SIDANG TUGAS AKHIR METALURGI TEKNIK MESIN - ITS
|
|
|
- Djaja Kusnadi
- 7 tahun lalu
- Tontonan:
Transkripsi

 PADA BAJA HIGH SPEED")

1 SIDANG METALURGI TEKNIK MESIN - ITS PENGARUH PROSES PEMOTONGAN MENGGUNAKAN WIRE-EDM TERHADAP LAPISAN RECAST DAN HEAT AFFECTED ZONE (HAZ) PADA BAJA HIGH SPEED STEEL (HSS) BOHLER MO RAPID EXTRA 1200 OLEH : SANDI SUBAKTI Dosen Pembimbing :
2 LATAR BELAKANG Baja High Speed Steel (HSS) banyak digunakan sebagai produk pahat potong Proses pemotongan baja HSS dengan menggunakan wire-edm Timbulnya lapisan baru pada permukaan baja HSS akibat proses pemotongan dengan menggunakan wire-edm
3 RUMUSAN MASALAH Pada penelitian kali ini akan diamati pengaruh dari pemotongan Baja High Speed Steel (HSS) dengan menggunakan wire-edm terhadap tebal lapisan recast, Heat Affected Zone (HAZ), nilai kekerasan pada setiap lapisan dan perubahan metalografi logam.
4 TUJUAN PENELITIAN 1. Untuk mengetahui adanya pengaruh penggunaan wire-edm pada pemotongan material baja HSS terhadap tebal lapisan recast, heat affected zone, nilai kekerasan pada setiap lapisan yang timbul dan perubahan metalografi logam. 2. Membandingkan perbedaan nilai kekerasan pada setiap lapisan material baja HSS setelah proses pemotongan menggunakan wire-edm ditinjau dari tiga bagian yaitu bagian atas (upper line), tengah (middle line), dan bawah (lower line).

5 HIGH SPEED TOOL STEEL - Unsur utamanya adalah Tungsten (W) dan Molybdenum (Mo) - Kadar karbon : 0,70% - 1,0% C, untuk beberapa tipe : 1,5% Tabel komposisi kimia baja HSS. Sumber AISI Gambar Pahat Potong
 Klasifikasi Proses Pemesinan EDM Gambar Skema ilustrasi proses")
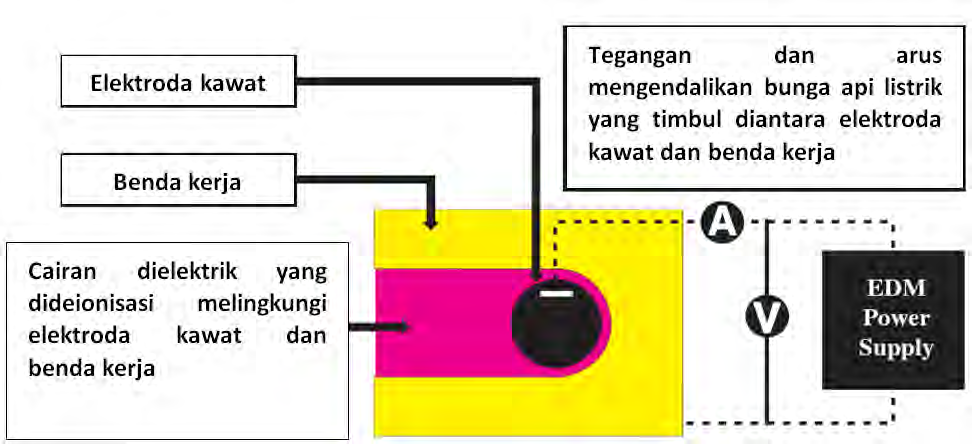
6 PROSES PEMESINAN EDM Electrical Discharge Machining (EDM) adalah proses pengerjaan material oleh loncatan bunga api listrik diantara dua elektroda yaitu elektroda benda kerja dan elektroda pahat yang memanfaatkan aliran cairan dielektrik selama proses berlangsung (Pandey dan Shan, 1980) Klasifikasi Proses Pemesinan EDM Gambar Skema ilustrasi proses wire-edm

7 PRINSIP DASAR WIRE-EDM
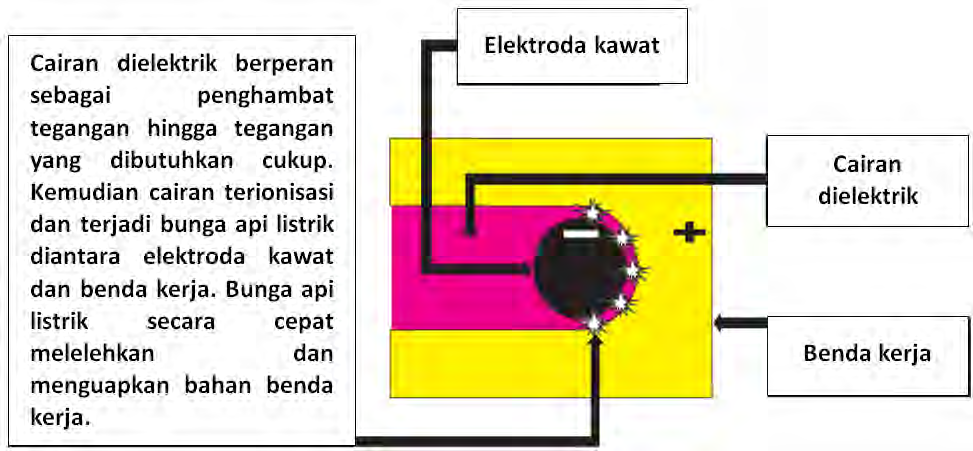
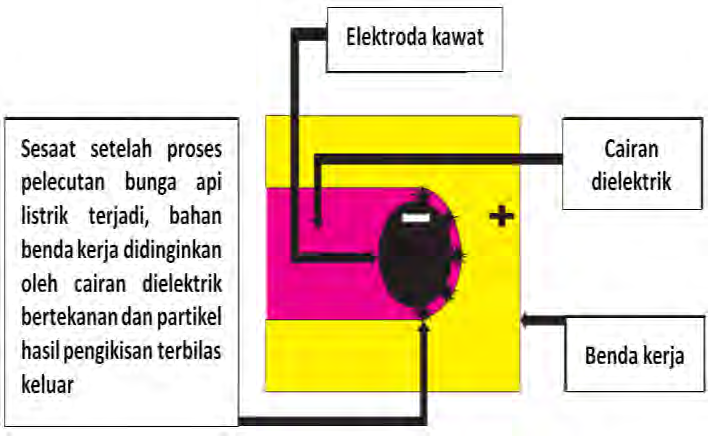
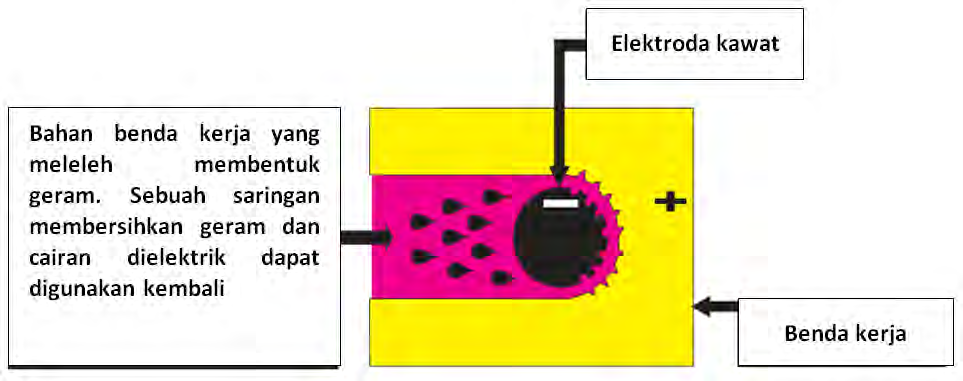
8 MEKANISME PENGERJAAN MATERIAL

 (b) Gambar (a) Struktur material setelah proses pemotongan dengan wire-edm beserta")
9 LAPISAN RECAST Lapisan recast adalah lapisan putih pada permukaan benda kerja yang terbentuk akibat pengaruh panas yang ditimbulkan oleh loncatan bunga api listrik (Guitrau, 1997). (a) (b) Gambar (a) Struktur material setelah proses pemotongan dengan wire-edm beserta distribusi kekerasan dari permukaan hingga material induk. (b) Perbedaan tebal lapisan recast.
 Material /Benda kerja.")
 dibagian tengah (middle) pada saat")
10 PEMBAGIAN DAERAH PENGUKURAN (a) (b) Gambar (a) Material /Benda kerja. (b) Terjadinya perbedaan tegangan kawat (wire) dibagian tengah (middle) pada saat proses pemotongan berlangsung.
11 DIAGRAM ALIR
12 FAKTOR-FAKTOR PENELITIAN Faktor Kontrol : a. On time (ON) : 4 8 (µs) b. Off time (OFF) : (µs) c. Arc on time (AN) : 3 6 (amp) d. Open voltage (OV) : 6 8 (volt) e. Servo voltage (SV) : (volt) Faktor Konstan : a. Low power (LP) : 10 (AC/DC) b. Arc off time (AFF) : 11 (amp) c. Feedrate override (FR): 14 (mm/sec) d. Wire feed (WF) : 4 (mm/sec) e. Wire Tension (WT) : 8 (g) f. Water flow (WL) : 6 (kg/cm²) g. Feedrate mode (FM) : 0 (servo) h. Feedrate (F) : 1 (mm/min) Respon : a. Tebal lapisan recast b.distribusi kekerasan c. Metalografi logam

 dengan diameter kawat 0,25 mm Gambar")
13 BAHAN PENELITIAN Benda kerja Material : Bohler Mo Rapid Extra 1200 Kekerasan : 64,67 HRC Dimensi : 200 x 25 x 8 mm Gambar Material benda kerja Kawat elektroda Seiki Denko HSD-25P-5RT, berbahan kuningan (brass) dengan diameter kawat 0,25 mm Gambar Kawat elektroda
 Diameter kawat : 0,25")

14 PERALATAN PENELITIAN Mesin Wire-EDM CHMER CW23F Arah Pergerakan : lima sumbu (x,y,z,u,v) Diameter kawat : 0,25 mm Kecepatan kawat maksimal : 250 mm/detik Dimensi meja kerja : 600mm x 400mm Mesin wire-edm Panel kontrol mesin wire-edm


15 PERALATAN PENELITIAN ALAT UKUR MICROHARDNESS ALAT UKUR TEBAL RECAST Microhardness Type HMZ Merk SHIMADZU Microscope Olympus Type BX 60M

16 PENGUKURAN & PENGAMBILAN DATA Material induk Lapisan recast n µm titik pengukuran tebal lapisan recast, sebanyak 25 titik pada setiap benda kerja n µm n µm n µm Pengukuran Tebal Tipis Lapisan Recast Pengukuran Distribusi Kekerasan
17 HASIL PENGAMATAN TEBAL RECAST Eksperimen ke- On Time (µs) Open Voltage Arc On Time (amp) Off Time (µs) Servo Voltage (volt) Tebal Recast (µm) , , , , , , , , , , , , , , , ,48
18 Pengaruh Arc On Time & Open Voltage Terhadap Tebal Recast ON Time : 4 µs Open Voltage : 6 OFF Time : 12 µs Servo Voltage : 38 volt 3 6 ON Time : 4 µs Open Voltage : 8 OFF Time : 12 µs Servo Voltage : 38 volt ON Time : 8 µs Open Voltage : 6 OFF Time : 12 µs Servo Voltage : 45 volt 3 6 ON Time : 8 µs Open Voltage : 8 OFF Time : 12 µs Servo Voltage : 45 volt
19 Pengaruh Arc On Time, On Time & Servo Voltage Terhadap Tebal Recast 2 2 ON Time : 4 µs Open Voltage : 6 volt OFF Time : 12 µs Servo Voltage : 38 volt ON Time : 8 µs Open Voltage : 6 volt OFF Time : 12 µs Servo Voltage : 45 volt
20 Pengaruh Open Voltage, On Time & Servo Voltage Terhadap Tebal Recast 2 2 ON Time : 4 µs Arc On Time : 3 amp OFF Time : 12 µs Servo Voltage : 38 volt ON Time : 8 µs Arc On Time : 3 amp OFF Time : 12 µs Servo Voltage : 45 volt
21 HASIL PENGAMATAN DISTRIBUSI KEKERASAN Eksperimen On Time Open Voltage Arc On Time Off Time Servo Voltage Kekerasan (HRC) ke- (µs) (amp) (µs) (volt) Recast HAZ Logam Induk ,84-32,7 63,6-58,9 62,3-64, ,17-33,16 64,6-60,5 61, ,82-32,8 66,5-58,3 62, , ,3-60,8 63, ,75-43,2 67,8-62,4 63,6-64, ,78-34,1 68,5-55,1 63,1-63, ,43-39,2 66,5-60,1 63,9-64, ,24-55,42 66,8-62,1 64, ,12-43,21 68,2-61,4 64,8-65, ,83-50,46 69,6-62,4 65, ,11-46,2 68,7-61,4 65,1-65, ,75-35,7 68,5-62,7 65,1-66, ,85-42,1 69,2-63,2 65,1-65, , ,5-63,7 64, ,92-38,2 68,1-60,1 64,2-64, ,23-57,1 69,5-62,5 64,2-65 RECAST HEAT AFFECTED ZONE (HAZ) BASE METAL : 31,77 42,89 HRC : 60,98 67,7 HRC : 63,9 64,8 HRC
22 DISTRIBUSI KEKERASAN BAGIAN ATAS (UPPER LINE) Spesimen ( atas ) Titik Indentasi HRC BAGIAN TENGAH (MIDDLE LINE) Spesimen ( tengah ) Titik Indentasi HRC BAGIAN BAWAH (LOWER LINE) Spesimen ( bawah ) Titik Indentasi HRC
23 DISTRIBUSI KEKERASAN GRAFIK BAGIAN ATAS (UPPER LINE) GRAFIK BAGIAN BAWAH (LOWER LINE) Eksperimen ke - On Time (µs) Open voltage Arc On Time (amp) Off Time (µs) Servo Voltage (volt)
24 DISTRIBUSI KEKERASAN GRAFIK GABUNGAN BAGIAN ATAS & BAWAH GRAFIK BAGIAN TENGAH (MIDDLE LINE) Eksperimen ke - On Time (µs) Open voltage Arc On Time (amp) Off Time (µs) Servo Voltage (volt)
25 DISTRIBUSI KEKERASAN GRAFIK TREND ANALYSIS GRAFIK BAGIAN ATAS (UPPER LINE) GRAFIK BAGIAN BAWAH (LOWER LINE)
26 DISTRIBUSI KEKERASAN GRAFIK TREND ANALYSIS GRAFIK GABUNGAN BAGIAN ATAS & BAGIAN BAWAH GRAFIK BAGIAN TENGAH (MIDDLE LINE)
27 DISTRIBUSI KEKERASAN TEBAL HAZ GRAFIK BAGIAN ATAS (UPPER LINE) GRAFIK TREND ANALYSIS BAGIAN ATAS (UPPER LINE) a b c Keterangan : a = Rehardened Layer b = Tempered Layer c = Base Metal
28 DISTRIBUSI KEKERASAN TEBAL HAZ GRAFIK TREND ANALYSIS BAGIAN ATAS (UPPER LINE) a b c Keterangan : Jarak antar titik indentasi = 0,010 mm Tebal HAZ = 0,080 mm = 80 µm
29 DISTRIBUSI KEKERASAN TEBAL HAZ GRAFIK BAGIAN TENGAH (MIDDLE LINE) GRAFIK TREND ANALYSIS BAGIAN TENGAH (MIDDLE LINE) a b c Keterangan : Jarak antar titik indentasi = 0,010 mm Tebal HAZ = 0,090 mm = 90 µm
30 DISTRIBUSI KEKERASAN TEBAL HAZ GRAFIK BAGIAN BAWAH (LOWER LINE) GRAFIK TREND ANALYSIS BAGIAN BAWAH (LOWER LINE) a b c Keterangan : Jarak antar titik indentasi = 0,010 mm Tebal HAZ = 0,060 mm = 60 µm


31 METALOGRAFI LOGAM MARTENSITE TEMPERED SHEROIDAL CARBIDE RECAST LAYER RETAINED AUSTENITE
32 PENUTUP KESIMPULAN 1. Faktor-faktor pada mesin wire-edm CHMER CW32F yang memiliki kontribusi paling besar dalam menghasilkan tebal recast adalah on time, open voltage, arc on time dan servo voltage. 2. Eksperimen ke-2 memiliki tebal recast paling kecil dengan nilai faktor kontrol : ON Time = 4 µs Open Voltage = 6 volt Arc On Time = 3 amp Off Time = 18 µs Servo Voltage= 38 volt 3. Dari pengujian kekerasan, didapatkan nilai kekerasan yang paling rendah adalah pada lapisan recast, dengan nilai kekerasan sebesar 31,77 42,89 HRC, dan nilai kekerasan yang paling tinggi adalah pada Heat Affected Zone (HAZ), dengan nilai kekerasan sebesar 60,98 67,7 HRC.
33 PENUTUP SARAN 1. Untuk penelitian selanjutnya, dapat menggunakan parameter tebal benda kerja yang berbeda-beda, sehingga dapat diketahui apakah ada pengaruh terhadap tebal lapisan recast dan heat affected zone (HAZ) 2.Untuk penelitian selanjutnya, jarak antar pemotongan tidak harus sama, bisa divariasikan satu dengan yang lain.
34 SIDANG METALURGI TEKNIK MESIN - ITS TERIMA KASIH ATAS PERHATIAN DAN DUKUNGANNYA METALURGI - TEKNIK MESIN ITS
Tugas Akhir TM
 Tugas Akhir TM - 091486 OPTIMASI LAJU PENGERJAAN BAHAN (LPB) DAN KEKASARAN PERMUKAAN PADA PROSES WIRE-ELECTRIC DISCHARGE MACHINING MATERIAL SKD-11 DENGAN METODE TAGUCHI DAN LOGIKA FUZZY Jurusan Teknik
Tugas Akhir TM - 091486 OPTIMASI LAJU PENGERJAAN BAHAN (LPB) DAN KEKASARAN PERMUKAAN PADA PROSES WIRE-ELECTRIC DISCHARGE MACHINING MATERIAL SKD-11 DENGAN METODE TAGUCHI DAN LOGIKA FUZZY Jurusan Teknik
OPTIMASI MULTIRESPON PROSES PEMESINAN WIRE-EDM PADA BAJA PERKAHAS HSS MENGGUNAKAN METODE TAGUCHI
 Bachtiar & Usman Dinata, Optimasi Multirespon Proses Pemesinan,... 19 OPTIMASI MULTIRESPON PROSES PEMESINAN WIRE-EDM PADA BAJA PERKAHAS HSS MENGGUNAKAN METODE TAGUCHI Oleh: Bachtiar 1, Usman Dinata 2 1,2
Bachtiar & Usman Dinata, Optimasi Multirespon Proses Pemesinan,... 19 OPTIMASI MULTIRESPON PROSES PEMESINAN WIRE-EDM PADA BAJA PERKAHAS HSS MENGGUNAKAN METODE TAGUCHI Oleh: Bachtiar 1, Usman Dinata 2 1,2
BAB 3 METODE PENELITIAN
 BAB 3 METODE PENELITIAN 3.1 BAHAN PENELITIAN Baja karbon rendah lembaran berlapis seng berstandar AISI 1010 dengan sertifikat pabrik (mill certificate) di Lampiran 1. 17 Gambar 3.1. Baja lembaran SPCC
BAB 3 METODE PENELITIAN 3.1 BAHAN PENELITIAN Baja karbon rendah lembaran berlapis seng berstandar AISI 1010 dengan sertifikat pabrik (mill certificate) di Lampiran 1. 17 Gambar 3.1. Baja lembaran SPCC
Oleh : M. Mushonnif Efendi ( ) Dosen Pembimbing : Dr. Sony Sunaryo, M.Si.
 Dosen Pembimbing : Dr. Sony Sunaryo, M.Si.") OPTIMASI WAKTU PEMOTONGAN BAJA HSS PADA WIRE-EDM MENGGUNAKAN METODE TAGUCHI Oleh : M. Mushonnif Efendi (307 030 05) Dosen Pembimbing : Dr. Sony Sunaryo, M.Si. Prodi D3 STATISTIKA FAKULTAS ILMU PENGETAHUAN
OPTIMASI WAKTU PEMOTONGAN BAJA HSS PADA WIRE-EDM MENGGUNAKAN METODE TAGUCHI Oleh : M. Mushonnif Efendi (307 030 05) Dosen Pembimbing : Dr. Sony Sunaryo, M.Si. Prodi D3 STATISTIKA FAKULTAS ILMU PENGETAHUAN
IV. HASIL DAN PEMBAHASAN
 52 IV. HASIL DAN PEMBAHASAN A. DATA PENELITIAN 1. Material Penelitian a. Tipe Baja : A 516 Grade 70 Bentuk : Plat Tabel 7. Komposisi Kimia Baja A 516 Grade 70 Komposisi Kimia Persentase (%) C 0,1895 Si
52 IV. HASIL DAN PEMBAHASAN A. DATA PENELITIAN 1. Material Penelitian a. Tipe Baja : A 516 Grade 70 Bentuk : Plat Tabel 7. Komposisi Kimia Baja A 516 Grade 70 Komposisi Kimia Persentase (%) C 0,1895 Si
Pembimbing : Prof. Dr. Ing. Suhardjono MSc. Oleh : Dwi Rahmad F. NRP:
 Pembimbing : Prof. Dr. Ing. Suhardjono MSc. Oleh : Dwi Rahmad F. NRP: 2103100011 Latar Belakang Masalah Ketidakmampuan pemesinan konvensional mengerjakan produk dengan kekerasan tinggi dengan bentuk yang
Pembimbing : Prof. Dr. Ing. Suhardjono MSc. Oleh : Dwi Rahmad F. NRP: 2103100011 Latar Belakang Masalah Ketidakmampuan pemesinan konvensional mengerjakan produk dengan kekerasan tinggi dengan bentuk yang
BAB IV HASIL PENELITIAN DAN PEMBAHASAN. Sebelum melakukan ekperimen data-data pendukung yang dikumpulkan
 BAB IV HASIL PENELITIAN DAN PEMBAHASAN IV.1 Data-data Penelitian Sebelum melakukan ekperimen data-data pendukung yang dikumpulkan adalah sebagai berikut, 1. Mesin Wirecut Merk/Type Elektroda kawat : Mitsubishi
BAB IV HASIL PENELITIAN DAN PEMBAHASAN IV.1 Data-data Penelitian Sebelum melakukan ekperimen data-data pendukung yang dikumpulkan adalah sebagai berikut, 1. Mesin Wirecut Merk/Type Elektroda kawat : Mitsubishi
I. PENDAHULUAN. selain jenisnya bervariasi, kuat, dan dapat diolah atau dibentuk menjadi berbagai
 I. PENDAHULUAN A. LATAR BELAKANG Dalam dunia industri, bahan-bahan yang digunakan kadang kala merupakan bahan yang berat. Bahan material baja adalah bahan paling banyak digunakan, selain jenisnya bervariasi,
I. PENDAHULUAN A. LATAR BELAKANG Dalam dunia industri, bahan-bahan yang digunakan kadang kala merupakan bahan yang berat. Bahan material baja adalah bahan paling banyak digunakan, selain jenisnya bervariasi,
BAB I PENDAHULUAN 1.1. Latar Belakang Masalah
 BAB I PENDAHULUAN 1.1. Latar Belakang Masalah Seiring dengan kemajuan teknologi, banyak material yang semakin sulit untuk dikerjakan dengan proses pemesinan konvensional. Selain tuntutan terhadap kualitas
BAB I PENDAHULUAN 1.1. Latar Belakang Masalah Seiring dengan kemajuan teknologi, banyak material yang semakin sulit untuk dikerjakan dengan proses pemesinan konvensional. Selain tuntutan terhadap kualitas
STUDI EKSPERIMENTAL PENGARUH VARIASI JENIS MATERIAL ELEKTRODA TERHADAP PEFORMANSI PEMESINAN DRILLING EDM MENGGUNAKAN EDM TIPE RELAKSASI (RC)
") STUDI EKSPERIMENTAL PENGARUH VARIASI JENIS MATERIAL ELEKTRODA TERHADAP PEFORMANSI PEMESINAN DRILLING EDM MENGGUNAKAN EDM TIPE RELAKSASI (RC) Adi Muttaqin 1) dan Suharjono 2) 1) Program Magister Jurusan
STUDI EKSPERIMENTAL PENGARUH VARIASI JENIS MATERIAL ELEKTRODA TERHADAP PEFORMANSI PEMESINAN DRILLING EDM MENGGUNAKAN EDM TIPE RELAKSASI (RC) Adi Muttaqin 1) dan Suharjono 2) 1) Program Magister Jurusan
BAB III METODE PENELITIAN. Mulai. Pemilihan Bahan. Proses Pengelasan. Pembuatan Spesimen. Pengujian Spesimen pengujian tarik Spesimen struktur mikro
 BAB III METODE PENELITIAN 3.1. Metode Penelitian 3.1.1. Diagram Alir Penelitian Mulai Pemilihan Bahan Proses Pengelasan Pembuatan Spesimen Pengujian Spesimen pengujian tarik Spesimen struktur mikro Menganalisa
BAB III METODE PENELITIAN 3.1. Metode Penelitian 3.1.1. Diagram Alir Penelitian Mulai Pemilihan Bahan Proses Pengelasan Pembuatan Spesimen Pengujian Spesimen pengujian tarik Spesimen struktur mikro Menganalisa
Ir Naryono 1, Farid Rakhman 2
 PENGARUH VARIASI KECEPATAN PENGELASAN PADA PENYAMBUNGAN PELAT BAJA SA 36 MENGGUNAKAN ELEKTRODA E6013 DAN E7016 TERHADAP KEKERASAN, STRUKTUR MIKRO DAN KEKUATAN TARIKNYA Ir Naryono 1, Farid Rakhman 2 Lecture
PENGARUH VARIASI KECEPATAN PENGELASAN PADA PENYAMBUNGAN PELAT BAJA SA 36 MENGGUNAKAN ELEKTRODA E6013 DAN E7016 TERHADAP KEKERASAN, STRUKTUR MIKRO DAN KEKUATAN TARIKNYA Ir Naryono 1, Farid Rakhman 2 Lecture
IV. HASIL DAN PEMBAHASAN
 IV. HASIL DAN PEMBAHASAN A. DATA ALAT DAN MATERIAL PENELITIAN 1. Material Penelitian Tipe Baja : AISI 1045 Bentuk : Pelat Tabel 7. Komposisi Kimia Baja AISI 1045 Pelat AISI 1045 Unsur Nilai Kandungan Unsur
IV. HASIL DAN PEMBAHASAN A. DATA ALAT DAN MATERIAL PENELITIAN 1. Material Penelitian Tipe Baja : AISI 1045 Bentuk : Pelat Tabel 7. Komposisi Kimia Baja AISI 1045 Pelat AISI 1045 Unsur Nilai Kandungan Unsur
Pengujian Impak (Hentakan) Pengujian Metalografi Pengujian Korosi Parameter pada Lambung Kapal...
 Pengujian Metalografi Pengujian Korosi Parameter pada Lambung Kapal...") DAFTAR ISI HALAMAN JUDUL... i LEMBAR PENGESAHAN DOSEN PEMBIMBING... ii LEMBAR PENGESAHAN DOSEN PENGUJI... iii HALAMAN PERSEMBAHAN... iv HALAMAN MOTTO... v KATA PENGANTAR... vi ABSTRAK... viii ABSTRACT...
DAFTAR ISI HALAMAN JUDUL... i LEMBAR PENGESAHAN DOSEN PEMBIMBING... ii LEMBAR PENGESAHAN DOSEN PENGUJI... iii HALAMAN PERSEMBAHAN... iv HALAMAN MOTTO... v KATA PENGANTAR... vi ABSTRAK... viii ABSTRACT...
Ir. Hari Subiyanto, MSc
 Tugas Akhir TM091486 METALURGI Budi Prasetya Awab Putra NRP 2104 100 018 Dosen Pembimbing: Ir. Hari Subiyanto, MSc ABSTRAK Austenitic stainless steel adalah suatu logam paduan yang mempunyai sifat tahan
Tugas Akhir TM091486 METALURGI Budi Prasetya Awab Putra NRP 2104 100 018 Dosen Pembimbing: Ir. Hari Subiyanto, MSc ABSTRAK Austenitic stainless steel adalah suatu logam paduan yang mempunyai sifat tahan
BAB I PENDAHULUAN. machining adalah proses pemotongan bahan dengan memanfaatkan energi
 BAB I PENDAHULUAN 1.1. Latar Belakang Electrical discharge machining (EDM) atau disebut juga spark machining adalah proses pemotongan bahan dengan memanfaatkan energi panas yang dihasilkan oleh loncatan
BAB I PENDAHULUAN 1.1. Latar Belakang Electrical discharge machining (EDM) atau disebut juga spark machining adalah proses pemotongan bahan dengan memanfaatkan energi panas yang dihasilkan oleh loncatan
BAB I PENDAHULUAN. Banyak cara yang dapat dilakukan dalam teknik penyambungan logam misalnya
 BAB I PENDAHULUAN A. Latar Belakang Teknik penyambungan logam telah diketahui sejak dahulu kala. Sumber energi yang digunakan pada zaman dahulu diduga dihasilkan dari pembakaran kayu atau sampah. Karena
BAB I PENDAHULUAN A. Latar Belakang Teknik penyambungan logam telah diketahui sejak dahulu kala. Sumber energi yang digunakan pada zaman dahulu diduga dihasilkan dari pembakaran kayu atau sampah. Karena
BAB I PENDAHULUAN. adalah sebagai media atau alat pemotongan (Yustinus Edward, 2005). Kelebihan
. Kelebihan") BAB I PENDAHULUAN A. Latar Belakang Teknik penyambungan logam telah diketahui sejak dahulu kala. Sumber energi yang digunakan pada zaman dahulu diduga dihasilkan dari pembakaran kayu atau sampah. Karena
BAB I PENDAHULUAN A. Latar Belakang Teknik penyambungan logam telah diketahui sejak dahulu kala. Sumber energi yang digunakan pada zaman dahulu diduga dihasilkan dari pembakaran kayu atau sampah. Karena
DAFTAR ISI Error! Bookmark not defined.
 DAFTAR ISI Halaman Judul... i Lembar Pengesahan Dosen Pembimbing... ii Lembar Pengesahan Dosen Penguji... Error! Bookmark not defined. persembahan... iv Halaman Motto... v Kata Pengantar... vi Abstrak...
DAFTAR ISI Halaman Judul... i Lembar Pengesahan Dosen Pembimbing... ii Lembar Pengesahan Dosen Penguji... Error! Bookmark not defined. persembahan... iv Halaman Motto... v Kata Pengantar... vi Abstrak...
III. METODE PENELITIAN. Penelitian dilakukan dibeberapa tempat, sebagai berikut:
 III. METODE PENELITIAN A. Tempat Penelitian Penelitian dilakukan dibeberapa tempat, sebagai berikut: 1. Pembuatan kampuh dan proses pengelasan dilakukan di Politeknik Negeri Lampung, Bandar Lampung, 2.
III. METODE PENELITIAN A. Tempat Penelitian Penelitian dilakukan dibeberapa tempat, sebagai berikut: 1. Pembuatan kampuh dan proses pengelasan dilakukan di Politeknik Negeri Lampung, Bandar Lampung, 2.
Optimalisasi Kualitas Pemotongan Sudut Pada Mesin Wire Cutting Electric Discharge Machining (Edm)
") SEMINAR NASIONAL INOVASI DAN APLIKASI TEKNOLOGI DI INDUSTRI (SENIATI) 2016 ISSN : 2085-4218 Optimalisasi Kualitas Pemotongan Sudut Pada Mesin Wire Cutting Electric Discharge Machining (Edm) Eko Edy Susanto
SEMINAR NASIONAL INOVASI DAN APLIKASI TEKNOLOGI DI INDUSTRI (SENIATI) 2016 ISSN : 2085-4218 Optimalisasi Kualitas Pemotongan Sudut Pada Mesin Wire Cutting Electric Discharge Machining (Edm) Eko Edy Susanto
BAB I PENDAHULUAN 1.1. Latar Belakang
 BAB I PENDAHULUAN 1.1. Latar Belakang Teknologi pemesinan saat ini telah berkembang sangat pesat, bermula pada tahun 1940-an dimana pembuatan produk benda masih menggunakan mesin perkakas konvensional
BAB I PENDAHULUAN 1.1. Latar Belakang Teknologi pemesinan saat ini telah berkembang sangat pesat, bermula pada tahun 1940-an dimana pembuatan produk benda masih menggunakan mesin perkakas konvensional
A. Pengertian Electrical Discharge Machine
 A. Pengertian Electrical Discharge Machine Electrical Discharge Machine merupakan mesin produksi non konvensional yang memanfaatkan proses konversi listrik dan panas, dimana energi listrik digunakan untuk
A. Pengertian Electrical Discharge Machine Electrical Discharge Machine merupakan mesin produksi non konvensional yang memanfaatkan proses konversi listrik dan panas, dimana energi listrik digunakan untuk
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN 3.1. Diagram Alir Gambar 3.1 Diagram alir penelitian 3.2. Studi Pustaka dan Survey Lapangan Studi pustaka menggunakan literature dari buku dan jurnal sedangkan survey lapangan
BAB III METODE PENELITIAN 3.1. Diagram Alir Gambar 3.1 Diagram alir penelitian 3.2. Studi Pustaka dan Survey Lapangan Studi pustaka menggunakan literature dari buku dan jurnal sedangkan survey lapangan
OPTIMASI PARAMETER PERMESINAN TERHADAP LAJU PEMBUANGAN MATERIAL DAN KETELITIAN UKURAN (OVERCUT) PADA PROSES ELECTRICAL DISCHARGE MACHINE (EDM)
 PADA PROSES ELECTRICAL DISCHARGE MACHINE (EDM)") //digilib.unej.a //digilib.unej.ac. //digilib.unej.a //digilib.unej.ac. //digilib.unej.a //digilib.unej.ac. //digilib.unej.a //digilib.unej.ac. //digilib.unej.a //digilib.unej.ac. //d //d //d //d OPTIMASI
//digilib.unej.a //digilib.unej.ac. //digilib.unej.a //digilib.unej.ac. //digilib.unej.a //digilib.unej.ac. //digilib.unej.a //digilib.unej.ac. //digilib.unej.a //digilib.unej.ac. //d //d //d //d OPTIMASI
Studi Pengaruh Besar Arus dan Arc On-Time Pada Electrical Discharge Machining (EDM) Sinking
 Sinking") Studi Pengaruh Besar dan Arc On-Time Pada Electrical Discharge Machining (EDM) Sinking Terhadap Kekasaran Permukaan Benda Kerja dan Keausan Elektroda Roche Alimin, Juliana Anggono, Rinto Hamdrik Jurusan
Studi Pengaruh Besar dan Arc On-Time Pada Electrical Discharge Machining (EDM) Sinking Terhadap Kekasaran Permukaan Benda Kerja dan Keausan Elektroda Roche Alimin, Juliana Anggono, Rinto Hamdrik Jurusan
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN Hasil dan pembahasan dimulai dari proses pengambilan data dan pengumpulan data yang meliputi rotasi per menit ( RPM), kecepatan potong dan batas pahat. Data yang dikumpulkan
BAB IV HASIL DAN PEMBAHASAN Hasil dan pembahasan dimulai dari proses pengambilan data dan pengumpulan data yang meliputi rotasi per menit ( RPM), kecepatan potong dan batas pahat. Data yang dikumpulkan
Pengaruh Jenis Elektroda Pada Pengelasan Dengan SMAW Terhadap Sifat Fisis dan Mekanis Pada Baja Profil IWF
 TUGAS AKHIR Pengaruh Jenis Elektroda Pada Pengelasan Dengan SMAW Terhadap Sifat Fisis dan Mekanis Pada Baja Profil IWF Disusun : DIDIT KURNIAWAN NIM : D.200.03.0169 JURUSAN TEKNIK MESIN FAKULTAS TEKNIK
TUGAS AKHIR Pengaruh Jenis Elektroda Pada Pengelasan Dengan SMAW Terhadap Sifat Fisis dan Mekanis Pada Baja Profil IWF Disusun : DIDIT KURNIAWAN NIM : D.200.03.0169 JURUSAN TEKNIK MESIN FAKULTAS TEKNIK
PENGARUH TEBAL PEMAKANAN DAN KECEPATAN POTONG PADA PEMBUBUTAN KERING MENGGUNAKAN PAHAT KARBIDA TERHADAP KEKASARAN PERMUKAAN MATERIAL ST-60
 PENGARUH TEBAL PEMAKANAN DAN KECEPATAN POTONG PADA PEMBUBUTAN KERING MENGGUNAKAN PAHAT KARBIDA TERHADAP KEKASARAN PERMUKAAN MATERIAL ST-60 Hasrin Jurusan Teknik Mesin Politeknik Negeri Lhokseumawe Jl.Banda
PENGARUH TEBAL PEMAKANAN DAN KECEPATAN POTONG PADA PEMBUBUTAN KERING MENGGUNAKAN PAHAT KARBIDA TERHADAP KEKASARAN PERMUKAAN MATERIAL ST-60 Hasrin Jurusan Teknik Mesin Politeknik Negeri Lhokseumawe Jl.Banda
PENGARUH UNSUR Mn PADA PADUAN Al-12wt%Si TERHADAP SIFAT FISIK DAN MEKANIK LAPISAN INTERMETALIK PADA FENOMENA DIE SOLDERING SKRIPSI
 PENGARUH UNSUR Mn PADA PADUAN Al-12wt%Si TERHADAP SIFAT FISIK DAN MEKANIK LAPISAN INTERMETALIK PADA FENOMENA DIE SOLDERING SKRIPSI Oleh DEDI IRAWAN 04 04 04 01 86 DEPARTEMEN METALURGI DAN MATERIAL FAKULTAS
PENGARUH UNSUR Mn PADA PADUAN Al-12wt%Si TERHADAP SIFAT FISIK DAN MEKANIK LAPISAN INTERMETALIK PADA FENOMENA DIE SOLDERING SKRIPSI Oleh DEDI IRAWAN 04 04 04 01 86 DEPARTEMEN METALURGI DAN MATERIAL FAKULTAS
Analisis Pengaruh Time Buff Terhadap Tingkat Kekasaran dan Kekerasan Permukaan Pada Proses EDM MP-50 Material Stainless Steel SUS 304
 Analisis Pengaruh Time Buff Terhadap Tingkat Kekasaran dan Kekerasan Permukaan Pada Proses EDM MP-50 Material Stainless Steel SUS 304 Ahmad Syaifullah 1, Siswiyanti ², Rusnoto³ ¹ Mahasiswa Teknik mesin,
Analisis Pengaruh Time Buff Terhadap Tingkat Kekasaran dan Kekerasan Permukaan Pada Proses EDM MP-50 Material Stainless Steel SUS 304 Ahmad Syaifullah 1, Siswiyanti ², Rusnoto³ ¹ Mahasiswa Teknik mesin,
PENGARUH HEAT TREATMENT
 TUGAS AKHIR PENGARUH HEAT TREATMENT SESUDAH PENGELASAN (POST WELD) PADA BAJA TAHAN KARAT AUSTENITIK TERHADAP KEKUATAN TARIK, KEKERASAN, STRUKTUR MIKRO, DAN KOMPOSISI KIMIA Disusun : CATUR WIDODO YUNIANTO
TUGAS AKHIR PENGARUH HEAT TREATMENT SESUDAH PENGELASAN (POST WELD) PADA BAJA TAHAN KARAT AUSTENITIK TERHADAP KEKUATAN TARIK, KEKERASAN, STRUKTUR MIKRO, DAN KOMPOSISI KIMIA Disusun : CATUR WIDODO YUNIANTO
Analisa Hasil Lasan Stud Welding Pada Baja AISI 304 dan Baja XW 42 Terhadap Kekuatan Tarik dan Kekerasan
 SEMINAR NASIONAL INOVASI DAN APLIKASI TEKNOLOGI DI INDUSTRI (SENIATI) 2016 ISSN : 2085-4218 Analisa Hasil Lasan Stud Welding Pada Baja AISI 304 dan Baja XW 42 Terhadap Kekuatan Tarik dan Kekerasan Basuki
SEMINAR NASIONAL INOVASI DAN APLIKASI TEKNOLOGI DI INDUSTRI (SENIATI) 2016 ISSN : 2085-4218 Analisa Hasil Lasan Stud Welding Pada Baja AISI 304 dan Baja XW 42 Terhadap Kekuatan Tarik dan Kekerasan Basuki
Parkway Street Batam Centre, Batam Jalan Kalimantan No.37, Jember. Jalan Kalimantan No.37, Jember
 PENGARUH PARAMETER PROSES CURRENT PULSE, ON TIME, DAN OFF TIME PADA ELECTRICAL DISCHARGE MACHINING (EDM) DIE SINKING TERHADAP NILAI KEKASARAN PERMUKAAN BENDA KERJA BAJA AISI H-13 1 Widodo, 2 Ahmad Arif
PENGARUH PARAMETER PROSES CURRENT PULSE, ON TIME, DAN OFF TIME PADA ELECTRICAL DISCHARGE MACHINING (EDM) DIE SINKING TERHADAP NILAI KEKASARAN PERMUKAAN BENDA KERJA BAJA AISI H-13 1 Widodo, 2 Ahmad Arif
KARAKTERISASI PAHAT BUBUT JENIS HSS (HIGH SPEED STEEL) PRODUK CINA DAN PRODUK JERMAN
 PRODUK CINA DAN PRODUK JERMAN") TUGAS SARJANA KARAKTERISASI PAHAT BUBUT JENIS HSS (HIGH SPEED STEEL) PRODUK CINA DAN PRODUK JERMAN Diajukan Sebagai Salah Satu Tugas dan Syarat Untuk Memperoleh Gelar Sarjana Strata-1 (S-1) Jurusan Teknik
TUGAS SARJANA KARAKTERISASI PAHAT BUBUT JENIS HSS (HIGH SPEED STEEL) PRODUK CINA DAN PRODUK JERMAN Diajukan Sebagai Salah Satu Tugas dan Syarat Untuk Memperoleh Gelar Sarjana Strata-1 (S-1) Jurusan Teknik
PENGARUH POSISI PENGELASAN TERHADAP KEKUATAN TAKIK DAN KEKERASAN PADA SAMBUNGAN LAS PIPA
 PENGARUH POSISI PENGELASAN TERHADAP KEKUATAN TAKIK DAN KEKERASAN PADA SAMBUNGAN LAS PIPA Pudin Saragih 1 Abstrak. Kekuatan sambungan las sangat sulit ditentukan secara perhitungan teoritis meskipun berbagai
PENGARUH POSISI PENGELASAN TERHADAP KEKUATAN TAKIK DAN KEKERASAN PADA SAMBUNGAN LAS PIPA Pudin Saragih 1 Abstrak. Kekuatan sambungan las sangat sulit ditentukan secara perhitungan teoritis meskipun berbagai
BAB I PENDAHULUAN. dalam dunia manufaktur khususnya pada pembuatan tool dalam industri mold
 1 BAB I PENDAHULUAN 1 1. LATAR BELAKANG Electrical Discharge Machining (EDM) yang merupakan metode permesinan non-tradisional dan mulai dikembangkan di akhir tahun 1940an, telah banyak digunakan di seluruh
1 BAB I PENDAHULUAN 1 1. LATAR BELAKANG Electrical Discharge Machining (EDM) yang merupakan metode permesinan non-tradisional dan mulai dikembangkan di akhir tahun 1940an, telah banyak digunakan di seluruh
BAB I PENDAHULUAN. semakin dibutuhkan. Semakin luas penggunaan las mempengaruhi. mudah penggunaannya juga dapat menekan biaya sehingga lebih
 BAB I PENDAHULUAN 1.1 Latar Belakang Perkembangan teknologi dalam bidang konstruksi semakin maju, baik di dalam perakitan maupun perawatan. Seiring kemajuan teknologi dalam bidang konstruksi, membuat kebutuhan
BAB I PENDAHULUAN 1.1 Latar Belakang Perkembangan teknologi dalam bidang konstruksi semakin maju, baik di dalam perakitan maupun perawatan. Seiring kemajuan teknologi dalam bidang konstruksi, membuat kebutuhan
IV. HASIL DAN PEMBAHASAN
 IV. HASIL DAN PEMBAHASAN A. DATA ALAT DAN MATERIAL PENELITIAN 1. Material Penelitian Material yang digunakan adalah baja AISI 1045 berupa pelat yang memiliki komposisi kimia sebagai berikut : Tabel 7.
IV. HASIL DAN PEMBAHASAN A. DATA ALAT DAN MATERIAL PENELITIAN 1. Material Penelitian Material yang digunakan adalah baja AISI 1045 berupa pelat yang memiliki komposisi kimia sebagai berikut : Tabel 7.
PENGARUH TEBAL PELAT BAJA KARBON RENDAH LAMA PENEKANAN DAN TEGANGAN LISTRIK PADA PENGELASAN TITIK TERHADAP SIFAT FISIS DAN MEKANIS
 PENGARUH TEBAL PELAT BAJA KARBON RENDAH LAMA PENEKANAN DAN TEGANGAN LISTRIK PADA PENGELASAN TITIK TERHADAP SIFAT FISIS DAN MEKANIS Joko Waluyo 1 1 Jurusan Teknik Mesin Institut Sains & Teknologi AKPRIND
PENGARUH TEBAL PELAT BAJA KARBON RENDAH LAMA PENEKANAN DAN TEGANGAN LISTRIK PADA PENGELASAN TITIK TERHADAP SIFAT FISIS DAN MEKANIS Joko Waluyo 1 1 Jurusan Teknik Mesin Institut Sains & Teknologi AKPRIND
BAB I PENDAHULUAN. atau non ferrous dengan memanaskan sampai suhu pengalasan, dengan atau tanpa menggunakan logam pengisi ( filler metal ).
.") BAB I PENDAHULUAN 1.1. Latar Belakang Pengelasan adalah proses penyambungan material ferrous atau non ferrous dengan memanaskan sampai suhu pengalasan, dengan atau tanpa menggunakan logam pengisi ( filler
BAB I PENDAHULUAN 1.1. Latar Belakang Pengelasan adalah proses penyambungan material ferrous atau non ferrous dengan memanaskan sampai suhu pengalasan, dengan atau tanpa menggunakan logam pengisi ( filler
BAB I PENDAHULUAN. Electrical discharge machining (EDM) yang merupakan metode
 yang merupakan metode") BAB I PENDAHULUAN 1.1. Latar Belakang Electrical discharge machining (EDM) yang merupakan metode permesinan non-tradisional dan mulai dikembangkan diakhir tahun 1940-an, telah banyak digunakan diseluruh
BAB I PENDAHULUAN 1.1. Latar Belakang Electrical discharge machining (EDM) yang merupakan metode permesinan non-tradisional dan mulai dikembangkan diakhir tahun 1940-an, telah banyak digunakan diseluruh
BAB III METODOLOGI PENELITIAN. Material Jurusan Teknik Mesin Universitas Lampung. Adapun bahan yang digunakan pada penelitian ini adalah :
 BAB III METODOLOGI PENELITIAN A. Tempat Penelitian Penelitian ini dilakukan di Laboratorium Proses Produksi dan Laboratorium Material Jurusan Teknik Mesin Universitas Lampung. B. Bahan Adapun bahan yang
BAB III METODOLOGI PENELITIAN A. Tempat Penelitian Penelitian ini dilakukan di Laboratorium Proses Produksi dan Laboratorium Material Jurusan Teknik Mesin Universitas Lampung. B. Bahan Adapun bahan yang
III. METODE PENELITIAN. Adapun tempat pengerjaan tugas akhir ini adalah sebagai berikut :
 III. METODE PENELITIAN A. Tempat Penelitian Adapun tempat pengerjaan tugas akhir ini adalah sebagai berikut : 1. Proses pembuatan spesimen uji impak dilakukan di Laboratorium Teknologi Mekanik Jurusan
III. METODE PENELITIAN A. Tempat Penelitian Adapun tempat pengerjaan tugas akhir ini adalah sebagai berikut : 1. Proses pembuatan spesimen uji impak dilakukan di Laboratorium Teknologi Mekanik Jurusan
STUDI PENGARUH VARIASI KUAT ARUS PENGELASAN PELAT AISI 444 MENGGUNAKAN ELEKTRODA AWS E316L
 EKSERGI Jurnal Teknik Energi Vol 13 No. 1 Januari 2017; 10-14 STUDI PENGARUH VARIASI KUAT ARUS PENGELASAN PELAT AISI 444 MENGGUNAKAN ELEKTRODA AWS E316L Ojo Kurdi Departement Teknik Mesin, Fakultas Teknik,
EKSERGI Jurnal Teknik Energi Vol 13 No. 1 Januari 2017; 10-14 STUDI PENGARUH VARIASI KUAT ARUS PENGELASAN PELAT AISI 444 MENGGUNAKAN ELEKTRODA AWS E316L Ojo Kurdi Departement Teknik Mesin, Fakultas Teknik,
BAB I PENDAHULUAN. Pengelasan adalah suatu proses penggabungan antara dua. logam atau lebih yang menggunakan energi panas.
 BAB I PENDAHULUAN 1.1. Latar Belakang Pengelasan adalah suatu proses penggabungan antara dua logam atau lebih yang menggunakan energi panas. Teknologi pengelasan tidak hanya digunakan untuk memproduksi
BAB I PENDAHULUAN 1.1. Latar Belakang Pengelasan adalah suatu proses penggabungan antara dua logam atau lebih yang menggunakan energi panas. Teknologi pengelasan tidak hanya digunakan untuk memproduksi
Pengaruh Wire Tension Electrode Pada Mesin Wire EDM Terhadap Kepresisian Pemotongan
 Pengaruh Wire Tension Electrode Pada Mesin Wire EDM Terhadap Kepresisian Pemotongan Eko Edy Susanto 1, Stevani Ardi Putro 2 Program Studi Teknik Mesin, e-mail: ekoedys@yahoo.co.id ABSTRAK Wire Electric
Pengaruh Wire Tension Electrode Pada Mesin Wire EDM Terhadap Kepresisian Pemotongan Eko Edy Susanto 1, Stevani Ardi Putro 2 Program Studi Teknik Mesin, e-mail: ekoedys@yahoo.co.id ABSTRAK Wire Electric
TESIS - TM DHIKA ADITYA PURNOMO NRP
 TESIS - TM 142501 OPTIMASI MULTI RESPON PADA PROSES PEMESINAN WIRE ELECTRICAL DISCHARGE MACHINING (WEDM) BAJA PERKAKAS BUDERUS 2080 DENGAN MENGGUNAKAN METODE TAGUCHI-GREY-FUZZY DHIKA ADITYA PURNOMO NRP
TESIS - TM 142501 OPTIMASI MULTI RESPON PADA PROSES PEMESINAN WIRE ELECTRICAL DISCHARGE MACHINING (WEDM) BAJA PERKAKAS BUDERUS 2080 DENGAN MENGGUNAKAN METODE TAGUCHI-GREY-FUZZY DHIKA ADITYA PURNOMO NRP
BAB I PENDAHULUAN 1.1 Latar Belakang
 BAB I PENDAHULUAN 1.1 Latar Belakang Sudah menjadi kenyataan bahwa semua yang ada di sekitar dihasilkan dari material dan kita tergantung pada dan dibatasi juga oleh material. Revolusi material dimulai
BAB I PENDAHULUAN 1.1 Latar Belakang Sudah menjadi kenyataan bahwa semua yang ada di sekitar dihasilkan dari material dan kita tergantung pada dan dibatasi juga oleh material. Revolusi material dimulai
PENGARUH PENGELASAN TUNGSTEN INERT GAS TERHADAP KEKUATAN TARIK, KEKERASAN DAN MIKRO STRUKTUR PADA PIPA HEAT EXCHANGER
 PENGARUH PENGELASAN TUNGSTEN INERT GAS TERHADAP KEKUATAN TARIK, KEKERASAN DAN MIKRO STRUKTUR PADA PIPA HEAT EXCHANGER Wisma Soedarmadji*), Febi Rahmadianto**) ABSTRAK Tungsten Innert Gas adalah proses
PENGARUH PENGELASAN TUNGSTEN INERT GAS TERHADAP KEKUATAN TARIK, KEKERASAN DAN MIKRO STRUKTUR PADA PIPA HEAT EXCHANGER Wisma Soedarmadji*), Febi Rahmadianto**) ABSTRAK Tungsten Innert Gas adalah proses
Kecepatan potong Kecepatan makan Kedalaman potong. Kekasaran Permukaan
 Kecepatan potong Kecepatan makan Kedalaman potong Kekasaran Permukaan Kombinasi Parameter Respon Optimum Single Respon Multi Respon V vf a F Ra LPM Sifat mampu mesin yang baik. Kekerasan 170 210 HB. Kekerasannya
Kecepatan potong Kecepatan makan Kedalaman potong Kekasaran Permukaan Kombinasi Parameter Respon Optimum Single Respon Multi Respon V vf a F Ra LPM Sifat mampu mesin yang baik. Kekerasan 170 210 HB. Kekerasannya
Pengaruh Arus Listrik Terhadap Temperatur Spesimen Dan Laju Pemotongan Pada Edm Drilling
 Pengaruh Arus Listrik Terhadap Temperatur Spesimen Dan Laju Pemotongan Pada Edm Drilling Tjuk Oerbandono, Ari Noviyanto Jurusan Teknik Mesin Fakultas Teknik Universitas Brawijaya Jl. MT. Haryono 167 Malang
Pengaruh Arus Listrik Terhadap Temperatur Spesimen Dan Laju Pemotongan Pada Edm Drilling Tjuk Oerbandono, Ari Noviyanto Jurusan Teknik Mesin Fakultas Teknik Universitas Brawijaya Jl. MT. Haryono 167 Malang
ANALISA KUALITAS PERMUKAAN BAJA AISI 4340 TERHADAP VARIASI ARUS PADA ELECTRICAL DISCHARGE MACHINING (EDM)
") ANALISA KUALITAS PERMUKAAN BAJA AISI 4340 TERHADAP VARIASI ARUS PADA ELECTRICAL DISCHARGE MACHINING (EDM) Sobron Lubis, Sofyan Djamil, Ivan Dion Jurusan Teknik Mesin, Fakultas Teknik, Universitas Tarumanagara,
ANALISA KUALITAS PERMUKAAN BAJA AISI 4340 TERHADAP VARIASI ARUS PADA ELECTRICAL DISCHARGE MACHINING (EDM) Sobron Lubis, Sofyan Djamil, Ivan Dion Jurusan Teknik Mesin, Fakultas Teknik, Universitas Tarumanagara,
TUGAS AKHIR TEKNIK MANUFAKTUR
 TUGAS AKHIR TEKNIK MANUFAKTUR STUDI EKSPERIMENTAL PENGARUH VARIASI JENIS MATERIAL ELEKTRODA TERHADAP MRR, KEKASARAN PERMUKAAN, WEAR RATIO ELEKTRODA HASIL PROSES EDM SINKING DISUSUN OLEH: AZAM WIJANARKO
TUGAS AKHIR TEKNIK MANUFAKTUR STUDI EKSPERIMENTAL PENGARUH VARIASI JENIS MATERIAL ELEKTRODA TERHADAP MRR, KEKASARAN PERMUKAAN, WEAR RATIO ELEKTRODA HASIL PROSES EDM SINKING DISUSUN OLEH: AZAM WIJANARKO
STUDI EKSPERIMENTAL PENGARUH VARIASI JENIS MATERIAL ELEKTRODA TERHADAP MRR, KEKASARAN PERMUKAAN, WEAR RATIO ELEKTRODA HASIL PROSES EDM SINKING
 TUGAS AKHIR TEKNIK MANUFAKTUR STUDI EKSPERIMENTAL PENGARUH VARIASI JENIS MATERIAL ELEKTRODA TERHADAP MRR, KEKASARAN PERMUKAAN, WEAR RATIO ELEKTRODA HASIL PROSES EDM SINKING DISUSUN OLEH: AZAM WIJANARKO
TUGAS AKHIR TEKNIK MANUFAKTUR STUDI EKSPERIMENTAL PENGARUH VARIASI JENIS MATERIAL ELEKTRODA TERHADAP MRR, KEKASARAN PERMUKAAN, WEAR RATIO ELEKTRODA HASIL PROSES EDM SINKING DISUSUN OLEH: AZAM WIJANARKO
III. METODE PENELITIAN. Penelitian sekaligus pengambilan data dilakukan di Laboratorium Produksi dan
 III. METODE PENELITIAN A. Tempat Penelitian Penelitian sekaligus pengambilan data dilakukan di Laboratorium Produksi dan Laboratorium Metrologi Universitas Lampung serta Laboratorium Material ITB Bandung
III. METODE PENELITIAN A. Tempat Penelitian Penelitian sekaligus pengambilan data dilakukan di Laboratorium Produksi dan Laboratorium Metrologi Universitas Lampung serta Laboratorium Material ITB Bandung
BAB 1 PENDAHULUAN. Bahan logam pada jenis besi adalah material yang sering digunakan dalam
 BAB 1 PENDAHULUAN 1.1 Latar Belakang Masalah Bahan logam pada jenis besi adalah material yang sering digunakan dalam membuat paduan logam lain untuk mendapatkan sifat bahan yang diinginkan. Baja merupakan
BAB 1 PENDAHULUAN 1.1 Latar Belakang Masalah Bahan logam pada jenis besi adalah material yang sering digunakan dalam membuat paduan logam lain untuk mendapatkan sifat bahan yang diinginkan. Baja merupakan
BAB IV HASIL PENELITIAN DAN PEMBAHASAN. masing-masing benda uji, pada pengelasan las listrik dengan variasi arus 80, 90,
 BAB IV HASIL PENELITIAN DAN PEMBAHASAN 4.1. Hasil Penelitian Spesimen 4.1.1. Proses Pengelasan Setelah pengamatan, pengukuran serta pengujian dilaksanakan terhadap masing-masing benda uji, pada pengelasan
BAB IV HASIL PENELITIAN DAN PEMBAHASAN 4.1. Hasil Penelitian Spesimen 4.1.1. Proses Pengelasan Setelah pengamatan, pengukuran serta pengujian dilaksanakan terhadap masing-masing benda uji, pada pengelasan
TUGAS AKHIR. PENGARUH JENIS ELEKTRODA PADA HASIL PENGELASAN PELAT BAJA St 32 DENGAN KAMPUH V TUNGGAL TERHADAP STRUKTUR MIKRO DAN KEKUATAN TARIKNYA
 TUGAS AKHIR PENGARUH JENIS ELEKTRODA PADA HASIL PENGELASAN PELAT BAJA St 32 DENGAN KAMPUH V TUNGGAL TERHADAP STRUKTUR MIKRO DAN KEKUATAN TARIKNYA Diajukan Sebagai Salah Satu Syarat Menyelesaikan Program
TUGAS AKHIR PENGARUH JENIS ELEKTRODA PADA HASIL PENGELASAN PELAT BAJA St 32 DENGAN KAMPUH V TUNGGAL TERHADAP STRUKTUR MIKRO DAN KEKUATAN TARIKNYA Diajukan Sebagai Salah Satu Syarat Menyelesaikan Program
BAB I PENDAHULUAN. Universitas Sumatera Utara
 BAB I PENDAHULUAN 1.1 Latar Belakang Seiring dengan perkembangan teknologi dibidang konstruksi, pengelasan merupakan bagian yang tidak terpisahkan dari pertumbuhan dan peningkatan industri, karena mempunyai
BAB I PENDAHULUAN 1.1 Latar Belakang Seiring dengan perkembangan teknologi dibidang konstruksi, pengelasan merupakan bagian yang tidak terpisahkan dari pertumbuhan dan peningkatan industri, karena mempunyai
Dimas Hardjo Subowo NRP
 Dimas Hardjo Subowo NRP. 2706 100 011 Dosen Pembimbing : Budi Agung K, ST, M.Sc FAKULTAS TEKNOLOHI INDUSTRI INSTITUT TEKNOLOGI SEPULUH NOPEMBER SURABAYA Abstrak Dalam proses pengelasan seringkali dijumpai
Dimas Hardjo Subowo NRP. 2706 100 011 Dosen Pembimbing : Budi Agung K, ST, M.Sc FAKULTAS TEKNOLOHI INDUSTRI INSTITUT TEKNOLOGI SEPULUH NOPEMBER SURABAYA Abstrak Dalam proses pengelasan seringkali dijumpai
I. PENDAHULUAN. sampah. Karena suhu yang diperoleh dengan pembakaran tadi sangat rendah maka
 I. PENDAHULUAN A. Latar Belakang Teknik penyambungan logam telah diketahui sejak dahulu kala. Sumber energi yang digunakan pada zaman dahulu diduga dihasilkan dari pembakaran kayu atau sampah. Karena suhu
I. PENDAHULUAN A. Latar Belakang Teknik penyambungan logam telah diketahui sejak dahulu kala. Sumber energi yang digunakan pada zaman dahulu diduga dihasilkan dari pembakaran kayu atau sampah. Karena suhu
PENGARUH ARUS PENGELASAN LAS TIG TERHADAP KARAKTERISTIK SIFAT MEKANIS STAINLESS STEEL TYPE 304 ABSTRAK
 PENGARUH ARUS PENGELASAN LAS TIG TERHADAP KARAKTERISTIK SIFAT MEKANIS STAINLESS STEEL TYPE 304 Antonius Widyatmoko 1, Muh Amin 2 dan Solechan 3 ABSTRAK Stainless steel merupakan baja paduan tinggi karena
PENGARUH ARUS PENGELASAN LAS TIG TERHADAP KARAKTERISTIK SIFAT MEKANIS STAINLESS STEEL TYPE 304 Antonius Widyatmoko 1, Muh Amin 2 dan Solechan 3 ABSTRAK Stainless steel merupakan baja paduan tinggi karena
NASKAH PUBLIKASI STUDI METALOGRAFI PENGARUH ARUS DAN HOLDING TIME PADA PENGELASAN SPOT WELDING MATERIAL STAINLESS STEEL
 NASKAH PUBLIKASI STUDI METALOGRAFI PENGARUH ARUS DAN HOLDING TIME PADA PENGELASAN SPOT WELDING MATERIAL STAINLESS STEEL Disusun Sebagai Syarat Menyelesaikan Program Studi Strata Satu Pada Jurusan Teknik
NASKAH PUBLIKASI STUDI METALOGRAFI PENGARUH ARUS DAN HOLDING TIME PADA PENGELASAN SPOT WELDING MATERIAL STAINLESS STEEL Disusun Sebagai Syarat Menyelesaikan Program Studi Strata Satu Pada Jurusan Teknik
BAB III METODE PENELITIAN. Mulai
 BAB III METODE PENELITIAN 3. 1Diagram Alur Penelitian Mulai Studi literatur Identifikasi masalah Persiapan spesimen uji Pemilihan material spesimen ( baja SS-400 ) Pemotongan dan pembuatan kampuh las Proses
BAB III METODE PENELITIAN 3. 1Diagram Alur Penelitian Mulai Studi literatur Identifikasi masalah Persiapan spesimen uji Pemilihan material spesimen ( baja SS-400 ) Pemotongan dan pembuatan kampuh las Proses
BAB I PENDAHULUAN. Poros adalah bagian terpenting dari setiap mesin. Peran poros yaitu
 BAB I PENDAHULUAN 1.1 Latar Belakang Poros adalah bagian terpenting dari setiap mesin. Peran poros yaitu meneruskan tenaga bersama sama dengan putaran. Pada aplikasi di dunia industri, poros digunakan
BAB I PENDAHULUAN 1.1 Latar Belakang Poros adalah bagian terpenting dari setiap mesin. Peran poros yaitu meneruskan tenaga bersama sama dengan putaran. Pada aplikasi di dunia industri, poros digunakan
PENGARUH VARIASI ARUS PENGELASAN DAN VARIASI DIAMETER ELEKTRODA TERHADAP KEKUATAN TARIK PADA STAINLESS STEEL AISI 304
 PENGARUH VARIASI ARUS PENGELASAN DAN VARIASI DIAMETER ELEKTRODA TERHADAP KEKUATAN TARIK PADA STAINLESS STEEL AISI 304 SKRIPSI Skripsi Yang Diajukan Untuk Melengkapi Syarat Memperoleh Gelar Sarjana Teknik
PENGARUH VARIASI ARUS PENGELASAN DAN VARIASI DIAMETER ELEKTRODA TERHADAP KEKUATAN TARIK PADA STAINLESS STEEL AISI 304 SKRIPSI Skripsi Yang Diajukan Untuk Melengkapi Syarat Memperoleh Gelar Sarjana Teknik
PENGARUH PENAMBAHAN UNSUR MANGAN PADA PADUAN ALUMINIUM 7wt% SILIKON TERHADAP SIFAT FISIK DAN MEKANIK LAPISAN INTERMETALIK PADA FENOMENA DIE SOLDERING
 PENGARUH PENAMBAHAN UNSUR MANGAN PADA PADUAN ALUMINIUM 7wt% SILIKON TERHADAP SIFAT FISIK DAN MEKANIK LAPISAN INTERMETALIK PADA FENOMENA DIE SOLDERING SKRIPSI Oleh MOHAMMAD KAMILUDDIN 04 04 04 05 26 DEPARTEMEN
PENGARUH PENAMBAHAN UNSUR MANGAN PADA PADUAN ALUMINIUM 7wt% SILIKON TERHADAP SIFAT FISIK DAN MEKANIK LAPISAN INTERMETALIK PADA FENOMENA DIE SOLDERING SKRIPSI Oleh MOHAMMAD KAMILUDDIN 04 04 04 05 26 DEPARTEMEN
LAPORAN PRAKTIKUM PROSES MANUFAKTUR II MODUL PM2-04 PROSES NON KONVENSIONAL II
 LAPORAN PRAKTIKUM PROSES MANUFAKTUR II MODUL PM2-04 PROSES NON KONVENSIONAL II Oleh: Kelompok 16 Anggota: Hendrastantyo Ruriandi 13111072 Dini Adilah Prabowo 13111075 Ahmad Armansyah Fauzi 13111079 Iqbal
LAPORAN PRAKTIKUM PROSES MANUFAKTUR II MODUL PM2-04 PROSES NON KONVENSIONAL II Oleh: Kelompok 16 Anggota: Hendrastantyo Ruriandi 13111072 Dini Adilah Prabowo 13111075 Ahmad Armansyah Fauzi 13111079 Iqbal
BAB 2 TINJAUAN PUSTAKA
 BAB 2 TINJAUAN PUSTAKA 2.1 Kajian Pustaka Dalam topik penelitian ini, ada beberapa hasil yang telah dicapai dalam penelitian sebelumnya yang berkaitan dengan distribusi panas yang terjadi pada proses pemesinan.
BAB 2 TINJAUAN PUSTAKA 2.1 Kajian Pustaka Dalam topik penelitian ini, ada beberapa hasil yang telah dicapai dalam penelitian sebelumnya yang berkaitan dengan distribusi panas yang terjadi pada proses pemesinan.
KARAKTERISASI PAHAT BUBUT HIGH SPEED STEEL (HSS) BOEHLER TIPE MOLIBDENUM (M2) DAN TIPE COLD WORK TOOL STEEL (A8)
 BOEHLER TIPE MOLIBDENUM (M2) DAN TIPE COLD WORK TOOL STEEL (A8)") Available online at Website http://ejournal.undip.ac.id/index.php/rotasi KARAKTERISASI PAHAT BUBUT HIGH SPEED STEEL (HSS) BOEHLER TIPE MOLIBDENUM (M2) DAN TIPE COLD WORK TOOL STEEL (A8) Sri Nugroho* dan
Available online at Website http://ejournal.undip.ac.id/index.php/rotasi KARAKTERISASI PAHAT BUBUT HIGH SPEED STEEL (HSS) BOEHLER TIPE MOLIBDENUM (M2) DAN TIPE COLD WORK TOOL STEEL (A8) Sri Nugroho* dan
Kolbi Universitas Muhammadiyah Yogyakarta, Program Studi S-1 Teknik Mesin Fakultas Teknik, Yogyakarta 55183, Indonesia
 ANALISA PENGARUH WAKTU GESEK TERHADAP STRUKTUR MIKRO DAN KEKERASAN PADA SAMBUNGAN LOGAM PIPA KUNINGAN 5/8 DENGAN METODE PENGELASAN GESEK (ROTARY FRICTION WELDING) Kolbi Universitas Muhammadiyah Yogyakarta,
ANALISA PENGARUH WAKTU GESEK TERHADAP STRUKTUR MIKRO DAN KEKERASAN PADA SAMBUNGAN LOGAM PIPA KUNINGAN 5/8 DENGAN METODE PENGELASAN GESEK (ROTARY FRICTION WELDING) Kolbi Universitas Muhammadiyah Yogyakarta,
III. METODOLOGI PENELITIAN. 2. Badan Latihan Kerja (BLK) Bandar Lampung sebagai tempat pengelasan
 Bandar Lampung sebagai tempat pengelasan") III. METODOLOGI PENELITIAN A. Tempat Penelitian Penelitian ini dilakukan di : 1. STM 2 Mei Bandar Lampung sebagai tempat pembuatan kampuh las dan pembentukan spesimen. 2. Badan Latihan Kerja (BLK) Bandar
III. METODOLOGI PENELITIAN A. Tempat Penelitian Penelitian ini dilakukan di : 1. STM 2 Mei Bandar Lampung sebagai tempat pembuatan kampuh las dan pembentukan spesimen. 2. Badan Latihan Kerja (BLK) Bandar
Analisa Sifat Mekanik Hasil Pengelasan GMAW Baja SS400 Studi Kasus di PT INKA Madiun
 Analisa Sifat Mekanik Hasil Pengelasan GMAW Baja SS400 Studi Kasus di PT INKA Madiun LATAR BELAKANG LATAR BELAKANG Baja SS 400 sebagai baja karbon rendah Dapat dilakukan proses pengelasan dengan metode
Analisa Sifat Mekanik Hasil Pengelasan GMAW Baja SS400 Studi Kasus di PT INKA Madiun LATAR BELAKANG LATAR BELAKANG Baja SS 400 sebagai baja karbon rendah Dapat dilakukan proses pengelasan dengan metode
III. METODOLOGI PENELITIAN. Penelitian ini dilakukan di Lab.Proses Produksi, CNC dan material teknik
 III. METODOLOGI PENELITIAN A. Tempat Penelitian Penelitian ini dilakukan di Lab.Proses Produksi, CNC dan material teknik Jurusan Teknik mesin Universitas Lampung untuk pengukuran suhu luaran vortex tube,
III. METODOLOGI PENELITIAN A. Tempat Penelitian Penelitian ini dilakukan di Lab.Proses Produksi, CNC dan material teknik Jurusan Teknik mesin Universitas Lampung untuk pengukuran suhu luaran vortex tube,
BAB I PENDAHULUAN. memiliki andil dalam pengembangan berbagai sarana dan prasarana kebutuhan
 BAB I PENDAHULUAN A. Latar Belakang Dalam industri, teknologi konstruksi merupakan salah satu teknologi yang memiliki andil dalam pengembangan berbagai sarana dan prasarana kebutuhan manusia. Perkembangannya
BAB I PENDAHULUAN A. Latar Belakang Dalam industri, teknologi konstruksi merupakan salah satu teknologi yang memiliki andil dalam pengembangan berbagai sarana dan prasarana kebutuhan manusia. Perkembangannya
ANALISIS PENGARUH HASIL PENGELASAN BIMETAL BAJA S45C DAN STAINLESS STEELS 304 TERHADAP KEKUATAN TARIK DAN STRUKTUR MIKRO
 ANALISIS PENGARUH HASIL PENGELASAN BIMETAL BAJA S45C DAN STAINLESS STEELS 304 TERHADAP KEKUATAN TARIK DAN STRUKTUR MIKRO Sholikul Mustafid,Priagung Hartono,Nur Robbi Program Studi Teknik Mesin Fakultas
ANALISIS PENGARUH HASIL PENGELASAN BIMETAL BAJA S45C DAN STAINLESS STEELS 304 TERHADAP KEKUATAN TARIK DAN STRUKTUR MIKRO Sholikul Mustafid,Priagung Hartono,Nur Robbi Program Studi Teknik Mesin Fakultas
Pengaruh Variasi Waktu dan Tebal Plat Pada Las Titik terhadap Sifat Fisis dan Mekanis Sambungan Las Baja Karbon Rendah
 TUGAS AKHIR Pengaruh Variasi Waktu dan Tebal Plat Pada Las Titik terhadap Sifat Fisis dan Mekanis Sambungan Las Baja Karbon Rendah Disusun : MT ERRY DANIS NIM : D.200.01.0055 NIRM : 01.6.106.03030.50055
TUGAS AKHIR Pengaruh Variasi Waktu dan Tebal Plat Pada Las Titik terhadap Sifat Fisis dan Mekanis Sambungan Las Baja Karbon Rendah Disusun : MT ERRY DANIS NIM : D.200.01.0055 NIRM : 01.6.106.03030.50055
Pengaruh Variasi Arus dan Jenis Elektrode pada Pengelasan Smaw Terhadap Sifat Mekanik Baja Karbon
 Jurnal Ilmiah Teknik Mesin CakraM Vol. 3 No.2. Oktober 2009 (144-149) Pengaruh Variasi Arus dan Jenis Elektrode pada Pengelasan Smaw Terhadap Sifat Mekanik Baja Karbon I Made Gatot Karohika Jurusan Teknik
Jurnal Ilmiah Teknik Mesin CakraM Vol. 3 No.2. Oktober 2009 (144-149) Pengaruh Variasi Arus dan Jenis Elektrode pada Pengelasan Smaw Terhadap Sifat Mekanik Baja Karbon I Made Gatot Karohika Jurusan Teknik
Jurnal Teknik Mesin UNISKA Vol. 02 No.02 Mei 2017 ISSN
 PENGARUH VARIASI ARUS LISTRIK TERHADAP KEKUATAN TARIK DAN STRUKTUR MIKRO SAMBUNGAN LAS TITIK (SPOT WELDING) LOGAM DISSIMILAR STAINLESS STEEL DAN BAJA KARBON RENDAH NSTRUCTION TO AUTHORS (Times New Roman,
PENGARUH VARIASI ARUS LISTRIK TERHADAP KEKUATAN TARIK DAN STRUKTUR MIKRO SAMBUNGAN LAS TITIK (SPOT WELDING) LOGAM DISSIMILAR STAINLESS STEEL DAN BAJA KARBON RENDAH NSTRUCTION TO AUTHORS (Times New Roman,
PENGARUH KEKERASAN BAHAN TERHADAP KEPRESISIAN HASIL PEMOTONGAN PADA MESIN WIRE CUTTING ELECTRIC DISCHARGE MACHINING (EDM)
") PENGARUH KEKERASAN BAHAN TERHADAP KEPRESISIAN HASIL PEMOTONGAN PADA MESIN WIRE CUTTING ELECTRIC DISCHARGE MACHINING (EDM) Budiyanto 1), Sugiyanto 2) Jurusan Teknik Mesin, Fakultas Teknik Industri, Institut
PENGARUH KEKERASAN BAHAN TERHADAP KEPRESISIAN HASIL PEMOTONGAN PADA MESIN WIRE CUTTING ELECTRIC DISCHARGE MACHINING (EDM) Budiyanto 1), Sugiyanto 2) Jurusan Teknik Mesin, Fakultas Teknik Industri, Institut
Pengaruh Jenis Pahat dan Cairan Pendingin
 Pengaruh Jenis Pahat dan Cairan Pendingin PENGARUH JENIS PAHAT DAN CAIRAN PENDINGIN SERTA KEDALAMAN PEMAKANAN TERHADAP TINGKAT KEKASARAN DAN KEKERASAN PERMUKAAN BAJA ST 60 PADA PROSES BUBUT KONVENSIONAL
Pengaruh Jenis Pahat dan Cairan Pendingin PENGARUH JENIS PAHAT DAN CAIRAN PENDINGIN SERTA KEDALAMAN PEMAKANAN TERHADAP TINGKAT KEKASARAN DAN KEKERASAN PERMUKAAN BAJA ST 60 PADA PROSES BUBUT KONVENSIONAL
PRESENTASI LAPORAN TUGAS AKHIR
 PRESENTASI LAPORAN TUGAS AKHIR STUDI EKSPERIMEN DAN PENDEKATAN ELEMEN HINGGA UNTUK MENENTUKAN JARAK OPTIMAL ANTAR MANIK LAS PADA PENGELASAN RSW BAJA SPCD Disusun Oleh : Antony Rizky Allesa NRP. 2104 100
PRESENTASI LAPORAN TUGAS AKHIR STUDI EKSPERIMEN DAN PENDEKATAN ELEMEN HINGGA UNTUK MENENTUKAN JARAK OPTIMAL ANTAR MANIK LAS PADA PENGELASAN RSW BAJA SPCD Disusun Oleh : Antony Rizky Allesa NRP. 2104 100
BAB I PENDAHULUAN. Penggunaan mesin frais (milling) baik untuk keperluan produksi. maupun untuk kaperluan pendidikan, sangat dibutuhkan untuk
 baik untuk keperluan produksi. maupun untuk kaperluan pendidikan, sangat dibutuhkan untuk") BAB I PENDAHULUAN 1.1. Latar Belakang Masalah Seiring dengan perkembangan jaman dan teknologi, Penggunaan mesin frais (milling) baik untuk keperluan produksi maupun untuk kaperluan pendidikan, sangat dibutuhkan
BAB I PENDAHULUAN 1.1. Latar Belakang Masalah Seiring dengan perkembangan jaman dan teknologi, Penggunaan mesin frais (milling) baik untuk keperluan produksi maupun untuk kaperluan pendidikan, sangat dibutuhkan
PENGARUH MEDIA PENDINGIN TERHADAP HASIL PENGELASAN TIG PADA BAJA KARBON RENDAH
 Pengaruh Media.. Baja Karbon Rendah PENGARUH MEDIA PENDINGIN TERHADAP HASIL PENGELASAN TIG PADA BAJA KARBON RENDAH Dosen Jurusan Teknik Mesin Fakultas Teknik Universitas Janabadra INTISARI Las TIG adalah
Pengaruh Media.. Baja Karbon Rendah PENGARUH MEDIA PENDINGIN TERHADAP HASIL PENGELASAN TIG PADA BAJA KARBON RENDAH Dosen Jurusan Teknik Mesin Fakultas Teknik Universitas Janabadra INTISARI Las TIG adalah
Simposium Nasional Teknologi Terapan (SNTT) 2013 ISSN X
 2013 ISSN X") STUDI PENGARUH VARIASI VOLUMETRIK GAS ARGON DAN PARAMETER PROSES PENGELASAN SPOT WELDING TERHADAP KUALITAS SAMBUNGAN PADA PADUAN ALUMINIUM Muhammad Alfatih Hendrawan 1 1 Jurusan Teknik Mesin, Fakultas
STUDI PENGARUH VARIASI VOLUMETRIK GAS ARGON DAN PARAMETER PROSES PENGELASAN SPOT WELDING TERHADAP KUALITAS SAMBUNGAN PADA PADUAN ALUMINIUM Muhammad Alfatih Hendrawan 1 1 Jurusan Teknik Mesin, Fakultas
TUGAS SARJANA ANALISIS KEKUATAN LULUH MINIMUM DITINJAU DARI STRUKTUR BUTIRAN LOGAM DASAR-HAZ-LOGAM LAS SAMBUNGAN PIPA GAS
 TUGAS SARJANA ANALISIS KEKUATAN LULUH MINIMUM DITINJAU DARI STRUKTUR BUTIRAN LOGAM DASAR-HAZ-LOGAM LAS SAMBUNGAN PIPA GAS Diajukan Sebagai Salah Satu Syarat Untuk Memperoleh Gelar Kesarjanaan Strata Satu
TUGAS SARJANA ANALISIS KEKUATAN LULUH MINIMUM DITINJAU DARI STRUKTUR BUTIRAN LOGAM DASAR-HAZ-LOGAM LAS SAMBUNGAN PIPA GAS Diajukan Sebagai Salah Satu Syarat Untuk Memperoleh Gelar Kesarjanaan Strata Satu
PENGARUH VARIASI ARUS PENGELASAN TERHADAP SIFAT MEKANIK PADA PROSES PENGELASAN SMAW
 PENGARUH VARIASI ARUS PENGELASAN TERHADAP SIFAT MEKANIK PADA PROSES PENGELASAN SMAW Azwinur 1, Saifuddin A. Jalil 2, Asmaul Husna 3 1,2,3 Jurusan Teknik Mesin Politeknik Negeri Lhokseumawe Jl. Banda Aceh-Medan
PENGARUH VARIASI ARUS PENGELASAN TERHADAP SIFAT MEKANIK PADA PROSES PENGELASAN SMAW Azwinur 1, Saifuddin A. Jalil 2, Asmaul Husna 3 1,2,3 Jurusan Teknik Mesin Politeknik Negeri Lhokseumawe Jl. Banda Aceh-Medan
PENGARUH FILLER DAN ARUS LISTRIK TERHADAP SIFAT FISIK-MEKANIK SAMBUNGAN LAS GMAW LOGAM TAK SEJENIS ANTARA BAJA KARBON DAN J4
 PENGARUH FILLER DAN ARUS LISTRIK TERHADAP SIFAT FISIK-MEKANIK SAMBUNGAN LAS GMAW LOGAM TAK SEJENIS ANTARA BAJA KARBON DAN J4 Petrus Heru Sudargo 1*, Sarwoko 1 1 Jurusan Teknik Mesin, Akademi Teknologi
PENGARUH FILLER DAN ARUS LISTRIK TERHADAP SIFAT FISIK-MEKANIK SAMBUNGAN LAS GMAW LOGAM TAK SEJENIS ANTARA BAJA KARBON DAN J4 Petrus Heru Sudargo 1*, Sarwoko 1 1 Jurusan Teknik Mesin, Akademi Teknologi
Kata kunci: Proses Milling, Variasi Kecepatan Putar dan Kedalaman Makan, Surface Roughness
 Uji Kekasaran Permukaan Benda Kerja Pada Baja ST 37 Hasil Proses Milling Akibat Variasi Kecepatan Putar dan Kedalaman Makan Menggunakan Surface Roughness Tester Widson*, Naufal Abdurrahman P, Cahyo Budi
Uji Kekasaran Permukaan Benda Kerja Pada Baja ST 37 Hasil Proses Milling Akibat Variasi Kecepatan Putar dan Kedalaman Makan Menggunakan Surface Roughness Tester Widson*, Naufal Abdurrahman P, Cahyo Budi
Pengaruh Variasi Arus terhadap Struktur Mikro, Kekerasan dan Kekuatan Sambungan pada Proses Pengelasan Alumunium dengan Metode MIG
 NASKAH PUBLIKASI TUGAS AKHIR Pengaruh Variasi Arus terhadap Struktur Mikro, Kekerasan dan Kekuatan Sambungan pada Proses Pengelasan Alumunium dengan Metode MIG Diajukan untuk Memenuhi Tugas dan Syarat-syarat
NASKAH PUBLIKASI TUGAS AKHIR Pengaruh Variasi Arus terhadap Struktur Mikro, Kekerasan dan Kekuatan Sambungan pada Proses Pengelasan Alumunium dengan Metode MIG Diajukan untuk Memenuhi Tugas dan Syarat-syarat
Pengaruh Hasil Pengelasan Las TIG Terhadap Kekuatan Tarik dan Ketangguhan
 Pengaruh Hasil Pengelasan Las TIG Terhadap Kekuatan Tarik dan Ketangguhan PENGARUH HASIL PENGELASAN LAS TIG TERHADAP KEKUATAN TARIK DAN KETANGGUHAN PADA MATERIAL BAJA KARBON RENDAH EKO PRASETYO S1 Pendidikan
Pengaruh Hasil Pengelasan Las TIG Terhadap Kekuatan Tarik dan Ketangguhan PENGARUH HASIL PENGELASAN LAS TIG TERHADAP KEKUATAN TARIK DAN KETANGGUHAN PADA MATERIAL BAJA KARBON RENDAH EKO PRASETYO S1 Pendidikan
BAB I PENDAHULUAN. dalam penyambungan batang-batang terutama pada bahan besi tuang
 BAB I PENDAHULUAN 1.1. Latar Belakang Pada waktu ini teknik las telah banyak dipergunakan secara luas dalam penyambungan batang-batang terutama pada bahan besi tuang (cast iron), besi dan baja. Luasnya
BAB I PENDAHULUAN 1.1. Latar Belakang Pada waktu ini teknik las telah banyak dipergunakan secara luas dalam penyambungan batang-batang terutama pada bahan besi tuang (cast iron), besi dan baja. Luasnya
DAFTAR ISI HALAMAN JUDUL HALAMAN PENGESAHAN HALAMAN PERNYATAAN NASKAH SOAL TUGAS AKHIR HALAMAN PERSEMBAHAN KATA PENGANTAR
 DAFTAR ISI HALAMAN JUDUL HALAMAN PENGESAHAN HALAMAN PERNYATAAN NASKAH SOAL TUGAS AKHIR HALAMAN PERSEMBAHAN KATA PENGANTAR DAFTAR ISI DAFTAR GAMBAR DAFTAR TABEL DAFTAR LAMPIRAN DAFTAR NOTASI DAN SINGKATAN
DAFTAR ISI HALAMAN JUDUL HALAMAN PENGESAHAN HALAMAN PERNYATAAN NASKAH SOAL TUGAS AKHIR HALAMAN PERSEMBAHAN KATA PENGANTAR DAFTAR ISI DAFTAR GAMBAR DAFTAR TABEL DAFTAR LAMPIRAN DAFTAR NOTASI DAN SINGKATAN
BAB IV PEMBAHASAN Data Pengujian Pengujian Kekerasan.
 BAB IV PEMBAHASAN 4.1. Data Pengujian. 4.1.1. Pengujian Kekerasan. Pengujian ini dilakukan dengan menggunakan metoda Rockwell C, pengujian kekerasan pada material liner dilakukan dengan cara penekanan
BAB IV PEMBAHASAN 4.1. Data Pengujian. 4.1.1. Pengujian Kekerasan. Pengujian ini dilakukan dengan menggunakan metoda Rockwell C, pengujian kekerasan pada material liner dilakukan dengan cara penekanan
Penelitian Kekuatan Sambungan Las pada Plat untuk Dek Kapal Berbahan Plat Baja terhadap Sifat Fisis dan Mekanis dengan Metode Pengelasan MIG
 TUGAS AKHIR Penelitian Kekuatan Sambungan Las pada Plat untuk Dek Kapal Berbahan Plat Baja terhadap Sifat Fisis dan Mekanis dengan Metode Pengelasan MIG Disusun : MUHAMMAD SULTON NIM : D.200.01.0120 NIRM
TUGAS AKHIR Penelitian Kekuatan Sambungan Las pada Plat untuk Dek Kapal Berbahan Plat Baja terhadap Sifat Fisis dan Mekanis dengan Metode Pengelasan MIG Disusun : MUHAMMAD SULTON NIM : D.200.01.0120 NIRM
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN Setelah dilakukan pengamatan, pengukuran serta pengujian terhadap masingmasing benda uji, didapatkan data-data hasil penyambungan las gesek bahan Stainless Steel 304. Data hasil
BAB IV HASIL DAN PEMBAHASAN Setelah dilakukan pengamatan, pengukuran serta pengujian terhadap masingmasing benda uji, didapatkan data-data hasil penyambungan las gesek bahan Stainless Steel 304. Data hasil
PENGARUH VARIASI PUTARAN SPINDEL DAN KEDALAMAN PEMOTONGAN TERHADAP KEKASARAN PERMUKAAN BAJA ST 60 PADA PROSES BUBUT KONVENSIONAL
 PENGARUH VARIASI PUTARAN SPINDEL DAN KEDALAMAN PEMOTONGAN TERHADAP KEKASARAN PERMUKAAN BAJA ST 60 PADA PROSES BUBUT KONVENSIONAL Muhammad Sabil 1, Ilyas Yusuf 2, Sumardi 2, 1 Mahasiswa Prodi D-IV Teknik
PENGARUH VARIASI PUTARAN SPINDEL DAN KEDALAMAN PEMOTONGAN TERHADAP KEKASARAN PERMUKAAN BAJA ST 60 PADA PROSES BUBUT KONVENSIONAL Muhammad Sabil 1, Ilyas Yusuf 2, Sumardi 2, 1 Mahasiswa Prodi D-IV Teknik
Pengaruh Besar Arus Listrik Dan Tegangan Terhadap Kekasaran Permukaan Benda Kerja Pada Electrical Discharge Machining (EDM)
") Pengaruh Besar Arus Listrik Dan Tegangan Terhadap Kekasaran Permukaan Benda Kerja Pada Electrical Discharge Machining (EDM) Dengan Metode Respon Surface P u r n o m o, Efrita AZ, Edi Suryanto Jurusan Teknik
Pengaruh Besar Arus Listrik Dan Tegangan Terhadap Kekasaran Permukaan Benda Kerja Pada Electrical Discharge Machining (EDM) Dengan Metode Respon Surface P u r n o m o, Efrita AZ, Edi Suryanto Jurusan Teknik
BAB II KERANGKA TEORI
 BAB II KERANGKA TEORI 2.1. Pengertian Las Definisi pengelasan menurut DIN (Deutsche Industrie Norman) adalah ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan dalam keadaan lumer
BAB II KERANGKA TEORI 2.1. Pengertian Las Definisi pengelasan menurut DIN (Deutsche Industrie Norman) adalah ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan dalam keadaan lumer