Disusun Oleh : BAIYIN SHOLIKHI DIPLOMA III TEKNIK MESIN FAKULTAS TEKNIK INDUSTRI INSTITUT TEKNOLOGI SEPULUH NOPEMBER SURABAYA JUNI 2012
|
|
|
- Irwan Tanuwidjaja
- 7 tahun lalu
- Tontonan:
Transkripsi


1 Disusun Oleh : BAIYIN SHOLIKHI DIPLOMA III TEKNIK MESIN FAKULTAS TEKNIK INDUSTRI INSTITUT TEKNOLOGI SEPULUH NOPEMBER SURABAYA JUNI 2012


2 Latar Belakang Kebutuhan penggunaan suatu mesin perkakas khususnya mesin CNC (Computerized Numeric Control) dalam proses produksi, sekarang ini mulai meningkat seiring dengan perkembangan teknologi. Perakitan mesin cnc sendiri membutuhkan ketelitian yang tinggi, karena merupakan dari mother of machine. Proses mesin saat dibuat sampai mesin siap pakai untuk costomer mengalami banyek proses misalnya naik turun, saat diangkut. Maka dari itu mesin perlu dilakukan pengetesan kembali untuk memastikan kesiapan mesin menghasilkan produk. Seperti halnya mesin CNC Milling jenis YCM MV Series 86A yang berada di D3 Teknik Mesin sendiri. Sampai saat ini belum sekalipun dilakukan pengetesan khususnya untuk ketelitian geometri menggunakan alat Double Ball Bar (DBB).



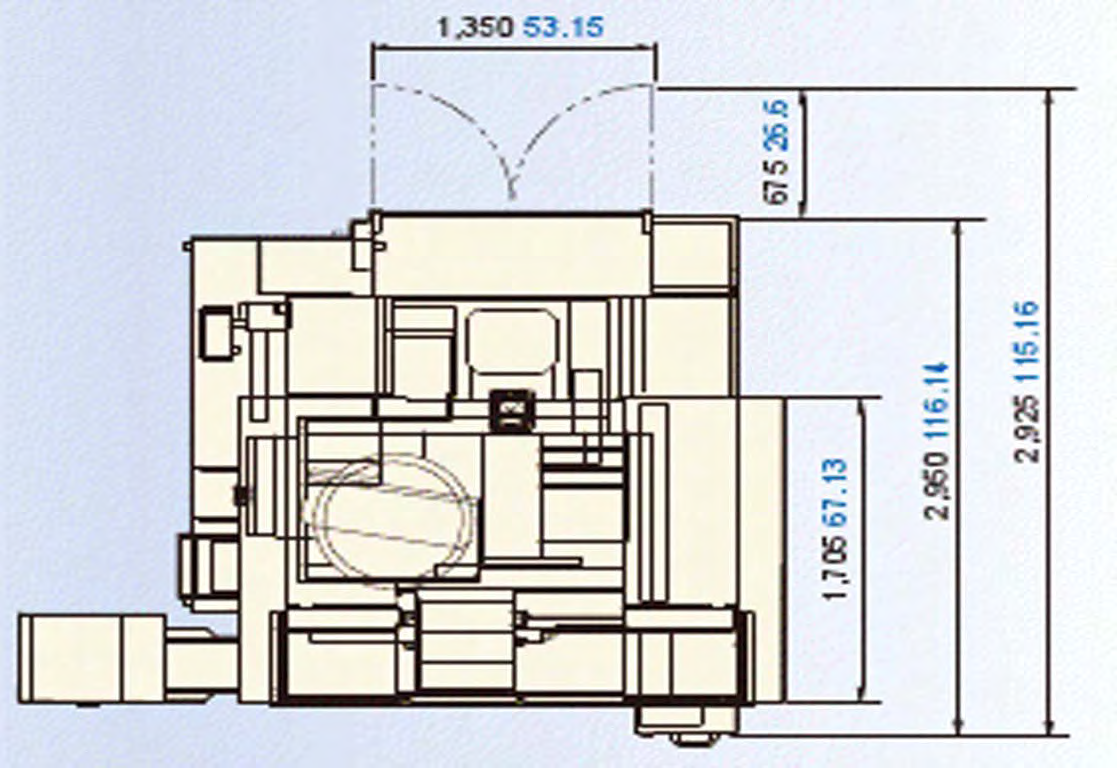
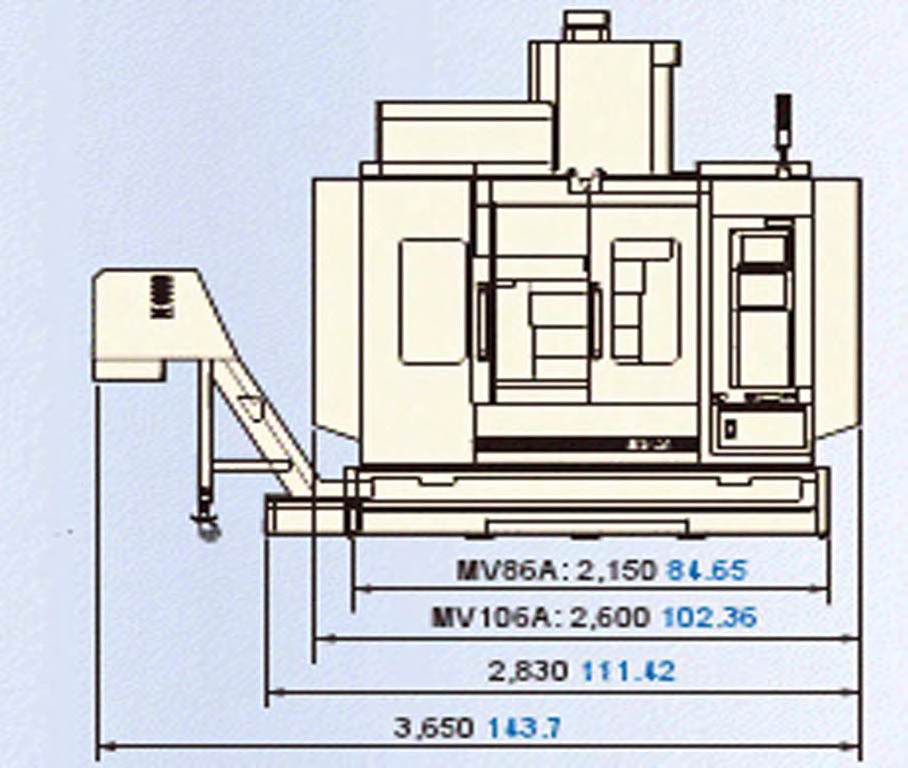
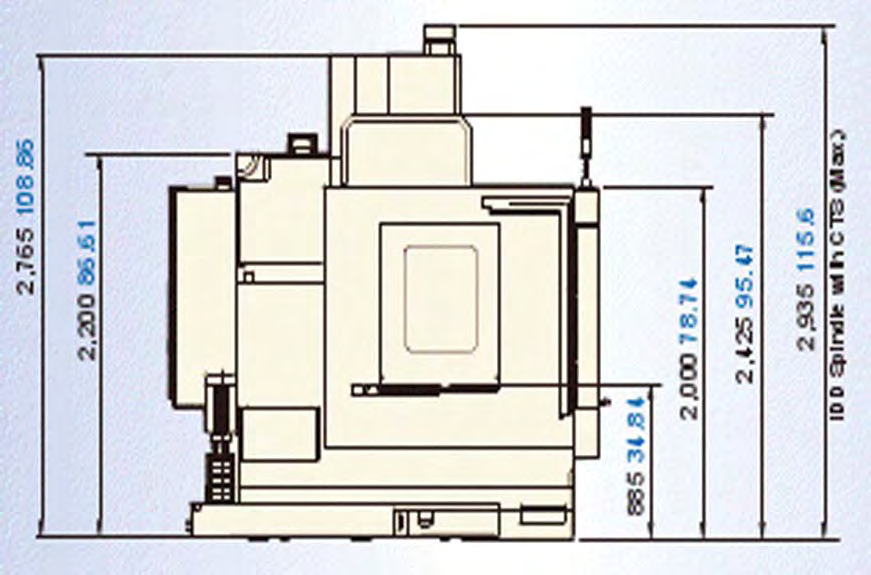
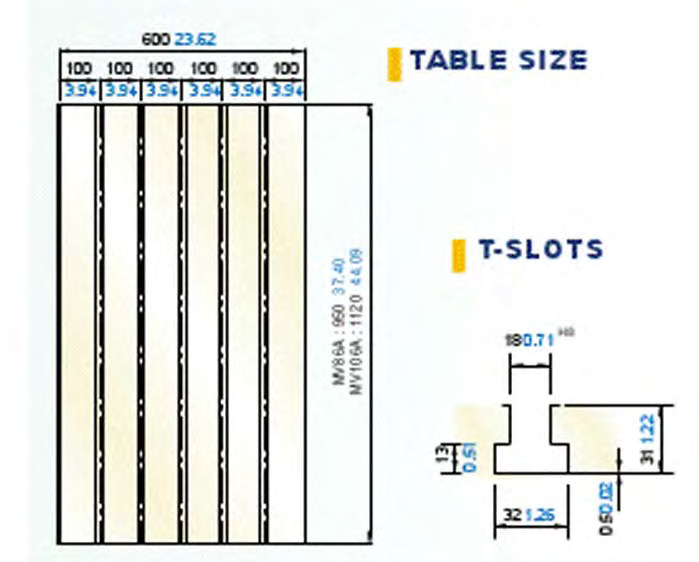
3 DIMENSI MV Series 86 A
4
5
6
7


8 PERUMUSAN MASALAH Permasalahan yang muncul adalah tidak adanya data atau referansi riil tentang hasil dari pengujian mesin CNC yang ada di Jurusan D3 Teknik Mesin ITS selama pemakainnya sampai sekarang.
9 Tujuan : 1. Pengukuran dalam penelitian ini dimaksudkan untuk mengetahui ketelitian geometri pada bidang XY mesin CNC YCM MV Series 86A dengan alat Double Ball Bar (DBB) sesuai standart ISO 230 dan menampilkan hasil dari pengukuran. 2. Pembuatan Modul pengetesan mesin perkakas dengan metode Double Ball Bar Manfaat : Dari pengujian ketelitian Bidang XY dan hasil yang diperoleh dapat di ketahui beberapa kesalahan ketelitian geometri dari mesin antara lain, straightness, squareness dan circularity. Hasil akan di bandingkan sesuai standart ISO Selain itu Modul yang telah dibuat bisa menjadi acuan pada pengetesan mesin perkakas.
10 METODOLOGI Diagram Alir Pengujian Secara Umum Start Studi literatur Perumusan masalah Persiapan alat pengukur geometri Simulasi TIDAK Pengukuran XY Hasil memenuhi syarat? YA Analisa Penulisan END

11 Dalam pengujian ini ditetapkan batasan-batasan masalah sebagai berikut: 1.Metode pengujian mengggunakan alat Double Ball Bar : Renishaw QC Tidak dilakukan kompensasi kesalahan setelah hasil pengukuran dengan metode Double Ball Bar diketahui. 3.Standar pengujian mesin perkakas CNC dengan menggunakan ISO 230 BATASAN MASALAH
, secara otomatis dapat mendeteksi dan diagnosa berbagai geometri mesin, dan")
12 Double Ball Bar adalah suatu alat yang digunakan dalam mesin CNC yang berfungsi untuk mengetahui kinerja mesin melalui ketelitian geometri dalam proses penujiannya. Karena alat ini mempunyai sensor kalibrasi yang berada pada ball bar dan tersambung pada perangkat lunak ( software ), secara otomatis dapat mendeteksi dan diagnosa berbagai geometri mesin, dan kesalahan gerak. Hasil dari pengujian disajikan dalam bentuk grafik dan tabel.
13 Prinsip Kerja DBB : Alat ini mempunyai sensor kalibrasi yang berada pada ball bar dan tersambung pada perangkat lunak ( software ), secara otomatis dapat mendeteksi dan diagnosa berbagai geometri mesin, dan kesalahan gerak. Ball Bar tranducer yang sudah terpasang pada magnetic tool cup akan mentransfer data pengukuran melalui kabel konektor yang terhubung dengan laptop dan laptop menampilkan hasil dari gerak interpolasi Ball Bar.

14 Ketidakakuratan atau ketidaktelitian dari mesin timbul dari beberapa hal, antara lain : Benda kerja dari gaya potong dan resistensi Karena keausan pahat akibat ketidakakuratan Ketidakakuratan pemilahan mesin dan komposisi bahan benda kerja Karena distorsi pada benda kerja dengan gaya saat mencekam. Karena ketidakakuratan, akibat penyimpangan geometri dari alat pemotong. Karena ketidakakuratan, karena tekanan internal dalam material benda kerja
15 Prinsip dasar dari diagnosis kesalahan mesin perkakas mesin CNC adalah sebagai berikut: Pusat bola presisi yang berada pada centre mount dinyatakan sebagai P₀ ( X₀, Y₀, Z₀ ) dan merupakan pusat gerak interpolasi lingkaran. Sedangkan pusat bola yang berada pada tool cup P₁ ( X₁, Y₁, Z₁ ). Dengan Theorema Pythagoras diperoleh persamaan : R² = ( X₁ - X₀ )² + ( Y₁ - Y₀ )² + ( Z₁ - Z₀ )² Dalam kesalahan aktual sendiri sebenarnya posisi dari mesin sendiri adalah P₀ ( X₀, Y₀, Z₀ ) dan P₁ ( X₁, Y₁, Z₁ ) yang pada dasarnya memiliki kesalahan posisi. Bila vektor kesalahan ( error vector ) dari Po adalah Co dan vektor kesalahan dari P₁adalah co maka : Bila pergerakan untuk batang aksial dinyatakan sebagai R ( extention sebagai arah positif ), maka dengan Theorema Phytagoras diperoleh
16 Disubstitusikan : Bila (X₁-X₀), (Y₁-Y₀), (Z₁-Z₀) = (X, Y, Z) (Cx₁-Cx₀, Cy₁-Cy₀, Cz₁-Cz₀) =(Cx,Cy, Cz) Maka dapat disederhanakan :
17 Backlash Cyclic Error Reversal Spake : keterlambatan respon sistem pengaturan yang mengakibatkan terjadinya kesalahan posisi searah gerakan sumbu saat melakukan perubahan arah. Karena keterlambatan ini, penggerak sumbu akan terdiam beberapa saat, lalu bergerak dengan cepat untuk mencapai posisi yang diperintahkan. Kesalahan Skala Lateral Play


18 Program G-Code N10 N20 G54 N30 G90 N40 G17 N50 G64 N60 M05 N70 M19 N80 G98 F N90 G01 X Y0.000 Z0.000 N100 M00 N110 G01 X Y0.000 N120 G03 X Y0.000 I J0.000 N130 G03 X Y0.000 I J0.000 N140 G01 X Y0.000 N150 G04 X5 N160 G01 X Y0.000 N170 G02 X Y0.000 I J0.000 N180 G02 X Y0.000 I J0.000 N190 G01 X Y0.000 N200 M30 KOD E F G M N G01 G02 G03 Putaran spindle KETERANGAN Untuk mengerjakan metode tiap blok program Control Unit Untuk menjalankan dan mematikan mesin Untuk penomoran secara berurutan juga untuk identifikasi setiap blok Memindah posisi aksis secara linier Perputaran spindle searah jarum jam Perputaran spindle berlawanan jarum jam G04 Jeda waktu antar proses ( dwell ) G17 G54 Gerak melingkar X-Y dipakai khusus untuk G02 dan G03 Pengaturan sistem koordinat G64 Continous mode ( look-head ) G90 G98 Program absolute Untuk mengembalikan pahat ke Z awal M00 Pemberhentian program ( program off ) M05 M19 Pemberhentian spindle ( spindle off) Orientasi perputan spindle di mana akan berhenti M30 Berakhirnya untuk seluruh program


19 1. MAGNETIC CENTER POINT DIPASANG PADA MEJA, DAN MAGNETIC TOOL CUP DDIPASANG PADA SPINDLE GUNA MENCARI TITIK PUSAT ATAU CENTER MOUNT. 2. MEJA SUMBU X DIGERAKKAN LINIER ARAH X-150 KARNA BATANG TRANDUCER SEPANJANG 150MM

20
")
21 Contoh Tabel Hasil Pengujian Bidang XY Dengan Feed Rate ( F ) 1000 rpm
22
23
24 Trending Analisis XY F500 dan XY F1500 Dari hasil pengujian, dengan perbedaan feed rate di atas masingmasing diperoleh hasil berupa kesalahan yang dihasilkan saat pengujian. Pada saat pengujian dengan feed rate 500rpm diperoleh hasil untuk Circularity 18.8µm, pengujian feed rate 1000rpm 19.9µm, dan pengujian feed rate 1500rpm 19.0µm. Dari hasil circularity ketiga pengujian dengan masingmasing feed rate yang berbeda nampak pada saat feed rate 1000rpm yang paling besar kesalahan interpolasi lingkaran (circularity). Berdasarkan analisa hal tersbut bisa terjadi karena faktor seringnya penggunaan aktivitas untuk proses produksi maupun kegiatan praktikum dan lainnya, mungkin hampir kesemuanya dilakukan menggunakan feed rate 1000rpm.
25


26 Perlunya dilakukan cutting test untuk melihat pengaruh kesalahan geometri yang ada pada benda kerja, sehingga dapat diketahui seberapa besar pengaruh kesalahan yang diseabkan pada mesin dan menentukan layak atau tidaknya mesin untuk memproduksi benda kerja.

27
PEMBUATAN MODUL PENGUJIAN KETELITIAN GEOMETRIK MESIN CNC MILLING VERTIKAL DENGAN METODE DOUBLE BALL BAR
 PEMBUATAN MODUL PENGUJIAN KETELITIAN GEOMETRIK MESIN CNC MILLING VERTIKAL DENGAN METODE DOUBLE BALL BAR Novianto Arif Setiawan 1,a, Tri Prakosa 1,b *, Agung Wibowo 1,c 1 Program Studi Teknik Mesin, Fakultas
PEMBUATAN MODUL PENGUJIAN KETELITIAN GEOMETRIK MESIN CNC MILLING VERTIKAL DENGAN METODE DOUBLE BALL BAR Novianto Arif Setiawan 1,a, Tri Prakosa 1,b *, Agung Wibowo 1,c 1 Program Studi Teknik Mesin, Fakultas
BAB II DASAR TEORI 2.1 TINJAUAN PUSTAKA
 BAB II DASAR TEORI 2.1 TINJAUAN PUSTAKA Elvys, (2015) menyatakan untuk memenuhi kebutuhan mesin perkakas CNC bagi workshop industri kecil dan atau sebagai media pembelajaran pada institusi pendidikan,
BAB II DASAR TEORI 2.1 TINJAUAN PUSTAKA Elvys, (2015) menyatakan untuk memenuhi kebutuhan mesin perkakas CNC bagi workshop industri kecil dan atau sebagai media pembelajaran pada institusi pendidikan,
ANALISIS PEMOTONGAN RODA GILA (FLY WHEEL) PADA PROSES PEMESINAN CNC BUBUT VERTIKAL 2 AXIS MENGGUNAKAN METODE PEMESINAN KERING (DRY MACHINING)
 PADA PROSES PEMESINAN CNC BUBUT VERTIKAL 2 AXIS MENGGUNAKAN METODE PEMESINAN KERING (DRY MACHINING)") ANALISIS PEMOTONGAN RODA GILA (FLY WHEEL) PADA PROSES PEMESINAN CNC BUBUT VERTIKAL 2 AXIS MENGGUNAKAN METODE PEMESINAN KERING (DRY MACHINING) IRVAN YURI SETIANTO NIM: 41312120037 PROGRAM STUDI TEKNIK MESIN
ANALISIS PEMOTONGAN RODA GILA (FLY WHEEL) PADA PROSES PEMESINAN CNC BUBUT VERTIKAL 2 AXIS MENGGUNAKAN METODE PEMESINAN KERING (DRY MACHINING) IRVAN YURI SETIANTO NIM: 41312120037 PROGRAM STUDI TEKNIK MESIN
Berita Teknologi Bahan & Barang Teknik ISSN : Balai Besar Bahan dan Barang Teknik Departemen Perindustrian RI No. 22/2008 Hal.
 METODE PEMBUATAN PROGRAM CNC (CNC Machine) Dalmasius Ganjar Subagio*) INTISARI METODE PEMBUATAN PROGRAM CNC. Telah dilaksanakan kajian penggunaan tentang kinerja mesin CNC yang biasa digunakan untuk proses
METODE PEMBUATAN PROGRAM CNC (CNC Machine) Dalmasius Ganjar Subagio*) INTISARI METODE PEMBUATAN PROGRAM CNC. Telah dilaksanakan kajian penggunaan tentang kinerja mesin CNC yang biasa digunakan untuk proses
PENGEMBANGAN PERANGKAT LUNAK SISTEM OPERASI MESIN MILLING CNC TRAINER
 PENGEMBANGAN PERANGKAT LUNAK SISTEM OPERASI MESIN MILLING CNC TRAINER * Mushafa Amala 1, Susilo Adi Widyanto 2 1 Mahasiswa Jurusan Teknik Mesin, Fakultas Teknik, Universitas Diponegoro 2 Dosen Jurusan
PENGEMBANGAN PERANGKAT LUNAK SISTEM OPERASI MESIN MILLING CNC TRAINER * Mushafa Amala 1, Susilo Adi Widyanto 2 1 Mahasiswa Jurusan Teknik Mesin, Fakultas Teknik, Universitas Diponegoro 2 Dosen Jurusan
BAB V PENGUJIAN DAN ANALISA. Tempat Melakukan Pengujian : Peralatan Yang Dibutuhkan :
 5.1. Pengujian Alat BAB V PENGUJIAN DAN ANALISA Pengujian alat dilakukan dengan tujuan untuk mengetahui apakah alat tersebut dapat bekerja dengan baik atau tidak. 5.1.1. Tempat dan Peralatan Tempat Melakukan
5.1. Pengujian Alat BAB V PENGUJIAN DAN ANALISA Pengujian alat dilakukan dengan tujuan untuk mengetahui apakah alat tersebut dapat bekerja dengan baik atau tidak. 5.1.1. Tempat dan Peralatan Tempat Melakukan
NASKAH PUBLIKASI ANALISA SUMBU Z PADA PROSES KALIBRASI DAN PERGERAKAN MESIN CNC ROUTER
 NASKAH PUBLIKASI ANALISA SUMBU Z PADA PROSES KALIBRASI DAN PERGERAKAN MESIN CNC ROUTER Disusun Sebagai Salah Satu Syarat Menyelesaikan Program Studi Strata I Pada Jurusan Teknik Mesin Fakultas Teknik Oleh
NASKAH PUBLIKASI ANALISA SUMBU Z PADA PROSES KALIBRASI DAN PERGERAKAN MESIN CNC ROUTER Disusun Sebagai Salah Satu Syarat Menyelesaikan Program Studi Strata I Pada Jurusan Teknik Mesin Fakultas Teknik Oleh
MODUL CNC-2. Oleh: Dwi Rahdiyanta FT-UNY. KEGIATAN BELAJAR : Menghidupkan Mesin Bubut CNC
 MODUL CNC-2 Oleh: Dwi Rahdiyanta FT-UNY KEGIATAN BELAJAR : Menghidupkan Mesin Bubut CNC A. Tujuan Umum Setelah peserta didik mempelajari materi menghidupkan mesin bubut CNC diharapkan akan mampu menghidupkan
MODUL CNC-2 Oleh: Dwi Rahdiyanta FT-UNY KEGIATAN BELAJAR : Menghidupkan Mesin Bubut CNC A. Tujuan Umum Setelah peserta didik mempelajari materi menghidupkan mesin bubut CNC diharapkan akan mampu menghidupkan
Mesin Milling CNC 8.1. Proses Pemotongan pada Mesin Milling
 Mesin Milling CNC Pada prinsipnya, cara kerja mesin CNC ini adalah benda kerja dipotong oleh sebuah pahat yang berputar dan kontrol gerakannya diatur oleh komputer melalui program yang disebut G-Code.
Mesin Milling CNC Pada prinsipnya, cara kerja mesin CNC ini adalah benda kerja dipotong oleh sebuah pahat yang berputar dan kontrol gerakannya diatur oleh komputer melalui program yang disebut G-Code.
PERBEDAAN WAKTU PENGERJAAN PADA PEMOGRAMAN INCREMENTALDAN ABSOLUTE PADA MESIN CNC MILLING TU 3A. Aep Surahto 1)
") PERBEDAAN WAKTU PENGERJAAN PADA PEMOGRAMAN INCREMENTALDAN ABSOLUTE PADA MESIN CNC MILLING TU 3A Aep Surahto 1) 1) Program Studi TeknikMesin Universitas Islam 45,Bekasi aep.surahto@gmail.com Abstrak Penelitian
PERBEDAAN WAKTU PENGERJAAN PADA PEMOGRAMAN INCREMENTALDAN ABSOLUTE PADA MESIN CNC MILLING TU 3A Aep Surahto 1) 1) Program Studi TeknikMesin Universitas Islam 45,Bekasi aep.surahto@gmail.com Abstrak Penelitian
Secara garis besar mesin Milling CNC dapat digolongkan menjadi 2 macam, yaitu :
 MESIN CNC TU-3A 1. Pengertian Mesin CNC TU 3A Mesin CNC ( Computer Numerically Controlled ) adalah suatu mesin yang merupakan perpaduan dari teknologi komputer dan teknologi mekanik, dimana system pengoperasiannya
MESIN CNC TU-3A 1. Pengertian Mesin CNC TU 3A Mesin CNC ( Computer Numerically Controlled ) adalah suatu mesin yang merupakan perpaduan dari teknologi komputer dan teknologi mekanik, dimana system pengoperasiannya
Oleh: Fikri Yoga Pemana Dosen Pembimbing: Dr. Ir. Moch. Rameli
 Implementasi Generalized Predictive Control untuk Mengurangi Contour Error pada Mesin CNC Milling Oleh: Fikri Yoga Pemana Dosen Pembimbing: Dr. Ir. Moch. Rameli Permasalahan Mesin milling menggunakan motor
Implementasi Generalized Predictive Control untuk Mengurangi Contour Error pada Mesin CNC Milling Oleh: Fikri Yoga Pemana Dosen Pembimbing: Dr. Ir. Moch. Rameli Permasalahan Mesin milling menggunakan motor
MODUL CNC MILLING DENGAN SWANSOFT CNC SIMULATOR
 MODUL CNC MILLING DENGAN SWANSOFT CNC SIMULATOR OLEH Sarwanto,S.Pd.T 085643165633 1 P a g e MESIN CNC MILLING Mesin Frais CNC (Computer Numerical Control) adalah sebuah perangkat mesin perkakas jenis frais/milling
MODUL CNC MILLING DENGAN SWANSOFT CNC SIMULATOR OLEH Sarwanto,S.Pd.T 085643165633 1 P a g e MESIN CNC MILLING Mesin Frais CNC (Computer Numerical Control) adalah sebuah perangkat mesin perkakas jenis frais/milling
STUDI KEMAMPUAN DAN KEANDALAN MESIN FREIS C2TY MELALUI PENGUJIAN KARAKTERISTIK STATIK MENURUT STANDAR ISO Julian Alfijar 1 ), Purnomo 2 )
, Purnomo 2 )") STUDI KEMAMPUAN DAN KEANDALAN MESIN FREIS C2TY MELALUI PENGUJIAN KARAKTERISTIK STATIK MENURUT STANDAR ISO 1710 Julian Alfijar 1 ), Purnomo 2 ) Abstrak Penelitian ini bertujuan untuk menentukan kelayakan
STUDI KEMAMPUAN DAN KEANDALAN MESIN FREIS C2TY MELALUI PENGUJIAN KARAKTERISTIK STATIK MENURUT STANDAR ISO 1710 Julian Alfijar 1 ), Purnomo 2 ) Abstrak Penelitian ini bertujuan untuk menentukan kelayakan
BAB VI PENUTUP. 6.1 Kesimpulan
 BAB VI PENUTUP 6.1 Kesimpulan Dari hasil penelitian didapatkan kesimpulan bahwa Mesin CNC router dengan 3 axis dapat dipakai untuk membuat sebuah benda berbentuk 3 dimensi. Hanya saja diperlukan proses
BAB VI PENUTUP 6.1 Kesimpulan Dari hasil penelitian didapatkan kesimpulan bahwa Mesin CNC router dengan 3 axis dapat dipakai untuk membuat sebuah benda berbentuk 3 dimensi. Hanya saja diperlukan proses
PROSES FREIS ( (MILLING) Paryanto, M.Pd.
 Paryanto, M.Pd.") PROSES FREIS ( (MILLING) Paryanto, M.Pd. Jur.. PT. Mesin FT UNY Proses pemesinan freis (milling) adalah penyayatan benda kerja menggunakan alat dengan mata potong jamak yang berputar. proses potong Mesin
PROSES FREIS ( (MILLING) Paryanto, M.Pd. Jur.. PT. Mesin FT UNY Proses pemesinan freis (milling) adalah penyayatan benda kerja menggunakan alat dengan mata potong jamak yang berputar. proses potong Mesin
BAB 1 PENDAHULUAN. Gambar 1.1. Proses Pemesinan Milling dengan Menggunakan Mesin Milling 3-axis
 BAB 1 PENDAHULUAN 1.1 Latar Belakang Perkembangan ilmu pengetahuan dan penemuan-penemuan proses serta teknik pemotongan logam (metal cutting) terus mendorong industri manufaktur semakin maju. Ini terlihat
BAB 1 PENDAHULUAN 1.1 Latar Belakang Perkembangan ilmu pengetahuan dan penemuan-penemuan proses serta teknik pemotongan logam (metal cutting) terus mendorong industri manufaktur semakin maju. Ini terlihat
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Proses Pemesinan Untuk membuat suatu alat atau produk dengan bahan dasar logam haruslah di lakukan dengan memotong bahan dasarnya. Proses pemotongan ini dapat dilakukan dengan
BAB II LANDASAN TEORI 2.1 Proses Pemesinan Untuk membuat suatu alat atau produk dengan bahan dasar logam haruslah di lakukan dengan memotong bahan dasarnya. Proses pemotongan ini dapat dilakukan dengan
BAB 3 PERANCANGAN PROSES PENGERJAAN KOMPONEN PROTOTYPE V PISTON MAGNETIK
 BAB 3 PERANCANGAN PROSES PENGERJAAN KOMPONEN PROTOTYPE V PISTON MAGNETIK 3.1 Perancangan dan Tahap-tahap Perancangan Perancangan adalah tahap terpenting dari seluruh proses pembuat alat. Tahap pertama
BAB 3 PERANCANGAN PROSES PENGERJAAN KOMPONEN PROTOTYPE V PISTON MAGNETIK 3.1 Perancangan dan Tahap-tahap Perancangan Perancangan adalah tahap terpenting dari seluruh proses pembuat alat. Tahap pertama
Proses Kalibrasi Sumbu X, Y, Dan Z Pada Mesin CNC Router Kayu 3 Axis Menggunakan Alat Bantu Dial Indicator dan Block Gauge
 Proses Kalibrasi Sumbu X, Y, Dan Z Pada Mesin CNC Router Kayu 3 Axis Menggunakan Alat Bantu Dial Indicator dan Block Gauge Zaynawi¹, Bayu Wiro. K², Fipka Bisono³ ¹Program Studi Teknik Desain dan Manufaktur,
Proses Kalibrasi Sumbu X, Y, Dan Z Pada Mesin CNC Router Kayu 3 Axis Menggunakan Alat Bantu Dial Indicator dan Block Gauge Zaynawi¹, Bayu Wiro. K², Fipka Bisono³ ¹Program Studi Teknik Desain dan Manufaktur,
PEMBUATAN ADAPTER MILLING CNC MENGGUNAKAN CNC FANUC SERIES OI MATE TC BERBASIS SOFTWARE
 PEMBUATAN ADAPTER MILLING CNC MENGGUNAKAN CNC FANUC SERIES OI MATE TC BERBASIS SOFTWARE Fakultas Teknik, Universitas Negeri Semarang Abstrak. Tujuan penelitian ini adalah membuat desain dan mendapatkan
PEMBUATAN ADAPTER MILLING CNC MENGGUNAKAN CNC FANUC SERIES OI MATE TC BERBASIS SOFTWARE Fakultas Teknik, Universitas Negeri Semarang Abstrak. Tujuan penelitian ini adalah membuat desain dan mendapatkan
BAHASA, METODE DAN STRUKTUR PROGRAM CNC (Aplikasi untuk Mesin Bubut CNC)
") BAHASA, METODE DAN STRUKTUR PROGRAM CNC (Aplikasi untuk Mesin Bubut CNC) Memrogram mesin NC/CNC adalah memasukan data ke komputer mesin NC/CNC dengan bahasa yang dapat dipahami dan dimengerti oleh mesin.
BAHASA, METODE DAN STRUKTUR PROGRAM CNC (Aplikasi untuk Mesin Bubut CNC) Memrogram mesin NC/CNC adalah memasukan data ke komputer mesin NC/CNC dengan bahasa yang dapat dipahami dan dimengerti oleh mesin.
PENGARUH TEKNIK PENYAYATAN PAHAT MILLING PADA CNC MILLING 3 AXIS TERHADAP TINGKAT KEKASARAN PERMUKAAN BENDA BERKONTUR
 81 JTM Vol. 05, No. 2, Juni 2016 PENGARUH TEKNIK PENYAYATAN PAHAT MILLING PADA CNC MILLING 3 AXIS TERHADAP TINGKAT KEKASARAN PERMUKAAN BENDA BERKONTUR Irawan Program Studi Teknik Mesin, Fakultas Teknik,
81 JTM Vol. 05, No. 2, Juni 2016 PENGARUH TEKNIK PENYAYATAN PAHAT MILLING PADA CNC MILLING 3 AXIS TERHADAP TINGKAT KEKASARAN PERMUKAAN BENDA BERKONTUR Irawan Program Studi Teknik Mesin, Fakultas Teknik,
MEKANIKA Volume 12 Nomor 1, September Keywords : Digital Position Read Out (DRO)
") 1 PENGARUH LINEAR MOVEMENT DISPLAY TERHADAP AKURASI AKSIS DAN PENGARUH RPM TERHADAP PARALELITI, SIRKULARITI, KEKASARAN PERMUKAAN BENDA KERJA PADA MESIN BUBUT KONVENSIONAL KRISBOW KW15-484 Yulius Wahyu
1 PENGARUH LINEAR MOVEMENT DISPLAY TERHADAP AKURASI AKSIS DAN PENGARUH RPM TERHADAP PARALELITI, SIRKULARITI, KEKASARAN PERMUKAAN BENDA KERJA PADA MESIN BUBUT KONVENSIONAL KRISBOW KW15-484 Yulius Wahyu
Dasar Pemrograman Mesin Bubut CNC Type GSK 928 TE
 MATERI KULIAH CNC Dasar Pemrograman Mesin Bubut CNC Type GSK 928 TE Dwi Rahdiyanta Fakultas Teknik Universitas Negeri Yogyakarta A. Struktur Program 1. Karakter Karakter adalah unit dasar untuk menyusun
MATERI KULIAH CNC Dasar Pemrograman Mesin Bubut CNC Type GSK 928 TE Dwi Rahdiyanta Fakultas Teknik Universitas Negeri Yogyakarta A. Struktur Program 1. Karakter Karakter adalah unit dasar untuk menyusun
BAB 3 RANCANGAN DAN PELAKSANAAN PERCOBAAN
 BAB 3 RANCANGAN DAN PELAKSANAAN PERCOBAAN 3.1 Instalasi Alat Percobaan Alat yang digunakan untuk melakukan percobaan adalah mesin CNC 5 axis buatan Deckel Maho, Jerman dengan seri DMU 50 evolution. Dalam
BAB 3 RANCANGAN DAN PELAKSANAAN PERCOBAAN 3.1 Instalasi Alat Percobaan Alat yang digunakan untuk melakukan percobaan adalah mesin CNC 5 axis buatan Deckel Maho, Jerman dengan seri DMU 50 evolution. Dalam
1 BAB I PENDAHULUAN. 1.1 Latar Belakang
 1 BAB I PENDAHULUAN 1.1 Latar Belakang Semakin meningkatnya produktivitas dan kualitas dari produk yang dihasilkan merupakan tantangan bagi industri permesinan masa kini seiring dengan meningkatnya pengetahuan
1 BAB I PENDAHULUAN 1.1 Latar Belakang Semakin meningkatnya produktivitas dan kualitas dari produk yang dihasilkan merupakan tantangan bagi industri permesinan masa kini seiring dengan meningkatnya pengetahuan
PRESENTASI TUGAS AKHIR. Oleh : M. NUR SHOBAKH
 PRESENTASI TUGAS AKHIR PENGEMBANGAN ROBOT PENGIKUT GARIS BERBASIS MIKROKONTROLER SEBAGAI MEJA PENGANTAR MAKANAN OTOMATIS Oleh : M. NUR SHOBAKH 2108 030 061 DOSEN PEMBIMBING : Dr. Ir. Bambang Sampurno,
PRESENTASI TUGAS AKHIR PENGEMBANGAN ROBOT PENGIKUT GARIS BERBASIS MIKROKONTROLER SEBAGAI MEJA PENGANTAR MAKANAN OTOMATIS Oleh : M. NUR SHOBAKH 2108 030 061 DOSEN PEMBIMBING : Dr. Ir. Bambang Sampurno,
BAB III METODE PENELITIAN. Mulai. Studi Pustaka. Persiapan Spesimen dan Peralatan. Permesinan dengan Kondisi Permesinan Kering dan Basah
 BAB III METODE PENELITIAN 3.1 Diagram Alir Penelitian Mulai Studi Pustaka Persiapan Spesimen dan Peralatan Permesinan dengan Kondisi Permesinan Kering dan Basah Permesinan dengan Pemakaian Jenis Pahat
BAB III METODE PENELITIAN 3.1 Diagram Alir Penelitian Mulai Studi Pustaka Persiapan Spesimen dan Peralatan Permesinan dengan Kondisi Permesinan Kering dan Basah Permesinan dengan Pemakaian Jenis Pahat
IV. HASIL DAN PEMBAHASAN. Sebelum dilakukan pengujian pada alumunium seri 6063 (Al-Mg-Si), terlebih
, terlebih") IV. HASIL DAN PEMBAHASAN A. Proses Awal Benda Kerja Sebelum dilakukan pengujian pada alumunium seri 6063 (Al-Mg-Si), terlebih dahulu dilakukan pemotongan dan pengukuran awal benda kerja sehingga benda
IV. HASIL DAN PEMBAHASAN A. Proses Awal Benda Kerja Sebelum dilakukan pengujian pada alumunium seri 6063 (Al-Mg-Si), terlebih dahulu dilakukan pemotongan dan pengukuran awal benda kerja sehingga benda
BAB III METODOLOGI. Pembongkaran mesin dilakukan untuk melakukan pengukuran dan. Selain itu juga kita dapat menentukan komponen komponen mana yang
 BAB III METODOLOGI 3.1 Pembongkaran Mesin Pembongkaran mesin dilakukan untuk melakukan pengukuran dan mengganti atau memperbaiki komponen yang mengalami kerusakan. Adapun tahapannya adalah membongkar mesin
BAB III METODOLOGI 3.1 Pembongkaran Mesin Pembongkaran mesin dilakukan untuk melakukan pengukuran dan mengganti atau memperbaiki komponen yang mengalami kerusakan. Adapun tahapannya adalah membongkar mesin
Bab II Teori Dasar Gambar 2.1 Jenis konstruksi dasar mesin freis yang biasa terdapat di industri manufaktur.
 Bab II Teori Dasar Proses freis adalah proses penghasilan geram yang menggunakan pahat bermata potong jamak (multipoint cutter) yang berotasi. Pada proses freis terdapat kombinasi gerak potong (cutting
Bab II Teori Dasar Proses freis adalah proses penghasilan geram yang menggunakan pahat bermata potong jamak (multipoint cutter) yang berotasi. Pada proses freis terdapat kombinasi gerak potong (cutting
BAB I PENDAHULUAN 1.1. Latar Belakang Masalah
 BAB I PENDAHULUAN 1.1. Latar Belakang Masalah Seiring dengan kemajuan teknologi, banyak material yang semakin sulit untuk dikerjakan dengan proses pemesinan konvensional. Selain tuntutan terhadap kualitas
BAB I PENDAHULUAN 1.1. Latar Belakang Masalah Seiring dengan kemajuan teknologi, banyak material yang semakin sulit untuk dikerjakan dengan proses pemesinan konvensional. Selain tuntutan terhadap kualitas
OPTIMASI PROSES PEMBUATAN MOBIL KAYU DENGAN MESIN CNC ROUTER PADA INDUSTRI BATIK KAYU
 OPTIMASI PROSES PEMBUATAN MOBIL KAYU DENGAN MESIN CNC ROUTER PADA INDUSTRI BATIK KAYU Disusun sebagai salah satu syarat menyelesaikan Program Studi Strata I pada Jurusan Teknik Mesin Fakultas Teknik Oleh
OPTIMASI PROSES PEMBUATAN MOBIL KAYU DENGAN MESIN CNC ROUTER PADA INDUSTRI BATIK KAYU Disusun sebagai salah satu syarat menyelesaikan Program Studi Strata I pada Jurusan Teknik Mesin Fakultas Teknik Oleh
Materi 3 Seting Benda Kerja, Pahat, dan Zero Offset Mesin Bubut CNC Tujuan :
 Materi 3 Seting Benda Kerja, Pahat, dan Zero Offset Mesin Bubut CNC Tujuan : Setelah mempelajari materi 3 ini mahasiswa memilki kompetensi melakukan seting benda kerja, pahat dan zerro offset mesin bubut
Materi 3 Seting Benda Kerja, Pahat, dan Zero Offset Mesin Bubut CNC Tujuan : Setelah mempelajari materi 3 ini mahasiswa memilki kompetensi melakukan seting benda kerja, pahat dan zerro offset mesin bubut
BAB 1 PENDAHULUAN 1.1 LATAR BELAKANG
 BAB 1 PENDAHULUAN 1.1 LATAR BELAKANG Industri manufaktur sudah semakin maju seiring dengan perkembangan ilmu pengetahuan dan penemuan penemuan proses dan teknik pemotongan logam (metal cutting). Ini terlihat
BAB 1 PENDAHULUAN 1.1 LATAR BELAKANG Industri manufaktur sudah semakin maju seiring dengan perkembangan ilmu pengetahuan dan penemuan penemuan proses dan teknik pemotongan logam (metal cutting). Ini terlihat
BAB III METODE PENELITIAN
 BAB III METODE PENELITIAN 3.1 Metode Penelitian Penelitian ini menggunakan sinyal getaran untuk mendeteksi kerusakan elemen bola pada bantalan. Bantalan normal dan bantalan cacat elemen bola akan diuji
BAB III METODE PENELITIAN 3.1 Metode Penelitian Penelitian ini menggunakan sinyal getaran untuk mendeteksi kerusakan elemen bola pada bantalan. Bantalan normal dan bantalan cacat elemen bola akan diuji
BAB 3 METODOLOGI PENELITIAN. Gambar 3.1 Baja AISI 4340
 26 BAB 3 METODOLOGI PENELITIAN 3.1 Bahan 3.1.1 Benda Kerja Benda kerja yang digunakan untuk penelitian ini adalah baja AISI 4340 yang telah dilakukan proses pengerasan (hardening process). Pengerasan dilakukan
26 BAB 3 METODOLOGI PENELITIAN 3.1 Bahan 3.1.1 Benda Kerja Benda kerja yang digunakan untuk penelitian ini adalah baja AISI 4340 yang telah dilakukan proses pengerasan (hardening process). Pengerasan dilakukan
BAB 2 TINJAUAN PUSTAKA
 BAB 2 TINJAUAN PUSTAKA 2.1 Kajian Pustaka Dalam topik penelitian ini, ada beberapa hasil yang telah dicapai dalam penelitian sebelumnya yang berkaitan dengan distribusi panas yang terjadi pada proses pemesinan.
BAB 2 TINJAUAN PUSTAKA 2.1 Kajian Pustaka Dalam topik penelitian ini, ada beberapa hasil yang telah dicapai dalam penelitian sebelumnya yang berkaitan dengan distribusi panas yang terjadi pada proses pemesinan.
Desain dan Implementasi Model Reference Adaptive Control untuk Pengaturan Tracking Optimal Posisi Motor DC
 Desain dan Implementasi Model Reference Adaptive Control untuk Pengaturan Tracking Optimal Posisi Motor DC Dinar Setyaningrum 22081000018 Teknik Sistem Pengaturan Institut Teknologi Sepuluh Nopember Rabu,
Desain dan Implementasi Model Reference Adaptive Control untuk Pengaturan Tracking Optimal Posisi Motor DC Dinar Setyaningrum 22081000018 Teknik Sistem Pengaturan Institut Teknologi Sepuluh Nopember Rabu,
Materi 3. Seting Alat potong, Benda Kerja, dan Zero Offset pada Mesin Frais CNC
 Materi 3 Seting Alat potong, Benda Kerja, dan Zero Offset pada Mesin Frais CNC Tujuan : Setelah mempelajari materi 3 ini mahasiswa memiliki kompetensi: Memasang benda kerja di mesin frais CNC Memilih alat
Materi 3 Seting Alat potong, Benda Kerja, dan Zero Offset pada Mesin Frais CNC Tujuan : Setelah mempelajari materi 3 ini mahasiswa memiliki kompetensi: Memasang benda kerja di mesin frais CNC Memilih alat
Memprogram Mesin CNC (Dasar)
") SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN TEKNIK MESIN PROGRAM KEAHLIAN TEKNIK PEMESINAN Memprogram Mesin CNC (Dasar) BAGIAN PROYEK PENGEMBANGAN KURIKULUM DIREKTORAT PENDIDIKAN MENENGAH KEJURUAN DIREKTORAT
SEKOLAH MENENGAH KEJURUAN BIDANG KEAHLIAN TEKNIK MESIN PROGRAM KEAHLIAN TEKNIK PEMESINAN Memprogram Mesin CNC (Dasar) BAGIAN PROYEK PENGEMBANGAN KURIKULUM DIREKTORAT PENDIDIKAN MENENGAH KEJURUAN DIREKTORAT
ANALISIS PENGARUH TOOLPATH PADA PEMBUATAN KACAMATA KAYU DENGAN MESIN CNC MILLING ROUTER 3 AXIS
 ANALISIS PENGARUH TOOLPATH PADA PEMBUATAN KACAMATA KAYU DENGAN MESIN CNC MILLING ROUTER 3 AXIS Sebagai Salah Satu Syarat Menyelesaikan Program Studi Strata I Pada Jurusan Teknik Mesin Fakultas Teknik oleh:
ANALISIS PENGARUH TOOLPATH PADA PEMBUATAN KACAMATA KAYU DENGAN MESIN CNC MILLING ROUTER 3 AXIS Sebagai Salah Satu Syarat Menyelesaikan Program Studi Strata I Pada Jurusan Teknik Mesin Fakultas Teknik oleh:
BAB 3 METODOLOGI PENELITIAN
 BAB 3 METODOLOGI PENELITIAN Metodologi merupakan tahapan-tahapan penelitian yang dilakukan oleh penulis untuk penyusunan karya ilmiah. Tahapan tersebut diperlukan agar penulisan dapat secara urut, sistematis
BAB 3 METODOLOGI PENELITIAN Metodologi merupakan tahapan-tahapan penelitian yang dilakukan oleh penulis untuk penyusunan karya ilmiah. Tahapan tersebut diperlukan agar penulisan dapat secara urut, sistematis
BAB I PENDAHULUAN Latar Belakang Masalah
 BAB I PENDAHULUAN 1.1. Latar Belakang Masalah Seiring dengan perkembangan dunia robotika yang semakin meningkat, bentuk desain dan fungsi robot pun semakin bervariasi. Pada umumnya komponen rangka dan
BAB I PENDAHULUAN 1.1. Latar Belakang Masalah Seiring dengan perkembangan dunia robotika yang semakin meningkat, bentuk desain dan fungsi robot pun semakin bervariasi. Pada umumnya komponen rangka dan
MATERI KULIAH PROSES PEMESINAN KERJA BUBUT. Dwi Rahdiyanta FT-UNY
 MATERI KULIAH PROSES PEMESINAN KERJA BUBUT Pengoperasian Mesin Bubut Dwi Rahdiyanta FT-UNY Kegiatan Belajar Pengoperasian Mesin Bubut a. Tujuan Pembelajaran. 1.) Siswa dapat memahami pengoperasian mesin
MATERI KULIAH PROSES PEMESINAN KERJA BUBUT Pengoperasian Mesin Bubut Dwi Rahdiyanta FT-UNY Kegiatan Belajar Pengoperasian Mesin Bubut a. Tujuan Pembelajaran. 1.) Siswa dapat memahami pengoperasian mesin
 BAB III METODOLOGI PENELITIAN 3.1 Tempat dan Waktu Penelitian Penelitian pemesinan dilaksanakan di PT.T2C Asia. Adapun waktu penelitiannya mulai dari Mei 2015. 3.2 Metode Penelitian Metode awal yang digunakan
BAB III METODOLOGI PENELITIAN 3.1 Tempat dan Waktu Penelitian Penelitian pemesinan dilaksanakan di PT.T2C Asia. Adapun waktu penelitiannya mulai dari Mei 2015. 3.2 Metode Penelitian Metode awal yang digunakan
Melakukan Pekerjaan Dengan Mesin Frais
 MATERI KULIAH PROSES PEMESINAN PROSES FRAIS Melakukan Pekerjaan Dengan Mesin Frais Oleh: Dwi Rahdiyanta Fakultas Teknik Universitas Negeri Yogyakarta Kegiatan Belajar Melakukan Pekerjaan Dengan Mesin Frais.
MATERI KULIAH PROSES PEMESINAN PROSES FRAIS Melakukan Pekerjaan Dengan Mesin Frais Oleh: Dwi Rahdiyanta Fakultas Teknik Universitas Negeri Yogyakarta Kegiatan Belajar Melakukan Pekerjaan Dengan Mesin Frais.
KEGIATAN BELAJAR : Membuat Program di Mesin Bubut CNC
 MODUL CNC- 4 Oleh: Dwi Rahdiyanta FT-UNY KEGIATAN BELAJAR : Membuat Program di Mesin Bubut CNC A. Tujuan umum pembelajaran Setelah mempelajari materi ini peserta didik diharapkan akan mampu melakukan pemrograman
MODUL CNC- 4 Oleh: Dwi Rahdiyanta FT-UNY KEGIATAN BELAJAR : Membuat Program di Mesin Bubut CNC A. Tujuan umum pembelajaran Setelah mempelajari materi ini peserta didik diharapkan akan mampu melakukan pemrograman
RANCANG BANGUN SIMULATOR CNC MULTIAXIS DENGAN MOTOR STEPPER AC
 TUGAS AKHIR RANCANG BANGUN SIMULATOR CNC MULTIAXIS DENGAN MOTOR STEPPER AC TENANG DWI WIBOWO 2110 030 041 Dosen Pembimbing: Ir. Winarto, DEA Program Studi D3 Teknik Mesin Fakultas Teknologi Industri Institut
TUGAS AKHIR RANCANG BANGUN SIMULATOR CNC MULTIAXIS DENGAN MOTOR STEPPER AC TENANG DWI WIBOWO 2110 030 041 Dosen Pembimbing: Ir. Winarto, DEA Program Studi D3 Teknik Mesin Fakultas Teknologi Industri Institut
Pengembangan Sistem Konversi Citra ke G-Code untuk Aplikasi Manufaktur
 Pengembangan Sistem Konversi Citra ke G-Code untuk Aplikasi Manufaktur Retno Tri Wahyuni, Djoko Purwanto, Tri Arief Sardjono Program Studi Teknik Elektro, Program Pascasarjana ITS Kampus ITS, Sukolilo,
Pengembangan Sistem Konversi Citra ke G-Code untuk Aplikasi Manufaktur Retno Tri Wahyuni, Djoko Purwanto, Tri Arief Sardjono Program Studi Teknik Elektro, Program Pascasarjana ITS Kampus ITS, Sukolilo,
tiap-tiap garis potong, dan mempermudah proses pengeditan. Pembuatan layer dapat
 BAB IV PEMBAHASAN Setelah melalui beberapa percobaan untuk mendapatkan metode yang efektif dalam merancang replika tulang patella dengan ketelitian bentuk yang mendekati tulang patella aslinya maka diantara
BAB IV PEMBAHASAN Setelah melalui beberapa percobaan untuk mendapatkan metode yang efektif dalam merancang replika tulang patella dengan ketelitian bentuk yang mendekati tulang patella aslinya maka diantara
Pengaruh Perubahan Parameter Pemesinan Terhadap Surface Roughness Produk Pada Proses Pemesinan dengan Single Cutting Tool
 Pengaruh Perubahan Parameter Pemesinan Terhadap Surface Roughness Produk Pada Proses Pemesinan dengan Single Cutting Tool Sally Cahyati 1,a, Triyono, 2,b M Sjahrul Annas 3,c, A.Sumpena 4,d 1,2,3 Jurusan
Pengaruh Perubahan Parameter Pemesinan Terhadap Surface Roughness Produk Pada Proses Pemesinan dengan Single Cutting Tool Sally Cahyati 1,a, Triyono, 2,b M Sjahrul Annas 3,c, A.Sumpena 4,d 1,2,3 Jurusan
Bab 1. Pendahuluan. menggunakan bantuan aplikasi CAD (Computer-Aided Design) untuk. menggunakan komputer ini disebut sebagai mesin Computer based
 untuk. menggunakan komputer ini disebut sebagai mesin Computer based") Bab 1 Pendahuluan 1.1 Latar Belakang Masalah Seiring dengan kemajuan teknologi, komputer digunakan untuk berbagai keperluan, baik sebagai sarana untuk membantu pekerjaan maupun sarana hiburan. Penggunaannya
Bab 1 Pendahuluan 1.1 Latar Belakang Masalah Seiring dengan kemajuan teknologi, komputer digunakan untuk berbagai keperluan, baik sebagai sarana untuk membantu pekerjaan maupun sarana hiburan. Penggunaannya
Materi 2. Menghidupkan Mesin Bubut CNC dengan Sistem Kontrol Sinumerik 802 S/C base line
 Materi 2 Menghidupkan Mesin Bubut CNC dengan Sistem Kontrol Sinumerik 802 S/C base line Tujuan Setelah mempelajari materi 2 ini mahasiswa memiliki kompetensi mampu mengikuti instruksi kerja cara menghidupkan
Materi 2 Menghidupkan Mesin Bubut CNC dengan Sistem Kontrol Sinumerik 802 S/C base line Tujuan Setelah mempelajari materi 2 ini mahasiswa memiliki kompetensi mampu mengikuti instruksi kerja cara menghidupkan
PEMROGRAMAN CNC. Program adalah sejumlah perintah dalam bentuk kode yang dipakai untuk mengendalikan mesin.
 PEMROGRAMAN CNC DEFINISI; Program adalah sejumlah perintah dalam bentuk kode yang dipakai untuk mengendalikan mesin. Permograman adalah pemberian sejumlah perintah dalam bentuk kode yang dimengerti oleh
PEMROGRAMAN CNC DEFINISI; Program adalah sejumlah perintah dalam bentuk kode yang dipakai untuk mengendalikan mesin. Permograman adalah pemberian sejumlah perintah dalam bentuk kode yang dimengerti oleh
MODUL 3 PRAKTEK PEMBUATAN PROGRAM UNTUK MESIN FRAIS CNC TU-3A
 MODUL 3 PRAKTEK PEMBUATAN PROGRAM UNTUK MESIN FRAIS CNC TU-3A Lembar Petunjuk: 1. Petunjuk Umum: a. Modul ini terdiri dari lembar petunjuk, lembar kegiatan, lembar kerja, dan lembar evaluasi. b. Pembelajaran
MODUL 3 PRAKTEK PEMBUATAN PROGRAM UNTUK MESIN FRAIS CNC TU-3A Lembar Petunjuk: 1. Petunjuk Umum: a. Modul ini terdiri dari lembar petunjuk, lembar kegiatan, lembar kerja, dan lembar evaluasi. b. Pembelajaran
Kata kunci: Proses Milling, Variasi Kecepatan Putar dan Kedalaman Makan, Surface Roughness
 Uji Kekasaran Permukaan Benda Kerja Pada Baja ST 37 Hasil Proses Milling Akibat Variasi Kecepatan Putar dan Kedalaman Makan Menggunakan Surface Roughness Tester Widson*, Naufal Abdurrahman P, Cahyo Budi
Uji Kekasaran Permukaan Benda Kerja Pada Baja ST 37 Hasil Proses Milling Akibat Variasi Kecepatan Putar dan Kedalaman Makan Menggunakan Surface Roughness Tester Widson*, Naufal Abdurrahman P, Cahyo Budi
MATERI PPM APLIKASI FUNGSI G02 DAN G03 MESIN BUBUT CNC Oleh: Dwi Rahdiyanta FT-UNY
 MATERI PPM APLIKASI FUNGSI G02 DAN G03 MESIN BUBUT CNC Oleh: Dwi Rahdiyanta FT-UNY A. Pendahuluan Memrogram mesin NC/CNC adalah memasukkan data ke komputer mesin NC/CNC dengan bahasa yang dapat dipahami
MATERI PPM APLIKASI FUNGSI G02 DAN G03 MESIN BUBUT CNC Oleh: Dwi Rahdiyanta FT-UNY A. Pendahuluan Memrogram mesin NC/CNC adalah memasukkan data ke komputer mesin NC/CNC dengan bahasa yang dapat dipahami
BEKERJA DENGAN MESIN BUBUT
 BEKERJA DENGAN MESIN BUBUT STANDAR KOMPETENSI KERJA NASIONAL INDONESIA (SKKNI) BIDANG KOMPETENSI 1. KELOMPOK DASAR / FOUNDATION 2. KELOMPOK INTI 3. PERAKITAN (ASSEMBLY) 4. PENGECORAN DAN PEMBUATAN CETAKAN
BEKERJA DENGAN MESIN BUBUT STANDAR KOMPETENSI KERJA NASIONAL INDONESIA (SKKNI) BIDANG KOMPETENSI 1. KELOMPOK DASAR / FOUNDATION 2. KELOMPOK INTI 3. PERAKITAN (ASSEMBLY) 4. PENGECORAN DAN PEMBUATAN CETAKAN
BAB III METODE PELAKSANAAN. Metode penelitian merupakan cara atau prosedur yang berisi tahapan tahapan
 BAB III METODE PELAKSANAAN 3.1 PENDAHULUAN Metode penelitian merupakan cara atau prosedur yang berisi tahapan tahapan yang jelas yang disusun secara sistematis dalam proses penelitian. Tiap tahapan maupun
BAB III METODE PELAKSANAAN 3.1 PENDAHULUAN Metode penelitian merupakan cara atau prosedur yang berisi tahapan tahapan yang jelas yang disusun secara sistematis dalam proses penelitian. Tiap tahapan maupun
DAFTAR ISI HALAMAN JUDUL HALAMAN PENGESAHAN HALAMAN PERNYATAAN NASKAH SOAL TUGAS AKHIR HALAMAN PERSEMBAHAN KATA PENGANTAR
 DAFTAR ISI HALAMAN JUDUL HALAMAN PENGESAHAN HALAMAN PERNYATAAN NASKAH SOAL TUGAS AKHIR HALAMAN PERSEMBAHAN KATA PENGANTAR DAFTAR ISI DAFTAR GAMBAR DAFTAR TABEL DAFTAR LAMPIRAN DAFTAR NOTASI DAN SINGKATAN
DAFTAR ISI HALAMAN JUDUL HALAMAN PENGESAHAN HALAMAN PERNYATAAN NASKAH SOAL TUGAS AKHIR HALAMAN PERSEMBAHAN KATA PENGANTAR DAFTAR ISI DAFTAR GAMBAR DAFTAR TABEL DAFTAR LAMPIRAN DAFTAR NOTASI DAN SINGKATAN
MATA PELAJARAN : TEKNIK PEMESINAN JENJANG PENDIDIKAN : SMK
 MATA PELAJARAN : TEKNIK PEMESINAN JENJANG PENDIDIKAN : SMK Kompeten Pedagogi 1. Menguasai karakteristik peserta didik dari aspek fisik, moral, spiritual, sosial, kultural, emosional, dan intelektual. 2.
MATA PELAJARAN : TEKNIK PEMESINAN JENJANG PENDIDIKAN : SMK Kompeten Pedagogi 1. Menguasai karakteristik peserta didik dari aspek fisik, moral, spiritual, sosial, kultural, emosional, dan intelektual. 2.
PROSES PEMBUATAN PADA ALAT BANTU JIG SLIPPER ETHANOL ( COMA RIGHT & LEFT ) DI PT. SUMBER TEKNIK SENTOSA
 DI PT. SUMBER TEKNIK SENTOSA") PROSES PEMBUATAN PADA ALAT BANTU JIG SLIPPER ETHANOL ( COMA RIGHT & LEFT ) DI PT. SUMBER TEKNIK SENTOSA NAMA : DIDI BACHTIAR NPM : 22412075 JURUSAN : TEKNIK MESIN PEMBIMBING : Irvan Septyan Mulyana, ST.,
PROSES PEMBUATAN PADA ALAT BANTU JIG SLIPPER ETHANOL ( COMA RIGHT & LEFT ) DI PT. SUMBER TEKNIK SENTOSA NAMA : DIDI BACHTIAR NPM : 22412075 JURUSAN : TEKNIK MESIN PEMBIMBING : Irvan Septyan Mulyana, ST.,
Panduan Instalasi Program (Setup) Mesin CNC Virtual/Simulator
 Mesin CNC Virtual/Simulator") Materi Tambahan Panduan Instalasi Program (Setup) Mesin CNC Virtual/Simulator Tujuan : Setelah mempelajari materi tambahan ini mahasiswa memiliki kompetensi : Dapat melakukan instalasi progam mesin frais
Materi Tambahan Panduan Instalasi Program (Setup) Mesin CNC Virtual/Simulator Tujuan : Setelah mempelajari materi tambahan ini mahasiswa memiliki kompetensi : Dapat melakukan instalasi progam mesin frais
TORSI ISSN : Jurnal Teknik Mesin Universitas Pendidikan Indonesia Vol. IV No. 1 Januari 2006 Hal
 PENGARUH PROSES PEMOTONGAN END MILL TERHADAP HASIL POTONG Dalmasius Ganjar Subagio*) INTISARI PENGARUH PROSES PEMOTONGAN END MILL TERHADAP HASIL POTONG. Telah dilaksanakan penelitian terhadap perbedaan
PENGARUH PROSES PEMOTONGAN END MILL TERHADAP HASIL POTONG Dalmasius Ganjar Subagio*) INTISARI PENGARUH PROSES PEMOTONGAN END MILL TERHADAP HASIL POTONG. Telah dilaksanakan penelitian terhadap perbedaan
III. METODE PENELITIAN. Penelitian sekaligus pengambilan data dilakukan di Laboratorium Produksi dan
 III. METODE PENELITIAN A. Tempat Penelitian Penelitian sekaligus pengambilan data dilakukan di Laboratorium Produksi dan Laboratorium Metrologi Universitas Lampung serta Laboratorium Material ITB Bandung
III. METODE PENELITIAN A. Tempat Penelitian Penelitian sekaligus pengambilan data dilakukan di Laboratorium Produksi dan Laboratorium Metrologi Universitas Lampung serta Laboratorium Material ITB Bandung
BAB I PENDAHULUAN. 1.1 Latar Belakang Mesin bubut (Turning machine) adalah suatu jenis mesin perkakas
 adalah suatu jenis mesin perkakas") BAB I PENDAHULUAN 1.1 Latar Belakang Mesin bubut (Turning machine) adalah suatu jenis mesin perkakas yang dalam proses kerjanya bergerak memutar benda kerja dan menggunakan mata potong pahat (tools) sebagai
BAB I PENDAHULUAN 1.1 Latar Belakang Mesin bubut (Turning machine) adalah suatu jenis mesin perkakas yang dalam proses kerjanya bergerak memutar benda kerja dan menggunakan mata potong pahat (tools) sebagai
BAB I. Pengenalan Perangkat Lunak CAD/CAM dan Mastercam versi 9
 BAB I Pengenalan Perangkat Lunak CAD/CAM dan Mastercam versi 9 CAD/CAM adalah singkatan dari Computer- Aided Design and Computer- Aided Manufacturing. Aplikasi CAD/CAM digunakan untuk mendesain suatu bagian
BAB I Pengenalan Perangkat Lunak CAD/CAM dan Mastercam versi 9 CAD/CAM adalah singkatan dari Computer- Aided Design and Computer- Aided Manufacturing. Aplikasi CAD/CAM digunakan untuk mendesain suatu bagian
BAB 4 PEMBAHASAN DAN ANALISA DATA HASIL PERCOBAAN
 BAB 4 PEMBAHASAN DAN ANALISA DATA HASIL PERCOBAAN 4.1 Data Hasil Percobaan Pada bab ini akan dibahas secara sistematis parameter-parameter yang ditentukan sehingga menghasilkan data dari proses percobaan
BAB 4 PEMBAHASAN DAN ANALISA DATA HASIL PERCOBAAN 4.1 Data Hasil Percobaan Pada bab ini akan dibahas secara sistematis parameter-parameter yang ditentukan sehingga menghasilkan data dari proses percobaan
BAB IV PENGUJIAN DAN EVALUASI SISTEM
 BAB IV PENGUJIAN DAN EVALUASI SISTEM 4.1. Gambaran Umum Pengujian software simulasi ini akan dijelaskan meliputi tiga tahap yaitu : input, proses dan output. Pada proses input pertama kali yang dilakukan
BAB IV PENGUJIAN DAN EVALUASI SISTEM 4.1. Gambaran Umum Pengujian software simulasi ini akan dijelaskan meliputi tiga tahap yaitu : input, proses dan output. Pada proses input pertama kali yang dilakukan
28 Gambar 4.1 Perancangan Produk 4.3. Proses Pemilihan Pahat dan Perhitungan Langkah selanjutnya adalah memilih jenis pahat yang akan digunakan. Karen
 27 BAB IV SOP PENGOPERASIAN MESIN BUBUT KONVENSIONAL UNTUK MEMBUBUT PERMUKAAN 4.1. Ukuran Benda Kerja Sebelum melakukan proses pembubutan, langkah awal yang perlu dilakukan oleh seorang operator adalah
27 BAB IV SOP PENGOPERASIAN MESIN BUBUT KONVENSIONAL UNTUK MEMBUBUT PERMUKAAN 4.1. Ukuran Benda Kerja Sebelum melakukan proses pembubutan, langkah awal yang perlu dilakukan oleh seorang operator adalah
LEMBAR PENGESAHAN. Disetujui Dan Diterima Oleh. R. Ariosuko Dh., Ir Ir. Ruli Nutranta. M.Eng
 LEMBAR PENGESAHAN Analisa perbedaan waktu dalam pembuatan program CAM dan manual dalam proses permesinan milling CNC pada komponen bottom plate dies end plate. Diajukan Sebagai Salah Satu Syarat Dalam
LEMBAR PENGESAHAN Analisa perbedaan waktu dalam pembuatan program CAM dan manual dalam proses permesinan milling CNC pada komponen bottom plate dies end plate. Diajukan Sebagai Salah Satu Syarat Dalam
LAPORAN PRAKTIKUM METROLOGI INDUSTRI MODUL 5 : PROFIL PROYEKTOR. Disusun Oleh : JOSSY KOLATA ( ) KELOMPOK 5
 KELOMPOK 5") LAPORAN PRAKTIKUM METROLOGI INDUSTRI MODUL 5 : PROFIL PROYEKTOR Disusun Oleh : JOSSY KOLATA (1007121681) KELOMPOK 5 LABORATORIUM PENGUKURAN PROGRAM STUDI SARJANA JURUSAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS
LAPORAN PRAKTIKUM METROLOGI INDUSTRI MODUL 5 : PROFIL PROYEKTOR Disusun Oleh : JOSSY KOLATA (1007121681) KELOMPOK 5 LABORATORIUM PENGUKURAN PROGRAM STUDI SARJANA JURUSAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS
PENGARUH TEBAL PEMAKANAN DAN KECEPATAN POTONG PADA PEMBUBUTAN KERING MENGGUNAKAN PAHAT KARBIDA TERHADAP KEKASARAN PERMUKAAN MATERIAL ST-60
 PENGARUH TEBAL PEMAKANAN DAN KECEPATAN POTONG PADA PEMBUBUTAN KERING MENGGUNAKAN PAHAT KARBIDA TERHADAP KEKASARAN PERMUKAAN MATERIAL ST-60 Hasrin Jurusan Teknik Mesin Politeknik Negeri Lhokseumawe Jl.Banda
PENGARUH TEBAL PEMAKANAN DAN KECEPATAN POTONG PADA PEMBUBUTAN KERING MENGGUNAKAN PAHAT KARBIDA TERHADAP KEKASARAN PERMUKAAN MATERIAL ST-60 Hasrin Jurusan Teknik Mesin Politeknik Negeri Lhokseumawe Jl.Banda
BAB 1 PENDAHULUAN. menunjuk suatu titik berdasarkan input yang diberikan. Salah satu model mesin
 BAB 1 PENDAHULUAN 1.1 Latar Belakang Mesin plotter merupakan mesin yang memiliki prinsip dasar bekerja untuk menunjuk suatu titik berdasarkan input yang diberikan. Salah satu model mesin plotter adalah
BAB 1 PENDAHULUAN 1.1 Latar Belakang Mesin plotter merupakan mesin yang memiliki prinsip dasar bekerja untuk menunjuk suatu titik berdasarkan input yang diberikan. Salah satu model mesin plotter adalah
Gambar I. 1 Mesin Bubut
 BAB I PENDAHULUAN Latar Belakang Kata manufaktur berasal dari bahasa latin manus dan factus yang berarti dibuat dengan tangan. Kata manufacture muncul pertama kali tahun 1576, dan kata manufacturing muncul
BAB I PENDAHULUAN Latar Belakang Kata manufaktur berasal dari bahasa latin manus dan factus yang berarti dibuat dengan tangan. Kata manufacture muncul pertama kali tahun 1576, dan kata manufacturing muncul
MODUL PRAKTIKUM NC/CNC SEMESTER GANJIL 2017/2018
 MODUL PRAKTIKUM NC/CNC SEMESTER GANJIL 2017/2018 1 BAB I PENDAHULUAN 1.1 Sejarah dan Perkembangan Mesin Mesin CNC (jelaskan) 1.2 Tahap Perencanaan Proses Pemesinan Pemesinan adalah proses produksi yaitu
MODUL PRAKTIKUM NC/CNC SEMESTER GANJIL 2017/2018 1 BAB I PENDAHULUAN 1.1 Sejarah dan Perkembangan Mesin Mesin CNC (jelaskan) 1.2 Tahap Perencanaan Proses Pemesinan Pemesinan adalah proses produksi yaitu
MATERI KEGIATAN PENGABDIAN KEPADA MASYARAKAT
 MATERI KEGIATAN PENGABDIAN KEPADA MASYARAKAT PELATIHAN MESIN CNC TU-2A & TU-3A, UNTUK GURU-GURU SMK PEMBANGUNAN 1 KUTOWINANGUN, JAWA TENGAH Tanggal 3 s.d. 6 Agustus 2015 BAGIAN-BAGIAN UTAMA MESIN CNC TU-2A
MATERI KEGIATAN PENGABDIAN KEPADA MASYARAKAT PELATIHAN MESIN CNC TU-2A & TU-3A, UNTUK GURU-GURU SMK PEMBANGUNAN 1 KUTOWINANGUN, JAWA TENGAH Tanggal 3 s.d. 6 Agustus 2015 BAGIAN-BAGIAN UTAMA MESIN CNC TU-2A
TURBO Vol. 6 No p-issn: , e-issn: X
 TURBO Vol. 6 No. 1. 2017 p-issn: 2301-6663, e-issn: 2477-250X Jurnal Teknik Mesin Univ. Muhammadiyah Metro URL: http://ojs.ummetro.ac.id/index.php/turbo PENGARUH JENIS PAHAT DAN VARIABEL PEMOTONGAN DENGAN
TURBO Vol. 6 No. 1. 2017 p-issn: 2301-6663, e-issn: 2477-250X Jurnal Teknik Mesin Univ. Muhammadiyah Metro URL: http://ojs.ummetro.ac.id/index.php/turbo PENGARUH JENIS PAHAT DAN VARIABEL PEMOTONGAN DENGAN
PENINGKATKAN PRODUKTIVITAS PROSES PEMESINAN DENGAN AUTOMATIC TOOL CHANGER (ATC) DAN AUTOMATIC PALLET CHANGER (APC)
 DAN AUTOMATIC PALLET CHANGER (APC)") PENINGKATKAN PRODUKTIVITAS PROSES PEMESINAN DENGAN AUTOMATIC TOOL CHANGER (ATC) DAN AUTOMATIC PALLET CHANGER (APC) A. PENGANTAR Produktivitas dan effisiensi merupakan masalah pokok dalam setiap proses.
PENINGKATKAN PRODUKTIVITAS PROSES PEMESINAN DENGAN AUTOMATIC TOOL CHANGER (ATC) DAN AUTOMATIC PALLET CHANGER (APC) A. PENGANTAR Produktivitas dan effisiensi merupakan masalah pokok dalam setiap proses.
BAB 3 PROSES FRAIS (MILLING)
") BAB 3 PROSES FRAIS (MILLING) 66 Proses pemesinan frais adalah proses penyayatan benda kerja dengan alat potong dengan mata potong jamak yang berputar. Proses penyayatan dengan gigi potong yang banyak yang
BAB 3 PROSES FRAIS (MILLING) 66 Proses pemesinan frais adalah proses penyayatan benda kerja dengan alat potong dengan mata potong jamak yang berputar. Proses penyayatan dengan gigi potong yang banyak yang
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1. Hasil Pengujian Kedataran Meja Menggunakan Spirit Level Dengan Posisi Horizontal Dan Vertikal. Dari pengujian kedataran meja mesin freis dengan menggunakan Spirit Level
BAB IV HASIL DAN PEMBAHASAN 4.1. Hasil Pengujian Kedataran Meja Menggunakan Spirit Level Dengan Posisi Horizontal Dan Vertikal. Dari pengujian kedataran meja mesin freis dengan menggunakan Spirit Level
MODUL MESIN CNC-3. Oleh: Dwi Rahdiyanta FT-UNY
 MODUL MESIN CNC-3 Oleh: Dwi Rahdiyanta FT-UNY KEGIATAN BELAJAR : Seting Benda Kerja, Pahat, dan Zero Offset Mesin Bubut CNC A. Tujuan Umum Setelah mempelajari materi ke tiga ini siswa diharapkan mampu
MODUL MESIN CNC-3 Oleh: Dwi Rahdiyanta FT-UNY KEGIATAN BELAJAR : Seting Benda Kerja, Pahat, dan Zero Offset Mesin Bubut CNC A. Tujuan Umum Setelah mempelajari materi ke tiga ini siswa diharapkan mampu
SIMULASI UNTUK MEMPREDIKSI PENGARUH PARAMETER CHIP THICKNESS TERHADAP DAYA PEMOTONGAN PADA PROSES CYLINDRICAL TURNING
 Simulasi untuk Memprediksi Pengaruh... Muhammad Yusuf, M. Sayuti SIMULASI UNTUK MEMPREDIKSI PENGARUH PARAMETER CHIP THICKNESS TERHADAP DAYA PEMOTONGAN PADA PROSES CYLINDRICAL TURNING Muhammad Yusuf 1)
Simulasi untuk Memprediksi Pengaruh... Muhammad Yusuf, M. Sayuti SIMULASI UNTUK MEMPREDIKSI PENGARUH PARAMETER CHIP THICKNESS TERHADAP DAYA PEMOTONGAN PADA PROSES CYLINDRICAL TURNING Muhammad Yusuf 1)
Materi 2. Menghidupkan Mesin Frais CNC dengan Sistem Kontrol Sinumerik 802 S/C base line
 Materi 2 Menghidupkan Mesin Frais CNC dengan Sistem Kontrol Sinumerik 802 S/C base line Tujuan Setelah mempelajari materi 2 ini mahasiswa memiliki kompetensi: Menghidupkan mesin frais CNC sesuai instruksi
Materi 2 Menghidupkan Mesin Frais CNC dengan Sistem Kontrol Sinumerik 802 S/C base line Tujuan Setelah mempelajari materi 2 ini mahasiswa memiliki kompetensi: Menghidupkan mesin frais CNC sesuai instruksi
Pengembangan Perangkat Lunak Pembangun G-Code dengan Masukan Data 3 Dimensi Benda
 Jurnal Teknik Elektro dan Komputer, Vol.2, No.1, April 2014, 75-84 75 Pengembangan Perangkat Lunak Pembangun G-Code dengan Masukan Data 3 Dimensi Benda Retno Tri Wahyuni 1, Yulian Zetta Maulana 2 1 Teknik
Jurnal Teknik Elektro dan Komputer, Vol.2, No.1, April 2014, 75-84 75 Pengembangan Perangkat Lunak Pembangun G-Code dengan Masukan Data 3 Dimensi Benda Retno Tri Wahyuni 1, Yulian Zetta Maulana 2 1 Teknik
BAB 1 PENDAHULUAN Latar Belakang. Dalam sebuah sistem kerja yang terdiri dari berbagai rangkaian mesin,
 BAB 1 PENDAHULUAN 1.1. Latar Belakang Dalam sebuah sistem kerja yang terdiri dari berbagai rangkaian mesin, dibutuhkan ketepatan dalam keseluruhan sistem kerjanya, baik ketepatan waktu kerja, pemasangan
BAB 1 PENDAHULUAN 1.1. Latar Belakang Dalam sebuah sistem kerja yang terdiri dari berbagai rangkaian mesin, dibutuhkan ketepatan dalam keseluruhan sistem kerjanya, baik ketepatan waktu kerja, pemasangan
PENGARUH VARIASI PUTARAN SPINDEL DAN KEDALAMAN PEMOTONGAN TERHADAP KEKASARAN PERMUKAAN BAJA ST 60 PADA PROSES BUBUT KONVENSIONAL
 PENGARUH VARIASI PUTARAN SPINDEL DAN KEDALAMAN PEMOTONGAN TERHADAP KEKASARAN PERMUKAAN BAJA ST 60 PADA PROSES BUBUT KONVENSIONAL Muhammad Sabil 1, Ilyas Yusuf 2, Sumardi 2, 1 Mahasiswa Prodi D-IV Teknik
PENGARUH VARIASI PUTARAN SPINDEL DAN KEDALAMAN PEMOTONGAN TERHADAP KEKASARAN PERMUKAAN BAJA ST 60 PADA PROSES BUBUT KONVENSIONAL Muhammad Sabil 1, Ilyas Yusuf 2, Sumardi 2, 1 Mahasiswa Prodi D-IV Teknik
MATERI PPM PEMROGRAMAN MESIN CNC INTERPOLASI MELINGKAR (FUNGSI G02)
") Pendahuluan MATERI PPM PEMROGRAMAN MESIN CNC INTERPOLASI MELINGKAR (FUNGSI ) Oleh Dwi Rahdiyanta FT-UNY Seiring dengan pengembangan mesin produksi, mutu produk, ketelitian dan proses produksi, maka desain
Pendahuluan MATERI PPM PEMROGRAMAN MESIN CNC INTERPOLASI MELINGKAR (FUNGSI ) Oleh Dwi Rahdiyanta FT-UNY Seiring dengan pengembangan mesin produksi, mutu produk, ketelitian dan proses produksi, maka desain
BAB III Mesin Milling I
 BAB III Mesin Milling I Tujuan Pembelajaran Umum : 1. Mahasiswa mengetahui tentang fungsi fungsi mesin milling. 2.Mahasiswa mengetahui tentang alat alat potong di mesin milling 3. Mahasiswa mengetahui
BAB III Mesin Milling I Tujuan Pembelajaran Umum : 1. Mahasiswa mengetahui tentang fungsi fungsi mesin milling. 2.Mahasiswa mengetahui tentang alat alat potong di mesin milling 3. Mahasiswa mengetahui
Simulasi Komputer Untuk Memprediksi Besarnya Daya Pemotongan Pada Proses Cylindrical Turning Berdasarkan Parameter Undeformed Chip Thickness
 Simulasi Komputer Untuk Memprediksi Besarnya Daya Pemotongan Pada Proses Cylindrical Turning Berdasarkan Parameter Undeformed Chip Thickness Oegik Soegihardjo Dosen Fakultas Teknologi Industri, Jurusan
Simulasi Komputer Untuk Memprediksi Besarnya Daya Pemotongan Pada Proses Cylindrical Turning Berdasarkan Parameter Undeformed Chip Thickness Oegik Soegihardjo Dosen Fakultas Teknologi Industri, Jurusan
PENGARUH KECEPATAN MAKAN PADA GERAKAN INTERPOLASI LINIER DALAM PROSES PEMESINAN MILLING CNC
 PENGARUH KECEPATAN MAKAN PADA GERAKAN INTERPOLASI LINIER DALAM PROSES PEMESINAN MILLING CNC Rosehan 1 ), Triyono 2 ), Ruby Sumardi 3 ) Abstrak Teknologi CNC sudah banyak digunakan operasi manufaktur. CNC
PENGARUH KECEPATAN MAKAN PADA GERAKAN INTERPOLASI LINIER DALAM PROSES PEMESINAN MILLING CNC Rosehan 1 ), Triyono 2 ), Ruby Sumardi 3 ) Abstrak Teknologi CNC sudah banyak digunakan operasi manufaktur. CNC
BAB IV PENGUJIAN DAN ANALISIS
 BAB IV PENGUJIAN DAN ANALISIS Pada bab ini akan memaparkan secara jelas tentang pengujian yang telah dilakukan terhadap spindel utama yang ada pada mesin Aciera F5 serta menganalisa hasil dari percobaan
BAB IV PENGUJIAN DAN ANALISIS Pada bab ini akan memaparkan secara jelas tentang pengujian yang telah dilakukan terhadap spindel utama yang ada pada mesin Aciera F5 serta menganalisa hasil dari percobaan
ANALISA DESAIN MEKANIK DAN OPTIMASI PENENTUAN AKTUATOR AC SERVO MOTOR
 ANALISA DESAIN MEKANIK DAN OPTIMASI PENENTUAN AKTUATOR AC SERVO MOTOR Oleh : Aris Jiantoro Dosen Pembimbing : 1. Ir Winarto,DEA 2. Hendro Nurhadi, Dipl.-Ing.,Ph.D Program Studi Diploma III Teknik Mesin
ANALISA DESAIN MEKANIK DAN OPTIMASI PENENTUAN AKTUATOR AC SERVO MOTOR Oleh : Aris Jiantoro Dosen Pembimbing : 1. Ir Winarto,DEA 2. Hendro Nurhadi, Dipl.-Ing.,Ph.D Program Studi Diploma III Teknik Mesin
Prinsip Kerja dan Pengoperasian
 MATERI KULIAH CNC Prinsip Kerja dan Pengoperasian Dwi Rahdiyanta Fakultas Teknik Universitas Negeri Yogyakarta A. Prinsip kerja dan tata nama sumbu koordinat Mesin perkakas CNC adalah mesin perkakas yang
MATERI KULIAH CNC Prinsip Kerja dan Pengoperasian Dwi Rahdiyanta Fakultas Teknik Universitas Negeri Yogyakarta A. Prinsip kerja dan tata nama sumbu koordinat Mesin perkakas CNC adalah mesin perkakas yang
ANALISIS PENGARUH CUTTING SPEED DAN FEEDING RATE MESIN BUBUT TERHADAP KEKASARAN PERMUKAAN BENDA KERJA DENGAN METODE ANALISIS VARIANS
 ANALISIS PENGARUH CUTTING SPEED DAN FEEDING RATE MESIN BUBUT TERHADAP KEKASARAN PERMUKAAN BENDA KERJA DENGAN METODE ANALISIS VARIANS Rakian Trisno Valentino Febriyano 1), Agung Sutrisno ), Rudy Poeng 3)
ANALISIS PENGARUH CUTTING SPEED DAN FEEDING RATE MESIN BUBUT TERHADAP KEKASARAN PERMUKAAN BENDA KERJA DENGAN METODE ANALISIS VARIANS Rakian Trisno Valentino Febriyano 1), Agung Sutrisno ), Rudy Poeng 3)
BAB IV HASIL DAN ANALISA DATA. Dari pengujian yang telah dilakukan, diperoleh kondisi pemotongan yang
 BAB IV HASIL DAN ANALISA DATA 4.1 PENDAHULUAN Dari pengujian yang telah dilakukan, diperoleh kondisi pemotongan yang memberikan umur pahat yang optimal dari pahat HSS dengan memvariasikan kecepatan potong
BAB IV HASIL DAN ANALISA DATA 4.1 PENDAHULUAN Dari pengujian yang telah dilakukan, diperoleh kondisi pemotongan yang memberikan umur pahat yang optimal dari pahat HSS dengan memvariasikan kecepatan potong
BAB IV PELAKSANAAN DAN PEMBAHASAN
 1 BAB IV PELAKSANAAN DAN PEMBAHASAN 1.1 Proses Machining Dengan Software MasterCAM Kemajuan proses produksi dengan menggunakan mesin CNC sudah sangat pesat. Mesin CNC yang sekarang ada di dunia industri
1 BAB IV PELAKSANAAN DAN PEMBAHASAN 1.1 Proses Machining Dengan Software MasterCAM Kemajuan proses produksi dengan menggunakan mesin CNC sudah sangat pesat. Mesin CNC yang sekarang ada di dunia industri
Pengaruh Jenis Pahat, Kecepatan Spindel dan Kedalaman Pemakanan terhadap Tingkat Kekasaran Permukaan Baja S45C
 Pengaruh Jenis Pahat, Kecepatan Spindel dan Kedalaman Pemakanan terhadap Tingkat Kekasaran Permukaan Baja S45C PENGARUH JENIS PAHAT, KECEPATAN SPINDEL DAN KEDALAMAN PEMAKANAN TERHADAP TINGKAT KEKASARAN
Pengaruh Jenis Pahat, Kecepatan Spindel dan Kedalaman Pemakanan terhadap Tingkat Kekasaran Permukaan Baja S45C PENGARUH JENIS PAHAT, KECEPATAN SPINDEL DAN KEDALAMAN PEMAKANAN TERHADAP TINGKAT KEKASARAN