BAB IV PENGUMPULAN DAN PENGOLAHAN DATA
|
|
|
- Budi Oesman
- 6 tahun lalu
- Tontonan:
Transkripsi
1 BAB IV PENGUMPULAN DAN PENGOLAHAN DATA Bab ini memuat sejarah singkat PT. Surya Plastindo Utama, pengumpulan data dan pengolahan data dengan menggunakan QFD (Quality Function Deployment) dan DFMEA (Design Failure Mode and Effect Analysis).. Sejarah Singkat Perusahaan PT. Surya Plastindo Utama merupakan sebuah perusahaan yang memproduksi produk berbahan plastik seperti mangkuk, gelas, piring, dan produk berbahan plastik lainnya seperti Body Sealpack. Sebagian besar produk yang dihasilkan dipasarkan untuk pasar lokal, dan sebagian ada yang di ekspor. Awalnya PT. Surya Plastindo Utama hanya memiliki beberapa mesin injeksi dan mesin manufaktur (mesin milling, mesin bubut, mesin gerinda, mesin wire cut dan mesin EDM). Namun seiring dengan perkembangan perusahaan maka perusahaan mulai menambah mesin-mesin baru (baik mesin injeksi maupun mesin manufaktur). 8
2 9. Pengumpulan Data Body Sealpack merupakan produk baru yang masih memerlukan banyak pengembangan. Hal ini terbukti dari banyaknya produk Body Sealpack yang cacat. mengetahui penyebab cacat dari produk Body Sealpack maka data jenis cacat dan jumlah unit yang cacat dikumpulkan. Data diambil dari Team QC per bulan 8 Januari 03 sampai 5 Februari 03. Berikut tabel jenis cacat dan jumlah cacat dari produk Body Sealpack. Tabel. Jenis dan Jumlah Cacat Produk Body Sealpack Jenis Cacat Jumlah Dinding tebal tipis 500 Gores 900 Kotor 350 Sink Mark (Penyok) 3700 Short Mold (Produk tidak full) 50 produk Body Sealpack itu sendiri dimana merupakan cacat tertinggi dapat dilihat pada Gambar.. Di sini ditampilkan gambar Produk Body Sealpack dengan cacat dinding tebal tipis. Dapat dilihat bahwa Produk Body Sealpack ini tebal tipis, sehingga tidak dapat terbentuk suatu produk utuh. Kemudian jika kita tinjau dari Moldingnya, dapat dilihat Gambar.. Dari sisi Molding ini dapat kita gunakan sebagai bahan untuk analisa lebih lanjut. Molding yang sudah ada ini dari segi Desainnya dapat dilihat pada Gambar.3. Selanjutnya digunakan untuk perbaikan setelah analisa dilakukan.









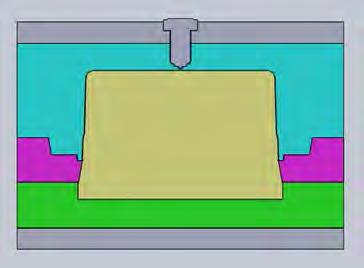
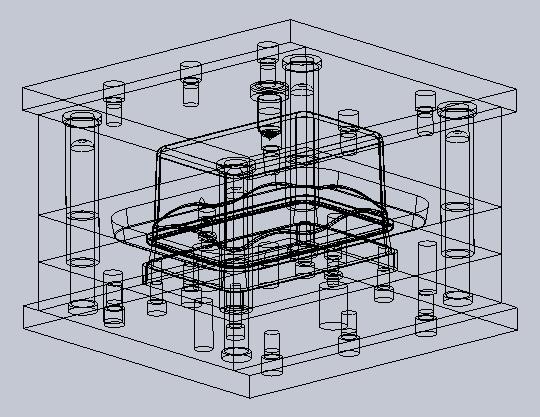
3 30 Gambar. Cacat dinding tebal tipis pada Body Sealpack Gambar. Mold Body Sealpack Sebelum Diperbaiki Gambar.3 Gambar Desain Mold Body Sealpack Sebelum Diperbaiki
4 3.3 Pengolahan Data Dari hasil pengumpulan data yang sudah kita dapat, dan juga dilihat cukup, maka kita melanjutkan untuk proses pengolahan data. Dari data jenis dan jumlah cacat pada Tabel. maka dibuat Diagram Pareto. Hasil pengolahan data tersebut dapat dilihat pada Tabel. dan untuk Diagram Pareto dapat dilihat pada Gambar.. Dengan melihat kondisi Produk Body Sealpack yang cacat tersebut ditemukan bahwa yang paling dominan adalah Cacat dengan Produk Tebal Tipis. Dari cacat yang dihasilkan ini disebabkan oleh mold. Oleh sebab itu kita bisa menggunakan beberapa metode yang di integrasikan bersama. Tujuan dengan mengintegrasikan beberapa metode ini adalah untuk mendapatkan solusi yang lebih baik. Ada metode yang bisa kita pakai dalam penyelesaian masalah ini, yaitu QFD (Quality Function Deployment) dan DFMEA (Design Failure Mode and Effect Analysis). Metode ini saling melengkapi satu sama lain. Dimana DFMEA masih bersifat subyektif, sedang QFD sudah mengarah ke obyektif. Tabel. Hasil Pengolahan Data Jenis dan Jumlah Cacat Produk Body Sealpack No Jenis Cacat Jumlah Frekuensi Akumulasi (%) (%) Dinding tebal tipis Short Mold (Produk tidak full) Sink Mark (Penyok) Gores Kotor Total 00 00
5 3 Gambar. Diagram Pareto Hasil Pengolahan Data Jenis dan Jumlah Cacat Produk Body Sealpack.3. Pengolahan Data dengan Metode QFD Setelah kita melihat permasalah yang ada dan dasar teori solusi dengan menggunakan QFD, maka sekarang kita akan mencoba menggunakan dasar teori QFD itu untuk menyelesaikan permasalahan yang ada. Adapun urutan penyelesaian masalah dengan metode QFD telah dijelaskan dibagian sebelumnya. Seperti yang telah dijelaskan sebelumnya bahwa penyelesaian masalah hanya berfokus pada perbaikan mold (cetakan). Kita akan mencoba menganalisa mold dengan menggunakan metode QFD. Oleh karena itu saat ini kita langsung menuju tahap demi-demi tahap.

6 Product Attributes Dalam perancangan Mold Body Sealpack, maka atribut produk dapat diklasifikasikan sebagai berikut : Tabel.3 Atribut yang Diinginkan dari Produk Body Sealpack dan Mold Body Sealpack..3.. Product Evaluation Pada tahap ini kita akan melakukan evaluasi terhadap atribut yang menjadi harapan kita. Masing-masing atribut diberi penilaian dalam skala 5, sesuai dengan kondisi aktual sebelum perbaikan. Sehingga kita dapat mengetahui atributatribut mana yang perlu mendapat perhatian untuk dicari solusi sesuai dengan tujuan awal dari penelitian ini. Adapun atribut produk yang perlu diperbaiki adalah atribut nomor (produk yang dihasilkan berkualitas dengan tebal dinding sama). Berikut tabel Product Evaluation yang dimaksud.
7 3 Tabel. Evaluasi Produk Body Sealpack dan Mold Project Objective Pada tahap ini ditentukan Target Value, Improvement Rate, Weight (bobot) dari masing-masing atribut Adapun rumus yang dipakai : Improvement Rate = Target Value / Evaluation Score Weight = Relative Importance Index x Improvement Rate Dengan menggunakan Rumus ini, kita dapat mengolah data yang sudah ada. Pengolahan ada pada Tabel.5 dan juga Tabel.. Hasil Pengolahan Project Objective ada pada Tabel.7
8 35 Tabel.5 Perhitungan Improve Rate Tabel. Perhitungan Weight
9 3 Tabel.7 Project Objective Produk Body Sealpack dan Mold.3.. Engineering Characteristics (Technical Parameter) Pada tahap ini dijabarkan parameter teknis yang secara teknikal berhubungan langsung dengan atribut Masing-masing parameter teknis memiliki satuan yang dapat diukur. Karena perbaikan kita hanya berfokus pada perbaikan mold, maka parameter teknis yang diambil adalah parameter teknis yang berhubungan langsung dengan desain mold. Tabel.8 Engineering Characteristics (Technical Parameter)
10 Interaction Matrix Ini adalah the core of QFD method (metode inti QFD). Pada tahap ini dicari hubungan antara atribut produk dengan parameter-parameter teknis. Hubungan macam apakah yang terjadi: kuat, lemah, atau tak ada hubungannya. Kuat lemahnya hubungan tersebut dapat dilihat dari nilai the relationship score. Dimana : The Relationship Score = The Strength of Relationship x Weight of Attribute perhitungannya kita bisa menggunakan pada Tabel.9 untuk Strength of Relationship, dan Tabel.0 untuk Weigth of Attribute. Sebagai contoh : relationship score untuk atribut no. (Mold tahan lama) dan Material Mold dapat dihitung dengan = 30. x 9 = 7.8. Tabel.9 Strength of Relationship Tabel.0 Tabel Weight of Attribute
11 38 Tabel.0 Interaction Matrix.3.. Interaction Between Parameters Tahap ini akan menggambarkan interaksi yang ada antara produk atribut dengan parameter teknis dari mold. Sebagai contoh: konstruksi mold akan mempengaruhi dimensi mold, dimana semakin rumit konstruksi sebuah mold maka dimensi dari mold tersebut semakin besar.
12 39 Tabel. Interaction Between Parameter.3..7 Technical Analysis & Target Value Pada tahap ini sudah ditentukan target value dan prioritas perbaikan parameter teknis. Hanya dipilih beberapa parameter taknis yang akan diperbaiki. Apabila kita lihat pada tabel dibawah, kita dapat melihat bahwa fokus perbaikan hanya pada desain/konstruksi dari mold. Dimana desain/konstruksi mold selalu mempunyai hubungan dengan atribut-atribut yang hendak dicapai, terutama atribut produk body sealpack dengan tebal dinding yang sama.
13 0 Tabel. Technical Analysis & Target Value Produk Body Sealpack dan Mold.3..8 Feasibility Pada tahap ini kita akan melakukan analisa terhadap kemampuan perusahaan dalam melakukan perbaikan mold. Adapun bagian yang secara langsung berhubungan dalam pembuatan mold adalah bagian mold centre. Pengetahuan dan skill dari mold centre sangat mempengaruhi hasil dari improve yang dilakukan. Dari pihak perancang dan juga pelaksana, saling bekerjasama dalam pengembangannya.
14 .3..9 Development Merupakan tahap akhir dari proses QFD ini. Pada tahap ini kita memutuskan target values untuk parameter-parameter teknis dan menyesuaikan dengan kapasitas pengembangan yang ada. Dapat dilihat pada tabel gambar sebelumnya..3. Pengolahan Data dengan Metode DFMEA Metode ini digunakan untuk melihat bagian-bagian pada mold body sealpack yang mengalami kegagalan terbesar sehingga bisa diketahui penyebab dan analisa penyelesaiannya. memulai menganalisa mold dengan DFMEA terlebih dahulu perlu diketahui bagian-bagian dari mold body sealpack tersebut, fungsi masing-masing part, potensi kegagalan, efek kegagalan, dan frekuensi kegagalan. Setelah kita mengetahui bagian-bagian mold body sealpack tersebut, kita breakdown setiap kemungkinan yang terjadi pada setiap bagian mold ini. mold body sealpack ini terdiri dari : Plat Clamping Plat Cavity Plat Stripper Plat Core Insert Core Guide Pin Guide Bush Return Pin Selanjutnya kita masukkan pada Tabel FMEA. Dan kita jabarkan beberapa kemungkinan yang bisa membuat part tersebut terjadi kegagalan. Dari kegagalan
15 itu kita lihat efek apa yang terjadi. Dari tabel.3 kita tentukan nilai Severity dari mold Body Sealpack ini. Setelah itu kita tentukan Penyebab dari Kegagalan yang terjadi. Dari tabel.5 kita tentukan nilai Occurance. Ranking dari setiap part mold ini. Setelah itu kita tentukan Nilai Deteksi. Ranking dari setiap part mold ini. Dan dari Nilai Severity, Nilai Occurance dan Nilai Detection kita hitung nilai RPNnya dengan mengalikan faktor-faktor tersebut. Dari Nilai RPN yang Nilainya tinggi, kita dapat melihat part inilah yang nanti kita lakukan perbaikan. Dengan pengumpulan dan pengolahan data ini, maka selanjutnya dapat dilakukan Analisa yang akan dibahas pada Bab 5. Tabel yang dapat dipakai yang merupakan hasil akhir dari Pengolahan Data dengan Metode DFMEA adalah tertuang pada Tabel.5.
16 3 Tabel.3 Pengisian Fungsi Part, Kemungkinan Kegagalan Part, Efek Kegagalan part pada Tabel DFMEA Mold Body Sealpack Nama Part/Assembly : Body Sealpack Nama Pemasok : PT Surya Plastindo Utama Nomor FMEA : FMEA Nomor Part/Assembly : 389 Schedule Production Release Date : Halaman :...dari... DESAIN Engineer : Sutarto Tanggal : Maret 03 Pelanggan/Aplikasi/Lain: No Part Function of Part Potential Failure Mode Effect of Failure Mode Seve rity Cause of Failure Mode Occu rance Detec tion RPN Corrective /preventive action Clamping mengeklem mold pada mesin injeksi. Tidak sejajar. Mold tidak sejajar terhadap mesin. Cavity membentuk a.tidak sejajar. b.cooling bocor. c.tidak presisi, cavity geser. a.dinding produk tebal tipis. b.produk bercak air. 3 Stripper melepas produk dari mold. a.tidak sejajar. b.tidak presisi, stripper geser. a.dinding produk tebal tipis. b.produk bercak air. Core membentuk a.tidak sejajar. b.cooling bocor. c.tidak presisi, core geser. a.dinding produk tebal tipis. b.produk bercak air. 5 Insert Core membentuk a.tidak sejajar b.cooling bocor c.tidak presisi, insert core geser. a.proses eject tidak lancar. Guide pin Pengarah mold. Pengarah mold. Permukaan cacat. Mold bisa rapat. tidak 7 8 Guide Bush Return Pin me ngembalikan ejector ke posisi semula setelah proses eject Permukaan cacat. Permukaan cacat. Proses eject tidak lancar. Proses eject tidak lancar.
17 Tabel. Pengisian Nilai Severity, Penyebab Kegagalan, Nilai Occurance, Nilai Detection, Nilai RPN, dan Tindakan Perbaikan pada Tabel DFMEA Mold Body Sealpack Nama Part/Assembly : Body Sealpack Nama Pemasok : PT Surya Plastindo Utama Nomor FMEA : FMEA Nomor Part/Assembly : 389 Schedule Production Release Date : Halaman :...dari... DESAIN Engineer : Sutarto Tanggal : Maret 03 Pelanggan/Aplikasi/Lain: No Part Function of Part Potential Failure Mode Effect of Failure Mode Seve rity Cause of Failure Mode Occu rance Detec tion RPN Corrective /preventive action Clamping mengeklem mold pada mesin injeksi. Tidak sejajar. Mold tidak sejajar terhadap mesin. Proses machining NG. Cavity membentuk a.tidak sejajar. b.cooling bocor. c.tidak presisi, cavity geser. a.dinding produk tebal tipis. b.produk bercak air. 8 a.proses b.seal keras /mati. c.proses 9 3 Stripper Core melepas produk dari mold. membentuk a.tidak sejajar. b.tidak presisi, stripper geser. a.tidak sejajar. b.cooling bocor. c.tidak presisi, core geser. a.dinding produk tebal tipis. b.produk bercak air. a.dinding produk tebal tipis. b.produk bercak air. 9 a.proses b.-proses machining NG -Desain tidak fungsional. a.proses b.seal keras/mati. c.proses Insert Core Guide pin Guide Bush Return Pin membentuk Pengarah mold. Pengarah mold. me ngembalikan ejector ke posisi semula setelah proses eject a.tidak sejajar b.cooling bocor c.tidak presisi, insert core geser. Permukaan cacat. Permukaan cacat. Permukaan cacat. a.proses eject tidak lancar. Mold bisa rapat. tidak Proses eject tidak lancar. Proses eject tidak lancar. 5 a.proses b.seal keras/mati. c.proses a.ada kotoran. b.pelumasan kurang. a.ada kotoran. b.pelumasan kurang. a.ada kotoran. b.pelumasan kurang
18 5 Tabel.5 Tabel Pengolahan Data dengan Menggunakan Metode DFMEA Nama Part/Assembly : Body Sealpack Nama Pemasok : PT Surya Plastindo Utama Nomor FMEA : FMEA Nomor Part/Assembly : 389 Schedule Production Release Date : Halaman :...dari... DESAIN Engineer : Sutarto Tanggal : Maret 03 Pelanggan/Aplikasi/Lain: No Part Function of Part Potential Failure Mode Effect of Failure Mode Seve rity Cause of Failure Mode Occu rance Detec tion RPN Corrective /preventive action Clamping mengeklem mold pada mesin injeksi. Tidak sejajar. Mold tidak sejajar terhadap mesin. Proses machining NG. 3 Cavity Stripper Core membentuk melepas produk dari mold. membentuk a.tidak sejajar. b.cooling bocor. c.tidak presisi, cavity geser. a.tidak sejajar. b.tidak presisi, stripper geser. a.tidak sejajar. b.cooling bocor. c.tidak presisi, core geser. a.dinding produk tebal tipis. b.produk bercak air. a.dinding produk tebal tipis. b.produk bercak air. a.dinding produk tebal tipis. b.produk bercak air. 8 9 a.proses b.seal keras /mati. c.proses a.proses b.-proses machining NG -Desain tidak fungsional. a.proses b.seal keras/mati. c.proses 9 3 Taper nok dibuat lebih tinggi. Ganti plate stripper yang lebih tebal. Dudukan insert core dibuat lebih presisi agar insert core tak bergeser Insert Core Guide pin Guide Bush Return Pin membentuk Pengarah mold. Pengarah mold. me ngembalikan ejector ke posisi semula setelah proses eject a.tidak sejajar b.cooling bocor c.tidak presisi, insert core geser. Permukaan cacat. Permukaan cacat. Permukaan cacat. a.proses eject tidak lancar. Mold bisa rapat. tidak Proses eject tidak lancar. Proses eject tidak lancar. 5 a.proses b.seal keras/mati. c.proses a.ada kotoran. b.pelumasan kurang. a.ada kotoran. b.pelumasan kurang. a.ada kotoran. b.pelumasan kurang
INTEGRASI METODE QFD DAN DFMEA DALAM PERBAIKAN DESAIN MOLD PADA MOLD BODY SEALPACK DI PERUSAHAAN INJECTION
 INTEGRASI METODE QFD DAN DFMEA DALAM PERBAIKAN DESAIN MOLD PADA MOLD BODY SEALPACK DI PERUSAHAAN INJECTION Muhammad Kholil 1*, Suryanto 2 1,2 Program Studi Teknik Industri, Fakultas Teknik, Universitas
INTEGRASI METODE QFD DAN DFMEA DALAM PERBAIKAN DESAIN MOLD PADA MOLD BODY SEALPACK DI PERUSAHAAN INJECTION Muhammad Kholil 1*, Suryanto 2 1,2 Program Studi Teknik Industri, Fakultas Teknik, Universitas
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI Bab ini akan menguraikan mengenai teori-teori yang berkaitan dengan masalah yang ingin dibahas dan dipecahkan. Teori-teori yang digunakan dalam perbaikan Mold Body Sealpack. 2.1 Produksi
BAB II LANDASAN TEORI Bab ini akan menguraikan mengenai teori-teori yang berkaitan dengan masalah yang ingin dibahas dan dipecahkan. Teori-teori yang digunakan dalam perbaikan Mold Body Sealpack. 2.1 Produksi
ANALISIS DATA. Universitas Indonesia. Peningkatan kualitas..., Wilson Kosasih, FT UI, 2009
 ANALISIS DATA 4.1 FASE ANALISA Fase ini merupakan fase mencari dan menentukan akar sebab dari suatu masalah. Kemudian, dilakukan brainstroming dengan pihak perusahaan untuk mengidentifikasi akar permasalahan
ANALISIS DATA 4.1 FASE ANALISA Fase ini merupakan fase mencari dan menentukan akar sebab dari suatu masalah. Kemudian, dilakukan brainstroming dengan pihak perusahaan untuk mengidentifikasi akar permasalahan
BAB V ANALISA PEMBAHASAN
 79 BAB V ANALISA PEMBAHASAN Setelah melakukan tahap pengumpulan dan pengolahan data, maka tahap selanjutnya adalah analisa pembahasan. Pada tahap ini akan dilakukan pengurutan terhadap Risk Priority Number
79 BAB V ANALISA PEMBAHASAN Setelah melakukan tahap pengumpulan dan pengolahan data, maka tahap selanjutnya adalah analisa pembahasan. Pada tahap ini akan dilakukan pengurutan terhadap Risk Priority Number
BAB V ANALISA HASIL. permukaan material terlihat bercak atau noda keputih-putihan. Bercak atau
 BAB V ANALISA HASIL 5.1 Definisi Cacat a. Belang Dari hasil pengolahan data sebelumnya terlihat bahwa jenis cacat belang merupakan jenis cacat terbanyak. Jenis cacat belang merupakan jenis cacat dimana
BAB V ANALISA HASIL 5.1 Definisi Cacat a. Belang Dari hasil pengolahan data sebelumnya terlihat bahwa jenis cacat belang merupakan jenis cacat terbanyak. Jenis cacat belang merupakan jenis cacat dimana
BAB V ANALISA HASIL. terbanyak dari Transmission Case (XCR) adalah sebagai berikut :
 adalah sebagai berikut :") BAB V ANALISA HASIL 5.1 Jenis Cacat Dari pengolahan data yang telah dilakukan, maka diambil 3 jenis cacat terbanyak dari Transmission Case (XCR) adalah sebagai berikut : a. Bocor (35,8%) Jenis cacat bocor
BAB V ANALISA HASIL 5.1 Jenis Cacat Dari pengolahan data yang telah dilakukan, maka diambil 3 jenis cacat terbanyak dari Transmission Case (XCR) adalah sebagai berikut : a. Bocor (35,8%) Jenis cacat bocor
BAB 3 METODOLOGI PEMECAHAN MASALAH
 55 BAB 3 METODOLOGI PEMECAHAN MASALAH 3.1 Diagram Alir Penelitian Gambar 3.1 Diagram Alir Penelitian 56 3.2 Langkah-langkah Penelitian Dalam melakukan penelitian, terdapat beberapa kegiatan untuk dapat
55 BAB 3 METODOLOGI PEMECAHAN MASALAH 3.1 Diagram Alir Penelitian Gambar 3.1 Diagram Alir Penelitian 56 3.2 Langkah-langkah Penelitian Dalam melakukan penelitian, terdapat beberapa kegiatan untuk dapat
BAB I PENDAHULUAN. 1.1 Latar Belakang
 BAB I PENDAHULUAN 1.1 Latar Belakang Industri atau perindustrian merupakan sebuah kegiatan ekonomi yang tidak hanya melakukan pengolahan bahan baku menjadi produk yang memiliki nilai lebih dalam penggunaannya
BAB I PENDAHULUAN 1.1 Latar Belakang Industri atau perindustrian merupakan sebuah kegiatan ekonomi yang tidak hanya melakukan pengolahan bahan baku menjadi produk yang memiliki nilai lebih dalam penggunaannya
BAB 2 LANDASAN TEORI
 BAB 2 LANDASAN TEORI 2.1 Perancangan Kerja Perancangan kerja merupakan disiplin ilmu yang dirancang untuk memberikan pengetahuan mengenai prinsip dan prosedur yang harus dilaksanakan dalam upaya memahami
BAB 2 LANDASAN TEORI 2.1 Perancangan Kerja Perancangan kerja merupakan disiplin ilmu yang dirancang untuk memberikan pengetahuan mengenai prinsip dan prosedur yang harus dilaksanakan dalam upaya memahami
KATA PENGANTAR DAN UCAPAN TERIMAKASIH DAFTAR ISI
 ABSTRAK PT Kandakawana Sakti bergerak pada bidang pengecatan yang berspesialisasi pada pengecatan body motor Honda. Penelitian ini diawali dengan masalah tingginya produk cacat yang dihasilkan dan kegagalan
ABSTRAK PT Kandakawana Sakti bergerak pada bidang pengecatan yang berspesialisasi pada pengecatan body motor Honda. Penelitian ini diawali dengan masalah tingginya produk cacat yang dihasilkan dan kegagalan
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN 3.1 Subjek dan Objek Penelitian Subjek penelitian ini adalah proses produksi di PT. XY, sedangkan objek penelitian ini adalah perbaikan dan meminimalisir masalah pada proses produksi
BAB III METODE PENELITIAN 3.1 Subjek dan Objek Penelitian Subjek penelitian ini adalah proses produksi di PT. XY, sedangkan objek penelitian ini adalah perbaikan dan meminimalisir masalah pada proses produksi
BAB 4 PENGUMPULAN DAN ANALISA DATA
 37 BAB 4 PENGUMPULAN DAN ANALISA DATA 4.1 Pengumpulan Data Data-data yang diperlukan dalam pembuatan skripsi ini terdiri dari data primer dan data sekunder. Data primer bertujuan untuk membuktikan adanya
37 BAB 4 PENGUMPULAN DAN ANALISA DATA 4.1 Pengumpulan Data Data-data yang diperlukan dalam pembuatan skripsi ini terdiri dari data primer dan data sekunder. Data primer bertujuan untuk membuktikan adanya
D E P A R T E M E N T E K N I K I N D U S T R I F A K U L T A S T E K N I K UNIVERSITAS SUMATERA UTARA M E D A N 2013
 PENERAPAN CONCURRENT ENGINEERING DENGAN MENGGUNAKAN TOOLS QUALITY FUNCTION DEPLOYMENT (QFD), FAILURE MODE AND EFFECT ANALYSIS (FMEA) DAN DESIGN STRUCTURE MATRIX (DSM) UNTUK PERANCANGAN PRODUK SPRINGBED
PENERAPAN CONCURRENT ENGINEERING DENGAN MENGGUNAKAN TOOLS QUALITY FUNCTION DEPLOYMENT (QFD), FAILURE MODE AND EFFECT ANALYSIS (FMEA) DAN DESIGN STRUCTURE MATRIX (DSM) UNTUK PERANCANGAN PRODUK SPRINGBED
REDUCING DEFECTS AND COSTS OF POOR QUALITY OF WW GRAY ROYAL ROOF USING DMAIC AND FMEAP (FAILURE MODE AND EFFECT ANALYSIS PROCESS)
") TUGAS AKHIR RI 1592 MENGURANGI JUMLAH CACAT DAN BIAYA KERUGIAN PADA PRODUK GENTENG WW ROYAL ABU-ABU DENGAN PENDEKATAN DMAIC DAN FMEAP (FAILURE MODE AND EFFECT ANALYSIS PROCESS) NOVEMIA PRANING H NRP 2502
TUGAS AKHIR RI 1592 MENGURANGI JUMLAH CACAT DAN BIAYA KERUGIAN PADA PRODUK GENTENG WW ROYAL ABU-ABU DENGAN PENDEKATAN DMAIC DAN FMEAP (FAILURE MODE AND EFFECT ANALYSIS PROCESS) NOVEMIA PRANING H NRP 2502
BAB V HASIL ANALISA DAN PEMBAHASAN
 BAB V HASIL ANALISA DAN PEMBAHASAN 5.1 Jenis Cacat Berdasarkan hasil dari diagram pareto yang telah dibuat, dapat dilihat persentase masing-masing jenis cacat, yaitu cacat Haze dengan persentase sebesar
BAB V HASIL ANALISA DAN PEMBAHASAN 5.1 Jenis Cacat Berdasarkan hasil dari diagram pareto yang telah dibuat, dapat dilihat persentase masing-masing jenis cacat, yaitu cacat Haze dengan persentase sebesar
BAB III METODOLOGI PENELITIAN. Pada bab ini akan dijelaskan langkah-langkah penelitian yang dilakukan. 3.1 Flow Chart
 32 BAB III METODOLOGI PENELITIAN Pada bab ini akan dijelaskan langkah-langkah penelitian yang dilakukan. 3.1 Flow Chart Mulai Survey Perusahaan Identifikasi Maslah Rumuskan Masalah Menetapkan Tujuan Pengumpulan
32 BAB III METODOLOGI PENELITIAN Pada bab ini akan dijelaskan langkah-langkah penelitian yang dilakukan. 3.1 Flow Chart Mulai Survey Perusahaan Identifikasi Maslah Rumuskan Masalah Menetapkan Tujuan Pengumpulan
Tabel dan Grafik Pengukuran Sigma
 Tabel dan Grafik Pengukuran Sigma 3 2.6771 2.5 2.2074 2.3429 2.4171 2 No. Jenis Komponen %Defect DPO DPMO Nilai Sigma 1 Plate 0.48 0.24 240000 2.2074 2 Bracket 0.40 0.2 200000 2.3429 3 Stiffener 0.24 0.12
Tabel dan Grafik Pengukuran Sigma 3 2.6771 2.5 2.2074 2.3429 2.4171 2 No. Jenis Komponen %Defect DPO DPMO Nilai Sigma 1 Plate 0.48 0.24 240000 2.2074 2 Bracket 0.40 0.2 200000 2.3429 3 Stiffener 0.24 0.12
PROSES PEMBUATAN PRODUK BERBAHAN PLASTIK DENGAN JENIS MATERIAL HDPE UNTUK TUTUP GALON AIR MINERAL DI PT. DYNAPLAST
 PROSES PEMBUATAN PRODUK BERBAHAN PLASTIK DENGAN JENIS MATERIAL HDPE UNTUK TUTUP GALON AIR MINERAL DI PT. DYNAPLAST PENULISAN ILMIAH Nama : Dede Kurniadi NPM : 21410739 Program Studi : Teknik Mesin Pembimbing
PROSES PEMBUATAN PRODUK BERBAHAN PLASTIK DENGAN JENIS MATERIAL HDPE UNTUK TUTUP GALON AIR MINERAL DI PT. DYNAPLAST PENULISAN ILMIAH Nama : Dede Kurniadi NPM : 21410739 Program Studi : Teknik Mesin Pembimbing
BAB IV ANALISIS DATA DAN PEMBAHASAN
 BAB IV ANALISIS DATA DAN PEMBAHASAN 4.1 Mold Review Mold lama yang digunakan dalam memproduksi Bobbin A K25G adalah jenis injection molding. Mold lama ini menggunakan system hot runner. Mold ini sendiri
BAB IV ANALISIS DATA DAN PEMBAHASAN 4.1 Mold Review Mold lama yang digunakan dalam memproduksi Bobbin A K25G adalah jenis injection molding. Mold lama ini menggunakan system hot runner. Mold ini sendiri
BAB II LANDASAN TEORI. 2.1 Failure Mode and Effect Analysis (FMEA) Definisi Failure Mode and Effect Analysis (FMEA)
 Definisi Failure Mode and Effect Analysis (FMEA)") BAB II LANDASAN TEORI 2.1 Failure Mode and Effect Analysis (FMEA) 2.1.1 Definisi Failure Mode and Effect Analysis (FMEA) Teknik engineering yang digunakan untuk menetapkan, mengidentifikasikan, dan menghilangkan
BAB II LANDASAN TEORI 2.1 Failure Mode and Effect Analysis (FMEA) 2.1.1 Definisi Failure Mode and Effect Analysis (FMEA) Teknik engineering yang digunakan untuk menetapkan, mengidentifikasikan, dan menghilangkan
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Proses Injection Molding Injection molding dapat membuat part yang memiliki bentuk yang kompleks dengan permukaan yang cukup baik. Variasi bentuk yang sangat banyak yang dapat
BAB II LANDASAN TEORI 2.1 Proses Injection Molding Injection molding dapat membuat part yang memiliki bentuk yang kompleks dengan permukaan yang cukup baik. Variasi bentuk yang sangat banyak yang dapat
Quality Function Deployment (QFD) in Product Design 3/15/2012 1
 in Product Design 3/15/2012 1") Quality Function Deployment (QFD) in Product Design 3/15/2012 1 is a method that supports the process from problem identification to design specification is a set of planning and communication routines
Quality Function Deployment (QFD) in Product Design 3/15/2012 1 is a method that supports the process from problem identification to design specification is a set of planning and communication routines
BAB 3 METODOLOGI PENELITIAN
 BAB 3 METODOLOGI PENELITIAN 3.1. Tahap Pendahuluan Tahap pendahuluan terdiri dari empat langkah utama yaitu pengamatan awal, perumusan masalah, menentukan tujuan penelitan dan menentukan batasan masalah.
BAB 3 METODOLOGI PENELITIAN 3.1. Tahap Pendahuluan Tahap pendahuluan terdiri dari empat langkah utama yaitu pengamatan awal, perumusan masalah, menentukan tujuan penelitan dan menentukan batasan masalah.
4 BAB V ANALISIS. Bagian kelima dari dari laporan skripsi ini menjelaskan tentang penulis
 4 BAB V ANALISIS 4.1 Analisa Bagian kelima dari dari laporan skripsi ini menjelaskan tentang penulis melakukan analisa dan hasil dari laporan skripsi, dan menguraikan tentang data-data yang telah dikumpulkan
4 BAB V ANALISIS 4.1 Analisa Bagian kelima dari dari laporan skripsi ini menjelaskan tentang penulis melakukan analisa dan hasil dari laporan skripsi, dan menguraikan tentang data-data yang telah dikumpulkan
ADLN - Perpustakaan Universitas Airlangga DAFTAR ISI HALAMAN JUDUL. HALAMAN PENGESAHAN SKRIPSI. HALAMAN PERNYATAAN ORISINALITAS KATA PENGANTAR...
 DAFTAR ISI HALAMAN JUDUL. HALAMAN PENGESAHAN. HALAMAN PERNYATAAN ORISINALITAS KATA PENGANTAR... ABSTRAK.. ABSTRACT DAFTAR ISI DAFTAR TABEL... DAFTAR GAMBAR.. DAFTAR LAMPIRAN... i ii iii iv viii ix x xv
DAFTAR ISI HALAMAN JUDUL. HALAMAN PENGESAHAN. HALAMAN PERNYATAAN ORISINALITAS KATA PENGANTAR... ABSTRAK.. ABSTRACT DAFTAR ISI DAFTAR TABEL... DAFTAR GAMBAR.. DAFTAR LAMPIRAN... i ii iii iv viii ix x xv
DAFTAR ISI LEMBAR PENGESAHAN... ii SURAT PERNYATAAN HASIL KARYA PRIBADI... iii ABSTRAK... iv KATA PENGANTAR DAN UCAPAN TERIMA KASIH... v DAFTAR ISI...
 ABSTRAK PT Wahana Pancha Nugraha, Bandung adalah perusahaan yang bergerak di bidang pembuatan Parts Manufacturing. Salah satu produk yang dihasilkan dari perusahaan ini adalah Dies mesin tablet untuk pharmaceutical
ABSTRAK PT Wahana Pancha Nugraha, Bandung adalah perusahaan yang bergerak di bidang pembuatan Parts Manufacturing. Salah satu produk yang dihasilkan dari perusahaan ini adalah Dies mesin tablet untuk pharmaceutical
BAB IIIPROSES PEMBUATAN MOLD GRAB RAIL K15A PROSES PEMBUATAN MOLD GRAB RAIL K15A
 BAB IIIPROSES PEMBUATAN MOLD GRAB RAIL K15A PROSES PEMBUATAN MOLD GRAB RAIL K15A 3.1 Deskripsi Molding Injection Mold (cetakan) terdiri dari dua bagian pelat bergerak (core plate) dan pelat diam (cavity
BAB IIIPROSES PEMBUATAN MOLD GRAB RAIL K15A PROSES PEMBUATAN MOLD GRAB RAIL K15A 3.1 Deskripsi Molding Injection Mold (cetakan) terdiri dari dua bagian pelat bergerak (core plate) dan pelat diam (cavity
USULAN PERBAIKAN KUALITAS PRODUK MENGGUNAKAN METODE FAULT TREE ANALYSIS (FTA) DAN FAILURE MODE AND EFFECT ANALYSIS (FMEA) DI PABRIK ROTI BARITON 1
 DAN FAILURE MODE AND EFFECT ANALYSIS (FMEA) DI PABRIK ROTI BARITON 1") Anugrah, dkk USULAN PERBAIKAN KUALITAS PRODUK MENGGUNAKAN METODE FAULT TREE ANALYSIS (FTA) DAN FAILURE MODE AND EFFECT ANALYSIS (FMEA) DI PABRIK ROTI BARITON 1 Ninda Restu Anugrah, Lisye Fitria, Arie Desrianty
Anugrah, dkk USULAN PERBAIKAN KUALITAS PRODUK MENGGUNAKAN METODE FAULT TREE ANALYSIS (FTA) DAN FAILURE MODE AND EFFECT ANALYSIS (FMEA) DI PABRIK ROTI BARITON 1 Ninda Restu Anugrah, Lisye Fitria, Arie Desrianty
BAB V ANALISA PEMECAHAN MASALAH
 BAB V ANALISA PEMECAHAN MASALAH 5.1 TAHAP ANALISIS (ANALYSE) Setelah di lakukan pengukuran maka dilakukan analisis permasalahan. Aktivitas utama tahap analisis adalah menentukan faktor penyebab cacat dengan
BAB V ANALISA PEMECAHAN MASALAH 5.1 TAHAP ANALISIS (ANALYSE) Setelah di lakukan pengukuran maka dilakukan analisis permasalahan. Aktivitas utama tahap analisis adalah menentukan faktor penyebab cacat dengan
BAB I PENDAHULUAN. 1.1 Latar Belakang. Perkembangan dunia industri saat ini diikuti oleh pembaruan penggunaan
 BAB I PENDAHULUAN 1.1 Latar Belakang Perkembangan dunia industri saat ini diikuti oleh pembaruan penggunaan bahan dasar produksi. Logam yang dahulu banyak digunakan dalam proses industri kini mulai ditinggalkan.
BAB I PENDAHULUAN 1.1 Latar Belakang Perkembangan dunia industri saat ini diikuti oleh pembaruan penggunaan bahan dasar produksi. Logam yang dahulu banyak digunakan dalam proses industri kini mulai ditinggalkan.
BAB IV PERANCANGAN SISTEM TERINTEGRASI
 BAB IV PERANCANGAN SISTEM TERINTEGRASI 4.1 Tahap Perancangan Sistem Terintegrasi Setelah dilakukan brainstorming dan studi pustaka, maka langkah selanjutnya adalah membuat sistem terintegrasi dari metode
BAB IV PERANCANGAN SISTEM TERINTEGRASI 4.1 Tahap Perancangan Sistem Terintegrasi Setelah dilakukan brainstorming dan studi pustaka, maka langkah selanjutnya adalah membuat sistem terintegrasi dari metode
USULAN PENGENDALIAN KUALITAS PRODUK STANG ENGKOL DI PRODUSEN SENJATA MENGGUNAKAN METODE FAILURE MODE EFFECT ANALYSIS DAN FAULT TREE ANALYSIS (FTA)
") Reka Integra ISSN: 2338-5081 Jurusan Teknik Industri Itenas.02 Vol.4 Jurnal Online Institut Teknologi Nasional Aprili 2016 USULAN PENGENDALIAN KUALITAS PRODUK STANG ENGKOL DI PRODUSEN SENJATA MENGGUNAKAN
Reka Integra ISSN: 2338-5081 Jurusan Teknik Industri Itenas.02 Vol.4 Jurnal Online Institut Teknologi Nasional Aprili 2016 USULAN PENGENDALIAN KUALITAS PRODUK STANG ENGKOL DI PRODUSEN SENJATA MENGGUNAKAN
BAB 1 PENDAHULUAN 1.1 Latar Belakang
 BAB 1 PENDAHULUAN 1.1 Latar Belakang Dewasa ini, dunia automotive di Indonesia menunjukkan perkembangan yang signifikan. Menurut harian Bisnis Indonesia pada 29 Maret 2012, peningkatan penjualan kendaraan
BAB 1 PENDAHULUAN 1.1 Latar Belakang Dewasa ini, dunia automotive di Indonesia menunjukkan perkembangan yang signifikan. Menurut harian Bisnis Indonesia pada 29 Maret 2012, peningkatan penjualan kendaraan
ABSTRAK. Kata Kunci: Slide Bracket, Kualitas, Six Sigma, DMAIC, DPMO, Usulan Peningkatan Kualitas
 ABSTRAK Peningkatan kualitas produk ataupun jasa yang dihasilkan merupakan sesuatu yang mutlak perlu dilakukan oleh setiap perusahaan untuk dapat bertahan di era yang semakin kompetitif ini. Penelitian
ABSTRAK Peningkatan kualitas produk ataupun jasa yang dihasilkan merupakan sesuatu yang mutlak perlu dilakukan oleh setiap perusahaan untuk dapat bertahan di era yang semakin kompetitif ini. Penelitian
4 BAB V ANALISIS. Bagian kelima dari dari laporan skripsi ini menjelaskan tentang penulis
 4 BAB V ANALISIS 4.1 Analisa Bagian kelima dari dari laporan skripsi ini menjelaskan tentang penulis melakukan analisa dan hasil dari laporan skripsi, dan menguraikan tentang data-data yang telah dikumpulkan
4 BAB V ANALISIS 4.1 Analisa Bagian kelima dari dari laporan skripsi ini menjelaskan tentang penulis melakukan analisa dan hasil dari laporan skripsi, dan menguraikan tentang data-data yang telah dikumpulkan
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA Pada bab ini dijabarkan tentang tinjauan pustaka yang digunakan sebagai acuan dalam menyelesaikan permasalahan yang ada. II.1 Sejarah FMEA (Failure Mode and Effect Analysis) Didalam
BAB II TINJAUAN PUSTAKA Pada bab ini dijabarkan tentang tinjauan pustaka yang digunakan sebagai acuan dalam menyelesaikan permasalahan yang ada. II.1 Sejarah FMEA (Failure Mode and Effect Analysis) Didalam
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN Metodologi penelitian ini menggambarkan langkah-langkah atau kerangka pikir yang akan dijalankan pada penelitian ini. Tujuan dari pembuatan metodologi penelitian ini adalah
BAB III METODOLOGI PENELITIAN Metodologi penelitian ini menggambarkan langkah-langkah atau kerangka pikir yang akan dijalankan pada penelitian ini. Tujuan dari pembuatan metodologi penelitian ini adalah
BAB III METODE PERANCANGAN. base gantungan baju multifungsi adalah sebagai berikut :
 BAB III METODE PERANCANGAN Metode perancangan merupakan langkah-langkah yang dijadikan pedoman dalam melakukan perancangan agar memperoleh hasil yang lebih baik dan memperkecil kesalahan kesalahan yang
BAB III METODE PERANCANGAN Metode perancangan merupakan langkah-langkah yang dijadikan pedoman dalam melakukan perancangan agar memperoleh hasil yang lebih baik dan memperkecil kesalahan kesalahan yang
MICROCELLULAR INJECTION MOLDING SEBAGAI ALTERNATIF DALAM PEMBUATAN PRODUK PLASTIK
 TUGAS AKHIR LABORATORIUM PERANCANGAN DAN PENGEMBANGAN PRODUK MICROCELLULAR INJECTION MOLDING SEBAGAI ALTERNATIF DALAM PEMBUATAN PRODUK PLASTIK AJUN HAKIKI 2105 100 147 JURUSAN TEKNIK MESIN FAKULTAS TEKNOLOGI
TUGAS AKHIR LABORATORIUM PERANCANGAN DAN PENGEMBANGAN PRODUK MICROCELLULAR INJECTION MOLDING SEBAGAI ALTERNATIF DALAM PEMBUATAN PRODUK PLASTIK AJUN HAKIKI 2105 100 147 JURUSAN TEKNIK MESIN FAKULTAS TEKNOLOGI
Bab III. Metodologi Penelitian. digunakan dalam penyelesaian masalah pada PT. Calvin Metal Products.
 40 Bab III Metodologi Penelitian 3.1 Kerangka Penelitian Kerangka berpikir adalah rangkaian urutan-urutan langkah yang disusun secara sistematis dan dijadikan pedoman dalam melakukan penelitian, berikut
40 Bab III Metodologi Penelitian 3.1 Kerangka Penelitian Kerangka berpikir adalah rangkaian urutan-urutan langkah yang disusun secara sistematis dan dijadikan pedoman dalam melakukan penelitian, berikut
BAB II TINJAUAN PUSTAKA DAN KERANGKA PEMIKIRAN. berperan penting dalam perusahaan selain manajemen sumber daya manusia,
 BAB II TINJAUAN PUSTAKA DAN KERANGKA PEMIKIRAN 2.1 Tinjauan Manajemen Operasi 2.1.1 Konsep Manajemen Operasi Manajemen operasi merupakan salah satu fungsi bisnis yang sangat berperan penting dalam perusahaan
BAB II TINJAUAN PUSTAKA DAN KERANGKA PEMIKIRAN 2.1 Tinjauan Manajemen Operasi 2.1.1 Konsep Manajemen Operasi Manajemen operasi merupakan salah satu fungsi bisnis yang sangat berperan penting dalam perusahaan
ABSTRAK. Kata Kunci: Punch, Kualitas, DMAIC, Upaya Menekan Variasi Kualitas Produk
 ABSTRAK PT Wahana Pancha Nugraha merupakan perusahaan manufaktur yang bergerak di bidang penyediaan permesinan dan sparepart untuk industri farmasi. Salah satu produk yang dihasilkan dari perusahaan ini
ABSTRAK PT Wahana Pancha Nugraha merupakan perusahaan manufaktur yang bergerak di bidang penyediaan permesinan dan sparepart untuk industri farmasi. Salah satu produk yang dihasilkan dari perusahaan ini
BAB 4 METODOLOGI PEMECAHAN MASALAH
 BAB 4 METODOLOGI PEMECAHAN MASALAH 4.1 Model Rumusan Masalah dan Pengambilan Keputusan berikut : Metodologi pemecahan masalah yang dilakukan dapat dilihat pada Gambar 4.1 Mulai Studi Pendahuluan Studi
BAB 4 METODOLOGI PEMECAHAN MASALAH 4.1 Model Rumusan Masalah dan Pengambilan Keputusan berikut : Metodologi pemecahan masalah yang dilakukan dapat dilihat pada Gambar 4.1 Mulai Studi Pendahuluan Studi
Penggunaan Metode FMEA dan FTA untuk Perumusan Usulan Perbaikan Kualitas Sepatu Running
 Petunjuk Sitasi: Sentosa, B. F., Novareza, O., & Swara, S. E. (2017). Penggunaan Metode FMEA dan FTA untuk Perumusan Usulan Perbaikan Kualitas Sepatu Running. Prosiding SNTI dan SATELIT 2017 (pp. D86-92).
Petunjuk Sitasi: Sentosa, B. F., Novareza, O., & Swara, S. E. (2017). Penggunaan Metode FMEA dan FTA untuk Perumusan Usulan Perbaikan Kualitas Sepatu Running. Prosiding SNTI dan SATELIT 2017 (pp. D86-92).
BAB V PENGOLAHAN DATA DAN PERBAIKAN. pada define dan hasil pengukuran (measure) pada permasalahan yang telah
 pada permasalahan yang telah") BAB V PENGOLAHAN DATA DAN PERBAIKAN Pembahasan pada bab ini menanalisa hasil pendefinisian permasalahan pada define dan hasil pengukuran (measure) pada permasalahan yang telah ditetapkan. 5.1 Analyze Dengan
BAB V PENGOLAHAN DATA DAN PERBAIKAN Pembahasan pada bab ini menanalisa hasil pendefinisian permasalahan pada define dan hasil pengukuran (measure) pada permasalahan yang telah ditetapkan. 5.1 Analyze Dengan
ANALISA DAMPAK KEGAGALAN PROSES PRODUKSI TERHADAP KERUSAKAN PRODUK BAN DENGAN METODE FMEA ( FAILURE MODE AND EFFECT ANALYSIS
 ANALISA DAMPAK KEGAGALAN PROSES PRODUKSI TERHADAP KERUSAKAN PRODUK BAN DENGAN METODE FMEA ( FAILURE MODE AND EFFECT ANALYSIS ) DI PT. GAJAH TUNGGAL, Tbk TANGERANG PROPOSAL SKRIPSI Diajukan Oleh : AGUNG
ANALISA DAMPAK KEGAGALAN PROSES PRODUKSI TERHADAP KERUSAKAN PRODUK BAN DENGAN METODE FMEA ( FAILURE MODE AND EFFECT ANALYSIS ) DI PT. GAJAH TUNGGAL, Tbk TANGERANG PROPOSAL SKRIPSI Diajukan Oleh : AGUNG
BAB III PROSES PERANCANGAN
 BAB III PROSES PERANCANGAN 3.1 Pembuatan Section Planing Section planing adalah proses pembuatan konsep yang akan diterapkan pada suatu part, seperti konsep pemasangan part ke unit mobil, konsep part-part
BAB III PROSES PERANCANGAN 3.1 Pembuatan Section Planing Section planing adalah proses pembuatan konsep yang akan diterapkan pada suatu part, seperti konsep pemasangan part ke unit mobil, konsep part-part
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN Metodologi penelitian merupakan suatu tahap - tahap yang harus ditetapkan terlebih dahulu sebelum melakukan pemecahan suatu masalah yang akan dilakukan dalam melakukan suatu
BAB III METODOLOGI PENELITIAN Metodologi penelitian merupakan suatu tahap - tahap yang harus ditetapkan terlebih dahulu sebelum melakukan pemecahan suatu masalah yang akan dilakukan dalam melakukan suatu
BAB III METODOLOGI PERANCANGAN
 BAB III METODOLOGI PERANCANGAN 3.1. Bahan Perancangan Bahan perancangan adalah produk glove box dengan mengambil sampel pada produk yang sudah ada, tetapi hanya sebagai acuan tidak menyerupai dimensi dan
BAB III METODOLOGI PERANCANGAN 3.1. Bahan Perancangan Bahan perancangan adalah produk glove box dengan mengambil sampel pada produk yang sudah ada, tetapi hanya sebagai acuan tidak menyerupai dimensi dan
BAB 3 LANGKAH PEMECAHAN MASALAH
 BAB 3 LANGKAH PEMECAHAN MASALAH 3.1 Penetapan kriteria optimasi Dasar evaluasi untuk mengoptimasi kualitas produksi pipa pada perusahaan ini yaitu dengan menggunakan metode DMAIC (Define, Measure, Analyze,
BAB 3 LANGKAH PEMECAHAN MASALAH 3.1 Penetapan kriteria optimasi Dasar evaluasi untuk mengoptimasi kualitas produksi pipa pada perusahaan ini yaitu dengan menggunakan metode DMAIC (Define, Measure, Analyze,
BAB I Pendahuluan I-1
 BAB I Pendahuluan 1.1. Latar Belakang Masalah Kualitas menjadi salah satu faktor terpenting dalam pengambilan keputusan oleh konsumen baik dalam produk atau jasa (Monthgomery : 2009). Kepuasan konsumen
BAB I Pendahuluan 1.1. Latar Belakang Masalah Kualitas menjadi salah satu faktor terpenting dalam pengambilan keputusan oleh konsumen baik dalam produk atau jasa (Monthgomery : 2009). Kepuasan konsumen
Diajukan guna melengkapi sebagian syarat dalam. mencapai gelar Sarjana Strata Satu (S1) Disusun Oleh : : Cholis Setyoko.
 Disusun Oleh : : Cholis Setyoko.") MENGURANGI REJECT MIDSOLE AIRMAX TORCH DEPARTEMENT POLYURETHANE PADA PT.PRATAMA ABADI INDUSTRI DENGAN MENGGUNAKAN METODE FAILURE MODE EFFECT ANALYSIS (FMEA) Diajukan guna melengkapi sebagian syarat dalam
MENGURANGI REJECT MIDSOLE AIRMAX TORCH DEPARTEMENT POLYURETHANE PADA PT.PRATAMA ABADI INDUSTRI DENGAN MENGGUNAKAN METODE FAILURE MODE EFFECT ANALYSIS (FMEA) Diajukan guna melengkapi sebagian syarat dalam
UNIVERSITAS BINA NUSANTARA. Jurusan Teknik Industri Tugas Akhir Semester Genap tahun 2007/2008
 UNIVERSITAS BINA NUSANTARA Jurusan Teknik Industri Tugas Akhir Semester Genap tahun 2007/2008 Peningkatan kualitas untuk produk keranjang baju menggunakan SPC di PT. Surya Millinia Abadi Vicky 0800735993
UNIVERSITAS BINA NUSANTARA Jurusan Teknik Industri Tugas Akhir Semester Genap tahun 2007/2008 Peningkatan kualitas untuk produk keranjang baju menggunakan SPC di PT. Surya Millinia Abadi Vicky 0800735993
BAB 4 METODOLOGI PEMECAHAN MASALAH
 52 BAB 4 METODOLOGI PEMECAHAN MASALAH Metodologi pemecahan masalah adalah langkah-langkah sistematis yang akan menjadi pedoman dalam penyelesaian masalah. Dengan berdasarkan pada metodologi ini, penelitian
52 BAB 4 METODOLOGI PEMECAHAN MASALAH Metodologi pemecahan masalah adalah langkah-langkah sistematis yang akan menjadi pedoman dalam penyelesaian masalah. Dengan berdasarkan pada metodologi ini, penelitian
Pengukuran Kapabilitas Proses produksi kacang garing Cont d.
 Pengukuran Kapabilitas Proses produksi kacang garing Cont d. Langkah Tindakan Persamaan Hasil 1 Proses apa yang ingin diketahui? Produk kacang garing 2 Berapa jumlah Standart inventory (safety stock )?
Pengukuran Kapabilitas Proses produksi kacang garing Cont d. Langkah Tindakan Persamaan Hasil 1 Proses apa yang ingin diketahui? Produk kacang garing 2 Berapa jumlah Standart inventory (safety stock )?
BAB III METODOLOGI PENELITIAN...
 DAFTAR ISI COVER... I HALAMAN JUDUL... II LEMBAR PENGESAHAN PEMBIMBING... III LEMBAR PENGESAHAN PENGUJI... IV SURAT PERNYATAAN... V HALAMAN PERSEMBAHAN... VI HALAMAN MOTTO... VII KATA PENGANTAR... VIII
DAFTAR ISI COVER... I HALAMAN JUDUL... II LEMBAR PENGESAHAN PEMBIMBING... III LEMBAR PENGESAHAN PENGUJI... IV SURAT PERNYATAAN... V HALAMAN PERSEMBAHAN... VI HALAMAN MOTTO... VII KATA PENGANTAR... VIII
BAB III. FAILURE MODE and EFFECT ANALYSIS
 FMEA Pada Sepeda Motor Honda Absolute Revo Produksi Tahun 2009 39 BAB III FAILURE MODE and EFFECT ANALYSIS 3.1 Pengertian FMEA Adalah sebuah proses analisa untuk mengetahui penyebab terjadinya kegagalan
FMEA Pada Sepeda Motor Honda Absolute Revo Produksi Tahun 2009 39 BAB III FAILURE MODE and EFFECT ANALYSIS 3.1 Pengertian FMEA Adalah sebuah proses analisa untuk mengetahui penyebab terjadinya kegagalan
BAB V ANALISA HASIL. 5.1 Analisa Hasil Pengolahan Data Analisa Histogram. Apabila dilihat dari hasil pengolahan data, berdasarkan histogram
 BAB V ANALISA HASIL 5.1 Analisa Hasil Pengolahan Data 5.1.1 Analisa Histogram Apabila dilihat dari hasil pengolahan data, berdasarkan histogram yang terbentuk, ada 2 jenis cacat produksi yang memiliki
BAB V ANALISA HASIL 5.1 Analisa Hasil Pengolahan Data 5.1.1 Analisa Histogram Apabila dilihat dari hasil pengolahan data, berdasarkan histogram yang terbentuk, ada 2 jenis cacat produksi yang memiliki
PENGUKURAN DAN PENINGKATAN KINERJA RANTAI PASOKAN DENGAN PENDEKATAN SCOR (SUPPLY CHAIN DI PT. XYZ TUGAS SARJANA DEA DARA DAFIKA SIAGIAN NIM.
 PENGUKURAN DAN PENINGKATAN KINERJA RANTAI PASOKAN DENGAN PENDEKATAN SCOR (SUPPLY CHAIN OPERATIONS REFERENCE) DAN LEAN SIX SIGMA DI PT. XYZ TUGAS SARJANA Diajukan untuk Memenuhi Sebagian dari Syarat-syarat
PENGUKURAN DAN PENINGKATAN KINERJA RANTAI PASOKAN DENGAN PENDEKATAN SCOR (SUPPLY CHAIN OPERATIONS REFERENCE) DAN LEAN SIX SIGMA DI PT. XYZ TUGAS SARJANA Diajukan untuk Memenuhi Sebagian dari Syarat-syarat
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN Gambar 3.1 Flow Chart Metodologi Penelitian Metodologi penelitian perlu ditentukan agar di dalam mencari solusi untuk memecahkan masalah lebih terarah dan mempermudah proses
BAB III METODOLOGI PENELITIAN Gambar 3.1 Flow Chart Metodologi Penelitian Metodologi penelitian perlu ditentukan agar di dalam mencari solusi untuk memecahkan masalah lebih terarah dan mempermudah proses
ABSTRAK. Universitas Kristen Maranatha
 ABSTRAK CV. Kembar Jaya merupakan perusahaan manufaktur yang bergerak di bidang pengecoran dan menghasilkan berbagai jenis produk berbahan logam (jenis produk yang diproduksi sesuai dengan pesanan). Pengecoran
ABSTRAK CV. Kembar Jaya merupakan perusahaan manufaktur yang bergerak di bidang pengecoran dan menghasilkan berbagai jenis produk berbahan logam (jenis produk yang diproduksi sesuai dengan pesanan). Pengecoran
Tabel 4.1 Hasil Skor RPN. No. Moda Kegagalan (Failure Mode) Skor RPN
 Skor RPN") 25 BAB IV PELAKSANAAN DAN PEMBAHASAN 4.1 HASIL DAN PEMBAHASAN Pengolahan data dengan menggunakan Metode FMEA dilakukan dengan melalui beberapa tahap, yaitu: 1. Mengidentifikasi moda kegagalan potensial
25 BAB IV PELAKSANAAN DAN PEMBAHASAN 4.1 HASIL DAN PEMBAHASAN Pengolahan data dengan menggunakan Metode FMEA dilakukan dengan melalui beberapa tahap, yaitu: 1. Mengidentifikasi moda kegagalan potensial
PREDIKSI SHRINKAGE UNTUK MENGHINDARI CACAT PRODUK PADA PLASTIC INJECTION
 PREDIKSI SHRINKAGE UNTUK MENGHINDARI CACAT PRODUK PADA PLASTIC INJECTION Agus Dwi Anggono Teknik Mesin Universitas Muhammadiyah Surakarta Jl. A.Yani Tromol Pos I Pabelan, Kartosura, 57102 E-mail : agusda@indosat-m3.net
PREDIKSI SHRINKAGE UNTUK MENGHINDARI CACAT PRODUK PADA PLASTIC INJECTION Agus Dwi Anggono Teknik Mesin Universitas Muhammadiyah Surakarta Jl. A.Yani Tromol Pos I Pabelan, Kartosura, 57102 E-mail : agusda@indosat-m3.net
BAB 3 METODOLOGI PENELITIAN
 26 BAB 3 METODOLOGI PENELITIAN MULAI STUDI PENDAHULUAN STUDI PUSTAKA IDENTIFIKASI MASALAH PENGUMPULAN DATA Data Primer Data Sekunder PENGOLAHAN DATA DAN ANALISA Diagram Paretto Diagram Fishbone FMEA Merancang
26 BAB 3 METODOLOGI PENELITIAN MULAI STUDI PENDAHULUAN STUDI PUSTAKA IDENTIFIKASI MASALAH PENGUMPULAN DATA Data Primer Data Sekunder PENGOLAHAN DATA DAN ANALISA Diagram Paretto Diagram Fishbone FMEA Merancang
Analisis Efektivitas Mesin Stripping Menggunakan Metode Overall Equipment Effectiveness dan Failure Mode and Effect Analysis
 Petunjuk Sitasi: Himawan, R., Choiri, M., & Saputra, B. (2017). Analisis Efektivitas Mesin Stripping Menggunakan Metode Overall Equipment Effectiveness dan Failure Mode and Effect Analysis. Prosiding SNTI
Petunjuk Sitasi: Himawan, R., Choiri, M., & Saputra, B. (2017). Analisis Efektivitas Mesin Stripping Menggunakan Metode Overall Equipment Effectiveness dan Failure Mode and Effect Analysis. Prosiding SNTI
ANALISIS SIX SIGMA UNTUK MENGURANGI JUMLAH DEFECT PADA PRODUKSI SABLON DIGITAL MUG SOOUVE STORE
 ANALISIS SIX SIGMA UNTUK MENGURANGI JUMLAH DEFECT PADA PRODUKSI SABLON DIGITAL MUG SOOUVE STORE TUGAS AKHIR Diajukan sebagai salah satu syarat untuk memperoleh gelar sarjana Yusrina Amny 1132003046 PROGRAM
ANALISIS SIX SIGMA UNTUK MENGURANGI JUMLAH DEFECT PADA PRODUKSI SABLON DIGITAL MUG SOOUVE STORE TUGAS AKHIR Diajukan sebagai salah satu syarat untuk memperoleh gelar sarjana Yusrina Amny 1132003046 PROGRAM
DAFTAR ISI HALAMAN JUDUL... SURAT PERNYATAAN... LEMBAR PENGESAHAN PEMBIMBING... LEMBAR PENGESAHAN PENGUJI... HALAMAN PERSEMBAHAN... MOTTO...
 DAFTAR ISI HALAMAN JUDUL... SURAT PERNYATAAN... LEMBAR PENGESAHAN PEMBIMBING... LEMBAR PENGESAHAN PENGUJI... HALAMAN PERSEMBAHAN... MOTTO... KATA PENGANTAR..... ABSTRAK..... DAFTAR ISI... DAFTAR TABEL...
DAFTAR ISI HALAMAN JUDUL... SURAT PERNYATAAN... LEMBAR PENGESAHAN PEMBIMBING... LEMBAR PENGESAHAN PENGUJI... HALAMAN PERSEMBAHAN... MOTTO... KATA PENGANTAR..... ABSTRAK..... DAFTAR ISI... DAFTAR TABEL...
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN 3.1 Objek Penelitian PT. Abdi Juang Investama bergerak di bidang pembuatan Trolly Shopping Cart berdiri pada tahun 2014. PT Abdi Juang Investama ini sudah mengembangkan bisnisnya
BAB III METODE PENELITIAN 3.1 Objek Penelitian PT. Abdi Juang Investama bergerak di bidang pembuatan Trolly Shopping Cart berdiri pada tahun 2014. PT Abdi Juang Investama ini sudah mengembangkan bisnisnya
MENURUNKAN WAKTU PROSES MACHINING EDM UNTUK ELEKTRODA PENEMBUS GAGANG LIFTER PADA MOULD CORE COVER INNER DI PT ASTRA HONDA MOTOR DENGAN METODA FMEA
 MENURUNKAN WAKTU PROSES MACHINING EDM UNTUK ELEKTRODA PENEMBUS GAGANG LIFTER PADA MOULD CORE COVER INNER DI PT ASTRA HONDA MOTOR DENGAN METODA FMEA M. Derajat A, Mochamad Najib F. Jurusan Teknik Industri
MENURUNKAN WAKTU PROSES MACHINING EDM UNTUK ELEKTRODA PENEMBUS GAGANG LIFTER PADA MOULD CORE COVER INNER DI PT ASTRA HONDA MOTOR DENGAN METODA FMEA M. Derajat A, Mochamad Najib F. Jurusan Teknik Industri
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN Gambar 3.1 Flow Chart Metodologi Penelitian Metodologi penelitian perlu ditentukan terlebih dahulu, agar di dalam mencari solusi untuk memecahkan masalah lebih terarah dan
BAB III METODOLOGI PENELITIAN Gambar 3.1 Flow Chart Metodologi Penelitian Metodologi penelitian perlu ditentukan terlebih dahulu, agar di dalam mencari solusi untuk memecahkan masalah lebih terarah dan
Bab 3 Metodologi Pemecahan Masalah
 Bab 3 Metodologi Pemecahan Masalah 3.1. Flowchart Pemecahan Masalah Agar penelitian ini berjalan dengan sistematis, maka sebelumnya penulis membuat perencanaan tentang langkah-langkah pemecahan masalah
Bab 3 Metodologi Pemecahan Masalah 3.1. Flowchart Pemecahan Masalah Agar penelitian ini berjalan dengan sistematis, maka sebelumnya penulis membuat perencanaan tentang langkah-langkah pemecahan masalah
BAB 4 PENGUMPULAN DAN ANALISA DATA
 BAB 4 PENGUMPULAN DAN ANALISA DATA 4.1 Pengumpulan Data Pengumpulan data yang dilakukan dalam penulisan skipsi ini merupakan data sekunder, dimana data tersebut berasal dari proses observasi serta wawancara
BAB 4 PENGUMPULAN DAN ANALISA DATA 4.1 Pengumpulan Data Pengumpulan data yang dilakukan dalam penulisan skipsi ini merupakan data sekunder, dimana data tersebut berasal dari proses observasi serta wawancara
Minimalisasi Kegagalan Sirkulasi Pengembalian Feed pada Mesin Pellet di PT Charoen Pokphand Indonesia Feedmill
 Minimalisasi Kegagalan Sirkulasi Pengembalian Feed pada Mesin Pellet di PT Charoen Pokphand Indonesia Feedmill Stefanie Mariana Linardi 1, Tanti Octavia 2 Abstract: One of the most common problem happened
Minimalisasi Kegagalan Sirkulasi Pengembalian Feed pada Mesin Pellet di PT Charoen Pokphand Indonesia Feedmill Stefanie Mariana Linardi 1, Tanti Octavia 2 Abstract: One of the most common problem happened
BAB I PENDAHULUAN. Peningkatan persaingan dalam pasar global menyebabkan persaingan
 BAB I PENDAHULUAN 1.1. Latar Belakang Peningkatan persaingan dalam pasar global menyebabkan persaingan dalam dunia bisnis tidak hanya bergantung pada harga dan kualitas, tetapi juga pada bervariasinya
BAB I PENDAHULUAN 1.1. Latar Belakang Peningkatan persaingan dalam pasar global menyebabkan persaingan dalam dunia bisnis tidak hanya bergantung pada harga dan kualitas, tetapi juga pada bervariasinya
BAB 3 METODOLOGI PENELITIAN
 69 BAB 3 METODOLOGI PENELITIAN 3.1 Metode Penelitian Metode Penelitian dilakukan dengan mengadakan pengamatan/observasi secara langsung dengan mengunjungi PT.Delident Chemical Indonesia untuk melihat secara
69 BAB 3 METODOLOGI PENELITIAN 3.1 Metode Penelitian Metode Penelitian dilakukan dengan mengadakan pengamatan/observasi secara langsung dengan mengunjungi PT.Delident Chemical Indonesia untuk melihat secara
BAB II DASAR TEORI 2.1. Tinjau Pustaka
 BAB II DASAR TEORI 2.1. Tinjau Pustaka Sugondo (2008) melakukan penelitian tentang pengaruh ketebalan pada kualitas produk plastik dan mampu bentuk dengan menggunakan simulasi pada proses injeksi. Penelitian
BAB II DASAR TEORI 2.1. Tinjau Pustaka Sugondo (2008) melakukan penelitian tentang pengaruh ketebalan pada kualitas produk plastik dan mampu bentuk dengan menggunakan simulasi pada proses injeksi. Penelitian
PENGEMBANGAN MESIN THERMOFORMING UNTUK CETAKAN BERBAHAN POLYVINYL RIGID SHEET PLASTIC
 PENGEMBANGAN MESIN THERMOFORMING UNTUK CETAKAN BERBAHAN POLYVINYL RIGID SHEET PLASTIC SKRIPSI Diajukan untuk Memenuhi Sebagian Persyaratan Mencapai Derajat Sarjana Teknik Industri Oleh : KHRISNA INDU PRASASTADI
PENGEMBANGAN MESIN THERMOFORMING UNTUK CETAKAN BERBAHAN POLYVINYL RIGID SHEET PLASTIC SKRIPSI Diajukan untuk Memenuhi Sebagian Persyaratan Mencapai Derajat Sarjana Teknik Industri Oleh : KHRISNA INDU PRASASTADI
ANALISIS DEFECT RATE PENGELASAN DAN PENANGGULANGANNYA DENGAN METODE SIX SIGMA DAN FMEA DI PT PROFAB INDONESIA
 ANALISIS DEFECT RATE PENGELASAN DAN PENANGGULANGANNYA DENGAN METODE SIX SIGMA DAN FMEA DI PT PROFAB INDONESIA Decky Antony Kifta Program Studi Teknik Industri Sekolah Tinggi Teknik Ibnu Sina Batam Email:
ANALISIS DEFECT RATE PENGELASAN DAN PENANGGULANGANNYA DENGAN METODE SIX SIGMA DAN FMEA DI PT PROFAB INDONESIA Decky Antony Kifta Program Studi Teknik Industri Sekolah Tinggi Teknik Ibnu Sina Batam Email:
BAB V ANALISA DAN PEMBAHASAN
 BAB V ANALISA DAN PEMBAHASAN 5.1 Analisa dan Pembahasan Produksi dan Defect Produk Dari data yang diambil, diketahui bahwa defect yang terjadi pada proses filling liquid produk obat sirup penurun panas
BAB V ANALISA DAN PEMBAHASAN 5.1 Analisa dan Pembahasan Produksi dan Defect Produk Dari data yang diambil, diketahui bahwa defect yang terjadi pada proses filling liquid produk obat sirup penurun panas
BAB V ANALISA DAN INTEPRETASI
 56 BAB V ANALISA DAN INTEPRETASI Pada Bab ini dibahas tahap Analyze (A), Improve (I), dan Control (C) dalam pengendalian kualitas terus menerus DMAIC sebagai langkah lanjutan dari kedua tahap sebelumnya.
56 BAB V ANALISA DAN INTEPRETASI Pada Bab ini dibahas tahap Analyze (A), Improve (I), dan Control (C) dalam pengendalian kualitas terus menerus DMAIC sebagai langkah lanjutan dari kedua tahap sebelumnya.
BAB III METODOLOGI PERANCANGAN
 BAB III METODOLOGI PERANCANGAN Sebelum melakukan perancangan mould untuk Tutup Botol ini, penulis menetapkan beberapa tahapan kerja sesuai dengan literatur yang ada dan berdasarkan pengalaman para pembuat
BAB III METODOLOGI PERANCANGAN Sebelum melakukan perancangan mould untuk Tutup Botol ini, penulis menetapkan beberapa tahapan kerja sesuai dengan literatur yang ada dan berdasarkan pengalaman para pembuat
PENGARUH PROSES PENDINGINAN TERHADAP SHINKAGE DAN DIMENSI PRODUK TS PLUG 1 BERBAHAN PVC PADA INJECTION MOLDING
 PENGARUH PROSES PENDINGINAN TERHADAP SHINKAGE DAN DIMENSI PRODUK TS PLUG 1 BERBAHAN PVC PADA INJECTION MOLDING Edi Sunarto 1), Ir. Estu Prayogi M.KKK 2) 1), 2) Jurusan Teknik Mesin, Universitas Pancasila
PENGARUH PROSES PENDINGINAN TERHADAP SHINKAGE DAN DIMENSI PRODUK TS PLUG 1 BERBAHAN PVC PADA INJECTION MOLDING Edi Sunarto 1), Ir. Estu Prayogi M.KKK 2) 1), 2) Jurusan Teknik Mesin, Universitas Pancasila
BAB I PENDAHULUAN. terjadinya redesign (penyesuaian rancangan) sehingga mengakibatkan delay. Marketing (Analisis Kebutuhan Konsumen)
 sehingga mengakibatkan delay. Marketing (Analisis Kebutuhan Konsumen)") BAB I PENDAHULUAN 1.1. Latar Belakang PT Bintang Persada Satelit adalah perusahaan yang bergerak di bidang pembuatan parabola. Perusahaan ini menerapkan fase pengembangan produk secara sequential, dimana
BAB I PENDAHULUAN 1.1. Latar Belakang PT Bintang Persada Satelit adalah perusahaan yang bergerak di bidang pembuatan parabola. Perusahaan ini menerapkan fase pengembangan produk secara sequential, dimana
BAB 4 PEMBAHASAN. Pengumpulan data dilakukan sebagai bahan pengolahan data yang perlu
 48 BAB 4 PEMBAHASAN 4.1 Pengumpulan Data Pengumpulan data dilakukan sebagai bahan pengolahan data yang perlu dilakukan. Data-data yang dikumpulkan selama masa observasi adalah sebagai berikut : Data jumlah
48 BAB 4 PEMBAHASAN 4.1 Pengumpulan Data Pengumpulan data dilakukan sebagai bahan pengolahan data yang perlu dilakukan. Data-data yang dikumpulkan selama masa observasi adalah sebagai berikut : Data jumlah
PERANCANGAN PRODUK SPRING BED DENGAN MENGGUNAKAN METODE QUALITY FUNCTION DEPLOYMENT
 e-jurnal Teknik Industri FT USU Vol 2, No.1, Mei 201 pp. 0- PERANCANGAN PRODUK SPRING BED DENGAN MENGGUNAKAN METODE QUALITY FUNCTION DEPLOYMENT Hady Widjaya 1, Rosnani Ginting 2, Aulia Ishak 2 Departemen
e-jurnal Teknik Industri FT USU Vol 2, No.1, Mei 201 pp. 0- PERANCANGAN PRODUK SPRING BED DENGAN MENGGUNAKAN METODE QUALITY FUNCTION DEPLOYMENT Hady Widjaya 1, Rosnani Ginting 2, Aulia Ishak 2 Departemen
BAB III RANCANGAN MOLDING DAN PROSES TRIAL NEW MOLD
 BAB III RANCANGAN MOLDING DAN PROSES TRIAL NEW MOLD 3.1 Deskripsi Molding Injection Pada proses pencetakan product plastik, dalam hal ini thermoplastic, disamping mesin molding, bahan baku plastic dll,
BAB III RANCANGAN MOLDING DAN PROSES TRIAL NEW MOLD 3.1 Deskripsi Molding Injection Pada proses pencetakan product plastik, dalam hal ini thermoplastic, disamping mesin molding, bahan baku plastic dll,
USULAN PERBAIKAN KUALITAS PROSES PRODUKSI RUDDER TILLER DI PT. PINDAD BANDUNG MENGGUNAKAN FMEA DAN FTA* 1
 Reka Integra ISSN: 2338-5081 Jurusan Teknik Industri Itenas No.04 Vol.03 Jurnal Online Institut Teknologi Nasional Oktober 2015 USULAN PERBAIKAN KUALITAS PROSES PRODUKSI RUDDER TILLER DI PT. PINDAD BANDUNG
Reka Integra ISSN: 2338-5081 Jurusan Teknik Industri Itenas No.04 Vol.03 Jurnal Online Institut Teknologi Nasional Oktober 2015 USULAN PERBAIKAN KUALITAS PROSES PRODUKSI RUDDER TILLER DI PT. PINDAD BANDUNG
BAB 4 METODOLOGI PEMECAHAN MASALAH
 BAB 4 METODOLOGI PEMECAHAN MASALAH Metodologi penelitian merupakan bagian penting dalam sebuah penelitian. Dengan metodologi penelitian, dapat dijelaskan tahapan-tahapan yang akan dilakukan dalam penelitian
BAB 4 METODOLOGI PEMECAHAN MASALAH Metodologi penelitian merupakan bagian penting dalam sebuah penelitian. Dengan metodologi penelitian, dapat dijelaskan tahapan-tahapan yang akan dilakukan dalam penelitian
KATA PENGANTAR. berkenan memberikan rahmat dan hidayahnya sehingga penulis dapat ANALISA PENERAPAN KONSEP LEAN THINKING
 KATA PENGANTAR Alhamdulillah, puji syukur kehadirat Tuhan Yang Maha Esa, karena telah berkenan memberikan rahmat dan hidayahnya sehingga penulis dapat menyelesaikan tugas akhir ini dengan judul : ANALISA
KATA PENGANTAR Alhamdulillah, puji syukur kehadirat Tuhan Yang Maha Esa, karena telah berkenan memberikan rahmat dan hidayahnya sehingga penulis dapat menyelesaikan tugas akhir ini dengan judul : ANALISA
BAB 3 METODOLOGI PEMECAHAN MASALAH
 BAB 3 METODOLOGI PEMECAHAN MASALAH Metodologi pemecahan masalah merupakan langkah-langkah sistematis yang berperan penting sebagai pedoman dalam menyelesaikan dan memberikan solusi dari masalah yang timbul
BAB 3 METODOLOGI PEMECAHAN MASALAH Metodologi pemecahan masalah merupakan langkah-langkah sistematis yang berperan penting sebagai pedoman dalam menyelesaikan dan memberikan solusi dari masalah yang timbul
BAB II LANDASAN TEORI. pengertian yang satu hampir sama dengan definisi atau pengertian yang lain. Pengertian
 BAB II LANDASAN TEORI 2.1 Pengertian Kualitas Ada banyak sekali definisi dan pengertian kualitas, yang sebenarnya definisi atau pengertian yang satu hampir sama dengan definisi atau pengertian yang lain.
BAB II LANDASAN TEORI 2.1 Pengertian Kualitas Ada banyak sekali definisi dan pengertian kualitas, yang sebenarnya definisi atau pengertian yang satu hampir sama dengan definisi atau pengertian yang lain.
ABSTRAK. Universitas Kristen Maranatha
 ABSTRAK Perusahaan Collection Shoes merupakan perusahaan sepatu yang sudah berdiri cukup lama. Dalam penelitian saat ini pengamatan dilakukan pada produksi sepatu pantofel. Masalah utama dari bagian produksi
ABSTRAK Perusahaan Collection Shoes merupakan perusahaan sepatu yang sudah berdiri cukup lama. Dalam penelitian saat ini pengamatan dilakukan pada produksi sepatu pantofel. Masalah utama dari bagian produksi
Seminar Nasional IENACO 2015 ISSN
 ANALISIS PENGENDALIAN MUTU PRODUK GUNA MEMINIMALISASI PRODUK CACAT Ni Luh Putu Hariastuti Teknik industri, Fakultas Teknologi Industri, Institut Teknologi Adhi Tama Surabaya Jln Arief Rachman Hakim 100
ANALISIS PENGENDALIAN MUTU PRODUK GUNA MEMINIMALISASI PRODUK CACAT Ni Luh Putu Hariastuti Teknik industri, Fakultas Teknologi Industri, Institut Teknologi Adhi Tama Surabaya Jln Arief Rachman Hakim 100
BAB 2 LANDASAN TEORI. karena apabila diterapkan secara rinci antara produsen dan konsumen akan terjadi
 8 BAB 2 LANDASAN TEORI 2.1 Kualitas Kualitas merupakan ukuran yang tidak dapat didefinisikan secara umum, karena apabila diterapkan secara rinci antara produsen dan konsumen akan terjadi perspektif yang
8 BAB 2 LANDASAN TEORI 2.1 Kualitas Kualitas merupakan ukuran yang tidak dapat didefinisikan secara umum, karena apabila diterapkan secara rinci antara produsen dan konsumen akan terjadi perspektif yang
ANALISIS PENGARUH PARAMETER PROSES TERHADAP SHRINKAGE PADA GELAS PLASTIK DENGAN SOFTWARE MOLDFLOW PLASTIC INSIGHT 5
 TUGAS AKHIR ANALISIS PENGARUH PARAMETER PROSES TERHADAP SHRINKAGE PADA GELAS PLASTIK DENGAN SOFTWARE MOLDFLOW PLASTIC INSIGHT 5 Disusun : DWI KARDONO NIM : D 200 040 060 JURUSAN TEKNIK MESIN FAKULTAS TEKNIK
TUGAS AKHIR ANALISIS PENGARUH PARAMETER PROSES TERHADAP SHRINKAGE PADA GELAS PLASTIK DENGAN SOFTWARE MOLDFLOW PLASTIC INSIGHT 5 Disusun : DWI KARDONO NIM : D 200 040 060 JURUSAN TEKNIK MESIN FAKULTAS TEKNIK
Seminar Nasional IENACO 2015 ISSN
 PENENTUAN RELIABILITY MESIN EXTRUDERGUNA MENINGKATKAN FINISH GOOD PRODUCTDENGAN PENDEKATAN FAILURE MODE AND EFFECT ANALISYS (FMEA) DI CV. SINAR JOYO BOYO MAGELANG Muhammad Agus Syarif 1*, Moehamad Aman
PENENTUAN RELIABILITY MESIN EXTRUDERGUNA MENINGKATKAN FINISH GOOD PRODUCTDENGAN PENDEKATAN FAILURE MODE AND EFFECT ANALISYS (FMEA) DI CV. SINAR JOYO BOYO MAGELANG Muhammad Agus Syarif 1*, Moehamad Aman
BAB II TINJAUAN PUSTAKA DAN KERANGKA PEMIKIRAN. Dalam pengertian paling luas, manajemen operasi berkaitan dengan
 BAB II TINJAUAN PUSTAKA DAN KERANGKA PEMIKIRAN 2.1 Manajemen Operasi 2.1.1 Definisi Manajemen Operasi Dalam pengertian paling luas, manajemen operasi berkaitan dengan produksi barang dan jasa. Proses menghasilkan
BAB II TINJAUAN PUSTAKA DAN KERANGKA PEMIKIRAN 2.1 Manajemen Operasi 2.1.1 Definisi Manajemen Operasi Dalam pengertian paling luas, manajemen operasi berkaitan dengan produksi barang dan jasa. Proses menghasilkan
BAB 3 METODOLOGI PENELITIAN
 BAB 3 METODOLOGI PENELITIAN 3.1. Diagram Alir Penelitian start Studi Pendahuluan - Survey ke Perusahaan Konsultasi Identifikasi Masalah Tinjauan Pustaka - Literatur - Jurnal - Buku - Website - dll Tujuan
BAB 3 METODOLOGI PENELITIAN 3.1. Diagram Alir Penelitian start Studi Pendahuluan - Survey ke Perusahaan Konsultasi Identifikasi Masalah Tinjauan Pustaka - Literatur - Jurnal - Buku - Website - dll Tujuan
PENINGKATAN KUALITAS PRODUK PADA MESIN PRODUKSI NONWOVEN SPUNBOND DENGAN MENGGUNAKAN METODE SEVEN TOOLS DAN FMEA
 PENINGKATAN KUALITAS PRODUK PADA MESIN PRODUKSI NONWOVEN SPUNBOND DENGAN MENGGUNAKAN METODE SEVEN TOOLS DAN FMEA Mochammad Damaindra, Atikha Sidhi Cahyana Program studi Teknik Industri Universitas Muhammadiyah
PENINGKATAN KUALITAS PRODUK PADA MESIN PRODUKSI NONWOVEN SPUNBOND DENGAN MENGGUNAKAN METODE SEVEN TOOLS DAN FMEA Mochammad Damaindra, Atikha Sidhi Cahyana Program studi Teknik Industri Universitas Muhammadiyah
BAB III PROSES DESIGN MOLDING PLASTIK DAN BAGIAN- BAGIAN MOLDING
 BAB III PROSES DESIGN MOLDING PLASTIK DAN BAGIAN- BAGIAN MOLDING 3.1 Flow Chart Proses Design Molding Plastik Untuk mempermudah pembahasan dan urutan dalam menguraikan proses design molding plastik,penulis
BAB III PROSES DESIGN MOLDING PLASTIK DAN BAGIAN- BAGIAN MOLDING 3.1 Flow Chart Proses Design Molding Plastik Untuk mempermudah pembahasan dan urutan dalam menguraikan proses design molding plastik,penulis