las alur (groove weld) dan las fillet (fillet weld) Sumber: 16
 Sumber: www.aws.")
5 Gambar 2.7 Urutan lapisan (pass layer) pengelasan Sumber: Gambar 2.8 Lapisan ganda (multiple pass layer) Sumber: Pada proses pengelasan seringkali diperlukan proses penyiapan bagian sisi logam (logam dasar) yang akan di las dengan melakukan pemotongan, permesinan, atau penggerindaan. Persiapan ini dilakukan untuk menjamin proses pengelasan mencapai seluruh ketebalan logam dasar. Persiapan pada bagian sisi logam yang tebal dengan membuat area sambungan (gap). Hal ini dimaksudkan untuk memberi ruang yang cukup besar sehingga pengelasan mencapai bagian permukaan bawah sambungan. Sambungan jenis tumpul dapat dilakukan pengelasan dari atas, bawah atau keduanya. Sambungan tumpul dapat dilas dengan menggunakan salah satu dari jenis pengelasan, seperti yang ditunjukkan dalam Gambar 2.9. Alur bujur sangkar (Square groove), alur tirus (Bevel groove), alur V (V groove), alur J (J groove), alur U (U groove), alur tirus terbuka (flare-bevel-groove), alur V terbuka (flare V groove), dan flens ganda (Edge Flange). Alur tirusl Alur tirus ganda Alur V Alur V ganda Alur J Alur J ganda Alur U Alur U ganda Las alur bujur sangkar Alur tirus Las alur V Las flens terbuka terbuka ganda Gambar 2.9 Metode persiapan pada sisi sambungan tumpul. 17

6 Sambungan sudut (corner) dapat dilakukan pengelasan baik dari dalam maupun dari luar sudut sambungan. Kadang-kadang sambungan sudut (corner) dapat dilakukan dari kedua sisi sambungan. Gambar 2.10 menunjukkan metode yang digunakan untuk menyiapkan pengelasan dari dalam maupun dari luar pada sambungan sudut. Alur ganda seringkali digunakan pada bahan logam yang tebal dan dilakukan pengelasan pada kedua sisinya. Biasanya pada bahan logam tersebut disambung dengan bentuk sambungan tirus terbuka, alur V terbuka, dan flens ganda. Las alur bujur sangkar Las Fillet pada sudut dalam (tanpa persiapan) pada sudut luar Alur V pada sudut luar Alur tirus pada sudut dalam Alur J pada sudut luar Alur U pada sudut luar Las alur tirus terbuka pada sudut dalam Las alur V terbuka pada sudut luar Alur tirus pada sudut luar Alur J pada sudut dalam Las alur flens ganda pada sudut luar Gambar 2.10 Metode penyiapan bagian sisi sambungan sudut. Pada bahan logam yang tebal biasanya menggunakan Tirus ganda dan alur J ganda. Disebut sambungan T, karena berkaitan dengan posisi penempatan logam dasar yang membentuk sambungan berbentuk huruf T, seperti yang terihat pada gambar Alur bujur sangkar Alur tirus Alur J Alur tirus ganda Alur tirus terbuka Gambar 2.11 Metode penyiapan bagian sisi pada sambungan T 18
7 Gambar 2.11 menunjukkan metode penyiapan pada bagian sisi bahan logam untuk beberapa jenis pengelasan sambungan T. Untuk pengelasan sambungan tumpang biasanya jarang dilakukan persiapan. Beberapa metode penyiapan pengelasan sambungan sisi, seperti pada gambar Alur bujur sangkar Alur tirus Alur V Alur J Alur U Alur flens ganda Gambar 2.12 Metode penyiapan pengelasan sambungan sisi 2.2 Standar internasional dalam penulisan simbol pengelasan mengacu pada simbol pengelasan yang diadopsi dari American Welding Society (AWS). penggunaan simbol ini diterapkan dalam bidang struktur, fabrikasi, jembatan, dan lain sebagainya. Dalam simbol pengelasan yang lengkap mencakup semua informasi tentang sambungan las. Simbol dasar las merupakan bagian dari Simbol lengkap pengelasan yang menunjukkan jenis las yang digunakan. Pada tabel 2.1 dan 2.2 menunjukkan simbol dasar pengelasan yang digunakan oleh AWS. Informasi pada beberapa gambar pengelasan, dengan menggunakan simbol pengelasan yang sesuai, ditunjukkan untuk memberikan berbagai informasi proses pengelasan, informasi ini terdapat pada area simbol las yang lengkap. Sisi pada sambungan las ditunjukkan dengan warna merah. Dan sebagaimana pada tahap persiapan sesuai dengan simbol pengelasannya. 19

 8 Las Butt Alur J tunggal 9 Backing run atau")
8 Tabel 2.1 Simbol dasar pengelasan No Keterangan 1 Las Butt Flens ganda 2 Las Butt Bujur sangkar 3 Las Butt alur V tunggal 4 Las Butt tirus tunggal 5 Las Butt Alur V tunggal dengan broad root face 6 Las Butt tirus tunggal dengan broad root face 7 Las Butt Alur U tunggal (parallel) 8 Las Butt Alur J tunggal 9 Backing run atau Pendukung las 10 Las Fillet 11 Las Plug 12 Las Titik 13 Las Klem Sumber: Standard ISO (E) 20 Ilustrasi Simbol
9 Sedangkan simbol tambahan sebagai berikut: Tabel 2.2 Simbol tambahan Bentuk permukaan las Simbol a. Datar b. Cembung c. Cekung Sumber: Standard ISO (E) Gambar bagian yang dilas biasanya digambarkan sesuai dengan simbol yang ditunjukkan pada gambar Setiap dua atau lebih bagian yang akan dilakukan pengelasan (weldment) ditempatkan bersama, permukaan dan sisinya membentuk sebuah sambungan. Gambar bagian yang dilas mengindikasikan bagaimana bagian tersebut di assembly dan apa jenis sambungan yang akan dibuat? Gambar 2.1 menunjukkan jenis sambungan las dan jenis pengelasan yang digunakan pada berbagai sambungan. Sudut alur Tanda penyelesaian Kontur las Celah akar Sisi lain Panjang manik las Jarak manik las Ukuran atau kekuatan Ukuran atau kekuatan Tanda pengerjaan dilapangan Garis penunjuk Spesifikasi proses atau lainnya Ekor Dasar simbol las atau detail Di las seluruh keliling Jumlah titik las Elemen selain area ini menunjukan ketika ekor dan anah panah dibalik Garis referensi Sisi anak panah Gambar 2.13 Simbol pengelasan Sumber: AWS A Simbol pengelasan yang lengkap akan menjelaskan pada juru las (welder) tentang bagaimana mempersiapkan logam dasar, proses pengelasan yang digunakan, metode penyelesaian (finishing), dan informasi lainnya mengenai masing-masing pengelasan. 21
, garis ini selalu Ekor digambar sebagai garis horisontal.")
10 Ukuran yang digunakan pada Simbol pengelasan dapat mengunakan satuan metrik SI Garis Referensi, Kepala Panah, dan Ekor Pada gambar 2.14 menunjukkan gambar sebuah garis referensi Anak panah (reference line), garis ini selalu Ekor digambar sebagai garis horisontal. Garis ini selalu ditempatkan pada gambar dekat sambungan bahan logam yang akan dilas. Semua informasi mengenai pengelasan bahan logam ditunjukkan di atas atau di bawah garis referensi horisontal pada simbol pengelasan. Semua informasi yang ditunjukkan pada simbol pengelasan lengkap Gambar Simbol penge- selalu ditunjukkan dalam posisi yang lasan untuk garis referensi, sama seperti ditunjukkan dalam anak panah, dan ekor. gambar 2.13 dan dibaca dari kiri ke kanan. Anak panah (arrow) dapat digambar dari kedua ujung garis referensi. Simbol pengelasan tampak di dalam gambar proyeksi pengelasan. anak panah selalu menyentuh garis yang menunjukkan dimana posisi sambungan yang akan di las. Ekor (tail) digunakan sesuai dengan keperluan. Jika digunakan, simbol ini memberikan informasi mengenai spesifikasi, proses pengelasan yang digunakan, atau rincian lain yang diperlukan, tetapi tidak ditunjukkan pada simbol pengelasan. Sebagai contoh penggunaan nomor, misalnya 1, 2, atau 3, dan seterusnya dapat digunakan pada ekor tersebut. Hal ini untuk menunjukkan pada juru las (welder) sebagai catatan mengenai gambaran tersebut. Pembuat gambar baik perorangan atau perusahaan dapat menggunakan nomor kode atau huruf pada ekor tersebut untuk menunjukkan proses, prosedur, metode penyelesaian pengelasan, atau spesifikasi perusahaan. Jika dalam gambar simbol tidak ditemukan adanya gambar ekor, ini berarti bahwa pada informasi pada gambar tersebut sesuai dengan catatan khusus yang dibuat oleh si pembuat gambar kerja. seperti misalnya, Kecuali tidak dispesifikasikan, semua pengelasan dapat dilakukan sesuai dengan Spesifikasi No. XXXX. Garis referensi 2.4 Simbol Dasar Las Simbol dasar las yang ditunjukkan pada Simbol pengelasan lengkap menunjukkan jenis pengelasan yang dibuat pada sambungan las. Hal ini juga merupakan gambar miniatur berbagai tahap persiapan pada sisi 22

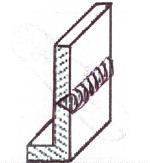
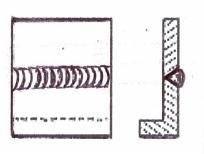
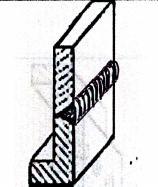
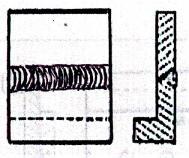
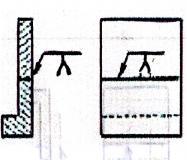
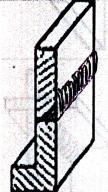
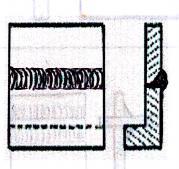
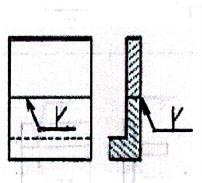
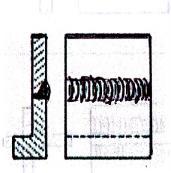
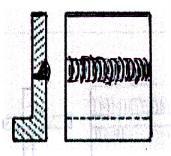
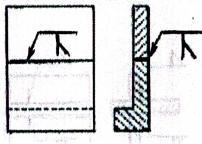
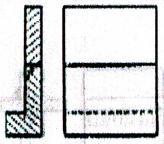
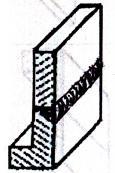
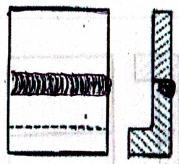
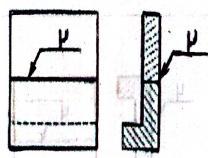
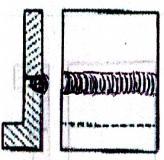
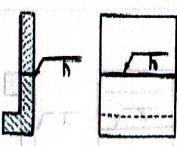
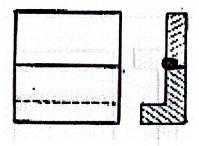
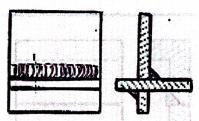
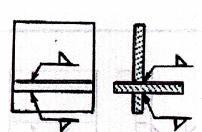
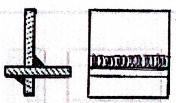
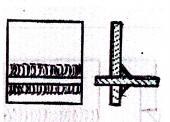
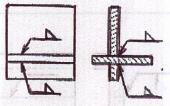
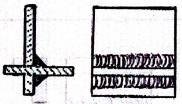
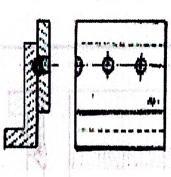
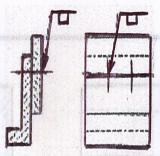
11 bahan logam yang diperlukan pada saat sebelum pengelasan dimulai. gambar 2.15 menunjukkan penggunaan beberapa jenis simbol las. Garis vertikal yang digunakan pada jenis pengelasan fillet, tirus, atau alur J selalu digambarkan di sebelah kiri. Simbol sambungan T Simbol sambungan tumpul bujur sangkar Sambungan T Sambungan tumpul bujur sangkar Gambar 2.15 Perbandingan simbol las dan hasil las. 2.5 Sisi Anak Panah Dan Sisi Lain Sisi lain Sisi anak panah Sisi lain Sisi anak panah Pada gambar bagian yang dilas, anak panah pada simbol pengelasan lain menyentuh garis yang dilas. Logam tersebut memiliki duasisisisi. Permukaan logam dimana yang disentuh anak panah disebut sisi anak Sisisisi anak panah anak panah panah. Sedangkan permukaan Sisi logam yang berlawanan dengan anak Sisi panah disebut sisianak lain. Pada beberapa bahan yang mampu dilas, karena Sisi lain posisi sambunganpanah tidak ada bagian yang disebut di dalam atau di luar sisi, ujung atau bawah, kiri atau kanan. Sehingga untuk Sisi menyederhanaanak panah Sisi lain kan lokasi pengelasan digunakan istilah sisi anak panah dan sisi lain. Pada Simbol pengelasan, informasi pengelasan pada sisi anak panah Gambar 2.16 Posisidipenempatan anak panah daninformasi sisi lain pengelasan selalu ditunjukkan bawah garissisi referensi. Sedang pada sisi lain selalu ditunjukkan di atas garis referensi. Terdapat kemungkinan tidak selalu menempatkan simbol pengelasan di sisi yang harus dilas. Kadang-kadang gambar tersebut terlalu ramai dan rumit. Gambar 2.16 menunjukkan contoh penggunaan sisi anak panah dan sisi lain pada Simbol pengelasan. Garis putus-putus tidak ditunjukkan pada Simbol dasar pengelasan. Tetapi, Simbol-Simbol yang digunakan di sini, untuk memberikan gambaran bahwa simbol dasar pengelasan adalah miniatur gambar pada persiapan sisi dan/atau jenis pengelasan yang digunakan. Garis vertikal pada simbol pengelasan alur bevel dan simbol fillet digambarkan di sebelah kiri. Bagian permukaan bahan logam yang disentuh oleh anak panah selalu disebut sisi anak panah. 23
 Ilustrasi")
 terletak pada sisi anak panah pada")
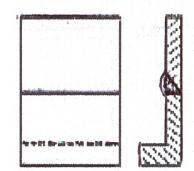
 terletak pada sisi lain pada sambungan")
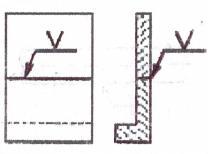
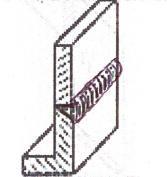
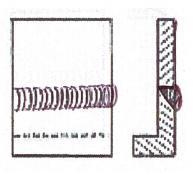
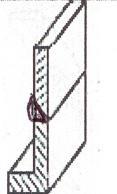
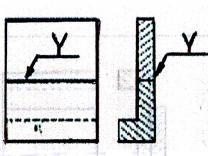
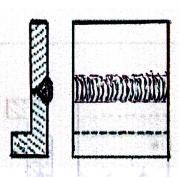
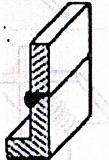
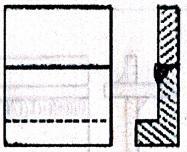
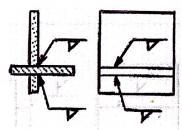
12 Tabel 2.3 Posisi simbol las menurut proyeksi Amerika (cara A ) Ilustrasi Representasi Simbol Deskripsi posisi Simbol dibawah garis referensi. Jika permukaan las (weld face) terletak pada sisi anak panah pada sambungan Simbol diatas garis referensi. Jika permukaan las (weld face) terletak pada sisi lain pada sambungan Melintang garis referensi jika dalam kasus pengelasan yang dibuat pada tempat sambungan Sumber: Standard ISO (E) 24
 Ilustrasi Representasi Simbol Deskripsi posisi Simbol")
 terletak pada sisi anak panah pada sambungan Simbol dibawah garis referensi.")
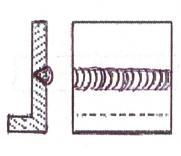
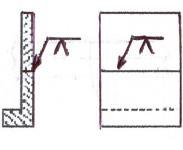
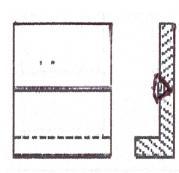
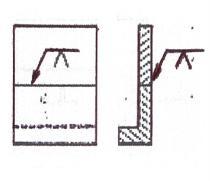
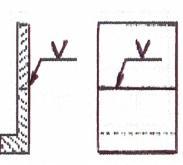
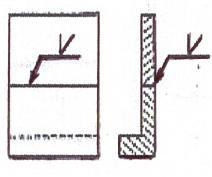
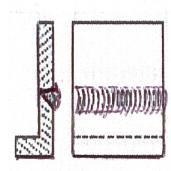
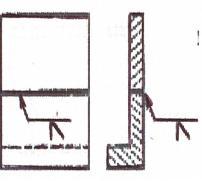
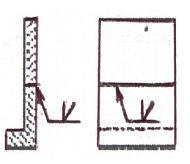
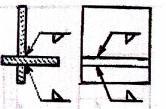
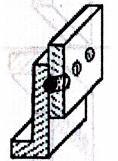
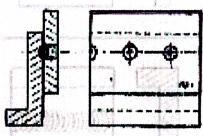
13 Tabel 2.4 Posisi simbol las menurut proyeksi Eropa (cara E ) Ilustrasi Representasi Simbol Deskripsi posisi Simbol diatas garis referensi. Jika permukaan las (weld face) terletak pada sisi anak panah pada sambungan Simbol dibawah garis referensi. Jika permukaan las (weld face) terletak pada sisi lain pada sambungan Melintang garis referensi jika dalam kasus pengelasan yang dibuat pada tempat sambungan Sumber: Standard ISO (E) 25
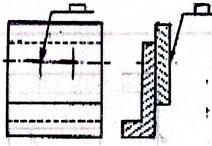
14 Contoh Bila terdapat benda kerja yang akan dilas berbentuk sebagai berikut, bagaimana simbol pengelasan menurut proyeksi Eropa dan proyeksi Amerika : Ilustrasi benda kerja Proyeksi Eropa Proyeksi Amerika Tabel 2.3 dan 2.4 menunjukkan gambar proyeksi simbol. Sedangkan contoh penggunaan simbol dasar dengan kedua proyeksi, baik dengan proyeksi Amerika dan Proyeksi Eropa, seperti terlihat pada tabel
15 Tabel 2.5 Contoh penggunaan simbol dasar pada proyeksi Eropa dan Amerika Proyeksi Eropa Proyeksi Amerika No. Simbol Ilustrasi Representasi simbol Representasi simbol


16 3 4 28

17
18 8 9 30
19 10 11 Sumber: Standard ISO (E) 31
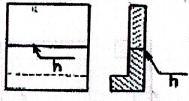
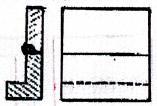
20 Untuk memudahkan pemahaman pembaca, simbol yang digunakan pada buku ini mengacu pada American Welding Society (AWS) sehingga menggunakan proyeksi Amerika atau proyeksi cara A. 2.6 Bukaan Akar dan Sudut alur Bukaan akar (Root Opening) merupakan ruang di antara logam yang terletak di bawah sambungan (akar). bukaan akar ini bisa dispesifikasikan pada gambar dalam satuan metrik, dalam pecahan inchi, atau satu angka dibelakang koma dalam inchi. Ukuran bukaan akar tampak di dalam simbol dasar las pada simbol lengkap pengelasan. Besarnya sudut pada alur las terletak di atas Simbol dasar pengelasan, seperti terlihat pada gambar Dalam melakukan persiapan pada bagian sisi pengelasan, setengah dari sudut alur dipotong pada masing-masing bagian, sehingga ketika di gabungkan sudut yang ditunjukkan adalah sudut total. Ketika menggunakan jenis pengelasan bevel atau alur-j, hanya berdasarkan satu bagian bahan logam dipotong. Anak panah pada simbol pengelasan menempel pada titik bagian permukaan yang dipotong seperti terlihat pada gambar 2.17D, dan pada gambar 2.18A. o 60 1/6 Bukaan kaki 45 Sudut alur B A o 30 C 1/6 45 1/8 1/8 D E F o 45 Gambar Bukaan akar dan sudut alur Pada gambar 2.17 terlihat bahwa gambar A dan D menunjukkan Simbol las untuk pengelasan alur. Sedang gambar B dan E menunjukkan potongan bagian dan setting untuk pengelasan. Gambar C dan F menunjukkan pengelasan yang telah lengkap. Terlihat bahwa anak panah menempel di titik D bagian sebelah kiri, yang artinya bahwa bagian ini harus dipotong atau dilakukan permesinan. 2.7 Kontur dan Simbol Penyelesaian Bentuk atau kontour pada manik-manik las ditunjukkan pada Simbol pengelasan sebagai garis lurus atau lengkung di antara Simbol dasar pengelasan dan Simbol finishing. Garis kontur lurus menunjukkan bahwa manik-manik las dapat dibuat sedatar mungkin. Garis contour lengkung 32

21 menunjukkan bentuk cembung atau cekung manik-manik las, seperti terlihat pada gambar Simbol kontur Simbol finish 1/8 45 C C G A C Simbol kontur Simbol finish Kontur normal, Potongan permukaan Simbol finish kontur cembung, kemudian dipotong Kontur flat kemudian di gerinda B F Gambar Kontour las dan Simbol penyelesaian Pada gambar 2.18 terlihat pada gambar A,C dan E menunjukkan simbol kontour dan penyelesaian pada Simbol pengelasan. Sedang gambar B, D, dan F menggambarkan bentuk dan penyelesaian pengelasan yang telah lengkap. Dalam standar American Welding Society (AWS) menggunakan symbol-simbol penyelesaian sebagai berikut: C (potong); G (gerinda); M (pemesinan); R (Pengerollan); H (tempa). 2.8 Ukuran (Kekuatan Las) dan Ukuran efektif Throat Ukuran las sangat penting. Ukuran las pada umumnya ditentukan dengan kode dan spesifikasi, insinyur las, atau dari pengalaman. Istilah Size Of Weld berbeda artinya untuk jenis pengelasan fillet dan pengelasan alur. Ukuran pada jenis pengelasan fillet berarti panjang pada bagian segi tiga yang terbentuk pada arah melintang pengelasan yang telah lengkap seperti yang terlihat pada gambar E1 E2 A B a L2 L1 Gambar 2.19 Ukuran pada jenis pengelasan fillet dan throat yang efektif 33

22 Pada gambar 2.19 terlihat bahwa gambar A dan B menunjukkan pengelasan fillet telah dilas pada ukuran sama a. Ukuran segi tiga yang digambarkan pada kontour pengelasan A lebih kecil dibanding segitiga B. Pada hasil las A yang cekung, pengelasannya lebih kecil dibandingkan dengan pengelasan B yang cembung. Ukuran throat efektif E1 dan E2 sama pada kedua jenis pengelasan fillet. Ukuran pengelasan alur adalah sejauh mana kedalaman logam dasar dipotong atau sebagai dasar, seperti terlihat pada gambar 2.20 yang dimaksud dengan throat yang efektif pada pengelasan alur adalah kedalaman penetrasi pengelasan. Throat yang efektif tak pernah lebih besar dibandingkan dengan ketebalan logam. 1/4 A 1/5 1/4 (1/5) 1/2" B 5/8 3/4 5/8 (3/4) 5/8 5/8 (3/4) Gambar Ukuran pengelasan alur dan throat yang efektif. 3/8 Pada gambar 2.20 terlihat bahwa: a) Ukuran las adalah 1/4 inchi dan throat efektif (penetrasi pengelasan) adalah 1/5 inchi. b) Jenis pengelasan adalah bevel ganda. Ukuran las adalah 5/8 inchi. Throat efektif masingmasing pengelasan 3/4 inchi. Tetapi, total efektif throat tidak boleh lebih besar dibandingkan dengan ketebalan bahan logam yaitu sebesar 1 inchi. Dimensi pada bentuk segitiga pada pengelasan fillet ditunjukkan di sebelah kiri Simbol dasar pengelasan. Ukuran pada A 3/8 B 3/8 C 3/8 D 1/2 Gambar 2.21 Ukuran las fillet 34

23 pengelasan fillet adalah panjang masing-masing kaki. Yang dimaksud panjang Kaki adalah ukuran pada arah vertikal dan horisontal sisi kanan (90o) segi tiga. Gambar 2.21 menunjukkan penemptan dimensi ukuran tersebut. Ukuran tersebut bisa digambarkan dalam bentuk pecahan atau desimal. Ukuran tersebut juga bisa digambar dalam satuan matrik SI. Panjang sisi segi tiga pengelasan filler yang khusus mempunyai panjang yang sama. Dengan demikian hanya satu dimensi yang digambarkan pada simbol pengelasan untuk pengelasan fillet yang khusus. Jika dimensi dua sisi segi tiga fillet tidak sama, maka dua dimensi akan digambar seperti ditunjukkan dalam Gambar 2.21, tampak pada gambar C dan D. Seandainya dimensi panjang sisi segitiga pada pengelasan fillet tidak sama, bentuk fillet bisa ditunjukkan pada gambar pengelasan. Bentuk pada gambar tersebut akan mengindikasikan pada pengelas sisi fillet mana yang merupakan dimensi panjang dan yang merupakan dimensi pendek. Throat efektif atau kedalaman deposit logam las juga ditunjukkan di sebelah kiri Simbol dasar pengelasan dan dinyatakan dalam kurung. Pada gambar 2.21 terlihat bahwa: A. satu ukuran 1/2 inchi. Hal ini mengindikasikan bahwa kedua sisi fillet segi tiga adalah 3/4 inchi, B. bentuk hasil akhir pengelasan pada A. C. jika dua dimensi berbeda. Ukuran masing-masing sisi fillet bisa ditunjukkan dengan ukuran relatifnya pada gambar pengelasan. D. bentuk hasil akhir pengelasan C. Bila ukuran throat efektif tidak ada berarti menunjukkan pengelasan B A (3/8) untuk alur tunggal dan alur ganda, o 60 1/6o serta dibutuhkan penetrasi yang 60 sempurna. Seperti terlihat pada 3/8 gambar 2.16 dan sebagai contoh 1/2 yang diberikan ukuran throat 1/6 efektif terlihat pada gambar (.6) Pada gambar 2.22 terlihat bahwa 45.6 throat efektif bisa ditunjukkan pada.8 A dan C. Gambar B menunjukkan D C.5 ukuran throat efektif lebih kecil dari ketebalan logam. Sedang pada gambar D, Ukuran throat efektif Gambar Ukuran throat lebih besar dibandingkan dengan kedalaman alur. efektif 2.9 Panjang dan Jarak Bagi Las Pada beberapa bagian yang di las yang tidak memerlukan pengelasan terus-menerus dari satu ujung sambungan keujung sambungan yang lain. 35
24 Untuk menghemat waktu dan biaya, dimana kekuatan las tidak begitu dipentingkan.bagian las yang pendek las dapat ditempatkan pada seberang sambungan. Hal ini disebut dengan pengelasan intermittent (putus-putus).pada pengelasan intermittend, dimensi panjang digunakan untuk menandai panjang masing-masing las. Dimensi jarak bagi menunjukkan jarak dari titik tengah las yang ke titik tengah las berikutnya, seperti terlihat pada gambar ukuran panjang dan jarak bagi selalu ditunjukkan di sebelah kanan dasar simbol las dasar pada simbol pengelasan.ketika melakukan pengelasan fillet putus-putus di perlukan sambungan las pada kedua sisi, kemungkinannya adalah salah satu dari dua jenis. Jenis pertama adalah las rantai putus-putus (chain intermittent weld), sedang jenis yang kedua adalah jenis las same titik. B A 1/ C D Gambar Ukuran panjang dan jarak bagi las Pada gambar A panjang (4) dan jarak bagi (8) pada simbol pengelasan. B Menunjukkan rangkaian panjang las 2 inchi, jarak antar titik tengah las ke titik las yang lain 4 inchi. C dan D menunjukkan gambar simbol fillet dan hasil las. Pengelasan kontinyu dan putus-putus bisa dibuat dalam sambungan yang sama. Dalam kasus itu, penggambaran akan menggunakan dimensi untuk menunjukkan di mana masing-masing efektifitas Simbol pengelasan dari mulai hingga akhir. Seperti terlihat pada gambar 2.20 A. Perbedaan spasi dari jarak bagi reguler bisa digunakan di antara akhir pengelasan kontinyu dan permulaan pengelasan putus-putus. Lihat dimensi 4 dalam Gambar 2.20 B. Spasi ini sama dengan jarak putusputus minus panjang satu pengelasan putus-putus. Spasi di antara pengelasan kontinyu dan putus-putus dalam Gambar 2.20 B, sama dengan jarak minus panjang, atau 8 4 = Simbol Pendukung Las dan Melt -Thru Sambungan las yang mempersyaratkan penetrasi lengkap bisa dilas dari kedua sisi. Stringer bead (satu pelepasan pengelasan tanpa gerakan bergelombang) mungkin memerlukan pendukung pada sisi berlawanan 36
25 pengelasan alur untuk menjamin sempurnanya penetrasi. Dalam kasus itu, diperlukan simbol pendukung las seperti terlihat pada gambar Simbol burn-through digunakan ketika 100 persen dibutuhkan penetrasi pada salah satu sisi las. 16 1/ /4 A / B 6 Gambar Pengelasan kontinyu dan putus-putus Pada gambar 2.24, penggunaan Dimensi pada batas atas gambar pengelasan ditunjukkan pada simbol pengelasan. Spasi diantara pengelasan continue dan putus-putus sama dengan jarak bagi dikurangi panjang satu las putus-putus. Simbol kontur 1/8 Ukuran A Simbol pendukung las (backing weld) Penetrasi lengkap Simbol atau burn-through burn-through 45 C B Backing weld D 1/8 Gambar Simbol pendukung las dan burn-through Simbol burn-through digunakan pada pengelasan yang dilas hanya dari satu sisi dan yang memerlukan 100 persen penetrasi, seperti ditunjukkan pada gambar C dan D. Pendukung las bisa digunakan untuk memperoleh 100 persen penetrasi ketika memungkinkan pengelasan pada kedua sisi, 37
26 seperti ditunjukkan pada gambar A dan B. Simbol kontur dan ukuran bisa digunakan dengan seperti terlihat pada gambar A dan C. Ukuran 0.5 fillet pada gambar D dan E dilas dalam medan las. Medan tersebut dilas pada semua sudut baik depan maupun belakang. Simbol las penuh 1/4 Tampilan secara perspectif A B Simbol bidang las D Simbol las penuh 0.5 E 1/4 Fillet di las penuh C 0.5 fillet dilas pada bidang (lokasi) dan sepenuhnya (depan dan belakang) Gambar 2.26 Simbol las penuh dan medan las 2.11 Simbol Las Penuh dan Medan Las Arah yang diberikan pada Simbol pengelasan tidak lagi berarti ketika terjadi perubahan sambungan las pada sekeliling sudut. Jika terjadi perubahan arah sambungan harus menggunakan simbol pengelasan baru atau menggunakan simbol las penuh. Simbol las penuh digunakan ketika jenis sambungan las yang sama digunakan pada semua sisi kotak atau bagian silinder, seperti terlihat Gambar Beberapa bagian disatukan dan dilas di bengkel. Hal ini seringkali diperlukan bagian dalam medan tersebut untuk penggabungan akhir dan pengelasan. Ketika pengelasan harus dibuat dalam medan yang jauh dari bengkel, Simbol medan las bisa digunakan, seperti terlihat pada Gambar 2.26 D. Jika pengelasan harus dibuat di bengkel, tidak menggunakan Simbol medan las seperti terlihat pada gambar

27 2.12. Garis Referensi Ganda Jika membuat serangkaian operasi bisa mengunakan dua garis referensi atau lebih. Gambar 2.27 menggambarkan garis referensi, untuk garis referensi yang paling dekat dengan anak panah mengindikasikan operasi pertama. Operasi terakhir ditunjukan oleh garis referensi terjauh dari anak panah tersebut. A B Las kedua Las ketiga Las pertama A B Gambar 2.27 Penggunaan garis referensi ganda. Gambar A menunjukkan penggunaan tiga garis referensi. Garis pertama menunjukan pendukung las (backing weld). Garis kedua menunjukan las tirus (bevel). Sedangkan garis terakhir menunjukan kontur las fillet. Sedang gambar B menunjukkan sambungan las yang telah lengkap. Gambar Pengelasan plug dan slot Las Plug dan Slot Kadang-kadang perlu mengelas dua bagian bahan bersama di tempat yang jauh dari tepinya. Hal ini dilakukan dengan membuat lubang dalam satu bagian dan mengelas dua bagian bersama-sama melalui lubang ini seperti ditunjukkan dalam Gambar Lubang tersebut mungkin bundar atau berbentuk lain (umumnya satu slot panjang). Lubang tersebut bisa dibuat dibor, potong, atau dilakukan pemesinan. Pada gambar A menunjukkan las plug dan slot sedang gambar B tampak depan. Gambar C Hasil pengelasan yang telah lengkap. 39
. Dalam Simbol las menunjukkan kedalaman las.")
28 Las Plug digunakan jika lubangnya bulat. Las Slot digunakan jika lubangnya memanjang. Sisi lubang bisa disembunyikan. Simbol pengelasan yang digunakan untuk o 45 pengelasan plug ditunjukkan gambar 2.29 Ukuran pengelasan plug 0.8 ditunjukkan di sebelah kiri Simbol A 0.2 las. Sudut countersink ditunjukkan di bawah Simbol pengelasan (sisi anak panah las). Dalam Simbol las menunjukkan kedalaman las. Lokasi B o las plug ditunjukkan di dalam 45 gambar assembly. Untuk las slot, panjang, lebar, sudut countersink, lokasi dan jarak slot tidak ditunjukkan pada Simbol las. Gambar 2.29 Simbol las plug Dimensi ini ditunjukkan pada gambar assembly. Kedalaman pengisian ditunjukkan pada Simbol pengelasan. Jika ada rangkaian las plug atau slot, jarak titik tengah ke tengah ditunjukkan di sebelah kanan Simbol las, seperti terlihat pada gambar Las Titik (Spot Welds) 1.5 Lihat detail B Detail B B A Gambar 2.30 Gambar las slot dan simbol pengelasannya Las titik bisa dibersihkan menggunakan las tahanan, las busur gas tungsten. Simbol las titik adalah lingkaran kecil. Lingkaran tersebut bisa berada pada kedua sisi garis referensi, atau bisa menumpang garis referensi. Jika las pada sisi anak panah, Simbol las seharusnya di bawah garis referensi seperti simbol las lainnya. Jika pengelasan dilakukan di kedua sisi, seperti dalam tahanan las titik, gambar lingkaran tersebut menumpang garis referensi. Lihat Gambar
29 Proyeksi pengelasan adalah proses lain untuk menghasilkan las titik. Untuk menunjukkan di mana bagian yang memiliki proyeksi pengelasan, gambar lingkaran tersebut ditempatkan di atas atau di bawah garis referensi. Ukuran las ditunjukan di sebelah kiri Simbol las. Kekuatan pengelasan juga ditunjukkan di sebelah kiri simbol las dalam satuan pond atau newton per titik. Sedangkan jarak pengelasan diletakkan di sebelah kanan Simbol las ditemukan. Jumlah las dinyatakan dalam kurung dan terletak di atas atau di bawah Simbol las titik. EBW 2KN 3 3 mm A RSW 0.2 B Gambar Simbol las titik Gambar A) menunjukkan las titik dengan ukuran fusinya adalah 2.5 mm. Kekuatan yang diperlukannya adalah 1 kilonewton. Pengelasan tersebut dibuat dari sisi lain. Sedang gambar B) menunjukkan tempat resistensi las titik dengan ukuran fusi adalah 2/8 inchi, dan kekuatannya 600 pond. Pengelasan dilakukan dari kedua sisi dan simbolnya menumpang pada garis referensi. 41
30 Tabel 2.6 Simbol las berdasarkan posisi pengelasan Jenis dan posis las Kualifikasi Las fillet Las tumpul Pelat dan pipa Pelat dan las posisi Pipa (diameter >24 pipa Inch) 1G F F (*) F 2G F,H F,H(*) F,H 3G F,H,V F (*) F,V Pelat 4G F,H,O F (*) F,O tumpul 3G dan 4G semua F (*) F,H,O 2G,3G dan semua F,H(*) semua 4G 1F F (*) 2F F,H (*) Pelat fillet 3F F,H,V (*) 4F F,H,O (*) 3F dan 4F Semua (*) 1G F F F 2G F,H F,H F,V,O Pipa5G semua F,V,O semua tumpul 6G semua semua semua 2G dan 5G semua semua semua 1F F 2F F,H Pipa-Fillet 2FR F,H 4F F,H,O 5F semua Sumber: Keterangan Posisi pengelasan - F = flat (datar) V = Vertikal - H = horizontal O = Overhead (di atas kepala) (*) menunjukkan pipa dengan diameter luar lebih dari 2 7/8 inch. 42
31 Gambar 2.32 posisi las alur sambungan tumpul pada pelat Sumber: Gambar 2.33 Posisi las fillet pada pelat Sumber: Gambar 2.34 posisi las alur pada pipa Sumber: 43

32 Gambar 2.35 Posisi las fillet pada pipa Sumber: Tabel 2.7 Daftar posisi las alur Posisi Referensi gambar Flat / datar A Horisontal B Sudut inklinasi sumbu Diatas kepala C 0-80 Vertikal D E Rotasi muka/derajat
33 Gambar 2.36 Posisi referensi las alur Sumber: Table 2.8 Daftar posisi referensi las fillet Posisi Referensi Sudut inklinasi gambar sumbu Flat / datar A 0-15 Horisontal B 0-15 Diatas kepala C 0-80 Vertikal D E Gambar 2.37 Posisi referensi las fillet Sumber: 45 Rotasi muka/derajat
34 Contoh 1. Gambarkan simbol sebuah konstruksi seperti terlihat pada gambar dibawah ini, a. b. Jawab a. b Latihan 1. Jelaskan arti dari simbol dibawah ini, dan buat sketsa benda yang di las? GTAW 3/4 46
35 2. Buatlah simbol pengelasan untuk las listrik dengan posisi a, b, dan c pada bagian benda kerja yang di tunjukkan oleh anak panah? c b a 3. Buatlah simbol pengelasan untuk las listrik dengan posisi a, b, dan c pada bagian benda kerja yang di tunjukkan oleh anak panah? b a 4. Bagaimana simbol pengelasan pada bagian yang ditunjukkan oleh anak panah (a) untuk konstruksi berikut ini, dan jelaskan arti dari simbol tersebut? a 8 3 0
36 5. Gambarkan benda kerja hasil akhir las dan jelaskan arti dari simbol yang ada? 1,5(2) GTAW 45
DASAR-DASAR PENGELASAN
 DASAR-DASAR PENGELASAN Pengelasan adalah proses penyambungan material dengan menggunakan energi panas sehingga menjadi satu dengan atau tanpa tekanan. Pengelasan dapat dilakukan dengan : - pemanasan tanpa
DASAR-DASAR PENGELASAN Pengelasan adalah proses penyambungan material dengan menggunakan energi panas sehingga menjadi satu dengan atau tanpa tekanan. Pengelasan dapat dilakukan dengan : - pemanasan tanpa
FORMAT GAMBAR PRAKTIKUM PROSES MANUFAKTUR ATA 2014/2015 LABORATURIUM TEKNIK INDUSTRI LANJUT UNIVERSITAS GUNADARMA
 FORMAT GAMBAR PRAKTIKUM PROSES MANUFAKTUR ATA 2014/2015 LABORATURIUM TEKNIK INDUSTRI LANJUT UNIVERSITAS GUNADARMA A. Perlengkapan Gambar 1. Drawing Pen ukuran 0,3 dan 0,5 mm 2. Maal 3 mm 3. Penggaris /
FORMAT GAMBAR PRAKTIKUM PROSES MANUFAKTUR ATA 2014/2015 LABORATURIUM TEKNIK INDUSTRI LANJUT UNIVERSITAS GUNADARMA A. Perlengkapan Gambar 1. Drawing Pen ukuran 0,3 dan 0,5 mm 2. Maal 3 mm 3. Penggaris /
ANGKA UKUR. Angka ukur diletakan di tengah-tengah garis ukur. Angka ukur tidak boleh dipisahkan oleh garis gambar. Jadi boleh ditempatkan dipinggir.
 PEMBERIAN UKURAN ANGKA UKUR Angka ukur diletakan di tengah-tengah garis ukur. Angka ukur tidak boleh dipisahkan oleh garis gambar. Jadi boleh ditempatkan dipinggir. ANGKA UKUR Jika angka ukur ditempatkan
PEMBERIAN UKURAN ANGKA UKUR Angka ukur diletakan di tengah-tengah garis ukur. Angka ukur tidak boleh dipisahkan oleh garis gambar. Jadi boleh ditempatkan dipinggir. ANGKA UKUR Jika angka ukur ditempatkan
12. LAS DAN PAKU KELING
 12. LAS DAN PAKU KELING 12.1 LAS (WELDING) Las atau welding adalah menyambung metal dengan cara memanaskan baja hingga mencapai suhu lumer (meleleh) dengan ataupun tanpa bahan pengisi, yang kemudian setelah
12. LAS DAN PAKU KELING 12.1 LAS (WELDING) Las atau welding adalah menyambung metal dengan cara memanaskan baja hingga mencapai suhu lumer (meleleh) dengan ataupun tanpa bahan pengisi, yang kemudian setelah
UJIAN NASIONAL Tahun Pelajaran 2011/2012 SOAL TEORI KEJURUAN
 DOKUMEN NEGARA UJIAN NASIONAL Tahun Pelajaran 2011/2012 SOAL TEORI KEJURUAN Satuan Pendidikan : Sekolah Menengah Kejuruan (SMK) Kompetensi Keahlian : Teknik Pengelasan Kode Soal : 1227 Alokasi Waktu :
DOKUMEN NEGARA UJIAN NASIONAL Tahun Pelajaran 2011/2012 SOAL TEORI KEJURUAN Satuan Pendidikan : Sekolah Menengah Kejuruan (SMK) Kompetensi Keahlian : Teknik Pengelasan Kode Soal : 1227 Alokasi Waktu :
JOOB SHEET MENGELAS TINGKAT LANJUT DENGAN PROSES LAS BUSUR KOMPETENSI KEAHLIAN TEKNIK PENGELASAN TINGKAT XII PENYUSUN : MUKHTAROM,S.T.
 JOOB SHEET MENGELAS TINGKAT LANJUT DENGAN PROSES LAS BUSUR KOMPETENSI KEAHLIAN TEKNIK PENGELASAN TINGKAT XII PENYUSUN : MUKHTAROM,S.T. SAMBUNGAN TUMPUL KAMPUH V POSISI DI BAWAH TANGAN ( 1G ) TUJUAN : Setelah
JOOB SHEET MENGELAS TINGKAT LANJUT DENGAN PROSES LAS BUSUR KOMPETENSI KEAHLIAN TEKNIK PENGELASAN TINGKAT XII PENYUSUN : MUKHTAROM,S.T. SAMBUNGAN TUMPUL KAMPUH V POSISI DI BAWAH TANGAN ( 1G ) TUJUAN : Setelah
PEMBERIAN UKURAN DIMENSI
 PEMBERIAN UKURAN DIMENSI Dodi Sofyan Arief, ST., MT 17 Desember 2008 Tujuan Pembelajaran : Menggunakan teknik-teknik pemeberian dimensi untuk menguraikan dan bentuk secara baik pada gambar teknik. Membuat
PEMBERIAN UKURAN DIMENSI Dodi Sofyan Arief, ST., MT 17 Desember 2008 Tujuan Pembelajaran : Menggunakan teknik-teknik pemeberian dimensi untuk menguraikan dan bentuk secara baik pada gambar teknik. Membuat
ELEMEN PENGIKAT SAMBUNGAN PERMANEN ( PENGELASAN & PENYOLDERAN )
") ELEMEN PENGIKAT SAMBUNGAN PERMANEN ( PENGELASAN & PENYOLDERAN ) ANGGOTA KELOMPOK 4 ELEMEN MESIN ( LAS & SOLDER ) LAS SOLDER ELEMEN MESIN ( LAS & SOLDER ) PENGERTIAN KLASIFIKASI PROSES REAKSI KIMIA PROSES
ELEMEN PENGIKAT SAMBUNGAN PERMANEN ( PENGELASAN & PENYOLDERAN ) ANGGOTA KELOMPOK 4 ELEMEN MESIN ( LAS & SOLDER ) LAS SOLDER ELEMEN MESIN ( LAS & SOLDER ) PENGERTIAN KLASIFIKASI PROSES REAKSI KIMIA PROSES
Integrity, Professionalism, & Entrepreneurship. Mata Kuliah : Perancangan Struktur Baja Kode : CIV 303. Sambungan Las.
 Mata Kuliah : Perancangan Struktur Baja Kode : CIV 303 SKS : 3 SKS Sambungan Las Pertemuan 9, 10 TIU : Mahasiswa dapat merencanakan kekuatan elemen struktur baja beserta alat sambungnya TIK : Mahasiswa
Mata Kuliah : Perancangan Struktur Baja Kode : CIV 303 SKS : 3 SKS Sambungan Las Pertemuan 9, 10 TIU : Mahasiswa dapat merencanakan kekuatan elemen struktur baja beserta alat sambungnya TIK : Mahasiswa
BAB III PENELITIAN DAN ANALISA
 BAB III PENELITIAN DAN ANALISA 3.1 Dimensi Benda Uji Spesifikasi benda uji yang digunakan dalam penelitian ini adalah sebagai berikut: 1. Benda uji dibuat dengan ukuran Diameter pipa x Panjang (12 x 1350
BAB III PENELITIAN DAN ANALISA 3.1 Dimensi Benda Uji Spesifikasi benda uji yang digunakan dalam penelitian ini adalah sebagai berikut: 1. Benda uji dibuat dengan ukuran Diameter pipa x Panjang (12 x 1350
BAB I LAS BUSUR LISTRIK
 BAB I LAS BUSUR LISTRIK A. Prinsip Kerja Las Busur Listrik Mengelas secara umum adalah suatu cara menyambung logam dengan menggunakan panas, tenaga panas pada proses pengelasan diperlukan untuk memanaskan
BAB I LAS BUSUR LISTRIK A. Prinsip Kerja Las Busur Listrik Mengelas secara umum adalah suatu cara menyambung logam dengan menggunakan panas, tenaga panas pada proses pengelasan diperlukan untuk memanaskan
Konstruksi Baja. AR-2221 Struktur, Konstruksi dan Material
 Konstruksi Baja AR-2221 Struktur, Konstruksi dan Material Referensi Construction Material, their Nature and Behavior. Edited by. J.M. ILLSTON, E&FN Spon An Imprint of Chapman& Hall. Structure, Daniel L.
Konstruksi Baja AR-2221 Struktur, Konstruksi dan Material Referensi Construction Material, their Nature and Behavior. Edited by. J.M. ILLSTON, E&FN Spon An Imprint of Chapman& Hall. Structure, Daniel L.
BAB I PENDAHULUAN. 1.1 Latar Belakang. Pengembangan teknologi di bidang konstruksi yang semakin maju tidak
 BAB I PENDAHULUAN 1.1 Latar Belakang Pengembangan teknologi di bidang konstruksi yang semakin maju tidak dapat dipisahkan dari pengelasan karena mempunyai peranan penting dalam rekayasa dan reparasi logam.
BAB I PENDAHULUAN 1.1 Latar Belakang Pengembangan teknologi di bidang konstruksi yang semakin maju tidak dapat dipisahkan dari pengelasan karena mempunyai peranan penting dalam rekayasa dan reparasi logam.
BAB XX DEFORMASI PADA KONSTRUKSI LAS
 BAB XX DEFORMASI PADA KONSTRUKSI LAS A. Gambaran Umum Deformasi. Deformasi adalah perubahan bentuk akibat adanya tegangan dalam logam yaitu tegangan memanjang dan tegangan melintang, yang disebabkan oleh
BAB XX DEFORMASI PADA KONSTRUKSI LAS A. Gambaran Umum Deformasi. Deformasi adalah perubahan bentuk akibat adanya tegangan dalam logam yaitu tegangan memanjang dan tegangan melintang, yang disebabkan oleh
Laporan Praktik Pengelasan Lanjut. Membuat rigi-rigi las posisi 3G dan Pengisian Posisi 3G. Membuat rigi-rigi las posisi 4G dan Pengisian Posisi 4G
 Laporan Praktik Pengelasan Lanjut A. Tujuan Praktik Pengelasan Lanjut Mahasiswa mampu melaksanakan pengelasan dengan las SMAW, berbagai posisi pengelasan. B. Deskripsi Praktik Pengelasan Lanjut Membuat
Laporan Praktik Pengelasan Lanjut A. Tujuan Praktik Pengelasan Lanjut Mahasiswa mampu melaksanakan pengelasan dengan las SMAW, berbagai posisi pengelasan. B. Deskripsi Praktik Pengelasan Lanjut Membuat
a home base to excellence Mata Kuliah : Perancangan Struktur Baja Kode : TSP 306 Sambungan Las Pertemuan - 14
 Mata Kuliah : Perancangan Struktur Baja Kode : TSP 306 SKS : 3 SKS Sambungan Las Pertemuan - 14 TIU : Mahasiswa dapat merencanakan kekuatan elemen struktur baja beserta alat sambungnya TIK : Mahasiswa
Mata Kuliah : Perancangan Struktur Baja Kode : TSP 306 SKS : 3 SKS Sambungan Las Pertemuan - 14 TIU : Mahasiswa dapat merencanakan kekuatan elemen struktur baja beserta alat sambungnya TIK : Mahasiswa
Proses pembentukan sambungan las
 SAMBUNGAN LAS Proses pembentukan sambungan las Baja yang akan disambung dipanaskan pada ujung-ujung bagian baja yang akan disambung sampai mecapai titik lelehnya Baja yang telah cair akan menyatu membentuk
SAMBUNGAN LAS Proses pembentukan sambungan las Baja yang akan disambung dipanaskan pada ujung-ujung bagian baja yang akan disambung sampai mecapai titik lelehnya Baja yang telah cair akan menyatu membentuk
MEMBACA GAMBAR TEKNIK MESIN
 MEMBACA GAMBAR TEKNIK MESIN Disusun Oleh: Odi Fauzi, ST DEPARTEMEN PENDIDIKAN DAN KEBUDAYAAN PUSAT PENGEMBANGAN DAN PEMBERDAYAAN PENDIDIK DAN TENAGA KEPENDIDIKAN BIDANG MESIN DAN TEKNIK INDUSTRI 2013 6
MEMBACA GAMBAR TEKNIK MESIN Disusun Oleh: Odi Fauzi, ST DEPARTEMEN PENDIDIKAN DAN KEBUDAYAAN PUSAT PENGEMBANGAN DAN PEMBERDAYAAN PENDIDIK DAN TENAGA KEPENDIDIKAN BIDANG MESIN DAN TEKNIK INDUSTRI 2013 6
LAS BUSUR LISTRIK ELEKTRODE TERBUNGKUS (SHIELDED METAL ARC WELDING = SMAW)
") Page : 1 LAS BUSUR LISTRIK ELEKTRODE TERBUNGKUS (SHIELDED METAL ARC WELDING = SMAW) 1. PENDAHULUAN. Las busur listrik elektrode terbungkus ialah salah satu jenis prose las busur listrik elektrode terumpan,
Page : 1 LAS BUSUR LISTRIK ELEKTRODE TERBUNGKUS (SHIELDED METAL ARC WELDING = SMAW) 1. PENDAHULUAN. Las busur listrik elektrode terbungkus ialah salah satu jenis prose las busur listrik elektrode terumpan,
BAB III TEKNOLOGI PENGELASAN PIPA UNTUK PROSES SMAW. SMAW ( Shielded Metal Arc Welding ) salah satu jenis proses las busur
 salah satu jenis proses las busur") III- 1 BAB III TEKNOLOGI PENGELASAN PIPA UNTUK PROSES SMAW 3.1 Pendahuluan SMAW ( Shielded Metal Arc Welding ) salah satu jenis proses las busur listrik electrode terumpan, yang menggunakan busur listrik
III- 1 BAB III TEKNOLOGI PENGELASAN PIPA UNTUK PROSES SMAW 3.1 Pendahuluan SMAW ( Shielded Metal Arc Welding ) salah satu jenis proses las busur listrik electrode terumpan, yang menggunakan busur listrik
BAB II DASAR TEORI. Gambar 2.1 Tumpuan Rol
 BAB II DASAR TEORI 2.1 Pengertian Rangka Rangka adalah struktur datar yang terdiri dari sejumlah batang-batang yang disambung-sambung satu dengan yang lain pada ujungnya, sehingga membentuk suatu rangka
BAB II DASAR TEORI 2.1 Pengertian Rangka Rangka adalah struktur datar yang terdiri dari sejumlah batang-batang yang disambung-sambung satu dengan yang lain pada ujungnya, sehingga membentuk suatu rangka
BAB I PENDAHULUAN. mempunyai peranan yang sangat penting dalam rekayasa serta reparasi
 1 BAB I PENDAHULUAN 1.1 Latar Belakang Pengembangan teknologi dalam bidang konstruksi yang semakin maju dewasa ini, tidak akan terlepas dari teknologi atau teknik pengelasan karena mempunyai peranan yang
1 BAB I PENDAHULUAN 1.1 Latar Belakang Pengembangan teknologi dalam bidang konstruksi yang semakin maju dewasa ini, tidak akan terlepas dari teknologi atau teknik pengelasan karena mempunyai peranan yang
RANCANG BANGUN SPESIMEN UNTUK KEBUTUHAN ULTRASONIC TEST BERUPA SAMBUNGAN LAS BENTUK T JOINT PIPA BAJA. *
 RANCANG BANGUN SPESIMEN UNTUK KEBUTUHAN ULTRASONIC TEST BERUPA SAMBUNGAN LAS BENTUK T JOINT PIPA BAJA Riswanda 1*, Lenny Iryani 2 1,2 Jurusan Teknik Mesin, Politeknik Negeri Bandung, Bandung 40012 *E-mail
RANCANG BANGUN SPESIMEN UNTUK KEBUTUHAN ULTRASONIC TEST BERUPA SAMBUNGAN LAS BENTUK T JOINT PIPA BAJA Riswanda 1*, Lenny Iryani 2 1,2 Jurusan Teknik Mesin, Politeknik Negeri Bandung, Bandung 40012 *E-mail
BAB II DASAR TEORI. 2.1 Pengertian rangka
 BAB II DASAR TEORI 2.1 Pengertian rangka Rangka adalah struktur datar yang terdiri dari sejumlah batang-batang yang disambung-sambung satu dengan yang lain pada ujungnya, sehingga membentuk suatu rangka
BAB II DASAR TEORI 2.1 Pengertian rangka Rangka adalah struktur datar yang terdiri dari sejumlah batang-batang yang disambung-sambung satu dengan yang lain pada ujungnya, sehingga membentuk suatu rangka
MEMBERI UKURAN PADA GAMBAR KERJA
 MEMBERI UKURAN PADA GAMBAR KERJA DASAR-DASAR PEMBERIAN UKURAN Membaca gambar adalah salah satu kemampuan yang harus dimiliki seorang teknisi, oleh karena itu dalam menyajikan gambar, kita perlu memperhatikan
MEMBERI UKURAN PADA GAMBAR KERJA DASAR-DASAR PEMBERIAN UKURAN Membaca gambar adalah salah satu kemampuan yang harus dimiliki seorang teknisi, oleh karena itu dalam menyajikan gambar, kita perlu memperhatikan
PENGELASAN Teknologi Pengelasan Pengelasan sebagai Kegiatan Komersial :
 PENGELASAN I. Teknologi Pengelasan Pengelasan : Proses penyambungan dua buah (atau Lebih) logam sejenis maupun tidak sejenis dng mencairkan (memanaskan) logam tsb di atas atau di bawah titik leburnya,
PENGELASAN I. Teknologi Pengelasan Pengelasan : Proses penyambungan dua buah (atau Lebih) logam sejenis maupun tidak sejenis dng mencairkan (memanaskan) logam tsb di atas atau di bawah titik leburnya,
Gambar 1.7 Pengelasan busur plasma
 Gambar 1.7 Pengelasan busur plasma Suhu plasma sekitar 28.000 O C atau lebih besar, cukup panas untuk mencairkan setiap logam yang dikenal. Panas ini diperoleh akibat terkonstrasinya daya sehingga dihasilkan
Gambar 1.7 Pengelasan busur plasma Suhu plasma sekitar 28.000 O C atau lebih besar, cukup panas untuk mencairkan setiap logam yang dikenal. Panas ini diperoleh akibat terkonstrasinya daya sehingga dihasilkan
BAB III PROSES PEMBUATAN STEAM JOINT STAND FOR BENDED TR
 BAB III PROSES PEMBUATAN STEAM JOINT STAND FOR BENDED TR Untuk membuat spare parts yang utuh, diperlukan komponen-komponen steam joint stand for bende tr yang mempunyai fungsi yang berbeda yang kemudian
BAB III PROSES PEMBUATAN STEAM JOINT STAND FOR BENDED TR Untuk membuat spare parts yang utuh, diperlukan komponen-komponen steam joint stand for bende tr yang mempunyai fungsi yang berbeda yang kemudian
TEKNIK PENGELASAN KAPAL JILID 2
 Hery Sunaryo TEKNIK PENGELASAN KAPAL JILID 2 SMK Direktorat Pembinaan Sekolah Menengah Kejuruan Direktorat Jenderal Manajemen Pendidikan Dasar dan Menengah Departemen Pendidikan Nasional Hak Cipta pada
Hery Sunaryo TEKNIK PENGELASAN KAPAL JILID 2 SMK Direktorat Pembinaan Sekolah Menengah Kejuruan Direktorat Jenderal Manajemen Pendidikan Dasar dan Menengah Departemen Pendidikan Nasional Hak Cipta pada
BAB 4 SAMBUNGAN LAS. Sambungan las (welding joint) merupakan jenis sambungan tetap. Sambungan las menghasilkan kekuatan sambungan yang besar.
 merupakan jenis sambungan tetap. Sambungan las menghasilkan kekuatan sambungan yang besar.") BAB 4 SAMBUNGAN LAS Diktat-elmes-agustinus purna irawan-tm.ft.untar Sambungan las (welding joint) merupakan jenis sambungan tetap. Sambungan las menghasilkan kekuatan sambungan yang besar. Proses pengelasan
BAB 4 SAMBUNGAN LAS Diktat-elmes-agustinus purna irawan-tm.ft.untar Sambungan las (welding joint) merupakan jenis sambungan tetap. Sambungan las menghasilkan kekuatan sambungan yang besar. Proses pengelasan
FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA
 Semester V DAFTAR ISI No. JST/MES/MES345/00 Revisi : 0 Tgl. : 5 September 0 Hal dari NOMOR DOKUMEN No. JST/MES/MES345/0 No. JST/MES/MES345/0 URAIAN MENYAMBUNG PIPA LURUS DENGAN LAS MIG MENYAMBUNG PIPA
Semester V DAFTAR ISI No. JST/MES/MES345/00 Revisi : 0 Tgl. : 5 September 0 Hal dari NOMOR DOKUMEN No. JST/MES/MES345/0 No. JST/MES/MES345/0 URAIAN MENYAMBUNG PIPA LURUS DENGAN LAS MIG MENYAMBUNG PIPA
I. PENDAHULUAN. selain jenisnya bervariasi, kuat, dan dapat diolah atau dibentuk menjadi berbagai
 I. PENDAHULUAN A. LATAR BELAKANG Dalam dunia industri, bahan-bahan yang digunakan kadang kala merupakan bahan yang berat. Bahan material baja adalah bahan paling banyak digunakan, selain jenisnya bervariasi,
I. PENDAHULUAN A. LATAR BELAKANG Dalam dunia industri, bahan-bahan yang digunakan kadang kala merupakan bahan yang berat. Bahan material baja adalah bahan paling banyak digunakan, selain jenisnya bervariasi,
I. PENDAHULUAN. berperan dalam proses manufaktur komponen yang dilas, yaitu design,
 I. PENDAHULUAN A. LATAR BELAKANG Proses pengelasan merupakan proses penyambungan dua potong logam dengan pemanasan sampai keadaan plastis atau cair, dengan atau tanpa tekanan. Perlu diketahui bahwa ada
I. PENDAHULUAN A. LATAR BELAKANG Proses pengelasan merupakan proses penyambungan dua potong logam dengan pemanasan sampai keadaan plastis atau cair, dengan atau tanpa tekanan. Perlu diketahui bahwa ada
UJIAN NASIONAL Tahun Pelajaran 2011/2012 SOAL TEORI KEJURUAN
 DOKUMEN NEGARA UJIAN NASIONAL Tahun Pelajaran 2011/2012 SOAL TEORI KEJURUAN Satuan Pendidikan : Sekolah Menengah Kejuruan (SMK) Kompetensi Keahlian : Teknik Fabrikasi Logam Kode Soal : 1236 Alokasi Waktu
DOKUMEN NEGARA UJIAN NASIONAL Tahun Pelajaran 2011/2012 SOAL TEORI KEJURUAN Satuan Pendidikan : Sekolah Menengah Kejuruan (SMK) Kompetensi Keahlian : Teknik Fabrikasi Logam Kode Soal : 1236 Alokasi Waktu
MACAM MACAM SAMBUNGAN
 BAB 2 MACAM MACAM SAMBUNGAN Kompetensi Dasar Indikator : Memahami Dasar dasar Mesin : Menerangkan komponen/elemen mesin sesuai konsep keilmuan yang terkait Materi : 1. Sambungan tetap 2. Sambungan tidak
BAB 2 MACAM MACAM SAMBUNGAN Kompetensi Dasar Indikator : Memahami Dasar dasar Mesin : Menerangkan komponen/elemen mesin sesuai konsep keilmuan yang terkait Materi : 1. Sambungan tetap 2. Sambungan tidak
MODUL TUGAS BESAR MENGGAMBAR MESIN
 MODUL TUGAS BESAR MENGGAMBAR MESIN GENAP 2017-2018 Purnami, ST., M.T. Asisten Studio Gambar Teknik dan Mesin Fakultas Teknik Jurusan Mesin Universitas Brawijaya DAFTAR ISI BAB I ATURAN DASAR PEMBERIAN
MODUL TUGAS BESAR MENGGAMBAR MESIN GENAP 2017-2018 Purnami, ST., M.T. Asisten Studio Gambar Teknik dan Mesin Fakultas Teknik Jurusan Mesin Universitas Brawijaya DAFTAR ISI BAB I ATURAN DASAR PEMBERIAN
FAKULTAS TEKNIK JURUSAN TEKNIK SIPIL UNIVERSITAS KRISTEN MARANATHA BANDUNG
 STUDI KONFIGURASI LAS SUDUT PADA STRUKTUR BAJA YANG MEMIKUL MOMEN SEBIDANG BERDASARKAN SPESIFIKASI SNI 03 1729 2002 TENTANG TATA CARA PERENCANAAN STRUKTUR BAJA UNTUK BANGUNAN GEDUNG Elfrida Evalina NRP
STUDI KONFIGURASI LAS SUDUT PADA STRUKTUR BAJA YANG MEMIKUL MOMEN SEBIDANG BERDASARKAN SPESIFIKASI SNI 03 1729 2002 TENTANG TATA CARA PERENCANAAN STRUKTUR BAJA UNTUK BANGUNAN GEDUNG Elfrida Evalina NRP
HANDOUT GAMBAR TEKNIK
 HANDOUT GAMBAR TEKNIK SEMESTER I Buku Rujukan : 1. Giesecke F.E. 2001.Gambar Teknik Edisi Ke-11. Jakarta : Erlangga 2. Ostrowsky O.1985. Engineering Drawing for Technicians Volume 1 : Edward Arnold 3.
HANDOUT GAMBAR TEKNIK SEMESTER I Buku Rujukan : 1. Giesecke F.E. 2001.Gambar Teknik Edisi Ke-11. Jakarta : Erlangga 2. Ostrowsky O.1985. Engineering Drawing for Technicians Volume 1 : Edward Arnold 3.
SMK PGRI 1 NGAWI TERAKREDITASI: A
 TEKNIK PEMESINAN SMK PGRI 1 NGAWI TERAKREDITASI: A Jl. Rajawali No. 32, Telp./Faks. : (0351) 746081 Ngawi. Homepage: 1. www.smkpgri1ngawi.sch.id 2. www.grisamesin.wordpress.com Facebook: A. Kecepatan potong
TEKNIK PEMESINAN SMK PGRI 1 NGAWI TERAKREDITASI: A Jl. Rajawali No. 32, Telp./Faks. : (0351) 746081 Ngawi. Homepage: 1. www.smkpgri1ngawi.sch.id 2. www.grisamesin.wordpress.com Facebook: A. Kecepatan potong
BAB I PENDAHULUAN. Pengelasan berperan sangat penting dalam proses produksi, instalasi,
 I - 1 BAB I PENDAHULUAN I.1. LATAR BELAKANG Pengelasan berperan sangat penting dalam proses produksi, instalasi, perawatan dan perbaikan konstruksi baja. Pengelasan atau welding merupakan bidang keahlian
I - 1 BAB I PENDAHULUAN I.1. LATAR BELAKANG Pengelasan berperan sangat penting dalam proses produksi, instalasi, perawatan dan perbaikan konstruksi baja. Pengelasan atau welding merupakan bidang keahlian
II. TINJAUAN PUSTAKA. Seperti diketahui bahwa, di dalam baja karbon terdapat ferrite, pearlite, dan
 II. TINJAUAN PUSTAKA A. Baja Baja adalah paduan antara unsur besi (Fe) dan Carbon (C) serta beberapa unsur tambahan lain, seperti Mangan (Mn), Aluminium (Al), Silikon (Si) dll. Seperti diketahui bahwa,
II. TINJAUAN PUSTAKA A. Baja Baja adalah paduan antara unsur besi (Fe) dan Carbon (C) serta beberapa unsur tambahan lain, seperti Mangan (Mn), Aluminium (Al), Silikon (Si) dll. Seperti diketahui bahwa,
Analisa Pengaruh Variasi Derajat Kampuh Terhadap Distorsi Yang Dihasilkan Pada Posisi Pengelasan 3G SMAW Sambungan Butt-Joint
 Analisa Pengaruh Variasi Derajat Kampuh Terhadap Distorsi Yang Dihasilkan Pada Posisi Pengelasan 3G SMAW Sambungan Butt-Joint Heri Aditia Siregar*, Sapto Wiratno S., S.T., M.T. Budi Baharudin S.T., M.T.
Analisa Pengaruh Variasi Derajat Kampuh Terhadap Distorsi Yang Dihasilkan Pada Posisi Pengelasan 3G SMAW Sambungan Butt-Joint Heri Aditia Siregar*, Sapto Wiratno S., S.T., M.T. Budi Baharudin S.T., M.T.
PERTEMUAN 13 TOLERANSI GEOMETRI DAN KONFIGURASI PERMUKAAN
 PERTEMUAN 13 TOLERANSI GEOMETRI DAN KONFIGURASI PERMUKAAN 13.1. Toleransi geometri Toleransi geometri atau toleransi bentuk adalah batas penyimpangan yang diizinkan, dari dua buah garis yang sejajar, atau
PERTEMUAN 13 TOLERANSI GEOMETRI DAN KONFIGURASI PERMUKAAN 13.1. Toleransi geometri Toleransi geometri atau toleransi bentuk adalah batas penyimpangan yang diizinkan, dari dua buah garis yang sejajar, atau
SATUAN ACARA PERKULIAHAN MATA KULIAH MENGGAMBAR TEKNIK (T.INDUSTRI /S1) KODE / SKS KD /2 SKS
 KODE / SKS KD /2 SKS") Pertemuan ke Pokok Bahasan dan TIU Sub Pokok Bahasan dan TIK Teknik Media Referensi Pembelajaran Pembelajaran 1 Fungsi dan sifat sebagai bahasa teknik Fungsi Pengembangan standar OHP Tujuan fungsi dan
Pertemuan ke Pokok Bahasan dan TIU Sub Pokok Bahasan dan TIK Teknik Media Referensi Pembelajaran Pembelajaran 1 Fungsi dan sifat sebagai bahasa teknik Fungsi Pengembangan standar OHP Tujuan fungsi dan
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Statika rangka Dalam konstruksi rangka terdapat gaya-gaya yang bekerja pada rangka tersebut. Dalam ilmu statika keberadaan gaya-gaya yang mempengaruhi sistem menjadi suatu obyek
BAB II LANDASAN TEORI 2.1 Statika rangka Dalam konstruksi rangka terdapat gaya-gaya yang bekerja pada rangka tersebut. Dalam ilmu statika keberadaan gaya-gaya yang mempengaruhi sistem menjadi suatu obyek
DASAR-DASAR METROLOGI INDUSTRI Bab VI Pengukuran Kelurusan, Kesikuan, Keparalellan, Dan Kedataran BAB VI
 BAB VI Tujuan : Setelah mempelajari materi pelajaran pada bab VI, diharapkan mahasiswa dapat : 1. Menjelaskan arti dari kelurusan, kesikuan, keparalelan dan kedataran. 2. Menyebutkan beberapa alat ukur
BAB VI Tujuan : Setelah mempelajari materi pelajaran pada bab VI, diharapkan mahasiswa dapat : 1. Menjelaskan arti dari kelurusan, kesikuan, keparalelan dan kedataran. 2. Menyebutkan beberapa alat ukur
MODUL TUGAS BESAR MENGGAMBAR MESIN
 MODUL TUGAS BESAR MENGGAMBAR MESIN GENAP 2016-2017 Ir. Endi Sutikno, M.T. Asisten Studio Gambar Teknik dan Mesin Fakultas Teknik Jurusan Mesin Universitas Brawijaya BAB I ATURAN-ATURAN DASAR UNTUK MEMBERI
MODUL TUGAS BESAR MENGGAMBAR MESIN GENAP 2016-2017 Ir. Endi Sutikno, M.T. Asisten Studio Gambar Teknik dan Mesin Fakultas Teknik Jurusan Mesin Universitas Brawijaya BAB I ATURAN-ATURAN DASAR UNTUK MEMBERI
BAB IV PERUBAHAN BENTUK DALAM PENGELASAN. tambahan untuk cairan logam las diberikan oleh cairan flux atau slag yang terbentuk.
 IV - 1 BAB IV PERUBAHAN BENTUK DALAM PENGELASAN SMAW adalah proses las busur manual dimana panas pengelasan dihasilkan oleh busur listrik antara elektroda terumpan berpelindung flux dengan benda kerja.
IV - 1 BAB IV PERUBAHAN BENTUK DALAM PENGELASAN SMAW adalah proses las busur manual dimana panas pengelasan dihasilkan oleh busur listrik antara elektroda terumpan berpelindung flux dengan benda kerja.
c. besar c. besar Figure 1
 1. Yang termasuk jenis pahat tangan adalah. a. pahat tirus. d. pahat perak b. pahat alur e. pahat intan c. pahat chamfer 2. Faktor-faktor berikut harus diperhatikan agar pemasangan kepala palu agar kuat
1. Yang termasuk jenis pahat tangan adalah. a. pahat tirus. d. pahat perak b. pahat alur e. pahat intan c. pahat chamfer 2. Faktor-faktor berikut harus diperhatikan agar pemasangan kepala palu agar kuat
SOAL LATIHAN 6 TEORI KEJURUAN PEMESINAN
 SOAL LATIHAN 6 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.Pd. 085749055673 2010 UN Paket: B 2010 1. Gambar pandangan dengan metode proyeksi sudut ketiga
SOAL LATIHAN 6 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.Pd. 085749055673 2010 UN Paket: B 2010 1. Gambar pandangan dengan metode proyeksi sudut ketiga
PERATURAN MENTERI TENAGA KERJA DAN TRANSMIGRASI. No : PER. 02/MEN/1982 TENTANG KWALIFIKASI JURU LAS DI TEMPAT KERJA
 PERATURAN MENTERI TENAGA KERJA DAN TRANSMIGRASI No : TENTANG KWALIFIKASI JURU LAS DI TEMPAT KERJA MENTERI TENAGA KERJA DAN TRANSMIGRASI Menimbang : Menetapkan : a. bahwa dengan kemajuan tehnik dan teknologi
PERATURAN MENTERI TENAGA KERJA DAN TRANSMIGRASI No : TENTANG KWALIFIKASI JURU LAS DI TEMPAT KERJA MENTERI TENAGA KERJA DAN TRANSMIGRASI Menimbang : Menetapkan : a. bahwa dengan kemajuan tehnik dan teknologi
ELEMEN MESIN (SAMBUNGAN)
") ELEMEN MESIN (SAMBUNGAN) Makna sambungan yang difahami dalam bidang pemesinan, tidak jauh berbeda dengan apa yang kita jumpai dalam kehidupan sehari-hari, yaitu menghubungkan antara satu benda dengan lainnya.
ELEMEN MESIN (SAMBUNGAN) Makna sambungan yang difahami dalam bidang pemesinan, tidak jauh berbeda dengan apa yang kita jumpai dalam kehidupan sehari-hari, yaitu menghubungkan antara satu benda dengan lainnya.
C. RUANG LINGKUP Adapun rung lingkup dari penulisan praktikum ini adalah sebagai berikut: 1. Kerja las 2. Workshop produksi dan perancangan
 BAB I PENDAHULUAN A. LATAR BELAKANG Dengan dibuatnya laporan ini, sebagai hasil praktikum yang sudah dilakukan dan berberapa pengalaman maupun temuan semasa praktikum, kita dapat mengevaluasinya secara
BAB I PENDAHULUAN A. LATAR BELAKANG Dengan dibuatnya laporan ini, sebagai hasil praktikum yang sudah dilakukan dan berberapa pengalaman maupun temuan semasa praktikum, kita dapat mengevaluasinya secara
MODUL 6 ALAT KERJA TANGAN DAN MESI N (MENGI KI R) TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs.
 TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs.") MODUL 6 ALAT KERJA TANGAN DAN MESI N (MENGI KI R) TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs. SOEBANDONO LEMBAR KERJA SISWA 6 Macam macam kikir Dibuat dari baja
MODUL 6 ALAT KERJA TANGAN DAN MESI N (MENGI KI R) TINGKAT X PROGRAM KEAHLI AN TEKNI K PEMANFAATAN TENAGA LI STRI K DISUSUN OLEH : Drs. SOEBANDONO LEMBAR KERJA SISWA 6 Macam macam kikir Dibuat dari baja
A. Dasar-dasar Pemilihan Bahan
 BAB II TINJAUAN PUSTAKA A. Dasar-dasar Pemilihan Bahan Di dalam merencanakan suatu alat perlu sekali memperhitungkan dan memilih bahan-bahan yang akan digunakan, apakah bahan tersebut sudah sesuai dengan
BAB II TINJAUAN PUSTAKA A. Dasar-dasar Pemilihan Bahan Di dalam merencanakan suatu alat perlu sekali memperhitungkan dan memilih bahan-bahan yang akan digunakan, apakah bahan tersebut sudah sesuai dengan
BAB II DASAR TEORI 2.1 Pengertian Umum Mesin Perontok Padi 2.2 Rangka
 BAB II DASAR TEORI 2.1 Pengertian Umum Mesin Perontok Padi Mesin perontok padi adalah suatu mesin yang digunakan untuk mempermudah pekerjaan manusia untuk memisahkan antara jerami dengan bulir padi atau
BAB II DASAR TEORI 2.1 Pengertian Umum Mesin Perontok Padi Mesin perontok padi adalah suatu mesin yang digunakan untuk mempermudah pekerjaan manusia untuk memisahkan antara jerami dengan bulir padi atau
BAB VI PROSES PENGELASAN
 BAB VI PROSES PENGELASAN A. Pendahuluan. Pengelasan adalah penyambungan dua buah logam sejenis maupun tidak sejenis dengan mencairkan (memanaskan) logam tersebut di atas atau di bawah titik leburnya disertai
BAB VI PROSES PENGELASAN A. Pendahuluan. Pengelasan adalah penyambungan dua buah logam sejenis maupun tidak sejenis dengan mencairkan (memanaskan) logam tersebut di atas atau di bawah titik leburnya disertai
Spesifikasi anyaman kawat baja polos yang dilas untuk tulangan beton
 SNI 03-6812-2002 Standar Nasional Indonesia Spesifikasi anyaman kawat baja polos yang dilas untuk tulangan beton ICS 77.140.65; 91.100.01 Badan Standardisasi Nasional Daftar isi Daftar isi... i Prakata...
SNI 03-6812-2002 Standar Nasional Indonesia Spesifikasi anyaman kawat baja polos yang dilas untuk tulangan beton ICS 77.140.65; 91.100.01 Badan Standardisasi Nasional Daftar isi Daftar isi... i Prakata...
BAB III PERENCANAAN DAN GAMBAR
 BAB III PERENCANAAN DAN GAMBAR 3.1 Diagram Alir Proses Perancangan Proses perancangan mesin peniris minyak pada kacang seperti terlihat pada gambar 3.1 berikut ini: Mulai Studi Literatur Gambar Sketsa
BAB III PERENCANAAN DAN GAMBAR 3.1 Diagram Alir Proses Perancangan Proses perancangan mesin peniris minyak pada kacang seperti terlihat pada gambar 3.1 berikut ini: Mulai Studi Literatur Gambar Sketsa
commit to user BAB II DASAR TEORI
 3 BAB II DASAR TEORI 2.1 Kerja Bangku Kerja Bangku adalah teknik dasar yang harus dikuasai oleh seseorang dalam mengerjakan benda kerja. Pekerjaan kerja bangku menekankan pada pembuatan benda kerja dengan
3 BAB II DASAR TEORI 2.1 Kerja Bangku Kerja Bangku adalah teknik dasar yang harus dikuasai oleh seseorang dalam mengerjakan benda kerja. Pekerjaan kerja bangku menekankan pada pembuatan benda kerja dengan
ALAT GAMBAR PERTEMUAN II
 ALAT GAMBAR PERTEMUAN II SUPAYA GAMBAR DAPAT DIPAHAMI OLEH ORANG LAIN MAKA DI PERLUKAN NORMALISASI ATAU STANDARISASI. BADAN-BADAN YG MENETAPKAN STANDARISASI : ISO (INTERNATIONAL ORGANISATION OF STANDARDISATION)
ALAT GAMBAR PERTEMUAN II SUPAYA GAMBAR DAPAT DIPAHAMI OLEH ORANG LAIN MAKA DI PERLUKAN NORMALISASI ATAU STANDARISASI. BADAN-BADAN YG MENETAPKAN STANDARISASI : ISO (INTERNATIONAL ORGANISATION OF STANDARDISATION)
BAB III METODE PEMBUATAN
 BAB III METODE PEMBUATAN 3.1. KONSEP PEMBUATAN ALAT Membuat suatu produk atau alat memerlukan peralatan dan pemesinan yang dapat dipergunakan dengan tepat dan ekonomis. Pemilihan mesin atau proses yang
BAB III METODE PEMBUATAN 3.1. KONSEP PEMBUATAN ALAT Membuat suatu produk atau alat memerlukan peralatan dan pemesinan yang dapat dipergunakan dengan tepat dan ekonomis. Pemilihan mesin atau proses yang
Joining Methods YUSRON SUGIARTO
 Joining Methods YUSRON SUGIARTO Sambungan lipat Sambungan pelat dengan lipatan ini sangat baik digunakan untuk konstruksi sambungan pelat yang berbentuk lurus dan melingkar. Ketebalan pelat yang baik disambung
Joining Methods YUSRON SUGIARTO Sambungan lipat Sambungan pelat dengan lipatan ini sangat baik digunakan untuk konstruksi sambungan pelat yang berbentuk lurus dan melingkar. Ketebalan pelat yang baik disambung
BAB I PENDAHULUAN. 1.1 Latar Belakang
 BAB I PENDAHULUAN 1.1 Latar Belakang Penulis membuat laporan ini untuk memenuhi salah satu tugas pada mata kuliah Fabrikasi Logam setelah melakukan praktek di workshop. Pembuatan laporan ini bersifat wajib
BAB I PENDAHULUAN 1.1 Latar Belakang Penulis membuat laporan ini untuk memenuhi salah satu tugas pada mata kuliah Fabrikasi Logam setelah melakukan praktek di workshop. Pembuatan laporan ini bersifat wajib
PERTEMUAN 7 ATURAN DAN CARA MEMBERI UKURAN
 7.1. Aturan Dasar Memberi Ukuran PERTEMUAN 7 ATURAN DAN CARA MEMBERI UKURAN Dalam memberikan ukuran besaran-besaran geometrik dari bagian benda harus menentukan secara jelas tujuannya, dan tidak boleh
7.1. Aturan Dasar Memberi Ukuran PERTEMUAN 7 ATURAN DAN CARA MEMBERI UKURAN Dalam memberikan ukuran besaran-besaran geometrik dari bagian benda harus menentukan secara jelas tujuannya, dan tidak boleh
PERANCANGAN MESIN POTONG LAS LINGKAR SEMI OTOMATIS DENGAN KETEBALAN MATERIAL POTONG 3-8 MM
 PERANCANGAN MESIN POTONG LAS LINGKAR SEMI OTOMATIS DENGAN KETEBALAN MATERIAL POTONG - 8 MM Pujono ¹), Handika Prabu Menang ¹) ¹) Staf Pengajar Jurusan Teknik Mesin Politeknik Negeri Cilacap Jl. Dr Soetomo,
PERANCANGAN MESIN POTONG LAS LINGKAR SEMI OTOMATIS DENGAN KETEBALAN MATERIAL POTONG - 8 MM Pujono ¹), Handika Prabu Menang ¹) ¹) Staf Pengajar Jurusan Teknik Mesin Politeknik Negeri Cilacap Jl. Dr Soetomo,
MEMBERI UKURAN PADA GAMBAR KERJA
 MENGGAMBAR TEKNIK DASAR MEMBERI UKURAN PADA GAMBAR KERJA A.20.07 BAGIIAN PROYEK PENGEMBANGAN KURIIKULUM DIIREKTORAT PENDIIDIIKAN MENENGAH KEJURUAN DIIREKTORAT JENDERAL PENDIIDIIKAN DASAR DAN MENENGAH DEPARTEMEN
MENGGAMBAR TEKNIK DASAR MEMBERI UKURAN PADA GAMBAR KERJA A.20.07 BAGIIAN PROYEK PENGEMBANGAN KURIIKULUM DIIREKTORAT PENDIIDIIKAN MENENGAH KEJURUAN DIIREKTORAT JENDERAL PENDIIDIIKAN DASAR DAN MENENGAH DEPARTEMEN
BAB V. ELEKTRODA (filler atau bahan isi)
") BAB V ELEKTRODA (filler atau bahan isi) 5.1. Elektroda Berselaput Elektroda berselaput yang dipakai pada Ias busur listrik mempunyai perbedaan komposisi selaput maupun kawat Inti. Pelapisan fluksi pada
BAB V ELEKTRODA (filler atau bahan isi) 5.1. Elektroda Berselaput Elektroda berselaput yang dipakai pada Ias busur listrik mempunyai perbedaan komposisi selaput maupun kawat Inti. Pelapisan fluksi pada
FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA
 No. SIL/MES/MES315/17 Revisi : 00 Tgl : 21 Juni 2010 Hal 1 dari 8 MATA KULIAH KODE MATA KULIAH SEMESTER PROGRAM STUDI DOSEN PENGAMPU : PRAKTIK LAS OKSI-ASITELEN (OAW) : MES315 (3 PRAKTIK) : II : PEND.TEKNIK
No. SIL/MES/MES315/17 Revisi : 00 Tgl : 21 Juni 2010 Hal 1 dari 8 MATA KULIAH KODE MATA KULIAH SEMESTER PROGRAM STUDI DOSEN PENGAMPU : PRAKTIK LAS OKSI-ASITELEN (OAW) : MES315 (3 PRAKTIK) : II : PEND.TEKNIK
MAKALAH PROSES PRODUKSI PEMBUATAN MEJA LIPAT
 MAKALAH PROSES PRODUKSI PEMBUATAN MEJA LIPAT Diajukan Untuk Memenuhi Persyaratan Kelulusan Mata Kuliah Proses Produksi Oleh : Akmal Akhimuloh 1503005 JURUSAN TEKNIK INDUSTRI SEKOLAH TINNGI TEKNOLOGI GARUT
MAKALAH PROSES PRODUKSI PEMBUATAN MEJA LIPAT Diajukan Untuk Memenuhi Persyaratan Kelulusan Mata Kuliah Proses Produksi Oleh : Akmal Akhimuloh 1503005 JURUSAN TEKNIK INDUSTRI SEKOLAH TINNGI TEKNOLOGI GARUT
II. TINJAUAN PUSTAKA. seluruh kegiatan yang terdapat dalam proses perancangan. Kegiatankegiatan
 II. TINJAUAN PUSTAKA A. Fase Fase Dalam Proses Perancangan Perancangan merupakan rangkaian yang berurutan, karena mencakup seluruh kegiatan yang terdapat dalam proses perancangan. Kegiatankegiatan dalam
II. TINJAUAN PUSTAKA A. Fase Fase Dalam Proses Perancangan Perancangan merupakan rangkaian yang berurutan, karena mencakup seluruh kegiatan yang terdapat dalam proses perancangan. Kegiatankegiatan dalam
ATURAN DASAR MEMBERI UKURAN
 ATURAN DASAR MEMBERI UKURAN Dalam memberikan ukuran besaran-besaran geometrik dari bagian benda harus menentukan secara jelas tujuannya, dan tidak boleh menimbulkan salah tafsir. Oleh karena itu dibuatlah
ATURAN DASAR MEMBERI UKURAN Dalam memberikan ukuran besaran-besaran geometrik dari bagian benda harus menentukan secara jelas tujuannya, dan tidak boleh menimbulkan salah tafsir. Oleh karena itu dibuatlah
Paket Pembelajaran dan Penilaian
 Indonesia Australia Partnership for Skills Development Paket Pembelajaran dan Penilaian Kode Unit : BSDC-0707 LAS BUSUR MANUAL-IA (Shielded Metal Arc Welding-IA) ( Mei 2002 ) Daftar Isi BAB 1 PENGANTAR...1
Indonesia Australia Partnership for Skills Development Paket Pembelajaran dan Penilaian Kode Unit : BSDC-0707 LAS BUSUR MANUAL-IA (Shielded Metal Arc Welding-IA) ( Mei 2002 ) Daftar Isi BAB 1 PENGANTAR...1
I. PENDAHULUAN. keling. Ruang lingkup penggunaan teknik pengelasan dalam konstruksi. transportasi, rel, pipa saluran dan lain sebagainya.
 I. PENDAHULUAN A. Latar Belakang Pengembangan teknologi di bidang konstruksi yang semakin maju tidak dapat dipisahkan dari pengelasan, karena mempunyai peranan penting dalam rekayasa dan reparasi logam.
I. PENDAHULUAN A. Latar Belakang Pengembangan teknologi di bidang konstruksi yang semakin maju tidak dapat dipisahkan dari pengelasan, karena mempunyai peranan penting dalam rekayasa dan reparasi logam.
PROSES BUBUT (Membubut Tirus, Ulir dan Alur)
") MATERI PPM MATERI BIMBINGAN TEKNIS SERTIFIKASI KEAHLIAN KEJURUAN BAGI GURU SMK PROSES BUBUT (Membubut Tirus, Ulir dan Alur) Oleh: Dr. Dwi Rahdiyanta, M.Pd. Dosen Jurusan PT. Mesin FT-UNY 1. Proses membubut
MATERI PPM MATERI BIMBINGAN TEKNIS SERTIFIKASI KEAHLIAN KEJURUAN BAGI GURU SMK PROSES BUBUT (Membubut Tirus, Ulir dan Alur) Oleh: Dr. Dwi Rahdiyanta, M.Pd. Dosen Jurusan PT. Mesin FT-UNY 1. Proses membubut
 BAB II LANDASAN TEORI 2.1 Tinjauan Pustaka Menurut Popov (1996) bejana tekan berdinding tipis adalah bejana yang memiliki dinding yang idealnya bekerja sebagai membran, yaitu tidak terjadi lenturan dari
BAB II LANDASAN TEORI 2.1 Tinjauan Pustaka Menurut Popov (1996) bejana tekan berdinding tipis adalah bejana yang memiliki dinding yang idealnya bekerja sebagai membran, yaitu tidak terjadi lenturan dari
4. VISUALISASI DAN GAMBAR SKET
 4. VISUALISASI DAN GAMBAR SKET Standar Kompetensi : Peserta didik dapat mengidentifikasi cara menggambar dengan cara: isometri, dimetri, trimetri, prespektif, gambar sket dengan menggunakan tangan, dan
4. VISUALISASI DAN GAMBAR SKET Standar Kompetensi : Peserta didik dapat mengidentifikasi cara menggambar dengan cara: isometri, dimetri, trimetri, prespektif, gambar sket dengan menggunakan tangan, dan
DASAR-DASAR METROLOGI INDUSTRI Bab III Pengukuran Sudut
 BAB III Tujuan : Setelah mempelajari materi pelajaran pada bab III, diharapkan mahasiswa dapat : 1. Menyebutkan bermacam-macam alat ukur sudut, baik alat ukur sudut langsung maupun alat ukur sudut tak
BAB III Tujuan : Setelah mempelajari materi pelajaran pada bab III, diharapkan mahasiswa dapat : 1. Menyebutkan bermacam-macam alat ukur sudut, baik alat ukur sudut langsung maupun alat ukur sudut tak
DASAR TEKNOLOGI PENGELASAN
 DASAR TEKNOLOGI PENGELASAN Pengelasan adalah suatu proses dimana bahan dengan jenis sama digabungkan menjadi satu sehingga terbentuk suatu sambungan melalui ikatan kimia yang dihasilkan dari pemakaian
DASAR TEKNOLOGI PENGELASAN Pengelasan adalah suatu proses dimana bahan dengan jenis sama digabungkan menjadi satu sehingga terbentuk suatu sambungan melalui ikatan kimia yang dihasilkan dari pemakaian
PENGARUH POSISI PENGELASAN TERHADAP KEKUATAN TAKIK DAN KEKERASAN PADA SAMBUNGAN LAS PIPA
 PENGARUH POSISI PENGELASAN TERHADAP KEKUATAN TAKIK DAN KEKERASAN PADA SAMBUNGAN LAS PIPA Pudin Saragih 1 Abstrak. Kekuatan sambungan las sangat sulit ditentukan secara perhitungan teoritis meskipun berbagai
PENGARUH POSISI PENGELASAN TERHADAP KEKUATAN TAKIK DAN KEKERASAN PADA SAMBUNGAN LAS PIPA Pudin Saragih 1 Abstrak. Kekuatan sambungan las sangat sulit ditentukan secara perhitungan teoritis meskipun berbagai
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA A. Dasar-DasarPemilihanBahan Didalammerencanakansuatualatperlusekalimemperhitungkandanmemilihbahan -bahan yang akandigunakan, apakahbahantersebutsudahsesuaidengankebutuhanbaikitusecaradimensiukuranata
BAB II TINJAUAN PUSTAKA A. Dasar-DasarPemilihanBahan Didalammerencanakansuatualatperlusekalimemperhitungkandanmemilihbahan -bahan yang akandigunakan, apakahbahantersebutsudahsesuaidengankebutuhanbaikitusecaradimensiukuranata
BAB II PENDEKATAN PEMECAHAN MASALAH. identifikasi dari masing-masing komponen Mesin Pemoles pada casing
 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja 1. Identifikasi Ukuran Identifikasi ukuran komponen merupakan langkah untuk menentukan ukuran dalam pembuatan casing mesin pemoles. Berdasarkan
BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja 1. Identifikasi Ukuran Identifikasi ukuran komponen merupakan langkah untuk menentukan ukuran dalam pembuatan casing mesin pemoles. Berdasarkan
BAB II DASAR TEORI. Gambar 2.1 Prinsip Statika Keseimbangan (Meriam& Kraige, 1986)
") BAB II DASAR TEORI 2.1 Statika Statika adalah ilmu yang mempelajari tentang statika suatu beban terhadap gaya-gaya dan juga beban yang mungkin ada pada bahan tersebut. Dalam statika keberadaan gaya-gaya
BAB II DASAR TEORI 2.1 Statika Statika adalah ilmu yang mempelajari tentang statika suatu beban terhadap gaya-gaya dan juga beban yang mungkin ada pada bahan tersebut. Dalam statika keberadaan gaya-gaya
BAB II TINJAUAN PUSTAKA
 6 BAB II TINJAUAN PUSTAKA 2.1.Perencanaan Rancang Bangun Dalam merencanakan suatu alat bantu, terlebih dahulu kita harus memperhatikan faktor-faktor yang mendasari terlaksananya perencanaan alat bantu
6 BAB II TINJAUAN PUSTAKA 2.1.Perencanaan Rancang Bangun Dalam merencanakan suatu alat bantu, terlebih dahulu kita harus memperhatikan faktor-faktor yang mendasari terlaksananya perencanaan alat bantu
BAB II DASAR TEORI. 2.1 Prinsip Dasar Mesin Pencacah Rumput
 BAB II DASAR TEORI 2.1 Prinsip Dasar Mesin Pencacah Rumput Mesin ini merupakan mesin serbaguna untuk perajang hijauan, khususnya digunakan untuk merajang rumput pakan ternak. Pencacahan ini dimaksudkan
BAB II DASAR TEORI 2.1 Prinsip Dasar Mesin Pencacah Rumput Mesin ini merupakan mesin serbaguna untuk perajang hijauan, khususnya digunakan untuk merajang rumput pakan ternak. Pencacahan ini dimaksudkan
LAPORAN PRAKTIKUM LAS DAN TEMPA
 LAPORAN PRAKTIKUM LAS DAN TEMPA Disusun guna memenuhi salah satu tugas mata kuliah Praktek Las dan Tempa Disusun Oleh: FAJAR RIZKI SAPUTRA K2513021 PTM A PROGRAM STUDI PENDIDIKAN TEKNIK MESIN JURUSAN PENDIDIKAN
LAPORAN PRAKTIKUM LAS DAN TEMPA Disusun guna memenuhi salah satu tugas mata kuliah Praktek Las dan Tempa Disusun Oleh: FAJAR RIZKI SAPUTRA K2513021 PTM A PROGRAM STUDI PENDIDIKAN TEKNIK MESIN JURUSAN PENDIDIKAN
B. Kegiatan Belajar. 1. Kegiatan Belajar 1 Menentukan Persyaratan Kerja
 B. Kegiatan Belajar 1. Kegiatan Belajar 1 Menentukan Persyaratan Kerja a. Tujuan Kegiatan Pem belajaran Peserta diklat dapat (1) Memahami gambar kerja; (2) Memahami instruksi kerja; (3) Memahami peralatan
B. Kegiatan Belajar 1. Kegiatan Belajar 1 Menentukan Persyaratan Kerja a. Tujuan Kegiatan Pem belajaran Peserta diklat dapat (1) Memahami gambar kerja; (2) Memahami instruksi kerja; (3) Memahami peralatan
II-1 BAB II DASAR TEORI
 II-1 BAB II DASAR TEORI 2.1 Pipa Spiral dan Proses Pembuatannya Pipa adalah istilah untuk mendiskripsikan suatu benda silinder yang berlubang dan digunakan untuk memindahkan zat hasil proses kimia seperti
II-1 BAB II DASAR TEORI 2.1 Pipa Spiral dan Proses Pembuatannya Pipa adalah istilah untuk mendiskripsikan suatu benda silinder yang berlubang dan digunakan untuk memindahkan zat hasil proses kimia seperti
Dosen: Haryono Putro, ST.,SE.,MT. Can be accessed on:
 Dosen: Haryono Putro, ST.,SE.,MT. Can be accessed on: http://haryono_putro.staff.gunadarma.ac.id/ Teknik Sipil 1 Pendahuluan Suatu bahasa gambar yang umum telah ada sejak awal waktu.bentuk tulisan yang
Dosen: Haryono Putro, ST.,SE.,MT. Can be accessed on: http://haryono_putro.staff.gunadarma.ac.id/ Teknik Sipil 1 Pendahuluan Suatu bahasa gambar yang umum telah ada sejak awal waktu.bentuk tulisan yang
BAB II PENGELASAN SECARA UMUM. Ditinjau dari aspek metalurgi proses pengelasan dapat dikelompokkan
 II - 1 BAB II PENGELASAN SECARA UMUM 2.1 Dasar Teori 2.1.1 Pengelasan Ditinjau dari aspek metalurgi proses pengelasan dapat dikelompokkan menjadi dua, pertama las cair (fussion welding) yaitu pengelasan
II - 1 BAB II PENGELASAN SECARA UMUM 2.1 Dasar Teori 2.1.1 Pengelasan Ditinjau dari aspek metalurgi proses pengelasan dapat dikelompokkan menjadi dua, pertama las cair (fussion welding) yaitu pengelasan
KARAKTERISTIK HASIL PENGELASAN PIPA DENGAN BEBERAPA VARIASI ARUS LAS BUSUR LISTRIK
 KARAKTERISTIK HASIL PENGELASAN PIPA DENGAN BEBERAPA VARIASI ARUS LAS BUSUR LISTRIK Syaripuddin Teknik Mesin, Fakultas Teknik, Universitas Negeri Jakarta e-mail : syaripuddin_andre@yahoo.com ABSTRAK Penelitian
KARAKTERISTIK HASIL PENGELASAN PIPA DENGAN BEBERAPA VARIASI ARUS LAS BUSUR LISTRIK Syaripuddin Teknik Mesin, Fakultas Teknik, Universitas Negeri Jakarta e-mail : syaripuddin_andre@yahoo.com ABSTRAK Penelitian
Pembimbing: Prof.Dr.Ir Abdullah Shahab, MSc (Nip: )
") Pembimbing: Prof.Dr.Ir Abdullah Shahab, MSc (Nip:195204171979031002) pengaruh GTAW kecepatan Baja Plat perbedaan Tahan tipis, komposisi morfologi pengelasan, material karat, kualitas dan benda Paduan rasio
Pembimbing: Prof.Dr.Ir Abdullah Shahab, MSc (Nip:195204171979031002) pengaruh GTAW kecepatan Baja Plat perbedaan Tahan tipis, komposisi morfologi pengelasan, material karat, kualitas dan benda Paduan rasio
BAB II PENDEKATAN PEMECAHAN MASALAH
 BAB II PENDEKATAN PEMECAHAN MASALAH A. Tinjauan Singkat Rangka Disain rangka mesin memiliki keutamaan yang berfungsi untuk mengakomodasi seluruh komponen-komponen mesin yang terpasang didalamnya. Pada
BAB II PENDEKATAN PEMECAHAN MASALAH A. Tinjauan Singkat Rangka Disain rangka mesin memiliki keutamaan yang berfungsi untuk mengakomodasi seluruh komponen-komponen mesin yang terpasang didalamnya. Pada
PERTEMUAN 15. Gambar Simbol
 PERTEMUAN 15 Gambar Simbol 15.1. Jenis jenis sambungan las Sebagai alat penyambung permanen dari bagian-bagian, pengelasan merupakan sambungan yang lebih ringan dan kuat daripada sambungan keeling. Kemajuan
PERTEMUAN 15 Gambar Simbol 15.1. Jenis jenis sambungan las Sebagai alat penyambung permanen dari bagian-bagian, pengelasan merupakan sambungan yang lebih ringan dan kuat daripada sambungan keeling. Kemajuan
LAB LAS. Pengelasan SMAW
 1. Tujuan Mahasiswa memahami prinsip kerja dari las SMAW (Shileded Metal Arc Welding) dan fungsi bagian-bagian dari perlatan las SMAW serta keselamatan kerja las SMAW, sehingga mahasiswa dapat melakukan
1. Tujuan Mahasiswa memahami prinsip kerja dari las SMAW (Shileded Metal Arc Welding) dan fungsi bagian-bagian dari perlatan las SMAW serta keselamatan kerja las SMAW, sehingga mahasiswa dapat melakukan
III. METODE PENELITIAN. Penelitian dilakukan dibeberapa tempat, sebagai berikut:
 III. METODE PENELITIAN A. Tempat Penelitian Penelitian dilakukan dibeberapa tempat, sebagai berikut: 1. Pembuatan kampuh dan proses pengelasan dilakukan di Politeknik Negeri Lampung, Bandar Lampung, 2.
III. METODE PENELITIAN A. Tempat Penelitian Penelitian dilakukan dibeberapa tempat, sebagai berikut: 1. Pembuatan kampuh dan proses pengelasan dilakukan di Politeknik Negeri Lampung, Bandar Lampung, 2.
MENGGAMBAR DETAIL SECARA RINCI
 MENGGAMBAR DETAIL SECARA RINCI I KODE UNIT KOMPETENSI : 9.5A UNTUK PESERTA PENDIDIKAN DAN PELATIHAN SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN TEKNIK MESIN PROGRAM KEAHLIAN TEKNIK GAMBAR MESIN DIREKTORAT
MENGGAMBAR DETAIL SECARA RINCI I KODE UNIT KOMPETENSI : 9.5A UNTUK PESERTA PENDIDIKAN DAN PELATIHAN SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN TEKNIK MESIN PROGRAM KEAHLIAN TEKNIK GAMBAR MESIN DIREKTORAT
BAB IV PENGUJIAN DAN ANALISIS
 BAB IV PENGUJIAN DAN ANALISIS Pada bab ini, akan dibahas mengenai pengujian alat serta analisis dari hasil pengujian. Tujuan dilakukan pengujian adalah mengetahui sejauh mana kinerja mesin pemotong akrilik
BAB IV PENGUJIAN DAN ANALISIS Pada bab ini, akan dibahas mengenai pengujian alat serta analisis dari hasil pengujian. Tujuan dilakukan pengujian adalah mengetahui sejauh mana kinerja mesin pemotong akrilik
Teknologi Dan Rekayasa TUNGSTEN INERT GAS WELDING (TIG / GTAW)
") Teknologi Dan Rekayasa TUNGSTEN INERT GAS WELDING (TIG / GTAW) Pengesetan mesin las dan elektroda Tujuan : Setelah mempelajari topik ini, siswa dapat : Memahami cara mengeset mesin dan peralatan lainnya.
Teknologi Dan Rekayasa TUNGSTEN INERT GAS WELDING (TIG / GTAW) Pengesetan mesin las dan elektroda Tujuan : Setelah mempelajari topik ini, siswa dapat : Memahami cara mengeset mesin dan peralatan lainnya.
Oleh : Nurcahyo Irawan Priambodo Dosen Pembimbing : Ir.Soeweify M.eng
 Oleh : Nurcahyo Irawan Priambodo 4104.100.024 Dosen Pembimbing : Ir.Soeweify M.eng Latar Belakang CuNiFe merupakan material yang banyak diaplikaskan dalam dunia maritim sebagai bahan yang baik ketahanannya
Oleh : Nurcahyo Irawan Priambodo 4104.100.024 Dosen Pembimbing : Ir.Soeweify M.eng Latar Belakang CuNiFe merupakan material yang banyak diaplikaskan dalam dunia maritim sebagai bahan yang baik ketahanannya