BAB VII PROSES THERMAL LOGAM PADUAN
|
|
|
- Suharto Suhendra Hermanto
- 9 tahun lalu
- Tontonan:
Transkripsi
1 BAB VII PROSES THERMAL LOGAM PADUAN Annealing adalah : sebuah perlakukan panas dimana material dipanaskan pada temperatur tertentu dan waktu tertentu dan kemudian dengan perlahan didinginkan. Annealing dilakukan untuk : 1. Menghilangkan tegangan pada bahan. 2. Menaikkan keuletan dan ketangguhan. 3. Menghasilkan struktur mikro tertentu. Proses annealing dibagi atas tiga tingkat : 1. Pemanasan hingga temperatur yang diinginkan. 2. Temperatur dijaga konstan. 3. Pendinginan. Proses annealing pada logam biasanya dilakukan untuk mengurangi efek pengerjaan dingin yaitu melunakkan bahan dan menaikkan keuletan setelah sebelumnya dilakukan pengerasan regangan. Pada logam bisa terjadi tegangan sisa dalam (internal residual stress), dikarenakan : 1. Proses deformasi plastis karena proses pemesinan (machining) atau proses penggerindaan. 2. Pendinginan yang tidak merata pada proses pengelasan atau pencetakan. 3. Transformasi fasa pada pendinginan karena perbedaan kerapatan/density. Menghilangkan tegangan sisa bisa dilakukan dengan proses stress relief annealing (annealing penghilangan tegangan). ANNEALING PADUAN BESI 1. NORMALIZING Baja yang telah mengalami deformasi plastis, misalnya karena proses rolling akan mempunyai struktur mikro pearlite yang bentuknya tak beraturan dan ukuran butir
. 2.")
2 besar-besar dan bervariasi. Untuk membuat struktur pearlite yang lebih halus dan lebih seragam dilakukan proses normalizing. Normalizing dilakukan dengan pemanasan sampai temperatur 55 C 85 C diatas temperatur kritis atas hingga baja berubah menjadi austenit, kemudian dilakukan pendinginan di udara. (gb. 11.1). 2. FULL ANNEAL Full anneal adalah : baja dipanaskan sampai C diatas garis A 3 atau A 1 (gb. 11.1) hingga tercapai keseimbangan pada struktur austenit, kemudian baja didinginkan di dalam dapur pemanas sampai temperatur ruang. struktur mikro yang terbentuk : coarse pearlite. bahan baja biasanya berupa ; baja karbon rendah dan sedang. 3. SPHEROIDIZING Adalah pemanasan logam sampai temperatur dibawah temperatur eutectoid (grs a1 pd. Gb. 11.1) atau disekitar 700 c pada daerah α + Fe 3 C. Pemanasan dilakukan antara 15 sampai 25 jam. Pada proses ini Fe 3 C akan membentuk partikel spheroid. Proses ini biasanya dilakukan pada baja karbon sedang dan tinggi. Struktur yang terbentuk : spheroid. Tujuannya adalah supaya baja mudah dibentuk. Untuk berhasilnya perlakuan panas untuk membuat bahan baja martensite di keseluruhan penampang bahan dipengaruhi 3 faktor : 1. Komposisi paduan. 2. Tipe dan karakter media pendingin. 3. Ukuran dan bentuk spesimen. KEMAMPUAN PENGERASAN ( HARDENABILITY) 89


3 pada proses pembentukan baja martensit, diperoleh hasil bahwa makin kedalam maka sifat martensitnya makin berkurang atau baja bagian luar lebih keras dari bagian dalam. Kemampuan pengerasan : adalah kemampuan paduan logam diperkeras pada pembentukan martensit. Yang diukur adalah berapa kedalaman pengerasan bahan tersebut. Uji jominy Untuk menguji kekerasan karena pembentukan martensit dilakukan dengan uji jominy end quench (gb.11.2). Angka kekerasan sebagai fungsi jarak bisa dilihat pada gambar Kadang-kadang lebih disukai untuk melihat kekerasan sebagai fungsi laju pendinginan daripada jarak quenching (gb 11.4). Kemampuan pengerasan dipengaruhi oleh komposisi paduan. 90

4 PENGARUH MEDIA QUENCHING, UKURAN SPESIMEN DAN GEOMETRI Media quenching : air,oli,udara. - air media pendingin paling cepat, sedangkan udara paling lambat - kecepatan media queching juga mempengaruhi laju pendinginan, makin cepat laju media, makin tinggi laju pendinginan - Media oli banyak dipakai pada queching baja paduan - pada baja karbon tinggi, penggunaan air mengakibatkan laju pendinginan terlalu cepat sehingga terjadi retak atau pembengkokan. 91


5 Pada proses pendinginan, panas mesti dibuang dari material melalui permukaannya. Oleh sebab itu laju pendinginan kedalam material sangat dipengaruhi oleh bentuk dan ukuran material. Gb 11.8a dan 11.8b memperlihatkan laju pendinginan sebagai fungsi diameter batang logam silinder. Bentuk spesimen juga mempengaruhi efek pengerasan. Apabila rasio luas permukaan terhadap massa spesimen besar maka makin besar laju spesimen, dan makin dalam efek pengerasan. Bentuk spesimen yang tidak beraturan akan mempunyai rasio luas permukaan terhadap massa yang lebih besar bila dibandingkan dengan bentuk yang beraturan dan bentuk bulat. 92
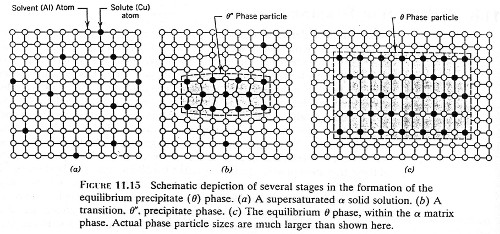
6 PRECIPITATION HARDENING (PENGERASAN PRESIPITASI). Penguatan dan pengerasan logam paduan bisa ditingkatkan dengan pembentukan penyebaran partikel-partikel dari fasa kedua kedalam matrik fasa yang asli/pertama. Hal ini dilakukan dengan perlakuan panas yang tepat. Prosesnya disebut precipitation hardening karena partikel-partikel kecil dari fasa yang baru membentuk precipitasi/endapan/menggumpal. Kadang-kadang disebut age hardening (pengerasan penuaan) karena proses penguatan terjadi karena proses waktu. Contoh-contoh logam yang diperkeras dengan pengerasan precipitasi adalah: almunium-tembaga, tembaga-berylium, tembaga-timah dan magnesium-aluminium,dll. Precipitation hardening dan perlakuan baja untuk membentuk maartensit adalah fenomena yang sama sekali berbeda walaupun proses perlakuan panas hampir sama. Proses precipitation hardening terjadi atas 2 tahap: 1. Solution heat treating 2. Precipitation heat treating Untuk penjelasan,lihat gb dan gb Solution heat treating : Pada T o struktur logam adalah α, dengan komposisi c o. Kemudian dilakukan pendinginan cepat hingga temperatur T 1 yaitu temperatur ruang sehingga phase β tidak bisa terbentuk. Karena itu kondisi logam adalah tidak setimbang/non equilibrium dimana hanya ada phase α jenuh dengan atom β didalamnya. Sifat bahan adalah lunak dan lemah. 2. Precipitation heat treating Solid solution α yang super jenuh dipanaskan sampai T 2 pada daerah α + β. Pada temperatur β ini terjadi difusi sehingga terbentuk fase β yang berupa partikel halus dan tersebar dengan komposisi C β dan prosesnya disebut aging/penuaan. Setelah waktu tertentu paduan didinginkan sampai temperatur kamar. Grafik proses pemanasan terhadap waktu bisa dilihat pada gb Gb memperlihatkan pengaruh aging terhadap kekuatan bahan. 93



7 MEKANISME PENGERASAN PADA PRECIPITASI Pengerasan preccipitasi umumnya dilakukan pada padduan aluminium. Proses penguatan dipercepat oleh kenaikan temperatur. Hal ini bisa dilihat pada gb Idealnya temperatur dan waktu untuk perlakuan panas. Precipitasi didesain untuk menghasilkan kekerasan atau kekuatan disekitar daerah maksimum. Pada proses precipitasi terjadi distorsi struktur kristal-kristal di sekeliling dan di sekitar partikel dari fase transisi (gb 11.15b) yang akan menghambat deformasi plastis. 94
8 95
9 Soal-soal 1. Dengan kalimat anda sendiri, uraikanlah prosedur perlakuan panas baja dan struktur mikro yang terbentuk: full annealing, normalizing, quenching, dan tempering. 2. Sebutkan tiga penyebab terbentuknya tegangan sis pada komponen logam. Apakah konsekeuensi yang merugikan dari tegangan ini? 3. Berikanlah jangkauan temperatur dimana memungkinkan untuk membentuk fasa austenit dari paduan besi-karbon berikut selama perlakuan normalizing : (a) 0,15 wt% C, (b). 0,50 wt% C, dan (c) 1,10 wt% C. 4. Apakah tujuan dari perlakuan panas spherodizing? Dan paduan apakah yang biasanya dilakukan. 5. Jelaskan apakah perbedaan antara kekerasan dan kemampukerasan. 6. Apakah perbedaan prinsip antara proses penuaan (aging) alami dengan artifisial? 96
BAB VI TRANSFORMASI FASE PADA LOGAM
 BAB VI TRANSFORMASI FASE PADA LOGAM Sebagian besar transformasi bahan padat tidak terjadi terus menerus sebab ada hambatan yang menghalangi jalannya reaksi dan bergantung terhadap waktu. Contoh : umumnya
BAB VI TRANSFORMASI FASE PADA LOGAM Sebagian besar transformasi bahan padat tidak terjadi terus menerus sebab ada hambatan yang menghalangi jalannya reaksi dan bergantung terhadap waktu. Contoh : umumnya
yang tinggi, dengan pencelupan sedang dan di bagian tengah baja dapat dicapai kekerasan yang tinggi meskipun laju pendinginan lebih lambat.
 10: HARDENABILITY 10.1 Hardenability Mampu keras merujuk kepada sifat baja yang menentukan dalamnya pengerasan sebagai akibat proses quench dari temperatur austenisasinya. Mampu keras tidak dikaitkan dengan
10: HARDENABILITY 10.1 Hardenability Mampu keras merujuk kepada sifat baja yang menentukan dalamnya pengerasan sebagai akibat proses quench dari temperatur austenisasinya. Mampu keras tidak dikaitkan dengan
BAB II DASAR TEORI 2.1 Alat Penukar Kalor
 BAB II DASAR TEORI 2.1 Alat Penukar Kalor Alat penukar kalor adalah suatu alat yang memungkinkan perpindahan panas dan bisa berfungsi sebagai pemanas maupun sebagai pendingin. Biasanya, medium pemanas
BAB II DASAR TEORI 2.1 Alat Penukar Kalor Alat penukar kalor adalah suatu alat yang memungkinkan perpindahan panas dan bisa berfungsi sebagai pemanas maupun sebagai pendingin. Biasanya, medium pemanas
Heat Treatment (Perlakuan Panas) Dg Kondisi Equilibrium (Pendinginan Lambat)
 Dg Kondisi Equilibrium (Pendinginan Lambat)") Heat Treatment (Perlakuan Panas) Dg Kondisi Equilibrium (Pendinginan Lambat) Dilakukan mendekati kondisi equilibrium, shg menghasilkan struktur mikro yg mendekati diagram fasenya. Secara umum disebut sebagai
Heat Treatment (Perlakuan Panas) Dg Kondisi Equilibrium (Pendinginan Lambat) Dilakukan mendekati kondisi equilibrium, shg menghasilkan struktur mikro yg mendekati diagram fasenya. Secara umum disebut sebagai
BAB II DASAR TEORI 2.1 Proses Permesinan
 BAB II DASAR TEORI 2.1 Proses Permesinan Dalam industri manufaktur proses permesinan merupakan salah satu cara untuk menghasilkan produk dalam jumlah banyak dengan waktu relatif singkat. Banyak sekali
BAB II DASAR TEORI 2.1 Proses Permesinan Dalam industri manufaktur proses permesinan merupakan salah satu cara untuk menghasilkan produk dalam jumlah banyak dengan waktu relatif singkat. Banyak sekali
Sifat Sifat Material
 Sifat Sifat Material Secara garis besar material mempunyai sifat-sifat yang mencirikannya, pada bidang teknik mesin umumnya sifat tersebut dibagi menjadi tiga sifat. Sifat sifat itu akan mendasari dalam
Sifat Sifat Material Secara garis besar material mempunyai sifat-sifat yang mencirikannya, pada bidang teknik mesin umumnya sifat tersebut dibagi menjadi tiga sifat. Sifat sifat itu akan mendasari dalam
PENGARUH PROSES LAKU PANAS QUENCHING AND PARTITIONING TERHADAP UMUR LELAH BAJA PEGAS DAUN JIS SUP 9A DENGAN METODE REVERSED BENDING
 TUGAS AKHIR PENGARUH PROSES LAKU PANAS QUENCHING AND PARTITIONING TERHADAP UMUR LELAH BAJA PEGAS DAUN JIS SUP 9A DENGAN METODE REVERSED BENDING Oleh : Viego Kisnejaya Suizta 2104 100 043 Dosen Pembimbing
TUGAS AKHIR PENGARUH PROSES LAKU PANAS QUENCHING AND PARTITIONING TERHADAP UMUR LELAH BAJA PEGAS DAUN JIS SUP 9A DENGAN METODE REVERSED BENDING Oleh : Viego Kisnejaya Suizta 2104 100 043 Dosen Pembimbing
PENGARUH VARIASI WAKTU TAHAN PADA PROSES NORMALIZING TERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO BAJA AISI 310S PADA PRESSURE VESSEL
 PENGARUH VARIASI WAKTU TAHAN PADA PROSES NORMALIZING TERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO BAJA AISI 310S PADA PRESSURE VESSEL Mahasiswa Febrino Ferdiansyah Dosen Pembimbing Ir. Rochman Rochiem, M.
PENGARUH VARIASI WAKTU TAHAN PADA PROSES NORMALIZING TERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO BAJA AISI 310S PADA PRESSURE VESSEL Mahasiswa Febrino Ferdiansyah Dosen Pembimbing Ir. Rochman Rochiem, M.
Bab 4 Sifat Material 50
 4 SIFAT MATERIAL Banyak material yang terdapat di sekitar kita, dan telah menjadi bagian dari pola berpikir manusia bahkan telah menyatu dengan keberadaan kita. Apakah hakikat bahan atau material itu?
4 SIFAT MATERIAL Banyak material yang terdapat di sekitar kita, dan telah menjadi bagian dari pola berpikir manusia bahkan telah menyatu dengan keberadaan kita. Apakah hakikat bahan atau material itu?
13 14 : PERLAKUAN PERMUKAAN
 13 14 : PERLAKUAN PERMUKAAN Proses perlakuan yang diterapkan untuk mengubah sifat pada seluruh bagian logam dikenal dengan nama proses perlakuan panas / laku panas (heat treatment). Sedangkan proses perlakuan
13 14 : PERLAKUAN PERMUKAAN Proses perlakuan yang diterapkan untuk mengubah sifat pada seluruh bagian logam dikenal dengan nama proses perlakuan panas / laku panas (heat treatment). Sedangkan proses perlakuan
9.1. Proses Pengerjaan Dingin
 531 BAB. 9 PROSES PEMBENTUKAN Prinsip dasar pembentukan logam merupakan proses yang dilakukan dengan cara memberikan perubahan bentuk pada benda kerja. Perubahan bentuk ini dapat dilakukan dengan cara
531 BAB. 9 PROSES PEMBENTUKAN Prinsip dasar pembentukan logam merupakan proses yang dilakukan dengan cara memberikan perubahan bentuk pada benda kerja. Perubahan bentuk ini dapat dilakukan dengan cara
BAB IV SIFAT MEKANIK LOGAM
 BAB IV SIFAT MEKANIK LOGAM Sifat mekanik bahan adalah : hubungan antara respons atau deformasi bahan terhadap beban yang bekerja. Sifat mekanik : berkaitan dengan kekuatan, kekerasan, keuletan, dan kekakuan.
BAB IV SIFAT MEKANIK LOGAM Sifat mekanik bahan adalah : hubungan antara respons atau deformasi bahan terhadap beban yang bekerja. Sifat mekanik : berkaitan dengan kekuatan, kekerasan, keuletan, dan kekakuan.
16 Media SainS, Volume 4 Nomor 1, April 2012 ISSN 2085-3548
 16 PENGARUH BESAR ARUS TEMPER BEAD WELDING TERHADAP KETANGGUHAN HASIL LAS SMAW PADA BAJA ST37 (Effect Large Current of Temper Bead Welding Against Toughness of SMAW Welding Results ST37 Steel) Ahmadil
16 PENGARUH BESAR ARUS TEMPER BEAD WELDING TERHADAP KETANGGUHAN HASIL LAS SMAW PADA BAJA ST37 (Effect Large Current of Temper Bead Welding Against Toughness of SMAW Welding Results ST37 Steel) Ahmadil
LABORATORIUM BAHAN BANGUNAN KUAT LEKAT DAN PANJANG PENYALURAN BAJA POLOS PADA BETON RINGAN DENGAN BERBAGAI VARIASI KAIT SKRIPSI
 KUAT LEKAT DAN PANJANG PENYALURAN BAJA POLOS PADA BETON RINGAN DENGAN BERBAGAI VARIASI KAIT The Bond Strength and Development Length Observation of Bar Reinforcement of Lightweight Concrete with Various
KUAT LEKAT DAN PANJANG PENYALURAN BAJA POLOS PADA BETON RINGAN DENGAN BERBAGAI VARIASI KAIT The Bond Strength and Development Length Observation of Bar Reinforcement of Lightweight Concrete with Various
ANALISA SIFAT MEKANIK KOMPOSIT BAHAN KAMPAS REM DENGAN PENGUAT FLY ASH BATUBARA
 i TUGAS AKHIR ANALISA SIFAT MEKANIK KOMPOSIT BAHAN KAMPAS REM DENGAN PENGUAT FLY ASH BATUBARA OLEH: PRATAMA D21105069 JURUSAN MESIN FAKULTAS TEKNIK UNIVERSITAS HASANUDDIN MAKASSAR 2011 ii LEMBAR PENGESAHAN
i TUGAS AKHIR ANALISA SIFAT MEKANIK KOMPOSIT BAHAN KAMPAS REM DENGAN PENGUAT FLY ASH BATUBARA OLEH: PRATAMA D21105069 JURUSAN MESIN FAKULTAS TEKNIK UNIVERSITAS HASANUDDIN MAKASSAR 2011 ii LEMBAR PENGESAHAN
Tata cara perencanaan, pemasangan dan pengujian sistem deteksi dan alarm kebakaran untuk pencegahan bahaya kebakaran pada bangunan gedung.
 Kembali SNI 03-3985-2000 Tata cara perencanaan, pemasangan dan pengujian sistem deteksi dan alarm kebakaran untuk pencegahan bahaya kebakaran pada bangunan gedung. 1. Ruang lingkup. 1.1. Standar ini mencakup
Kembali SNI 03-3985-2000 Tata cara perencanaan, pemasangan dan pengujian sistem deteksi dan alarm kebakaran untuk pencegahan bahaya kebakaran pada bangunan gedung. 1. Ruang lingkup. 1.1. Standar ini mencakup
BAB 4 PROSES GURDI (DRILLING)
") BAB 4 PROSES GURDI (DRILLING) 101 Proses gurdi adalah proses pemesinan yang paling sederhana diantara proses pemesinan yang lain. Biasanya di bengkel atau workshop proses ini dinamakan proses bor, walaupun
BAB 4 PROSES GURDI (DRILLING) 101 Proses gurdi adalah proses pemesinan yang paling sederhana diantara proses pemesinan yang lain. Biasanya di bengkel atau workshop proses ini dinamakan proses bor, walaupun
Materi #2 TIN107 Material Teknik 2013 SIFAT MATERIAL
 #2 SIFAT MATERIAL Material yang digunakan dalam industri sangat banyak. Masing-masing material memiki ciri-ciri yang berbeda, yang sering disebut dengan sifat material. Pemilihan dan penggunaan material
#2 SIFAT MATERIAL Material yang digunakan dalam industri sangat banyak. Masing-masing material memiki ciri-ciri yang berbeda, yang sering disebut dengan sifat material. Pemilihan dan penggunaan material
LAPORAN PRAKTEK KERJA LAPANGAN INDUSTRI (PKLI)
") LAPORAN PRAKTEK KERJA LAPANGAN INDUSTRI (PKLI) PEMBUATAN HANGER BEARING C/W BRONZE BUSHING UNTUK SCREW CONVEYOR PABRIK KELAPA SAWIT DENGAN PROSES PENGECORAN LOGAM DI CV. KINABALU Oleh: AKFADITA DIKA PARIRA
LAPORAN PRAKTEK KERJA LAPANGAN INDUSTRI (PKLI) PEMBUATAN HANGER BEARING C/W BRONZE BUSHING UNTUK SCREW CONVEYOR PABRIK KELAPA SAWIT DENGAN PROSES PENGECORAN LOGAM DI CV. KINABALU Oleh: AKFADITA DIKA PARIRA
DIKTAT KULIAH PROSES PRODUKSI
 DIKTAT KULIAH PROSES PRODUKSI FAKULTAS TEKNIK UNIVERSITAS DARMA PERSADA 2008 DIKTAT KULIAH PROSES PRODUKSI Disusun : ASYARI DARYUS Jurusan Teknik Mesin, Fakultas Teknik Universitas Darma Persada Jakarta.
DIKTAT KULIAH PROSES PRODUKSI FAKULTAS TEKNIK UNIVERSITAS DARMA PERSADA 2008 DIKTAT KULIAH PROSES PRODUKSI Disusun : ASYARI DARYUS Jurusan Teknik Mesin, Fakultas Teknik Universitas Darma Persada Jakarta.
PEMBUATAN/ PENGERJAAN KACA (GLASS WORKING)
") PEMBUATAN/ PENGERJAAN KACA (GLASS WORKING) Tipe dasar keramik : Keramik tradisional, modern, & glass Struktur material glass : noncrystalline (vitreous) Tahapan proses glassworking : Sejarah glass Produk
PEMBUATAN/ PENGERJAAN KACA (GLASS WORKING) Tipe dasar keramik : Keramik tradisional, modern, & glass Struktur material glass : noncrystalline (vitreous) Tahapan proses glassworking : Sejarah glass Produk
BAB II DASAR TEORI 2.1 Mesin Diesel
 5 BB II DSR TEORI. Mesin Diesel Salah satu penggerak mula yang banyak dipakai adalah mesin kalor, yaitu mesin yang menggunakan energi termal untuk melakukan kerja mekanik atau yang mengubah energi termal
5 BB II DSR TEORI. Mesin Diesel Salah satu penggerak mula yang banyak dipakai adalah mesin kalor, yaitu mesin yang menggunakan energi termal untuk melakukan kerja mekanik atau yang mengubah energi termal
KEMENTERIAN PEKERJAAN UMUM DAN PERUMAHAN RAKYAT
 PEDOMAN Bahan Konstruksi Bangunan dan Rekayasa Sipil LAMPIRAN SURAT EDARAN MENTERI PEKERJAAN UMUM DAN PERUMAHAN RAKYAT NOMOR : 22/SE/M/2015 TENTANG PEDOMAN PENGGUNAAN BAHAN TAMBAH KIMIA (CHEMICAL ADMIXTURE)
PEDOMAN Bahan Konstruksi Bangunan dan Rekayasa Sipil LAMPIRAN SURAT EDARAN MENTERI PEKERJAAN UMUM DAN PERUMAHAN RAKYAT NOMOR : 22/SE/M/2015 TENTANG PEDOMAN PENGGUNAAN BAHAN TAMBAH KIMIA (CHEMICAL ADMIXTURE)
PRINSIP KERJA MESIN PENGGERAK UTAMA KAPAL DAN MESIN BANTU Kompetensi : Mesin Penggerak Utama dan Bantu. TPL - Prod/Q.01
 PRINSIP KERJA MESIN PENGGERAK UTAMA KAPAL DAN MESIN BANTU Kompetensi : Mesin Penggerak Utama dan Bantu TPL - Prod/Q.01 BAGIAN PROYEK PENGEMBANGAN KURIKULUM DIKMENJUR DIREKTORAT PENDIDIKAN MENENGAH KEJURUAN
PRINSIP KERJA MESIN PENGGERAK UTAMA KAPAL DAN MESIN BANTU Kompetensi : Mesin Penggerak Utama dan Bantu TPL - Prod/Q.01 BAGIAN PROYEK PENGEMBANGAN KURIKULUM DIKMENJUR DIREKTORAT PENDIDIKAN MENENGAH KEJURUAN
SKRIPSI. Diajukan sebagai salah satu syarat untuk memperoleh gelar Sarjana Teknik. Disusun Oleh : YOGIK DWI MUSTOPO NIM. I 1404033
 digilib.uns.ac.id PENGARUH WAKTU TERHADAP KETEBALAN DAN ADHESIVITAS LAPISAN PADA PROSES ELEKTROPLATING KHROM DEKORATIF TANPA LAPISAN DASAR, DENGAN LAPISAN DASAR TEMBAGA DAN TEMBAGA-NIKEL SKRIPSI Diajukan
digilib.uns.ac.id PENGARUH WAKTU TERHADAP KETEBALAN DAN ADHESIVITAS LAPISAN PADA PROSES ELEKTROPLATING KHROM DEKORATIF TANPA LAPISAN DASAR, DENGAN LAPISAN DASAR TEMBAGA DAN TEMBAGA-NIKEL SKRIPSI Diajukan
SIFAT SIFAT FISIK ASPAL
 Oleh : Unggul Tri Wardana (20130110102) Dea Putri Arifah (20130110103) Muhammad Furqan (20130110107) Wahyu Dwi Haryanti (20130110124) Elsa Diana Rahmawati (20130110128) Bitumen adalah zat perekat (cementitious)
Oleh : Unggul Tri Wardana (20130110102) Dea Putri Arifah (20130110103) Muhammad Furqan (20130110107) Wahyu Dwi Haryanti (20130110124) Elsa Diana Rahmawati (20130110128) Bitumen adalah zat perekat (cementitious)
ALAT BANTU LOGGING UNTUK MENGURANGI SELIP PADA JALAN YANG LICIN Oleh : Yuniawati, Dulsalam, Maman Mansyur Idris, Sukadaryati dan Sona Suhartana
 ALAT BANTU LOGGING UNTUK MENGURANGI SELIP PADA JALAN YANG LICIN Oleh : Yuniawati, Dulsalam, Maman Mansyur Idris, Sukadaryati dan Sona Suhartana Abstrak Kegiatan pengangkutan kayu membutuhkan kelancaran
ALAT BANTU LOGGING UNTUK MENGURANGI SELIP PADA JALAN YANG LICIN Oleh : Yuniawati, Dulsalam, Maman Mansyur Idris, Sukadaryati dan Sona Suhartana Abstrak Kegiatan pengangkutan kayu membutuhkan kelancaran
BENTUK DUA DIMENSI ATAU DENAH
 BENTUK DUA DIMENSI ATAU DENAH Semua bentuk geometrik pada umumnya dapat dibedakan menjadi bentuk membulat, melengkung, persegi, dan tidak beraturan. Membulat mewakili bentuk-bentuk bersisi lengkung, persegi
BENTUK DUA DIMENSI ATAU DENAH Semua bentuk geometrik pada umumnya dapat dibedakan menjadi bentuk membulat, melengkung, persegi, dan tidak beraturan. Membulat mewakili bentuk-bentuk bersisi lengkung, persegi
PENENTUAN KOROSI BAT AS BUTIR DAN MEKANIK PADA PIP A KELUARAN PANAS (HOT LEG) REAKTOR DAY A
 REAKTOR DAY A") Seminar Tahunan Pengawasan Pemanfaatan Tenaga Nuklir - Jakarta, 11 Dcscmbcr 2003 ISSN 1693-7902 PENENTUAN KOROSI BAT AS BUTIR DAN MEKANIK PADA PIP A KELUARAN PANAS (HOT LEG) REAKTOR DAY A Johny Wahyu Adi
Seminar Tahunan Pengawasan Pemanfaatan Tenaga Nuklir - Jakarta, 11 Dcscmbcr 2003 ISSN 1693-7902 PENENTUAN KOROSI BAT AS BUTIR DAN MEKANIK PADA PIP A KELUARAN PANAS (HOT LEG) REAKTOR DAY A Johny Wahyu Adi
COVER. Teknik Pengukuran Besaran Proses
 COVER PENULIS KATA PENGANTAR Era persaingan dimasa sekarang dan masa yang akan datang mensyaratkan bahwa bangsa yang unggul adalah yang memiliki kualitas sumber daya manusia yang unggul. Keunggulan SDM
COVER PENULIS KATA PENGANTAR Era persaingan dimasa sekarang dan masa yang akan datang mensyaratkan bahwa bangsa yang unggul adalah yang memiliki kualitas sumber daya manusia yang unggul. Keunggulan SDM