MESIN PEMIPIH DAN PEMOTONG ADONAN MIE
|
|
|
- Lanny Johan
- 6 tahun lalu
- Tontonan:
Transkripsi






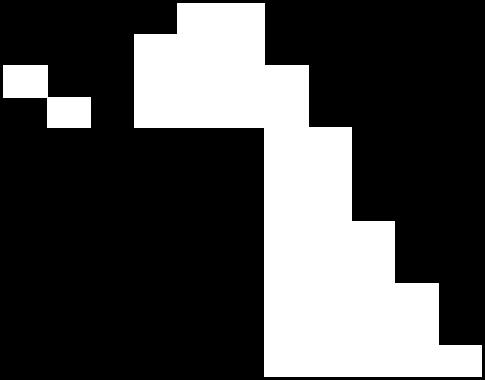
1 MESIN PEMIPIH DAN PEMOTONG ADONAN MIE 0,08 : Gb /A
2 AS 2 - M2 Type 5 AS 0 - M2 x 25 batas saluran keluar saluran tangah saluran masuk saluran keluar cover penutup motor AS M2 poros pengatur tekanan belt motor belt poros pemipih pully motor motor Roller Chain Sprocket2 Roller Chain Sprocket rantai penghubung poros pully poros penghubung Spur Gear2 poros pemotong poros pemipih2 pully poros pemipih pully Poros penghubung 2 UCT poros Penghubung UCP poros pemotong 2 poros pemipih UCF Rangka Steel, Mild Steel, Mild Steel, Stainlist Steel, Stainlist Steel, Stainlist Steel, Stainlist Steel, Stainlist Steel, Mild st 37 Ruber Ruber Almunium Steel Steel Default Almunium Steel st 37 st 37 Almunium Almunium St 37 St 37 St 37 St 37 M2 M2 x 25mm 200 x 288 mm 50 x 2 mm 83 x 92 mm 500 x 70 mm 50 x 68 mm M2 M2 x 80 mm 2 inch Hp 6 6 inch Ø 2 inch x 600 mm Ø 2 inch x 560 mm 2 inch 2 inch Ø inch x 600 mm Ø 2 inch x 560 mm Ø 2 inch x 650 mm 750x500x950 mm Dibeli Dibeli Dibuat Dibuat Dibuat Dibuat Dibuat Dibeli Dibuat Dibeli Dibeli Dibeli Dibeli Dibeli Dibeli Dibeli Dibeli Dibeli Dibuat Dibuat Dibeli Dibeli Dibeli Dibuat Dibeli Dibuat Dibuat Dibeli Dibuat PART LIST MESIN PEMIPIH DAN PEMOTONG ADONAN MIE : Gb 2 /A








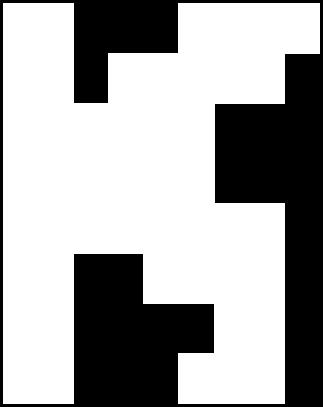
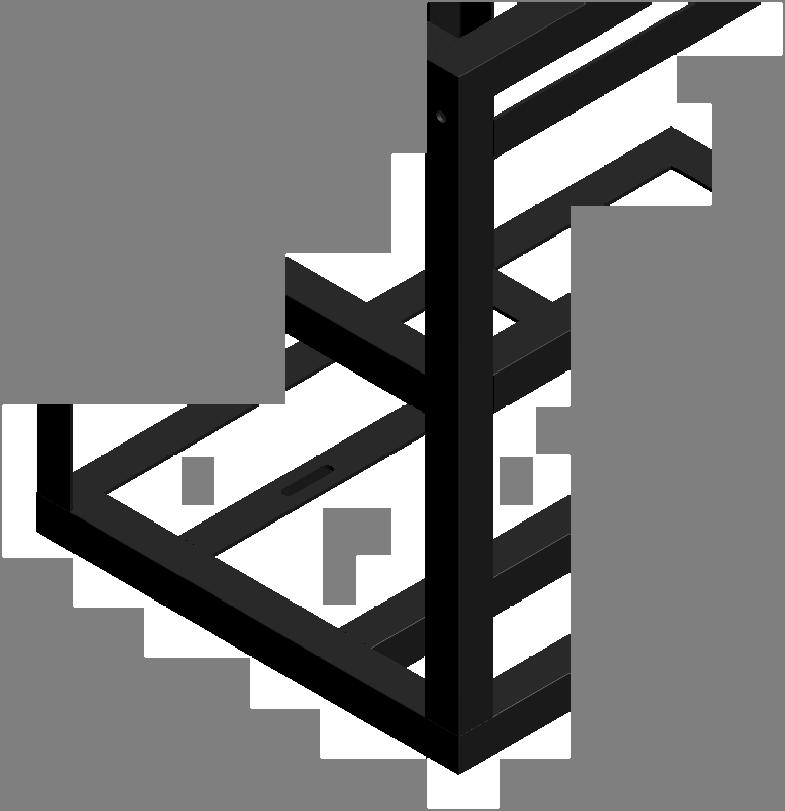



3 RANGKA UTAMA MESIN PEMIPIH DAN PEMOTONG ADONAN MIE 0.2 : Gb 3./A
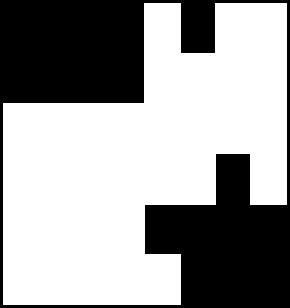
4 Rangka panjang bawah Rangka penguat tengah Rangka penguat samping Rangka tinggi belakang Rangka pemasukan adonan Rangka lebar belakang Rangka dudukan motor Rangka lebar depan Rangka tinggi depan Rangka dudukan poros pemotong bawah Rangka dudukan poros pemotong atas Rangka dudukan bearing tinggi Rangka dudukan bearing atas St 37 St 37 St 37 St 37 St 37 St 37 St 37 St 37 St 37 St 37 St 37 St 37 St mm x 0 mm x 0 mm 500 mm x 0 mm x 0 mm 96 mm x 0 mm x 0 mm 950 mm x 0 mm x 0 mm 300 mm x 0 mm x 0 mm 500 mm x 0 mm x 0 mm 500 mm x 0 mm x 0 mm 500 mm x 0 mm x 0 mm 75 mm x 0 mm x 0 mm 500 mm x 0 mm x 0 mm 500 mm x 0 mm x 0 mm 200 mm x 0 mm x 0 mm 05 mm x 0 mm x 0 mm BAGIAN- BAGIAN RANGKA UTAMA MESIN PEMIPIH DAN PEMOTONG ADONAN MIE : Gb 3.2/A
5 Dibor N8 Digerinda Rangka dudukan bearing atas MESIN PEMIPIH DAN PEMOTONG ADONAN MIE 0.08 : Gb 3.3/A
6 N8 Dibor 2 tempat N8 digerinda Rangka dudukan bearing tinggi MESIN PEMIPIH DAN PEMOTONG ADONAN MIE 0.5 : Gb 3./A
7 5 N8 Digerinda 2 0 Digergaji Rangka dudukan poros pemotong atas MESIN PEMIPIH DAN PEMOTONG ADONAN MIE 0.25: Gb 3.5/A
8 0 500 Digergaji 2 tempat Rangka dudukan poros pemotong bawah MESIN PEMIPIH DAN PEMOTONG ADONAN MIE 0.25: Gb 3.6/A


9 Dibor Rangka tinggi depan MESIN PEMIPIH DAN PEMOTONG ADONAN MIE 0.25: Gb 3.7/A
10 Digergaji N8 Digerinda Rangka lebar depan MESIN PEMIPIH DAN PEMOTONG ADONAN MIE 0.25: Gb 3.8/A
11 500 Dibor tempat Digergaji R6 6 Rangka dudukan motor MESIN PEMIPIH DAN PEMOTONG ADONAN MIE 0.25: Gb 3.9/A
12 500 N8 Digerinda Rangka Lebar Belakang MESIN PEMIPIH DAN PEMOTONG ADONAN MIE 0.25: Gb 3.0/A


13 300 Digergaji N8 Digerinda Rangka pemasukan adonan MESIN PEMIPIH DAN PEMOTONG ADONAN MIE 0.25: Gb 3./A
14 N8 Digerinda 2 00 Dibor 2 tempat Digergaji Rangka tinggi belakang MESIN PEMIPIH DAN PEMOTONG ADONAN MIE 0.25: Gb 3.2/A
15 Digergaji N8 Digerinda Rangka penguat samping MESIN PEMIPIH DAN PEMOTONG ADONAN MIE 0.25: Gb 3.3/A
16 Digergaji Rangka penguat tengah MESIN PEMIPIH DAN PEMOTONG ADONAN MIE 0.25: Gb 3./A
17 750 N8 Digerinda Rangka panjang bawah MESIN PEMIPIH DAN PEMOTONG ADONAN MIE 0.25: Gb 3.5/A
18 tempat tempat tempat 2 tempat DETAIL B SCALE 0,6 : B 2 tempat 3 tempat tempat 3 2 tempat tempat 3 3 tempat ASSY RANGKA UTAMA MESIN PEMIPIH DAN PEMOTONG ADONAN MIE 0.08: Gb 3.6/A
19 05 R Dimensi RANGKA UTAMA MESIN PEMIPIH DAN PEMOTONG ADONAN MIE 0.08: Gb 3.7/A



20 N7 Dibubut H6 h Poros Pemipih MESIN PEMIPIH DAN PEMOTONG ADONAN MIE 0.5: Gb./A


21 N7 Dibubut H6 h Poros Pemipih 2 MESIN PEMIPIH DAN PEMOTONG ADONAN MIE 0.5: Gb.2/A

22 H6 h a Dibubut N7 70 Dibubut N7 DETAIL a SCALE : Poros Pemotong MESIN PEMIPIH DAN PEMOTONG ADONAN MIE 0.5: Gb.3/A

23 b N7 Dibubut H6 h N7 Dibubut DETAIL b SCALE : Poros Pemotong 2 MESIN PEMIPIH DAN PEMOTONG ADONAN MIE 0.5: Gb./A

24 N7 Dibubut H6 h7 H6 h Poros Penghubung MESIN PEMIPIH DAN PEMOTONG ADONAN MIE 0.5: Gb.5/A
25 2 50 N7 Digerinda Ditekuk Part Saluran Masuk MESIN PEMIPIH DAN PEMOTONG ADONAN MIE 0.: Gb 5./A
26 6 2 tempat tempat 50 2 tempat Part Saluran tengah dan Rangka penahan MESIN PEMIPIH DAN PEMOTONG ADONAN MIE 0.25: Gb 5.2/A
27 Digerinda Ditekuk Part Saluran Keluar dan Pembatas MESIN PEMIPIH DAN PEMOTONG ADONAN MIE 0.: Gb 5.3/A
28 Digerinda Ditekuk Cover Penutup Motor MESIN PEMIPIH DAN PEMOTONG ADONAN MIE 0.: Gb 5./A
29 tempat 2 tempat 20 2 tempat Rangka Penahan Saluran Masuk & Saluran Keluar MESIN PEMIPIH DAN PEMOTONG ADONAN MIE 0.: Gb 5.5/A

30 DEPARTEMEN PENDIDIKAN NASIONAL FAKULTAS TEKNIK Alamat : Karangmalang Yogyakarta, Telp psw. 276, 289, 292, SIK Poros Pemipih KOMPONEN Poros St. 37 N O NAMA KOMPONEN URUT PEKERJAAN NAMA PROSES PENGEBORAN OPERATOR FAUZI HIDAYAT JUMLAH BATCH/LOT Poros Pemipih Persiapan 5 PEMBIMBING Putut Hargiyarto, M.Pd KOR.BEG BENGKEL Dr. Thomas Sukardi REVISI TANGGAL URAIAN WAKTU HAL-HAL YANG PERLU DIPERHATIKAN ALIRAN PROSES PEKERJAAN MENIT DETIK SFTY CHK FREK STANDART 2 Penandaan 5 AA Gambar Kerja 3 Setting Alat 0 AA Pembubutan 80 Total Waktu 20 menit KM ST ATA Gambar Kerja MESIN /TOOL Penggores & Jangka Sorong Kunci Cuck, Mesin Bubut DALAM HITUNGAN JAM, MENIT SECARA BERURUTAN Keterangan : SFTY : Safety PU : Dengan Pengukur ST : Sarung Tangan TL : Tampak Luar : Detik CHK : Checking KM : Kaca Mata ATA : Checking Awal - Tengah Akhir SI : 00 % : Menit FREK : Frekuensi PR : Dengan perabaan AA : Checking Awal Akhir S-0 : Sampling Tiap 0 produk : Jam


31 Lampiran 5. Feed pada Mesin Bubut MARO (Krar, 985:370) Lampiran 6. Tabel Cutting Speed untuk Mesin Bubut

32 Lampiran 7. Tabel Kecepatan Putaran Spindel Mesin Bubut MARO
33 Lampiran 8. Tabel Parameter Pemotongan Proses Pembuatan Poros Transmisi Jenis Pekerjaan Putaran Mesin. Facing Awal V c =30 m/menit Kecepatan Pemakanan f=0,3mm/put f.n 0, mm/min Jumlah Penyayatan i = 5 kali Waktu Teoritis T c = 0,6 menit T c = 0 detik 2. Pengeboran Senter Awal 3,2 300 Rpm f=0,3mm/put f.n i = kali 30 detik 0, mm/min 90,82 00 Rpm 3. Facing Sebaliknya f=0,3mm/put f.n. Pengeboran Senter 3,2 300 Rpm 0, mm/min f=0,3mm/put f.n i = 5 kali i = kali T c = 0,6 menit T c = 0 detik 30 detik 0,3.00
34 330mm/min 90,82 5. Pembubutan Bertingkat 20 mm x 0 mm 00 Rpm 3,2 300 f=0,3mm/put f.n 0, mm/min i = 6 kali T c = 0, menit T c = 26 detik Rpm 6. Pembubutan Bertingkat 20 mm x 50mm Roughing f=0,3mm/put f.n 0,3.0 Roughing Roughing 382,6 0 Rpm 23mm/min Finishing f=0,5mm/put f.n i = 5 kali Finishing T c =,2 menit T c = 73, detik Finishing 0, mm/min i = 2 kali T c = menit 7. Pengefraisan Alur 5 x 0 x 3mm 90,82 f=0,2mm/put f.n 0, mm/min i = 3 kali T c = 0,5 menit T c = 8 detik
35 8. Pengefraisan Alur 5 x 0 x 3mm 00 Rpm 90,82 00 Rpm f=0,2mm/put f.n 0, mm/min i = 3 kali T c = 0,6 menit T c = 36 detik Parameter Pemotongan Proses Pembuatan Poros Pemipih Jenis Pekerjaan. Facing Awal Putaran Mesin V c =30 m/menit Kecepatan Pemakanan f=0,3mm/put f.n 0, mm/min Jumlah Penyayatan i = 5 kali Waktu Teoritis T c = 0,6 menit T c = 0 detik 2. Pengeboran Senter Awal 3,2 300 Rpm f=0,3mm/put f.n i = kali 30 detik 0, mm/min 90,82
36 3. Facing Sebaliknya. Pengeboran Senter 5. Pembubutan Bertingkat 25,5 mm x 00 mm 6. Pembubutan Bertingkat 25,5 mm x 50 mm 00 Rpm 3,2 300 Rpm 90,82 00 Rpm 3,2 300 Rpm 3,2 300 f=0,3mm/put f.n 0, mm/min f=0,3mm/put f.n 0, mm/min f=0,3mm/put f.n 0,3.300 i = 5 kali i = kali T c = 0,6 menit T c = 0 detik 30 detik 90mm/min i = 25 kali T c =, menit f=0,3mm/put f.n 0, mm/min i = 25 kali T c =,6 menit
37 7. Pembubutan Bertingkat 5 mm x 25 mm 8. Pengefraisan Alur 5 x 20 x 3mm 9. Pengefraisan Alur 5 x 8 x 3mm Rpm 3,2 300 Rpm 90,82 00 Rpm 90,82 00 Rpm f=0,3mm/put f.n 0, mm/min f=0,2mm/put f.n 0,2.00 i = kali T c = 0,27 menit T c =7 detik 220mm/min i = 3 kali T c = 0,3 menit f=0,2mm/put f.n 0,2.00 T c = 8 detik 220mm/min i = 3 kali T c = 0, menit T c = 6 detik
38 Parameter Pemotongan Proses Pembuatan Poros Pemotong Jenis Pekerjaan Putaran Mesin. Facing Awal V c =30 m/menit Kecepatan Pemakanan f=0,3mm/put f.n 0, mm/min Jumlah Penyayatan i = 5 kali Waktu Teoritis T c = 0,6 menit T c = 0 detik 2. Pengeboran Senter Awal 3,2 300 Rpm f=0,3mm/put f.n i = kali 30 detik 0, ,82 330mm/min 00 Rpm 3. Facing Sebaliknya f=0,3mm/put f.n. Pengeboran Senter 3,2 300 Rpm 0, mm/min f=0,3mm/put f.n i = 5 kali i = kali T c = 0,6 menit T c = 0 detik 30 detik
39 0, mm/min 90,82 5. Pembubutan Bertingkat 25,5 mm x 00 mm 00 Rpm 3,2 300 f=0,3mm/put f.n 0, mm/min i = 25 kali T c =, menit Rpm 6. Pembubutan Bertingkat 25,5 mm x 50 mm 3,2 300 f=0,3mm/put f.n 0, mm/min i = 25 kali T c =,6 menit Rpm 7. Pembubutan Alur 2 mm x 2mm x 352 mm 3,2 300 f=0,3mm/put f.n 0, mm/min i = kali T c = 5,6 menit Rpm 8. Pengefraisan Alur 5 x 20 x 3mm f=0,2mm/put f.n
40 90,82 0, mm/min i = 3 kali T c = 0,3 menit T c = 8 detik 00 Rpm 9. Pengefraisan Alur 5 x 8 x 3mm f=0,2mm/put f.n 0, mm/min i = 3 kali T c = 0, menit T c = 6 detik 90,82 00 Rpm


41 Lampiran. Foto Uji Kinerja Mesin Pemipih dan Pemotong Adonan Mie

42 Lampiran 9. Daftar Hadir Kuliah Karya Teknologi
43 Lampiran 3. Langkah Kerja Proses Pembuatan Komponen
44
45
46
47
48
49
50
51
52
53
54
55
MESIN PEMIPIH DAN PEMOTONG ADONAN MIE
 LAMPIRAN 26 27 7 10 23 22 16 12 20 3 29 2 15 9 28 5 29 8 6 17 1 25 13 11 18 1 2 21 19 Jumlah Nama Bagian No Reg Bahan Ukuran Ket Perubahan : Pengganti dari : Diganti dengan : MESIN PEMIPIH DAN PEMOTONG
LAMPIRAN 26 27 7 10 23 22 16 12 20 3 29 2 15 9 28 5 29 8 6 17 1 25 13 11 18 1 2 21 19 Jumlah Nama Bagian No Reg Bahan Ukuran Ket Perubahan : Pengganti dari : Diganti dengan : MESIN PEMIPIH DAN PEMOTONG
Lampiran 1. Gambar Kerja 92
 LAMPIRAN 91 Lampiran 1. Gambar Kerja 92 Lampiran 1. Gambar Kerja 93 Lampiran 1. Gambar Kerja 94 Lampiran 1. Gambar Kerja 95 Lampiran 1. Gambar Kerja 96 Lampiran 1. Gambar Kerja 97 Lampiran 1. Gambar Kerja
LAMPIRAN 91 Lampiran 1. Gambar Kerja 92 Lampiran 1. Gambar Kerja 93 Lampiran 1. Gambar Kerja 94 Lampiran 1. Gambar Kerja 95 Lampiran 1. Gambar Kerja 96 Lampiran 1. Gambar Kerja 97 Lampiran 1. Gambar Kerja
BAB II PENDEKATAN PEMECAHAN MASALAH. hasil yang baik sesuai ukuran dan dapat berfungsi sebagaimana mestinya. Ukuran poros : Ø 60 mm x 700 mm
 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Gambar kerja yang baik akan memudahkan pemahaman saat melakukan pengerjaan suatu produk, dalam hal ini membahas tentang pengerjaan poros
BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Gambar kerja yang baik akan memudahkan pemahaman saat melakukan pengerjaan suatu produk, dalam hal ini membahas tentang pengerjaan poros
III. METODE PEMBUATAN. Tempat pembuatan mesin pengaduk adonan kerupuk ini di bengkel las dan bubut
 16 III. METODE PEMBUATAN A. Waktu dan Tempat Tempat pembuatan mesin pengaduk adonan kerupuk ini di bengkel las dan bubut Amanah, jalan raya candimas Natar, Lampung Selatan. Pembuatan mesin pengaduk adonan
16 III. METODE PEMBUATAN A. Waktu dan Tempat Tempat pembuatan mesin pengaduk adonan kerupuk ini di bengkel las dan bubut Amanah, jalan raya candimas Natar, Lampung Selatan. Pembuatan mesin pengaduk adonan
BAB II PENDEKATAN PEMECAHAN MASALAH. harus mempunyai sebuah perencanaan yang matang. Perencanaan tersebut
 BAB II PENDEKATAN PEMECAHAN MASALAH Proses pembuatan rangka pada mesin pemipih dan pemotong adonan mie harus mempunyai sebuah perencanaan yang matang. Perencanaan tersebut meliputi gambar kerja, bahan,
BAB II PENDEKATAN PEMECAHAN MASALAH Proses pembuatan rangka pada mesin pemipih dan pemotong adonan mie harus mempunyai sebuah perencanaan yang matang. Perencanaan tersebut meliputi gambar kerja, bahan,
28 Gambar 4.1 Perancangan Produk 4.3. Proses Pemilihan Pahat dan Perhitungan Langkah selanjutnya adalah memilih jenis pahat yang akan digunakan. Karen
 27 BAB IV SOP PENGOPERASIAN MESIN BUBUT KONVENSIONAL UNTUK MEMBUBUT PERMUKAAN 4.1. Ukuran Benda Kerja Sebelum melakukan proses pembubutan, langkah awal yang perlu dilakukan oleh seorang operator adalah
27 BAB IV SOP PENGOPERASIAN MESIN BUBUT KONVENSIONAL UNTUK MEMBUBUT PERMUKAAN 4.1. Ukuran Benda Kerja Sebelum melakukan proses pembubutan, langkah awal yang perlu dilakukan oleh seorang operator adalah
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat Dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian rangka, pengaduk adonan bakso dan pengunci pengaduk adonan bakso adalah : 4.1.1 Alat Alat yang
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat Dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian rangka, pengaduk adonan bakso dan pengunci pengaduk adonan bakso adalah : 4.1.1 Alat Alat yang
BAB II PENDEKATAN PEMECAHAN MASALAH. pemesinan. Berikut merupakan gambar kerja dari komponen yang dibuat: Gambar 1. Ukuran Poros Pencacah
 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Gambar kerja merupakan alat komunikasi bagi orang manufaktur. Dengan melihat gambar kerja, operator dapat memahami apa yang diinginkan perancang
BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Gambar kerja merupakan alat komunikasi bagi orang manufaktur. Dengan melihat gambar kerja, operator dapat memahami apa yang diinginkan perancang
BAB III PERENCANAAN DAN GAMBAR
 BAB III PERENCANAAN DAN GAMBAR 3.1 Diagram Aliran Diagram aliran merupakan suatu gambaran dasar yang digunakan dasar dalam bertindak. Seperti pada proses perencanaan diperlukan suatu diagram alir yang
BAB III PERENCANAAN DAN GAMBAR 3.1 Diagram Aliran Diagram aliran merupakan suatu gambaran dasar yang digunakan dasar dalam bertindak. Seperti pada proses perencanaan diperlukan suatu diagram alir yang
BAB III PROSES MANUFAKTUR. yang dilakukan dalam proses manufaktur mesin pembuat tepung ini adalah : Mulai. Pengumpulan data.
 BAB III PROSES MANUFAKTUR 3.1. Metode Proses Manufaktur Proses yang dilakukan untuk pembuatan mesin pembuat tepung ini berkaitan dengan proses manufaktur dari mesin tersebut. Proses manufaktur merupakan
BAB III PROSES MANUFAKTUR 3.1. Metode Proses Manufaktur Proses yang dilakukan untuk pembuatan mesin pembuat tepung ini berkaitan dengan proses manufaktur dari mesin tersebut. Proses manufaktur merupakan
BAB IV PROSES PEMBUATAN MESIN
 BAB IV PROSES PEMBUATAN MESIN 4.1 Proses Produksi Produksi adalah suatu proses memperbanyak jumlah produk melalui tahapantahapan dari bahan baku untuk diubah dengan cara diproses melalui prosedur kerja
BAB IV PROSES PEMBUATAN MESIN 4.1 Proses Produksi Produksi adalah suatu proses memperbanyak jumlah produk melalui tahapantahapan dari bahan baku untuk diubah dengan cara diproses melalui prosedur kerja
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahan-bahanyang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahan-bahanyang
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahan-bahanyang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahan-bahanyang
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1. Proses Pembuatan 4.1.1. K3 (Kesehatan dan Keselamatan Kerja) Dalam proses pembuatan mesin pengupas kulit kentang perlu memperhatikan masalah kesehatan dan keselamatan kerja
BAB IV HASIL DAN PEMBAHASAN 4.1. Proses Pembuatan 4.1.1. K3 (Kesehatan dan Keselamatan Kerja) Dalam proses pembuatan mesin pengupas kulit kentang perlu memperhatikan masalah kesehatan dan keselamatan kerja
BAB III PERENCANAAN DAN GAMBAR
 BAB III PERENCANAAN DAN GAMBAR 3.1 Flow Chart Pembuatan Mesin Pemotong Umbi Mulai Studi Literatur Perencanaan dan Desain Perhitungan Penentuan dan Pembelian Komponen Proses Pengerjaan Proses Perakitan
BAB III PERENCANAAN DAN GAMBAR 3.1 Flow Chart Pembuatan Mesin Pemotong Umbi Mulai Studi Literatur Perencanaan dan Desain Perhitungan Penentuan dan Pembelian Komponen Proses Pengerjaan Proses Perakitan
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA 2.1 Kajian Singkat Alat Alat pembuat mie merupakan alat yang berfungsi menekan campuran tepung, telur dan bahan-bahan pembuatan mie yang telah dicampur menjadi adonan basah kemudian
BAB II TINJAUAN PUSTAKA 2.1 Kajian Singkat Alat Alat pembuat mie merupakan alat yang berfungsi menekan campuran tepung, telur dan bahan-bahan pembuatan mie yang telah dicampur menjadi adonan basah kemudian
BAB III PERENCANAAN DAN GAMBAR
 BAB III PERENCANAAN DAN GAMBAR 3.1 Diagram Alir Proses Perancangan Proses perancangan mesin peniris minyak pada kacang seperti terlihat pada gambar 3.1 berikut ini: Mulai Studi Literatur Gambar Sketsa
BAB III PERENCANAAN DAN GAMBAR 3.1 Diagram Alir Proses Perancangan Proses perancangan mesin peniris minyak pada kacang seperti terlihat pada gambar 3.1 berikut ini: Mulai Studi Literatur Gambar Sketsa
PROSES PEMBUATAN PIRINGAN PISAU PADA MESIN PERAJANG SINGKONG
 PROSES PEMBUATAN PIRINGAN PISAU PADA MESIN PERAJANG SINGKONG PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Persyaratan Guna Memperoleh Gelar Ahli Madya D3 Program
PROSES PEMBUATAN PIRINGAN PISAU PADA MESIN PERAJANG SINGKONG PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Persyaratan Guna Memperoleh Gelar Ahli Madya D3 Program
PEMBUATAN POROS TRANSMISI PADA MESIN MODIFIKASI CAMSHAFT (NOKEN AS) PROYEK AKHIR
 PROYEK AKHIR") PEMBUATAN POROS TRANSMISI PADA MESIN MODIFIKASI CAMSHAFT (NOKEN AS) PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Guna Memperoleh Gelar
PEMBUATAN POROS TRANSMISI PADA MESIN MODIFIKASI CAMSHAFT (NOKEN AS) PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Guna Memperoleh Gelar
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat Dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian rangka, pengaduk adonan bakso dan pengunci pengaduk adonan bakso adalah : 4.1.1 Alat Alat yang
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat Dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian rangka, pengaduk adonan bakso dan pengunci pengaduk adonan bakso adalah : 4.1.1 Alat Alat yang
Proses Manufaktur Komponen Dinamis Pada Mesin Pemecah Cangkang Biji Kenari. Oleh : Bahrul Luthfi Nasution
 Proses Manufaktur Komponen Dinamis Pada Mesin Pemecah Cangkang Biji Kenari Oleh : Bahrul Luthfi Nasution 21411385 Latar Belakang Peningkatan produksi biji kenari terkupas terbatas pada kemampuan petani
Proses Manufaktur Komponen Dinamis Pada Mesin Pemecah Cangkang Biji Kenari Oleh : Bahrul Luthfi Nasution 21411385 Latar Belakang Peningkatan produksi biji kenari terkupas terbatas pada kemampuan petani
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat dan bahan Peralatan yang digunakan untuk membuat alat troli bermesin antara lain: 1. Mesin las 2. Mesin bubut 3. Mesin bor 4. Mesin gerinda 5. Pemotong plat
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat dan bahan Peralatan yang digunakan untuk membuat alat troli bermesin antara lain: 1. Mesin las 2. Mesin bubut 3. Mesin bor 4. Mesin gerinda 5. Pemotong plat
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan proses pembuatan adalah proses untuk mencapai suatu hasil. Proses pembuatan sand filter rotary machine dikerjakan dalam beberapa tahap, mulai
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan proses pembuatan adalah proses untuk mencapai suatu hasil. Proses pembuatan sand filter rotary machine dikerjakan dalam beberapa tahap, mulai
BAB III PEMBUATAN DAN GAMBAR
 digilib.uns.ac.id BAB III PEMBUATAN DAN GAMBAR 3.1 Flowchart Pembuatan Troli Bermesin ini: Flowchart pembuatan troli bermesin ditunjukan pada Gambar 3.1 dibawah Mulai Pengamatan dan pengumpulan data Perencanaan
digilib.uns.ac.id BAB III PEMBUATAN DAN GAMBAR 3.1 Flowchart Pembuatan Troli Bermesin ini: Flowchart pembuatan troli bermesin ditunjukan pada Gambar 3.1 dibawah Mulai Pengamatan dan pengumpulan data Perencanaan
PROSES PEMBUATAN POROS TRANSMISI VERTIKAL DAN POROS TRANSMISI HORISONTAL PADA MESIN GERABAH SEMI OTOMATIS
 LAPORAN PROYEK AKHIR PROSES PEMBUATAN POROS TRANSMISI VERTIKAL DAN POROS TRANSMISI HORISONTAL PADA MESIN PEMUTAR GERABAH SEMI OTOMATIS Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk
LAPORAN PROYEK AKHIR PROSES PEMBUATAN POROS TRANSMISI VERTIKAL DAN POROS TRANSMISI HORISONTAL PADA MESIN PEMUTAR GERABAH SEMI OTOMATIS Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk
MATERI KULIAH PROSES PEMESINAN KERJA BUBUT. Dwi Rahdiyanta FT-UNY
 MATERI KULIAH PROSES PEMESINAN KERJA BUBUT Pengoperasian Mesin Bubut Dwi Rahdiyanta FT-UNY Kegiatan Belajar Pengoperasian Mesin Bubut a. Tujuan Pembelajaran. 1.) Siswa dapat memahami pengoperasian mesin
MATERI KULIAH PROSES PEMESINAN KERJA BUBUT Pengoperasian Mesin Bubut Dwi Rahdiyanta FT-UNY Kegiatan Belajar Pengoperasian Mesin Bubut a. Tujuan Pembelajaran. 1.) Siswa dapat memahami pengoperasian mesin
SMK PGRI 1 NGAWI TERAKREDITASI: A
 TEKNIK PEMESINAN SMK PGRI 1 NGAWI TERAKREDITASI: A Jl. Rajawali No. 32, Telp./Faks. : (0351) 746081 Ngawi. Homepage: 1. www.smkpgri1ngawi.sch.id 2. www.grisamesin.wordpress.com Facebook: A. Kecepatan potong
TEKNIK PEMESINAN SMK PGRI 1 NGAWI TERAKREDITASI: A Jl. Rajawali No. 32, Telp./Faks. : (0351) 746081 Ngawi. Homepage: 1. www.smkpgri1ngawi.sch.id 2. www.grisamesin.wordpress.com Facebook: A. Kecepatan potong
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Alat dan Bahan A. Alat 1. Las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Bor duduk 8. Alat ukur (Jangka sorong, mistar)
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Alat dan Bahan A. Alat 1. Las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Bor duduk 8. Alat ukur (Jangka sorong, mistar)
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah proses untuk mencapai suatu hasil. Proses pembuatan sand filter rotary machine dikerjakan dalam beberapa tahap, mulai
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah proses untuk mencapai suatu hasil. Proses pembuatan sand filter rotary machine dikerjakan dalam beberapa tahap, mulai
c = b - 2x = ,75 = 7,5 mm A = luas penampang v-belt A = b c t = 82 mm 2 = 0, m 2
 c = b - 2x = 13 2. 2,75 = 7,5 mm A = luas penampang v-belt A = b c t = mm mm = 82 mm 2 = 0,000082 m 2 g) Massa sabuk per meter. Massa belt per meter dihitung dengan rumus. M = area panjang density = 0,000082
c = b - 2x = 13 2. 2,75 = 7,5 mm A = luas penampang v-belt A = b c t = mm mm = 82 mm 2 = 0,000082 m 2 g) Massa sabuk per meter. Massa belt per meter dihitung dengan rumus. M = area panjang density = 0,000082
BAB III METODOLOGI Diagram Alur Produksi Mesin. Gambar 3.1 Alur Kerja Produksi Mesin
 BAB III METODOLOGI 3.1. Diagram Alur Produksi Mesin Gambar 3.1 Alur Kerja Produksi Mesin 3.2. Cara Kerja Mesin Prinsip kerja mesin pencetak bakso secara umum yaitu terletak pada screw penekan adonan dan
BAB III METODOLOGI 3.1. Diagram Alur Produksi Mesin Gambar 3.1 Alur Kerja Produksi Mesin 3.2. Cara Kerja Mesin Prinsip kerja mesin pencetak bakso secara umum yaitu terletak pada screw penekan adonan dan
PROSES PEMBUATAN RANGKA PADA MESIN PEMIPIH DAN PEMOTONG ADONAN MIE PROYEK AKHIR
 PROSES PEMBUATAN RANGKA PADA MESIN PEMIPIH DAN PEMOTONG ADONAN MIE PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Guna Memperoleh Gelar Ahli
PROSES PEMBUATAN RANGKA PADA MESIN PEMIPIH DAN PEMOTONG ADONAN MIE PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Guna Memperoleh Gelar Ahli
Studi Eksperimental tentang Pengaruh Parameter Pemesinan Bubut terhadap Kekasaran Permukaan pada Pemesinan Awal dan Akhir
 Studi Eksperimental tentang Pengaruh Parameter Pemesinan Bubut terhadap Kekasaran Permukaan pada Pemesinan Awal dan Akhir Agung Premono 1, a *, Triyono 1, R. Ramadhani 2, N. E. Fitriyanto 2 1 Dosen, Jurusan
Studi Eksperimental tentang Pengaruh Parameter Pemesinan Bubut terhadap Kekasaran Permukaan pada Pemesinan Awal dan Akhir Agung Premono 1, a *, Triyono 1, R. Ramadhani 2, N. E. Fitriyanto 2 1 Dosen, Jurusan
BAB III METODE PROYEK AKHIR. Motor dengan alamat jalan raya Candimas Natar. Waktu terselesainya pembuatan mesin
 BAB III METODE PROYEK AKHIR A. Waktu dan Tempat Tempat pembuatan dan perakitan mesin pemotong kerupuk ini di lakukan di Bengkel Kurnia Motor dengan alamat jalan raya Candimas Natar. Waktu terselesainya
BAB III METODE PROYEK AKHIR A. Waktu dan Tempat Tempat pembuatan dan perakitan mesin pemotong kerupuk ini di lakukan di Bengkel Kurnia Motor dengan alamat jalan raya Candimas Natar. Waktu terselesainya
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Alat dan Bahan A. Alat dan bahan 1. Mesin las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Alat ukur (jangka sorong, mistar)
BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Alat dan Bahan A. Alat dan bahan 1. Mesin las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Alat ukur (jangka sorong, mistar)
BAB II PENDEKATAN PEMECAHAN MASALAH. kedua-duanya. Pada shaft, daya dapat ditransmisikan melalui gear, belt
 BAB II PENDEKATAN PEMECAHAN MASALAH A. Tinjauan Singkat Poros Transmisi 1. Definisi Poros Poros adalah suatu bagian stasioner yang beputar, biasanya berpenampang bulat dimana terpasang elemen-elemen seperti
BAB II PENDEKATAN PEMECAHAN MASALAH A. Tinjauan Singkat Poros Transmisi 1. Definisi Poros Poros adalah suatu bagian stasioner yang beputar, biasanya berpenampang bulat dimana terpasang elemen-elemen seperti
BAB lll PROSES PEMBUATAN BOSS FRONT FOOT REST. Pada bab ini penulis menjelaskan tentang langkah kerja pembuatan benda
 BAB lll PROSES PEMBUATAN BOSS FRONT FOOT REST 3.1 Langkah Proses Pembuatan Pada bab ini penulis menjelaskan tentang langkah kerja pembuatan benda kerja yang sebagian besar digambarkan dalam diagram alir,
BAB lll PROSES PEMBUATAN BOSS FRONT FOOT REST 3.1 Langkah Proses Pembuatan Pada bab ini penulis menjelaskan tentang langkah kerja pembuatan benda kerja yang sebagian besar digambarkan dalam diagram alir,
BAB IV PROSES PENGERJAAN DAN PENGUJIAN
 BAB IV PROSES PENGERJAAN DAN PENGUJIAN Pada bab ini akan dibahas mengenai pembuatan dan pengujian alat yang selanjutnya akan di analisa, hal ini dimaksudkan untuk memperoleh data yang dibutuhkan dan untuk
BAB IV PROSES PENGERJAAN DAN PENGUJIAN Pada bab ini akan dibahas mengenai pembuatan dan pengujian alat yang selanjutnya akan di analisa, hal ini dimaksudkan untuk memperoleh data yang dibutuhkan dan untuk
MATERI MATAKULIAH PROSES PEMESINAN I
 MATERI MATAKULIAH PROSES PEMESINAN I 1. Mengasah Pahat Bubut 2. Membubut Poros Lurus 3. Mur Segi Enam 4. Membuat Tangkai Penindih 5. Membuat Baut Bertingkat 6. Membuat Poros Eksentrik 7. Membuat Parallel
MATERI MATAKULIAH PROSES PEMESINAN I 1. Mengasah Pahat Bubut 2. Membubut Poros Lurus 3. Mur Segi Enam 4. Membuat Tangkai Penindih 5. Membuat Baut Bertingkat 6. Membuat Poros Eksentrik 7. Membuat Parallel
BAB li TEORI DASAR. 2.1 Konsep Dasar Perancangan
 BAB li TEORI DASAR Pada bab ini dijelaskan mengenai konsep dasar perancangan, teori dasar pemesinan, mesin bubut, komponen komponen utama mesin dan eretan (carriage). 2.1 Konsep Dasar Perancangan Perancangan
BAB li TEORI DASAR Pada bab ini dijelaskan mengenai konsep dasar perancangan, teori dasar pemesinan, mesin bubut, komponen komponen utama mesin dan eretan (carriage). 2.1 Konsep Dasar Perancangan Perancangan
PERAKITAN ALAT PENGAYAK PASIR SEMI OTOMATIK
 PERAKITAN ALAT PENGAYAK PASIR SEMI OTOMATIK Nama : Hery Hermawanto NPM : 23411367 Jurusan : Teknik Mesin Fakultas : Teknologi Industri Pembimbing : Dr. Ridwan, ST., MT Latar Belakang Begitu banyak dan
PERAKITAN ALAT PENGAYAK PASIR SEMI OTOMATIK Nama : Hery Hermawanto NPM : 23411367 Jurusan : Teknik Mesin Fakultas : Teknologi Industri Pembimbing : Dr. Ridwan, ST., MT Latar Belakang Begitu banyak dan
PERENCANAAN MESIN PENGADUK, DAN PENCETAK ADONAN MIE
 PERENCANAAN MESIN PENGADUK, PEMIPIH DAN PENCETAK ADONAN MIE SKRIPSI Diajukan Untuk Memenuhi Sebagian Syarat Guna Memperoleh Gelar Sarjana Teknik (ST) Pada Program Studi Teknik Mesin OLEH : DWI SANTOSO
PERENCANAAN MESIN PENGADUK, PEMIPIH DAN PENCETAK ADONAN MIE SKRIPSI Diajukan Untuk Memenuhi Sebagian Syarat Guna Memperoleh Gelar Sarjana Teknik (ST) Pada Program Studi Teknik Mesin OLEH : DWI SANTOSO
BAB IV PROSES PRODUKSI DAN PENGUJIAN
 BAB IV PROSES PRODUKSI DAN PENGUJIAN 4.1 Proses Pembuatan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pemotong umbi. Pengerjaan yang dominan dalam
BAB IV PROSES PRODUKSI DAN PENGUJIAN 4.1 Proses Pembuatan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pemotong umbi. Pengerjaan yang dominan dalam
RANCANG BANGUN ALAT PEMBUAT MIE SKALA RUMAH TANGGA (PROSES PEMBUATAN) LAPORAN AKHIR
 LAPORAN AKHIR") RANCANG BANGUN ALAT PEMBUAT MIE SKALA RUMAH TANGGA (PROSES PEMBUATAN) LAPORAN AKHIR Diajukan untuk Memenuhi Syarat Menyelesaikan Pendidikan Diploma III Jurusan Teknik Mesin Politeknik Negeri Sriwijaya
RANCANG BANGUN ALAT PEMBUAT MIE SKALA RUMAH TANGGA (PROSES PEMBUATAN) LAPORAN AKHIR Diajukan untuk Memenuhi Syarat Menyelesaikan Pendidikan Diploma III Jurusan Teknik Mesin Politeknik Negeri Sriwijaya
III. METODE PENELITIAN
 III. METODE PENELITIAN A. TEMPAT DAN WAKTU PENELITIAN Penelitian dilaksanakan di Laboratorium Lapangan Teknik Mesin Budidaya Pertanian, Departemen Teknik Pertanian, Fakultas Teknologi Pertanian, Institut
III. METODE PENELITIAN A. TEMPAT DAN WAKTU PENELITIAN Penelitian dilaksanakan di Laboratorium Lapangan Teknik Mesin Budidaya Pertanian, Departemen Teknik Pertanian, Fakultas Teknologi Pertanian, Institut
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin press serbuk kayu. Pengerjaan dominan dalam pembuatan komponen tersebut
BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin press serbuk kayu. Pengerjaan dominan dalam pembuatan komponen tersebut
9 perawatan terlebih dahulu. Ini bertujuan agar proses perawatan berjalan sesuai rencana. 3.2 Pengertian Proses Produksi Proses produksi terdiri dari
 8 BAB III TINJAUAN PUSTAKA 3.1 Pendahuluan Pada saat sekarang ini, perkambangan ilmu pengetahuan dan teknologi sudah sangat pesat. Sehingga membutuhkan tenaga ahli untuk dapat menggunakan alat-alat teknologi
8 BAB III TINJAUAN PUSTAKA 3.1 Pendahuluan Pada saat sekarang ini, perkambangan ilmu pengetahuan dan teknologi sudah sangat pesat. Sehingga membutuhkan tenaga ahli untuk dapat menggunakan alat-alat teknologi
MESIN PENIRIS MINYAK PADA KACANG (BAGIAN PROSES PRODUKSI)
") MESIN PENIRIS MINYAK PADA KACANG (BAGIAN PROSES PRODUKSI) PROYEK AKHIR Diajukan sebagai salah satu syarat untuk memperoleh gelar Ahli Madya Oleh: JEVON OTNIEL NIM I 8613018 PROGRAM DIPLOMA III TEKNIK MESIN
MESIN PENIRIS MINYAK PADA KACANG (BAGIAN PROSES PRODUKSI) PROYEK AKHIR Diajukan sebagai salah satu syarat untuk memperoleh gelar Ahli Madya Oleh: JEVON OTNIEL NIM I 8613018 PROGRAM DIPLOMA III TEKNIK MESIN
SKRIPSI RANCANG BANGUN MESIN CARTON SEALER UNTUK BAGIAN ATAS PENGEMASAN CARTON HENDRA TERIS TRIAWAN NIM DOSEN PEMBIMBING
 SKRIPSI RANCANG BANGUN MESIN CARTON SEALER UNTUK BAGIAN ATAS PENGEMASAN CARTON HENDRA TERIS TRIAWAN NIM. 201254001 DOSEN PEMBIMBING Ir.Masruki Kabib,MT. Akhmad Zidni Hudaya, ST., M.Eng TEKNIK MESIN FAKULTAS
SKRIPSI RANCANG BANGUN MESIN CARTON SEALER UNTUK BAGIAN ATAS PENGEMASAN CARTON HENDRA TERIS TRIAWAN NIM. 201254001 DOSEN PEMBIMBING Ir.Masruki Kabib,MT. Akhmad Zidni Hudaya, ST., M.Eng TEKNIK MESIN FAKULTAS
III. METODE PROYEK AKHIR. dari tanggal 06 Juni sampai tanggal 12 Juni 2013, dengan demikian terhitung. waktu pengerjaan berlangsung selama 1 minggu.
 24 III. METODE PROYEK AKHIR 3.1. Waktu dan Tempat Proses pembuatan Proyek Akhir ini dilakukan di Bengkel Bubut Jl. Lintas Timur Way Jepara Lampung Timur. Waktu pengerjaan alat pemotong kentang spiral ini
24 III. METODE PROYEK AKHIR 3.1. Waktu dan Tempat Proses pembuatan Proyek Akhir ini dilakukan di Bengkel Bubut Jl. Lintas Timur Way Jepara Lampung Timur. Waktu pengerjaan alat pemotong kentang spiral ini
PROSES PEMBUATAN CASING DAN COVER PADA MESIN PEMIPIH DAN PEMOTONG ADONAN MIE PROYEK AKHIR
 PROSES PEMBUATAN CASING DAN COVER PADA MESIN PEMIPIH DAN PEMOTONG ADONAN MIE PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Guna Memperoleh
PROSES PEMBUATAN CASING DAN COVER PADA MESIN PEMIPIH DAN PEMOTONG ADONAN MIE PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Guna Memperoleh
BAB IV PROSES PRODUKSI
 28 BAB IV PROSES PRODUKSI 4.1 Alat dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian utama Dinamometer Arus Eddy adalah : 4.1.1 Alat Alat yang digunakan meliputi : 1. Mesin Bubut 2. Mesin
28 BAB IV PROSES PRODUKSI 4.1 Alat dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian utama Dinamometer Arus Eddy adalah : 4.1.1 Alat Alat yang digunakan meliputi : 1. Mesin Bubut 2. Mesin
PEMBUATAN MESIN PENYAPU SAMPAH DAUN KAPASITAS 20 KG/JAM
 PEMBUATAN MESIN PENYAPU SAMPAH DAUN KAPASITAS 20 KG/JAM PROYEK AKHIR Disusun untuk memenuhi sebagian persyaratan Mencapai derajat Ahli Madya Disusun Oleh AGUS PURWANTO 2008 55 027 PROGRAM STUDI DIPLOMA
PEMBUATAN MESIN PENYAPU SAMPAH DAUN KAPASITAS 20 KG/JAM PROYEK AKHIR Disusun untuk memenuhi sebagian persyaratan Mencapai derajat Ahli Madya Disusun Oleh AGUS PURWANTO 2008 55 027 PROGRAM STUDI DIPLOMA
PEMBUATAN MESIN PEMIPIH EMPING MELINJO KAPASITAS 50 KG / JAM
 PEMBUATAN MESIN PEMIPIH EMPING MELINJO KAPASITAS 50 KG / JAM PROYEK AKHIR Disusun untuk memenuhi sebagian persyaratan Mencapai derajat Ahli Madya Disusun Oleh WAWAN SETIAWAN 2008 55 022 PROGRAM STUDI DIPLOMA
PEMBUATAN MESIN PEMIPIH EMPING MELINJO KAPASITAS 50 KG / JAM PROYEK AKHIR Disusun untuk memenuhi sebagian persyaratan Mencapai derajat Ahli Madya Disusun Oleh WAWAN SETIAWAN 2008 55 022 PROGRAM STUDI DIPLOMA
BAB 3 LANDASAN TEORI DAN PENGOLAHAN DATA
 BAB 3 LANDASAN TEORI DAN PENGOLAHAN DATA Gambar 3.1 Mesin Sentris (Sumber: Dokumentasi PT. Sinar Rejeki Mesindo) 3.1 Pengertian Mesin Pengering Sentris Mesin pengering sentris (Mesin Sentris) adalah mesin
BAB 3 LANDASAN TEORI DAN PENGOLAHAN DATA Gambar 3.1 Mesin Sentris (Sumber: Dokumentasi PT. Sinar Rejeki Mesindo) 3.1 Pengertian Mesin Pengering Sentris Mesin pengering sentris (Mesin Sentris) adalah mesin
SOAL LATIHAN 3 TEORI KEJURUAN PEMESINAN
 SOAL LATIHAN 3 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 SOAL NAS: F018-PAKET A-08/09 1. Sebuah poros kendaraan terbuat dari bahan St
SOAL LATIHAN 3 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 SOAL NAS: F018-PAKET A-08/09 1. Sebuah poros kendaraan terbuat dari bahan St
BAB III METODE PEMBUATAN ALAT
 BAB III METODE PEMBUATAN ALAT 3.1 Diagram Alir / Flowchart Dalam proses pembuatan suatu alat atau produk memerlukan peralatan dan pemesinan yang dapat dipergunakan dengan tepat dan ekonomis serta pengetahuan
BAB III METODE PEMBUATAN ALAT 3.1 Diagram Alir / Flowchart Dalam proses pembuatan suatu alat atau produk memerlukan peralatan dan pemesinan yang dapat dipergunakan dengan tepat dan ekonomis serta pengetahuan
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pengayak pasir. Komponen komponen yang akan dibuat adalah komponen
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pengayak pasir. Komponen komponen yang akan dibuat adalah komponen
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Alat dan Bahan A. Alat 1. Las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Bor duduk 8. Alat ukur (Jangka sorong, mistar)
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Alat dan Bahan A. Alat 1. Las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Bor duduk 8. Alat ukur (Jangka sorong, mistar)
RANCANG BANGUN MESIN PEMBELAH BAMBU UNTUK PRODUKSI JERUJI SANGKAR BURUNG
 RANCANG BANGUN MESIN PEMBELAH BAMBU UNTUK PRODUKSI JERUJI SANGKAR BURUNG Oleh: IMAM KURNIA HAQQI 2110039004 TRI AYU RACHMAWATI 2110039025 Dosen Pembimbing: Ir.SUHARIYANTO,MT Instruktur Pembimbing: Priyo
RANCANG BANGUN MESIN PEMBELAH BAMBU UNTUK PRODUKSI JERUJI SANGKAR BURUNG Oleh: IMAM KURNIA HAQQI 2110039004 TRI AYU RACHMAWATI 2110039025 Dosen Pembimbing: Ir.SUHARIYANTO,MT Instruktur Pembimbing: Priyo
PETUNJUK PRAKTIKUM TEKNOLOGI MEKANIK JURUSAN TEKNIK SISTEM PERKAPALAN
 PETUNJUK PRAKTIKUM TEKNOLOGI MEKANIK JURUSAN TEKNIK SISTEM PERKAPALAN MARINE ENGINEERING DAFTAR ISI TUGAS I MEMBUBUT POROS LURUS ( 2 JAM KEGIATAN )... 2 TUGAS II MEMBUBUT BERTINGKAT ( 4 JAM KEGIATAN )...
PETUNJUK PRAKTIKUM TEKNOLOGI MEKANIK JURUSAN TEKNIK SISTEM PERKAPALAN MARINE ENGINEERING DAFTAR ISI TUGAS I MEMBUBUT POROS LURUS ( 2 JAM KEGIATAN )... 2 TUGAS II MEMBUBUT BERTINGKAT ( 4 JAM KEGIATAN )...
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 K3 (Kesehatan dan Keselamatan Kerja) Dalam proses pembuatan mesin pengupas kulit kentang perlu memperhatikan masalah kesehatan dan keselamatan kerja (K3). Adapun maksud
BAB IV HASIL DAN PEMBAHASAN 4.1 K3 (Kesehatan dan Keselamatan Kerja) Dalam proses pembuatan mesin pengupas kulit kentang perlu memperhatikan masalah kesehatan dan keselamatan kerja (K3). Adapun maksud
BAB II DASAR TEORI 2.1 Proses Pengelasan.
 digilib.uns.ac.id 3 BAB II DASAR TEORI 2.1 Proses Pengelasan. 2.1.1 Pengertian pengelasan Pengelasan adalah suatu sambungan yang permanen yang mana berasal dari peleburan dan dua bagian yang digabungkan
digilib.uns.ac.id 3 BAB II DASAR TEORI 2.1 Proses Pengelasan. 2.1.1 Pengertian pengelasan Pengelasan adalah suatu sambungan yang permanen yang mana berasal dari peleburan dan dua bagian yang digabungkan
BAB II PENDEKATAN PEMECAHAN MASALAH. bentuk poros transmisi horisontal dan poros transmisi. vertikal yang benar dan sesuai ukuran yang diinginkan.
 BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Dalam proses pekerjaan di bengkel, baik itu pemesinan maupun fabrikasi pasti tidak terlepas dari gambar kerja. Gambar kerja merupakan bahan
BAB II PENDEKATAN PEMECAHAN MASALAH A. Identifikasi Gambar Kerja Dalam proses pekerjaan di bengkel, baik itu pemesinan maupun fabrikasi pasti tidak terlepas dari gambar kerja. Gambar kerja merupakan bahan
PROSES PEMBUATAN POROS PENGADUK PADA MESIN PENGKRISTAL GULA JAWA PROYEK AKHIR
 PROSES PEMBUATAN POROS PENGADUK PADA MESIN PENGKRISTAL GULA JAWA PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Persyaratan Guna Memperoleh Gelar Ahli Madya D3
PROSES PEMBUATAN POROS PENGADUK PADA MESIN PENGKRISTAL GULA JAWA PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Persyaratan Guna Memperoleh Gelar Ahli Madya D3
Melakukan Pekerjaan Dengan Mesin Frais
 MATERI KULIAH PROSES PEMESINAN PROSES FRAIS Melakukan Pekerjaan Dengan Mesin Frais Oleh: Dwi Rahdiyanta Fakultas Teknik Universitas Negeri Yogyakarta Kegiatan Belajar Melakukan Pekerjaan Dengan Mesin Frais.
MATERI KULIAH PROSES PEMESINAN PROSES FRAIS Melakukan Pekerjaan Dengan Mesin Frais Oleh: Dwi Rahdiyanta Fakultas Teknik Universitas Negeri Yogyakarta Kegiatan Belajar Melakukan Pekerjaan Dengan Mesin Frais.
POROS BERTINGKAT. Pahat bubut rata, pahat bubut facing, pahat alur. A. Tujuan Adapun tujuan dari pembuatan poros bertingkat ini yaitu :
 POROS BERTINGKAT A. Tujuan Adapun tujuan dari pembuatan poros bertingkat ini yaitu : Mampu mengoprasikan mesin bubut secara benar. Mampu mebubut luar sampai halus dan rata. Mampu membubut lurus dan bertingkat.
POROS BERTINGKAT A. Tujuan Adapun tujuan dari pembuatan poros bertingkat ini yaitu : Mampu mengoprasikan mesin bubut secara benar. Mampu mebubut luar sampai halus dan rata. Mampu membubut lurus dan bertingkat.
RANCANG BANGUN MESIN PERAJANG TEMBAKAU
 TUGAS AKHIR RANCANG BANGUN MESIN PERAJANG TEMBAKAU Oleh : Agustinus Iwop Agus Supriyadi Pembimbing Ir. Mahirul Mursid, MSc ABSTRAK Abstrak Tembakau adalah bahan baku utama yang digunakan untuk membuat
TUGAS AKHIR RANCANG BANGUN MESIN PERAJANG TEMBAKAU Oleh : Agustinus Iwop Agus Supriyadi Pembimbing Ir. Mahirul Mursid, MSc ABSTRAK Abstrak Tembakau adalah bahan baku utama yang digunakan untuk membuat
III. METODOLOGI PENELITIAN. Penelitian ini dilaksanakan pada bulan Juli sampai dengan Oktober 2013.
 III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilaksanakan pada bulan Juli sampai dengan Oktober 2013. Penelitian ini dilakukan dua tahap, yaitu tahap pembuatan alat yang dilaksanakan
III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilaksanakan pada bulan Juli sampai dengan Oktober 2013. Penelitian ini dilakukan dua tahap, yaitu tahap pembuatan alat yang dilaksanakan
RANCANG BANGUN MESIN PENGADUK SERBUK KAYU DENGAN RESIN POLIMER MENGGUNAKAN PENGGERAK MOTOR LISTRIK
 RANCANG BANGUN MESIN PENGADUK SERBUK KAYU DENGAN RESIN POLIMER MENGGUNAKAN PENGGERAK MOTOR LISTRIK Taufik 1, Azwar 2, Bukhari 2, 1 Mahasiswa Prodi D-IV TeknikMesinProduksidanPerawatan 2 DosenJurusanTeknikMesinPoliteknikNegeriLhokseumawe
RANCANG BANGUN MESIN PENGADUK SERBUK KAYU DENGAN RESIN POLIMER MENGGUNAKAN PENGGERAK MOTOR LISTRIK Taufik 1, Azwar 2, Bukhari 2, 1 Mahasiswa Prodi D-IV TeknikMesinProduksidanPerawatan 2 DosenJurusanTeknikMesinPoliteknikNegeriLhokseumawe
PROSES PEMBUATAN RANGKA MESIN PENCACAH RUMPUT PROYEK AKHIR
 PROSES PEMBUATAN RANGKA MESIN PENCACAH RUMPUT PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Guna Memperoleh Gelar Ahli Madya Oleh : Arif
PROSES PEMBUATAN RANGKA MESIN PENCACAH RUMPUT PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Guna Memperoleh Gelar Ahli Madya Oleh : Arif
MODUL PROSES PEMESINAN I SEKSI MESIN BUBUT. Oleh : Purgiyanto
 MODUL PROSES PEMESINAN I SEKSI MESIN BUBUT Oleh : Purgiyanto JURUSAN TEKNIK MESIN POLITEKNIK NEGERI BANDUNG 2012 KATA PENGANTAR Syukur Alhamdulillah penulis panjatkan kehadirat Allah SWT yang telah melimpahkan
MODUL PROSES PEMESINAN I SEKSI MESIN BUBUT Oleh : Purgiyanto JURUSAN TEKNIK MESIN POLITEKNIK NEGERI BANDUNG 2012 KATA PENGANTAR Syukur Alhamdulillah penulis panjatkan kehadirat Allah SWT yang telah melimpahkan
SKRIPSI / TUGAS AKHIR
 PROSES MANUFAKTUR MESIN PRESS BAGLOG JAMUR SKRIPSI / TUGAS AKHIR TRI HARTANTO (26410947) JURUSAN TEKNIK MESIN LATAR BELAKANG Dalam industri agrobisnis terutama dalam bidang penanaman jamur. Keberadaan
PROSES MANUFAKTUR MESIN PRESS BAGLOG JAMUR SKRIPSI / TUGAS AKHIR TRI HARTANTO (26410947) JURUSAN TEKNIK MESIN LATAR BELAKANG Dalam industri agrobisnis terutama dalam bidang penanaman jamur. Keberadaan
BAB IV PEMBUATAN DAN PENGUJIAN
 digilib.uns.ac.id 38 BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Proses PembuatanTabung Peniris Luar dan tutup Tabung luar peniris dan tutup peniris (Gambar 4.1) terbuat dari plat stainless steel berlubang dengan
digilib.uns.ac.id 38 BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Proses PembuatanTabung Peniris Luar dan tutup Tabung luar peniris dan tutup peniris (Gambar 4.1) terbuat dari plat stainless steel berlubang dengan
III. METODOLOGI PENELITIAN. Penelitian sekaligus pengambilan data dilakukan di Laboratorium Produksi dan
 III. METODOLOGI PENELITIAN A. Tempat Penelitian Penelitian sekaligus pengambilan data dilakukan di Laboratorium Produksi dan laboratorium Metrologi Teknik Mesin Universitas lampung dan laboratorium SMK
III. METODOLOGI PENELITIAN A. Tempat Penelitian Penelitian sekaligus pengambilan data dilakukan di Laboratorium Produksi dan laboratorium Metrologi Teknik Mesin Universitas lampung dan laboratorium SMK
Membuat Parut Listrik Sederhana MEMBUAT PARUT LISTRIK SEDERHANA (KOMPETENSI DASAR PERBANDINGAN) Oleh : Sutaji Pratomo. 1 x 2.
 Oleh : Sutaji Pratomo. 1 x 2.") MEMBUAT PARUT LISTRIK SEDERHANA (KOMPETENSI DASAR PERBANDINGAN) Oleh : Sutaji Pratomo ) A. LATAR BELAKANG a. Awal munculnya ide/tema Setelah penulis dapat membuat unit las listrik berkekuatan.200 watt
MEMBUAT PARUT LISTRIK SEDERHANA (KOMPETENSI DASAR PERBANDINGAN) Oleh : Sutaji Pratomo ) A. LATAR BELAKANG a. Awal munculnya ide/tema Setelah penulis dapat membuat unit las listrik berkekuatan.200 watt
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Pengertian Proses Produksi Proses produksi adalah tahap-tahap yang harus dilewati dalam memproduksi barang atau jasa. Ada proses produksi membutuhkan waktu yang lama, misalnya
BAB II LANDASAN TEORI 2.1 Pengertian Proses Produksi Proses produksi adalah tahap-tahap yang harus dilewati dalam memproduksi barang atau jasa. Ada proses produksi membutuhkan waktu yang lama, misalnya
PROSES PEMBUATAN POROS UTAMA PADA MESIN PENCACAH DAGING PROYEK AKHIR
 PROSES PEMBUATAN POROS UTAMA PADA MESIN PENCACAH DAGING PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Guna Memperoleh Gelar Ahli Madya Program
PROSES PEMBUATAN POROS UTAMA PADA MESIN PENCACAH DAGING PROYEK AKHIR Diajukan Kepada Fakultas Teknik Universitas Negeri Yogyakarta Untuk Memenuhi Sebagian Persyaratan Guna Memperoleh Gelar Ahli Madya Program
BAB II TINJAUAN PUSTAKA
 5 BAB II TINJAUAN PUSTAKA 2.1 Pengertian Mesin Pan Granulator Mesin Pan Granulator adalah alat yang digunakan untuk membantu petani membuat pupuk berbentuk butiran butiran. Pupuk organik curah yang akan
5 BAB II TINJAUAN PUSTAKA 2.1 Pengertian Mesin Pan Granulator Mesin Pan Granulator adalah alat yang digunakan untuk membantu petani membuat pupuk berbentuk butiran butiran. Pupuk organik curah yang akan
SETYO SUWIDYANTO NRP Dosen Pembimbing Ir. Suhariyanto, MSc
 PERHITUNGAN SISTEM TRANSMISI PADA MESIN ROLL PIPA GALVANIS 1 ¼ INCH SETYO SUWIDYANTO NRP 2110 030 006 Dosen Pembimbing Ir. Suhariyanto, MSc PROGRAM STUDI DIPLOMA III JURUSAN TEKNIK MESIN Fakultas Teknologi
PERHITUNGAN SISTEM TRANSMISI PADA MESIN ROLL PIPA GALVANIS 1 ¼ INCH SETYO SUWIDYANTO NRP 2110 030 006 Dosen Pembimbing Ir. Suhariyanto, MSc PROGRAM STUDI DIPLOMA III JURUSAN TEKNIK MESIN Fakultas Teknologi
BAB III METODE PENELITIAN
 3.1 Diagram alir proses penelitian BAB III METODE PENELITIAN MULAI KRITERIA ALTERNATIF DESAIN PEMILIHAN DESAIN DETAIL DESAIN GAMBAR TEKNIK ANALISA GAMBAR KOMPONEN STANDAR KOMPONEN YANG DIBUAT PENGADAAN
3.1 Diagram alir proses penelitian BAB III METODE PENELITIAN MULAI KRITERIA ALTERNATIF DESAIN PEMILIHAN DESAIN DETAIL DESAIN GAMBAR TEKNIK ANALISA GAMBAR KOMPONEN STANDAR KOMPONEN YANG DIBUAT PENGADAAN
RANCANG BANGUN MESIN PENEPUNG SINGKONG
 RANCANG BANGUN MESIN PENEPUNG SINGKONG PROYEK AKHIR Diajukan sebagai salah satu syarat untuk memperoleh gelar Ahli Madya Disusun oleh: ANGGA KURNIAWAN NIM. I 8112005 PROGRAM DIPLOMA TIGA TEKNIK MESIN FAKULTAS
RANCANG BANGUN MESIN PENEPUNG SINGKONG PROYEK AKHIR Diajukan sebagai salah satu syarat untuk memperoleh gelar Ahli Madya Disusun oleh: ANGGA KURNIAWAN NIM. I 8112005 PROGRAM DIPLOMA TIGA TEKNIK MESIN FAKULTAS
FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA JOB SHEET PROSES PEMESINAN KOMPLEKS
 Komponen: RUMAH RAGUM Agar mahasiswa : Dapat menyiapkan bahan dasar (blank) ring poros arbor dengan mesin bubut sesuai ukuran gambar kerja. 1. Mesin Frais 2. Vernier caliper 3. Bor 1. Jangan merubah kecepatan
Komponen: RUMAH RAGUM Agar mahasiswa : Dapat menyiapkan bahan dasar (blank) ring poros arbor dengan mesin bubut sesuai ukuran gambar kerja. 1. Mesin Frais 2. Vernier caliper 3. Bor 1. Jangan merubah kecepatan
BAB II DASAR TEORI. 2.1 Konsep Perencanaan Sistem Produksi. 2.2 Pengelasan
 BAB II DASAR TEORI 2.1 Konsep Perencanaan Sistem Produksi Pada perancangan suatu kontruksi hendaknya mempunyai suatu konsep perencanaan. Konsep perencanaan ini akan membahas dasar-dasar teori yang akan
BAB II DASAR TEORI 2.1 Konsep Perencanaan Sistem Produksi Pada perancangan suatu kontruksi hendaknya mempunyai suatu konsep perencanaan. Konsep perencanaan ini akan membahas dasar-dasar teori yang akan
BAB IV PROSES PRODUKSI DAN PENGUJIAN
 BAB IV PROSES PRODUKSI DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan merupakan salah satu tahap untuk membuat komponenkomponen pada Rotary Welding Machine. Komponen-komponen yang akan dibuat adalah
BAB IV PROSES PRODUKSI DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan merupakan salah satu tahap untuk membuat komponenkomponen pada Rotary Welding Machine. Komponen-komponen yang akan dibuat adalah
BAB V MESIN MILLING DAN DRILLING
 BAB V MESIN MILLING DAN DRILLING 5.1 Definisi Mesin Milling dan Drilling Mesin bor (drilling) merupakan sebuah alat atau perkakas yang digunakan untuk melubangi suatu benda. Cara kerja mesin bor adalah
BAB V MESIN MILLING DAN DRILLING 5.1 Definisi Mesin Milling dan Drilling Mesin bor (drilling) merupakan sebuah alat atau perkakas yang digunakan untuk melubangi suatu benda. Cara kerja mesin bor adalah
LAPORAN TUGAS AKHIR STUDY TENTANG CUTTING FORCE MESIN BUBUT (DESAIN DYNAMOMETER SEDERHANA)
") LAPORAN TUGAS AKHIR STUDY TENTANG CUTTING FORCE MESIN BUBUT (DESAIN DYNAMOMETER SEDERHANA) Laporan Tugas Akhir ini Disusun Sebagai Syarat Untuk Memperoleh Gelar Sarjana Teknik Pada Jurusan Teknik Mesin
LAPORAN TUGAS AKHIR STUDY TENTANG CUTTING FORCE MESIN BUBUT (DESAIN DYNAMOMETER SEDERHANA) Laporan Tugas Akhir ini Disusun Sebagai Syarat Untuk Memperoleh Gelar Sarjana Teknik Pada Jurusan Teknik Mesin
PROSES FREIS ( (MILLING) Paryanto, M.Pd.
 Paryanto, M.Pd.") PROSES FREIS ( (MILLING) Paryanto, M.Pd. Jur.. PT. Mesin FT UNY Proses pemesinan freis (milling) adalah penyayatan benda kerja menggunakan alat dengan mata potong jamak yang berputar. proses potong Mesin
PROSES FREIS ( (MILLING) Paryanto, M.Pd. Jur.. PT. Mesin FT UNY Proses pemesinan freis (milling) adalah penyayatan benda kerja menggunakan alat dengan mata potong jamak yang berputar. proses potong Mesin
Parameter Pemotongan pada Proses Pembubutan
 Materi 1 Parameter Pemotongan pada Proses Pembubutan Yang dimaksud dengan parameter pemotongan pada proses pembubutan adalah, informasi berupa dasar-dasar perhitungan, rumus dan tabel-tabel yang mendasari
Materi 1 Parameter Pemotongan pada Proses Pembubutan Yang dimaksud dengan parameter pemotongan pada proses pembubutan adalah, informasi berupa dasar-dasar perhitungan, rumus dan tabel-tabel yang mendasari
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN Dalam melaksanakan pengujian ini penulis menggunakan metode pengujian dan prosedur pengujian. Sehingga langkah-langkah serta tujuan dari pengujian yang dilakukan dapat sesuai
BAB III METODOLOGI PENELITIAN Dalam melaksanakan pengujian ini penulis menggunakan metode pengujian dan prosedur pengujian. Sehingga langkah-langkah serta tujuan dari pengujian yang dilakukan dapat sesuai
SOAL LATIHAN 4 TEORI KEJURUAN PEMESINAN
 SOAL LATIHAN 4 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 PSOAL: F018-PAKET B-08/09 1. Sebuah batang bulat dengan diameter 20 mm harus
SOAL LATIHAN 4 TEORI KEJURUAN PEMESINAN OLEH: TIM PEMESINAN SMK PGRI 1 NGAWI CONTACT PERSON: HOIRI EFENDI, S.PD 085736430673 PSOAL: F018-PAKET B-08/09 1. Sebuah batang bulat dengan diameter 20 mm harus
PENGARUH PERUBAHAN KECEPATAN PEMAKANAN TERHADAP KEKASARAN PERMUKAAN PADA PROSES PEMBUBUTAN
 PENGARUH PERUBAHAN KECEPATAN PEMAKANAN TERHADAP KEKASARAN PERMUKAAN PADA PROSES PEMBUBUTAN Hadimi Jurusan Teknik Mesin Politeknik Negeri Pontianak Email: had_imi@yahoo.co.id, hadimi.mr@gmail.com Hp: 05613038462
PENGARUH PERUBAHAN KECEPATAN PEMAKANAN TERHADAP KEKASARAN PERMUKAAN PADA PROSES PEMBUBUTAN Hadimi Jurusan Teknik Mesin Politeknik Negeri Pontianak Email: had_imi@yahoo.co.id, hadimi.mr@gmail.com Hp: 05613038462
PEMBUATAN PRODUK KUNCI CHUCK BOR DENGAN SISTEM DIMENSI PADA BEVEL GEAR MODUL 1,5 MM DENGAN SUDUT POROS 90 0
 PEMBUATAN PRODUK KUNCI CHUCK BOR DENGAN SISTEM DIMENSI PADA BEVEL GEAR MODUL,5 MM DENGAN SUDUT POROS 90 0 Imran Teknik Mesin Politeknik Bengkalis Jl. Batin Alam, Sei-Alam, Bengkalis-Riau imran@polbeng.ac.id
PEMBUATAN PRODUK KUNCI CHUCK BOR DENGAN SISTEM DIMENSI PADA BEVEL GEAR MODUL,5 MM DENGAN SUDUT POROS 90 0 Imran Teknik Mesin Politeknik Bengkalis Jl. Batin Alam, Sei-Alam, Bengkalis-Riau imran@polbeng.ac.id
BAB III PEMBUATAN KOMPONEN PENDUKUNG UTAMA
 BAB III PEMBUATAN KOMPONEN PENDUKUNG UTAMA 3.1 Alat-alat yang dibutuhkan dalam Pembuatan Gokart Sebelum dilakukan proses pembuatan gokart terlebih dahgulu dilakukan perencanaan yang berupa perancangan
BAB III PEMBUATAN KOMPONEN PENDUKUNG UTAMA 3.1 Alat-alat yang dibutuhkan dalam Pembuatan Gokart Sebelum dilakukan proses pembuatan gokart terlebih dahgulu dilakukan perencanaan yang berupa perancangan
III. METODOLOGI PENELITIAN. Penelitian ini dilaksanakan pada bulan Februari 2013 sampai dengan Maret 2013
 III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilaksanakan pada bulan Februari 2013 sampai dengan Maret 2013 di Laboratorium Daya dan Alat Mesin Pertanian, Jurusan Teknik Pertanian,
III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilaksanakan pada bulan Februari 2013 sampai dengan Maret 2013 di Laboratorium Daya dan Alat Mesin Pertanian, Jurusan Teknik Pertanian,
DESIGN AND MANUFACTURE ROTARY WELDING MACHINE (MACHINING PROCCES)
") DESIGN AND MANUFACTURE ROTARY WELDING MACHINE (MACHINING PROCCES) PROYEK AKHIR Diajukan untuk memenuhi persyaratan guna memperoleh gelar Ahli Madya (A.Md) Progam Studi Diploma Tiga Teknik Mesin Disusun
DESIGN AND MANUFACTURE ROTARY WELDING MACHINE (MACHINING PROCCES) PROYEK AKHIR Diajukan untuk memenuhi persyaratan guna memperoleh gelar Ahli Madya (A.Md) Progam Studi Diploma Tiga Teknik Mesin Disusun
B. Sentot Wijanarka, Teknik Pemesinan Dasar, BAB 2
 BAB 2 PROSES BUBUT(TURNING) Tujuan : Setelah mempelajari materi ajar ini mahasiswa memilikim kompetensi: 1. Dapat merencanakan proses pemesinan pembuatan poros lurus dengan menggunakan mesin bubut 2. Dapat
BAB 2 PROSES BUBUT(TURNING) Tujuan : Setelah mempelajari materi ajar ini mahasiswa memilikim kompetensi: 1. Dapat merencanakan proses pemesinan pembuatan poros lurus dengan menggunakan mesin bubut 2. Dapat
: Teknologi Industri Pembimbing : 1.Dr. Rr Sri Poernomo Sari, ST., MT. : 2.Irwansyah, ST., MT
 ANALISIS PEMBUATAN JIG PENGUBAH SUDUT KEMIRINGAN VALVE SILINDER HEAD SEPEDA MOTOR MATIC Nama NPM : 20410985 Jurusan Fakultas : Ardi Adetya Prabowo : Teknik Mesin : Teknologi Industri Pembimbing : 1.Dr.
ANALISIS PEMBUATAN JIG PENGUBAH SUDUT KEMIRINGAN VALVE SILINDER HEAD SEPEDA MOTOR MATIC Nama NPM : 20410985 Jurusan Fakultas : Ardi Adetya Prabowo : Teknik Mesin : Teknologi Industri Pembimbing : 1.Dr.