PENDIDIKAN TEKNIK MEKATRONIKA FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA
|
|
|
- Sugiarto Iskandar
- 6 tahun lalu
- Tontonan:
Transkripsi
1 P. SMF 2015, THT PENDIDIKAN TEKNIK MEKATRONIKA FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA Job ke : 4a IDENTIFIKASI KOMPONEN DAN ALAMAT Waktu : INPUT/OUTPUT PROCESSING STATION 120 menit A. Tujuan Setelah selesai praktek peserta dapat: 1. Menyebutkan macam-macam komponen processing station, 2. Menjelaskan fungsi masing masing komponenprocessing station, 3. Menjelaskan cara kerja masing-masing komponen processing station, 4. Menjelaskan cara kerja processing station. B. Peralatan 1. Module MPS unit 2. Modul PLC 1 unit 3. Komputer 1 set 4. Multimeter 1 buah 5. Kabel Penghubung secukupnya C. Langkah Kerja 1. Amati unit processing station pada MPS-500, 2. Buka datasheet dari processing station, 3. Carilah nama komponen, spesifikasi, dan cara kerja atau fungsi komponen di bawah ini!, 4. Catat hasil pengamatan pada Tabel 1,
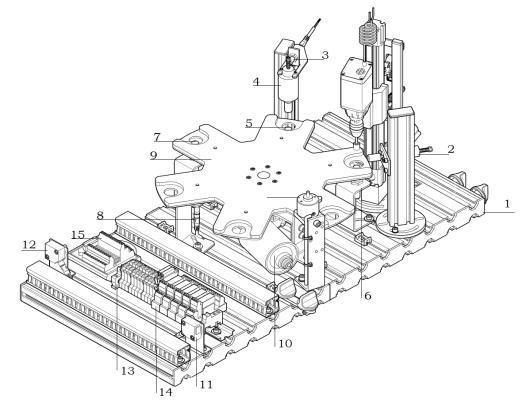
2 Gambar 1
3 Gambar 2
 pada processing station untuk")
4 Gambar 3 5. Lakukan pengamataninput dan output pada processingstation dan kontrol panel, 6. Buka wiring diagram processing station, 7. Lakukan identifikasi alamat input dan output pada processing station dengan panduan wiring diagram atau dengan mengaktifkan komponen input (sensor kondisi aktif atau on) pada processing station untuk mengidentifikasi alamat input dan mengaktifkan alamat ouput(jumper) untuk mengidentifikasi komponen output, 8. Catat hasil identifikasi alamat pada Tabel 2 dan Tabel Setelah selesai melakukan identifikasi, jalankan processing station, 10. Amati jalannya processing station, 11. Buatlah flowchart jalannya program processing station! D. Data Hasil Pengamatan 1. Tabel 1. Identifikasi Komponen ProcessingStation Nama No Gambar/Foto Komponen Spesifikasi Komponen Fungsi/Prinsip Kerja

5 1 Plat Profil
6 2. Tabel 2. Identifikasi Alamat Input/Output Processing Station No Alamat Simbol Keterangan Komponen Input 1 I I I I I I I I 0.7 Output 9 Q Q Q Q Q Q Q Q Tabel 3. Identifikasi Alamat Input/Output Kontrol Panel No Alamat Simbol Keterangan Komponen Input 1 I 1.0 START Tombol start Tombol tekan 2 I I I I I I I 1.7 Output 9 Q Q Q Q Q Q Q Q 1.7
7 E. Tugas 1. Jelaskan fungsi komponen (limit switch) di bawah ini saat bor naik/bor turun! Bagaimana cara mengakses alamat input dari limit switch tersebut? 2. Buatlah flowchart proses kerja testing station dengan mengadaptasi testing station saat dijalankan! 3. Buatlah laporan hasil pengamatan (individu), dikumpulkan melalui ke Batas waktu mengumpulkan laporan seminggu setelah jobsheet dilaksanakan!

8 P. SMF 2015, THT PENDIDIKAN TEKNIK MEKATRONIKA FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA Job ke : 4b PEMROGRAMAN SEQUENSIAL MANUAL Waktu : PROCESSING STATION 200 menit A. Tujuan Setelah selesai praktek peserta dapat: 1. Membuat program sequensial manual untuk menjalankan processing station. B. Peralatan 1. Modul ProcessingStation 1 unit 2. Modul PLC Siemens S unit 3. Komputer 1 set 4. Multimeter 1 buah 5. Kabel penghubung secukupnya C. Langkah Kerja 1. Hidupkan catu daya PLC pada unit processing station, 2. Hidupkan komputer sesuai dengan alamat IP (internet protocol) pada processing station, 3. Buka program aplikasi Simatic Manager pada komputer, 4. Buatlah proyek baru untuk memprogram unit processing station dengan nama proyek [NIM], dan nama station[processing_man], apabila sebelumnya sudah memprogram station selain processing station, cukup insert station dalam satu proyek yang sama kemudian rename sesuai station yang akan diprogram dengan diakhiri *_man. 5. Buatlah program SequensialManual untuk menjalankan processing station sesuai dengan deskripsi program yang diminta, 6. Save and compile program yang telah dibuat, 7. Transfer program ke PLC pada modul processing station, 8. Jalankan processing station dengan panduan lembar evaluasi,
9 9. Perbaiki program jika ada kesalahan, kemudian ulangi langkah no. 6, D. Deskripsi Program No Deskripsi Urutan Program Implementasi Gambar Kondisi awal: 1 Lampu RESET menyala Lampu RESET pada Tidak ada gerakan pada station kontrol panel Tidak ada benda kerja pada indexing processing station table 2 Tekan tombol RESET Tombol RESET pada kontrol panel processing station 3 Station ke posisi inisial(default): Drill up Clamp retract Hole-check up Indexing table is positioned Lampu RESET off 4 Saklar pemilih pada posisi MAN* Saklar pada kontrol panel processing station 5 Lampu START menyala Lampu START pada kontrol panel processing station 6 A: Taruh benda kerja diposisi benda datang pada irotaryindexing table Benda kerja warna bebas 7 Tekan tombol START Tombol START pada kontrol panel processing station 8 Rotary indexing table berputar 240 o Benda kerja ke posisi hole-check 9 Tekan tombol START 10 Hole-check turun 11 Tekan tombol START 12 Hole-check naik
10 No Deskripsi Urutan Program Implementasi Gambar 13 Tekan tombol START 14 Rotary indexing table berputar 60 o Benda kerja ke posisi bor 15 Tekan tombol START 16 Bor turun 17 Tekan tombol START 18 Bor on (5 sekon) 19 Tekan tombol START 20 Bor off 21 Tekan tombol START 22 Bor naik 23 Tekan tombol START 24 Rotary indexing table berputar 60 o, Kembali ke A: * Bila saklar pada posisi AUTO, lampu START off, tidak ada gerakan meskipun tombol START ditekan E. Lembar Evaluasi No Deskripsi Pencapaian Nilai 1 Pengecekan pemrograman PLC. Transfer program ke PLC Siemens S7-300 Lakukan fungsi debug monitor bila perlu 2 Tekan tombol RESET 3 Station ke posisi inisial(default): Drill up Clamp retract Hole-check up Indexing table is positioned Lampu RESET off 4 Saklar pemilih pada posisi MAN* 5 Lampu START menyala 6 A: Taruh benda kerja diposisi benda datang pada rotary indexing table 7 Tekan tombol START 8 Rotary indexing table berputar 240 o 9 Tekan tombol START 10 Hole-check turun 11 Tekan tombol START 12 Hole-check naik 13 Tekan tombol START 14 Rotary indexing table berputar 60 o 15 Tekan tombol START 16 Bor turun 17 Tekan tombol START 18 Bor on (5 sekon) 19 Tekan tombol START
11 No Deskripsi Pencapaian Nilai 20 Bor off 21 Tekan tombol START 22 Bor naik 23 Tekan tombol START 24 Rotary indexing table berputar 60 o, Kembali ke A:
12 F. Tugas 1. Buatlah laporan hasil praktek individu, dikumpulkan melalui ke Batas waktu mengumpulkan laporan seminggu setelah jobsheet dilaksanakan. 2. Program OB1 dan FB1 dan daftar simbol diprintout (tidak boleh print screen), dilampirkan pada laporan!
13 P. SMF 2015, THT PENDIDIKAN TEKNIK MEKATRONIKA FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA Job ke : 4c PEMROGRAMAN SEQUENSIAL OTOMATIS Waktu : PROCESSING STATION 200 menit A. Tujuan Setelah selesai praktek peserta dapat: 1. Membuat program sequensial otomatis untuk menjalankan processing station. B. Peralatan 1. Modul Processing Station 1 unit 2. Modul PLC Siemens S unit 3. Komputer 1 set 4. Multimeter 1 buah 5. Kabel penghubung secukupnya C. Langkah Kerja 1. Hidupkan catu daya PLC pada unit processing station, 2. Hidupkan komputer sesuai dengan alamat IP (internet protocol) pada processing station, 3. Buka program aplikasi Simatic Manager pada komputer, 4. Buatlah proyek baru untuk memprogram unit processing station dengan nama proyek [NIM], dan nama station[processing_auto], apabila sebelumnya sudah memprogram station selain processing station, cukup insertstation dalam satu proyek yang sama kemudian rename sesuai station yang akan diprogram dengan diakhiri *_auto. 5. Buatlah program SequensialOtomatis untuk menjalankan processing station sesuai dengan deskripsi program yang diminta, 6. Save and compile program yang telah dibuat, 7. Transfer program ke PLC pada modul processing station, 8. Jalankan processingstation dengan panduan lembar evaluasi,



14 9. Perbaiki program jika ada kesalahan, kemudian ulangi langkah no. 6, D. Deskripsi Program No Deskripsi Urutan Program Implementasi Gambar Kondisi awal: 1 Lampu RESET menyala Lampu RESET pada Tidak ada gerakan pada station kontrol panel Tidak ada benda kerja processing station padarotaryindexing table 2 Tekan tombol RESET Tombol RESET pada kontrol panel processing station 3 Station ke posisi inisial(default): Drill up Clamp retract Hole-check up Rotary indexing table is positioned Lampu RESET off 4 Saklar pemilih pada posisi AUTO* Saklar pada kontrol panel processing station 5 A: Lampu START menyala Lampu START pada kontrol panel processing station 6 Taruh benda kerja diposisi benda datang pada rotary indexing table Benda kerja warna bebas 7 Tekan tombol START Tombol START pada kontrol panel processing station Lampu START off Benda kerja ke posisi 8 Rotary indexing table berputar 240 o hole-check 9 Hole-check turun (2 sekon) 10 Hole-check naik (1 sekon) 11 Rotary indexing table berputar 60 o Benda kerja ke posisi bor
15 No Deskripsi Urutan Program Implementasi Gambar 12 Bor turun 13 Bor on (5 sekon) 14 Bor off 15 Bor naik 16 Rotary indexing table berputar 60 o, Kembali ke A: * Bila saklar pada posisi MAN, maka lampu START on dan tidak ada gerakan meskipun tombol START ditekan ** Lampu Q1 bisa dinyalakan berkedip 1Hz; 2Hz; 3Hz. E. Lembar Evaluasi No Deskripsi Pencapaian Nilai 1 Pengecekan pemrograman PLC. Transfer program ke PLC Siemens S7-300 Lakukan fungsi debug monitor bila perlu 2 Tekan tombol RESET 3 Station ke posisi inisial(default): Drill up Clamp retract Hole-check up Rotary indexing table is positioned Lampu RESET off 4 Saklar pemilih pada posisi AUTO* 5 A: Lampu START menyala 6 Taruh benda kerja diposisi benda datang pada rotary indexing table 7 Tekan tombol START 8 Lampu START off, Rotary indexing table berputar 240 o 9 Hole-check turun (2 sekon) 10 Hole-check naik (1 sekon) 11 Rotary indexing table berputar 60 o 12 Bor turun 13 Bor on (5 sekon) 14 Bor off 15 Bor naik 16 Rotary indexing table berputar 60 o, Kembali ke A: F. Tugas 1. Buatlah laporan hasil praktek individu, dikumpulkan melalui ke totok_ygy@yahoo.com! Batas waktu mengumpulkan laporan seminggu setelah jobsheet dilaksanakan.
16 2. Program OB1 dan FB1 dan daftar simbol diprintout (tidak boleh print screen), dilampirkan pada laporan!
INPUT/OUTPUTHANDLINGPROCESSINGST ATION
 P. SMF 2015, THT PENDIDIKAN TEKNIK MEKATRONIKA FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA Job ke : 3 IDENTIFIKASI KOMPONEN DAN ALAMAT Waktu : INPUT/OUTPUTHANDLINGPROCESSINGST 120 menit ATION A. Tujuan
P. SMF 2015, THT PENDIDIKAN TEKNIK MEKATRONIKA FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA Job ke : 3 IDENTIFIKASI KOMPONEN DAN ALAMAT Waktu : INPUT/OUTPUTHANDLINGPROCESSINGST 120 menit ATION A. Tujuan
INPUT/OUTPUT HANDLING SORTING STATION
 P. SMF 2015, THT PENDIDIKAN TEKNIK MEKATRONIKA FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA Job ke : 5 IDENTIFIKASI KOMPONEN DAN ALAMAT Waktu : INPUT/OUTPUT HANDLING SORTING 120 menit STATION A. Tujuan
P. SMF 2015, THT PENDIDIKAN TEKNIK MEKATRONIKA FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA Job ke : 5 IDENTIFIKASI KOMPONEN DAN ALAMAT Waktu : INPUT/OUTPUT HANDLING SORTING 120 menit STATION A. Tujuan
INPUT/OUTPUT SORTING STATION
 P. SMF 2015, THT PENDIDIKAN TEKNIK MEKATRONIKA FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA Job ke : 6 IDENTIFIKASI KOMPONEN DAN ALAMAT Waktu : 120 menit INPUT/OUTPUT SORTING STATION A. Tujuan Setelah
P. SMF 2015, THT PENDIDIKAN TEKNIK MEKATRONIKA FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA Job ke : 6 IDENTIFIKASI KOMPONEN DAN ALAMAT Waktu : 120 menit INPUT/OUTPUT SORTING STATION A. Tujuan Setelah
PENDIDIKAN TEKNIK MEKATRONIKA FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA Job ke : 2a
 P. SMF 2015, THT PENDIDIKAN TEKNIK MEKATRONIKA FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA Job ke : 2a IDENTIFIKASI KOMPONEN DAN ALAMAT Waktu : INPUT/OUTPUT TESTINGSTATION 120 menit A. Tujuan Setelah
P. SMF 2015, THT PENDIDIKAN TEKNIK MEKATRONIKA FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA Job ke : 2a IDENTIFIKASI KOMPONEN DAN ALAMAT Waktu : INPUT/OUTPUT TESTINGSTATION 120 menit A. Tujuan Setelah
SISTEM MANUFAKTUR FLEXIBLE
 JOBSHEET PRAKTIK SISTEM MANUFAKTUR FLEXIBLE BERBASIS PROGRAMMABLE LOGIC CONTROLLER SIEMENS S7-300 Disusun Oleh: Totok Heru TM. PROGRAM STUDI PENDIDIKAN TEKNIK MEKATRONIKA FAKULTAS TEKNIK UNIVERSITAS NEGERI
JOBSHEET PRAKTIK SISTEM MANUFAKTUR FLEXIBLE BERBASIS PROGRAMMABLE LOGIC CONTROLLER SIEMENS S7-300 Disusun Oleh: Totok Heru TM. PROGRAM STUDI PENDIDIKAN TEKNIK MEKATRONIKA FAKULTAS TEKNIK UNIVERSITAS NEGERI
JOBSHEET PRAKTIK MEKATRONIKA BERBASIS PROGRAMMABLE LOGIC CONTROLLER FC-20. Disusun Oleh: Totok Heru TM.
 JOBSHEET PRAKTIK MEKATRONIKA BERBASIS PROGRAMMABLE LOGIC CONTROLLER FC-20 Disusun Oleh: Totok Heru TM. PROGRAM STUDI TEKNIK ELEKTRO FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA 2004 hal-0 P. MKT 2004,
JOBSHEET PRAKTIK MEKATRONIKA BERBASIS PROGRAMMABLE LOGIC CONTROLLER FC-20 Disusun Oleh: Totok Heru TM. PROGRAM STUDI TEKNIK ELEKTRO FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA 2004 hal-0 P. MKT 2004,
ABSTRAK. Modular Production System (MPS) merupakan rangkaian simulasi. beberapa mesin produksi, salah satu bagiannya adalah Processing Station
 merupakan rangkaian simulasi. beberapa mesin produksi, salah satu bagiannya adalah Processing Station") ABSTRAK Modular Production System (MPS) merupakan rangkaian simulasi beberapa mesin produksi, salah satu bagiannya adalah Processing Station Modular Production System (MPS) yaitu bagian pemrosesan. Bagian
ABSTRAK Modular Production System (MPS) merupakan rangkaian simulasi beberapa mesin produksi, salah satu bagiannya adalah Processing Station Modular Production System (MPS) yaitu bagian pemrosesan. Bagian
BAB IV PENGUJIAN DAN ANALISA SISTEM
 BAB IV PENGUJIAN DAN ANALISA SISTEM 4.1. Pendahuluan Sebelum digunakan untuk produksi, rancangan prototype robot auto spray ini harus diuji terlebih dahulu. Pengujian ini berfungsi untuk: Mengetahui kondisi
BAB IV PENGUJIAN DAN ANALISA SISTEM 4.1. Pendahuluan Sebelum digunakan untuk produksi, rancangan prototype robot auto spray ini harus diuji terlebih dahulu. Pengujian ini berfungsi untuk: Mengetahui kondisi
BAB III PERANCANGAN SISTEM
 41 BAB III PERANCANGAN SISTEM 3.1 Tujuan Perancangan Dalam pembuatan suatu sistem kontrol atau kendali, perancangan merupakan tahapan yang sangat penting untuk dilalui atau dilakukan. Perancangan adalah
41 BAB III PERANCANGAN SISTEM 3.1 Tujuan Perancangan Dalam pembuatan suatu sistem kontrol atau kendali, perancangan merupakan tahapan yang sangat penting untuk dilalui atau dilakukan. Perancangan adalah
BAB IV PEMBAHASAN. pabrik PT. Boma Bisma Indra. Mesin ini digunakan untuk pelebaran lobang
 BAB IV PEMBAHASAN 4.1 PLC Vertical Boring Mesin Vertical Boring adalah mesin pembubutan yang digunakan pada pabrik PT. Boma Bisma Indra. Mesin ini digunakan untuk pelebaran lobang silindris dan digunakan
BAB IV PEMBAHASAN 4.1 PLC Vertical Boring Mesin Vertical Boring adalah mesin pembubutan yang digunakan pada pabrik PT. Boma Bisma Indra. Mesin ini digunakan untuk pelebaran lobang silindris dan digunakan
BAB IV PEMBAHASAN PROSEDUR PENGOPERASIAN PENGOPERASIAN MANUAL 1. Hubungkan control panel pada tegangan listrik 380V / 50Hz / 3 Phase.
 BAB IV PEMBAHASAN 4.1 PROSES PADA MESIN FILLER Proses kerja pada mesin filler ini, mula mula Botol di bawa oleh Conveyor masuk ke Infeed Starwheel yang disesuaikan oleh Timing Screw,untuk ditempatkan pada
BAB IV PEMBAHASAN 4.1 PROSES PADA MESIN FILLER Proses kerja pada mesin filler ini, mula mula Botol di bawa oleh Conveyor masuk ke Infeed Starwheel yang disesuaikan oleh Timing Screw,untuk ditempatkan pada
BAB III REALISASI DAN PERANCANGAN
 BAB III REALISASI DAN PERANCANGAN 3.. Pendahuluan Rancangan yang baik dan matang dari sebuah sistem amat sangat diperlukan. Sebelum melakukan pembuatan alat, maka langkah awal adalah membuat suatu rancangan
BAB III REALISASI DAN PERANCANGAN 3.. Pendahuluan Rancangan yang baik dan matang dari sebuah sistem amat sangat diperlukan. Sebelum melakukan pembuatan alat, maka langkah awal adalah membuat suatu rancangan
BAB III PERANCANGAN SOFTWARE. Dalam pengerjaan atau pembuatan suatu alat tahapan awal yang harus
 BAB III PERANCANGAN SOFTWARE Dalam pengerjaan atau pembuatan suatu alat tahapan awal yang harus dilakukan adalah proses perencanaan perancangan yang meliputi perencanaan perangkat keras (hardware) dan
BAB III PERANCANGAN SOFTWARE Dalam pengerjaan atau pembuatan suatu alat tahapan awal yang harus dilakukan adalah proses perencanaan perancangan yang meliputi perencanaan perangkat keras (hardware) dan
BAB IV PENGUJIAN DAN ANALISA SISTEM
 BAB IV PENGUJIAN DAN ANALISA SISTEM Pada bab ini akan di jelaskan tentang tujuan pengujian alat, metode dan hasil pengujian. Selain itu akan dijelaskan juga jenis-jenis komponen elektrik yang terhubung
BAB IV PENGUJIAN DAN ANALISA SISTEM Pada bab ini akan di jelaskan tentang tujuan pengujian alat, metode dan hasil pengujian. Selain itu akan dijelaskan juga jenis-jenis komponen elektrik yang terhubung
Gambar 1. Sistem PLC
 PENGENDALIAN MODUL PROCESSING BEBASIS SEQUENTIAL FUNCTION CHART (SFC) Suhendra 1), Agus Halim 2) dan Soeharsono 3) 1) Program Studi Teknik Mesin, Fakultas Teknik Universitas Tarumanagara 2) Praktisi PT.
PENGENDALIAN MODUL PROCESSING BEBASIS SEQUENTIAL FUNCTION CHART (SFC) Suhendra 1), Agus Halim 2) dan Soeharsono 3) 1) Program Studi Teknik Mesin, Fakultas Teknik Universitas Tarumanagara 2) Praktisi PT.
BAB III RANCANG BANGUN ALAT
 BAB III RANCANG BANGUN ALAT Dalam bab ini berisi tentang bagaimana alat dirancang sedemikian rupa sehingga dapat menjadi suatu rangkaian yang dapat difungsikan. Selain itu juga membahas tentang cara kerja
BAB III RANCANG BANGUN ALAT Dalam bab ini berisi tentang bagaimana alat dirancang sedemikian rupa sehingga dapat menjadi suatu rangkaian yang dapat difungsikan. Selain itu juga membahas tentang cara kerja
BAB III METODOLOGI PENELITIAN. pemrograman. Pemrogramannya akan di deskripsikan berupa flowchart yang akan
 BAB III METODOLOGI PENELITIAN 3.1 Perancangan Alat Pada BAB pembuatan alat ini akan dibahas perencanaan dan realisasi pemrograman. Pemrogramannya akan di deskripsikan berupa flowchart yang akan dibuat.
BAB III METODOLOGI PENELITIAN 3.1 Perancangan Alat Pada BAB pembuatan alat ini akan dibahas perencanaan dan realisasi pemrograman. Pemrogramannya akan di deskripsikan berupa flowchart yang akan dibuat.
BAB IV PENGUJIAN ALAT
 58 BAB IV PENGUJIAN ALAT 4.1 Metodologi Pengujian Alat Dengan mempelajari pokok-pokok perancangan yang sudah dibuat, maka diperlukan suatu pengujian terhadap alat yang sudah dirancang. Pengujian ini dimaksudkan
58 BAB IV PENGUJIAN ALAT 4.1 Metodologi Pengujian Alat Dengan mempelajari pokok-pokok perancangan yang sudah dibuat, maka diperlukan suatu pengujian terhadap alat yang sudah dirancang. Pengujian ini dimaksudkan
WORKSHOP INSTRUMENTASI MODUL PRAKTIKUM PROGRAMMABLE LOGIC CONTROLLER
 WORKSHOP INSTRUMENTASI MODUL PRAKTIKUM PROGRAMMABLE LOGIC CONTROLLER PRODI D3 METROLOGI DAN INSTRUMENTASI JURUSAN TEKNIK FISIKA FAKULTAS TEKNOLOGI INDUSTRI INSTITUT TEKNOLOGI SEPULUH NOPEMBER SURABAYA
WORKSHOP INSTRUMENTASI MODUL PRAKTIKUM PROGRAMMABLE LOGIC CONTROLLER PRODI D3 METROLOGI DAN INSTRUMENTASI JURUSAN TEKNIK FISIKA FAKULTAS TEKNOLOGI INDUSTRI INSTITUT TEKNOLOGI SEPULUH NOPEMBER SURABAYA
SCADA BERBASIS WONDERWARE IN TOUCH 10.5 DENGAN PLC SIEMENS S300 SEBAGAI PENGENDALI SISTEM PERAKITAN KALENG
 SCADA BERBASIS WONDERWARE IN TOUCH 10.5 DENGAN PLC SIEMENS S300 SEBAGAI PENGENDALI SISTEM PERAKITAN KALENG Tri Hannanto Saputra, Lukas B. Setyawan, Deddy Susilo SCADA BERBASIS WONDERWARE IN TOUCH 10.5
SCADA BERBASIS WONDERWARE IN TOUCH 10.5 DENGAN PLC SIEMENS S300 SEBAGAI PENGENDALI SISTEM PERAKITAN KALENG Tri Hannanto Saputra, Lukas B. Setyawan, Deddy Susilo SCADA BERBASIS WONDERWARE IN TOUCH 10.5
LAPORAN PROYEK AKHIR PRANCANGAN DAN PEMBUATAN APLIKASI PLC-PNEUMATIK BATTERY FILLING EQUIPMENT ( PEMROGRAMAN PLC )
") LAPORAN PROYEK AKHIR PRANCANGAN DAN PEMBUATAN APLIKASI PLC-PNEUMATIK BATTERY FILLING EQUIPMENT ( PEMROGRAMAN PLC ) Diajukan untuk memenuhi persyaratan kelulusan Matakuliah Proyek Akhir Oleh: Bayu Putra
LAPORAN PROYEK AKHIR PRANCANGAN DAN PEMBUATAN APLIKASI PLC-PNEUMATIK BATTERY FILLING EQUIPMENT ( PEMROGRAMAN PLC ) Diajukan untuk memenuhi persyaratan kelulusan Matakuliah Proyek Akhir Oleh: Bayu Putra
TUGAS AKHIR RANCANGAN BACKUP KONTROL PERALATAN LIFTING PUMP BERBASIS PLC DI BANDARA SOEKARNO-HATTA
 TUGAS AKHIR RANCANGAN BACKUP KONTROL PERALATAN LIFTING PUMP BERBASIS PLC DI BANDARA SOEKARNO-HATTA Disusun Oleh : Nama : Adita Kusuma NIM : 41414110126 Jurusan : Teknik Elektro FAKULTAS TEKNIK PROGRAM
TUGAS AKHIR RANCANGAN BACKUP KONTROL PERALATAN LIFTING PUMP BERBASIS PLC DI BANDARA SOEKARNO-HATTA Disusun Oleh : Nama : Adita Kusuma NIM : 41414110126 Jurusan : Teknik Elektro FAKULTAS TEKNIK PROGRAM
BAB III RANCANG BANGUN
 26 BAB III RANCANG BANGUN 3.1. Tujuan Perancangan. Dalam pembuatan suatu alat, perancangan merupakan tahapan yang sangat penting dilakukan. Tahapan perancangan merupakan suatu tahapan mulai dari pengamatan,
26 BAB III RANCANG BANGUN 3.1. Tujuan Perancangan. Dalam pembuatan suatu alat, perancangan merupakan tahapan yang sangat penting dilakukan. Tahapan perancangan merupakan suatu tahapan mulai dari pengamatan,
PROGRAMMABLE LOGIC CONTROLER (PLC)
") PROGRAMMABLE LOGIC CONTROLER (PLC) Tujuan Setelah mempelajari modul ini, diharapkan peserta mampu : Memahami fungsi PLC Mampu membuat program PLC Mampu menerapkan PLC untuk menyelesaikan permasalahan kontrol
PROGRAMMABLE LOGIC CONTROLER (PLC) Tujuan Setelah mempelajari modul ini, diharapkan peserta mampu : Memahami fungsi PLC Mampu membuat program PLC Mampu menerapkan PLC untuk menyelesaikan permasalahan kontrol
BAB III PERANCANGAN PANEL KONTROL PENERANGAN. yang dibikin dipasaran menggunakan sistem manual saja, atau otomatis
 BAB III PERANCANGAN PANEL KONTROL PENERANGAN 3.1. Perakitan Panel Panel Lampu Luar merupakan salah satu panel yang telah dikenal luas, khususnya dalam instalasi lampu penerangan lampu jalan ( PJU ). Biasanya
BAB III PERANCANGAN PANEL KONTROL PENERANGAN 3.1. Perakitan Panel Panel Lampu Luar merupakan salah satu panel yang telah dikenal luas, khususnya dalam instalasi lampu penerangan lampu jalan ( PJU ). Biasanya
APLIKASI PLC OMRON CPM 1A 30 I/O UNTUK PROSES PENGEPAKAN BOTOL SECARA OTOMATIS MENGGUNAKAN SISTEM PNEUMATIK
 APLIKASI PLC OMRON CPM 1A 30 I/O UNTUK PROSES PENGEPAKAN BOTOL SECARA OTOMATIS MENGGUNAKAN SISTEM PNEUMATIK Dwi Aji Sulistyanto PSD III Teknik Elektro Universitas Diponegoro Semarang ABSTRAK Pada industri
APLIKASI PLC OMRON CPM 1A 30 I/O UNTUK PROSES PENGEPAKAN BOTOL SECARA OTOMATIS MENGGUNAKAN SISTEM PNEUMATIK Dwi Aji Sulistyanto PSD III Teknik Elektro Universitas Diponegoro Semarang ABSTRAK Pada industri
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Programmable Logic Controller Proses di berbagai bidang industri manufaktur biasanya sangat kompleks dan melingkupi banyak subproses. Setiap subproses perlu dikontrol secara seksama
BAB II LANDASAN TEORI 2.1 Programmable Logic Controller Proses di berbagai bidang industri manufaktur biasanya sangat kompleks dan melingkupi banyak subproses. Setiap subproses perlu dikontrol secara seksama
Gambar 4.2 Rangkaian keypad dan LED
 JOBSHEET IV ANTARMUKA MIKROKONTROLER DENGAN KEYPAD TUJUAN Mengetahui dan memahami cara mengantarmukakan mikrokontroler dengan keypad. Mengetahui dan memahami bagaimana memrogram mikrokontroler untuk membaca
JOBSHEET IV ANTARMUKA MIKROKONTROLER DENGAN KEYPAD TUJUAN Mengetahui dan memahami cara mengantarmukakan mikrokontroler dengan keypad. Mengetahui dan memahami bagaimana memrogram mikrokontroler untuk membaca
Materi. Siswa Mampu :
 Pemrograman PLC Materi Siswa Mampu : Menjelaskan langkah langkah pengendalian sistem dengan proram di PLC Menjelaskan prinsip pemrograman PLC dengan Ladder Diagram Menjelaskan komponen komponen LD dan
Pemrograman PLC Materi Siswa Mampu : Menjelaskan langkah langkah pengendalian sistem dengan proram di PLC Menjelaskan prinsip pemrograman PLC dengan Ladder Diagram Menjelaskan komponen komponen LD dan
TUGAS AKHIR PEMROGRAMAN PROGRAMMABLE LOGIC CONTROLLER (PLC) PADA MESIN FINGER JOINT
 PADA MESIN FINGER JOINT") TUGAS AKHIR PEMROGRAMAN PROGRAMMABLE LOGIC CONTROLLER (PLC) PADA MESIN FINGER JOINT Diajukan untuk memenuhi persyaratan menyelesaikan Program Pendidikan Sarjana Ekstensi (PPSE) Jurusan Teknik Elektro Fakultas
TUGAS AKHIR PEMROGRAMAN PROGRAMMABLE LOGIC CONTROLLER (PLC) PADA MESIN FINGER JOINT Diajukan untuk memenuhi persyaratan menyelesaikan Program Pendidikan Sarjana Ekstensi (PPSE) Jurusan Teknik Elektro Fakultas
BAB IV PEMBAHASAN DAN HASIL PENGUJIAN. pengontrol agar dapat bekerja secara otomatis. Terdapat tiga switch menjalankan
 BAB IV PEMBAHASAN DAN HASIL PENGUJIAN 4.1 Sistem Kerja Aktuator-aktuator yang digunakan pada pengolah limbah ini perlu adanya pengontrol agar dapat bekerja secara otomatis. Terdapat tiga switch menjalankan
BAB IV PEMBAHASAN DAN HASIL PENGUJIAN 4.1 Sistem Kerja Aktuator-aktuator yang digunakan pada pengolah limbah ini perlu adanya pengontrol agar dapat bekerja secara otomatis. Terdapat tiga switch menjalankan
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 Sistem Pengoperasian Alat Penjelasan pengoperasian alat terapi infra merah di lengkapi sensor jarak dan timer di sesuaikan dengan list program yang telah di rancang berikut
BAB IV HASIL DAN PEMBAHASAN 4.1 Sistem Pengoperasian Alat Penjelasan pengoperasian alat terapi infra merah di lengkapi sensor jarak dan timer di sesuaikan dengan list program yang telah di rancang berikut
BAB IV PEMBAHASAN BUILDING AUTOMATION SYSTEM (BAS) DI GEDUNG LABORATORIUM DEPKES JAKARTA A. PENDAHULUAN
 DI GEDUNG LABORATORIUM DEPKES JAKARTA A. PENDAHULUAN") BAB IV PEMBAHASAN BUILDING AUTOMATION SYSTEM (BAS) DI GEDUNG LABORATORIUM DEPKES JAKARTA A. PENDAHULUAN Untuk pembahasan ini penulis menganalisa data dari lapangan yang berupa peralatan meliputi PCD, jenis
BAB IV PEMBAHASAN BUILDING AUTOMATION SYSTEM (BAS) DI GEDUNG LABORATORIUM DEPKES JAKARTA A. PENDAHULUAN Untuk pembahasan ini penulis menganalisa data dari lapangan yang berupa peralatan meliputi PCD, jenis
BAB III PERANCANGAN DAN REALISASI SISTEM
 BAB III PERANCANGAN DAN REALISASI SISTEM 3.1 Pengantar Pada bab ini akan dibahas mengenai perancangan dan perealisasian keseluruhan sistem yang meliputi perangkat keras dan perangkat lunak. Pada perancangan
BAB III PERANCANGAN DAN REALISASI SISTEM 3.1 Pengantar Pada bab ini akan dibahas mengenai perancangan dan perealisasian keseluruhan sistem yang meliputi perangkat keras dan perangkat lunak. Pada perancangan
BAB IV PENGUJIAN DAN ANALISA
 123 BAB IV PENGUJIAN DAN ANALISA Bab ini berisi mengenai hasil pengujian mesin Heat Press 110 Ton 2RT 2P1U yang telah mengalami perubahan basis kontrol dengan PLC FX3U-80M dan HMI Proface AGP3300. Pengujian
123 BAB IV PENGUJIAN DAN ANALISA Bab ini berisi mengenai hasil pengujian mesin Heat Press 110 Ton 2RT 2P1U yang telah mengalami perubahan basis kontrol dengan PLC FX3U-80M dan HMI Proface AGP3300. Pengujian
TUGAS AKHIR. Perancangan Panel Kontrol Penerangan Manual Dan Otomatis. Dengan Remote Kontrol
 TUGAS AKHIR Perancangan Panel Kontrol Penerangan Manual Dan Otomatis Dengan Remote Kontrol Diajukan guna melengkapi sebagian syarat dalam mencapai gelar Sarjana Strata Satu (S1) Disusun Oleh : Nama : Sudarmanto
TUGAS AKHIR Perancangan Panel Kontrol Penerangan Manual Dan Otomatis Dengan Remote Kontrol Diajukan guna melengkapi sebagian syarat dalam mencapai gelar Sarjana Strata Satu (S1) Disusun Oleh : Nama : Sudarmanto
SIMULASI MODEL KONTROL MESIN MIXER MENGGUNAKAN PLC DAN PROGRAM KOMPUTER INTELLUTION FIX
 SIMULASI MODEL KONTROL MESIN MIXER MENGGUNAKAN PLC DAN PROGRAM KOMPUTER INTELLUTION FIX 6.1 Darminto 1, M. Facta, ST, MT 2, Iwan Setiawan, ST, MT 3 Teknik Elektro Universitas Diponegoro Semarang ABSTRAK
SIMULASI MODEL KONTROL MESIN MIXER MENGGUNAKAN PLC DAN PROGRAM KOMPUTER INTELLUTION FIX 6.1 Darminto 1, M. Facta, ST, MT 2, Iwan Setiawan, ST, MT 3 Teknik Elektro Universitas Diponegoro Semarang ABSTRAK
BAB IV PERANCANGAN DAN PEMBAHASAN. simulator HMI berbasis PLC. Simulator ini memiliki beberapa bagian penting yaitu
 BAB IV PERANCANGAN DAN PEMBAHASAN Pada bab ini akan diterangkan secara detail mengenai perancangan trainer simulator HMI berbasis PLC. Simulator ini memiliki beberapa bagian penting yaitu perancangan hardware
BAB IV PERANCANGAN DAN PEMBAHASAN Pada bab ini akan diterangkan secara detail mengenai perancangan trainer simulator HMI berbasis PLC. Simulator ini memiliki beberapa bagian penting yaitu perancangan hardware
TUGAS AKHIR PERANCANGAN DAN PEMBUATAN MODEL SISTEM PENCAMPURAN WARNA BERBASIS PLC SIEMENS S7 1200
 TUGAS AKHIR PERANCANGAN DAN PEMBUATAN MODEL SISTEM PENCAMPURAN WARNA BERBASIS PLC SIEMENS S7 1200 Diajukan guna melengkapi sebagian syarat dalam mencapai gelar Sarjana Strata Satu (S1) Disusun Oleh : Nama
TUGAS AKHIR PERANCANGAN DAN PEMBUATAN MODEL SISTEM PENCAMPURAN WARNA BERBASIS PLC SIEMENS S7 1200 Diajukan guna melengkapi sebagian syarat dalam mencapai gelar Sarjana Strata Satu (S1) Disusun Oleh : Nama
TIMER DAN COUNTER. ERI SETIADI NUGRAHA, S.Pd. 2012
 TIMER DAN COUNTER ERI SETIADI NUGRAHA, S.Pd. 2012 TIMER Ada beberapa jenis timer yang digunakan pada PLC, akan tetapi yang sering digunakan adalah Timer ON Delay dan Timer OFF Delay. Fungsi pewaktu dalam
TIMER DAN COUNTER ERI SETIADI NUGRAHA, S.Pd. 2012 TIMER Ada beberapa jenis timer yang digunakan pada PLC, akan tetapi yang sering digunakan adalah Timer ON Delay dan Timer OFF Delay. Fungsi pewaktu dalam
PERBAIKAN KERUSAKAN RABBIT SYSTEM HOTCELL 109 DI IRM
 ISSN 0854-5561 Hasil-hasil Penelitian EBN Tahun 2009 PERBAIKAN KERUSAKAN RABBIT SYSTEM HOTCELL 109 DI IRM Junaedi, Guswardani, Saud Maruli Tua, Ahmad Paid ABSTRAK PERBAIKAN KERUSAKAN RABBIT SYSTEM HOTCELL
ISSN 0854-5561 Hasil-hasil Penelitian EBN Tahun 2009 PERBAIKAN KERUSAKAN RABBIT SYSTEM HOTCELL 109 DI IRM Junaedi, Guswardani, Saud Maruli Tua, Ahmad Paid ABSTRAK PERBAIKAN KERUSAKAN RABBIT SYSTEM HOTCELL
BAB 4. Rancang Bangun Sistem Kontrol
 BAB 4. Rancang Bangun Sistem Kontrol 4.1 Perancangan Umum Plant ini digunakan untuk proses pembuatan makanan surabi otomatis. Input sistem adalah adonan bahan dan adonan rasa sedangkan hasil yang diharapkan
BAB 4. Rancang Bangun Sistem Kontrol 4.1 Perancangan Umum Plant ini digunakan untuk proses pembuatan makanan surabi otomatis. Input sistem adalah adonan bahan dan adonan rasa sedangkan hasil yang diharapkan
BAB IV PENGUJIAN DAN ANALISA SIMULASI SISTEM PEGENDALI LAMPU JARAK JAUH DAN DEKAT PADA KENDARAAN SECARA OTOMATIS
 BAB IV PENGUJIAN DAN ANALISA SIMULASI SISTEM PEGENDALI LAMPU JARAK JAUH DAN DEKAT PADA KENDARAAN SECARA OTOMATIS Dalam bab ini akan dibahas tentang pengujian berdasarkan perencanaan dari sistem yang dibuat.
BAB IV PENGUJIAN DAN ANALISA SIMULASI SISTEM PEGENDALI LAMPU JARAK JAUH DAN DEKAT PADA KENDARAAN SECARA OTOMATIS Dalam bab ini akan dibahas tentang pengujian berdasarkan perencanaan dari sistem yang dibuat.
BAB IV PENGATURAN DAN PENGUJIAN
 BAB IV PENGATURAN DAN PENGUJIAN 4.1 Pengaturan Awal Dalam pembahasan mengenai pokok permasalahan yang tertuang pada BAB sebelumnya telah dijelaskan bahwa tujuan yang dilakukan adalah bagaimana membuat
BAB IV PENGATURAN DAN PENGUJIAN 4.1 Pengaturan Awal Dalam pembahasan mengenai pokok permasalahan yang tertuang pada BAB sebelumnya telah dijelaskan bahwa tujuan yang dilakukan adalah bagaimana membuat
LAPORAN TUGAS AKHIR PERANCANGAN DAN SIMULASI SISTEM PARKIR MOBIL OTOMATIS DENGAN MENGUNAKAN PLC DAN SCADA SOFTWARE OMRON
 LAPORAN TUGAS AKHIR PERANCANGAN DAN SIMULASI SISTEM PARKIR MOBIL OTOMATIS DENGAN MENGUNAKAN PLC DAN SCADA SOFTWARE OMRON Diajukan guna melengkapi sebagian syarat dalam mencapai gelar Sarjana Strata Satu
LAPORAN TUGAS AKHIR PERANCANGAN DAN SIMULASI SISTEM PARKIR MOBIL OTOMATIS DENGAN MENGUNAKAN PLC DAN SCADA SOFTWARE OMRON Diajukan guna melengkapi sebagian syarat dalam mencapai gelar Sarjana Strata Satu
BAB IV PEMBAHASAN. pabrik PT. Boma Bisma Indra. Mesin ini digunakan untuk pelebaran lubang
 BAB IV PEMBAHASAN 4.1 PLC Vertical Boring Mesin Vertical Boring adalah mesin pembubutan yang digunakan pada pabrik PT. Boma Bisma Indra. Mesin ini digunakan untuk pelebaran lubang silindris dan digunakan
BAB IV PEMBAHASAN 4.1 PLC Vertical Boring Mesin Vertical Boring adalah mesin pembubutan yang digunakan pada pabrik PT. Boma Bisma Indra. Mesin ini digunakan untuk pelebaran lubang silindris dan digunakan
BAB III PERANCANGAN PERANGKAT DAN SISTEM
 BAB III PERANCANGAN PERANGKAT DAN SISTEM Dalam bab ini berisi tentang bagaimana alat dirancang sedemikian rupa sehingga dapat menjadi suatu rangkaian yang dapat difungsikan. Selain itu juga membahas tentang
BAB III PERANCANGAN PERANGKAT DAN SISTEM Dalam bab ini berisi tentang bagaimana alat dirancang sedemikian rupa sehingga dapat menjadi suatu rangkaian yang dapat difungsikan. Selain itu juga membahas tentang
PERCOBAAN 3 I. JUDUL PERCOBAAN PLC
 PERCOBAAN 3 I. JUDUL PERCOBAAN PLC II. TUJUAN PERCOBAAN 1. Mahasiswa memahami dasar-dasar pemrograman pada PLC 2. Mahasiswa mampu membuat dan menganalisa suatu program PLC 3. Mahasiswa memahami fungsi-fungsi
PERCOBAAN 3 I. JUDUL PERCOBAAN PLC II. TUJUAN PERCOBAAN 1. Mahasiswa memahami dasar-dasar pemrograman pada PLC 2. Mahasiswa mampu membuat dan menganalisa suatu program PLC 3. Mahasiswa memahami fungsi-fungsi
OTOMASI WORK STATION (FMS) BERBASIS PROGRAMMABLE LOGIC CONTROLLER Purnawan
 BERBASIS PROGRAMMABLE LOGIC CONTROLLER Purnawan") OTOMASI WORK STATI (FMS) BERBASIS PROGRAMMABLE LOGIC CTROLLER Purnawan A. PENGANTAR Sebagian besar proses di industri menghendaki strategi pengontrolan atau pengendalian sekuensial. Pengendalian sekuensial
OTOMASI WORK STATI (FMS) BERBASIS PROGRAMMABLE LOGIC CTROLLER Purnawan A. PENGANTAR Sebagian besar proses di industri menghendaki strategi pengontrolan atau pengendalian sekuensial. Pengendalian sekuensial
PRAKTIKUM MATA KULIAH MIKROPROSESSOR DAN BAHA ASSEMBLY INPUT/OUTPUT PADA ARDUINO
 I. Tujuan PRAKTIKUM MATA KULIAH MIKROPROSESSOR DAN BAHA ASSEMBLY INPUT/OUTPUT PADA ARDUINO Mengamati keluaran data berupa nyala LED dari Arduino Memanfaatkan Port Input dan Output pada Arduino untuk transfer
I. Tujuan PRAKTIKUM MATA KULIAH MIKROPROSESSOR DAN BAHA ASSEMBLY INPUT/OUTPUT PADA ARDUINO Mengamati keluaran data berupa nyala LED dari Arduino Memanfaatkan Port Input dan Output pada Arduino untuk transfer
RANCANG BANGUN SISTEM AUTOMATIC TRANSFER SWITCH DAN AUTOMATIC MAINS FAILURE PADA GENERATOR SET 80 KVA DENGAN DEEP SEA ELECTRONIC 4420
 RANCANG BANGUN SISTEM AUTOMATIC TRANSFER SWITCH DAN AUTOMATIC MAINS FAILURE PADA GENERATOR SET 80 KVA DENGAN DEEP SEA ELECTRONIC 4420 Suhanto Prodi D3 Teknik Listrik Bandar Udara, Politeknik Penerbangan
RANCANG BANGUN SISTEM AUTOMATIC TRANSFER SWITCH DAN AUTOMATIC MAINS FAILURE PADA GENERATOR SET 80 KVA DENGAN DEEP SEA ELECTRONIC 4420 Suhanto Prodi D3 Teknik Listrik Bandar Udara, Politeknik Penerbangan
BAB IV PENGUJIAN DAN ANALISA RANGKAIAN KONTROL PANEL
 BAB IV PENGUJIAN DAN ANALISA RANGKAIAN KONTROL PANEL Dalam bab ini penulis akan mengungkapkan dan menguraikan mengenai persiapan komponen komponen dan peralatan yang dipergunakan serta langkahlangkah praktek,
BAB IV PENGUJIAN DAN ANALISA RANGKAIAN KONTROL PANEL Dalam bab ini penulis akan mengungkapkan dan menguraikan mengenai persiapan komponen komponen dan peralatan yang dipergunakan serta langkahlangkah praktek,
JOBSHEET II ANTARMUKA MIKROKONTROLER DENGAN TOGGLE SWITCH
 JOBSHEET II ANTARMUKA MIKROKONTROLER DENGAN TOGGLE SWITCH 1 TUJUAN Mengetahui dan memahami cara mengantarmukakan mikrokontroler dengan rangkaian input saklar toggle. Mengetahui dan memahami bagaimana memrogram
JOBSHEET II ANTARMUKA MIKROKONTROLER DENGAN TOGGLE SWITCH 1 TUJUAN Mengetahui dan memahami cara mengantarmukakan mikrokontroler dengan rangkaian input saklar toggle. Mengetahui dan memahami bagaimana memrogram
APLIKASI MESIN PENGISI DAN PENUTUP BOTOL OTOMATIS PADA INDUSTRI RUMAH TANGGA
 APLIKASI MESIN PENGISI DAN PENUTUP BOTOL OTOMATIS PADA INDUSTRI RUMAH TANGGA Galih Wardhana (6907040022) Andhika Widodo (6907040028) ABSTRAK Dalam project work ini dibuat mesin pengisi dan penutup botol
APLIKASI MESIN PENGISI DAN PENUTUP BOTOL OTOMATIS PADA INDUSTRI RUMAH TANGGA Galih Wardhana (6907040022) Andhika Widodo (6907040028) ABSTRAK Dalam project work ini dibuat mesin pengisi dan penutup botol
8. TRANSFER DATA. I. Tujuan
 8. TRANSFER DATA I. Tujuan 1. Membuat rangkaian transfer data seri dan transfer data secara paralel dengan menggunakan IC yang berisi JK-FF dan D-FF. 2. Mengamati operasi transfer data seri dan dan transfer
8. TRANSFER DATA I. Tujuan 1. Membuat rangkaian transfer data seri dan transfer data secara paralel dengan menggunakan IC yang berisi JK-FF dan D-FF. 2. Mengamati operasi transfer data seri dan dan transfer
BAB 4 IMPLEMENTASI DAN EVALUASI. dan software. Berikut adalah spesifikasi-spesifikasi yang terdapat di dalam sistem :
 BAB 4 IMPLEMENTASI DAN EVALUASI 4.1 Spesifikasi Sistem Spesifikasi sistem dalam penelitian ini terbagi menjadi 2 yaitu untuk hardware dan software. Berikut adalah spesifikasi-spesifikasi yang terdapat
BAB 4 IMPLEMENTASI DAN EVALUASI 4.1 Spesifikasi Sistem Spesifikasi sistem dalam penelitian ini terbagi menjadi 2 yaitu untuk hardware dan software. Berikut adalah spesifikasi-spesifikasi yang terdapat
BAB IV PENGUJIAN ALAT DAN PEMBAHASAN
 BAB IV PENGUJIAN ALAT DAN PEMBAHASAN 4.1 Uji Coba Alat Dalam bab ini akan dibahas mengenai pengujian alat yang telah dibuat. Dimulai dengan pengujian setiap bagian-bagian dari hardware dan software yang
BAB IV PENGUJIAN ALAT DAN PEMBAHASAN 4.1 Uji Coba Alat Dalam bab ini akan dibahas mengenai pengujian alat yang telah dibuat. Dimulai dengan pengujian setiap bagian-bagian dari hardware dan software yang
IDENTIFIKASI KERUSAKAN KONVEYOR JALUR -1 DI INSTALASI RADIOMETALURGI
 IDENTIFIKASI KERUSAKAN KONVEYOR JALUR -1 DI INSTALASI RADIOMETALURGI Junaedi, Supriyono, Darma Adiantoro, Setia Permana Pusat Teknologi Bahan Bakar Nuklir - BATAN ABSTRAK IDENTIFIKASI KERUSAKAN KONVEYOR
IDENTIFIKASI KERUSAKAN KONVEYOR JALUR -1 DI INSTALASI RADIOMETALURGI Junaedi, Supriyono, Darma Adiantoro, Setia Permana Pusat Teknologi Bahan Bakar Nuklir - BATAN ABSTRAK IDENTIFIKASI KERUSAKAN KONVEYOR
BAB III ANALISA DAN CARA KERJA RANGKAIAN
 BAB III ANALISA DAN CARA KERJA RANGKAIAN 3.1 Analisa Rangkaian Secara Blok Diagram Pada rangkaian yang penulis buat berdasarkan cara kerja rangkaian secara keseluruhan penulis membagi rangkaian menjadi
BAB III ANALISA DAN CARA KERJA RANGKAIAN 3.1 Analisa Rangkaian Secara Blok Diagram Pada rangkaian yang penulis buat berdasarkan cara kerja rangkaian secara keseluruhan penulis membagi rangkaian menjadi
BAB IV PEMBAHASAN. Produksi gula pada PT.PN X UNIT PG. Tjoekir Jombang terdapat beberapa
 BAB IV PEMBAHASAN Produksi gula pada PT.PN X UNIT PG. Tjoekir Jombang terdapat beberapa proses produksi. Proses dari tebu kemudian berubah menjadi butiran butiran kristal gula yang siap jual. Dari beberapa
BAB IV PEMBAHASAN Produksi gula pada PT.PN X UNIT PG. Tjoekir Jombang terdapat beberapa proses produksi. Proses dari tebu kemudian berubah menjadi butiran butiran kristal gula yang siap jual. Dari beberapa
NASKAH PUBLIKASI SISTEM PENGAMAN MOTOR TERHADAP SUHU TINGGI MENGGUNAKAN SISTEM BERBASIS PLC
 NASKAH PUBLIKASI SISTEM PENGAMAN MOTOR TERHADAP SUHU TINGGI MENGGUNAKAN SISTEM BERBASIS PLC Disusun Oleh: DONY SETIYAWAN D 400 100 009 JURUSAN TEKNIK ELEKTRO FAKULTAS TEKNIK UNIVERSITAS MUHAMMADIYAH SURAKARTA
NASKAH PUBLIKASI SISTEM PENGAMAN MOTOR TERHADAP SUHU TINGGI MENGGUNAKAN SISTEM BERBASIS PLC Disusun Oleh: DONY SETIYAWAN D 400 100 009 JURUSAN TEKNIK ELEKTRO FAKULTAS TEKNIK UNIVERSITAS MUHAMMADIYAH SURAKARTA
OTOMASI ALAT PEMBUAT BRIKET ARANG MENGGUNAKAN PLC
 OTOMASI ALAT PEMBUAT BRIKET ARANG MENGGUNAKAN PLC Nama Mahasiswa : Alifa Rachma Husaeni 2208 039 006 Alvian 220803033 Nama Pembimbing : Suwito, ST, MT. Program Studi D3 Teknik Elektro Jurusan Teknik Elektro
OTOMASI ALAT PEMBUAT BRIKET ARANG MENGGUNAKAN PLC Nama Mahasiswa : Alifa Rachma Husaeni 2208 039 006 Alvian 220803033 Nama Pembimbing : Suwito, ST, MT. Program Studi D3 Teknik Elektro Jurusan Teknik Elektro
BAB IV IMPLEMENTASI DAN ANALISA
 BAB IV IMPLEMENTASI DAN ANALISA 1.1 Implementasi 1.1.1 Sistem Gerbang Bendungan Perancangan Kontrol otomatis sistem bendungan menggunakan Programble logic Control (PLC) sebagai alat pengendali yang menggerakan
BAB IV IMPLEMENTASI DAN ANALISA 1.1 Implementasi 1.1.1 Sistem Gerbang Bendungan Perancangan Kontrol otomatis sistem bendungan menggunakan Programble logic Control (PLC) sebagai alat pengendali yang menggerakan
MODUL CNC- 5. Oleh: Dwi Rahdiyanta FT-UNY. KEGIATAN BELAJAR : Mengoperasikan Mesin Bubut CNC
 MODUL CNC- 5 Oleh: Dwi Rahdiyanta FT-UNY KEGIATAN BELAJAR : Mengoperasikan Mesin Bubut CNC A. Tujuan Umum Setelah mempelajari materi mengoperasikan mesin bubut CNC diharapkan peserta didik akan mampu mengoperasikan
MODUL CNC- 5 Oleh: Dwi Rahdiyanta FT-UNY KEGIATAN BELAJAR : Mengoperasikan Mesin Bubut CNC A. Tujuan Umum Setelah mempelajari materi mengoperasikan mesin bubut CNC diharapkan peserta didik akan mampu mengoperasikan
ELKAHFI 200 TELEMETRY SYSTEM
 ELKAHFI 200 TELEMETRY SYSTEM User Manual Edisi September 2006 ELKAHFI Design & Embedded System Solution Daftar Isi Pengenalan Elkahfi Telemetry System Pendahuluan 1 Kelengkapan Telemetry System 2 Spesifikasi
ELKAHFI 200 TELEMETRY SYSTEM User Manual Edisi September 2006 ELKAHFI Design & Embedded System Solution Daftar Isi Pengenalan Elkahfi Telemetry System Pendahuluan 1 Kelengkapan Telemetry System 2 Spesifikasi
MONITORING MESIN PRESS INDUSTRI KAROSERI MENGGUNAKAN PLC
 MONITORING MESIN PRESS INDUSTRI KAROSERI MENGGUNAKAN PLC N A M A : A D I T Y O Y U D I S T I R A N A M A : F A H M I H I D A Y A H N R P : 2 2 0 8 0 3 0 0 1 9 N R P : 2 2 0 8 0 3 0 0 7 8 D O S E N P E
MONITORING MESIN PRESS INDUSTRI KAROSERI MENGGUNAKAN PLC N A M A : A D I T Y O Y U D I S T I R A N A M A : F A H M I H I D A Y A H N R P : 2 2 0 8 0 3 0 0 1 9 N R P : 2 2 0 8 0 3 0 0 7 8 D O S E N P E
Programmable Logic Controller (PLC) Pendahuluan
 Pendahuluan") Modul 7 Programmable Logic Controller (PLC) Pendahuluan Numerical Control & Industrial Robotics menekankan pada pengendalian gerakan (proses kontinu) pengendalian gerakan (proses kontinu) Sedangkan untuk
Modul 7 Programmable Logic Controller (PLC) Pendahuluan Numerical Control & Industrial Robotics menekankan pada pengendalian gerakan (proses kontinu) pengendalian gerakan (proses kontinu) Sedangkan untuk
KEGIATAN. Tes tertulis Pengamatan Wawancara Laporan. Menjelaskan pengetahuan dasar kendali elektronik
 NAMA SEKOLAH : SMK NEGERI 1 SINGOSARI MATA PELAJARAN : Perencanaan dan Pengoperasian Kendali Elektronik KELAS/SEMESTER : XII / 5 dan 6 STANDAR KOMPETENSI : Mengoperasikan Sistem Pengendali Elektronik KODE
NAMA SEKOLAH : SMK NEGERI 1 SINGOSARI MATA PELAJARAN : Perencanaan dan Pengoperasian Kendali Elektronik KELAS/SEMESTER : XII / 5 dan 6 STANDAR KOMPETENSI : Mengoperasikan Sistem Pengendali Elektronik KODE
BAB III PERANCANGAN DAN PEMBUATAN PROTOTIPE KONVEYOR SORTIR
 26 BAB III PERANCANGAN DAN PEMBUATAN PROTOTIPE KONVEYOR SORTIR 3.1. Pembuatan Alat Penelitian Dalam proses perancangan, dan pembuatan prototype konveyor sortir berbasis PLC ini diperlukan beberapa alat
26 BAB III PERANCANGAN DAN PEMBUATAN PROTOTIPE KONVEYOR SORTIR 3.1. Pembuatan Alat Penelitian Dalam proses perancangan, dan pembuatan prototype konveyor sortir berbasis PLC ini diperlukan beberapa alat
BAB III METODE PENELITIAN. secara otomatis dengan menggunakan sensor PIR dan sensor LDR serta membuat
 3.1 Model Pengembangan BAB III METODE PENELITIAN Tujuan dari tugas akhir ini adalah membuat sistem penerangan pada rumah secara otomatis dengan menggunakan sensor PIR dan sensor LDR serta membuat sistem
3.1 Model Pengembangan BAB III METODE PENELITIAN Tujuan dari tugas akhir ini adalah membuat sistem penerangan pada rumah secara otomatis dengan menggunakan sensor PIR dan sensor LDR serta membuat sistem
NO NAMA BARANG SPESIFIKASI JUMLAH
 BAB III PERENCANAAN DAN PERHITUNGAN 3.1 Perencanaan dan Perhitungan Bahan Dalam pengoperasian motor induksi tiga fasa direncanakan menggunakan PLC ZEN, sebagai alat control utamanya. Selain PLC ZEN juga
BAB III PERENCANAAN DAN PERHITUNGAN 3.1 Perencanaan dan Perhitungan Bahan Dalam pengoperasian motor induksi tiga fasa direncanakan menggunakan PLC ZEN, sebagai alat control utamanya. Selain PLC ZEN juga
PC-Link. 1x Komputer / Laptop dengan OS Windows 2000, Windows XP atau yang lebih tinggi. Gambar 1 Blok Diagram AN200
 PC-Link PC-Link Application Note AN200 GUI Digital Input dan Output Oleh: Tim IE Aplikasi ini akan membahas software GUI (Grapic User Interface) yang digunakan untuk mengatur Digital Input dan Output pada.
PC-Link PC-Link Application Note AN200 GUI Digital Input dan Output Oleh: Tim IE Aplikasi ini akan membahas software GUI (Grapic User Interface) yang digunakan untuk mengatur Digital Input dan Output pada.
DAFTAR ISI. HALAMAN JUDUL... i. LEMBAR PENGESAHAN... ii. PERNYATAAN... iii. PRAKATA... iv. DAFTAR ISI... vi. DAFTAR GAMBAR... ix. DAFTAR TABEL...
 DAFTAR ISI Halaman HALAMAN JUDUL... i LEMBAR PENGESAHAN... ii PERNYATAAN... iii PRAKATA... iv DAFTAR ISI... vi DAFTAR GAMBAR... ix DAFTAR TABEL... xii DAFTAR LAMPIRAN... xiii ABSTRACT... xiv INTISARI...
DAFTAR ISI Halaman HALAMAN JUDUL... i LEMBAR PENGESAHAN... ii PERNYATAAN... iii PRAKATA... iv DAFTAR ISI... vi DAFTAR GAMBAR... ix DAFTAR TABEL... xii DAFTAR LAMPIRAN... xiii ABSTRACT... xiv INTISARI...
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN Metode yang digunakan pada perancangan dan pembuatan perangkat keras dan perangkat lunak yaitu dengan studi kepustakaan dan eksperimen. Dengan cara ini penulis berusaha untuk
BAB III METODE PENELITIAN Metode yang digunakan pada perancangan dan pembuatan perangkat keras dan perangkat lunak yaitu dengan studi kepustakaan dan eksperimen. Dengan cara ini penulis berusaha untuk
IK UJI TARIK BAJA INTRUKSI KERJA
 Halaman : 1 dari 7 INSTRUKSI KERJA 1. Hidupkan mesin dengan memindahkan breaker ke posisi ON. Breaker terletak di sisi kiri Control Console (lihat Gambar 16). 2. Tekan tombol PUMP ON, kemudian putar posisi
Halaman : 1 dari 7 INSTRUKSI KERJA 1. Hidupkan mesin dengan memindahkan breaker ke posisi ON. Breaker terletak di sisi kiri Control Console (lihat Gambar 16). 2. Tekan tombol PUMP ON, kemudian putar posisi
BAB IV PEMBAHASAN. Gambar 4.1 Sketsa mesin automatic mixing.
 BAB IV PEMBAHASAN 4.1. SISTEM KONTROL MESIN SILO PADA AUTOMATIC MIXING Setiap mesin yang menggunakan pengontrolan PLC, membutuhkan sistem kontrol yang sesuai dengan karakteristik mesin tersebut. Sama halnya
BAB IV PEMBAHASAN 4.1. SISTEM KONTROL MESIN SILO PADA AUTOMATIC MIXING Setiap mesin yang menggunakan pengontrolan PLC, membutuhkan sistem kontrol yang sesuai dengan karakteristik mesin tersebut. Sama halnya
UNIT V MENJALANKAN MOTOR INDUKSI TIGA FASE DENGAN MAGNETIC CONTACTOR SECARA BINTANG-DELTA
 UNIT V MENJALANKAN MOTOR INDUKSI TIGA FASE DENGAN MAGNETIC CONTACTOR SECARA BINTANG-DELTA I. TUJUAN 1. Praktikan dapat mengetahui dan memahami prinsip kerja dari pengasutan bintang-delta, serta mengetahui
UNIT V MENJALANKAN MOTOR INDUKSI TIGA FASE DENGAN MAGNETIC CONTACTOR SECARA BINTANG-DELTA I. TUJUAN 1. Praktikan dapat mengetahui dan memahami prinsip kerja dari pengasutan bintang-delta, serta mengetahui
PERANCANGAN SISTEM PENGOLAHAN AIR BERSIH BERBASIS PLC OMRON CPM 2A
 PERANCANGAN SISTEM PENGOLAHAN AIR BERSIH BERBASIS PLC OMRON CPM 2A Jurusan Teknik Elektro Fakultas Teknik Universitas Muhammadiyah Semarang email : assaffat@yahoo.com Abstrak : Air sebagai unsur utama
PERANCANGAN SISTEM PENGOLAHAN AIR BERSIH BERBASIS PLC OMRON CPM 2A Jurusan Teknik Elektro Fakultas Teknik Universitas Muhammadiyah Semarang email : assaffat@yahoo.com Abstrak : Air sebagai unsur utama
BAB IV PENGUJIAN DAN ANALISA SISTEM
 BAB IV PENGUJIAN DAN ANALISA SISTEM Pada bab ini penulis akan menguraikan mengenai persiapan komponenkomponen dan peralatan yang digunakan serta langkah-langkah praktek, kemudian menampilkan data hasil
BAB IV PENGUJIAN DAN ANALISA SISTEM Pada bab ini penulis akan menguraikan mengenai persiapan komponenkomponen dan peralatan yang digunakan serta langkah-langkah praktek, kemudian menampilkan data hasil
MENGOPERASIKAN SISTEM OPERASI
 MENGOPERASIKAN SISTEM OPERASI software system operasi generasi terakhir yang dikeluarkan Microsoft adalah Windows 95 Windows 98 Windows XP dan Vista Windows 7 Windows Me Sofware yang dirancangan khusus
MENGOPERASIKAN SISTEM OPERASI software system operasi generasi terakhir yang dikeluarkan Microsoft adalah Windows 95 Windows 98 Windows XP dan Vista Windows 7 Windows Me Sofware yang dirancangan khusus
BAB IV PENGUJIAN DAN ANALISA
 BAB IV PENGUJIAN DAN ANALISA 4.1 Tujuan Pengujian Prototype Setelah kita melakukan perancangan alat, kita memasuki tahap yang selanjutnya yaitu pengujian dan analisa. Tahap pengujian alat merupakan bagian
BAB IV PENGUJIAN DAN ANALISA 4.1 Tujuan Pengujian Prototype Setelah kita melakukan perancangan alat, kita memasuki tahap yang selanjutnya yaitu pengujian dan analisa. Tahap pengujian alat merupakan bagian
DAFTAR ISI. HALAMAN JUDUL... i. LEMBAR PENGESAHAN... ii. PERNYATAAN... iii. PRAKATA... iv. DAFTAR ISI... vi. DAFTAR GAMBAR... ix. DAFTAR TABEL...
 DAFTAR ISI Halaman HALAMAN JUDUL... i LEMBAR PENGESAHAN... ii PERNYATAAN... iii PRAKATA... iv DAFTAR ISI... vi DAFTAR GAMBAR... ix DAFTAR TABEL... xii DAFTAR LAMPIRAN... xiii ABSTRACT... xiv INTISARI...
DAFTAR ISI Halaman HALAMAN JUDUL... i LEMBAR PENGESAHAN... ii PERNYATAAN... iii PRAKATA... iv DAFTAR ISI... vi DAFTAR GAMBAR... ix DAFTAR TABEL... xii DAFTAR LAMPIRAN... xiii ABSTRACT... xiv INTISARI...
WORKSHOP PLC & PNEUMATIK MODUL PRAKTIKUM WORKSOP PLC & PNEUMATIK
 WORKSHOP PLC & PNEUMATIK MODUL PRAKTIKUM WORKSOP PLC & PNEUMATIK 2017 A N A S A s s i s t e n s 2 0 1 7 A. Sistem Kendali dengan PLC 1. Sistem Kendali Istilah sistem kendali dalam teknik listrik mempunyai
WORKSHOP PLC & PNEUMATIK MODUL PRAKTIKUM WORKSOP PLC & PNEUMATIK 2017 A N A S A s s i s t e n s 2 0 1 7 A. Sistem Kendali dengan PLC 1. Sistem Kendali Istilah sistem kendali dalam teknik listrik mempunyai
BAB IV PENGUJIAN DAN ANALISA
 51 BAB IV PENGUJIAN DAN ANALISA Bab ini berisi mengenai hasil pengujian mesin Auto Loading menggunakan Robo Cylinder pada mesin Power Press PP 60. Pengujian ini dilakukan untuk membuktikan bahwa pembuatan
51 BAB IV PENGUJIAN DAN ANALISA Bab ini berisi mengenai hasil pengujian mesin Auto Loading menggunakan Robo Cylinder pada mesin Power Press PP 60. Pengujian ini dilakukan untuk membuktikan bahwa pembuatan
BAB III PERANCANGAN ALAT SIMULASI
 BAB III PERANCANGAN ALAT SIMULASI 3.1. Perencanaan Alat Simulasi Simulasi digunakan untuk mendiskripsikan cara kerja system pengendalian escalator otomatis menggunakan programmable logic controller (PLC).
BAB III PERANCANGAN ALAT SIMULASI 3.1. Perencanaan Alat Simulasi Simulasi digunakan untuk mendiskripsikan cara kerja system pengendalian escalator otomatis menggunakan programmable logic controller (PLC).
BAB V PROGRAMMABLE LOGIC CONTROLLER
 5 1 BAB V PROGRAMMABLE LOGIC CONTROLLER 5.1 Pengantar Pada aplikasi industri, banyak dibutuhkan implementasi pengontrol proses yang akan beraksi menghasilkan output sebagai fungsi dari state, perubahan
5 1 BAB V PROGRAMMABLE LOGIC CONTROLLER 5.1 Pengantar Pada aplikasi industri, banyak dibutuhkan implementasi pengontrol proses yang akan beraksi menghasilkan output sebagai fungsi dari state, perubahan
BAB III METODE PENELITIAN
 3.1. Diagram Blok Keseluruhan BAB III METODE PENELITIAN 3.1 : Berikut ini adalah diagram blok keseluruhan yang ditunjukan pada gambar Start Studi Literatur Perancangan Alat Simulasi Alat T Jalan? Tidak
3.1. Diagram Blok Keseluruhan BAB III METODE PENELITIAN 3.1 : Berikut ini adalah diagram blok keseluruhan yang ditunjukan pada gambar Start Studi Literatur Perancangan Alat Simulasi Alat T Jalan? Tidak
BAB I PENDAHULUAN. 1.1 Latar Belakang
 BAB I PENDAHULUAN 1 Latar Belakang Teknologi selalu berkembang mengikuti perubahan zaman. Saat ini teknologi sudah ada di setiap lini kehidupan. Teknologi mempermudah manusia mengatasi suatu permasalahan.
BAB I PENDAHULUAN 1 Latar Belakang Teknologi selalu berkembang mengikuti perubahan zaman. Saat ini teknologi sudah ada di setiap lini kehidupan. Teknologi mempermudah manusia mengatasi suatu permasalahan.
Tabel 3.1 Kode heksadesimal untuk angka 0-9
 JOBSHEET III ANTARMUKA MIKROKONTROLER DENGAN SEVEN SEGMEN 1 TUJUAN Mengetahui dan memahami cara mengantarmukakan mikrokontroler dengan rangkaian seven Mengetahui dan memahami bagaimana memrogram mikrokontroler
JOBSHEET III ANTARMUKA MIKROKONTROLER DENGAN SEVEN SEGMEN 1 TUJUAN Mengetahui dan memahami cara mengantarmukakan mikrokontroler dengan rangkaian seven Mengetahui dan memahami bagaimana memrogram mikrokontroler
Dosen Jurusan Teknik Elektro Industri 2 3
 RANCANG BANGUN MINIATUR PENGATURAN DAN MONITORING PENGISIAN MINK PELUMAS MENUJU MULTI-BANKER BERBASIS PROGRAMMABLE LOGIC CONTROLLER (Sub judul : Pemrograman PLC Omron CS1W) Ir. Sutedjo.MT 1, Rusiana. S.T
RANCANG BANGUN MINIATUR PENGATURAN DAN MONITORING PENGISIAN MINK PELUMAS MENUJU MULTI-BANKER BERBASIS PROGRAMMABLE LOGIC CONTROLLER (Sub judul : Pemrograman PLC Omron CS1W) Ir. Sutedjo.MT 1, Rusiana. S.T
Jurnal Teknologi Elektro, Universitas Mercu Buana ISSN:
 SISTEM MONITORING SUHU MELALUI SISTEM KOMUNIKASI PROGRAMMABLE LOGIC CONTROLLER TO PERSONAL COMPUTER Triyanto Pangaribowo, Hibnu Yulianda Jurusan Teknik Elektro Fakultas Teknik, Universitas Mercu Buana
SISTEM MONITORING SUHU MELALUI SISTEM KOMUNIKASI PROGRAMMABLE LOGIC CONTROLLER TO PERSONAL COMPUTER Triyanto Pangaribowo, Hibnu Yulianda Jurusan Teknik Elektro Fakultas Teknik, Universitas Mercu Buana
RANCANG BANGUN SIMULATOR INSTALASI LISTRIK DOMESTIK DAN PENGOLAHAN AIR LIMBAH BERBASIS PLC OMRON CP1L
 RANCANG BANGUN SIMULATOR INSTALASI LISTRIK DOMESTIK DAN PENGOLAHAN AIR LIMBAH BERBASIS PLC OMRON CP1L DESIGN AND IMPLEMENTATION OF DOMESTIC ELECTRICAL INSTALATION AND WATER PUMPING SIMULATOR USING PLC
RANCANG BANGUN SIMULATOR INSTALASI LISTRIK DOMESTIK DAN PENGOLAHAN AIR LIMBAH BERBASIS PLC OMRON CP1L DESIGN AND IMPLEMENTATION OF DOMESTIC ELECTRICAL INSTALATION AND WATER PUMPING SIMULATOR USING PLC
BAB V PERSIAPAN PEMPROGRAMAN
 BAB V PERSIAPAN PEMPROGRAMAN A. PERSIAPAN DASAR Sebelum menyusun suatu program untuk pengoperasian PLC pada pengontrolan suatu sistem atau proses, ada beberapa hal yang perlu diketahui dan persiapan dasar
BAB V PERSIAPAN PEMPROGRAMAN A. PERSIAPAN DASAR Sebelum menyusun suatu program untuk pengoperasian PLC pada pengontrolan suatu sistem atau proses, ada beberapa hal yang perlu diketahui dan persiapan dasar
BAB I PENDAHULUAN. digunakan untuk mengontrol dan bisa diprogram sesuai dengan kebutuhan, yang
 BAB I PENDAHULUAN 1.1. Latar Belakang Masalah PLC (Programmable Logic Control) merupakan suatu peralatan yang digunakan untuk mengontrol dan bisa diprogram sesuai dengan kebutuhan, yang biasanya digunakan
BAB I PENDAHULUAN 1.1. Latar Belakang Masalah PLC (Programmable Logic Control) merupakan suatu peralatan yang digunakan untuk mengontrol dan bisa diprogram sesuai dengan kebutuhan, yang biasanya digunakan
BAB IV HASIL DAN PEMBAHASAN MODUL. Nama Alat : Simulasi Pengukuran Timer Pada Terapi Inframerah. Menggunakan ATmega16
 BAB IV HASIL DAN PEMBAHASAN MODUL 4.1. Spesifikasi Alat Nama Alat : Simulasi Pengukuran Timer Pada Terapi Inframerah Menggunakan ATmega16 Tegangan Frekuensi Daya : 220 V : 50-60 Hz : 300 Watt 4.2. Gambar
BAB IV HASIL DAN PEMBAHASAN MODUL 4.1. Spesifikasi Alat Nama Alat : Simulasi Pengukuran Timer Pada Terapi Inframerah Menggunakan ATmega16 Tegangan Frekuensi Daya : 220 V : 50-60 Hz : 300 Watt 4.2. Gambar
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN 3.1 Blok Diagram Blok diagram dibuat untuk memetakan dari proses suatu kerja. Blok diagram berfungsi untuk memudahkan seseorang dalam memhami cara kerja itu sendiri. Gambar 3.1
BAB III METODE PENELITIAN 3.1 Blok Diagram Blok diagram dibuat untuk memetakan dari proses suatu kerja. Blok diagram berfungsi untuk memudahkan seseorang dalam memhami cara kerja itu sendiri. Gambar 3.1
Dalam pengoperasiannya ada tiga jenis pengoperasian yang harus dilakukan pada stasiun bumi pemantau gas rumah kaca ini, yaitu :
 III. PETUNJUK PENGOPERASIAN ALAT Dalam pengoperasiannya ada tiga jenis pengoperasian yang harus dilakukan pada stasiun bumi pemantau gas rumah kaca ini, yaitu : 1. Prosedur Data Logging, yaitu langkah-langkah
III. PETUNJUK PENGOPERASIAN ALAT Dalam pengoperasiannya ada tiga jenis pengoperasian yang harus dilakukan pada stasiun bumi pemantau gas rumah kaca ini, yaitu : 1. Prosedur Data Logging, yaitu langkah-langkah
BAB IV PEMBAHASAN DAN ANALISA PEMROGRAMAN PADA PLC DAN SOFTWARE WONDERWARE. 4.1 Membuat Program Dalam Bentuk Ladder Pada PLC LS Glofa
 BAB IV PEMBAHASAN DAN ANALISA PEMROGRAMAN PADA PLC DAN SOFTWARE WONDERWARE 4.1 Membuat Program Dalam Bentuk Ladder Pada PLC LS Glofa a. Buka program GMWIN 4.0 dengan cara klik Start Windows All Programs
BAB IV PEMBAHASAN DAN ANALISA PEMROGRAMAN PADA PLC DAN SOFTWARE WONDERWARE 4.1 Membuat Program Dalam Bentuk Ladder Pada PLC LS Glofa a. Buka program GMWIN 4.0 dengan cara klik Start Windows All Programs
IDENTIFIKASI KERUSAKAN MIKROSKOP OPTIK HOTCELL 107 DI INSTALASI RADIOMETALURGI
 IDENTIFIKASI KERUSAKAN MIKROSKOP OPTIK HOTCELL 107 DI INSTALASI RADIOMETALURGI Junaedi, Darma Adiantoro, Setia Permana Pusat Teknologi Bahan Bakar Nuklir ABSTRAK IDENTIFIKASI KERUSAKAN MIKROSKOP OPTIK
IDENTIFIKASI KERUSAKAN MIKROSKOP OPTIK HOTCELL 107 DI INSTALASI RADIOMETALURGI Junaedi, Darma Adiantoro, Setia Permana Pusat Teknologi Bahan Bakar Nuklir ABSTRAK IDENTIFIKASI KERUSAKAN MIKROSKOP OPTIK
SISTEM KENDALI SUHU DENGAN MENGGUNAKAN. A. Sistem Kendali dengan NI MyRio untuk Mengatur Suhu Ruangan
 SISTEM KENDALI SUHU DENGAN MENGGUNAKAN NI MyRIO A. Sistem Kendali dengan NI MyRio untuk Mengatur Suhu Ruangan Tujuan : Menggunakan NI myrio untuk mengendalikan modul Temperature Controlled System Leybold
SISTEM KENDALI SUHU DENGAN MENGGUNAKAN NI MyRIO A. Sistem Kendali dengan NI MyRio untuk Mengatur Suhu Ruangan Tujuan : Menggunakan NI myrio untuk mengendalikan modul Temperature Controlled System Leybold