ANALISA WAKTU DAN BIAYA PEMBUATAN MESIN ROLL PLATE SEBAGAI PENGUNCI PADA PERANGKAT AC SENTRAL
|
|
|
- Hamdani Tedja
- 7 tahun lalu
- Tontonan:
Transkripsi
1 ANALISA WAKTU DAN BIAYA PEMBUATAN MESIN ROLL PLATE SEBAGAI PENGUNCI PADA PERANGKAT AC SENTRAL RIO MAHARDHIKA Dosen Pembimbing : Ir. H. Mahirul Mursid, MSc
2 ABSTRAK Gedung gedung bertingkat semakin menjamur, yang mana sebagian besar dari gedung gedung bertingkat tersebut menggunakan sistem pendingin udara terpusat atau yang biasa disebut dengan AC Central. Sementara komponen penunjang dari AC Central itu sendiri terdiri dari beberapa komponen, antara lain : Cooling tower, Chiller, Ducting, AHU (Air Handling Unit), FCU (Fan Coil Unit) dan komponen penunjang lainnya. Untuk menganalisa waktu dan biaya dalam pembuatan mesin roll plat dilakukan studi literatur dan observasi, selanjutnya membuat desain gambar kemudian merencanakan alat yang selanjutnya dilakukan perhitungan. Setelah itu dilakukan pemilihan bahan yang nantinya akan dilakukan proses manufaktur, diantaranya proses sawing, bubut, freis, drill, dan las. Setelah itu dilakukan perakitan alat, kemudian dilanjutkan dengan finishing serta perhitungan biaya total. Dari proses diatas didapatkan hasil yaitu proses Sawing membutuhkan waktu 4 jam, proses Drilling membutuhkan waktu 1 jam, proses Bubut/Lathe membutuhkan waktu 1,43 jam, proses Freis membutuhkan waktu 1,47 jam, proses Las membutuhkan waktu 3,41 jam. Untuk biaya membutuhkan biaya material Rp , biaya total proses bengkel Rp , biaya total listrik Rp Rp , biaya tak terduga Rp78.660, biaya total Rp ,-
3 RUMUSAN MASALAH 1. Menghitung waktu yang dibutuhkan untuk membuat mesin pembentuk profil pada plat. 2. Menghitung biaya yang dibutuhkan untuk membuat mesin pembentuk profil pada plat
4 BATASAN MASALAH 1. Material yang akan dibuat profil cekung menggunakan plat BJLS dengan tebal maksimal 0,8 mm. 2. Pembahasan difokuskan pada perhitungan waktu yang dibutuhkan proses manufaktur, perhitungan biaya proses manufaktur. 3. Proses pengerollan diabaikan. 4. Hanya membahas masalah pembuatan profil cekung pada plat yang digunakan sebagai pengunci untuk membungkus pipa chiller. Komponen lain yang tidak dihitung dalam perhitungan ini dianggap aman.
5 TUJUAN 1. Mengetahui waktu yang dibutuhkan untuk membuat mesin pembentuk profil pada plat. 2. Mengetahui biaya yang dibutuhkan untuk membuat mesin pembentuk profil pada plat.
6 METODOLOGI
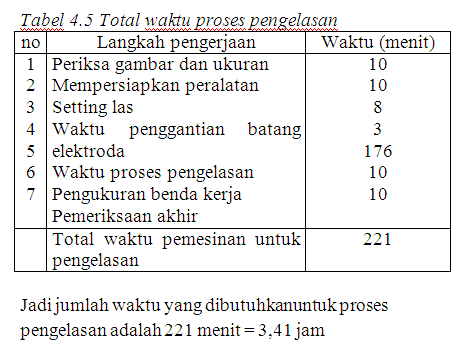
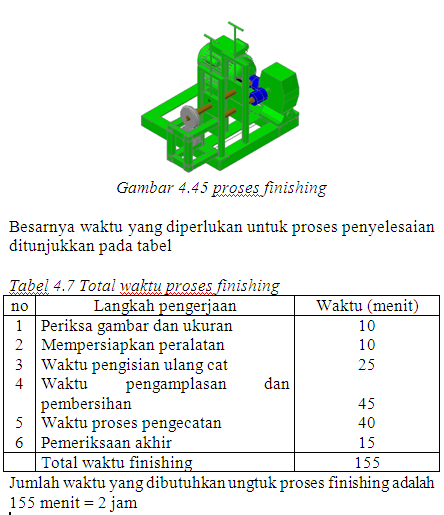
7 PEMBAHASAN 1. DALAM MEMBUAT MESIN INI DIBUTUHKAN WAKTU Proses Sawing membutuhkan waktu 4 jam. Proses Drilling membutuhkan waktu 1 jam. Proses Bubut/Lathe membutuhkan waktu 1,43 jam. Proses Freis membutuhkan waktu 1,47 jam. Proses Las membutuhkan waktu 3,41 jam. Proses perakitan membutuhkan waktu 1,17 jam. Proses finishing membutuhkan waktu 2,35 jam. 2. DALAM MEMBUAT MESIN INI DIBUTUHKAN BIAYA Biaya material Rp ,- Biaya total proses bengkel Rp ,- Biaya total listrik Rp ,- Biaya tak terduga Rp78.660,- Total cost
8 Kesimpulan Proses Sawing membutuhkan waktu 4 jam. Proses Drilling membutuhkan waktu 1 jam. Proses Bubut/Lathe membutuhkan waktu 1,43 jam. Proses Freis membutuhkan waktu 1,47 jam. Proses Las membutuhkan waktu 3,41 jam. Proses perakitan membutuhkan waktu 1,17 jam. Proses finishing membutuhkan waktu 2,35 jam. Total waktu yang dibutuhkan adalah 14,83 jam Biaya yang dibutuhkan adalah sebagai berikut : Biaya material Rp ,- Biaya total proses bengkel Rp ,- Biaya total listrik Rp Rp ,- Biaya tak terduga Rp78.660,- Biaya total Rp ,-

9 TERIMA KASIH
10 1. Rangka I. Besi rofil L II. Besi profil kotak III. Besi pejal IV. Besi plat 2. Poros 3. Punch dies 4. Tabel total waktu Proses sawing
11 Proses gurdi 1. Rangka 2. Besi plat 3. Tabel total waktu
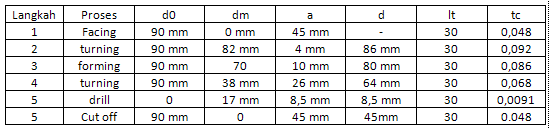
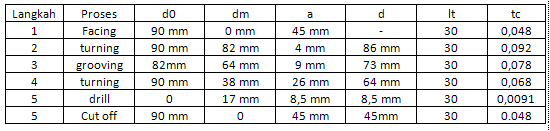
12 Proses bubut 1. Poros 2. Punch 3. Dies 4. Tabel total waktu
13 Proses freis 1. Rangka 2. Poros 3. Tabel total waktu
14 PS Pembahasan
15 PS Pembahasan
16 PS Pembahasan
17 PS Pembahasan
18 PS Pembahasan
19 PS Pembahasan
20 Pg Pembahasan
21 Pg Pembahasan
22 Pg Pembahasan
23 Pf Pembahasan
24 Pf Pembahasan
25 Pf Pembahasan
26 Pembahasan
27 Pembahasan
28 Pembahasan
29 Pembahasan
30 Pembahasan
31 Pembahasan
32 Pembahasan
33 Pembahasan
34 Poros Tabel perhitungan Proses Bubut Pembahasan
35 Punch Tabel perhitungan Proses Bubut Pembahasan
36 Dies Tabel perhitungan Proses Bubut Pembahasan
37 MEASURE/PENGUKURAN Radial Gage Jangka Sorong Digital Pembahasan
38 TABEL DAN GAMBAR poros punch dies Hardness of Cutting Tool Material as a Fuction of Temperature General Properties of Tool Materials General Recommendation for Cutting Fluids for Machining General Recommendations for Turning Operations Tabel Klasifikasi Benda Kerja Untuk Proses Pemesinan Tabel Data Pemesinan Bagi Pahat Potong Karbida (WIDIA) Eksternal Turning Konversi Kekerasan
39 T
40 T
41 T
42 T 1 2 3

43 T 1 2 3

44 T 1 2 3
45 T
46 T
47 T
48 T
49 poros poros
50 punch punch
51 Dies Dies
52 Pb Pembahasan
RANCANG BANGUN MESIN ROLL PLAT SEBAGAI PENGUNCI PADA PERANGKAT AC SENTRAL
 RANCANG BANGUN MESIN ROLL PLAT SEBAGAI PENGUNCI PADA PERANGKAT AC SENTRAL Oleh : Satya Adhi Pradhana 2108030012 Dosen Pembimbing : Ir.H.Mahirul Mursid Msc ABSTRAK Di jaman yang serba modern ini, dimana
RANCANG BANGUN MESIN ROLL PLAT SEBAGAI PENGUNCI PADA PERANGKAT AC SENTRAL Oleh : Satya Adhi Pradhana 2108030012 Dosen Pembimbing : Ir.H.Mahirul Mursid Msc ABSTRAK Di jaman yang serba modern ini, dimana
I. PENDAHULUAN. industri akan ikut berkembang seiring dengan tingginya tuntutan dalam sebuah industri
 I. PENDAHULUAN A. Latar Belakang Perkembangan teknologi telah merubah industri manufaktur menjadi sebuah industri yang harus dapat berkembang dan bersaing secara global. Pada dasarnya seluruh elemen dalam
I. PENDAHULUAN A. Latar Belakang Perkembangan teknologi telah merubah industri manufaktur menjadi sebuah industri yang harus dapat berkembang dan bersaing secara global. Pada dasarnya seluruh elemen dalam
Jenis-jenis AC di Pasaran. 1. AC Window, Merupakan Jenis AC dimana semua komponen AC terdapat didalam kotak plat sehingga menjadi satu unit.
 AIR CONDITIONING Jenis-jenis AC di Pasaran 1. AC Window, Merupakan Jenis AC dimana semua komponen AC terdapat didalam kotak plat sehingga menjadi satu unit. 2. AC SPLIT komponen AC dibagi menjadi dua unit
AIR CONDITIONING Jenis-jenis AC di Pasaran 1. AC Window, Merupakan Jenis AC dimana semua komponen AC terdapat didalam kotak plat sehingga menjadi satu unit. 2. AC SPLIT komponen AC dibagi menjadi dua unit
PROSES PEMBUATAN PRESS HIDROLIK KAPASITAS MAKSIMAL 15 TON
 PROSES PEMBUATAN PRESS HIDROLIK KAPASITAS MAKSIMAL 15 TON Iik Hikmatul Akbar (1), Yudi Samantha (2), Engkos Koswara (3) Teknik Mesin, Universitas Majalengka email : I.hikmatulakbar@gmail.com ABSTRACT Hydraulic
PROSES PEMBUATAN PRESS HIDROLIK KAPASITAS MAKSIMAL 15 TON Iik Hikmatul Akbar (1), Yudi Samantha (2), Engkos Koswara (3) Teknik Mesin, Universitas Majalengka email : I.hikmatulakbar@gmail.com ABSTRACT Hydraulic
RANCANG BANGUN MESIN PEMBUAT TUSUK SATE (PROSES PRODUKSI)
") RANCANG BANGUN MESIN PEMBUAT TUSUK SATE (PROSES PRODUKSI) PROYEK AKHIR Diajukan Sebagai Salah Satu Syarat Untuk Memperoleh Gelar Ahli Madya Disusun Oleh : ADI SUSENO NIM I 8111002 PROGRAM DIPLOMA TIGA
RANCANG BANGUN MESIN PEMBUAT TUSUK SATE (PROSES PRODUKSI) PROYEK AKHIR Diajukan Sebagai Salah Satu Syarat Untuk Memperoleh Gelar Ahli Madya Disusun Oleh : ADI SUSENO NIM I 8111002 PROGRAM DIPLOMA TIGA
BAB III METODE PEMBUATAN ALAT
 BAB III METODE PEMBUATAN ALAT 3.1 Diagram Alir / Flowchart Dalam proses pembuatan suatu alat atau produk memerlukan peralatan dan pemesinan yang dapat dipergunakan dengan tepat dan ekonomis serta pengetahuan
BAB III METODE PEMBUATAN ALAT 3.1 Diagram Alir / Flowchart Dalam proses pembuatan suatu alat atau produk memerlukan peralatan dan pemesinan yang dapat dipergunakan dengan tepat dan ekonomis serta pengetahuan
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah proses untuk mencapai suatu hasil. Proses pembuatan sand filter rotary machine dikerjakan dalam beberapa tahap, mulai
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah proses untuk mencapai suatu hasil. Proses pembuatan sand filter rotary machine dikerjakan dalam beberapa tahap, mulai
ANALISIS PEMOTONGAN RODA GILA (FLY WHEEL) PADA PROSES PEMESINAN CNC BUBUT VERTIKAL 2 AXIS MENGGUNAKAN METODE PEMESINAN KERING (DRY MACHINING)
 PADA PROSES PEMESINAN CNC BUBUT VERTIKAL 2 AXIS MENGGUNAKAN METODE PEMESINAN KERING (DRY MACHINING)") ANALISIS PEMOTONGAN RODA GILA (FLY WHEEL) PADA PROSES PEMESINAN CNC BUBUT VERTIKAL 2 AXIS MENGGUNAKAN METODE PEMESINAN KERING (DRY MACHINING) IRVAN YURI SETIANTO NIM: 41312120037 PROGRAM STUDI TEKNIK MESIN
ANALISIS PEMOTONGAN RODA GILA (FLY WHEEL) PADA PROSES PEMESINAN CNC BUBUT VERTIKAL 2 AXIS MENGGUNAKAN METODE PEMESINAN KERING (DRY MACHINING) IRVAN YURI SETIANTO NIM: 41312120037 PROGRAM STUDI TEKNIK MESIN
TEORI MEMESIN LOGAM (METAL MACHINING)
") TEORI MEMESIN LOGAM (METAL MACHINING) Proses permesinan (machining) : Proses pembuatan ( manufacture) dimana perkakas potong ( cutting tool) digunakan untuk membentuk material dari bentuk dasar menjadi
TEORI MEMESIN LOGAM (METAL MACHINING) Proses permesinan (machining) : Proses pembuatan ( manufacture) dimana perkakas potong ( cutting tool) digunakan untuk membentuk material dari bentuk dasar menjadi
BAB IV PROSES PEMBUATAN MESIN
 BAB IV PROSES PEMBUATAN MESIN 4.1 Proses Produksi Produksi adalah suatu proses memperbanyak jumlah produk melalui tahapantahapan dari bahan baku untuk diubah dengan cara diproses melalui prosedur kerja
BAB IV PROSES PEMBUATAN MESIN 4.1 Proses Produksi Produksi adalah suatu proses memperbanyak jumlah produk melalui tahapantahapan dari bahan baku untuk diubah dengan cara diproses melalui prosedur kerja
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan proses pembuatan adalah proses untuk mencapai suatu hasil. Proses pembuatan sand filter rotary machine dikerjakan dalam beberapa tahap, mulai
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan proses pembuatan adalah proses untuk mencapai suatu hasil. Proses pembuatan sand filter rotary machine dikerjakan dalam beberapa tahap, mulai
LAPORAN TUGAS AKHIR STUDY TENTANG CUTTING FORCE MESIN BUBUT (DESAIN DYNAMOMETER SEDERHANA)
") LAPORAN TUGAS AKHIR STUDY TENTANG CUTTING FORCE MESIN BUBUT (DESAIN DYNAMOMETER SEDERHANA) Laporan Tugas Akhir ini Disusun Sebagai Syarat Untuk Memperoleh Gelar Sarjana Teknik Pada Jurusan Teknik Mesin
LAPORAN TUGAS AKHIR STUDY TENTANG CUTTING FORCE MESIN BUBUT (DESAIN DYNAMOMETER SEDERHANA) Laporan Tugas Akhir ini Disusun Sebagai Syarat Untuk Memperoleh Gelar Sarjana Teknik Pada Jurusan Teknik Mesin
BAB III METODOLOGI. Modular fixture ini meaipkan alat bantu yang digunakan untuk memegang benda
 BAB III METODOLOGI 3.1 Prinsip Kerja Modular fixture ini meaipkan alat bantu yang digunakan untuk memegang benda kcrja pada saat melakukan proses pemesinan. Modular fixture ini memiliki beberapa bagian
BAB III METODOLOGI 3.1 Prinsip Kerja Modular fixture ini meaipkan alat bantu yang digunakan untuk memegang benda kcrja pada saat melakukan proses pemesinan. Modular fixture ini memiliki beberapa bagian
BAB 4 PROSES GURDI (DRILLING)
") BAB 4 PROSES GURDI (DRILLING) 101 Proses gurdi adalah proses pemesinan yang paling sederhana diantara proses pemesinan yang lain. Biasanya di bengkel atau workshop proses ini dinamakan proses bor, walaupun
BAB 4 PROSES GURDI (DRILLING) 101 Proses gurdi adalah proses pemesinan yang paling sederhana diantara proses pemesinan yang lain. Biasanya di bengkel atau workshop proses ini dinamakan proses bor, walaupun
BAKU 4 PROSES GURDI (DRILLING) Dr. Dwi Rahdiyanta
 Dr. Dwi Rahdiyanta") BAKU 4 PROSES GURDI (DRILLING) Dr. Dwi Rahdiyanta JURUSAN PENDIDIKAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA 2010 1 Proses gurdi adalah proses pemesinan yang paling sederhana diantara
BAKU 4 PROSES GURDI (DRILLING) Dr. Dwi Rahdiyanta JURUSAN PENDIDIKAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA 2010 1 Proses gurdi adalah proses pemesinan yang paling sederhana diantara
Perancangan Proses Manufaktur Mata Pisau Bintang Pada Mesin Pencacah Botol Plastik. Oleh MAULANA MUNAZAT
 Perancangan Proses Manufaktur Mata Pisau Bintang Pada Mesin Pencacah Botol Plastik Oleh MAULANA MUNAZAT 24409654 Latar Belakang Sampah botol plastik dapat dicacah sehingga sampah plastik dapat didaur ulang
Perancangan Proses Manufaktur Mata Pisau Bintang Pada Mesin Pencacah Botol Plastik Oleh MAULANA MUNAZAT 24409654 Latar Belakang Sampah botol plastik dapat dicacah sehingga sampah plastik dapat didaur ulang
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN 4.1 K3 (Kesehatan dan Keselamatan Kerja) Dalam proses pembuatan mesin pengupas kulit kentang perlu memperhatikan masalah kesehatan dan keselamatan kerja (K3). Adapun maksud
BAB IV HASIL DAN PEMBAHASAN 4.1 K3 (Kesehatan dan Keselamatan Kerja) Dalam proses pembuatan mesin pengupas kulit kentang perlu memperhatikan masalah kesehatan dan keselamatan kerja (K3). Adapun maksud
I. PENDAHULUAN. Proses permesinan merupakan proses manufaktur dimana objek dibentuk
 I. PENDAHULUAN A. Latar Belakang Proses permesinan merupakan proses manufaktur dimana objek dibentuk dengan cara membuang atau meghilangkan sebagian material dari benda kerjanya. Tujuan digunakan proses
I. PENDAHULUAN A. Latar Belakang Proses permesinan merupakan proses manufaktur dimana objek dibentuk dengan cara membuang atau meghilangkan sebagian material dari benda kerjanya. Tujuan digunakan proses
III. METODOLOGI PENELITIAN
 III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilakukan di tiga tempat, yaitu: 1. Pembuatan alat dan bahan di Laboratorium Proses Produksi Jurusan Teknik Mesin Universitas Lampung
III. METODOLOGI PENELITIAN A. Waktu dan Tempat Penelitian Penelitian ini dilakukan di tiga tempat, yaitu: 1. Pembuatan alat dan bahan di Laboratorium Proses Produksi Jurusan Teknik Mesin Universitas Lampung
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Alat dan Bahan A. Alat dan bahan 1. Mesin las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Alat ukur (jangka sorong, mistar)
BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Alat dan Bahan A. Alat dan bahan 1. Mesin las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Alat ukur (jangka sorong, mistar)
BAB III METODOLOGI Diagram Alir Tugas Akhir. Diagram alir Tugas Akhir Rancang Bangun Tungku Pengecoran Alumunium. Skala Laboratorium.
 BAB III METODOLOGI 3.1. Diagram Alir Tugas Akhir Diagram alir Tugas Akhir Rancang Bangun Tungku Pengecoran Alumunium Skala Laboratorium. Gambar 3.1. Diagram Alir Tugas Akhir 3.2. Alat dan Dalam rancang
BAB III METODOLOGI 3.1. Diagram Alir Tugas Akhir Diagram alir Tugas Akhir Rancang Bangun Tungku Pengecoran Alumunium Skala Laboratorium. Gambar 3.1. Diagram Alir Tugas Akhir 3.2. Alat dan Dalam rancang
: Teknologi Industri Pembimbing : 1.Dr. Rr Sri Poernomo Sari, ST., MT. : 2.Irwansyah, ST., MT
 ANALISIS PEMBUATAN JIG PENGUBAH SUDUT KEMIRINGAN VALVE SILINDER HEAD SEPEDA MOTOR MATIC Nama NPM : 20410985 Jurusan Fakultas : Ardi Adetya Prabowo : Teknik Mesin : Teknologi Industri Pembimbing : 1.Dr.
ANALISIS PEMBUATAN JIG PENGUBAH SUDUT KEMIRINGAN VALVE SILINDER HEAD SEPEDA MOTOR MATIC Nama NPM : 20410985 Jurusan Fakultas : Ardi Adetya Prabowo : Teknik Mesin : Teknologi Industri Pembimbing : 1.Dr.
PEMBUATAN ALAT UJI IMPAK METODE CHARPY DAN IZOD
 PEMBUATAN ALAT UJI IMPAK METODE CHARPY DAN IZOD (),, Teknik Mesin, Universitas Majalengka () Email: Asep8rachmat75@gmailcom (2) Email : nabilsaidbasyamchoh@yahoocom (3) Email : ekoswaraek@gmailcom Abstract
PEMBUATAN ALAT UJI IMPAK METODE CHARPY DAN IZOD (),, Teknik Mesin, Universitas Majalengka () Email: Asep8rachmat75@gmailcom (2) Email : nabilsaidbasyamchoh@yahoocom (3) Email : ekoswaraek@gmailcom Abstract
Mesin Perkakas Konvensional
 Proses manufaktur khusus digunakan untuk memotong benda kerja yang keras yang tidak mudah dipotong dengan metode tradisional atau konvensional. Dengan demikian, bahwa dalam melakukan memotong bahan ada
Proses manufaktur khusus digunakan untuk memotong benda kerja yang keras yang tidak mudah dipotong dengan metode tradisional atau konvensional. Dengan demikian, bahwa dalam melakukan memotong bahan ada
BAB IV PEMBUATAN DAN PENGUJIAN
 digilib.uns.ac.id 38 BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Proses PembuatanTabung Peniris Luar dan tutup Tabung luar peniris dan tutup peniris (Gambar 4.1) terbuat dari plat stainless steel berlubang dengan
digilib.uns.ac.id 38 BAB IV PEMBUATAN DAN PENGUJIAN 4.1 Proses PembuatanTabung Peniris Luar dan tutup Tabung luar peniris dan tutup peniris (Gambar 4.1) terbuat dari plat stainless steel berlubang dengan
Analisa Perhitungan Waktu dan Biaya Produksi pada Proses Drilling
 LJTMU: Vol. 02, No. 02, Oktober 2015, (01-06) ISSN Print : 2356-3222 ISSN Online : 2407-3555 http://ejournal-fst-unc.com/index.php/ljtmu Analisa Perhitungan Waktu dan Biaya Produksi pada Proses Drilling
LJTMU: Vol. 02, No. 02, Oktober 2015, (01-06) ISSN Print : 2356-3222 ISSN Online : 2407-3555 http://ejournal-fst-unc.com/index.php/ljtmu Analisa Perhitungan Waktu dan Biaya Produksi pada Proses Drilling
TUGAS TEKNIK DAN MANAJEMEN PERAWATAN SISTEM PEMELIHARAAN AC CENTRAL
 TUGAS TEKNIK DAN MANAJEMEN PERAWATAN SISTEM PEMELIHARAAN AC CENTRAL Disusun Oleh: KELOMPOK 9 Angga Eka Wahyu Ramadan (2113100122) Citro Ariyanto (2113100158) Ahmad Obrain Ghifari (2113100183) INSTITUT
TUGAS TEKNIK DAN MANAJEMEN PERAWATAN SISTEM PEMELIHARAAN AC CENTRAL Disusun Oleh: KELOMPOK 9 Angga Eka Wahyu Ramadan (2113100122) Citro Ariyanto (2113100158) Ahmad Obrain Ghifari (2113100183) INSTITUT
BAB I PROSES MANUFAKTUR
 BAB I PROSES MANUFAKTUR A. Pendahuluan. teknologi mekanik merupakan suatu proses pembuatan suatu benda dari bahan baku sampai barang jadi atau setengah jadi dengan atau tanpa proses tambahan. Dari sejarah
BAB I PROSES MANUFAKTUR A. Pendahuluan. teknologi mekanik merupakan suatu proses pembuatan suatu benda dari bahan baku sampai barang jadi atau setengah jadi dengan atau tanpa proses tambahan. Dari sejarah
PEMBUATAN MEKANISME SIMULATOR MESIN PEMBUAT RODA GIGI LURUS (RACK GENERATION) TUGAS AKHIR
 TUGAS AKHIR") PEMBUATAN MEKANISME SIMULATOR MESIN PEMBUAT RODA GIGI LURUS (RACK GENERATION) TUGAS AKHIR Diajukan untuk memenuhi salah satu syarat mencapai Sarjana Strata Satu (S-1) JurusanTeknik Universitas Pasundan
PEMBUATAN MEKANISME SIMULATOR MESIN PEMBUAT RODA GIGI LURUS (RACK GENERATION) TUGAS AKHIR Diajukan untuk memenuhi salah satu syarat mencapai Sarjana Strata Satu (S-1) JurusanTeknik Universitas Pasundan
BAB I PENDAHULUAN. Seiring dengan laju perkembangan dan pertumbuhan ilmu. pengetahuan teknologi harus diimbangi dengan pengembangan sumber
 BAB I PENDAHULUAN. Latar Belakang Seiring dengan laju perkembangan dan pertumbuhan ilmu pengetahuan teknologi harus diimbangi dengan pengembangan sumber daya manusia yang mampu untuk menjawab tantangan
BAB I PENDAHULUAN. Latar Belakang Seiring dengan laju perkembangan dan pertumbuhan ilmu pengetahuan teknologi harus diimbangi dengan pengembangan sumber daya manusia yang mampu untuk menjawab tantangan
PROSES PEMBUATAN SAKLAR TOGGLE SHAFT WELDED CIRCUIT BREAKER PADA CV. GLOBALINDO PERKASA ENGINEERING
 PROSES PEMBUATAN SAKLAR TOGGLE SHAFT WELDED CIRCUIT BREAKER PADA CV. GLOBALINDO PERKASA ENGINEERING NAMA : SOFIAN OKTAVIARDI NPM : 27412096 JURUSAN : TEKNIK MESIN PEMBIMBING : IRWANSYAH, ST., MT. Latar
PROSES PEMBUATAN SAKLAR TOGGLE SHAFT WELDED CIRCUIT BREAKER PADA CV. GLOBALINDO PERKASA ENGINEERING NAMA : SOFIAN OKTAVIARDI NPM : 27412096 JURUSAN : TEKNIK MESIN PEMBIMBING : IRWANSYAH, ST., MT. Latar
III. METODE PROYEK AKHIR. dari tanggal 06 Juni sampai tanggal 12 Juni 2013, dengan demikian terhitung. waktu pengerjaan berlangsung selama 1 minggu.
 24 III. METODE PROYEK AKHIR 3.1. Waktu dan Tempat Proses pembuatan Proyek Akhir ini dilakukan di Bengkel Bubut Jl. Lintas Timur Way Jepara Lampung Timur. Waktu pengerjaan alat pemotong kentang spiral ini
24 III. METODE PROYEK AKHIR 3.1. Waktu dan Tempat Proses pembuatan Proyek Akhir ini dilakukan di Bengkel Bubut Jl. Lintas Timur Way Jepara Lampung Timur. Waktu pengerjaan alat pemotong kentang spiral ini
BAB I PENDAHULUAN 1.1 LATAR BELAKANG
 BAB I PENDAHULUAN 1.1 LATAR BELAKANG Untuk mengurangi biaya produksi, peningkatan efisiensi proses manufaktur suatu produk sangat berpengaruh, terutama dengan menurunkan waktu proses manufakturnya. Dalam
BAB I PENDAHULUAN 1.1 LATAR BELAKANG Untuk mengurangi biaya produksi, peningkatan efisiensi proses manufaktur suatu produk sangat berpengaruh, terutama dengan menurunkan waktu proses manufakturnya. Dalam
BAB IV PROSES PRODUKSI DAN PENGUJIAN
 digilib.uns.ac.id BAB IV PROSES PRODUKSI DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan merupakan salah satu tahap untuk membuat komponenkomponen pada Troli Bermesin. Komponen-komponen yang akan
digilib.uns.ac.id BAB IV PROSES PRODUKSI DAN PENGUJIAN 4.1 Proses Pengerjaan Proses pengerjaan merupakan salah satu tahap untuk membuat komponenkomponen pada Troli Bermesin. Komponen-komponen yang akan
BAB IV HASIL PEMBUATAN DAN PEMBAHASAN. Sebelum melakukan proses pembuatan rangka pada incinerator terlebih
 BAB IV HASIL PEMBUATAN DAN PEMBAHASAN 4.1 Visualisasi Proses Pembuatan Sebelum melakukan proses pembuatan rangka pada incinerator terlebih dahulu harus mengetahui masalah Kesehatan dan Keselamatan Kerja
BAB IV HASIL PEMBUATAN DAN PEMBAHASAN 4.1 Visualisasi Proses Pembuatan Sebelum melakukan proses pembuatan rangka pada incinerator terlebih dahulu harus mengetahui masalah Kesehatan dan Keselamatan Kerja
Tmanufacture of the upper frame (handle) and lower frame of plate bending
 and lower frame of plate bending") PEMBUATAN RANGKA ATAS (HANDLE) DAN RANGKA BAWAH PADA ALAT PENEKUK PLAT SISTEM HIDROLIK Oleh : Wachid Siambar Buka *) he purpose of the preparation of the project of making plate bending tool is to determine:
PEMBUATAN RANGKA ATAS (HANDLE) DAN RANGKA BAWAH PADA ALAT PENEKUK PLAT SISTEM HIDROLIK Oleh : Wachid Siambar Buka *) he purpose of the preparation of the project of making plate bending tool is to determine:
PENGARUH KECEPATAN POTONG TERHADAP TEMPERATUR PEMOTONGAN PADA PROSES PEMBUBUTAN
 PENGARUH KECEPATAN POTONG TERHADAP TEMPERATUR PEMOTONGAN PADA PROSES PEMBUBUTAN Steven Moseas. Lukas. Gambeh 1), Rudy Poeng 2), Irvan Rondonuwu 3) Jurusan Teknik Mesin Universitas Sam Ratulangi ABSTRAK
PENGARUH KECEPATAN POTONG TERHADAP TEMPERATUR PEMOTONGAN PADA PROSES PEMBUBUTAN Steven Moseas. Lukas. Gambeh 1), Rudy Poeng 2), Irvan Rondonuwu 3) Jurusan Teknik Mesin Universitas Sam Ratulangi ABSTRAK
I. PENDAHULUAN. Perkembangan teknologi telah merubah industri manufaktur menjadi sebuah
 I. PENDAHULUAN A. Latar Belakang Perkembangan teknologi telah merubah industri manufaktur menjadi sebuah industri yang harus dapat berkembang dan bersaing secara global. Pada dasarnya seluruh elemen dalam
I. PENDAHULUAN A. Latar Belakang Perkembangan teknologi telah merubah industri manufaktur menjadi sebuah industri yang harus dapat berkembang dan bersaing secara global. Pada dasarnya seluruh elemen dalam
BAB I PENDAHULUAN. 1.1 Latar Belakang Masalah. Air dingin ( Chiller water ) merupakan air dingin yang di hasilkan
 merupakan air dingin yang di hasilkan") BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Air dingin ( Chiller water ) merupakan air dingin yang di hasilkan oleh mesin pendingin ( mesin Chiller ) untuk didistribusikan ke unit unit mesin pendingin
BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Air dingin ( Chiller water ) merupakan air dingin yang di hasilkan oleh mesin pendingin ( mesin Chiller ) untuk didistribusikan ke unit unit mesin pendingin
LAMPIRAN. Universitas Sumatera Utara
 LAMPIRAN Bantalan Poros (KR3) Cast Steel Gandengan Gandengan (KR2) Round Bar Belakang (KB15) Depan (KB14) UNP 200 UNP 100 Plate Bar Besi Siku Besi Strip MS Plate 10 MS Plate 8 S-12 S-11 S-10 S-9 S-8 S-
LAMPIRAN Bantalan Poros (KR3) Cast Steel Gandengan Gandengan (KR2) Round Bar Belakang (KB15) Depan (KB14) UNP 200 UNP 100 Plate Bar Besi Siku Besi Strip MS Plate 10 MS Plate 8 S-12 S-11 S-10 S-9 S-8 S-
Dosen Pembimbing Ir. SAMPURNO, MT. Jurusan Teknik Mesin Fakultas Teknologi Industri Institut Teknologi Sepuluh Nopember Surabaya 2011
 IBNU MAHARDI ZAHTIAR 2106 100 069 Dosen Pembimbing Ir. SAMPURNO, MT. Jurusan Teknik Mesin Fakultas Teknologi Industri Institut Teknologi Sepuluh Nopember Surabaya 2011 Multi Fixture Analisa dan Perancangan
IBNU MAHARDI ZAHTIAR 2106 100 069 Dosen Pembimbing Ir. SAMPURNO, MT. Jurusan Teknik Mesin Fakultas Teknologi Industri Institut Teknologi Sepuluh Nopember Surabaya 2011 Multi Fixture Analisa dan Perancangan
BAB III METODE PROYEK AKHIR. Motor dengan alamat jalan raya Candimas Natar. Waktu terselesainya pembuatan mesin
 BAB III METODE PROYEK AKHIR A. Waktu dan Tempat Tempat pembuatan dan perakitan mesin pemotong kerupuk ini di lakukan di Bengkel Kurnia Motor dengan alamat jalan raya Candimas Natar. Waktu terselesainya
BAB III METODE PROYEK AKHIR A. Waktu dan Tempat Tempat pembuatan dan perakitan mesin pemotong kerupuk ini di lakukan di Bengkel Kurnia Motor dengan alamat jalan raya Candimas Natar. Waktu terselesainya
PROSES PEMBUBUTAN LOGAM. PARYANTO, M.Pd.
 PROSES PEMBUBUTAN LOGAM PARYANTO, M.Pd. Jur.. PT. Mesin FT UNY Proses bubut adalah proses pemesinan untuk menghasilkan bagian-bagian mesin (komponen) berbentuk silindris yang dikerjakan dengan menggunakan
PROSES PEMBUBUTAN LOGAM PARYANTO, M.Pd. Jur.. PT. Mesin FT UNY Proses bubut adalah proses pemesinan untuk menghasilkan bagian-bagian mesin (komponen) berbentuk silindris yang dikerjakan dengan menggunakan
BAB III PEMILIHAN BAHAN DAN PROSES MANUFAKTUR CRUISE CONTROL
 BAB III PEMILIHAN BAHAN DAN PROSES MANUFAKTUR CRUISE CONTROL III.1 Pemilihan Bahan dan Proses Manufaktur Cruise Control Versi Magnetic Clutch III.1.1 Pemilihan Bahan Cruise Control Versi Magnetic Clutch
BAB III PEMILIHAN BAHAN DAN PROSES MANUFAKTUR CRUISE CONTROL III.1 Pemilihan Bahan dan Proses Manufaktur Cruise Control Versi Magnetic Clutch III.1.1 Pemilihan Bahan Cruise Control Versi Magnetic Clutch
BAB III PERENCANAAN DAN GAMBAR
 BAB III PERENCANAAN DAN GAMBAR 3.1 Flow Chart Pembuatan Mesin Pemotong Umbi Mulai Studi Literatur Perencanaan dan Desain Perhitungan Penentuan dan Pembelian Komponen Proses Pengerjaan Proses Perakitan
BAB III PERENCANAAN DAN GAMBAR 3.1 Flow Chart Pembuatan Mesin Pemotong Umbi Mulai Studi Literatur Perencanaan dan Desain Perhitungan Penentuan dan Pembelian Komponen Proses Pengerjaan Proses Perakitan
`BAB IV PROSES PEMBUATAN
 `BAB IV PROSES PEMBUATAN Gambar hasil perancangan Persiapan material dan komponen standar Pembuatan Perakitan Pengujian Kelayakan (Ya/Tidak) Selesai Gambar 4.1.Diagram alir proses pembuatan. JURUSAN TEKNIK
`BAB IV PROSES PEMBUATAN Gambar hasil perancangan Persiapan material dan komponen standar Pembuatan Perakitan Pengujian Kelayakan (Ya/Tidak) Selesai Gambar 4.1.Diagram alir proses pembuatan. JURUSAN TEKNIK
BAB I PENDAHULUAN 1.1. Latar Belakang
 BAB I PENDAHULUAN 1.1. Latar Belakang Teknologi pemesinan saat ini telah berkembang sangat pesat, bermula pada tahun 1940-an dimana pembuatan produk benda masih menggunakan mesin perkakas konvensional
BAB I PENDAHULUAN 1.1. Latar Belakang Teknologi pemesinan saat ini telah berkembang sangat pesat, bermula pada tahun 1940-an dimana pembuatan produk benda masih menggunakan mesin perkakas konvensional
BAB IV PROSES PRODUKSI
 BAB IV PROSES PRODUKSI 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pemotong kerupuk rambak kulit. Pengerjaan paling dominan dalam pembuatan komponen
BAB IV PROSES PRODUKSI 4.1 Proses Pengerjaan Proses pengerjaan adalah suatu tahap untuk membuat komponen-komponen pada mesin pemotong kerupuk rambak kulit. Pengerjaan paling dominan dalam pembuatan komponen
PROSES PEMBUATAN DIES UNTUK PEMBENTUKAN PANEL MOBIL DI PT. METINDO ERA SAKTI. Nama : Haga Ardila NPM : Jurusan : Teknik mesin
 PROSES PEMBUATAN DIES UNTUK PEMBENTUKAN PANEL MOBIL DI PT. METINDO ERA SAKTI Nama : Haga Ardila NPM : 23410094 Jurusan : Teknik mesin LATAR BELAKANG Perkembangan teknologinya dilakukan dengan cara melakukan
PROSES PEMBUATAN DIES UNTUK PEMBENTUKAN PANEL MOBIL DI PT. METINDO ERA SAKTI Nama : Haga Ardila NPM : 23410094 Jurusan : Teknik mesin LATAR BELAKANG Perkembangan teknologinya dilakukan dengan cara melakukan
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
Pertemuan 6: SISTEM PENGHAWAAN PADA BANGUNAN
 AR-3121: SISTEM BANGUNAN & UTILITAS Pertemuan 6: SISTEM PENGHAWAAN PADA BANGUNAN 12 Oktober 2009 Dr. Sugeng Triyadi PENDAHULUAN Penghawaan pada bangunan berfungsi untuk mencapai kenyamanan thermal. Dipengaruhi:
AR-3121: SISTEM BANGUNAN & UTILITAS Pertemuan 6: SISTEM PENGHAWAAN PADA BANGUNAN 12 Oktober 2009 Dr. Sugeng Triyadi PENDAHULUAN Penghawaan pada bangunan berfungsi untuk mencapai kenyamanan thermal. Dipengaruhi:
BAB III PROSES MANUFAKTUR. yang dilakukan dalam proses manufaktur mesin pembuat tepung ini adalah : Mulai. Pengumpulan data.
 BAB III PROSES MANUFAKTUR 3.1. Metode Proses Manufaktur Proses yang dilakukan untuk pembuatan mesin pembuat tepung ini berkaitan dengan proses manufaktur dari mesin tersebut. Proses manufaktur merupakan
BAB III PROSES MANUFAKTUR 3.1. Metode Proses Manufaktur Proses yang dilakukan untuk pembuatan mesin pembuat tepung ini berkaitan dengan proses manufaktur dari mesin tersebut. Proses manufaktur merupakan
BAB IV 4 STUDI KASUS
 BAB IV 4 STUDI KASUS Model mesin bubut cerdas yang dikembangkan pada tugas akhir ini merupakan suatu model yang akan digunakan pada perusahaan manufaktur bertipe jobshop. Oleh karena itu, pada bab ini
BAB IV 4 STUDI KASUS Model mesin bubut cerdas yang dikembangkan pada tugas akhir ini merupakan suatu model yang akan digunakan pada perusahaan manufaktur bertipe jobshop. Oleh karena itu, pada bab ini
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Alat dan Bahan A. Alat 1. Las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Bor duduk 8. Alat ukur (Jangka sorong, mistar)
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Alat dan Bahan A. Alat 1. Las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Bor duduk 8. Alat ukur (Jangka sorong, mistar)
ANALISIS UMUR PAHAT DAN BIAYA PRODUKSI PADA PROSES DRILLING TERHADAP MATERIAL S 40 C
 ANALISIS UMUR PAHAT DAN BIAYA PRODUKSI PADA PROSES DRILLING TERHADAP MATERIAL S 40 C 1 Azwinur, 2 Taufiq 1 Jurusan Teknik Mesin, Politeknik Negeri Lhokseumawe Jl. Banda Aceh-Medan Km.280 Buketrata Lhokseumawe.
ANALISIS UMUR PAHAT DAN BIAYA PRODUKSI PADA PROSES DRILLING TERHADAP MATERIAL S 40 C 1 Azwinur, 2 Taufiq 1 Jurusan Teknik Mesin, Politeknik Negeri Lhokseumawe Jl. Banda Aceh-Medan Km.280 Buketrata Lhokseumawe.
Kecepatan potong Kecepatan makan Kedalaman potong. Kekasaran Permukaan
 Kecepatan potong Kecepatan makan Kedalaman potong Kekasaran Permukaan Kombinasi Parameter Respon Optimum Single Respon Multi Respon V vf a F Ra LPM Sifat mampu mesin yang baik. Kekerasan 170 210 HB. Kekerasannya
Kecepatan potong Kecepatan makan Kedalaman potong Kekasaran Permukaan Kombinasi Parameter Respon Optimum Single Respon Multi Respon V vf a F Ra LPM Sifat mampu mesin yang baik. Kekerasan 170 210 HB. Kekerasannya
III. METODELOGI PENELITIAN. Penelitian dilaksanakan pada Mei hingga Juli 2012, dan Maret 2013 di
 22 III. METODELOGI PENELITIAN 3.1. Waktu dan Tempat Pelaksanaan Penelitian dilaksanakan pada Mei hingga Juli 2012, dan 20 22 Maret 2013 di Laboratorium dan Perbengkelan Teknik Pertanian, Fakultas Pertanian,
22 III. METODELOGI PENELITIAN 3.1. Waktu dan Tempat Pelaksanaan Penelitian dilaksanakan pada Mei hingga Juli 2012, dan 20 22 Maret 2013 di Laboratorium dan Perbengkelan Teknik Pertanian, Fakultas Pertanian,
Optimasi Cutting Tool Carbide pada Turning Machine dengan Geometry Single Point Tool pada High Speed
 ISBN 978-979-3541-50-1 IRWNS 2015 Optimasi Cutting Tool Carbide pada Turning Machine dengan Geometry Single Point Tool pada High Speed Badruzzaman a, Dedi Suwandi b a Jurusan Teknik Mesin,Politeknik Negeri
ISBN 978-979-3541-50-1 IRWNS 2015 Optimasi Cutting Tool Carbide pada Turning Machine dengan Geometry Single Point Tool pada High Speed Badruzzaman a, Dedi Suwandi b a Jurusan Teknik Mesin,Politeknik Negeri
MAKALAH PRAKTIK PENSINGIN DAN TATAUDARA
 MAKALAH PRAKTIK PENSINGIN DAN TATAUDARA AC SENTRAL ( CENTRAL ) Disusun Oleh: Asto Nur Wimantoro 11501244013 PROGRAM STUDI PENDIDIKAN TEKNIK ELEKTRO FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA 2014 BAB
MAKALAH PRAKTIK PENSINGIN DAN TATAUDARA AC SENTRAL ( CENTRAL ) Disusun Oleh: Asto Nur Wimantoro 11501244013 PROGRAM STUDI PENDIDIKAN TEKNIK ELEKTRO FAKULTAS TEKNIK UNIVERSITAS NEGERI YOGYAKARTA 2014 BAB
BAB IV PROSES PENGERJAAN DAN PENGUJIAN
 BAB IV PROSES PENGERJAAN DAN PENGUJIAN Pada bab ini akan dibahas mengenai pembuatan dan pengujian alat yang selanjutnya akan di analisa, hal ini dimaksudkan untuk memperoleh data yang dibutuhkan dan untuk
BAB IV PROSES PENGERJAAN DAN PENGUJIAN Pada bab ini akan dibahas mengenai pembuatan dan pengujian alat yang selanjutnya akan di analisa, hal ini dimaksudkan untuk memperoleh data yang dibutuhkan dan untuk
BAB III CARA PEMBUATAN ALAT TRACKE R BEARING. Rahang penahan berfungsi sebagai rumah atau sarang dari bagian komponen lain
 BAB III CARA PEMBUATAN ALAT TRACKE R BEARING 3.1 RAHANG PENAHAN Rahang penahan berfungsi sebagai rumah atau sarang dari bagian komponen lain yaitu - Kaki penahan - Batang ulir. Yang semua komponen akan
BAB III CARA PEMBUATAN ALAT TRACKE R BEARING 3.1 RAHANG PENAHAN Rahang penahan berfungsi sebagai rumah atau sarang dari bagian komponen lain yaitu - Kaki penahan - Batang ulir. Yang semua komponen akan
SKRIPSI / TUGAS AKHIR
 PROSES MANUFAKTUR MESIN PRESS BAGLOG JAMUR SKRIPSI / TUGAS AKHIR TRI HARTANTO (26410947) JURUSAN TEKNIK MESIN LATAR BELAKANG Dalam industri agrobisnis terutama dalam bidang penanaman jamur. Keberadaan
PROSES MANUFAKTUR MESIN PRESS BAGLOG JAMUR SKRIPSI / TUGAS AKHIR TRI HARTANTO (26410947) JURUSAN TEKNIK MESIN LATAR BELAKANG Dalam industri agrobisnis terutama dalam bidang penanaman jamur. Keberadaan
BAB IV ANALISIS HASIL
 BAB IV ANALISIS HASIL 4.1 Karakteristik Umum Bangunan Hotel Pullman Gadog ini tepatnya di wilayah Ciawi Bogor. Hotel ini terdiri dari beberapa fungsi bangunan utama yaitu Main Building, Conference area,
BAB IV ANALISIS HASIL 4.1 Karakteristik Umum Bangunan Hotel Pullman Gadog ini tepatnya di wilayah Ciawi Bogor. Hotel ini terdiri dari beberapa fungsi bangunan utama yaitu Main Building, Conference area,
BAB IV DASAR TEORI 4.1 Sistem Pengkondisian Udara
 24 BAB IV DASAR TEORI 4.1 Sistem Pengkondisian Udara Sistem pengkondisian udara adalah usaha untuk mengatur temperatur dan kelembaban udara agar menghasilkan kenyamanan termal (thermal comfort) bagimanusia.
24 BAB IV DASAR TEORI 4.1 Sistem Pengkondisian Udara Sistem pengkondisian udara adalah usaha untuk mengatur temperatur dan kelembaban udara agar menghasilkan kenyamanan termal (thermal comfort) bagimanusia.
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Proses Pembuatan Proses pembuatan adalah tahap-tahap yang dilakukan untuk mencapai suatu hasil. Dalam proses pembuatan ini dijelaskan bagaimana proses bahanbahan yang
III. METODE PEMBUATAN. Tempat pembuatan mesin pengaduk adonan kerupuk ini di bengkel las dan bubut
 16 III. METODE PEMBUATAN A. Waktu dan Tempat Tempat pembuatan mesin pengaduk adonan kerupuk ini di bengkel las dan bubut Amanah, jalan raya candimas Natar, Lampung Selatan. Pembuatan mesin pengaduk adonan
16 III. METODE PEMBUATAN A. Waktu dan Tempat Tempat pembuatan mesin pengaduk adonan kerupuk ini di bengkel las dan bubut Amanah, jalan raya candimas Natar, Lampung Selatan. Pembuatan mesin pengaduk adonan
B A B I I LANDASAN TEORI
 B A B I I LANDASAN TEORI 2.1 Proses Manufaktur Manufaktur merupakan suatu aktivitas manusia yang mencakup semua fase dalam kehidupan. Computer Aided Manufacturing International (CAM-I) mendefinisikan manufaktur
B A B I I LANDASAN TEORI 2.1 Proses Manufaktur Manufaktur merupakan suatu aktivitas manusia yang mencakup semua fase dalam kehidupan. Computer Aided Manufacturing International (CAM-I) mendefinisikan manufaktur
Perancangan Perkakas Bantu untuk Pelubangan dan Pemotongan Rangka Atap Baja Ringan
 Perancangan Perkakas Bantu untuk Pelubangan dan Pemotongan Rangka Atap Baja Ringan Adam Malik 1, Syahrul Azif 2 1,2 Jurusan Teknik Mesin, Fakultas Teknik, Universitas Andalas, Padang Email: adammalik@ft.unand.ac.id
Perancangan Perkakas Bantu untuk Pelubangan dan Pemotongan Rangka Atap Baja Ringan Adam Malik 1, Syahrul Azif 2 1,2 Jurusan Teknik Mesin, Fakultas Teknik, Universitas Andalas, Padang Email: adammalik@ft.unand.ac.id
TUGAS AKHIR PEMBUATAN PROTOTYPE ROBOT KABEL 4 AKSIS DENGAN SISTEM PENGENDALI OTOMATIS UNTUK MENGGERAKKAN BEBAN 3 KG DWI CAHYO MARINDHO
 TUGAS AKHIR PEMBUATAN PROTOTYPE ROBOT KABEL 4 AKSIS DENGAN SISTEM PENGENDALI OTOMATIS UNTUK MENGGERAKKAN BEBAN 3 KG DWI CAHYO MARINDHO 201554121 DOSEN PEMBIMBING Ir. Masruki Kabib, MT. Rochmad Winarso,
TUGAS AKHIR PEMBUATAN PROTOTYPE ROBOT KABEL 4 AKSIS DENGAN SISTEM PENGENDALI OTOMATIS UNTUK MENGGERAKKAN BEBAN 3 KG DWI CAHYO MARINDHO 201554121 DOSEN PEMBIMBING Ir. Masruki Kabib, MT. Rochmad Winarso,
PROSES PEMBUATAN PURWARUPA MESIN PENYAPU LANTAI
 PROSES PEMBUATAN PURWARUPA MESIN PENYAPU LANTAI PROYEK AKHIR Diajukan sebagai salah satu syarat untuk memperoleh gelar Ahli Madya Disusun Oleh: RIZAL MOCHTYONO WIDODO NIM. I8110034 PROGRAM DIPLOMA III
PROSES PEMBUATAN PURWARUPA MESIN PENYAPU LANTAI PROYEK AKHIR Diajukan sebagai salah satu syarat untuk memperoleh gelar Ahli Madya Disusun Oleh: RIZAL MOCHTYONO WIDODO NIM. I8110034 PROGRAM DIPLOMA III
BAB III METODOLOGI Diagram Alir Tugas Akhir. Diagram alir Tugas Akhir Rancang Bangun Tungku Peleburan Alumunium. Skala Laboratorium.
 BAB III METODOLOGI 3.1. Diagram Alir Tugas Akhir Diagram alir Tugas Akhir Rancang Bangun Tungku Peleburan Alumunium Skala Laboratorium. Gambar 3.1. Diagram Alir Tugas Akhir 27 3.2. Alat dan Dalam rancang
BAB III METODOLOGI 3.1. Diagram Alir Tugas Akhir Diagram alir Tugas Akhir Rancang Bangun Tungku Peleburan Alumunium Skala Laboratorium. Gambar 3.1. Diagram Alir Tugas Akhir 27 3.2. Alat dan Dalam rancang
I. PENDAHULUAN. Magnesium adalah salah satu jenis logam yang dikategorikan logam ringan, di
 1 I. PENDAHULUAN A. Latar Belakang Magnesium adalah salah satu jenis logam yang dikategorikan logam ringan, di antara beberapa logam ringan yang biasa digunakan dalam struktur. Unsur magnesium ditemukan
1 I. PENDAHULUAN A. Latar Belakang Magnesium adalah salah satu jenis logam yang dikategorikan logam ringan, di antara beberapa logam ringan yang biasa digunakan dalam struktur. Unsur magnesium ditemukan
III. METODOLOGI PENELITIAN. Penelitian ini dilakukan di Lab.Proses Produksi, CNC dan material teknik
 III. METODOLOGI PENELITIAN A. Tempat Penelitian Penelitian ini dilakukan di Lab.Proses Produksi, CNC dan material teknik Jurusan Teknik mesin Universitas Lampung untuk pengukuran suhu luaran vortex tube,
III. METODOLOGI PENELITIAN A. Tempat Penelitian Penelitian ini dilakukan di Lab.Proses Produksi, CNC dan material teknik Jurusan Teknik mesin Universitas Lampung untuk pengukuran suhu luaran vortex tube,
BAB IV PROSES PRODUKSI DAN PENGUJIAN
 BAB IV PROSES PRODUKSI DAN PENGUJIAN 4.1 Proses Pembuatan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pemotong umbi. Pengerjaan yang dominan dalam
BAB IV PROSES PRODUKSI DAN PENGUJIAN 4.1 Proses Pembuatan Proses pengerjaan adalah tahapan-tahapan yang dilakukan untuk membuat komponen-komponen pada mesin pemotong umbi. Pengerjaan yang dominan dalam
BAB III DESAIN DAN FABRIKASI
 BAB III DESAIN DAN FABRIKASI III. 1 DESAIN Objektifitas dari perancangan ini adalah: 1) modifikasi sistim feeding bahan bakar yang lebih optimal. Sebelumnya, setiap kali penambahan bahan bakar solid (batubara),
BAB III DESAIN DAN FABRIKASI III. 1 DESAIN Objektifitas dari perancangan ini adalah: 1) modifikasi sistim feeding bahan bakar yang lebih optimal. Sebelumnya, setiap kali penambahan bahan bakar solid (batubara),
PROSES PERMESINAN. (Part 2) Learning Outcomes. Outline Materi. Prosman Pengebor horisontal JENIS MESIN GURDI
 Learning Outcomes. Outline Materi. Prosman Pengebor horisontal JENIS MESIN GURDI") Prosman - 04 Learning Outcomes PROSES PERMESINAN Mahasiswa dapat menerangkan prinsip kerja mesin bor dan gurdi PROSES PERMESINAN (Part 2) Outline Materi Proses Pemesinan dengan Mesin Bor dan Gurdi Proses
Prosman - 04 Learning Outcomes PROSES PERMESINAN Mahasiswa dapat menerangkan prinsip kerja mesin bor dan gurdi PROSES PERMESINAN (Part 2) Outline Materi Proses Pemesinan dengan Mesin Bor dan Gurdi Proses
BAB III METODOLOGI PENELITIAN
 BAB III METODOLOGI PENELITIAN Dalam melaksanakan pengujian ini penulis menggunakan metode pengujian dan prosedur pengujian. Sehingga langkah-langkah serta tujuan dari pengujian yang dilakukan dapat sesuai
BAB III METODOLOGI PENELITIAN Dalam melaksanakan pengujian ini penulis menggunakan metode pengujian dan prosedur pengujian. Sehingga langkah-langkah serta tujuan dari pengujian yang dilakukan dapat sesuai
DAFTAR ISI. HALAMAN JUDUL... i. LEMBAR NOMOR POERSOALAN... ii. HALAMAN PENGESAHAN... iii. LEMBAR PERSEMBAHAN... iv. KATA PENGANTAR...
 DAFTAR ISI HALAMAN JUDUL... i LEMBAR NOMOR POERSOALAN... ii HALAMAN PENGESAHAN... iii LEMBAR PERSEMBAHAN... iv KATA PENGANTAR... vi ABSTRACT... vii DAFTAR ISI... viii DAFTAR GAMBAR... xi DAFTAR TABEL...
DAFTAR ISI HALAMAN JUDUL... i LEMBAR NOMOR POERSOALAN... ii HALAMAN PENGESAHAN... iii LEMBAR PERSEMBAHAN... iv KATA PENGANTAR... vi ABSTRACT... vii DAFTAR ISI... viii DAFTAR GAMBAR... xi DAFTAR TABEL...
I. PENDAHULUAN. Perkembangan teknologi yang pesat saat ini membuat persaingan di dunia industri
 I. PENDAHULUAN A. Latar Belakang Perkembangan teknologi yang pesat saat ini membuat persaingan di dunia industri semakin ketat. Perkembangan teknologi ini juga telah menghasilkan mesin-mesin yang dapat
I. PENDAHULUAN A. Latar Belakang Perkembangan teknologi yang pesat saat ini membuat persaingan di dunia industri semakin ketat. Perkembangan teknologi ini juga telah menghasilkan mesin-mesin yang dapat
BAB III METODOLOGI PELAKSANAAN. penggerak belakang gokart adalah bengkel Teknik Mesin program Vokasi
 BAB III METODOLOGI PELAKSANAAN 3.1. Tempat Pelaksanaan Tempat yang akan di gunakan untuk perakitan dan pembuatan sistem penggerak belakang gokart adalah bengkel Teknik Mesin program Vokasi Universitas
BAB III METODOLOGI PELAKSANAAN 3.1. Tempat Pelaksanaan Tempat yang akan di gunakan untuk perakitan dan pembuatan sistem penggerak belakang gokart adalah bengkel Teknik Mesin program Vokasi Universitas
PENGARUH CAIRAN PENDINGIN BERTEKANAN TINGGI TERHADAP GAYA POTONG, KEAUSAN TEPI PAHAT, DAN KEKASARAN PERMUKAAN PADA PROSES BUBUT MATERIAL AISI 4340
 TUGAS AKHIR TEKNIK MANUFAKTUR (TM091486) PENGARUH CAIRAN PENDINGIN BERTEKANAN TINGGI TERHADAP GAYA POTONG, KEAUSAN TEPI PAHAT, DAN KEKASARAN PERMUKAAN PADA PROSES BUBUT MATERIAL AISI 4340 ANDI PURWANTO
TUGAS AKHIR TEKNIK MANUFAKTUR (TM091486) PENGARUH CAIRAN PENDINGIN BERTEKANAN TINGGI TERHADAP GAYA POTONG, KEAUSAN TEPI PAHAT, DAN KEKASARAN PERMUKAAN PADA PROSES BUBUT MATERIAL AISI 4340 ANDI PURWANTO
DAFTAR ISI BAB I PENDAHULUAN Latar Belakang Rumusan Masalah Batasan Masalah Tujuan Penelitian Manfaat Penelitian 4
 DAFTAR ISI HALAMAN JUDUL i HALAMAN PENGESAHAN ii HALAMAN PERNYATAAN iii NASKAH SOAL TUGAS AKHIR iv HALAMAN PERSEMBAHAN v KATA PENGANTAR vi DAFTAR ISI 1 DAFTAR GAMBAR 4 DAFTAR TABEL 7 DAFTAR LAMPIRAN 8
DAFTAR ISI HALAMAN JUDUL i HALAMAN PENGESAHAN ii HALAMAN PERNYATAAN iii NASKAH SOAL TUGAS AKHIR iv HALAMAN PERSEMBAHAN v KATA PENGANTAR vi DAFTAR ISI 1 DAFTAR GAMBAR 4 DAFTAR TABEL 7 DAFTAR LAMPIRAN 8
STUDY TENTANG CUTTING FORCE MESIN BUBUT, PENGARUH RAKE ANGLE DAN KEDALAMAN PEMOTONGAN TERHADAP TENAGA YANG DIPERLUKAN UNTUK PEMOTONGAN
 LAPORAN TUGAS AKHIR STUDY TENTANG CUTTING FORCE MESIN BUBUT, PENGARUH RAKE ANGLE DAN KEDALAMAN PEMOTONGAN TERHADAP TENAGA YANG DIPERLUKAN UNTUK PEMOTONGAN Laporan Tugas Akhir ini Disusun Sebagai Syarat
LAPORAN TUGAS AKHIR STUDY TENTANG CUTTING FORCE MESIN BUBUT, PENGARUH RAKE ANGLE DAN KEDALAMAN PEMOTONGAN TERHADAP TENAGA YANG DIPERLUKAN UNTUK PEMOTONGAN Laporan Tugas Akhir ini Disusun Sebagai Syarat
BAB IV PROSES PEMBUATAN DAN PENGUJIAN
 BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat Dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian rangka, pengaduk adonan bakso dan pengunci pengaduk adonan bakso adalah : 4.1.1 Alat Alat yang
BAB IV PROSES PEMBUATAN DAN PENGUJIAN 4.1 Alat Dan Bahan Alat dan bahan yang digunakan untuk pembuatan bagian rangka, pengaduk adonan bakso dan pengunci pengaduk adonan bakso adalah : 4.1.1 Alat Alat yang
III. METODOLOGI PENELITIAN. Penelitian ini dilakukan di Laboratorium Proses Produksi Jurusan Teknik
 III. METODOLOGI PENELITIAN A. Tempat Penelitian Penelitian ini dilakukan di Laboratorium Proses Produksi Jurusan Teknik mesin Universitas Lampung untuk proses milling (frais) specimen uji dan Laboratorium
III. METODOLOGI PENELITIAN A. Tempat Penelitian Penelitian ini dilakukan di Laboratorium Proses Produksi Jurusan Teknik mesin Universitas Lampung untuk proses milling (frais) specimen uji dan Laboratorium
BAB II DASAR TEORI Prinsip Kerja Mesin Refrigerasi Kompresi Uap
 4 BAB II DASAR TEORI 2.1 Sistem Pengkondisian Udara Pengkondisian udara adalah proses untuk mengkondisikan temperature dan kelembapan udara agar memenuhi persyaratan tertentu. Selain itu kebersihan udara,
4 BAB II DASAR TEORI 2.1 Sistem Pengkondisian Udara Pengkondisian udara adalah proses untuk mengkondisikan temperature dan kelembapan udara agar memenuhi persyaratan tertentu. Selain itu kebersihan udara,
PERANCANGAN DAN PEMBUATAN MODEL DRILL JIG UNTUK PENGGURDIAN FLENS KOPLING
 PERANCANGAN DAN PEMBUATAN MODEL DRILL JIG UNTUK PENGGURDIAN FLENS KOPLING Mulyadi (1), Toti Srimulyati (2) (1) Staf Pengajar Jurusan Teknik Mesin, Politeknik Negeri Padang (2) Staf Pengajar Jurusan Manajemen,
PERANCANGAN DAN PEMBUATAN MODEL DRILL JIG UNTUK PENGGURDIAN FLENS KOPLING Mulyadi (1), Toti Srimulyati (2) (1) Staf Pengajar Jurusan Teknik Mesin, Politeknik Negeri Padang (2) Staf Pengajar Jurusan Manajemen,
BAB III PERANCANGAN ALAT. Muiai. Kapasitas: A4 Bahan pola : Lilin Pahat: Gurdi Daya: 1/16HP. Sketsa alat. Desain gambar
 BAB III PERANCANGAN ALAT 3.1 Diagram Alir Perancangan Muiai Kapasitas: A4 Bahan pola : Lilin Pahat: Gurdi Daya: 1/16HP I Sketsa alat Desain gambar Perancangan alat Kerangka Mesin Kerangka Meja Poros Perakitaiimesin
BAB III PERANCANGAN ALAT 3.1 Diagram Alir Perancangan Muiai Kapasitas: A4 Bahan pola : Lilin Pahat: Gurdi Daya: 1/16HP I Sketsa alat Desain gambar Perancangan alat Kerangka Mesin Kerangka Meja Poros Perakitaiimesin
FT UNY. Lampiran 1. Gambar Kerja Elemen (3D) Poros Bantalan Poros 1 Rangka 1 Motor Listrik 1 Casing. 26 x 700 ST 50. Plat Eyser Karet Alumunium
 Poros Bantalan Poros 1 Rangka 1 Motor Listrik 1 Casing. 26 x 700 ST 50. Plat Eyser Karet Alumunium") LAMPIRAN Lampiran 1. Gambar Kerja Elemen (3D) 71 5 1 2 4 9 3 8 7 6 9 8 7 6 5 4 1 1 Poros Bantalan Poros 1 Rangka 1 Motor Listrik 1 Casing 1 3 2 2 48 1 16 V-Belt Pulley Jum No lah PROYEKSI : A Pisau Putar
LAMPIRAN Lampiran 1. Gambar Kerja Elemen (3D) 71 5 1 2 4 9 3 8 7 6 9 8 7 6 5 4 1 1 Poros Bantalan Poros 1 Rangka 1 Motor Listrik 1 Casing 1 3 2 2 48 1 16 V-Belt Pulley Jum No lah PROYEKSI : A Pisau Putar
BAB II DASAR TEORI. 2.1 Konsep Perencanaan Sistem Produksi. 2.2 Pengelasan
 BAB II DASAR TEORI 2.1 Konsep Perencanaan Sistem Produksi Pada perancangan suatu kontruksi hendaknya mempunyai suatu konsep perencanaan. Konsep perencanaan ini akan membahas dasar-dasar teori yang akan
BAB II DASAR TEORI 2.1 Konsep Perencanaan Sistem Produksi Pada perancangan suatu kontruksi hendaknya mempunyai suatu konsep perencanaan. Konsep perencanaan ini akan membahas dasar-dasar teori yang akan
TUGAS AKHIR PERTIMBANGAN PEMILIHAN TIPE AIR CONDITIONING BERDASARKAN INVESTASI JANGKA PANJANG PADA PROYEK HOTEL PULLMAN GADOG CIAWI
 TUGAS AKHIR PERTIMBANGAN PEMILIHAN TIPE AIR CONDITIONING BERDASARKAN INVESTASI JANGKA PANJANG PADA PROYEK HOTEL PULLMAN GADOG CIAWI Disusun oleh : Nama : Moch. Sutik Supriyadi NIM : 41415110122 Jurusan
TUGAS AKHIR PERTIMBANGAN PEMILIHAN TIPE AIR CONDITIONING BERDASARKAN INVESTASI JANGKA PANJANG PADA PROYEK HOTEL PULLMAN GADOG CIAWI Disusun oleh : Nama : Moch. Sutik Supriyadi NIM : 41415110122 Jurusan
BAB I PENDAHULUAN. Gambar 1.1 Turbin blade [Gandjar et. al, 2008]
![BAB I PENDAHULUAN. Gambar 1.1 Turbin blade [Gandjar et. al, 2008]](/thumbs/68/58936694.jpg "BAB I PENDAHULUAN. Gambar 1.1 Turbin blade [Gandjar et. al, 2008]") BAB I PENDAHULUAN 1.1 Latar Belakang Proses produksi pembuatan suatu produk manufaktur yang ada didunia hampir seluruhnya memerlukan proses pemesinan. Contoh produk yang memerlukan proses pemesinan adalah
BAB I PENDAHULUAN 1.1 Latar Belakang Proses produksi pembuatan suatu produk manufaktur yang ada didunia hampir seluruhnya memerlukan proses pemesinan. Contoh produk yang memerlukan proses pemesinan adalah
LAPORAN PROYEK AKHIR PRODUCTION PROCESS OF HOLE POST AUGER
 LAPORAN PROYEK AKHIR PRODUCTION PROCESS OF HOLE POST AUGER Disusun guna memenuhi sebagai syarat Untuk menyelesaikan studi dan mendapatkan gelar Ahli Madya Teknik Mesin Disusun Oleh : YOHANES DENY SAPUTRA
LAPORAN PROYEK AKHIR PRODUCTION PROCESS OF HOLE POST AUGER Disusun guna memenuhi sebagai syarat Untuk menyelesaikan studi dan mendapatkan gelar Ahli Madya Teknik Mesin Disusun Oleh : YOHANES DENY SAPUTRA
BEKERJA DENGAN MESIN BUBUT
 BEKERJA DENGAN MESIN BUBUT STANDAR KOMPETENSI KERJA NASIONAL INDONESIA (SKKNI) BIDANG KOMPETENSI 1. KELOMPOK DASAR / FOUNDATION 2. KELOMPOK INTI 3. PERAKITAN (ASSEMBLY) 4. PENGECORAN DAN PEMBUATAN CETAKAN
BEKERJA DENGAN MESIN BUBUT STANDAR KOMPETENSI KERJA NASIONAL INDONESIA (SKKNI) BIDANG KOMPETENSI 1. KELOMPOK DASAR / FOUNDATION 2. KELOMPOK INTI 3. PERAKITAN (ASSEMBLY) 4. PENGECORAN DAN PEMBUATAN CETAKAN
III. METODE PENELITIAN
 III. METODE PENELITIAN A.WAKTU DAN TEMPAT Penelitian ini dilaksanakan pada bulan Desember 2009 sampai dengan Juni 2010. Desain pembuatan prototipe, uji fungsional dan uji kinerja dilaksanakan di Bengkel
III. METODE PENELITIAN A.WAKTU DAN TEMPAT Penelitian ini dilaksanakan pada bulan Desember 2009 sampai dengan Juni 2010. Desain pembuatan prototipe, uji fungsional dan uji kinerja dilaksanakan di Bengkel
III. METODE PENELITIAN
 III. METODE PENELITIAN A. WAKTU DAN TEMPAT PENELITIAN Kegiatan penelitian yang meliputi perancangan, pembuatan prototipe mesin penanam dan pemupuk jagung dilakukan di Laboratorium Teknik Mesin Budidaya
III. METODE PENELITIAN A. WAKTU DAN TEMPAT PENELITIAN Kegiatan penelitian yang meliputi perancangan, pembuatan prototipe mesin penanam dan pemupuk jagung dilakukan di Laboratorium Teknik Mesin Budidaya
PROSES BUBUT (Membubut Tirus, Ulir dan Alur)
") MATERI PPM MATERI BIMBINGAN TEKNIS SERTIFIKASI KEAHLIAN KEJURUAN BAGI GURU SMK PROSES BUBUT (Membubut Tirus, Ulir dan Alur) Oleh: Dr. Dwi Rahdiyanta, M.Pd. Dosen Jurusan PT. Mesin FT-UNY 1. Proses membubut
MATERI PPM MATERI BIMBINGAN TEKNIS SERTIFIKASI KEAHLIAN KEJURUAN BAGI GURU SMK PROSES BUBUT (Membubut Tirus, Ulir dan Alur) Oleh: Dr. Dwi Rahdiyanta, M.Pd. Dosen Jurusan PT. Mesin FT-UNY 1. Proses membubut
BAB II TEORI DASAR. 2.1 Pengertian Sistem Tata Udara
 BAB II TEORI DASAR 2.1 Pengertian Sistem Tata Udara Sistem tata udara adalah suatu sistem yang digunakan untuk menciptakan suatu kondisi pada suatu ruang agar sesuai dengan keinginan. Sistem tata udara
BAB II TEORI DASAR 2.1 Pengertian Sistem Tata Udara Sistem tata udara adalah suatu sistem yang digunakan untuk menciptakan suatu kondisi pada suatu ruang agar sesuai dengan keinginan. Sistem tata udara
ANALISIS PROSES MACHINING DIES OUTER FENDER DENGAN MENGGUNAKAN PARAMETER SESUAI KATALOG DAN KONDISI DI LAPANGAN
 ANALISIS PROSES MACHINING DIES OUTER FENDER DENGAN MENGGUNAKAN PARAMETER SESUAI KATALOG DAN KONDISI DI LAPANGAN NASKAH PUBLIKASI Disusun oleh: AGUS WIBOWO NIM : D200 08 0019 JURUSAN TEKNIK MESIN FAKULTAS
ANALISIS PROSES MACHINING DIES OUTER FENDER DENGAN MENGGUNAKAN PARAMETER SESUAI KATALOG DAN KONDISI DI LAPANGAN NASKAH PUBLIKASI Disusun oleh: AGUS WIBOWO NIM : D200 08 0019 JURUSAN TEKNIK MESIN FAKULTAS
BAB IV PEMBUATAN DAN PENGUJIAN
 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Alat dan Bahan A. Alat 1. Las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Bor duduk 8. Alat ukur (Jangka sorong, mistar)
BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Alat dan Bahan A. Alat 1. Las listrik 2. Mesin bubut 3. Gerinda potong 4. Gerinda tangan 5. Pemotong plat 6. Bor tangan 7. Bor duduk 8. Alat ukur (Jangka sorong, mistar)