ERGONOMI & APK - I KULIAH 4: PETA KERJA
|
|
|
- Widyawati Agusalim
- 6 tahun lalu
- Tontonan:
Transkripsi
1 ERGONOMI & APK - I KULIAH 4: PETA KERJA By: Rini Halila Nasution, ST, MT
2 DEFINISI Peta kerja merupakan salah satu alat yang sistematis dan jelas untuk berkomunikasi secara luas dan sekaligus melalui petapeta kerja ini kita bisa mendapatkan informasi-informasi yang diperlukan untuk memperbaiki suatu metode kerja. Contoh informasi-informasi yang yang diperlukan untuk memperbaiki suatu metode kerja, terutama dalam suatu proses produksi, ialah sebagai berikut: jumlah benda kerja yang harus dibuat, waktu operasi mesin, kapasitas mesin, bahan-bahan khusus yang harus disediakan, alat-alat khusus yang harus disediakan dan sebagainya.
3 Jadi peta kerja adalah suatu alat yang menggambarkan kegiatan kerja secara sistematis dan jelas (biasanya kerja produksi). Melalui peta-peta ini kita bisa melihat semua langkah atau kejadian yang dialami oleh suatu benda kerja dari mulai masuk ke pabrik (berbentuk bahan baku), kemudian menggambarkan semua langkah yang dialaminya, seperti transportasi, operasi mesin, pemeriksaan dan perkitan, sampai akhirnya menjadi produk jadi.
4 Peta kerja merupakan alat yang baik untuk menganalisa suatu pekerjaan sehingga mempermudah dalam perencanaan perbaikan kerja. Perbaikan yang mungkin dilakukan antara lain dengan menghilangkan operasi-operasi yang tidak perlu, mengabungkan suatu operasi dengan operasi lainya, menemukan suatu urutan-urutan kerja/proses produksi yang lebih baik, menentukan mesin yang lebih ekonomis, menghilangkan waktu menunggu antara operasi dan sebagainya.
5 LAMBANG-LAMBANG YANG DIGUNAKAN Tahun 1947, American Siciety of Mechanical Engineers (ASME) membuat standar lambang-lambang yang terdiri dari 5 macam lambang. Lambang-lambang ini merupakan modifikasi dari lambang yang digunakan oleh Gilbreth. Lambang-lambang tersebut adalah: Operasi Pemeriksaan/Inspeksi Transportasi Menungggu (Delay) Penyimpanan (Storage)
6 OPERASI (OPERATION) Suatu kegiatan operasi terjadi apabila benda kerja mengalami perubahan sifat, baik fisik maupun kimiawi. Mengambil informasi maupun memberikan informasi pada suatu keadaan juga termasuk operasi. Lambang operasi: Operasi merupakan kegiatan yang paling banyak terjadi dalam suatu proses. Dan biasanya terjadi pada suatu mesin atau stasiun kerja. Contohnya: pekerjaan menyerut kayu dengan mesin serut, pekerjaan mengeraskan logam, pekerjaan merakit.
7 PEMERIKSAAN (INSPECTION) Suatu kegiatan pemeriksaan terjadi apabila benda kerja atau peralatan mengalami pemeriksaan baik untuk segi kualitas maupun kuantitas. Lambang inidi gunakan jika melakukan pemeriksaan terhadap suatu objek atau membandingkan suatu objek tertentu dengan suatu standar. Lambang inspeksi: Contohnya: mengukur dimensi benda, memeriksa warna benda, membaca alat ukur tekanan uap pada suatu mesin uap.
8 TRANSPORTASI (TRANSPORTATION) Suatu kegiatan transportasi terjadi apabila benda kerja, pekerja atau perlengkapan mengalami perpindahan tempat yang bukan merupkan bagian dari suatu operasi. Lambang transportasi: Contohnya: benda kerja diangkut dari mesin bubut ke tempat mesin skrap untuk mengalami operasi berikutnya, suatu objek dipindahkan dari lantai bawah ke lantai atas lewat elevator.
9 MENUNGGU(DELAY) Proses menunggu terjadi apabila benda kerja, pekerja atau perlengkapan tidak mengalami kegiatan apa-apa selain menunggu (biasanya sebentar). Kejadian ini menunjukkan bahwa suatu objek ditinggalkan untuk sementara tanpa pencatatan sampai diperlakukan kembali. Lambang delay: Contohnya: objek menunggu untuk diproses atau diperiksa, peti menunggu untuk dibongkar, bahan menunggu untuk di angkut ke tempat lain.
10 PENYIMPANAN (STORAGE) Proses penyimpanan terjadi apabila benda kerja disimpan untuk jangka waktu yang cukup lama. Jika benda kerja tersebut akan diambil kembali, biasanya memerlukan suatu prosedur perizinan tertentu. Lambang storage: Contoh: dokumen-dokumen atau catatan-catatan disimpan dalam berangkas, bahan baku disimpan dalam gudang.
11 Selain 5 lambang diatas, juga bisa digunakan lambang lain apabila merasa perlu untuk mencatat suatu aktifitas yang memang terjadi selama proses berlangsung dan tidak terungkapkan oleh lambang-lambang tadi. Lambang tersebut adalah yang artinya aktifitas gabungan. Kegiatan ini terjadi apabila antara aktifitas operasi dan pemeriksaan dilakukan bersamaan atau dilakukan pada suatu tempat kerja.
12
13 Peta-peta kerja dibagi dalam dua kelompok berdasarkan kegiatannya, yaitu: Peta kerja keseluruhan Peta kerja setempat
14 PETA KERJA KESELURUHAN Peta kerja keseluruhan yaitu apabila kegiatan tersebut melibatkan sebagian besar ataupun semua fasilitas yang diperlukan untuk membuat produk yang bersangkutan. Peta kerja keseluruhan terdiri atas: Peta Proses Operasi Peta Aliran Proses Peta Proses Perakitan Diagram Aliran
15 PETA KERJA SETEMPAT Peta kerja setempat yaitu apabila kegiatan tersebut teradi dalam suatu stasiun kerja yang biasanya hanya melibatkan orang dan fasilitas yang terbatas. Peta kerja setempat terdiri atas: Peta Tangan Kiri dan Tangan Kanan Peta Manusia dan Mesin Peta Regu Kerja
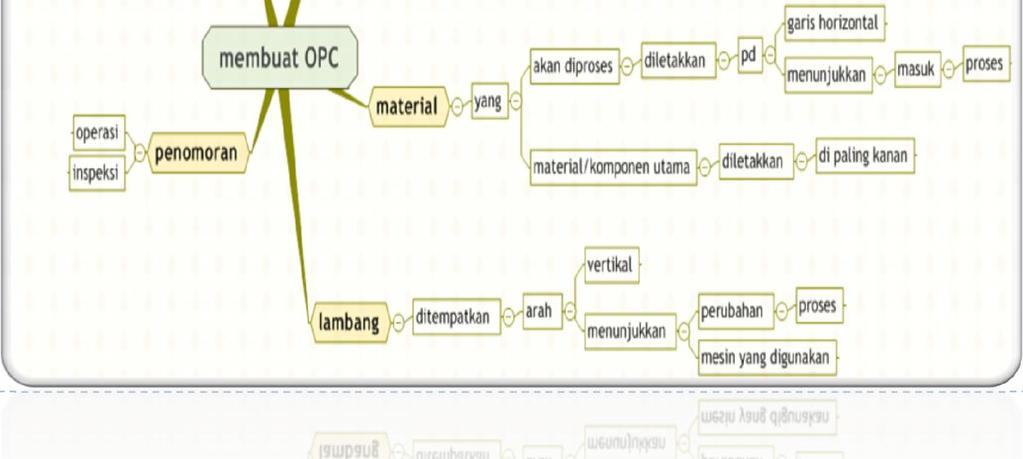
16 OPERATION PROCESS CHART Peta proses operasi merupakan suatu diagram yang menggambarkan langkah-langkah proses yang akan dialami bahan baku mengenai urutan-urutan operasi dan pemeriksaan. Sejak dari awal sampai menjadi produk jadi utuh maupun sebagai komponen, dan juga memuat informasi-informasi yang diperlukan untuk analisa lebih lanjut, seperti: waktu yang dihabiskan, material yang digunakan, dan tempat atau peralatan yang dipakai. Peta ini memberikan informasi tentang proses apa dilaksanakan untuk komponen apa. Kemudian mesin apa yang dipakai dan berapa lama waktu setiap proses.
17 Dengan adanya informasi-informasi yang bisa dicatat melalui peta proses operasi, kita bisa memperoleh banyak manfaat diantaranya: Dapat mengetahui kebutuhan mesin dan penganggarannya. Bisa memperkirakan kebutuhan akan bahan baku (dengan memperhitungkan efisensi ditiap operasi/pemeriksaan. Sebagai alat untuk menentukan tata letak pabrik. Sebagai alat untuk melakukan perbaikan cara kerja yang dipakai. Sebagai alat untuk latihan kerja.
18
19 Contoh Operation Process Chart
20 FLOW PROCESS CHART Peta aliran proses adalah suatu diagram yang menunjukkan urutan-urutan proses operasi, pemeriksaan, transportasi, menunggu dan penyimpanan yang terjadi selama satu proses atau prosedur berlangsung, serta didalamnya memuat pula informasi-informasi yang diperlukan untuk analisa seperti waktu yang dibutuhkan dan jarak yang perpindahan.
21 Perbedaan peta proses operasi dengan peta aliran proses, yaitu: Peta aliran proses memperlihatkan semua aktifitas-aktifitas dasar, termasuk transportasi, menunggu dan menyimpan.sedangkan peta proses operasi terbatas pada operasi dan pemeriksaan saja. Pada aliran proses menganalisa setiap komponen yang akan diproses secara lebih lengkap dibandingkan pera proses operasi, dan memungkinkan untuk digunakan disetiap prosesatau prosedur baik di pabrik atau di kantor.
22 Kegunaan umum dari suatu peta aliran proses yaitu: Dapat digunakan untuk mengetahui aliran bahan atau aktifitas orang mulai awal masuk dalam suatu proses atau prosedur sampai aktifitas terakhir. Memberikan informasi mengenai waktu penyelesaian suatu proses atau prosedur. Digunakan untuk mengetahui jumlah kegiatan yang dialami bahan atau dilakukan oleh orang selamaproses atau prosedur berlangsung. Sebagai alat untuk melakukan perbaikan-perbaikan proses atau metode kerja.


23 Contoh Flow Process Chart
24 ASSEMBLY PROCESS CHART Peta proses perakitan adalah suatu diagram yang menggambarkan suatu urutan dari operasi, transportasi, pemeriksaan, inspeksi hingga penyimpanan dari suatu kegiatan kerja secara keseluruhan mulai dari bahan baku, perakitan dan menjadi barang jadi. Peta proses perakitan merupakan gabungan dari peta proses operasi dan peta aliran proses. Peta rakitan (assembly chart) adalah gambaran grafis dari urutan aliran komponen dan rakitan bagian ke dalam rakitan suatu produk.
25 Dengan peta proses perakitan akan terlihat bahwa peta rakitan menunjukkan cara yang mudah untuk memahami : Komponen-komponen yang membentuk produk Bagaimana komponen-komponen ini bergabung bersama Komponen yang menjadi bagian suatu rakitan-bagian Aliran komponen ke dalam sebuah rakitan Keterkaitan antara komponen dengan rakitan-bagian Gambaran menyeluruh dari proses rakitan Urutan waktu komponen bergabung bersama Suatu gambaran awal dari pola aliran bahan
26 Kegunaan dari peta proses perakitan adalah: Untuk mengetahui aliran bahan atau aktivitas orang mulai dari awal masuk dalam suatu proses sampai aktivitas terakhir. Untuk mengetahui jumlah kegiatan yang dialami bahan atau dilakukan oleh orang selama proses atau prosedur berlangsung. Sebagai alat untuk mempermudah proses analisa untuk mengetahui tempat-tempat di mana terjadi ketidakefisien. Sebagai alat untuk memperbaiki tata letak dan metode kerja.
27 Assembly Process Chart Perakitan Kacamata
28 FLOW DIAGRAM Diagram aliran merupakan suatu gambaran menurut skala, dari susunan lantai dan gedung, yang menunjukkan lokasi dari semua aktivitas yang terjadi dalam peta aliran proses. Aktivitas berarti pergerakan suatu material atau orang dari suatu tempat ke tempat berikutnya, dinyatakan oleh garis aliran dalam diagram tersebut. Arah aliran akan digambarkan oleh anak panah kecil pada garis aliran tersebut.
29 Kegunaan diagram aliran, yaitu: Lebih memperjelas suatu peta aliran proses, apalagi jika arah aliran merupakan faktor yang penting. Membantu dalam perbaikan tata letak tempat kerja.
30 Adapun prinsip-prinsip pembuatan diagram aliran, yaitu: Pertama-tama dibuat judul. Dibagian kepala ditulis DIAGRAM ALIRAN yang kemudian diikuti oleh identifikasi lain seperti nama pekerjaan yang dipetakan, nomor peta, orang yang memetakan, dan tanggal pemetaan. Identifikasi setiap aktivitas dengan lambang dan nomor yang sesuai dengan yang digunakan dalam peta aliran proses. Arah gerakan dinyatakan oleh anak panah kecil yang dibuat secara berurutan sepanjang garis aliran. Apabila dalam ruangan terjadi lintasan lebih dari satu orang atau barang, maka tiap lintasan dibedakan dengan warna atau bentuk panah yang khas untuk setiap hal yang berpindah.

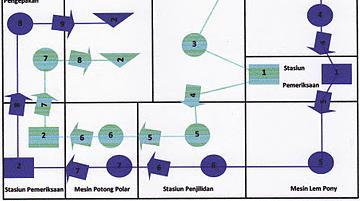
31 Flow Diagram Percetakan HVS & ART Karton
32 PETA TANGAN KIRI DAN TANGAN KANAN Peta tangan kiri tangan kanan merupakan suatu alat dari studi gerakan untuk menentukan gerakan-gerakan yang efisien, yaitu gerakan-gerakan yang memang diperlukan untuk melaksanakan suatu pekerjaan. Peta ini menggambarkan semua gerakan-gerakan saat bekerja dan waktu menganggur yang dilakukan oleh tangan kiri dan tangan kanan, juga menunjukkan perbandingan antara tugas yang dibebankan pada tangan kiri dan tangan kanan ketika melakukan suatu pekerjaan. Pada dasarnya peta tangan kiri dan tangan kanan berguna untuk memperbaiki suatu stasiun kerja.
33 Kegunaan peta ini, diantaranya: Menyeimbangkan gerakan kedua tangan dan mengurangi kelelahan. Mengurangi atau menghilangkan gerakan-gerakan yang tidak efisien dan tidak produktif. Sebagai alat untuk menganalisa tata letak stasiun kerja. Sebagai alat untuk melatih pekerjaan baru, dengan cara yang ideal.
34 Prinsip-prinsip pembuatan peta tangan kiri dan tangan kanan adalah sebagai berikut: Berbeda dengan peta-peta yang lain, untuk membuat peta ini lembaran kertas dibagi dalam tiga bagian kepala, yaitu : bagian yang memuat bagan tentang stasiun kerja dan bagian-bagian badan. Pada bagian paling atas ditulis PETA TANGAN KIRI DAN TANGAN KANAN. Setelah itu, menyertakan identifikasi-identifikasi lainnya, seperti : nama pekerjaan, nama departemen, nomor peta, cara sekarang atau usulan, nama pembuat peta dan tanggal yang dipetakan. Pada bagian yang memuat bagan, digambarkan sketsa dari stasiun kerja yang memperlihatkan tempat alat-alat dan bahan. Bagian bahan dibagi dalam dua pihak. Sebelah kiri kertas digunakan untuk menggambarkan kegiatan yang dilakukan tangan kiri dan sebaliknya, sebelah kanan kertas digunakan untuk menggambarkan kegiatan yang dilakukan tangan kanan pekerja.
35 Contoh Peta Tangan Kiri dan Tangan Kanan
36 MAN MACHINE CHART Peta pekerja dan mesin merupakan peta yang menggambarkan koordinasi antara waktu bekerja dan waktu menganggur dari interaksi antara pekerja dan mesin. Peta ini merupakan alat yang baik untuk dipakai dalam mengurangi waktu menganggur. Informasi paling penting yang diperoleh melalui Peta Pekerja dan Mesin adalah hubungan yang jelas antara waktu kerja operator (pekerja) dan waktu kerja mesin yang ditangani.
37 Kegunaan Peta Pekerja dan Mesin antara lain: Untuk mengubah tata letak tempat kerja. Untuk mengatur kembali gerakan-gerakan kerja. Untuk merancang kembali mesin dan peralatan. Untuk memperkirakan adanya penambahan pekerja bagi suatu mesinatau sebaliknya penambahan mesin bagi seorang pekerja.
38 Ada beberapa hal yang harus diperhatikan dalam membuat peta pekerja dan mesin, yaitu: nyatakan identifikasi peta yang dibuat, kemudian diikuti oleh informasi pelengkap yang meliputi: nomor peta, nama pekerjaan, metode sekarang atau usulan, tanggal dipetakan dan nama orang pembuat peta. Setelah semua identifikasi lengkap langkah berikutnya menguraikan semua elemen pekerjaan yang terjadi.
39 Lambang-lambang yang digunakan: Menunjukkan waktu menganggur Menunjukkan kerja tak bergantungan (independent) Menunjukkan kerja kombinasi
40 Contoh Peta Manusia dan Mesin Pekerjaan Nama Mesin PETA MANUSIA DAN MESIN : Penghalusan Pasir : Mesin Penghalusan Operator Mengambil bahan baku berupa pasir Memasukkan pasir ke dalam mesin penghalusan Waktu Waktu Mesin Operasi Operasi Keadaan 2 2 Menunggu 5 5 Menunggu Menjalankan mesin 1 1 Bekerja Menambahkan pasir ke dalam mesin penghalusan Bekerja Menunggu pasir dihaluskan 1 1 Bekerja Mematikan mesin 2 2 Mati Memindahkan hasil penghalusan dan memindahkan ke stasiun pencetakan Mati Keterangan Operator Mesin Waktu kerja Waktu menganggur Waktu total Persentase penggunaan 26 detik 40 detik 40 detik 26 detik 66 detik 66 detik 39,4 60,6
41 GANG PROCESS CHART Peta ini biasanya digunakan dalam satu tempat kerja dimana untuk melaksanakan pekerjaan tersebut memerlukan kerja sama yang baik dari kelompok pekerja. Kegunaan peta proses kelompok kerja adalah sebagai alat untuk menganalisa aktivitas suatu kelompok kerja. Masalah utama jika terjadi kerja sama antara sekelompok orang dimana satu aktivitas dengan lainnya saling bergantungan adalah banyaknya dijumpai aktivitas-aktivitas menunggu (delay).
42 Tujuan utama yang harus dianalisa dari kelompok kerja ini adalah meminimumkan waktu menunggu (delay). Dengan berkurangnya waktu menunggu berarti kita dapat mencapai tujuan lain yang lebih nyata diantaranya: Mengurangi ongkos produksi atau proses. Mempercepat waktu penyelesaian produksi atau proses.

43 Contoh Peta Proses Regu Kerja
44 PETA KERJA SEBAGAI ALAT PERBAIKAN METODE KERJA tidak ya ya tidak
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Definisi Peta Kerja Peta kerja ( Peta Proses process chart ) merupaka alat komunikasi yang sistematis dan logis guna menganalisa proses kerja dari tahap awal sampai akhir (Sritomo,
BAB II LANDASAN TEORI 2.1 Definisi Peta Kerja Peta kerja ( Peta Proses process chart ) merupaka alat komunikasi yang sistematis dan logis guna menganalisa proses kerja dari tahap awal sampai akhir (Sritomo,
PETA PETA KERJA. Nurjannah
 PETA PETA KERJA Nurjannah Peta Kerja Peta kerja merupakan suatu alat yang menggambarkan kegiatan kerja secara sistematis dan jelas (Sutalaksana, 2006) Peta kerja merupakan alat komunikasi yang sistematis
PETA PETA KERJA Nurjannah Peta Kerja Peta kerja merupakan suatu alat yang menggambarkan kegiatan kerja secara sistematis dan jelas (Sutalaksana, 2006) Peta kerja merupakan alat komunikasi yang sistematis
STUDI WAKTU DAN PROSES PEMBUATAN TERALIS JENDELA DI PT X
 STUDI WAKTU DAN PROSES PEMBUATAN TERALIS JENDELA DI PT X I Wayan Sukania 1), Oktaviangel 2), Julita 3) Program Studi Teknik Industri, Jurusan Teknik Mesin, Fakultas Teknik Universitas Tarumanagara 1) Program
STUDI WAKTU DAN PROSES PEMBUATAN TERALIS JENDELA DI PT X I Wayan Sukania 1), Oktaviangel 2), Julita 3) Program Studi Teknik Industri, Jurusan Teknik Mesin, Fakultas Teknik Universitas Tarumanagara 1) Program
PETA KERJA UNTUK ANALISA KERJA KESELURUHAN
 PETA KERJA UNTUK ANALISA KERJA KESELURUHAN TEKNIK TATA CARA KERJA PROGRAM KEAHLIAN PERENCANAAN DAN PENGENDALIAN PRODUKSI MANUFAKTUR/JASA PETA KERJA Peta Kerja : alat yg menggambarkan kegiatan kerja secara
PETA KERJA UNTUK ANALISA KERJA KESELURUHAN TEKNIK TATA CARA KERJA PROGRAM KEAHLIAN PERENCANAAN DAN PENGENDALIAN PRODUKSI MANUFAKTUR/JASA PETA KERJA Peta Kerja : alat yg menggambarkan kegiatan kerja secara
PETA-PETA KERJA. Kata kunci : Peta-Peta Kerja, Proses Operasi, Kotak Kado
 PETA-PETA KERJA Oke Sofyan,Ita Novita Sari Mahasiswa Jurusan Teknik Industri, Universitas Gunadarma, Jakarta Kampus J Universitas Gunadarma Jl. KH. Noer Ali, kalimalang, Bekasi Telp: (021) 94122603 Email:
PETA-PETA KERJA Oke Sofyan,Ita Novita Sari Mahasiswa Jurusan Teknik Industri, Universitas Gunadarma, Jakarta Kampus J Universitas Gunadarma Jl. KH. Noer Ali, kalimalang, Bekasi Telp: (021) 94122603 Email:
CONTOH OPC DAN FPC. Peta Proses Operasi (Operation Process Chart) TUGAS PENGANTAR TEKNIK INDUSTRI AYU DINI R
 TUGAS PENGANTAR TEKNIK INDUSTRI AYU DINI R") TUGAS PENGANTAR TEKNIK INDUSTRI AYU DINI R. 0810670002 CONTOH OPC DAN FPC Peta Proses Operasi (OPC) dan Peta Aliran Proses (FPC) merupakan dua jenis peta kerja digunakan untuk mengetahui secara jelas proses
TUGAS PENGANTAR TEKNIK INDUSTRI AYU DINI R. 0810670002 CONTOH OPC DAN FPC Peta Proses Operasi (OPC) dan Peta Aliran Proses (FPC) merupakan dua jenis peta kerja digunakan untuk mengetahui secara jelas proses
BAB IV PEMBAHASAN DAN ANALISIS
 BAB IV PEMBAHASAN DAN ANALISIS 4.1 Deskripsi Produk Produk yang telah dibuat dalam peta-peta kerja ini adalah meja lipat. Komponennya terdiri dari alas yang berukuran 50 cm x 33 cm, kaki meja yang berukuran
BAB IV PEMBAHASAN DAN ANALISIS 4.1 Deskripsi Produk Produk yang telah dibuat dalam peta-peta kerja ini adalah meja lipat. Komponennya terdiri dari alas yang berukuran 50 cm x 33 cm, kaki meja yang berukuran
practicum apk industrial engineering 2012
 BAB I PENDAHULUAN 1.1 Latar Belakang Pada zaman modern seperti saat ini, sebagai pekerja yang baik harus mampu menciptakan suatu sistem kerja yang baik dalam melakukan pekerjaan agar pekerjaan tersebut
BAB I PENDAHULUAN 1.1 Latar Belakang Pada zaman modern seperti saat ini, sebagai pekerja yang baik harus mampu menciptakan suatu sistem kerja yang baik dalam melakukan pekerjaan agar pekerjaan tersebut
PERANCANGAN KERJA PETA-PETA KERJA
 PERANCANGAN KERJA PETA-PETA KERJA PEMBUATAN DONAT Siapkan dan timbang tepung terigu Tambah gula, mentega, telur campur rata Setelah tercampur, potong dan bentuk bulat kecil Diamkan sejenak agar adonan
PERANCANGAN KERJA PETA-PETA KERJA PEMBUATAN DONAT Siapkan dan timbang tepung terigu Tambah gula, mentega, telur campur rata Setelah tercampur, potong dan bentuk bulat kecil Diamkan sejenak agar adonan
BAB II LANDASAN TEORI. Toyota Production System atau yang biasa disingkat menjadi TPS. TPS adalah
 BAB II LANDASAN TEORI 2.1 Toyota Production System Toyota Production System atau yang biasa disingkat menjadi TPS. TPS adalah aktivitas pada tingkat keseluruhan perusahaan berdasarkan pada kesadaran untuk
BAB II LANDASAN TEORI 2.1 Toyota Production System Toyota Production System atau yang biasa disingkat menjadi TPS. TPS adalah aktivitas pada tingkat keseluruhan perusahaan berdasarkan pada kesadaran untuk
BAB II KERANGKA TEORITIS
 BAB II KERANGKA TEORITIS 2.1. Peta Aliran Proses (Flow Process Chart) 1 Setelah mempunyai gambaran tentang keadaan umum dari proses yang terjadi seperti yang diperlihatkan dalam peta proses operasi, langkah
BAB II KERANGKA TEORITIS 2.1. Peta Aliran Proses (Flow Process Chart) 1 Setelah mempunyai gambaran tentang keadaan umum dari proses yang terjadi seperti yang diperlihatkan dalam peta proses operasi, langkah
Program Studi Teknik Industri Page 1 Fakultas Teknik Universitas Diponegoro
 BAB I PENDAHULUAN 1.1 Latar Belakang Pada era modern saat ini, persaingan di dunia manufaktur menjadi sangat ketat, hal ini menyebabkan perusahaan harus mempunyai kemampuan yang baik dalam mengelola perusahaan
BAB I PENDAHULUAN 1.1 Latar Belakang Pada era modern saat ini, persaingan di dunia manufaktur menjadi sangat ketat, hal ini menyebabkan perusahaan harus mempunyai kemampuan yang baik dalam mengelola perusahaan
M A K A L A H Operation Process Chart Of Banquet Chair Disusun Oleh :...(...) Muhammad Faisol Bahri ( )
 Muhammad Faisol Bahri ( )") M A K A L A H Operation Process Chart Of Banquet Chair Disusun Oleh :...(...) Muhammad Faisol Bahri (4411216140) Universitas Pancasila Jakarta Jl.Srengseng Sawah, Jagakarsa Jakarta Selatan 12640 KATA PENGANTAR
M A K A L A H Operation Process Chart Of Banquet Chair Disusun Oleh :...(...) Muhammad Faisol Bahri (4411216140) Universitas Pancasila Jakarta Jl.Srengseng Sawah, Jagakarsa Jakarta Selatan 12640 KATA PENGANTAR
BAB 2 LANDASAN TEORI
 BAB 2 LANDASAN TEORI Penelitian cara kerja atau yang dikenal juga dengan nama methods analysis merupakan hal yang sangat penting dalam menentukan metode kerja yang akan dipilih untuk melakukan suatu pekerjaan.
BAB 2 LANDASAN TEORI Penelitian cara kerja atau yang dikenal juga dengan nama methods analysis merupakan hal yang sangat penting dalam menentukan metode kerja yang akan dipilih untuk melakukan suatu pekerjaan.
DEWI HARDININGTYAS, ST, MT, MBA #5_ANALISA OPERASIONAL (PETA KERJA) ANALISA DAN PENGUKURAN KERJA
 ANALISA DAN PENGUKURAN KERJA") DEWI HARDININGTYAS, ST, MT, MBA #5_ANALISA OPERASIONAL (PETA KERJA) ANALISA DAN PENGUKURAN KERJA O U T L I N E Peta Kerja Peta Kerja Keseluruhan Peta Kerja Setempat Standard Operation Procedure PETA KERJA
DEWI HARDININGTYAS, ST, MT, MBA #5_ANALISA OPERASIONAL (PETA KERJA) ANALISA DAN PENGUKURAN KERJA O U T L I N E Peta Kerja Peta Kerja Keseluruhan Peta Kerja Setempat Standard Operation Procedure PETA KERJA
DEFINISI. Peta kerja untuk kegiatan setempat digunakan untuk menganalisa suatu stasiun kerja. Peta pekerja & mesin Peta tangan kanan dan tangan kiri
 DEFINISI Peta kerja untuk kegiatan setempat digunakan untuk menganalisa suatu stasiun kerja MACAM Peta pekerja & mesin Peta tangan kanan dan tangan kiri Peta Pekerja dan Mesin : Menggambarkan Koordinasi
DEFINISI Peta kerja untuk kegiatan setempat digunakan untuk menganalisa suatu stasiun kerja MACAM Peta pekerja & mesin Peta tangan kanan dan tangan kiri Peta Pekerja dan Mesin : Menggambarkan Koordinasi
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Pengertian Produksi dan Proses Produksi 2.1.1 Pengertian Produksi Dari beberapa ahli mendifinisikan tentang produksi, antara lain 1. Pengertian produksi adalah suatu proses pengubahan
BAB II LANDASAN TEORI 2.1 Pengertian Produksi dan Proses Produksi 2.1.1 Pengertian Produksi Dari beberapa ahli mendifinisikan tentang produksi, antara lain 1. Pengertian produksi adalah suatu proses pengubahan
TEKNIK TATA CARA KERJA MODUL PERANCANGAN DAN PERBAIKAN METODE KERJA
 TEKNIK TATA CARA KERJA MODUL PERANCANGAN DAN PERBAIKAN METODE KERJA OLEH WAHYU PURWANTO LABOTARIUM SISTEM PRODUKSI JURUSAN TEKNOLOGI INDUSTRI PERTANIAN FAKULTAS TEKNOLOGI PERTANIAN UNWERSITAS GADJAH MADA
TEKNIK TATA CARA KERJA MODUL PERANCANGAN DAN PERBAIKAN METODE KERJA OLEH WAHYU PURWANTO LABOTARIUM SISTEM PRODUKSI JURUSAN TEKNOLOGI INDUSTRI PERTANIAN FAKULTAS TEKNOLOGI PERTANIAN UNWERSITAS GADJAH MADA
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA 2.1 Produktivitas. Dalam suatu industri manufaktur, tercapainya output merupakan target yang harus dicapai terutama dalam divisi produksi. Akan tetapi untuk mencapai target output
BAB II TINJAUAN PUSTAKA 2.1 Produktivitas. Dalam suatu industri manufaktur, tercapainya output merupakan target yang harus dicapai terutama dalam divisi produksi. Akan tetapi untuk mencapai target output
ANALISIS PRODUK DAN PROSES MANUFAKTURING
 ANALISIS DAN PROSES MANUFAKTURING Suatu rancangan ataupun rencana tentang tata letak fasilitas pabrik tidaklah akan bisa dibuat efektif apabila data penunjang mengenai bermacam-macam faktor yang berpengaruh
ANALISIS DAN PROSES MANUFAKTURING Suatu rancangan ataupun rencana tentang tata letak fasilitas pabrik tidaklah akan bisa dibuat efektif apabila data penunjang mengenai bermacam-macam faktor yang berpengaruh
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Perancangan Sistem Kerja Suatu ilmu yang terdiri dari teknik-teknik dan prinsip-prinsip untuk mendapatkan rancangan terbaik dari sistem kerja yang bersangkutan. Teknikteknik dan
BAB II LANDASAN TEORI 2.1 Perancangan Sistem Kerja Suatu ilmu yang terdiri dari teknik-teknik dan prinsip-prinsip untuk mendapatkan rancangan terbaik dari sistem kerja yang bersangkutan. Teknikteknik dan
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 SMED (Single Minute Exchange Die) Salah satu masalah yang dihadapi oleh industri manufaktur adalah seringnya keterlambatan dalam menyelesaian pekerjaan sehingga tidak sesuai dengan
BAB II LANDASAN TEORI 2.1 SMED (Single Minute Exchange Die) Salah satu masalah yang dihadapi oleh industri manufaktur adalah seringnya keterlambatan dalam menyelesaian pekerjaan sehingga tidak sesuai dengan
PERBAIKAN METODE PERAKITAN STEKER MELALUI PETA TANGAN KIRI DAN TANGAN KANAN
 Jurnal Teknik dan Ilmu Komputer PERBAIKAN METODE PERAKITAN STEKER MELALUI PETA TANGAN KIRI DAN TANGAN KANAN (Improving The Plug Assembling Method Through The Left and Right Hand Motions) I Wayan Sukania*,
Jurnal Teknik dan Ilmu Komputer PERBAIKAN METODE PERAKITAN STEKER MELALUI PETA TANGAN KIRI DAN TANGAN KANAN (Improving The Plug Assembling Method Through The Left and Right Hand Motions) I Wayan Sukania*,
PERBAIKAN METODE PERAKITAN STEKER MELALUI PETA TANGAN KIRI DAN TANGAN KANAN
 PERBAIKAN METODE PERAKITAN STEKER MELALUI PETA TANGAN KIRI DAN TANGAN KANAN I Wayan Sukania, Oktaviangel 2, Julita 2. Staf pengajar Program Studi Teknik Industri Fakultas Teknik Untar 2. Mahasiswa Teknik
PERBAIKAN METODE PERAKITAN STEKER MELALUI PETA TANGAN KIRI DAN TANGAN KANAN I Wayan Sukania, Oktaviangel 2, Julita 2. Staf pengajar Program Studi Teknik Industri Fakultas Teknik Untar 2. Mahasiswa Teknik
BAB 3 LANDASAN TEORI
 BAB 3 LANDASAN TEORI 3.1. Pengertian dan Ruang Lingkup Teknik Tata Cara Kerja Teknik Tata Cara Kerja adalah suatu ilmu yang mempelajari teknik-teknik dan prinsip-prinsip untuk mendapatkan suatu rancangan
BAB 3 LANDASAN TEORI 3.1. Pengertian dan Ruang Lingkup Teknik Tata Cara Kerja Teknik Tata Cara Kerja adalah suatu ilmu yang mempelajari teknik-teknik dan prinsip-prinsip untuk mendapatkan suatu rancangan
BAB 2 LANDASAN TEORI
 10 BAB 2 LANDASAN TEORI 2.1 Perancangan sistem kerja Suatu ilmu yang terdiri dari teknik-teknik dan prinsip-prinsip untuk mendapatkan rancanganterbaik dari system kerja yang bersangkutan. Teknik-teknik
10 BAB 2 LANDASAN TEORI 2.1 Perancangan sistem kerja Suatu ilmu yang terdiri dari teknik-teknik dan prinsip-prinsip untuk mendapatkan rancanganterbaik dari system kerja yang bersangkutan. Teknik-teknik
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Studi Kerja Studi kerja adalah penelaahan secara sistematik terhadap pekerjaan, dengan maksud untuk : (Barnes, 1980, Halaman 6) 1. Mengembangkan sistem dan metode kerja yang lebih
BAB II LANDASAN TEORI 2.1 Studi Kerja Studi kerja adalah penelaahan secara sistematik terhadap pekerjaan, dengan maksud untuk : (Barnes, 1980, Halaman 6) 1. Mengembangkan sistem dan metode kerja yang lebih
BAB II PROSES KERJA DAN MATERIAL
 BAB II PROSES KERJA DAN MATERIAL 2.1 Landasan Teori Operation Process Chart (OPC) adalah suatu diagram yang menggambarkan langkah-langkah proses yang dialami oleh bahan baku yang meliputi urutan proses
BAB II PROSES KERJA DAN MATERIAL 2.1 Landasan Teori Operation Process Chart (OPC) adalah suatu diagram yang menggambarkan langkah-langkah proses yang dialami oleh bahan baku yang meliputi urutan proses
SYSTEMATIC LAYOUT PLANNING (SLP) PERTEMUAN #3 TKT TAUFIQUR RACHMAN PERANCANGAN TATA LETAK FASILITAS
 PERTEMUAN #3 TKT TAUFIQUR RACHMAN PERANCANGAN TATA LETAK FASILITAS") SYSTEMATIC LAYOUT PLANNING (SLP) PERTEMUAN #3 TKT306 PERANCANGAN TATA LETAK FASILITAS 6623 TAUFIQUR RACHMAN PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS ESA UNGGUL KEMAMPUAN AKHIR YANG DIHARAPKAN
SYSTEMATIC LAYOUT PLANNING (SLP) PERTEMUAN #3 TKT306 PERANCANGAN TATA LETAK FASILITAS 6623 TAUFIQUR RACHMAN PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS ESA UNGGUL KEMAMPUAN AKHIR YANG DIHARAPKAN
TATA LETAK PABRIK KULIAH 2: PERENCANAAN LAYOUT
 TATA LETAK PABRIK KULIAH 2: PERENCANAAN LAYOUT By: Rini Halila Nasution, ST, MT Alat, bahan dan pekerja harus diatur posisinya sedemikian rupa dalam suatu pabrik, sehingga hasilnya paling efektif dan ekonomis.
TATA LETAK PABRIK KULIAH 2: PERENCANAAN LAYOUT By: Rini Halila Nasution, ST, MT Alat, bahan dan pekerja harus diatur posisinya sedemikian rupa dalam suatu pabrik, sehingga hasilnya paling efektif dan ekonomis.
Systematic Layout Planning
 Materi #3 TIN314 Perancangan Tata Letak Fasilitas Systematic Layout Planning 2 (2) Aliran material (1) Data masukan dan aktivitas (3) Hubungan aktivitas (5a) Kebutuhan ruang (7a) Modifikasi (4) Diagram
Materi #3 TIN314 Perancangan Tata Letak Fasilitas Systematic Layout Planning 2 (2) Aliran material (1) Data masukan dan aktivitas (3) Hubungan aktivitas (5a) Kebutuhan ruang (7a) Modifikasi (4) Diagram
ERGONOMI & APK - I KULIAH 7: PETA KERJA (LANJUTAN)
") ERGONOMI & APK - I KULIAH 7: PETA KERJA (LANJUTAN) By: Rini Halila Nasution, ST, MT CONTOH KASUS Berapakah jumlah mesin yang seharusnya bisa dilayani oleh seorang operator bilamana diketahui data sebagai
ERGONOMI & APK - I KULIAH 7: PETA KERJA (LANJUTAN) By: Rini Halila Nasution, ST, MT CONTOH KASUS Berapakah jumlah mesin yang seharusnya bisa dilayani oleh seorang operator bilamana diketahui data sebagai
Analisis Operasional (Peta Kerja) ANALISA DAN PENGUKURAN KERJA
 ANALISA DAN PENGUKURAN KERJA") Jurusan Teknik Industri Semester Genap 2015/2016 Analisis Operasional (Peta Kerja) ANALISA DAN PENGUKURAN KERJA 5 Debrina Puspita Andriani e-mail : debrina@ub.ac.id Blog : http://debrina.lecture.ub.ac.id/
Jurusan Teknik Industri Semester Genap 2015/2016 Analisis Operasional (Peta Kerja) ANALISA DAN PENGUKURAN KERJA 5 Debrina Puspita Andriani e-mail : debrina@ub.ac.id Blog : http://debrina.lecture.ub.ac.id/
MODUL PRAKTIKUM ANALISIS DAN PENGUKURAN KERJA
 MODUL PRAKTIKUM ANALISIS DAN PENGUKURAN KERJA LABORATORIUM MENENGAH TEKNIK INDUSTRI JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS GUNADARMA DEPOK/KALIMALANG 05 Modul Peta Peta Kerja (Work
MODUL PRAKTIKUM ANALISIS DAN PENGUKURAN KERJA LABORATORIUM MENENGAH TEKNIK INDUSTRI JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS GUNADARMA DEPOK/KALIMALANG 05 Modul Peta Peta Kerja (Work
MODUL 4 PERENCANAAN PROSES
 MODUL 4 PERENCANAAN PROSES 1. Deskripsi Perencanaan proses merupakan tahapan untuk menentukan bagaimana suatu produk itu diproduksi. Tahapan tersebut mendefinisikan secara detil proses produksi dan perakitan,
MODUL 4 PERENCANAAN PROSES 1. Deskripsi Perencanaan proses merupakan tahapan untuk menentukan bagaimana suatu produk itu diproduksi. Tahapan tersebut mendefinisikan secara detil proses produksi dan perakitan,
ERGONOMI & APK - I KULIAH 3: STUDI & EKONOMI GERAKAN
 ERGONOMI & APK - I KULIAH 3: STUDI & EKONOMI GERAKAN By: Rini Halila Nasution, ST, MT STUDI GERAKAN Studi gerakan atau yang biasanya disebut dengan motion study adalah suatu studi tentang gerakan-gerakan
ERGONOMI & APK - I KULIAH 3: STUDI & EKONOMI GERAKAN By: Rini Halila Nasution, ST, MT STUDI GERAKAN Studi gerakan atau yang biasanya disebut dengan motion study adalah suatu studi tentang gerakan-gerakan
BAB II OPC, APC, STRUKTUR PRODUK, DAN BOM
 II-13 BAB II OPC, APC, STRUKTUR PRODUK, DAN BOM 2.1 Landasan Teori Peta proses operasi adalah peta kerja yang yang mencoba menggambarkan urutan kerja dengan jalan membagi pekerjaan tersebut menjadi elemen-elemen
II-13 BAB II OPC, APC, STRUKTUR PRODUK, DAN BOM 2.1 Landasan Teori Peta proses operasi adalah peta kerja yang yang mencoba menggambarkan urutan kerja dengan jalan membagi pekerjaan tersebut menjadi elemen-elemen
USULAN PERBAIKAN METODA KERJA DAN PENENTUAN WAKTU STANDAR DENGAN MENGGUNAKAN PETA KERJA PADA BAGIAN SERVICE LADLE DEPARTEMEN TANUR PT.
 USULAN PERBAIKAN METODA KERJA DAN PENENTUAN WAKTU STANDAR DENGAN MENGGUNAKAN PETA KERJA PADA BAGIAN SERVICE LADLE DEPARTEMEN TANUR PT. GROWTH ASIA TUGAS SARJANA Diajukan untuk Memenuhi Sebagian dari Syarat-syarat
USULAN PERBAIKAN METODA KERJA DAN PENENTUAN WAKTU STANDAR DENGAN MENGGUNAKAN PETA KERJA PADA BAGIAN SERVICE LADLE DEPARTEMEN TANUR PT. GROWTH ASIA TUGAS SARJANA Diajukan untuk Memenuhi Sebagian dari Syarat-syarat
BAB I PENDAHULUAN. Kegiatan produksi dan operasi merupakan kegiatan yang paling pokok
 BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Keseimbangan Lintasan berkaitan dengan bagaimana operasi yang ditunjuk pada stasiun kerja dapat dioptimalkan melalui menyeimbangkan kegiatan yang ditugaskan
BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Keseimbangan Lintasan berkaitan dengan bagaimana operasi yang ditunjuk pada stasiun kerja dapat dioptimalkan melalui menyeimbangkan kegiatan yang ditugaskan
PERANCANGAN PROSES 81
 PERANCANGAN PROSES 81 Keterkaitan Perancangan Produk, Perancangan Proses, Perancangan Jadwal,dan Perancangan Fasilitas Perancangan Produk Perancangan Fasilitas Perancangan Proses Perancangan Jadwal 82
PERANCANGAN PROSES 81 Keterkaitan Perancangan Produk, Perancangan Proses, Perancangan Jadwal,dan Perancangan Fasilitas Perancangan Produk Perancangan Fasilitas Perancangan Proses Perancangan Jadwal 82
BAB 3 METODOLOGI PEMECAHAN MASALAH
 43 BAB 3 METODOLOGI PEMECAHAN MASALAH Metodologi pemecahan masalah adalah langkah-langkah pemecahan masalah yang harus ditetapkan dahulu sebelum melakukan penelitian terhadap pokok-pokok permasalahan yang
43 BAB 3 METODOLOGI PEMECAHAN MASALAH Metodologi pemecahan masalah adalah langkah-langkah pemecahan masalah yang harus ditetapkan dahulu sebelum melakukan penelitian terhadap pokok-pokok permasalahan yang
BAB 3 METODOLOGI PEMECAHAN MASALAH
 BAB 3 METODOLOGI PEMECAHAN MASALAH Gambar 3.1 Flow Chart Metodologi Pemecahan Masalah 57 Observasi Lapangan Pengamatan dilakukan pada bagian perakitan resleting PT. Fajarindo Faliman Zipper. Untuk mempermudah
BAB 3 METODOLOGI PEMECAHAN MASALAH Gambar 3.1 Flow Chart Metodologi Pemecahan Masalah 57 Observasi Lapangan Pengamatan dilakukan pada bagian perakitan resleting PT. Fajarindo Faliman Zipper. Untuk mempermudah
BAB 2 LANDASAN TEORI
 BAB 2 LANDASAN TEORI 2.1 Pengantar Menurut Baroto (2002, p192), aliran proses produksi suatu departemen ke departemen yang lainnya membutuhkan waktu proses produk tersebut. Apabila terjadi hambatan atau
BAB 2 LANDASAN TEORI 2.1 Pengantar Menurut Baroto (2002, p192), aliran proses produksi suatu departemen ke departemen yang lainnya membutuhkan waktu proses produk tersebut. Apabila terjadi hambatan atau
1.6. Sistematika Penulisan Sistematika penulisan tugas akhir ini dapat dijabarkan sebagai berikut:
 BAB 1 PENDAHULUAN 1.1. Latar Belakang Masalah Penggunaan lintasan produksi seoptimal mungkin merupakan tujuan yang ingin dicapai tiap industri. Penggunaan lintasan produksi secara optimal dapat meningkatkan
BAB 1 PENDAHULUAN 1.1. Latar Belakang Masalah Penggunaan lintasan produksi seoptimal mungkin merupakan tujuan yang ingin dicapai tiap industri. Penggunaan lintasan produksi secara optimal dapat meningkatkan
Menganggur Independent Kerja Kombinasi
 PETA KERJA SETEMPAT PETA PEKERJA-MESIN Menganggur Independent Kerja Kombinasi Contoh Kasus Berapakah jumlah mesin yang seharusnya bisa dilayani oleh seorang operator bilamana diketahui data sebagai berikut
PETA KERJA SETEMPAT PETA PEKERJA-MESIN Menganggur Independent Kerja Kombinasi Contoh Kasus Berapakah jumlah mesin yang seharusnya bisa dilayani oleh seorang operator bilamana diketahui data sebagai berikut
BAB 2 LANDASAN TEORI
 BAB 2 LANDASAN TEORI 2.1 Tata Letak Fasilitas 2.1.1 Definisi Tata Letak Fasilitas 1) Menurut Sritomo (1992, p52), tata letak fasilitas didefinisikan sebagai tata cara pengaturan fasilitas - fasilitas fisik
BAB 2 LANDASAN TEORI 2.1 Tata Letak Fasilitas 2.1.1 Definisi Tata Letak Fasilitas 1) Menurut Sritomo (1992, p52), tata letak fasilitas didefinisikan sebagai tata cara pengaturan fasilitas - fasilitas fisik
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN 3.1 Metodologi Penelitian Keberhasilan suatu penelitian sangat ditentukan oleh langkah-langkah penelitian yang baik, sehingga penelitian tersebut dapat menghasilkan suatu bentuk
BAB III METODE PENELITIAN 3.1 Metodologi Penelitian Keberhasilan suatu penelitian sangat ditentukan oleh langkah-langkah penelitian yang baik, sehingga penelitian tersebut dapat menghasilkan suatu bentuk
BAB 3 METODE PENELITIAN. Berikut ini adalah diagram alir yang digunakan dalam penyelesaian studi kasus ini: Mulai
 BAB 3 METODE PENELITIAN 3.1 Flowchart Metode Penelitian Berikut ini adalah diagram alir yang digunakan dalam penyelesaian studi kasus ini: Mulai Studi Pendahuluan: Pengamatan flow process produksi Assembly
BAB 3 METODE PENELITIAN 3.1 Flowchart Metode Penelitian Berikut ini adalah diagram alir yang digunakan dalam penyelesaian studi kasus ini: Mulai Studi Pendahuluan: Pengamatan flow process produksi Assembly
Bagian Assembly Chart
 Materi #4 TIN314 Perancangan Tata Letak Fasilitas Bagian Assembly Chart 2 x : nomor part, berada dalam lingkaran kecil yyy : nama part, lingkaran yang agak besar SiAj : subassembly A : final product 6623
Materi #4 TIN314 Perancangan Tata Letak Fasilitas Bagian Assembly Chart 2 x : nomor part, berada dalam lingkaran kecil yyy : nama part, lingkaran yang agak besar SiAj : subassembly A : final product 6623
Proces Design. Bentuk Mutu. Volume Type. Bentuk. Volume. Bahan. Mutu. Type. Bahan. Plant. Plant
 PROCESS DESIGN perencanaan tentang pembuatan produk yang telah ditetapkan pada produk desain dengan mempergunakan alat-alat yang ada atau dapat diadakan dengan caracara seekonomis mungkin Proces Design
PROCESS DESIGN perencanaan tentang pembuatan produk yang telah ditetapkan pada produk desain dengan mempergunakan alat-alat yang ada atau dapat diadakan dengan caracara seekonomis mungkin Proces Design
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1. UMKM 2.1.1. Definisi UMKM Menurut Kementerian Koperasi dan Usaha Kecil Menengah Indonesia, Usaha Mikro adalah usaha produktif milik orang perorangan dan/atau badan usaha perorangan
BAB II LANDASAN TEORI 2.1. UMKM 2.1.1. Definisi UMKM Menurut Kementerian Koperasi dan Usaha Kecil Menengah Indonesia, Usaha Mikro adalah usaha produktif milik orang perorangan dan/atau badan usaha perorangan
BAB III METODOLOGI PENELITIAN. Mulai. Latar Belakang Masalah. Perumusan Masalah. Tujuan Penelitian. Manfaat Penelitian.
 BAB III METODOLOGI PENELITIAN Pada bab ini secara sistematis mengenai tahapan yang dilakukan dalam membuat penelitian. Langkah-langkah yang dilakukan dapat digambarkan dengan sebuah flowchart pada gambar
BAB III METODOLOGI PENELITIAN Pada bab ini secara sistematis mengenai tahapan yang dilakukan dalam membuat penelitian. Langkah-langkah yang dilakukan dapat digambarkan dengan sebuah flowchart pada gambar
LAPORAN RESMI PRAKTIKUM TATA LETAK DAN PENANGANAN BAHAN ACARA II PETA KERJA UNTUK EVALUASI TATA LETAK AWAL
 LAPORAN RESMI PRAKTIKUM TATA LETAK DAN PENANGANAN BAHAN ACARA II PETA KERJA UNTUK EVALUASI TATA LETAK AWAL Disusun oleh : Kelompok 6 Kelompok 10 1. Nika Awalistyaningrum (9118) 2. Esti Rumaningsih (9127)
LAPORAN RESMI PRAKTIKUM TATA LETAK DAN PENANGANAN BAHAN ACARA II PETA KERJA UNTUK EVALUASI TATA LETAK AWAL Disusun oleh : Kelompok 6 Kelompok 10 1. Nika Awalistyaningrum (9118) 2. Esti Rumaningsih (9127)
BUKU AJAR ANALISIS DAN PENGUKURAN KERJA. Oleh : Tim Dosen Analisis Dan Pengukuran Kerja Program Studi Teknik Industri
 BUKU AJAR ANALISIS DAN PENGUKURAN KERJA Oleh : Tim Dosen Analisis Dan Pengukuran Kerja Program Studi Teknik Industri Fakultas Teknik Universitas Wijaya Putra 2009 KATA PENGANTAR Mata kuliah Analisis dan
BUKU AJAR ANALISIS DAN PENGUKURAN KERJA Oleh : Tim Dosen Analisis Dan Pengukuran Kerja Program Studi Teknik Industri Fakultas Teknik Universitas Wijaya Putra 2009 KATA PENGANTAR Mata kuliah Analisis dan
BAB III METODE PENELITIAN. masalah atas apa yang diteliti, untuk mencapai tujuan dari penelitian ini perlu
 BAB III METODE PENELITIAN 3.1 Metode Penelitian Yang Digunakan Penelitian pada dasarnya untuk menunjukkan kebenaran dan memecahkan masalah atas apa yang diteliti, untuk mencapai tujuan dari penelitian
BAB III METODE PENELITIAN 3.1 Metode Penelitian Yang Digunakan Penelitian pada dasarnya untuk menunjukkan kebenaran dan memecahkan masalah atas apa yang diteliti, untuk mencapai tujuan dari penelitian
PERBAIKAN METODE KERJA PADA BAGIAN PRODUKSI DENGAN MENGGUNAKAN MAN AND MACHINE CHART
 PERBAIKAN METODE KERJA PADA BAGIAN PRODUKSI DENGAN MENGGUNAKAN MAN AND MACHINE CHART Maryana 1 * & Sri Meutia 2 1,2 Jurusan Teknik Industri, Universitas Malikussaleh-Nanggroe Aceh Darussalam (NAD) Telp.
PERBAIKAN METODE KERJA PADA BAGIAN PRODUKSI DENGAN MENGGUNAKAN MAN AND MACHINE CHART Maryana 1 * & Sri Meutia 2 1,2 Jurusan Teknik Industri, Universitas Malikussaleh-Nanggroe Aceh Darussalam (NAD) Telp.
TIN314 Perancangan Tata Letak Fasilitas. h t t p : / / t a u f i q u r r a c h m a n. w e b l o g. e s a u n g g u l. a c. i d
 #4 - AC dan OPC 1 TIN314 Perancangan Tata Letak Fasilitas Assembly Chart (AC) (1) 2 Bagian paling kiri AC merupakan nama part. Semakin ke kiri, penomoran S bertambah dan semakin ke bawah penomoran A bertambah.
#4 - AC dan OPC 1 TIN314 Perancangan Tata Letak Fasilitas Assembly Chart (AC) (1) 2 Bagian paling kiri AC merupakan nama part. Semakin ke kiri, penomoran S bertambah dan semakin ke bawah penomoran A bertambah.
BAB 4 METODOLOGI PENELITIAN
 BAB 4 METODOLOGI PENELITIAN 4.1 Model Diagram Metodologi Gambar 4.1 Metodologi Penelitian 47 Gambar 4.2 Metodologi Penelitian (lanjutan) 48 4.2 Penelitian Pendahuluan Penelitian dilakukan di PT. Refconindo
BAB 4 METODOLOGI PENELITIAN 4.1 Model Diagram Metodologi Gambar 4.1 Metodologi Penelitian 47 Gambar 4.2 Metodologi Penelitian (lanjutan) 48 4.2 Penelitian Pendahuluan Penelitian dilakukan di PT. Refconindo
PANDUAN PRAKTIKUM PENANGANAN BAHAN DAN PERENCANAAN TATA LETAK FASILITAS
 PANDUAN PRAKTIKUM PENANGANAN BAHAN DAN PERENCANAAN TATA LETAK FASILITAS Disusun Oleh Tim Dosen dan Asisten PLO 2017 LABORATORIUM KOMPUTASI DAN ANALISIS SISTEM JURUSAN TEKNOLOGI INDUSTRI PERTANIAN FAKULTAS
PANDUAN PRAKTIKUM PENANGANAN BAHAN DAN PERENCANAAN TATA LETAK FASILITAS Disusun Oleh Tim Dosen dan Asisten PLO 2017 LABORATORIUM KOMPUTASI DAN ANALISIS SISTEM JURUSAN TEKNOLOGI INDUSTRI PERTANIAN FAKULTAS
Analisa Tata Letak Pabrik dan Perhitungan Waktu Baku Pabrik Helmet
 Analisa Tata Letak Pabrik dan Perhitungan Waktu Baku Pabrik Helmet Mohammad Imam Shalahudin, Dosen Pengajar Jurusan Teknik Industri Politeknik Swadharma, Jakarta Abstraksi Pabrik helmet dewasa ini sangat
Analisa Tata Letak Pabrik dan Perhitungan Waktu Baku Pabrik Helmet Mohammad Imam Shalahudin, Dosen Pengajar Jurusan Teknik Industri Politeknik Swadharma, Jakarta Abstraksi Pabrik helmet dewasa ini sangat
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN Metode yang dipergunakan dalam penelitian ini merupakan metode gabungan, yang menyatukan antara studi pustaka yang penulis lakukan dengan data-data yang diperoleh dari lokasi
BAB III METODOLOGI PENELITIAN Metode yang dipergunakan dalam penelitian ini merupakan metode gabungan, yang menyatukan antara studi pustaka yang penulis lakukan dengan data-data yang diperoleh dari lokasi
BAB I PENDAHULUAN. Lingkungan perusahaan bertipe repetitive manufacturing dengan produksi
 BAB I PENDAHULUAN 1.1. Latar Belakang Masalah Lingkungan perusahaan bertipe repetitive manufacturing dengan produksi massal, peranan perencanaan produksi sangat penting, terutama dalam penugasan kerja
BAB I PENDAHULUAN 1.1. Latar Belakang Masalah Lingkungan perusahaan bertipe repetitive manufacturing dengan produksi massal, peranan perencanaan produksi sangat penting, terutama dalam penugasan kerja
BAB 4 HASIL DAN PEMBAHASAN
 66 BAB 4 HASIL DAN PEMBAHASAN 4.1 Pengumpulan Data Dari seluruh data yang telah dikumpulkan, dilakukan pengolahan data yang dapat dilihat secara keseluruhan pada lampiran. 4.2 Analisis Data 4.2.1 OPC (Operation
66 BAB 4 HASIL DAN PEMBAHASAN 4.1 Pengumpulan Data Dari seluruh data yang telah dikumpulkan, dilakukan pengolahan data yang dapat dilihat secara keseluruhan pada lampiran. 4.2 Analisis Data 4.2.1 OPC (Operation
BAB 2 STUDI LITERATUR. Tanggungjawab seorang pemimpin perusahaan adalah mengatur seluruh
 BAB 2 STUDI LITERATUR Tanggungjawab seorang pemimpin perusahaan adalah mengatur seluruh sumberdaya produksi secara efisien dan efektif sehingga diperoleh keuntungan yang maksimum (maximum profit). Tanpa
BAB 2 STUDI LITERATUR Tanggungjawab seorang pemimpin perusahaan adalah mengatur seluruh sumberdaya produksi secara efisien dan efektif sehingga diperoleh keuntungan yang maksimum (maximum profit). Tanpa
BAB 2 LANDASAN TEORI. Hill, hlm Chase, dkk., Operations Management for Advantage Competition. New York: McGraw-
 BAB LANDASAN TEORI.1. Jabaran Pekerjaan Dalam mendefinisikan pekerjaan yang dilakukan maka perlu ditentukan apa yang dilakukan diurutkan menjadi kesatuan yang disusun secara sistematis. Hal ini juga tentu
BAB LANDASAN TEORI.1. Jabaran Pekerjaan Dalam mendefinisikan pekerjaan yang dilakukan maka perlu ditentukan apa yang dilakukan diurutkan menjadi kesatuan yang disusun secara sistematis. Hal ini juga tentu
LAPORAN AKHIR PRAKTIKUM ANALISIS DAN PENGUKURAN KERJA PETA-PETA KERJA (WORK CHARTS)
") LAPORAN AKHIR PRAKTIKUM ANALISIS DAN PENGUKURAN KERJA PETA-PETA KERJA (WORK CHARTS) Font 6, bold, center Disusun Oleh : Font, bold, center Nama / NPM :.... / NPM.... / NPM Kelompok : Hari / Tanggal : Shift
LAPORAN AKHIR PRAKTIKUM ANALISIS DAN PENGUKURAN KERJA PETA-PETA KERJA (WORK CHARTS) Font 6, bold, center Disusun Oleh : Font, bold, center Nama / NPM :.... / NPM.... / NPM Kelompok : Hari / Tanggal : Shift
BAB V SIMPULAN DAN SARAN. IV, maka penulis memberikan kesimpulan sebagai berikut :
 BAB V SIMPULAN DAN SARAN A. Simpulan Berdasarkan penelitian yang telah diuraikan dan dibahas pada BAB IV, maka penulis memberikan kesimpulan sebagai berikut : 1. Dalam proses produksinya PT.Nusa Multilaksana
BAB V SIMPULAN DAN SARAN A. Simpulan Berdasarkan penelitian yang telah diuraikan dan dibahas pada BAB IV, maka penulis memberikan kesimpulan sebagai berikut : 1. Dalam proses produksinya PT.Nusa Multilaksana
BAB II LANDASAN TEORI
 8 BAB II LANDASAN TEORI 2.1 Keseimbangan Lini (Line Balancing) Keseimbangan lini adalah pengelompokan elemen pekerjaan ke dalam stasiun-stasiun kerja yang bertujuan membuat seimbang jumlah pekerja yang
8 BAB II LANDASAN TEORI 2.1 Keseimbangan Lini (Line Balancing) Keseimbangan lini adalah pengelompokan elemen pekerjaan ke dalam stasiun-stasiun kerja yang bertujuan membuat seimbang jumlah pekerja yang
Modul III: Analisis Sistem Manufaktur
 Analisis Sistem Manufaktur 1 Modul III: Analisis Sistem Manufaktur Modul ini berisi tahapan-tahapan yang dilakukan untuk mendesain sebuah proses produksi. Berawal dari spesifikasi produk yang diperoleh
Analisis Sistem Manufaktur 1 Modul III: Analisis Sistem Manufaktur Modul ini berisi tahapan-tahapan yang dilakukan untuk mendesain sebuah proses produksi. Berawal dari spesifikasi produk yang diperoleh
Perbaikan Sistem Kerja untuk Meningkatkan Produktivitas di Warung Sadikin. Farhan Mutaqin. Institut Teknologi Bandung
 Perbaikan Sistem Kerja untuk Meningkatkan Produktivitas di Warung Sadikin Farhan Mutaqin Institut Teknologi Bandung Catatan Penulis Farhan Mutaqin, Program Studi Teknik Industri. Institut Teknologi Bandung
Perbaikan Sistem Kerja untuk Meningkatkan Produktivitas di Warung Sadikin Farhan Mutaqin Institut Teknologi Bandung Catatan Penulis Farhan Mutaqin, Program Studi Teknik Industri. Institut Teknologi Bandung
BAB 2 LANDASAN TEORI
 29 BAB 2 LANDASAN TEORI 2.1 Definisi Perancangan Tata Letak Salah satu kegiatan rekayasa industri yang paling tua adalah menata letak fasilitas. Dan tata letak yang baik selalu mengarah kepada perbaikan-perbaikan
29 BAB 2 LANDASAN TEORI 2.1 Definisi Perancangan Tata Letak Salah satu kegiatan rekayasa industri yang paling tua adalah menata letak fasilitas. Dan tata letak yang baik selalu mengarah kepada perbaikan-perbaikan
BAB 4 PENGUMPULAN DAN ANALISA DATA
 BAB 4 PENGUMPULAN DAN ANALISA DATA 4.1 Pengumpulan Data Pengumpulan data gerakan kerja dilakukan dengan cara merekam proses perakitan resleting polyester dengan handycam / kamera video. Setelah itu data
BAB 4 PENGUMPULAN DAN ANALISA DATA 4.1 Pengumpulan Data Pengumpulan data gerakan kerja dilakukan dengan cara merekam proses perakitan resleting polyester dengan handycam / kamera video. Setelah itu data
BAB III METODOLOGI PENELITIAN
 BAB III METDLGI PENELITIAN 3.1 Metodologi Penelitian Metodologi penelitian menguraikan seluruh kegiatan yang dilaksanakan selama penelitian berlangsung dari awal proses penelitian sampai akhir penelitian.
BAB III METDLGI PENELITIAN 3.1 Metodologi Penelitian Metodologi penelitian menguraikan seluruh kegiatan yang dilaksanakan selama penelitian berlangsung dari awal proses penelitian sampai akhir penelitian.
BAB III TINJAUAN PUSTAKA
 BAB III TINJAUAN PUSTAKA 3.1 Definisi Line Balancing Line Balancing merupakan metode penugasan sejumlah pekerjaan ke dalam stasiun-stasiun kerja yang saling berkaitan/berhubungan dalam suatu lintasan atau
BAB III TINJAUAN PUSTAKA 3.1 Definisi Line Balancing Line Balancing merupakan metode penugasan sejumlah pekerjaan ke dalam stasiun-stasiun kerja yang saling berkaitan/berhubungan dalam suatu lintasan atau
DAFTAR LAMPIRAN. LAMPIRAN 1. Flow Process Chart. 2. Nilai Rating Factor. 3. Nilai Allowance. 4. Form Tugas Akhir. 5.
 DAFTAR LAMPIRAN LAMPIRAN 1. Flow Process Chart 2. Nilai Rating Factor 3. Nilai Allowance 4. Form Tugas Akhir 5. Surat Penjajakan 6. Surat Balasan Perusahaan 7. Surat Keputusan Tugas Akhir 8. Lembar Asistensi
DAFTAR LAMPIRAN LAMPIRAN 1. Flow Process Chart 2. Nilai Rating Factor 3. Nilai Allowance 4. Form Tugas Akhir 5. Surat Penjajakan 6. Surat Balasan Perusahaan 7. Surat Keputusan Tugas Akhir 8. Lembar Asistensi
BAB 2 LANDASAN TEORI
 BAB 2 LANDASAN TEORI 2.1 Pengertian dan tujuan rancang fasilitas Wignjosoebroto (2009; p. 67) menjelaskan, Tata letak pabrik adalah suatu landasan utama dalam dunia industri. Perancangan tata letak pabrik
BAB 2 LANDASAN TEORI 2.1 Pengertian dan tujuan rancang fasilitas Wignjosoebroto (2009; p. 67) menjelaskan, Tata letak pabrik adalah suatu landasan utama dalam dunia industri. Perancangan tata letak pabrik
BAB V ANALISIS DAN INTERPRETASI
 BAB V ANALISIS DAN INTERPRETASI Berdasarkan pengolahan data yang telah dilakukan pada bab IV dimulai dari perhitungan performansi tata letak awal sampai dengan perancangan tata letak usulan dapat dianalisa
BAB V ANALISIS DAN INTERPRETASI Berdasarkan pengolahan data yang telah dilakukan pada bab IV dimulai dari perhitungan performansi tata letak awal sampai dengan perancangan tata letak usulan dapat dianalisa
Tabel 2.4 Penyesuaian menurut Westinghouse
 Tabel 2.4 Penyesuaian menurut Westinghouse 32 33 Tabel 2.5 Kelonggaran Tabel 2.5 Kelonggaran ( Lanjutan ) 34 Tabel 2.5 Kelonggaran ( Lanjutan ) 35 36 2.2 Peta Kerja 2.2.1 Pengertian Peta Kerja Peta kerja
Tabel 2.4 Penyesuaian menurut Westinghouse 32 33 Tabel 2.5 Kelonggaran Tabel 2.5 Kelonggaran ( Lanjutan ) 34 Tabel 2.5 Kelonggaran ( Lanjutan ) 35 36 2.2 Peta Kerja 2.2.1 Pengertian Peta Kerja Peta kerja
PERBAIKAN SISTEM KERJA DAN ALIRAN MATERIAL PADA PT. M MOTORS AND MANUFACTURING
 PERBAIKAN SISTEM KERJA DAN ALIRAN MATERIAL PADA PT. M MOTORS AND MANUFACTURING Niken Parwati¹, Ibnu Sugandi². Program Studi Teknik Industri, Universitas Al Azhar Indonesia, Jakarta 12110 niken.parwati@uai.ac.id
PERBAIKAN SISTEM KERJA DAN ALIRAN MATERIAL PADA PT. M MOTORS AND MANUFACTURING Niken Parwati¹, Ibnu Sugandi². Program Studi Teknik Industri, Universitas Al Azhar Indonesia, Jakarta 12110 niken.parwati@uai.ac.id
TATA LETAK PABRIK KULIAH 1: INTRODUCTION
 TATA LETAK PABRIK KULIAH 1: INTRODUCTION By: Rini Halila Nasution, ST, MT TUJUAN Setelah mengikuti perkuliahan Tata Letak Pabrik, mahasiswa diharapkan mampu memahami aspek-aspek yang berkaitan dengan analisa
TATA LETAK PABRIK KULIAH 1: INTRODUCTION By: Rini Halila Nasution, ST, MT TUJUAN Setelah mengikuti perkuliahan Tata Letak Pabrik, mahasiswa diharapkan mampu memahami aspek-aspek yang berkaitan dengan analisa
Gambar 4.5 Diagram Alir Penilaian Kinerja Mesin
 112 Mulai Pemilihan indikator penilaian kinerja mesin Pengumpulan data indikator penilaian kinerja mesin 1. Allocated Downtime 2. Accident Lost Time Penentuan bobot dan interval penilaian kinerja mesin
112 Mulai Pemilihan indikator penilaian kinerja mesin Pengumpulan data indikator penilaian kinerja mesin 1. Allocated Downtime 2. Accident Lost Time Penentuan bobot dan interval penilaian kinerja mesin
BAB 2 LANDASAN TEORI
 BAB 2 LANDASAN TEORI 2.1 Pengertian Perancangan dalam Teknik Industri Perancangan dan pengukuran waktu kerja merupakan disiplin ilmu yang dirancang terutama untuk memberikan pengetahuan mengenai prinsip
BAB 2 LANDASAN TEORI 2.1 Pengertian Perancangan dalam Teknik Industri Perancangan dan pengukuran waktu kerja merupakan disiplin ilmu yang dirancang terutama untuk memberikan pengetahuan mengenai prinsip
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA
 BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1 Pengaturan Jam Kerja Berikut adalah kebijakan jam kerja di PT. XX Tabel 4.1 Jam Kerja Reguler Reguler Hari Jam Kerja Istirahat Total Waktu Kerja Senin - Kamis
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1 Pengaturan Jam Kerja Berikut adalah kebijakan jam kerja di PT. XX Tabel 4.1 Jam Kerja Reguler Reguler Hari Jam Kerja Istirahat Total Waktu Kerja Senin - Kamis
BAB I PENDAHULUAN. perencanaan tata letak dan penempatan tempat usaha yang bersangkutan. peralatan yang digunakan maka akan dapat melancarkan dan
 BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Untuk memperoleh keberhasilan sesuai dengan tujuan dan arah yang ingin dicapai oleh suatu usaha produksi, maka diperlukan suatu perencanaan yang benar-benar
BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Untuk memperoleh keberhasilan sesuai dengan tujuan dan arah yang ingin dicapai oleh suatu usaha produksi, maka diperlukan suatu perencanaan yang benar-benar
BAB V ANALISIS HASIL
 BAB V ANALISIS HASIL Berdasarkan pengumpulan dan pengolahan data yang ada pada bab sebelumnya, maka akan dilakukan analisis guna mengetahui hasil yang lebih optimal. Pembahasan ini dilakukan untuk memberikan
BAB V ANALISIS HASIL Berdasarkan pengumpulan dan pengolahan data yang ada pada bab sebelumnya, maka akan dilakukan analisis guna mengetahui hasil yang lebih optimal. Pembahasan ini dilakukan untuk memberikan
BAB 2 LANDASAN TEORI
 BAB 2 LANDASAN TEORI 2.1 Tinjauan Pustaka 2.1.1 Pengertian dan Tujuan Tata Letak Definisi tata letak ditinjau dari sudut pandang produksi adalah susunan fasilitas fasilitas produksi untuk memperoleh efisiensi
BAB 2 LANDASAN TEORI 2.1 Tinjauan Pustaka 2.1.1 Pengertian dan Tujuan Tata Letak Definisi tata letak ditinjau dari sudut pandang produksi adalah susunan fasilitas fasilitas produksi untuk memperoleh efisiensi
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA 2.1 Pengertian Line Balancing Line balancing merupakan penyeimbangan penugasan elemen-elemen tugas dari suatu assembly line ke work stations untuk meminimumkan banyaknya work station
BAB II TINJAUAN PUSTAKA 2.1 Pengertian Line Balancing Line balancing merupakan penyeimbangan penugasan elemen-elemen tugas dari suatu assembly line ke work stations untuk meminimumkan banyaknya work station
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN 3.1 Alur Penelitian Metodologi penelitian merupakan tahapan-tahapan dan langkah-langkah yang akan di lewati dalam melakukan penelitian ini, yaitu seperti pada Gambar 3.1 merupakan
BAB III METODOLOGI PENELITIAN 3.1 Alur Penelitian Metodologi penelitian merupakan tahapan-tahapan dan langkah-langkah yang akan di lewati dalam melakukan penelitian ini, yaitu seperti pada Gambar 3.1 merupakan
ABSTRAK. Universitas Kristen Maranatha
 ABSTRAK Perusahaan Sari Harum adalah salah satu perusahaan yang bergerak dibidang produksi kerupuk, dimana perusahaan tersebut ingin meningkatkan kelancaran sistem kerjanya, dalam memenangkan persaingan
ABSTRAK Perusahaan Sari Harum adalah salah satu perusahaan yang bergerak dibidang produksi kerupuk, dimana perusahaan tersebut ingin meningkatkan kelancaran sistem kerjanya, dalam memenangkan persaingan
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1. Efektifitas 2.1.1. Pengertian Efektifitas Pengertian efektifitas secara umum menunjukan sampai seberapa jauh tercapainya suatu tujuan yang terlebih dahulu ditentukan. Hal tersebut
BAB II LANDASAN TEORI 2.1. Efektifitas 2.1.1. Pengertian Efektifitas Pengertian efektifitas secara umum menunjukan sampai seberapa jauh tercapainya suatu tujuan yang terlebih dahulu ditentukan. Hal tersebut
PETA DARI KE & ONGKOS MATERIAL HANDLING PRAKTIKUM VI TIM ASISTEN PLO 2015
 PETA DARI KE & ONGKOS MATERIAL HANDLING PRAKTIKUM VI TIM ASISTEN PLO 2015 DEFINISI Material handling merupakan salah satu jenis transportasi (pengangkutan), yang digunakan untuk memindahkan bahan baku,
PETA DARI KE & ONGKOS MATERIAL HANDLING PRAKTIKUM VI TIM ASISTEN PLO 2015 DEFINISI Material handling merupakan salah satu jenis transportasi (pengangkutan), yang digunakan untuk memindahkan bahan baku,
BAB V ANALISIS DAN INTERPRETASI
 BAB V ANALISIS DAN INTERPRETASI Berdasarkan pengolahan data yang telah dilakukan pada bab IV dimulai dari perhitungan performansi tata letak awal sampai dengan perancangan tata letak usulan dapat dianalisa
BAB V ANALISIS DAN INTERPRETASI Berdasarkan pengolahan data yang telah dilakukan pada bab IV dimulai dari perhitungan performansi tata letak awal sampai dengan perancangan tata letak usulan dapat dianalisa
BAB VI PERAWATAN DI INDUSTRI
 BAB VI PERAWATAN DI INDUSTRI Tenaga kerja, material dan perawatan adalah bagian dari industri yang membutuhkan biaya cukup besar. Setiap mesin akan membutuhkan perawatan dan perbaikan meskipun telah dirancang
BAB VI PERAWATAN DI INDUSTRI Tenaga kerja, material dan perawatan adalah bagian dari industri yang membutuhkan biaya cukup besar. Setiap mesin akan membutuhkan perawatan dan perbaikan meskipun telah dirancang
BAB 2 TINJAUAN PUSTAKA DAN DASAR TEORI
 BAB 2 TINJAUAN PUSTAKA DAN DASAR TEORI 2.1. Tinjauan Pustaka 2.1.1. Penelitian Terdahulu Sejumlah penelitian yang berhubungan dengan perbaikan metode kerja dan prinsip 6S (seiri,seiton,seiso,seiketsu dan
BAB 2 TINJAUAN PUSTAKA DAN DASAR TEORI 2.1. Tinjauan Pustaka 2.1.1. Penelitian Terdahulu Sejumlah penelitian yang berhubungan dengan perbaikan metode kerja dan prinsip 6S (seiri,seiton,seiso,seiketsu dan
BAB VI LINE BALANCING
 BAB VI LINE BALANCING 6.1 Landasan Teori Keseimbangan lini perakitan (line balancing) merupakan suatu metode penugasan pekerjaan ke dalam stasiun kerja-stasiun kerja yang saling berkaitan dalam satu lini
BAB VI LINE BALANCING 6.1 Landasan Teori Keseimbangan lini perakitan (line balancing) merupakan suatu metode penugasan pekerjaan ke dalam stasiun kerja-stasiun kerja yang saling berkaitan dalam satu lini
PETA RAKITAN, PETA PROSES OPERASI DAN DIAGRAM TALI PADA ANALISIS ALIRAN BAHAN PULLER JAWS
 Momentum, Vol. 3, No. 1, April 0 : 6-12 PETA RAKITAN, PETA PROSES OPERASI DAN DIAGRAM TALI PADA ANALISIS ALIRAN BAHAN PULLER JAWS I. Syafa at *) Abstrak Pengaturan tata letak pabrik (plant lay-out) tidak
Momentum, Vol. 3, No. 1, April 0 : 6-12 PETA RAKITAN, PETA PROSES OPERASI DAN DIAGRAM TALI PADA ANALISIS ALIRAN BAHAN PULLER JAWS I. Syafa at *) Abstrak Pengaturan tata letak pabrik (plant lay-out) tidak
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN Penelitian merupakan suatu rangkaian tahapan proses penelitian yang panjang dan terkait secara sistematika. Tiap tahap merupakan penentu tahap berikutnya, karena itu harus
BAB III METODOLOGI PENELITIAN Penelitian merupakan suatu rangkaian tahapan proses penelitian yang panjang dan terkait secara sistematika. Tiap tahap merupakan penentu tahap berikutnya, karena itu harus
PENDAHULUAN DEFINISI, RUANG LINGKUP, TUJUAN, DAN PROSEDUR PERANCANGAN FASILITAS
 PENDAHULUAN DEFINISI, RUANG LINGKUP, TUJUAN, DAN PROSEDUR PERANCANGAN FASILITAS 7 Definisi Pabrik Pabrik/Industri setiap tempat dimana faktor-faktor seperti : manusia, mesin dan peralatan (fasilitas) produksi
PENDAHULUAN DEFINISI, RUANG LINGKUP, TUJUAN, DAN PROSEDUR PERANCANGAN FASILITAS 7 Definisi Pabrik Pabrik/Industri setiap tempat dimana faktor-faktor seperti : manusia, mesin dan peralatan (fasilitas) produksi
BAB 1 PENDAHULUAN. Gerakan tangan yang dilakukan operator dalam pekerjaan sangat berkaitan dalam
 BAB 1 PENDAHULUAN 1.1 Latar Belakang Gerakan tangan yang dilakukan operator dalam pekerjaan sangat berkaitan dalam keahliannya dalam mengubah/merakit suatu bahan baku menjadi bahan jadi (perakitan suatu
BAB 1 PENDAHULUAN 1.1 Latar Belakang Gerakan tangan yang dilakukan operator dalam pekerjaan sangat berkaitan dalam keahliannya dalam mengubah/merakit suatu bahan baku menjadi bahan jadi (perakitan suatu
BAB 1 PENDAHULUAN 1.1. Latar Belakang Masalah
 BAB 1 PENDAHULUAN 1.1. Latar Belakang Masalah Pertumbuhan penduduk pada masa sekarang ini terus menerus semakin meningkat. Pertumbuhan penduduk itu juga diiringi dengan meningkatnya kebutuhan para penduduk,
BAB 1 PENDAHULUAN 1.1. Latar Belakang Masalah Pertumbuhan penduduk pada masa sekarang ini terus menerus semakin meningkat. Pertumbuhan penduduk itu juga diiringi dengan meningkatnya kebutuhan para penduduk,