V. HASIL DAN PEMBAHASAN
|
|
|
- Shinta Kusnadi
- 6 tahun lalu
- Tontonan:
Transkripsi
1 V. HASIL DAN PEMBAHASAN 5.1 Proses Produksi Mie Instan Proses pembuatan semua jenis mie sama mulai dari pengadukan hingga pembentukan untaian mie. Proses yang membedakan jenis mie terletak pada proses setelah pembentukan untaian. Pada mie basah, proses selanjutnya adalah mie langsung direbus dalam air mendidih. Pada mie kering, proses selanjutnya adalah pengeringan. Sedangkan pada mie instan, proses selanjutnya adalah pengukusan dan penggorengan. Proses pembuatan mie instan di PT Indofood CBP Sukses Makmur, Tbk. Divisi Noodle cabang Jakarta dapat dilihat pada Lampiran 2. Secara umum, letak mesin pada setiap line seperti pada Gambar 3. Gambar 3. Bagan alir mesin pembuatan mie instan Keterangan gambar : 1 = tempat bahan baku 7 = slitter 2 = screw conveyor 8 = steamer 3 = mixer 9 = cutter 4 = dough feeder 10 = fryer 5 = dough compound machine (DCM) 11 = cooler 6 = dough presser 12 = ruang pengemasan Tempat bahan baku merupakan tempat di mana bahan baku berupa tepung-tepungan untuk membuat mie instan diletakkan. Bahan baku tersebut dialirkan ke dalam mixer melalui screw conveyor. Setelah proses pencampuran, adonan akan dialirkan ke dough feeder, yaitu tempat untuk memasukkan adonan ke dalam dough compound machine. DCM berfungsi untuk membentuk adonan menjadi lembaran tebal dengan prinsip memberikan tekanan. Setelah itu, adonan dialirkan ke dough presser untuk dibentuk menjadi lembaran. Jumlah dough presser yang digunakan bervariasi dengan ketebalan adonan yang semakin tipis. Kemudian lembar adonan masuk ke slitter dan waving net untuk dibentuk untaian mie yang bergelombang. Setelah itu, mie dikukus di dalam steamer dan dipotong oleh cutter dengan kecepatan tertentu tergantung pada jenis produk yang diproduksi pada saat itu. Tahap selanjutnya adalah penggorengan blok mie di dalam fryer. Penggorengan dilakukan secara kontinyu dengan prinsip sirkulasi minyak goreng dan pemanasan menggunakan heat exchanger (HE). Selanjutnya, mie didinginkan di dalam cooler. Tahap terakhir adalah pengemasan mie instan di dalam ruang pengemasan. Mesin yang digunakan untuk memproduksi mie instan pada line yang diamati, yaitu line 2, line 8, dan line 10 berbeda-beda. Mesin pada line 2 dan line 10 memiliki tipe W
2 Proses pendinginan pada kedua line tersebut adalah single stage, yaitu mie hanya dilewatkan satu kali di dalam mesin pendingin dengan fan terletak di bagian atas mesin. Lain halnya dengan line 8 yang menggunakan mesin tipe W-800. Proses pendinginan pada line 8 adalah multi stage, yaitu mie instan dilewatkan lebih dari satu kali di dalam mesin pendingin. Mesin pendingin pada line 8 menggunakan blower yang terletak di bagian atas mesin. Perbedaan sistem pendinginan tersebut menyebabkan waktu pendinginan pada line yang diamati pun berbeda. Waktu pendinginan pada line 2 dan line 10 lebih singkat (kurang lebih dua menit) dibandingkan pada line 8 (kurang lebih lima menit). Perbedaan single stage dan multi stage dapat dilihat pada Gambar 4 dan Gambar 5. Mie dari fryer Mesin pendingin Gambar 4. Sistem multi stage pada line 8 Ruang pengemasan Mie dari fryer Ruang pengemasan Mesin pendingin Gambar 5. Sistem single stage pada line 2 dan Rancangan Kombinasi dan Respon Penelitian ini menggunakan program Design Expert DX7.0.0 sebagai sarana untuk mengoptimasi parameter proses pembuatan mie instan sehingga didapatkan kadar air dan kadar lemak mie instan yang sesuai dengan yang diinginkan. Rancangan percobaan yang digunakan adalah rancangan historical data. Historical data merupakan salah satu rancangan untuk mendapatkan data dengan cara memasukkan hasil trial berupa kombinasi parameter proses dan variabel respon ke dalam program Design Expert DX7.0.0 yang kemudian akan dianalisis lebih lanjut. Tahap awal dari perancangan kombinasi dengan program Design Expert DX7.0.0 adalah penetapan parameter proses serta variabel respon yang akan dioptimasi. Dalam pembuatan mie instan, proses penggorengan merupakan tahap yang dinilai memiliki pengaruh paling besar dalam menentukan kematangan mie instan. Kadar air dan kadar lemak merupakan beberapa unsur penunjuk tingkat kematangan suatu mie (Suyanti 2008). Pada proses penggorengan, faktor yang akan diuji adalah kecepatan cutter, suhu penggorengan IN, dan suhu penggorengan OUT. Jumlah data yang dianalisis untuk setiap line berbeda dengan tujuan untuk mendapatkan model optimasi yang paling sesuai untuk diterapkan. 21
3 5.3 Analisis Respon dengan Response Surface Methodology (RSM) Hasil pengukuran masing-masing respon (kadar air dan kadar lemak) dari setiap formula dijadikan sebagai input data menggunakan program Design Expert DX Setelah data dimasukkan, tahap selanjutnya adalah tahap analisis respon dengan tujuan pemilihan model polinomial yang sesuai dengan hasil pengukuran respon. Di dalam program Design Expert DX7.0.0, terdapat empat pilihan model polinomial, yaitu mean, linear, kuadratik, dan kubik. Model polinomial yang terpilih merupakan model yang paling sesuai dengan hasil pengukuran respon (Estiasih et al. 2005). Tahap pemilihan model ditampilkan di dalam fit summary. Terdapat analisis ragam (ANOVA) yang digunakan untuk melihat nilai signifikansi dari model yang direkomendasikan tersebut, yang kemudian dapat disajikan datanya dalam bentuk contour plot berupa gambar dan grafik dua dimensi (2-D) atau tiga dimensi (3-D). Model yang baik memiliki nilai yang signifikan terhadap respon, nilai yang tidak signifikan terhadap lack of fit, nilai adjusted R-squared dan predicted R-squared yang mendukung, dan nilai adequate precision lebih besar dari empat. Pada tahap analisis respon juga dapat terlihat penyebaran data melalui plot kenormalan residual (normal plot residual). Plot tersebut menunjukkan penyebaran titik-titik data terhadap garis kenormalan Analisis Respon Kadar Air dan Kadar Lemak pada Line 2 Terdapat 16 data yang dianalisis sebagai hasil uji respon pada line 2. Hasil uji respon kadar air pada line 2 berkisar antara 2.31 % hingga 5.13 %. Nilai respon kadar air terendah sebesar 2.31 % dihasilkan dari data ke-16 dengan kecepatan cutter sebesar 65 rpm, suhu penggorengan IN sebesar C, dan suhu penggorengan OUT sebesar C. Nilai respon kadar air tertinggi sebesar 5.13 % dihasilkan dari data ke-4 dengan kecepatan cutter sebesar 62 rpm, suhu penggorengan IN sebesar C, dan suhu penggorengan OUT sebesar C. Nilai rata-rata (mean) dari respon kadar air pada line 2 sebesar 3.24 % dan standar deviasi sebesar 0.70 %. Berdasarkan analisis yang digunakan, model polinomial untuk respon kadar air pada line 2 adalah reduced quadratic. Model yang direkomendasikan oleh program Design Expert DX7.0.0 adalah kuadratik, namun model yang dihasilkan tidak signifikan sehingga dilakukan reduksi secara manual. Reduksi model yang dilakukan menghilangkan komponen C (suhu penggorengan OUT), interaksi komponen AB (kecepatan cutter dan suhu penggorengan IN), AC (kecepatan cutter dan suhu penggorengan OUT), BC (suhu penggorengan IN dan suhu penggorengan OUT), ABC (kecepatan cutter, suhu penggorengan IN, dan suhu penggorengan OUT), komponen A 2 (kuadrat dari kecepatan cutter), C 2 (kuadrat dari suhu penggorengan OUT), dan interaksi komponen A 2 B (interaksi antara kuadrat kecepatan cutter dengan suhu penggorengan IN) karena dianggap tidak signifikan. Hasil analisis ragam (ANOVA) menunjukkan bahwa model reduced quadratic signifikan dengan nilai p Prob>F lebih kecil dari 0.05 (0.0416). Selain itu, diketahui bahwa komponen B 2 (kuadrat suhu penggorengan IN) memberikan pengaruh yang nyata terhadap respon kadar air. Lack of fit F-value memiliki nilai sebesar 1.26 dengan nilai p Prob>F lebih besar dari 0.05 (0.4392). Nilai lack of fit yang tidak signifikan tersebut 22

4 menunjukkan bahwa nilai tersebut tidak signifikan relative terhadap pure error. Nilai tersebut menunjukkan adanya kesesuaian dataa respon kadar air dengan model. Model untuk respon kadar air pada line 2 memiliki nilai adjusted R-squared dan predicted R-squared secara berturut-turut sebesar dan yang menunjukkan bahwa data aktuall dan data yang diprediksikan untuk respon kadar airr tercakup ke dalam model sebesar % dan %. Nilai predicted R-squared mendukung nilai adjusted R-squared yang dihasilkan karena selisih keduanya lebihh kecil dari 0.2. Nilai adequate precision untuk respon kadar airr sebesar yang menunjukkan besarnya sinyal terhadap noise ratio. Nilai adequate precision yang lebih besar dari 4 (5.545) mengindikasikan sinyal yang memadai sehinggaa model tersebut dapat digunakan sebagai pedoman design space. Berdasarkan analisis yang telah dilakukan, model yang y dihasilkan memenuhi syarat sebagai model yang baik sehingga diharapkan dapat memberikan m prediksi yang baik. Persamaan polinomial untuk respon kadar air pada line 2 adalah: Kadar Air (%) = ( )A + ( )B ( )B 2 Keterangan : A = kecepatan cutter B = suhu penggorengan IN (5.1)( Berdasarkan persamaan (5.1), terlihat bahwaa kadar air dipengaruhi oleh kecepatan cutter, suhu penggorengan IN, dan kuadrat suhu penggorengan IN. Respon kadar airr akan meningkat seiring dengan peningkatan nilai suhu penggorengan IN, yang ditunjukkan dengan konstanta bernilai positif. Respon kadar air akan mengalamii penurunan dengan meningkatnya nilai kecepatan cutter dan kuadrat suhu penggorengan IN, yang ditunjukkan dengan konstanta bernilai negatif. Grafik kenormalan internally studentized residual untuk respon kadar air dapat dilihat pada Gambar 6. Grafik contour plot untuk respon kadar air dapat dilihat pada Gambar 7, sedangkan grafik tiga t dimensinya dapat dilihat pada Gambar 8. Gambar 6. Grafik kenormalan internally studentized residuals respon kadar air line 2 Berdasarkan Gambar 6, terlihat bahwaa sebagian besar data menyebar jauh dari garis normal sehingga dapat dikatakan bahwa data kurang menyebar secara normal. Hal tersebut 23


















5 menunjukkan bahwa data kurang memenuhi persyaratan ANOVA pada respon kadar air line 2. Gambar 7. Grafik contour plot hasil uji respon kadar air linee 2 Grafik contour plot pada Gambar 7 menggambarkan bagaimana kombinasi antarkomponen saling mempengaruhi nilai respon kadarr air dengan suhu penggorengan OUT sebagai actual factor sebesar C. Warna-warna yang berbeda pada grafik tersebut menunjukkan nilai respon kadar air. Warna biru menunjukkann nilai respon kadar air terendah yaitu 2.31 %. Garis-garis padaa grafik contour plot menunjukkan kombinasi dari ketiga komponen dengan nilai berbeda yang menghasilkan respon kadar air yang sama. Bentuk permukaan dari hubungan interaksii antarkomponen tersebut dapat terlihatt lebih jelas pada grafik tiga t dimensi yang ditunjukkan pada Gambar 8. Perbedaan ketinggian permukaan menunjukkan nilai respon yang berbeda-beda pada setiap kombinasi antarkomponen formula. Daerah yang rendah menunjukkan nilai respon kadar airr yang rendah, sedangkann daerah yang tinggi menunjukkan nilai respon kadar air yang tinggi. Gambar 8. Grafik tiga dimensi hasil uji respon kadar air linee 2 24
6 Respon kadar lemak pada line 2 memiliki nilai hasil uji yang dihasilkan berkisar antara % hingga %. Nilai respon kadar lemak terendah sebesar % dihasilkan dari data ke-6 dengan kecepatan cutter sebesar 63 rpm, suhu penggorengan IN sebesar C, dan suhu penggorengan OUT sebesar C. Nilai respon kadar lemak tertinggi sebesar % dihasilkan dari data ke-8 dengan kecepatan cutter sebesar 64 rpm, suhu penggorengan IN sebesar C, dan suhu penggorengan OUT sebesar C. Nilai rata-rata (mean) dari respon kadar lemak pada line 2 sebesar % dan standar deviasi sebesar 0.43 %. Berdasarkan analisis yang digunakan, model polinomial yang direkomendasikan oleh program Design Expert DX7.0.0 untuk respon kadar lemak pada line 2 adalah linear. Hasil analisis ragam (ANOVA) menunjukkan bahwa model tersebut signifikan dengan nilai p Prob>F lebih kecil dari 0.05 (0.0052). Selain itu, diketahui bahwa komponen A (kecepatan cutter) dan B (suhu penggorengan IN) memberikan pengaruh yang nyata terhadap respon kadar lemak. Lack of fit F-value memiliki nilai sebesar 3.01 dengan nilai p Prob>F lebih besar dari 0.05 (0.1511). Nilai lack of fit yang tidak signifikan tersebut menunjukkan bahwa nilai tersebut tidak signifikan relative terhadap pure error. Nilai tersebut menunjukkan adanya kesesuaian data respon kadar lemak dengan model. Model untuk respon kadar lemak pada line 2 memiliki nilai adjusted R-squared dan predicted R-squared secara berturut-turut sebesar dan yang menunjukkan bahwa data aktual dan data yang diprediksikan untuk respon kadar lemak tercakup ke dalam model sebesar % dan %. Nilai predicted R-squared mendukung nilai adjusted R-squared yang dihasilkan karena selisih keduanya lebih kecil dari 0.2. Nilai adequate precision untuk respon kadar lemak sebesar yang menunjukkan besarnya sinyal terhadap noise ratio. Nilai adequate precision yang lebih besar dari 4 (9.168) mengindikasikan sinyal yang memadai sehingga model tersebut dapat digunakan sebagai pedoman design space. Berdasarkan analisis yang telah dilakukan, model yang dihasilkan memenuhi syarat sebagai model yang baik sehingga diharapkan dapat memberikan prediksi yang baik. Persamaan polinomial untuk respon kadar lemak pada line 2 adalah: Kadar Lemak (%) = ( )A ( )B ( )C (5.2) Keterangan : A = kecepatan cutter B = suhu penggorengan IN C = suhu penggorengan OUT Berdasarkan persamaan (5.2), terlihat bahwa kadar lemak dipengaruhi oleh kecepatan cutter, suhu penggorengan IN, dan suhu penggorengan OUT. Respon kadar lemak akan meningkat seiring dengan peningkatan nilai kecepatan cutter, yang ditunjukkan dengan konstanta bernilai positif. Respon kadar lemak akan mengalami penurunan dengan meningkatnya nilai suhu penggorengan IN dan suhu penggorengan OUT, yang ditunjukkan dengan konstanta bernilai negatif. Grafik kenormalan internally studentized residual untuk respon kadar lemak dapat dilihat pada Gambar 9. Grafik contour plot untuk respon kadar lemak dapat dilihat pada Gambar 10, sedangkan grafik tiga dimensinya dapat dilihat pada Gambar












7 Gambar 9. Grafik kenormalan internally studentized residuals respon kadar lemak line 2 Terlihat padaa Gambar 9 bahwa titik-titik menyebar dekat d dengan garis normal namun titik-titidata untuk respon kadar lemak pada line 2 menyebar normal. Data yang menyebar normal menunjukkan adanya pemenuhan model terhadap asumsi dari ANOVAA pada respon kadar yang lain berada dekatt di sepanjang garis normall sehingga dapat dikatakan bahwa lemak line 2. Gambar 10. Grafik contour plot hasil uji respon kadar k lemak line 2 Grafik contour plot pada Gambar 10 menggambarkan bagaimana kombinasi antarkomponen saling mempengaruhi nilai respon kadar lemak dengan suhu penggorengan OUT sebagai actual factor sebesar C. Warna-warna yang berbeda pada grafik tersebut menunjukkan nilai respon kadar lemak. Warnaa biru menunjukkan nilai respon kadar lemak terendah yaitu % dan warna merah menunjukkann nilai respon kadar lemak tertinggi yaitu %. Garis-garis pada grafik contour plot menunjukkan kombinasi dari ketiga komponen dengan nilai berbeda yang y menghasilkan respon kadar lemak yang sama. Bentuk permukaan dari hubungan interaksi antarkomponen tersebut dapat terlihat lebih jelas pada grafik tiga dimensi yang ditunjukkan pada Gambar





 menunjukkan bahwa model linear l signifikan dengan nilai p Prob>F lebih kecil dari 0.05 (0.0043).")
.")

8 Perbedaan ketinggian permukaan menunjukkan nilai respon yang berbeda-beda padaa setiap kombinasi antarkomponen formula. Daerah yang rendah menunjukkann nilai respon kadar lemak yang rendah, sedangkan daerah yang tinggi menunjukkan nilai respon kadar lemak yang tinggi. Gambar 11. Grafik tiga dimensi hasil uji respon kadar k lemak line Respon Kadar Air dan Kadar Lemak pada Line 8 Terdapat 20 data yang dianalisis sebagai hasil uji respon pada linee 8. Hasil uji respon kadar air pada linee 8 berkisar antara 2.47 % hingga 5.21 %.% Nilai respon kadar air terendah sebesar 2.47 % dihasilkan dari data ke-19 dengan kecepatan cutter sebesar 45 rpm, suhu penggorengan IN sebesar C, dan suhuu penggorengan OUT sebesar C. Nilai respon kadar air tertinggi sebesar 5.21 % dihasilkan dari data ke-144 dengan kecepatan cutter sebesar 45 rpm, r suhu penggorengan IN sebesar C, dan suhu penggorengann OUT sebesar C. Nilai rata-rata (mean) dari respon kadar air pada line 8 sebesar 3.74 % dan standar deviasi sebesar 0.48 %. Berdasarkan analisis yang g digunakan, model polinomial yang direkomendasikan oleh program Design Expert DX7.0.0 untuk respon kadar air pada line 8 adalah linear. Hasil analisis ragam (ANOVA) menunjukkan bahwa model linear l signifikan dengan nilai p Prob>F lebih kecil dari 0.05 (0.0043). Selain itu, diketahui bahwa komponen C (suhu penggorengan OUT) memberikan pengaruh yang nyata terhadap responn kadar air. Lack of fit F-value memiliki nilai sebesar 0.45 dengan nilai p Prob>F lebih besar dari 0.05 (0.8677). Nilai lack of fit yang tidak signifikan tersebut menunjukkan m bahwa nilai tersebut tidak signifikan relative terhadap pure error. Nilai tersebut menunjukkan adanya a kesesuaian data respon kadar airr dengan model. Model untuk respon kadar air pada line 8 memiliki nilai adjusted R-squared dan predicted R-squared secara berturut-turut sebesar dan yang menunjukkan bahwa data aktuall dan data yang diprediksikan untuk respon kadar airr tercakup ke dalam model sebesar % dan %. Nilai predicted R-squared mendukung nilai adjusted R-squared yang dihasilkan karena selisih keduanya lebihh kecil dari 0.2. Nilai adequate precision untuk respon kadar airr sebesar yang menunjukkan besarnya sinyal terhadap 27
9 noise ratio. Nilai adequate precision yang lebih besar dari 4 (6.850) mengindikasikan sinyal yang memadai sehinggaa model tersebut dapat digunakan sebagai pedoman design space. Berdasarkan analisis yang telah dilakukan, model yang y dihasilkan memenuhi syarat sebagai model yang baik sehingga diharapkan dapat memberikan m prediksi yang baik. Persamaan polinomial untuk respon kadar air pada line 8 adalah: Kadar Air (%) = ( )A - ( )B - ( )C Keterangan : A = kecepatan cutter B = suhu penggorengan IN C = suhu penggorengan OUT (5.3) Berdasarkan persamaan (5.3), terlihat bahwaa kadar air dipengaruhi oleh kecepatan cutter, suhu penggorengan IN, dan suhu penggorengan OUT. Respon R kadar air akan meningkat seiring dengan peningkatan nilai kecepatan cutter, yangg ditunjukkann dengan konstanta bernilai positif. Respon kadar air akan mengalami penurunan dengan meningkatnya nilai suhu penggorengan IN dan suhu penggorengan OUT, yang ditunjukkan dengan konstanta bernilai negatif. Grafik kenormalan internally studentized residual untuk respon kadar air dapat dilihat pada Gambar 12. Grafik contour plot untuk respon kadar air dapat dilihat pada Gambar 13, sedangkan grafik tiga dimensinya dapat dilihat pada Gambar 14. Gambar 12. Grafik kenormalan internally studentized residuals respon kadar air line 8 Terlihat padaa Gambar 12 bahwa titik-titik menyebar dekat dengan garis normal sehingga dapat dikatakan bahwaa data untuk respon kadar air pada line 8 menyebar normal. Data yang menyebar normal menunjukkan adanya pemenuhan model terhadap asumsi dari ANOVA pada respon kadar air line 8. 28


















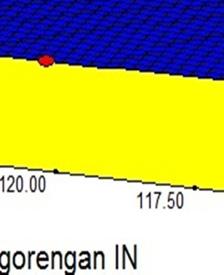
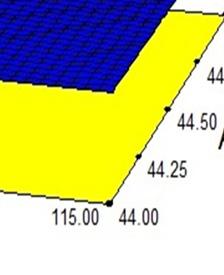
10 Gambar 13. Grafik contour plot hasil uji responn kadar air linee 8 Grafik contour plot pada Gambar 13 menggambarkan bagaimana kombinasi antarkomponen saling mempengaruhi nilai respon kadarr air dengan suhu penggorengan OUT sebagai actual factor sebesar C. Warna-warna yang berbeda pada grafik tersebut menunjukkan nilai respon kadar air. Warna kuning menunjukkan nilai respon kadar air yang semakin tinggi sedangkan warna hijau menunjukkan nilai respon kadar air yang semakin rendah. Garis-garis pada grafik contour plot p menunjukkan kombinasi dari ketiga komponen dengan nilai berbeda yang menghasilkan respon kadar air yang sama. Bentuk permukaan dari hubungan interaksii antarkomponen tersebut dapat terlihatt lebih jelas pada grafik tiga t dimensi yang ditunjukkan pada Gambar 14. Perbedaan ketinggian permukaan menunjukkan nilai respon yang berbeda-beda pada setiap kombinasi antarkomponen formula. Daerah yang rendah menunjukkan nilai respon kadar airr yang rendah, sedangkann daerah yang tinggi menunjukkan nilai respon kadar air yang tinggi. Gambar 14. Grafik tiga dimensi hasil uji responn kadar air linee 8 29
11 Respon kadar lemak padaa line 8 memiliki nilai hasil uji yang dihasilkan berkisar antara % hingga %. Nilai respon kadar lemak terendah sebesar % dihasilkan dari data ke-14 dengan kecepatan cutter sebesar 45 rpm, suhu penggorengan IN sebesar C, dan suhu penggorengan OUT sebesar C. Nilai respon kadar lemak tertinggi sebesar % dihasilkan dari dataa ke-9 dengan kecepatan cutter sebesar 45 rpm, suhu penggorengan IN sebesar C, dan suhu penggorengan OUT sebesar C.. Nilai rata-rata (mean) dari respon kadar lemak pada line 8 sebesar % dan standar deviasi sebesar 0.59 %. Berdasarkan analisis yang g digunakan, model polinomial yang direkomendasikan oleh program Design Expert DX untuk respon kadar lemakk pada line 8 adalah mean. Hasil analisis ragam (ANOVA) pada taraf signifikansi menunjukkan bahwa model tersebut tidak memiliki nilai signifikansi. Namun, lack of fit memiliki nilai yang tidak signifikan. Hal tersebut ditunjukkan pada nilai F-value sebesar 0.41 dengan nilai p Prob>F lebih besar dari 0.05 (0.2559).. Nilai lack off fit yang tidak signifikan tersebut menunjukkan bahwa nilai tersebut tidak signifikan relatif terhadap pure error. Model untuk respon kadar lemak pada line 8 memiliki predicted R-squared yang bernilai negatif, yaitu Hal tersebut menunjukkan bahwa overall mean memberikan prediksi lebih baik bagi responn kadar lemak pada line 8. 8 Model yang dihasilkan untuk respon kadar lemak pada line 8 hanya dibuat berdasarkann nilai mean sehingga didapatkan persamaan berikut: Kadar Lemak (%) = (5.4) Grafik kenormalan internally studentized residual untuk respon kadar lemak pada line 8 dapat dilihat pada Gambar 15. Grafik contour plot untuk respon kadar air dapat dilihat pada Gambar 16, sedangkan grafik tiga dimensinya dapat dilihat pada Gambar 17. Gambar 15. Grafik kenormalan internally studentized residuals respon kadar lemak linee 8 Terlihat padaa Gambar 15 bahwa titik-titik menyebar dekat dengan garis normal sehingga dapat dikatakan bahwa data untuk respon kadar lemak pada line 8 menyebar 30









12 normal. Data yang menyebar normal menunjukkan adanya pemenuhan model terhadap asumsi dari ANOVA pada respon kadar lemak line 8. Gambar 16. Grafik contour plot hasil uji respon kadar k lemak line 8 Grafik contour plot pada Gambar 16 menggambarkan bagaimana kombinasi antarkomponen tidak saling mempengaruhi nilai respon kadar lemakk dengan kecepatan cutter sebagai actual factor sebesar C. Warna yang terlihat sama pada seluruh area grafik contour plot menunjukkan bahwa nilai respon yang terbentuk memiliki besar yang samaa untuk setiap kombinasi antarkomponen yang diujikan. Hal tersebut disebabkan karena model polinomial yang terpilih adalah mean sehingga nilai respon kadar lemak pada line 8 dianggap sama untuk setiap kombinasi. Bentuk permukaan dari i hubungan interaksi antarkomponen tersebut dapat terlihat lebih jelas pada grafik tiga dimensi yang ditunjukkan pada Gambar 17. Gambar tersebut memperlihatkan nilai respon yang datar pada setiap kombinasi yang diujikan. Hal tersebut dikarenakan model polinomial yang terpilih adalah mean sehingga nilai respon kadar lemak pada line 8 dianggap tidak berbeda nyataa pada setiap kombinasi antarfaktor. a Gambar 17. Grafik tiga dimensi hasil uji respon kadar k lemak line 8 31
13 5.3.3 Respon Kadar Air dan Kadar Lemak pada Line 10 Terdapat 14 data yang dianalisis sebagai hasil uji respon pada line 10. Hasil uji respon kadar air pada line 10 berkisar antara 2.04 % hingga 3.89 %. Nilai respon kadar air terendah sebesar 2.04 % dihasilkan dari data ke-5 dengan kecepatan cutter sebesar 64 rpm, suhu penggorengan IN sebesar C, dan suhu penggorengan OUT sebesar C. Nilai respon kadar air tertinggi sebesar 3.89 % dihasilkan dari data ke-2 dengan kecepatan cutter sebesar 64 rpm, suhu penggorengan IN sebesar C, dan suhu penggorengan OUT sebesar C. Nilai rata-rata (mean) dari respon kadar air pada line 8 sebesar 2.67 % dan standar deviasi sebesar 0.25 %. Berdasarkan analisis yang digunakan, model polinomial untuk respon kadar air pada line 10 adalah reduced 2FI. Model yang direkomendasikan oleh program Design Expert DX7.0.0 adalah 2FI, namun model yang dihasilkan tidak signifikan sehingga dilakukan reduksi secara manual. Reduksi model yang dilakukan menghilangkan komponen B (suhu penggorengan IN) dan interaksi komponen AC (kecepatan cutter dan suhu penggorengan OUT) karena dianggap tidak signifikan. Hasil analisis ragam (ANOVA) menunjukkan bahwa model reduced 2FI signifikan dengan nilai p Prob>F lebih kecil dari 0.05 (0.0019). Selain itu, diketahui bahwa komponen A (kecepatan cutter), C (suhu penggorengan OUT), interaksi komponen AB (kecepatan cutter dan suhu penggorengan IN), dan BC (suhu penggorengan IN dan suhu penggorengan OUT) memberikan pengaruh yang nyata terhadap respon kadar air. Lack of fit F-value memiliki nilai sebesar dengan nilai p Prob>F lebih besar dari 0.05 (0.9207). Nilai lack of fit yang tidak signifikan tersebut menunjukkan bahwa nilai tersebut tidak signifikan relatif terhadap pure error. Nilai tersebut menunjukkan adanya kesesuaian data respon kadar air dengan model. Model untuk respon kadar air pada line 10 memiliki nilai adjusted R-squared dan predicted R-squared secara berturut-turut sebesar dan yang menunjukkan bahwa data aktual dan data yang diprediksikan untuk respon kadar air tercakup ke dalam model sebesar % dan %. Nilai predicted R-squared mendukung nilai adjusted R-squared yang dihasilkan karena selisih keduanya lebih kecil dari 0.2. Nilai adequate precision untuk respon kadar air sebesar yang menunjukkan besarnya sinyal terhadap noise ratio. Nilai adequate precision yang lebih besar dari 4 (9.520) mengindikasikan sinyal yang memadai sehingga model tersebut dapat digunakan sebagai pedoman design space. Berdasarkan analisis yang telah dilakukan, model yang dihasilkan memenuhi syarat sebagai model yang baik sehingga diharapkan dapat memberikan prediksi yang baik. Persamaan polinomial untuk respon kadar air pada line 10 adalah: Kadar Air (%) = ( )A - ( )B + ( )C + ( )AB ( )BC (5.5) Keterangan : A = kecepatan cutter B = suhu penggorengan IN C = suhu penggorengan OUT Berdasarkan persamaan (5.5), terlihat bahwa kadar air dipengaruhi oleh kecepatan cutter, suhu penggorengan IN, suhu penggorengan OUT, interaksi kecepatan cutter dengan suhu penggorengan IN, serta interaksi suhu penggorengan IN dengan suhu penggorengan OUT. Respon kadar air akan meningkat seiring dengan peningkatan nilai suhu penggorengan 32








14 OUT dan interaksi kecepatan cutter dengan suhu penggorengan IN, yang ditunjukkan dengan konstanta bernilai positif. Respon kadar air akan mengalamii penurunan dengan meningkatnya nilai kecepatann cutter, suhu penggorengan IN, dan interaksi suhu penggorengan IN dengan suhuu penggorengan OUT, yang ditunjukkann dengan konstanta bernilai negatif. Grafik kenormalan internally studentized residual untuk respon kadar air dapat dilihat pada Gambar 18. Grafik contour plot untuk respon kadar air dapat dilihat pada Gambar 19, sedangkan grafik tiga dimensinya dapat dilihat pada Gambar 20.. Gambar 18. Grafik kenormalan internally studentized residuals respon kadar air line 10 Terlihat padaa Gambar 18 bahwa titik-titik menyebar dekat dengan garis normal sehingga dapat dikatakan bahwaa data untuk respon kadar air a pada line 100 menyebar normal. Data yang menyebar normal menunjukkan adanya pemenuhan model terhadap asumsi dari ANOVA pada respon kadar air line 10 Gambarr 19. Grafik contour plot hasil uji respon kadar air linee





.")
15 Grafik contour plot pada Gambar 19 menggambarkan bagaimana kombinasi antarkomponen saling mempengaruhi nilai respon kadarr air dengan suhu penggorengan OUT sebagai actual factor sebesar C. Warna-warna yang berbeda pada grafik tersebut menunjukkan nilai respon kadar air. Garis-garis dengan nilai n berbeda yang menghasilkan respon kadar air yang sama. Bentuk permukaan dari hubungan interaksi antarkomponen tersebut dapat terlihat lebih jelas pada grafik tiga dimensi yang ditunjukkan pada Gambar 20. Perbedaan ketinggian permukaan menunjukkan nilai respon yang g berbeda-beda pada pada grafik contour plot menunjukkan kombinasi dari ketiga komponen setiap kombinasi antarkomponea en formula. Daerah yang rendah r menunjukkan nilai respon kadar air yang rendah, sedangkan daerah yang tinggi menunjukkan nilai respon kadar air yang tinggi. Gambarr 20. Grafik tiga dimensi hasil uji respon kadar air linee 10 Respon kadar lemak padaa line 10 memiliki nilai hasil uji yang dihasilkan berkisar antara % hingga %. Nilai respon kadar lemak terendah sebesar % dihasilkan dari data ke-14 dengan kecepatan cutter sebesar 66 rpm, suhu penggorengan IN sebesar C, dan suhu penggorengan OUT sebesar C. Nilai respon kadar lemak tertinggi sebesar % dihasilkan dari data ke-13 dengan kecepatan cutter sebesar 66 rpm, suhu penggorengan IN sebesar C, dan suhu penggorengan OUT sebesar C. Nilaii rata-rata (mean) dari respon kadar lemak pada linee 8 sebesar % dan standar s deviasi sebesar 0.79 %. Berdasarkan analisis yang g digunakan, model polinomial yang direkomendasikan oleh program Design Expert DX7.0.0 untuk respon kadar lemak pada line 10 adalah mean. Hasil analisis ragam (ANOVA)) pada taraf signifikansi menunjukkan bahwa model tersebut tidak memiliki nilai signifikansi. Namun, lack of fit memiliki nilai yang tidak signifikan. Hal tersebut ditunjukkan pada nilai F-value sebesar dengan nilai p Prob>F lebih besar dari 0.05 (0.2280). Nilai lack of fit yang tidak signifikan s tersebut menunjukkan bahwa nilai tersebut tidak signifikan relatif terhadap pure error. e Model untuk respon kadar lemak padaa line 10 memiliki predicted R-squared yang bernilai negatif, yaitu Hal tersebut menunjukkan bahwa overall mean memberikan prediksi lebih baik bagi responn kadar lemak pada line 10. Model yang dihasilkan untuk 34
 = 16.816433 (5.")




16 respon kadar lemak pada line 10 hanya dibuat berdasarkann nilai mean sehingga didapatkan persamaan berikut: Kadar Lemak (%) = (5.6) Grafik kenormalan internally studentized residual untuk respon kadar lemak pada line 10 dapat dilihat pada Gambarr 21. Grafik contour plot untuk responn kadar lemak dapat dilihat pada Gambar 22, sedangkan grafik tiga dimensinyaa dapat dilihatt pada Gambar 23. Gambar 21. Grafik kenormalan internally studentized residuals respon kadar lemak line 10 Terlihat padaa Gambar 21 bahwa titik-titik menyebar dekat dengan garis normal sehingga dapat dikatakan bahwa data untuk respon kadar lemak padaa line 10 menyebar normal. Data yang menyebar normal menunjukkan adanya pemenuhan model terhadap asumsi dari ANOVA pada respon kadar lemak line 10. Gambar 22. Grafik contour plot hasil uji respon kadar lemak line 10 35







17 Grafik contour plot pada Gambar 22 menggambarkan bagaimana kombinasi antarkomponen tidak saling mempengaruhi nilai respon kadar lemakk dengan kecepatan cutter sebagai actual factor sebesar 65 rpm. Warna yangg terlihat sama pada seluruh area grafik contour plot menunjukkan bahwa nilai respon yang terbentuk memiliki besar yang samaa untuk setiap kombinasi antarkomponen yang diujikan. Hal tersebut disebabkan karena model polinomial yang terpilih adalah mean sehingga nilai respon kadar lemak pada line 10 dianggap sama s untuk setiap kombinasi. Bentuk permukaan darii hubungan interaksi antarkomponen tersebut dapat terlihat lebih jelas pada grafik tiga dimensi yang ditunjukkan pada Gambar 23. Gambar tersebut memperlihatkan nilai respon yang datar pada setiap kombinasi yang diujikan. Hal tersebut dikarenakan model polinomial yang terpilih adalah mean sehingga nilai respon kadar lemak pada line 10 dianggap tidak berbeda nyata pada setiap kombinasi antarfaktor. a Gambar 23. Grafik tigaa dimensi hasil uji respon kadar lemak line Optimasi Kombinasi Parameter Proses dengann Programm Design Expert DX Proses optimasi dilakukann dengan tujuan untuk mendapatkan kombinasi parameter proses terbaik sehingga dihasilkanan kadar air dan kadar lemak mie instan yang sesuai dengan yang diinginkan. Setiap unsur yang dioptimasii memiliki bobot kepentingan yang sama, yaitu sebesar 3 (+++). Nilai optimasi terbaik ditunjukkan dengan nilai desirability yang mendekati 1. Uraian unsur yang dioptimasi terdapat pada Tabel 2. 36
18 Tabel 2. Uraian unsur parameter proses dan respon yang dioptimasi Unsur Goal Batas Bawah Batas Atas Bobot Kepentingan Kecepatan Cutter (rpm) in target (+++) Suhu Penggorengan IN ( 0 C) in target (+++) Suhu Penggorengan OUT ( 0 C) in target (+++) Kadar Air (%) in target (+++) Kadar Lemak (%) target (+++) Keterangan: = line 2 = line 8 = line 10 Respon kadar air yang diinginkan memiliki range sebesar %. Nilai tersebut lebih kecil dibandingkan dengan standar mutu mie instan yang dikeluarkan oleh Standar Nasional Indonesia, yaitu maksimal sebesar 10 % dengan metode penggorengan. Nilai kadar air yang semakin rendah menunjukkan bahwa jumlah air dalam mie instan lebih sedikit sehingga dapar memperpanjang umur simpan mie instan. Respon kadar lemak yang diinginkan memiliki target yang sama yaitu sebesar 17 %. Nilai tersebut ditentukan dengan menyesuaikan terhadap nilai kadar air yang ingin dituju. Jumlah lemak di dalam mie instan menentukan tingkat ketengikan dalam mie instan. Kombinasi nilai kadar air dan kadar lemak yang baik akan dapat memberikan karakteristik mie instan yang baik dan tentunya memiliki umur simpan yang lebih lama. Setelah tiap variabel respon dianalisis, program Design Expert DX7.0.0 akan memberikan sejumlah solusi dengan nilai desirability yang berbeda-beda. Solusi yang didapatkan dari program Design Expert DX7.0.0 dapat dilihat pada Tabel 3. Tabel 3. Solusi optimasi untuk masing-masing line Line Kecepatan Cutter (rpm) Suhu Penggorengan IN ( 0 C) Suhu Penggorengan OUT ( 0 C) Kadar Air (%) Kadar Lemak (%) Desirability Solusi yang dianggap paling mendekati optimum adalah solusi yang memiliki nilai desirability mendekati 1. Solusi-solusi yang terdapat pada Tabel 3 merupakan solusi dengan nilai desirability tertinggi dibandingkan yang lainnya. Solusi yang terpilih untuk diterapkan pada line 2 adalah pada kecepatan cutter sebesar rpm, suhu penggorengan IN C, dan suhu penggorengan OUT C 37











19 dengann prediksi nilai kadar air sebesar % dan kadar lemak 17 %. Nilai desirability untuk solusi pada line 2 sebesar 1. Solusi yang terpilih untuk diterapkann pada line 8 adalah pada kecepatan cutter sebesar rpm, suhu penggorengan IN C, dan suhu penggorengan OUT C dengan prediksi nilai kadar air sebesar % dan kadar lemak %. Nilai desirability untuk solusi pada line 8 sebesar Solusi yang terpilih untuk diterapkan pada line 10 adalah pada kecepatan cutter sebesar rpm, suhu penggorengan IN C, dann suhu penggorengan OUT C dengan prediksi nilai kadar air sebesar % dan kadar lemak %. Nilai N desirability untuk solusi pada line 10 sebesar Grafik contour plot untuk solusi line 2 terdapatt pada Gambar 24, sedangkan untuk grafik tiga dimensinya pada Gambar 25 dengan d actuall factor berupa suhu penggorengan OUT sebesar C. Grafik contour plot untuk solusi line 8 terdapat pada Gambar 26, sedangkan untuk grafik tiga dimensinya pada Gambar G 27 dengan actual factor berupa suhu penggorengan OUT sebesar C. Grafik contour plot untuk solusi line l 10 terdapat pada Gambar 28, sedangkan untuk grafik tiga dimensinya pada Gambar 29 dengan actual factor berupaa suhu penggorengan OUT sebesar C Gambar 24. Grafik contour plot solusii line 2. Gambar 25. Grafik tiga dimensi solusii line 2 38







20 Gambar 26. Grafik contour plot solusii line 8 Gambar 27. Grafik tiga dimensi solusii line 8 Gambar 28.. Grafik contour plot solusi line 10 39



 adalah rentang nilai dengan batasan tertentu, yang mengandung nilai probabilitas dari parameter")


21 Gambar 29.. Grafik tiga dimensi solusi line Verifikasi Solusi Kombinasi Parameter Proses Optimum O Setelah didapatkan solusii optimasi untuk masing-masing line, langkah selanjutnya adalah tahap verifikasi. Tujuan dari tahap tersebut adalah untuk u membuktikan hasil prediksi yang diberikan oleh program Design Expert DX7.0.0 dengan menerapkannya langsung ke proses produksi. Selain memberikan nilai prediksi untuk masing-masing respon, program Design Expert DX7.0.0 juga memberikan nilai confident interval dan prediction interval untuk masing-masing respon pada taraf signifikansi 5 %. Confident interval (CI) adalah rentang nilai dengan batasan tertentu, yang mengandung nilai probabilitas dari parameter diujikan (Howell 2008). Nilai yang biasa digunakan dalam CI adalahh 95 % atau 99 %, dengann nilai α sebesar 0.05 atauu Jika nilai CI yang digunakan adalah 95 %, artinya a adalah sebanyak 95 % pengaruhh untuk mendapatkan darii nilai suatu respon berasal dari faktor yang diujikan dan sebesarr 5 % berasal dari faktor di d luar model.. Rentang CI yang lebih sempit menunjukkan bahwa nilai optimasi yang lebih baik dibandingkan dengan rentang CI yang lebih lebar (Heiberger dan Holland 2004).. Prediction interval (PI) adalah rentang yang menunjukkan prediksi pengukuran respon berikutnya b dengan kondisii yang sama pada taraf signifikansi tertentu, dalam hal ini 5 % (Howell 2008). Uraian prediksi nilai respon serta CI dan PI untuk masing-masinm ng line dapat dilihat pada Tabel 4. 40
22 Tabel 4. Prediksi nilai respon masing-masing line Respon Prediksi 95 % CI Low 95 % CI High 95 % PI Low 95 % PI High Kadar Air (%) Kadar Lemak (%) Keterangan: = line 2 = line 8 = line Dengan diberikannya solusi parameter proses serta nilai prediksinya, diharapkan dapat dilakukan tahap verifikasi untuk pengujian kembali hasil-hasil tersebut. Tahap verifikasi belum dapat dikerjakan dikarenakan adanya perubahan nilai solusi dan waktu penelitian yang terbatas. 41
IV. METODOLOGI PENELITIAN
 IV. METODOLOGI PENELITIAN 4.1 Bahan dan Alat Bahan-bahan yang digunakan untuk analisis kadar air dan kadar lemak adalah mie instan Indomie (dengan berat bersih 61 gram, 63 gram, dan 66 gram), petroleum
IV. METODOLOGI PENELITIAN 4.1 Bahan dan Alat Bahan-bahan yang digunakan untuk analisis kadar air dan kadar lemak adalah mie instan Indomie (dengan berat bersih 61 gram, 63 gram, dan 66 gram), petroleum
V. HASIL DAN PEMBAHASAN
 V. HASIL DAN PEMBAHASAN A. Waktu dan Kecepatan Optimum Flavor C blended dibuat dengan mencampurkan flavor C Concentrat dan solvent pada perbandingan 1:9 menggunakan waktu dan kecepatan yang berbeda-beda
V. HASIL DAN PEMBAHASAN A. Waktu dan Kecepatan Optimum Flavor C blended dibuat dengan mencampurkan flavor C Concentrat dan solvent pada perbandingan 1:9 menggunakan waktu dan kecepatan yang berbeda-beda
V. HASIL DAN PEMBAHASAN
 V. HASIL DAN PEMBAHASAN A. APLIKASI KACANG OVEN GARLIC SKALA LABORATORIUM Prosedur aplikasi yang standar mutlak diperlukan karena akan menghasilkan data dengan ulangan yang baik. Pertama, bahan yang digunakan
V. HASIL DAN PEMBAHASAN A. APLIKASI KACANG OVEN GARLIC SKALA LABORATORIUM Prosedur aplikasi yang standar mutlak diperlukan karena akan menghasilkan data dengan ulangan yang baik. Pertama, bahan yang digunakan
BAB IV. HASIL DAN PEMBAHASAN
 BAB IV. HASIL DAN PEMBAHASAN A. OPTIMASI FORMULA 1. Penentuan Titik Maksimum Tahap awal dalam penelitian ini adalah penentuan titik maksimum substitusi tepung jagung dan tepung ubi jalar. Titik maksimum
BAB IV. HASIL DAN PEMBAHASAN A. OPTIMASI FORMULA 1. Penentuan Titik Maksimum Tahap awal dalam penelitian ini adalah penentuan titik maksimum substitusi tepung jagung dan tepung ubi jalar. Titik maksimum
IV. METODOLOGI PENELITIAN MAGANG
 IV. METODOLOGI PENELITIAN MAGANG A. ALAT DAN BAHAN Bahan-bahan yang digunakan dalam penelitian magang adalah base kacang oven yang diperoleh dari pabrik pada 23 Mei 2011, seasoning tanpa bahan pengisi,
IV. METODOLOGI PENELITIAN MAGANG A. ALAT DAN BAHAN Bahan-bahan yang digunakan dalam penelitian magang adalah base kacang oven yang diperoleh dari pabrik pada 23 Mei 2011, seasoning tanpa bahan pengisi,
HASIL DAN PEMBAHASAN Analisis Kandungan Brazilin
 36 HASIL DAN PEMBAHASAN Analisis Kandungan Brazilin Identifikasi tanaman secang (Caesalpinia sappan L.) di Sulawesi Selatan, dilakukan pada beberapa daerah yang berada pada dataran rendah dan dataran tinggi,
36 HASIL DAN PEMBAHASAN Analisis Kandungan Brazilin Identifikasi tanaman secang (Caesalpinia sappan L.) di Sulawesi Selatan, dilakukan pada beberapa daerah yang berada pada dataran rendah dan dataran tinggi,
METODOLOGI PENELITIAN
 22 METODOLOGI PENELITIAN Waktu dan Tempat Penelitian ini dilaksanakan pada bulan Oktober 2011 sampai April 2012 dan tempat pelaksanaan sebagai berikut: 1. Studi Lapangan di Kabupaten Gowa (Desa Lonjo boko,
22 METODOLOGI PENELITIAN Waktu dan Tempat Penelitian ini dilaksanakan pada bulan Oktober 2011 sampai April 2012 dan tempat pelaksanaan sebagai berikut: 1. Studi Lapangan di Kabupaten Gowa (Desa Lonjo boko,
OPTIMASI PROSES DAN FORMULA PADA PENGOLAHAN MI SAGU KERING (Metroxylon sagu)
") OPTIMASI PROSES DAN FORMULA PADA PENGOLAHAN MI SAGU KERING (Metroxylon sagu) Process and Formula Optimizations on Dried Sago (Metroxylon sagu) Noodle Processing Adnan Engelen, Sugiyono, Slamet Budijanto
OPTIMASI PROSES DAN FORMULA PADA PENGOLAHAN MI SAGU KERING (Metroxylon sagu) Process and Formula Optimizations on Dried Sago (Metroxylon sagu) Noodle Processing Adnan Engelen, Sugiyono, Slamet Budijanto
OPTIMASI SUHU DAN WAKTU PENGERINGAN KOPRA PUTIH DENGAN PEMANASAN TIDAK LANGSUNG (INDIRECT DRYING)
") AGROINTEK Volume 8, No.2 Agustus 2014 85 OPTIMASI SUHU DAN WAKTU PENGERINGAN KOPRA PUTIH DENGAN PEMANASAN TIDAK LANGSUNG (INDIRECT DRYING) Vina Agustini, Burhan, Askur Rahman Program Studi Teknologi Industri
AGROINTEK Volume 8, No.2 Agustus 2014 85 OPTIMASI SUHU DAN WAKTU PENGERINGAN KOPRA PUTIH DENGAN PEMANASAN TIDAK LANGSUNG (INDIRECT DRYING) Vina Agustini, Burhan, Askur Rahman Program Studi Teknologi Industri
HASIL DAN PEMBAHASAN
 IV. HASIL DAN PEMBAHASAN PENELITIAN PENDAHULUAN A. Tepung Koro Benguk Kacang koro benguk adalah tanaman musiman. Pada masa panen, keberadaannya sangat melimpah sehingga harganya jatuh dan pada saat masa
IV. HASIL DAN PEMBAHASAN PENELITIAN PENDAHULUAN A. Tepung Koro Benguk Kacang koro benguk adalah tanaman musiman. Pada masa panen, keberadaannya sangat melimpah sehingga harganya jatuh dan pada saat masa
OPTIMASI KUALITAS WARNA MINYAK GORENG DENGAN METODE RESPONSE SURFACE
 JURNAL TEKNIK INDUSTRI VOL., NO., DESEEMBER 999: 8-29 OPTIMASI KUALITAS WARNA MINYAK GORENG DENGAN METODE RESPONSE SURFACE Didik Wahjudi Dosen Fakultas Teknik, Jurusan Teknik Mesin Universitas Kristen
JURNAL TEKNIK INDUSTRI VOL., NO., DESEEMBER 999: 8-29 OPTIMASI KUALITAS WARNA MINYAK GORENG DENGAN METODE RESPONSE SURFACE Didik Wahjudi Dosen Fakultas Teknik, Jurusan Teknik Mesin Universitas Kristen
BAB III METODE PERMUKAAN RESPON. Pengkajian pada suatu proses atau sistem sering kali terfokus pada
 BAB III METODE PERMUKAAN RESPON 3.1 Pendahuluan Pengkajian pada suatu proses atau sistem sering kali terfokus pada hubungan antara respon dan variabel masukannya (input). Tujuannya adalah untuk mengoptimalkan
BAB III METODE PERMUKAAN RESPON 3.1 Pendahuluan Pengkajian pada suatu proses atau sistem sering kali terfokus pada hubungan antara respon dan variabel masukannya (input). Tujuannya adalah untuk mengoptimalkan
Regresi dengan Microsoft Office Excel
 Regresi dengan Microsoft Office Excel Author: Junaidi Junaidi 1. Pengantar Dalam statistik, regresi merupakan salah satu peralatan yang populer digunakan, baik pada ilmu-ilmu sosial maupun ilmu-ilmu eksak.
Regresi dengan Microsoft Office Excel Author: Junaidi Junaidi 1. Pengantar Dalam statistik, regresi merupakan salah satu peralatan yang populer digunakan, baik pada ilmu-ilmu sosial maupun ilmu-ilmu eksak.
OPTIMALISASI FORMULA TEPUNG BUMBU AYAM GORENG CRISPY BERBAHAN BAKU TEPUNG SINGKONG (Manihot esculenta Crantz) MODIFIKASI AUTOCLAVING-COOLING CYCLE
 MODIFIKASI AUTOCLAVING-COOLING CYCLE") OPTIMALISASI FORMULA TEPUNG BUMBU AYAM GORENG CRISPY BERBAHAN BAKU TEPUNG SINGKONG (Manihot esculenta Crantz) MODIFIKASI AUTOCLAVING-COOLING CYCLE Ela Turmala Sutrisno Taufik Rahman Chandra Maulana Program
OPTIMALISASI FORMULA TEPUNG BUMBU AYAM GORENG CRISPY BERBAHAN BAKU TEPUNG SINGKONG (Manihot esculenta Crantz) MODIFIKASI AUTOCLAVING-COOLING CYCLE Ela Turmala Sutrisno Taufik Rahman Chandra Maulana Program
OPTIMASI PRODUKSI DENGAN METODE RESPONSE SURFACE (Studi Kasus pada Industri Percetakan Koran)
") Buletin Ilmiah Math. Stat. dan Terapannya (Bimaster) Volume 05, No. 2 (2016), hal 113 118. OPTIMASI PRODUKSI DENGAN METODE RESPONSE SURFACE (Studi Kasus pada Industri Percetakan Koran) Eka Dian Rahmawati,
Buletin Ilmiah Math. Stat. dan Terapannya (Bimaster) Volume 05, No. 2 (2016), hal 113 118. OPTIMASI PRODUKSI DENGAN METODE RESPONSE SURFACE (Studi Kasus pada Industri Percetakan Koran) Eka Dian Rahmawati,
III. METODOLOGI PENELITIAN
 III. METODOLOGI PENELITIAN A. BAHAN DAN ALAT Bahan baku yang digunakan adalah rimpang kunyit, asam jawa tanpa biji cap Cabe, dan rimpang jahe yang dibeli di Pasar Induk Tangerang, air minum dalam kemasan
III. METODOLOGI PENELITIAN A. BAHAN DAN ALAT Bahan baku yang digunakan adalah rimpang kunyit, asam jawa tanpa biji cap Cabe, dan rimpang jahe yang dibeli di Pasar Induk Tangerang, air minum dalam kemasan
LAMPIRAN A HASIL UJI MUTU FISIK GRANUL
 LAMPIRAN A HASIL UJI MUTU FISIK GRANUL Mutu fisik yang diuji Kadar air (%) Waktu alir (detik) Sudut diam ( ) Indeks kompresibilitas (%) Replikasi Formula I II III IV I 3,34 3,35 3,31 3,25 II 3,01 3,04
LAMPIRAN A HASIL UJI MUTU FISIK GRANUL Mutu fisik yang diuji Kadar air (%) Waktu alir (detik) Sudut diam ( ) Indeks kompresibilitas (%) Replikasi Formula I II III IV I 3,34 3,35 3,31 3,25 II 3,01 3,04
Gambar 6. Rontokan seasoning pada belt conveyor (A) dan pada mesin weighing (B)
 dan pada mesin weighing (B)") IV. HASIL DAN PEMBAHASAN A. SIMULASI SKALA LABORATORIUM Proses pengaplikasian seasoning pada produk tortilla chip yang diproduksi PT Garudafood adalah metode satu tahap yaitu menggunakan dry seasoning
IV. HASIL DAN PEMBAHASAN A. SIMULASI SKALA LABORATORIUM Proses pengaplikasian seasoning pada produk tortilla chip yang diproduksi PT Garudafood adalah metode satu tahap yaitu menggunakan dry seasoning
METODE Waktu dan Tempat Bahan dan Alat Persiapan Bahan Baku
 18 METODE Waktu dan Tempat Penelitian ini dilaksanakan pada bulan September 2009 sampai Februari 2010 yang merupakan bagian dari penelitian labu kuning yang dilaksanakan Balai Besar Penelitian dan Pengembangan
18 METODE Waktu dan Tempat Penelitian ini dilaksanakan pada bulan September 2009 sampai Februari 2010 yang merupakan bagian dari penelitian labu kuning yang dilaksanakan Balai Besar Penelitian dan Pengembangan
PENGARUH PENGGUNAAN PEWARNA ALAMI, WAKTU PENGUKUSAN DAN SUHU TERHADAP PEMBUATAN SNACK MIE KERING RAINBOW
 JURNAL TEKNOLOGI AGRO-INDUSTRI Vol. 3 No.1 ; Juni 2016 ISSN 2407-4624 PENGARUH PENGGUNAAN PEWARNA ALAMI, WAKTU PENGUKUSAN DAN SUHU TERHADAP PEMBUATAN SNACK MIE KERING RAINBOW *RIZKI AMALIA 1, HAMDAN AULI
JURNAL TEKNOLOGI AGRO-INDUSTRI Vol. 3 No.1 ; Juni 2016 ISSN 2407-4624 PENGARUH PENGGUNAAN PEWARNA ALAMI, WAKTU PENGUKUSAN DAN SUHU TERHADAP PEMBUATAN SNACK MIE KERING RAINBOW *RIZKI AMALIA 1, HAMDAN AULI
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN 3.1 Penentuan Variabel 3.1.1 Variabel Tetap Placket-Burman Screening Design Air kelapa Usia starter : 500 ml : 7 hari Respon Surface Method Air kelapa Usia starter Urea Sumber
BAB III METODOLOGI PENELITIAN 3.1 Penentuan Variabel 3.1.1 Variabel Tetap Placket-Burman Screening Design Air kelapa Usia starter : 500 ml : 7 hari Respon Surface Method Air kelapa Usia starter Urea Sumber
BAB I PENDAHULUAN. harus mengoptimalkan kinerja dari fungsi-fungsi yang ada di perusahaan.
 BAB I PENDAHULUAN A. Latar Belakang Masalah Tujuan utama sebuah perusahaan pada umumnya adalah untuk mendapatkan laba. Apapun strategi yang dilakukan adalah untuk laba. Dari laba yang diperoleh perusahaan
BAB I PENDAHULUAN A. Latar Belakang Masalah Tujuan utama sebuah perusahaan pada umumnya adalah untuk mendapatkan laba. Apapun strategi yang dilakukan adalah untuk laba. Dari laba yang diperoleh perusahaan
3. METODOLOGI PENELITIAN
 17 3. METODOLOGI PENELITIAN 3.1 Waktu dan Tempat Penelitian Penelitian ini dilaksanakan pada bulan Agustus 2011 sampai Maret 2012. Penelitian ini dilakukan di beberapa laboratorium yaitu, Laboratorium
17 3. METODOLOGI PENELITIAN 3.1 Waktu dan Tempat Penelitian Penelitian ini dilaksanakan pada bulan Agustus 2011 sampai Maret 2012. Penelitian ini dilakukan di beberapa laboratorium yaitu, Laboratorium
LAMPIRAN A HASIL UJI MUTU FISIK GRANUL. Propranolol Hidroklorida
 LAMPIRAN A HASIL UJI MUTU FISIK GRANUL Replikasi Formula Tablet Sublingual Mutu fisk Propranolol Hidroklorida yang diuji F I F II F III F IV Persyaratan Waktu alir I 9.57 8.54 7.56 6.01 Tidak lebih (detik)
LAMPIRAN A HASIL UJI MUTU FISIK GRANUL Replikasi Formula Tablet Sublingual Mutu fisk Propranolol Hidroklorida yang diuji F I F II F III F IV Persyaratan Waktu alir I 9.57 8.54 7.56 6.01 Tidak lebih (detik)
METODE PENELITIAN Tempat dan Waktu Bahan dan Alat Bahan Alat
 15 METODE PENELITIAN Tempat dan Waktu Penelitian ini dilakukan di Laboratorium Pengolahan Pangan, Laboratorium Organoleptik, dan Laboratorium Analisis Kimia Pangan Departemen Gizi Masyarakat, Fakultas
15 METODE PENELITIAN Tempat dan Waktu Penelitian ini dilakukan di Laboratorium Pengolahan Pangan, Laboratorium Organoleptik, dan Laboratorium Analisis Kimia Pangan Departemen Gizi Masyarakat, Fakultas
I PENDAHULUAN. dan Tujuan Penelitian, (4) Manfaat Penelitian, (5) Kerangka Pemikiran, (6) Hipotesis Penelitian
 Manfaat Penelitian, (5) Kerangka Pemikiran, (6) Hipotesis Penelitian") I PENDAHULUAN Bab ini menguraikan mengenai (1) Latar Belakang, (2) Identifikasi Masalah, (3) Maksud dan Tujuan Penelitian, (4) Manfaat Penelitian, (5) Kerangka Pemikiran, (6) Hipotesis Penelitian dan (7)
I PENDAHULUAN Bab ini menguraikan mengenai (1) Latar Belakang, (2) Identifikasi Masalah, (3) Maksud dan Tujuan Penelitian, (4) Manfaat Penelitian, (5) Kerangka Pemikiran, (6) Hipotesis Penelitian dan (7)
III. METODOLOGI PENELITIAN
 III. METODOLOGI PENELITIAN 1. BAHAN DAN ALAT Bahan-bahan yang digunakan adalah tepung sukun yang dihasilkan oleh Balai Besar Penelitian dan Pengembangan Pascapanen Petani, tepung tapioka merk Gunung Agung,
III. METODOLOGI PENELITIAN 1. BAHAN DAN ALAT Bahan-bahan yang digunakan adalah tepung sukun yang dihasilkan oleh Balai Besar Penelitian dan Pengembangan Pascapanen Petani, tepung tapioka merk Gunung Agung,
BAB III. METODOLOGI PENELITIAN
 BAB III. METODOLOGI PENELITIAN A. BAHAN DAN ALAT Bahan-bahan yang digunakan dalam pembuatan muffin adalah tepung terigu, tepung ubi jalar, tepung jagung, margarin, air, garam, telur, gula halus, dan baking
BAB III. METODOLOGI PENELITIAN A. BAHAN DAN ALAT Bahan-bahan yang digunakan dalam pembuatan muffin adalah tepung terigu, tepung ubi jalar, tepung jagung, margarin, air, garam, telur, gula halus, dan baking
BAB IV HASIL DAN PEMBAHASAN. A. Sintesis 1-(2,5-dihidroksifenil)-(3-piridin-2-il) propenon
-(3-piridin-2-il) propenon") BAB IV HASIL DAN PEMBAHASAN A. Sintesis -(,5-dihidroksifenil)-(-piridin--il) propenon Senyawa -(,5-dihidroksifenil)-(-piridin--il) propenon disintesis dengan cara mencampurkan senyawa,5-dihidroksiasetofenon,
BAB IV HASIL DAN PEMBAHASAN A. Sintesis -(,5-dihidroksifenil)-(-piridin--il) propenon Senyawa -(,5-dihidroksifenil)-(-piridin--il) propenon disintesis dengan cara mencampurkan senyawa,5-dihidroksiasetofenon,
LAMPIRAN A HASIL UJI MUTU FISIK GRANUL
 LAMPIRAN A HASIL UJI MUTU FISIK GRANUL Pengujian Kadar air (persen) Waktu alir (detik) Sudut diam (derajat) Indeks kompresibilitas (persen) Formula Replikasi 1 2 3 4 I 3,64 4,71 4,38 2,78 II 4,66 3,11
LAMPIRAN A HASIL UJI MUTU FISIK GRANUL Pengujian Kadar air (persen) Waktu alir (detik) Sudut diam (derajat) Indeks kompresibilitas (persen) Formula Replikasi 1 2 3 4 I 3,64 4,71 4,38 2,78 II 4,66 3,11
PENGARUH PENGIKATAN GLUTEN PADA TEPUNG BERAS DALAM UPAYA PENINGKATAN KUALITAS ADONAN TEPUNG BERAS SULASTRI
 PENGARUH PENGIKATAN GLUTEN PADA TEPUNG BERAS DALAM UPAYA PENINGKATAN KUALITAS ADONAN TEPUNG BERAS SULASTRI DEPARTEMEN TEKNOLOGI INDUSTRI PERTANIAN FAKULTAS TEKNOLOGI PERTANIAN INSTITUT PERTANIAN BOGOR
PENGARUH PENGIKATAN GLUTEN PADA TEPUNG BERAS DALAM UPAYA PENINGKATAN KUALITAS ADONAN TEPUNG BERAS SULASTRI DEPARTEMEN TEKNOLOGI INDUSTRI PERTANIAN FAKULTAS TEKNOLOGI PERTANIAN INSTITUT PERTANIAN BOGOR
BAB III METODE PENELITIAN. Populasi dalam penelitian ini adalah seluruh perusahaan yang tercatat dalam
 29 BAB III METODE PENELITIAN 3.1 Populasi Dan Sampel Penelitian Populasi dalam penelitian ini adalah seluruh perusahaan yang tercatat dalam Bursa Efek Indonesia (BEI) pada tahun 2009-2013. Teknik pengambilan
29 BAB III METODE PENELITIAN 3.1 Populasi Dan Sampel Penelitian Populasi dalam penelitian ini adalah seluruh perusahaan yang tercatat dalam Bursa Efek Indonesia (BEI) pada tahun 2009-2013. Teknik pengambilan
APLIKASI METODE RESPON SURFACE UNTUK OPTIMASI KUANTITAS SUSUT BOBOT BUAH MANGGIS. Abstrak
 APLIKASI METODE RESPON SURFACE UNTUK OPTIMASI KUANTITAS SUSUT BOBOT BUAH MANGGIS Andriani Lubis 1*) 1) Fakultas Pertanian, Universitas Syiah Kuala, Banda Aceh, 23111 *) andriani_loebis@yahoo.com Abstrak
APLIKASI METODE RESPON SURFACE UNTUK OPTIMASI KUANTITAS SUSUT BOBOT BUAH MANGGIS Andriani Lubis 1*) 1) Fakultas Pertanian, Universitas Syiah Kuala, Banda Aceh, 23111 *) andriani_loebis@yahoo.com Abstrak
HASIL DAN PEMBAHASAN Pembuatan Adonan Kerupuk
 HASIL DAN PEMBAHASAN Peubah yang diamati dalam penelitian ini, seperti kadar air, uji proksimat serka kadar kalsium dan fosfor diukur pada kerupuk mentah kering, kecuali rendemen. Rendemen diukur pada
HASIL DAN PEMBAHASAN Peubah yang diamati dalam penelitian ini, seperti kadar air, uji proksimat serka kadar kalsium dan fosfor diukur pada kerupuk mentah kering, kecuali rendemen. Rendemen diukur pada
Mita Ramadiyanti, Yusep Ikhrawan Universitas Bandung Raya, ; UniversitasPasundan
 P A S P A L U M V O L I V N o. 2 S e p t e m b e r 2016 31 FORMULASI TEPUNG KOMPOSITTERHADAPMIE BASAH MENGGUNAKAN RESPONSE SURFACE METHODOLOGY FLOUR FORMULATIONS USING WET NOODLE TO COMPOSITE RESPONSE
P A S P A L U M V O L I V N o. 2 S e p t e m b e r 2016 31 FORMULASI TEPUNG KOMPOSITTERHADAPMIE BASAH MENGGUNAKAN RESPONSE SURFACE METHODOLOGY FLOUR FORMULATIONS USING WET NOODLE TO COMPOSITE RESPONSE
III. METODOLOGI PENELITIAN
 III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilaksanakan pada bulan November 2011-Februari 2012. Proses penggorengan hampa keripik ikan tongkol dilakukan di UKM Mekar Sari,
III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilaksanakan pada bulan November 2011-Februari 2012. Proses penggorengan hampa keripik ikan tongkol dilakukan di UKM Mekar Sari,
HASIL DAN PEMBAHASAN
 HASIL DAN PEMBAHASAN Absorbsi Near Infrared Sampel Tepung Ikan Absorbsi near infrared oleh 50 sampel tepung ikan dengan panjang gelombang 900 sampai 2000 nm berkisar antara 0.1 sampai 0.7. Secara grafik
HASIL DAN PEMBAHASAN Absorbsi Near Infrared Sampel Tepung Ikan Absorbsi near infrared oleh 50 sampel tepung ikan dengan panjang gelombang 900 sampai 2000 nm berkisar antara 0.1 sampai 0.7. Secara grafik
OPTIMASI MUTU BRIKET ARANG CAMPURAN CANGKANG BINTARO (Cerbera odollam Gaertn) DAN TEMPURUNG KELAPA DENGAN METODE RESPON PERMUKAAN SUGIYONO
 DAN TEMPURUNG KELAPA DENGAN METODE RESPON PERMUKAAN SUGIYONO") OPTIMASI MUTU BRIKET ARANG CAMPURAN CANGKANG BINTARO (Cerbera odollam Gaertn) DAN TEMPURUNG KELAPA DENGAN METODE RESPON PERMUKAAN SUGIYONO DEPARTEMEN TEKNOLOGI INDUSTRI PERTANIAN FAKULTAS TEKNOLOGI PERTANIAN
OPTIMASI MUTU BRIKET ARANG CAMPURAN CANGKANG BINTARO (Cerbera odollam Gaertn) DAN TEMPURUNG KELAPA DENGAN METODE RESPON PERMUKAAN SUGIYONO DEPARTEMEN TEKNOLOGI INDUSTRI PERTANIAN FAKULTAS TEKNOLOGI PERTANIAN
MEMPELAJARI PROSES PRODUKSI JENIS MIE KERING PADA PT INDOFOOD CBP SUKSES MAKMUR TBK
 MEMPELAJARI PROSES PRODUKSI JENIS MIE KERING PADA PT INDOFOOD CBP SUKSES MAKMUR TBK Oleh : Muhamad Triwibowo (34412832) Pembimbing : Dr. Ir. Hotniar Siringoringo, M.Sc Latar Belakang PENDAHULUAN Proses
MEMPELAJARI PROSES PRODUKSI JENIS MIE KERING PADA PT INDOFOOD CBP SUKSES MAKMUR TBK Oleh : Muhamad Triwibowo (34412832) Pembimbing : Dr. Ir. Hotniar Siringoringo, M.Sc Latar Belakang PENDAHULUAN Proses
LAMPIRAN A Percobaan Validasi Metode Analisa Propranolol HCl. 1. Penentuan Kurva Baku Berikut ini adalah data dari kurva baku selama tiga hari C 1
 LAMPIRAN A Percobaan Validasi Metode Analisa Propranolol HCl 1. Penentuan Kurva Baku Berikut ini adalah data dari kurva baku selama tiga hari C 1 A 1 C 2 A 2 C 3 (µg/ml) (µg/ml) (µg/ml) 2,04 0,03 2 0,03
LAMPIRAN A Percobaan Validasi Metode Analisa Propranolol HCl 1. Penentuan Kurva Baku Berikut ini adalah data dari kurva baku selama tiga hari C 1 A 1 C 2 A 2 C 3 (µg/ml) (µg/ml) (µg/ml) 2,04 0,03 2 0,03
PARAMETER SETTING OF PRESS MACHINE USING RESPONSE SURFACE METHOD IN OIL PALM FACTORY. 2 PT. Perkebunan Lembah Bakti, Astra Agro Lestari, Tbk ABSTRAK
 Jurnal Riset Industri Vol. V, No., 0, Hal 53-60 SETTING PARAMETER MESIN PRESS DENGAN METODE RESPON PERMUKAAN PADA PABRIK KELAPA SAWIT PARAMETER SETTING OF PRESS MACHINE USING RESPONSE SURFACE METHOD IN
Jurnal Riset Industri Vol. V, No., 0, Hal 53-60 SETTING PARAMETER MESIN PRESS DENGAN METODE RESPON PERMUKAAN PADA PABRIK KELAPA SAWIT PARAMETER SETTING OF PRESS MACHINE USING RESPONSE SURFACE METHOD IN
BAB V ANALISA DAN INTERPRETASI
 59 BAB V ANALISA DAN INTERPRETASI Berdasarkan informasi dari pengolahan data yang telah ada, dapat dilakukan analisa dan interpretasi mengenai data-data yang telah diolah. 5.1 Analisa Standard Nasional
59 BAB V ANALISA DAN INTERPRETASI Berdasarkan informasi dari pengolahan data yang telah ada, dapat dilakukan analisa dan interpretasi mengenai data-data yang telah diolah. 5.1 Analisa Standard Nasional
METODOLOGI PENELITIAN
 III. METODOLOGI PENELITIAN A. WAKTU DAN TEMPAT PENELITIAN Penelitian dilakukan di Desa Sido Makmur, Kec. Sipora Utara, Kab. Kep.Mentawai untuk proses penggorengan keripik ikan lemuru. Dan dilanjutkan dengan
III. METODOLOGI PENELITIAN A. WAKTU DAN TEMPAT PENELITIAN Penelitian dilakukan di Desa Sido Makmur, Kec. Sipora Utara, Kab. Kep.Mentawai untuk proses penggorengan keripik ikan lemuru. Dan dilanjutkan dengan
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN A. Tempat dan Waktu Penelitian Penelitian ini dilaksanakan di Laboratorium Proses Pengolahan dan Hasil Pertanian Fakultas Pertanian Universitas Sebelas Maret Surakarta, CV. An-
BAB III METODE PENELITIAN A. Tempat dan Waktu Penelitian Penelitian ini dilaksanakan di Laboratorium Proses Pengolahan dan Hasil Pertanian Fakultas Pertanian Universitas Sebelas Maret Surakarta, CV. An-
Verifikasi HASIL DAN PEMBAHASAN. Kondisi Ekstraksi Bahan Baku Penyusun Minuman Fungsional
 21 Verifikasi Design Expert 7 akan memberikan solusi kombinasi formula dan kondisi proses yang optimum, selanjutnya dilakukan pembuatan formula dengan kondisi proses sesuai dengan yang disarankan. Hal
21 Verifikasi Design Expert 7 akan memberikan solusi kombinasi formula dan kondisi proses yang optimum, selanjutnya dilakukan pembuatan formula dengan kondisi proses sesuai dengan yang disarankan. Hal
FORMULASI MI KERING SAGU DENGAN SUBSTITUSI TEPUNG KACANG HIJAU
 FORMULASI MI KERING SAGU DENGAN SUBSTITUSI TEPUNG KACANG HIJAU Formulation of Dry Sago Noodles with Mung Bean Flour Substitution Hilka Yuliani, Nancy Dewi Yuliana, Slamet Budijanto Departemen Ilmu dan
FORMULASI MI KERING SAGU DENGAN SUBSTITUSI TEPUNG KACANG HIJAU Formulation of Dry Sago Noodles with Mung Bean Flour Substitution Hilka Yuliani, Nancy Dewi Yuliana, Slamet Budijanto Departemen Ilmu dan
LAMPIRAN A PERCOBAAN VALIDASI METODE ANALISA PROPRANOLOL HCL. Berikut ini adalah data dari kurva baku selama tiga hari berturut turut A 2 C 3.
 LAMPIRAN A PERCOBAAN VALIDASI METODE ANALISA PROPRANOLOL HCL 1. Penentuan Kurva Baku Berikut ini adalah data dari kurva baku selama tiga hari berturut turut C 1 (µg/ ml) A 1 C 2 (µg/ ml) A 2 C 3 (µg/ ml)
LAMPIRAN A PERCOBAAN VALIDASI METODE ANALISA PROPRANOLOL HCL 1. Penentuan Kurva Baku Berikut ini adalah data dari kurva baku selama tiga hari berturut turut C 1 (µg/ ml) A 1 C 2 (µg/ ml) A 2 C 3 (µg/ ml)
Gambar 7 Desain peralatan penelitian
 21 III. METODE PENELITIAN 3.1. Bahan dan Alat Bahan utama yang digunakan dalam penelitian ini adalah tanah pemucat bekas yang diperoleh dari Asian Agri Group Jakarta. Bahan bahan kimia yang digunakan adalah
21 III. METODE PENELITIAN 3.1. Bahan dan Alat Bahan utama yang digunakan dalam penelitian ini adalah tanah pemucat bekas yang diperoleh dari Asian Agri Group Jakarta. Bahan bahan kimia yang digunakan adalah
OPTIMASI KADAR HIDROGEN PEROKSIDA DAN FERO SULFAT
 VI. OPTIMASI KADAR HIDROGEN PEROKSIDA DAN FERO SULFAT Pendahuluan Penelitian pada tahapan ini didisain untuk mengevaluasi sifat-sifat papan partikel tanpa perekat yang sebelumnya diberi perlakuan oksidasi.
VI. OPTIMASI KADAR HIDROGEN PEROKSIDA DAN FERO SULFAT Pendahuluan Penelitian pada tahapan ini didisain untuk mengevaluasi sifat-sifat papan partikel tanpa perekat yang sebelumnya diberi perlakuan oksidasi.
BAB IV HASIL DAN PEMBAHASAN. 4.1 Proses Pembuatan Mie Basah Rasa Sayur Bayam Hijau
 BAB IV HASIL DAN PEMBAHASAN 4.1 Proses Pembuatan Mie Basah Rasa Sayur Bayam Hijau Proses pembuatan mie basah rasa sayur bayam hijau ini diawali dengan penyediaan bahan baku sampai pada proses pembuatan
BAB IV HASIL DAN PEMBAHASAN 4.1 Proses Pembuatan Mie Basah Rasa Sayur Bayam Hijau Proses pembuatan mie basah rasa sayur bayam hijau ini diawali dengan penyediaan bahan baku sampai pada proses pembuatan
denaturasi pada saat pemanasan dan mempertahankan bentuk pada produk akhir. Pati yang merupakan komponen utama dalam tepung (sekitar 67%) pada proses
 pada proses") BAB III PEMBAHASAN Pembuatan mie kering umumnya hanya menggunakan bahan dasar tepung terigu namun saat ini mie kering dapat difortifikasi dengan tepung lain agar dapat menyeimbangkan kandung gizi yang
BAB III PEMBAHASAN Pembuatan mie kering umumnya hanya menggunakan bahan dasar tepung terigu namun saat ini mie kering dapat difortifikasi dengan tepung lain agar dapat menyeimbangkan kandung gizi yang
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN A. Statistik Deskriptif Statistik deskriptif menjelaskan tentang informasi karakteristik variabelvariabel dan data penelitian. Data yang digunakan pada tabel statistik deskriptif
BAB IV HASIL DAN PEMBAHASAN A. Statistik Deskriptif Statistik deskriptif menjelaskan tentang informasi karakteristik variabelvariabel dan data penelitian. Data yang digunakan pada tabel statistik deskriptif
BAB IV PENGUJIAN DAN ANALISA
 BAB IV PENGUJIAN DAN ANALISA Bab ini akan membahas mengenai pengujian dan analisa setiap modul dari sistem yang dirancang. Tujuan dari pengujian ini adalah untuk mengetahui apakah sistem yang dirancang
BAB IV PENGUJIAN DAN ANALISA Bab ini akan membahas mengenai pengujian dan analisa setiap modul dari sistem yang dirancang. Tujuan dari pengujian ini adalah untuk mengetahui apakah sistem yang dirancang
Suhu udara pengeringan ( C) Sumber: Otten et al. (1984)
 Sumber: Otten et al. (1984)") 12 Tabel 2. Persentase biji retak setelah biji kacang-kacangan dikeringkan pada beberapa taraf kelembaban udara dan suhu udara pengeringan Kelembaban udara (%) Suhu udara pengeringan ( C) 40 50 60 10 17.2
12 Tabel 2. Persentase biji retak setelah biji kacang-kacangan dikeringkan pada beberapa taraf kelembaban udara dan suhu udara pengeringan Kelembaban udara (%) Suhu udara pengeringan ( C) 40 50 60 10 17.2
Jurnal Ilmiah Widya Teknik Volume 16 Nomor ISSN
 Jurnal Ilmiah Widya Teknik Volume 6 Nomor 07 ISSN 4-750 OPTIMASI FAKTOR YANG BERPENGARUH PADA KUALITAS LILIN DI UD.X DENGAN METODE RESPONSE SURFACE Maria Agnes Octaviani, Dian Retno Sari Dewi*, Luh Juni
Jurnal Ilmiah Widya Teknik Volume 6 Nomor 07 ISSN 4-750 OPTIMASI FAKTOR YANG BERPENGARUH PADA KUALITAS LILIN DI UD.X DENGAN METODE RESPONSE SURFACE Maria Agnes Octaviani, Dian Retno Sari Dewi*, Luh Juni
Team project 2017 Dony Pratidana S. Hum Bima Agus Setyawan S. IIP
 Hak cipta dan penggunaan kembali: Lisensi ini mengizinkan setiap orang untuk menggubah, memperbaiki, dan membuat ciptaan turunan bukan untuk kepentingan komersial, selama anda mencantumkan nama penulis
Hak cipta dan penggunaan kembali: Lisensi ini mengizinkan setiap orang untuk menggubah, memperbaiki, dan membuat ciptaan turunan bukan untuk kepentingan komersial, selama anda mencantumkan nama penulis
Optimasi Parameter Proses Pemotongan Acrylic terhadap Kekasaran Permukaan Menggunakan Laser Cutting Dengan Metode Response Surface
 Optimasi Parameter Proses Pemotongan Acrylic terhadap Kekasaran Permukaan Menggunakan Laser Cutting Dengan Metode Response Surface Moh. Muria Armansyah S. 1*, Endang Pudji Purwanti 2, dan Bayu Wiro Karuniawan
Optimasi Parameter Proses Pemotongan Acrylic terhadap Kekasaran Permukaan Menggunakan Laser Cutting Dengan Metode Response Surface Moh. Muria Armansyah S. 1*, Endang Pudji Purwanti 2, dan Bayu Wiro Karuniawan
BAB I PENDAHULUAN. 1.1.Latar Belakang dan Permasalahan
 1 BAB I PENDAHULUAN 1.1.Latar Belakang dan Permasalahan Response Surface Methodology sudah dikenalkan oleh Box dan Wilson sejak tahun 1951. Dalam buku Design and Analysis of Experiment, Montgomerry (2001),
1 BAB I PENDAHULUAN 1.1.Latar Belakang dan Permasalahan Response Surface Methodology sudah dikenalkan oleh Box dan Wilson sejak tahun 1951. Dalam buku Design and Analysis of Experiment, Montgomerry (2001),
EVALUASI MUTU MI INSTAN YANG DIBUAT DARI PATI SAGU LOKAL RIAU. Evaluation on the Quality of Instant Noodles Made From Riau Sago Starch
 EVALUASI MUTU MI INSTAN YANG DIBUAT DARI PATI SAGU LOKAL RIAU Evaluation on the Quality of Instant Noodles Made From Riau Sago Starch Arfendi (0706112356) Usman Pato and Evy Rossi Arfendi_thp07@yahoo.com
EVALUASI MUTU MI INSTAN YANG DIBUAT DARI PATI SAGU LOKAL RIAU Evaluation on the Quality of Instant Noodles Made From Riau Sago Starch Arfendi (0706112356) Usman Pato and Evy Rossi Arfendi_thp07@yahoo.com
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN 3.1 Gambaran Umum Objek Penelitian Obyek yang diteliti dalam penelitian ini adalah auditor yang bekerja di Kantor Akuntan Publik (KAP) yang terletak di Jakarta. Responden yang
BAB III METODE PENELITIAN 3.1 Gambaran Umum Objek Penelitian Obyek yang diteliti dalam penelitian ini adalah auditor yang bekerja di Kantor Akuntan Publik (KAP) yang terletak di Jakarta. Responden yang
DAFTAR ISI HALAMAN JUDUL HALAMAN PENGESAHAN HALAMAN PERNYATAAN HALAMAN PERSEMBAHAN KATA PENGANTAR UCAPAN TERIMA KASIH
 DAFTAR ISI HALAMAN JUDUL i HALAMAN PENGESAHAN ii HALAMAN PERNYATAAN iii HALAMAN PERSEMBAHAN v KATA PENGANTAR vi UCAPAN TERIMA KASIH vii DAFTAR ISI ix DAFTAR GAMBAR xi DAFTAR TABEL xiv DAFTAR LAMPIRAN xvi
DAFTAR ISI HALAMAN JUDUL i HALAMAN PENGESAHAN ii HALAMAN PERNYATAAN iii HALAMAN PERSEMBAHAN v KATA PENGANTAR vi UCAPAN TERIMA KASIH vii DAFTAR ISI ix DAFTAR GAMBAR xi DAFTAR TABEL xiv DAFTAR LAMPIRAN xvi
BAB IV HASIL DAN PEMBAHASAN
 52 BAB IV HASIL DAN PEMBAHASAN A. Hasil Uji Analisis Hipotesis dalam penelitian ini diuji dengan menggunakan model regresi berganda. Tujuannya adalah untuk memperoleh gambaran yang menyeluruh mengenai
52 BAB IV HASIL DAN PEMBAHASAN A. Hasil Uji Analisis Hipotesis dalam penelitian ini diuji dengan menggunakan model regresi berganda. Tujuannya adalah untuk memperoleh gambaran yang menyeluruh mengenai
III. METODE PENELITIAN. Penelitian ini dilaksanakan di Laboratorium Pengolahan Hasil Pertanian Jurusan
 20 III. METODE PENELITIAN 3.1. Tempat dan Waktu Penelitian ini dilaksanakan di Laboratorium Pengolahan Hasil Pertanian Jurusan Teknologi Hasil Pertanian Universitas Lampung dan Laboratorium Politeknik
20 III. METODE PENELITIAN 3.1. Tempat dan Waktu Penelitian ini dilaksanakan di Laboratorium Pengolahan Hasil Pertanian Jurusan Teknologi Hasil Pertanian Universitas Lampung dan Laboratorium Politeknik
OPTIMASI PARAMETER PEMESINAN TANPA FLUIDA PENDINGIN TERHADAP MUTU BAJA AISI Jl. Jend. Sudirman Km 3 Cilegon,
 OPTIMASI PARAMETER PEMESINAN TANPA FLUIDA PENDINGIN TERHADAP MUTU BAJA AISI 1045 Haryadi 1, Slamet Wiyono 2, Iman Saefuloh 3, Muhamad Rizki Mutaqien 4 1,2,3,4 Jurusan Teknik Mesin, Fakultas Teknik, Universitas
OPTIMASI PARAMETER PEMESINAN TANPA FLUIDA PENDINGIN TERHADAP MUTU BAJA AISI 1045 Haryadi 1, Slamet Wiyono 2, Iman Saefuloh 3, Muhamad Rizki Mutaqien 4 1,2,3,4 Jurusan Teknik Mesin, Fakultas Teknik, Universitas
Optimasi Parameter Pembubutan Terhadap Kekasaran Permukaan Produk
 Jurnal Rekayasa Mesin Vol.4, No.3 Tahun 3: 77-8 ISSN 6-468X Optimasi Parameter Pembubutan Terhadap Kekasaran Permukaan Produk Franscisca Gayuh Utami Dewi, Femiana Gapsari Jurusan Teknik Mesin Fakultas
Jurnal Rekayasa Mesin Vol.4, No.3 Tahun 3: 77-8 ISSN 6-468X Optimasi Parameter Pembubutan Terhadap Kekasaran Permukaan Produk Franscisca Gayuh Utami Dewi, Femiana Gapsari Jurusan Teknik Mesin Fakultas
I. METODE PENELITIAN. Pasca Panen Jurusan Teknik Pertanian, Fakultas Pertanian, Universitas Lampung.
 I. METODE PENELITIAN 3.1. Waktu dan Tempat Penelitian dilakukan pada bulan Maret 2012 sampai April 2012 di Laboratorium Teknologi Industri Hasil Pertanian, dan Laboratorium Rekayasa Bioproses dan Pasca
I. METODE PENELITIAN 3.1. Waktu dan Tempat Penelitian dilakukan pada bulan Maret 2012 sampai April 2012 di Laboratorium Teknologi Industri Hasil Pertanian, dan Laboratorium Rekayasa Bioproses dan Pasca
METODOLOGI PENELITIAN
 III. METODOLOGI PENELITIAN A. Waktu dantempat Penelitian Penelitian ini dilakukan di UKM Mekar Sari di Dusun Boleleu No. 18 Desa Sidomakmur Kecamatan Sipora Utara Kabupaten Kepulauan Mentawai. Sementara
III. METODOLOGI PENELITIAN A. Waktu dantempat Penelitian Penelitian ini dilakukan di UKM Mekar Sari di Dusun Boleleu No. 18 Desa Sidomakmur Kecamatan Sipora Utara Kabupaten Kepulauan Mentawai. Sementara
MATERI DAN METOD E Lokasi dan Waktu Materi Prosedur Penelitian Tahap Pertama
 MATERI DAN METODE Lokasi dan Waktu Penelitian dilaksanakan di Bagian Teknologi Hasil Ternak Fakultas Peternakan, Pusat Penelitian Sumberdaya Hayati dan Bioteknologi, Lembaga Penelitian dan Pemberdayaan
MATERI DAN METODE Lokasi dan Waktu Penelitian dilaksanakan di Bagian Teknologi Hasil Ternak Fakultas Peternakan, Pusat Penelitian Sumberdaya Hayati dan Bioteknologi, Lembaga Penelitian dan Pemberdayaan
BAB IV HASIL DAN PEMBAHASAN. yang terdaftar dalam LQ-45 di Bursa Efek Indonesia periode
 BAB IV HASIL DAN PEMBAHASAN A. Gambaran Umum Sampel penelitian yang digunakan dalam penelitian ini ialah perusahaan yang terdaftar dalam LQ-45 di Bursa Efek Indonesia periode 2013-2015. Teknik yang digunakan
BAB IV HASIL DAN PEMBAHASAN A. Gambaran Umum Sampel penelitian yang digunakan dalam penelitian ini ialah perusahaan yang terdaftar dalam LQ-45 di Bursa Efek Indonesia periode 2013-2015. Teknik yang digunakan
Lampiran 1 Certificate of Analysis SoyPro 900ES
 LAMPIRAN Lampiran 1 Certificate of Analysis SoyPro 900ES Lampiran 2 Certificate of Analysis Profarm 974 Lampiran 3 Certificate of Analysis Arcon Sj Lampiran 4 Certificate of Analysis Sweet whey Kraft Lampiran
LAMPIRAN Lampiran 1 Certificate of Analysis SoyPro 900ES Lampiran 2 Certificate of Analysis Profarm 974 Lampiran 3 Certificate of Analysis Arcon Sj Lampiran 4 Certificate of Analysis Sweet whey Kraft Lampiran
METODOLOGI PENELITIAN
 III. METODOLOGI PENELITIAN A. TEMPAT DAN WAKTU Proses penggorengan keripik durian dengan mesin penggorengan vakum dilakukan di UKM Mekar Sari di Dusun Boleleu No. 18 Desa Sido Makmur Kecamatan Sipora Utara
III. METODOLOGI PENELITIAN A. TEMPAT DAN WAKTU Proses penggorengan keripik durian dengan mesin penggorengan vakum dilakukan di UKM Mekar Sari di Dusun Boleleu No. 18 Desa Sido Makmur Kecamatan Sipora Utara
BAB I PENDAHULUAN 1.1. Latar Belakang
 BAB I PENDAHULUAN 1.1. Latar Belakang Pengembangan produk berkelanjutan merupakan suatu hal yang menjadi sangat penting dalam perkembangan dunia industri. Hal ini bertujuan untuk mendapatkan target pasar
BAB I PENDAHULUAN 1.1. Latar Belakang Pengembangan produk berkelanjutan merupakan suatu hal yang menjadi sangat penting dalam perkembangan dunia industri. Hal ini bertujuan untuk mendapatkan target pasar
HASIL DAN PEMBAHASAN
 IV. HASIL DAN PEMBAHASAN 4.1. KARAKTERISTIK PENGERINGAN LAPISAN TIPIS SINGKONG 4.1.1. Perubahan Kadar Air Terhadap Waktu Proses pengeringan lapisan tipis irisan singkong dilakukan mulai dari kisaran kadar
IV. HASIL DAN PEMBAHASAN 4.1. KARAKTERISTIK PENGERINGAN LAPISAN TIPIS SINGKONG 4.1.1. Perubahan Kadar Air Terhadap Waktu Proses pengeringan lapisan tipis irisan singkong dilakukan mulai dari kisaran kadar
BAB IV ANALISIS HASIL DAN PEMBAHASAN
 42 BAB IV ANALISIS HASIL DAN PEMBAHASAN A. Statisitik Deskriptif Statistik deskriptif digunakan untuk gambaran secara umum data yang telah dikumpulkan dalam penelitian ini. Dari 34 perusahaan barang konsumsi
42 BAB IV ANALISIS HASIL DAN PEMBAHASAN A. Statisitik Deskriptif Statistik deskriptif digunakan untuk gambaran secara umum data yang telah dikumpulkan dalam penelitian ini. Dari 34 perusahaan barang konsumsi
BAB III METODE PENELITIAN. dengan Juli Adapun data penelitian diperoleh dengan melakukan
 BAB III METODE PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilakukan dalam rentan waktu bulan Maret 2016 sampai dengan Juli 2016. Adapun data penelitian diperoleh dengan melakukan pengutipan
BAB III METODE PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilakukan dalam rentan waktu bulan Maret 2016 sampai dengan Juli 2016. Adapun data penelitian diperoleh dengan melakukan pengutipan
Lampiran 1. Prosedur Pengambilan Sampel dan Data. kemudian dipanaskan dalam oven pada suhu 105 o C selama 12 jam untuk
 LAMPIRAN 40 41 Lampiran 1. Prosedur Pengambilan Sampel dan Data a. Kadar Lemak 1. Menimbang 5 gram sampel dan dibungkus dengan kertas saring bebas lemak, kemudian dipanaskan dalam oven pada suhu 105 o
LAMPIRAN 40 41 Lampiran 1. Prosedur Pengambilan Sampel dan Data a. Kadar Lemak 1. Menimbang 5 gram sampel dan dibungkus dengan kertas saring bebas lemak, kemudian dipanaskan dalam oven pada suhu 105 o
BAB III METODOLOGI PENELITIAN. Rancangan penelitian diperlukan agar penelitian yang dilakukan dapat
 BAB III 3.1 Rancangan Penelitian METODOLOGI PENELITIAN Rancangan penelitian diperlukan agar penelitian yang dilakukan dapat berjalan dengan baik, sistematis serta efektif. Lokasi penelitian ini adalah
BAB III 3.1 Rancangan Penelitian METODOLOGI PENELITIAN Rancangan penelitian diperlukan agar penelitian yang dilakukan dapat berjalan dengan baik, sistematis serta efektif. Lokasi penelitian ini adalah
Dari tabel di atas, diperoleh nilai dari Durbin-Watson sebesar 2.284, di. mana angka tersebut bernilai lebih besar dari 2, yang berarti terdapat
 76 a Predictors: (Constant), Debt to Equity, Current, Return on Assets, Price Earning, Debt, Assets Turnover, Earning per Share, Return on Equity b Dependent Variable: Imbal hasil Dari tabel di atas, diperoleh
76 a Predictors: (Constant), Debt to Equity, Current, Return on Assets, Price Earning, Debt, Assets Turnover, Earning per Share, Return on Equity b Dependent Variable: Imbal hasil Dari tabel di atas, diperoleh
BAB V HASIL DAN PEMBAHASAN
 BAB V HASIL DAN PEMBAHASAN Pada bab ini disajikan hasil dan pembahasan mengenai pelaksanaan penelitian sejak awal dimulainya penelitian hingga didapat desain dan data analisis kinerja pompa vakum. V.1.
BAB V HASIL DAN PEMBAHASAN Pada bab ini disajikan hasil dan pembahasan mengenai pelaksanaan penelitian sejak awal dimulainya penelitian hingga didapat desain dan data analisis kinerja pompa vakum. V.1.
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN 3.1 Gambaran Umum Objek Penelitian Penelitian ini akan membahas mengenai pengaruh kesadaran wajib pajak, sanksi pajak dan pengetahuan pajak terhadap kepatuhan wajib pajak orang
BAB III METODE PENELITIAN 3.1 Gambaran Umum Objek Penelitian Penelitian ini akan membahas mengenai pengaruh kesadaran wajib pajak, sanksi pajak dan pengetahuan pajak terhadap kepatuhan wajib pajak orang
IV. HASIL DAN PEMBAHASAN. A. Karakteristik Pengeringan Lapisan Tipis Buah Mahkota Dewa
 IV. HASIL DAN PEMBAHASAN A. Karakteristik Pengeringan Lapisan Tipis Buah Mahkota Dewa 1. Perubahan Kadar Air terhadap Waktu Pengeringan buah mahkota dewa dimulai dari kadar air awal bahan sampai mendekati
IV. HASIL DAN PEMBAHASAN A. Karakteristik Pengeringan Lapisan Tipis Buah Mahkota Dewa 1. Perubahan Kadar Air terhadap Waktu Pengeringan buah mahkota dewa dimulai dari kadar air awal bahan sampai mendekati
3 BAB III METODOLOGI PENELITIAN
 3 BAB III METODOLOGI PENELITIAN Bagian ketiga dari laporan skripsi ini menggambarkan langkah-langkah yang akan dijalankan dalam penelitian ini. Metodologi penelitian dibuat agar proses pengerjaan penelitian
3 BAB III METODOLOGI PENELITIAN Bagian ketiga dari laporan skripsi ini menggambarkan langkah-langkah yang akan dijalankan dalam penelitian ini. Metodologi penelitian dibuat agar proses pengerjaan penelitian
APLIKASI REGRESI SEDERHANA DENGAN SPSS. HENDRY admin teorionline.net Phone : 021-834 14694 / email : klik.statistik@gmail.com
 APLIKASI REGRESI SEDERHANA DENGAN SPSS HENDRY admin teorionline.net Phone : 02-834 4694 / email : klik.statistik@gmail.com Tentang Regresi Sederhana Analisis regresi merupakan salah satu teknik analisis
APLIKASI REGRESI SEDERHANA DENGAN SPSS HENDRY admin teorionline.net Phone : 02-834 4694 / email : klik.statistik@gmail.com Tentang Regresi Sederhana Analisis regresi merupakan salah satu teknik analisis
DESAIN EKSPERIMEN & SIMULASI 5
 DESAIN EKSPERIMEN & SIMULASI 5 (DS.1) OPTIMISASI RESPON EKSPERIMEN MENGGUNAKAN DESAIN BOX-BEHNKEN Budhi Handoko Staf Pengajar Jurusan Statistika FMIPA Unpad Email: budhihandoko@unpad.ac.id Abstrak Salah
DESAIN EKSPERIMEN & SIMULASI 5 (DS.1) OPTIMISASI RESPON EKSPERIMEN MENGGUNAKAN DESAIN BOX-BEHNKEN Budhi Handoko Staf Pengajar Jurusan Statistika FMIPA Unpad Email: budhihandoko@unpad.ac.id Abstrak Salah
III. BAHAN DAN METODE. Penelitian ini dilaksanakan di laboratorium Balai Riset dan Standardisasi Industri
 III. BAHAN DAN METODE 3.1. Tempat dan Waktu Penelitian Penelitian ini dilaksanakan di laboratorium Balai Riset dan Standardisasi Industri Lampung, Laboratorium Pengolahan Hasil Pertanian, Laboratoriun
III. BAHAN DAN METODE 3.1. Tempat dan Waktu Penelitian Penelitian ini dilaksanakan di laboratorium Balai Riset dan Standardisasi Industri Lampung, Laboratorium Pengolahan Hasil Pertanian, Laboratoriun
Jawaban Tes Praktikum Pengolahan Data Diklat Metode Penelitian Percobaan dan Pengolahan Data
 Jawaban Tes Praktikum Pengolahan Data Diklat Metode Penelitian Percobaan dan Pengolahan Data Peneliti di sebuah pabrik pembuatan genteng bermaksud mencari bahan dan suhu pemanasan optimal dalam produksi
Jawaban Tes Praktikum Pengolahan Data Diklat Metode Penelitian Percobaan dan Pengolahan Data Peneliti di sebuah pabrik pembuatan genteng bermaksud mencari bahan dan suhu pemanasan optimal dalam produksi
Mengelola Eksperimen. 17 Oktober 2013
 Mengelola Eksperimen 17 Oktober 013 8 langkah mengelola eksperimen Perencanaan eksperimen Langkah 1 : mendefinisikan masalah Langkah : menentukan tujuan Langkah 3 : mendefinisikan karakteristik kualitas
Mengelola Eksperimen 17 Oktober 013 8 langkah mengelola eksperimen Perencanaan eksperimen Langkah 1 : mendefinisikan masalah Langkah : menentukan tujuan Langkah 3 : mendefinisikan karakteristik kualitas
BAB V HASIL PENELITIAN DAN PEMBAHASAN
 BAB V HASIL PENELITIAN DAN PEMBAHASAN Pengujian hipotesis pada penelitian ini dilakukan dengan menggunakan regresi linier sederhana dan regresi linier berganda. Tujuan analisis penelitian ini adalah menjawab
BAB V HASIL PENELITIAN DAN PEMBAHASAN Pengujian hipotesis pada penelitian ini dilakukan dengan menggunakan regresi linier sederhana dan regresi linier berganda. Tujuan analisis penelitian ini adalah menjawab
BAB IV HASIL PENELITIAN. pola asuh orang tua, motivasi belajar dan prestasi belajar IPS. 1. Pola asuh orang tua
 BAB IV HASIL PENELITIAN A. Deskripsi Data Statistik deskriptif ini digunakan sebagai dasar untuk menguraikan kecenderungan jawaban responden dari tiap-tiap variabel, baik mengenai pola asuh orang tua,
BAB IV HASIL PENELITIAN A. Deskripsi Data Statistik deskriptif ini digunakan sebagai dasar untuk menguraikan kecenderungan jawaban responden dari tiap-tiap variabel, baik mengenai pola asuh orang tua,
BAB III METODE PENELITIAN. Adapun tahapan dari penelitian ini adalah tahapan optimasi sintesis.
 BAB III METODE PENELITIAN A. Desain Penelitian Penelitian ini termasuk dalam penelitian jenis eksperimental laboratorik. Adapun tahapan dari penelitian ini adalah tahapan optimasi sintesis. B. Tempat dan
BAB III METODE PENELITIAN A. Desain Penelitian Penelitian ini termasuk dalam penelitian jenis eksperimental laboratorik. Adapun tahapan dari penelitian ini adalah tahapan optimasi sintesis. B. Tempat dan
BAB IV HASIL PENELITIAN DAN PEMBAHASAN
 47 BAB IV HASIL PENELITIAN DAN PEMBAHASAN A. Deskripsi Unit Analisis Data 1. Data Hasil Penelitian Pada bagian ini akan dibahas mengenai proses pengolahan data untuk menguji hipotesis yang telah dibuat
47 BAB IV HASIL PENELITIAN DAN PEMBAHASAN A. Deskripsi Unit Analisis Data 1. Data Hasil Penelitian Pada bagian ini akan dibahas mengenai proses pengolahan data untuk menguji hipotesis yang telah dibuat
BAB IV PENDUGAAN VOLATILITAS INDEKS HARGA SAHAM
 BAB IV PENDUGAAN VOLATILITAS INDEKS HARGA SAHAM 4.1 Indeks Harga Saham Saham merupakan salah satu investasi yang menjanjikan bagi investor pada saat ini. Pertumbuhan ekonomi Indonesia yang cukup baik,
BAB IV PENDUGAAN VOLATILITAS INDEKS HARGA SAHAM 4.1 Indeks Harga Saham Saham merupakan salah satu investasi yang menjanjikan bagi investor pada saat ini. Pertumbuhan ekonomi Indonesia yang cukup baik,
BAB IV ANALISA HASIL PENELITIAN
 BAB IV ANALISA HASIL PENELITIAN 4.. Prosedur Penelitian. 4... Tahap Persiapan Menyiapkan alat-alat dan bahan yang digunakan untuk melakukan eksperimen. Yaitu ampere meter, volt meter, function generator,
BAB IV ANALISA HASIL PENELITIAN 4.. Prosedur Penelitian. 4... Tahap Persiapan Menyiapkan alat-alat dan bahan yang digunakan untuk melakukan eksperimen. Yaitu ampere meter, volt meter, function generator,
BAB IV HASIL DAN PEMBAHASAN. Data penetapan kadar larutan baku formaldehid dapat dilihat pada
 BAB IV HASIL DAN PEMBAHASAN A. HASIL PERCOBAAN 1. Penetapan kadar larutan baku formaldehid Data penetapan kadar larutan baku formaldehid dapat dilihat pada tabel 2. Hasil yang diperoleh dari penetapan
BAB IV HASIL DAN PEMBAHASAN A. HASIL PERCOBAAN 1. Penetapan kadar larutan baku formaldehid Data penetapan kadar larutan baku formaldehid dapat dilihat pada tabel 2. Hasil yang diperoleh dari penetapan
Bab III Metode Penelitian. Jenis data yang digunakan dalam penelitian ini adalah data sekunder. Data
 29 Bab III Metode Penelitian 3.1. Jenis Data dan Sumber Data Jenis data yang digunakan dalam penelitian ini adalah data sekunder. Data sekunder adalah data yang diperoleh atau dikumpulkan peneliti dari
29 Bab III Metode Penelitian 3.1. Jenis Data dan Sumber Data Jenis data yang digunakan dalam penelitian ini adalah data sekunder. Data sekunder adalah data yang diperoleh atau dikumpulkan peneliti dari
PENGARUH FORMULASI PENAMBAHAN TEPUNG SUKUN DALAM PEMBUATAN MIE KERING. Panggung, kec. Pelaihari, kab Tanah Laut, Kalimantan Selatan
 JURNAL TEKNOLOGI AGRO-INDUSTRI Vol. 3 No.2 ; November 2016 ISSN 2407-4624 PENGARUH FORMULASI PENAMBAHAN TEPUNG SUKUN DALAM PEMBUATAN MIE KERING * RIZKI AMALIA 1, AK QOYUM FINARIFI 1 1 Jurusan Teknologi
JURNAL TEKNOLOGI AGRO-INDUSTRI Vol. 3 No.2 ; November 2016 ISSN 2407-4624 PENGARUH FORMULASI PENAMBAHAN TEPUNG SUKUN DALAM PEMBUATAN MIE KERING * RIZKI AMALIA 1, AK QOYUM FINARIFI 1 1 Jurusan Teknologi
PEMBUATAN MIE SUKUN (KAJIAN SUBTITUSI SUKUN KUKUS DAN PENAMBAHAN TELUR) SKRIPSI. Oleh : INDARTY WIJIANTI
 SKRIPSI. Oleh : INDARTY WIJIANTI") PEMBUATAN MIE SUKUN (KAJIAN SUBTITUSI SUKUN KUKUS DAN PENAMBAHAN TELUR) SKRIPSI Oleh : INDARTY WIJIANTI 0533010013 JURUSAN TEKNOLOGI PANGAN FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS PEMBANGUNAN NASIONAL
PEMBUATAN MIE SUKUN (KAJIAN SUBTITUSI SUKUN KUKUS DAN PENAMBAHAN TELUR) SKRIPSI Oleh : INDARTY WIJIANTI 0533010013 JURUSAN TEKNOLOGI PANGAN FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS PEMBANGUNAN NASIONAL
BAB 4 HASIL DAN PEMBAHASAN
 60 BAB 4 HASIL DAN PEMBAHASAN 4.1. Hasil dan Pengumpulan Data 4.1.1 Penentuan Lini Produksi Kritis Pada pengolahan data tahap ini dilakukan perbandingan total kerusakan yang terjadi pada ketiga lini produksi
60 BAB 4 HASIL DAN PEMBAHASAN 4.1. Hasil dan Pengumpulan Data 4.1.1 Penentuan Lini Produksi Kritis Pada pengolahan data tahap ini dilakukan perbandingan total kerusakan yang terjadi pada ketiga lini produksi
III. METODOLOGI PENELITIAN
 III. METODOLOGI PENELITIAN A. Bahan dan Alat Bahan utama yang digunakan pada penelitian ini adalah jagung pipil kering dengan varietas Pioneer 13 dan varietas Srikandi (QPM) serta bahanbahan kimia yang
III. METODOLOGI PENELITIAN A. Bahan dan Alat Bahan utama yang digunakan pada penelitian ini adalah jagung pipil kering dengan varietas Pioneer 13 dan varietas Srikandi (QPM) serta bahanbahan kimia yang
Lampiran 1 Proses Pembuatan Mi Kering Kontrol dan Perlakuan. Alat. Bahan Utama. Tep.daun kelor. Panci pengukus. Noodle maker
 Lampiran 1 Proses Pembuatan Mi Kering Kontrol dan Perlakuan Alat Timbangan digital Timbangan pegas Noodle maker Panci pengukus oven saringan Plastik LDPE Bahan Utama Terigu 100g Terigu 90g Terigu 80g Terigu
Lampiran 1 Proses Pembuatan Mi Kering Kontrol dan Perlakuan Alat Timbangan digital Timbangan pegas Noodle maker Panci pengukus oven saringan Plastik LDPE Bahan Utama Terigu 100g Terigu 90g Terigu 80g Terigu