Perpindahan Panas Las. Amir Arifin
|
|
|
- Teguh Tan
- 3 tahun lalu
- Tontonan:
Transkripsi
1 Perpindahan Panas Las Amir Arifin
2 Perpindahan Panas Las Perpindahan panas selama proses pengelasan mempunyai peranan yang sangat vital karena dapat mempengaruhi transformasi fasa selam pengelasan berlangsung. Hal ini juga dapat berpengaruh kepada mikrostruktur dan sifat mekanik dari sambungan las. Selain itu juga perpindahan panas selama pengelasan juga dapat mempengaruhi tegangan sisa (residual stress) yang mengakibatkan distorsi pada sambungan las.
3 Sumber energi Proses pengelasan memerlukan dua energi yang penting yaitu: 1. Energi thermal/panas 2. Energi mekanik berupa tekanan. Sumber energy panas dapat diperoleh dari energy kimia (pembakaran gas dengan oksigen) dan energy listrik (misalnya busur listrik dan sinar intensitas tinggi).
4 Kerapatan energy (energy density) dan distribusi energy (energy distribution) Kerapatan energy adalah besarnya energy yang berpindah/mengalir tiap satuan luas permukaan kontak antara sumber panas dan logam induk. Kerapatan energi dinyatakan dalam satuan Watt/m2. Distribusi energy dalam sumber panas (nyala api, busur listrik, plasma, sinar electron dan laser) tidak merata, mencapai maksimum pada pusatnya dan berkurang pada jarak yang semakin jauh dengan pusatnya sehingga menyerupai distribusi gauss
5 Kapasitas Energy (energy capacity) Besarnya energy (Q) yang terkandung dalam sumber panas dinamakan tingkat energy atau kapasitas energy (energy capacity) Energi Pengelasan acetylene : Q(w) = (48 kj/l asetilene) x V asetilene x (h/3600s) Dimana; V asetylene = debit aliran gas asetylene (1/h) Panas Pembakaran acetylene = 48kJ/l pada 1 atm dan 25 h = waktu dalam jam Energi pada busur listrik Q (w) = ƞ.e.i Dimana E = potensial listrik I = arus listrik ƞ = Efisiensi sumber panas ƞ = Energi yang ditransfer benda kerja (workpiece) Energi yang dibangkitkan sumber panas
6 Masukan Panas (heat input) Masukan panas adalah besarnya energy panas tiap satuan panajang las ketika sumber panas (yang berupa nyala api, busur listrik, plasma atau cahaya energy tinggi) bergerak. Masukan panas: H = P/v = EI/v Dimana : H = masukan panas (J/mm) P = tenaga input (Watt) v = kecepatan pengelasan (mm/s) E = potensial listrik (volt) I = arus listrik (ampere)


7 Pada kenyataannya, perpindahan panas dari sumber panas ke benda kerja berjalan tidak sempurna ditanadai dengan adanya panas yang hilang ke lingkungan. Besarnya panas yang hilang ini menentukan efisiensi perpindahan panas sehingga persamaan menjadi H = ƞ P/v = ƞ EI/v Dimana ƞ adalah efisiensi perpindahan panas yang nilainya 0 dan 1
8 Pengelasan dengan sumber panas sesaat pada kondisi tunak steady state Sumber panas sesaat pada keadaan steady state merupakan penyederhanaan pada pengelasan dimana waktu pemanasan dan pendinginan berlangsung pada waktu yang pendek seperti pada pengelasan titik. Model perpindahan panas bias dinyatakan dengan persamaan berikut: T x T y T z 1 T α t Dimana α = difusivitas α = k/ (ρc) Persamaan ini berlaku pada beberapa kasus Sumber Panas Titik Sumber panas berbentuk garis (line source) Sumber panas bidang (area source)
9 Sumber Panas Titik Sumber panas Q dianggap sebagai titik yang bekerja pada permukaan benda yang ukurannya tak terbatas (infinite) dan panas mengalir pada arah x,y,z ( 3 dimensi) TT 2Q ρc 4πt e R 2 = x 2 + y 2 + z 2 Sumber panas berbentuk garis (line source) Jika sumber panas bekerja pada plat tipis yang tak hingga (infinite plate) dengan ketebalan pada arah z, maka panas akan bergerak dalam 2 dimensin (X dan Z). Sumber panas garis dinyatakan dengan Q/h (energy panas tiap satuan panjang) Dengan nilai r 2 =x 2 +y 2 TT Q ρch 4πt e
.")
10 Sumber panas bidang (area source) Jika sumber panas bekerja pada batang (rod) maka panas akan mengalir pada satu arah (satu dimensi). Besarnya energy panas tiap satuan luas Q/A adalah TT 2Q ρca4πt e
11 Sumber Panas yang bergerak T ξ T y T z v T α ξ 1 T α t Sistem koordinat (x,y,z) dengan sumber panas yang bergerak Gambar system koordinat (x,y,z) skema pengelasan sebuah benda kerja dengan sumber panas yang mempunyai kecepatan V konstan dalam arah x. Rosenthal telah membuat model matematika tentang aliran panas selama proses pengelasan dengan asumsi sebagai berikut 1. Aliran panas steady state 2. Sumber panas berupa titik 3. Mengabaikan panas dari fusi 4. Sifat thermal yang konstan 5. Tidak ada panas yang terbuang dari permukaan benda kerja 6. Tidak ada konveksi pada weld pool.
12 Persamaan Rosenthal dua dimensi Dimana: 2π TT kg Q exp T =temperatur T 0 = temperatur benda kerja sebelum pengelasan k = Konduktifitas thermal benda kerja g = ketebalan benda kerja Q = perpindahan panas dari sumber panas ke benda kerja. V = kecepatan pengelasan α = thermal diffusivity benda kerja, yaitu; k/rc dimana r = density dan C panas spesifik K 0 = Fungsi Bessel r = jarak radial, (x 2 +y 2 ) 1/2 Persamaan diatas dapat digunakan untuk menghitung T(x,y) pada setiap lokasi pada bidang (x,y) dengan sumber panas yang bergerak pada posisi x =1cm and y = 4 cm seperti pada gambar. Selain itu temperatur pada posisi lain sepanjang y = 4 cm dapat dihitung. Vx 2α K V r 2 α

13 Sifat-sifat Termal beberapa jenis material
14 Persamaan Rosenthal tiga dimensi 2π TT kr Q exp VR x 2α R = Jarak radial, (x 2 + y 2 + z 2 ) 1/2 Persamaan diatas dapat menghitung temperatur dalam keadaan steady state T(x, y, z), dimana sumber panas bergerak pada posisi benda kerja (x,y,z) dimana x = 1 cm, y= 4 cm dan z = 0 cm
15 Efek Pengaruh Variable Pengelasan Pada Daerah Penyebaran Panas Luas daerah yang mengalami pemanasan dapat dipengaruhi oleh beberapa factor Peningkatan kecepatan v pada panas masukan q konstan menyebabkan daerah yang terpengaruh panas menjadi mengecil di mana garis-garis isothermis menyempit pada arah tegak lurus arah las dan memendek pada arah pengelasan. Kenaikan panas masukan q pada kecepatan konstan v memperluas daerah terpengaruh panas di mana garis-garis isothermis melebar pada arah tegaklurus las dan memanjang pada arah las. Kenaikan masukan panas q dan kecepatan v pada harga masukan panas (q/v) konstan memperluas daerah terpengaruh panas sebanding dengan panas masukan dan kecepatan. Kenaikan suhu preheat To pada masukan panas dan kecepatan konstan memperluas daerah terpengaruh panas. Konduktivitas termal (k) sangat mempengaruhi daerah terpengaruh panas. Jika nilai k kecil panas masukan (q) yang diperlukan saat pengelasan kecil. Sebagai akibatnya baja tahan karat austenite Cr-Ni dapat dilas dengan masukan panas yang kecil sedangkan aluminium dan tembaga membutuhkan masukan panas yang besar.
16 Kerugian energy selama proses pengelasan Ketika energy ditransfer dari sumber energy kebenda kerja sewaktu pengelasan dilakukan pada kenyataannya tidak sampai secara sempurna. Ada banyak celah dimana energy akan lepas dari sumber energy ke benda kerja seperti ditunjukkan pada gambar dibawah ini Energi dapat lepas melalui benda kerja itu sendiri, terjadi konveksi ke udara bebas, melalui kawat filler, radiasi, Konduksi dengan elektoda itu sendiri.
17 Suhu Temperatur Puncak (Peak Temperature) Untuk memprediksi atau menginterpretasikan transformasi metalurgi yang terjadi berkaitan dengan masalah; peleburan, pembentukan austenite (austenitization), rekristalisasi dan lainnya pada daerah dimana posisi wilayah material padat terdekat dengan wilayah lasan. Memerlukan informasi seperti; temperature maksimum pada lokasi tertentu. Suhu maksimum ini dapat dihitung dengan persamaan berikut ini; Dimana: T p T o 1 T T = suhu maksimum (K) = suhu awal las (K) e = bilangan natural ρ = masa jenis (g/mm 3 ) c = panas jenis logam induk (J/(gK)) h = tebal logam induk (mm) y = sama dengan nol pada batas las, dimana Tp =To T m = suhu cair logam induk (K) H net = masukan panas (J/mm) Dimana H net = q/v (J/m) Sedangkan panas atau energy untuk sebuah las busur adalah 2πe. ρchy H 1 T T Q= ƞei

18 Laju pendinginan (Cooling Rates) Struktur akhir metallurgi las dari sambungan las sangat dipengaruhi laju pendinginan dari suhu maksimum selama proses pengelasan. Laju pendinginan akan mempengaruhi kekasaran, kehalusan dan keseragaman dari struktur mikro. Kecepatan pembekuan yang terlalu cepat pada baja akan menyebabkan terbentuknya struktur mikro martensit yang bersifat keras dan getas. Selain itu juga mempengaruhi pembentukan dan sebaran fasa penyusun dari mikrostruktur Fusion Zone (FZ) dan Heat affected Zone (HAZ). Dengan mengetahui laju pendinginan maka dapat menentukan struktur mikro yang diinginkan atau yang akan dihindari. Laju pendinginan pada pelat yang tebal dapat dihitung dengan persamaan berikut R = Laju pendinginan pada posisi tengah (center line) logam las (K/s) k = konduktifitas termal dari material (J/mm s -1 K -1 ) T o = Temperatur awal plat (K) T c = temperature dimana laju pendinginan dihitung (K) H net =q/v Q=ƞ EI
19 Laju pendinginan (Cooling Rates) Jika pelat mempunyai ketebalan yang tipis maka; R2πkρC h T H T Dimana h = ketebalan material induk (mm) ρ = densitas dari material induk (g/mm 3 ) c = Panas spesifik dari material induk (J/g.K -1 ) ρc = Panas spesifik volume (J/mm 3 K -1 ) Peningkatan temperatur awal (T o ) akan menurunkan laju pendinginan
20 Waktu pendinginan Pada umumnya waktu pendinginan (cooling time) antara suhu dipakai acuan pada pengelasan baja karbon rendah karena pada interval suhu tersebut. Terjadi transformasi fasa dari austenite menjadi ferit, bainit atau martensite, tergantung dengan kecepatan pendinginannya Biasanya waktu pendinginan dinyatakan dalam notasi t 8/5. Dan besarnya biasa dihitung dengan persamaan berikut: t q v 2πk T T untuk semi infinite solid (tebal) t 8/5 q v 2 2 4πkρch T o T o untuk plat tak hingga (tipis) Tebal kritis suatu pelat h q v 2ρc T T Pelat dikategorikan tebal jika h > h c dan tipis apabila h < h c

21
22 Contoh soal Suatu pelat baja ST 37 dengan sambungan tumpul (butt joint) di las dengan las busur elektroda terbungkus. Ketebalan pelat 3 mm dan sebelum pengelasan, pelat dipanasi dulu (preheat) pada suhu 100. Jarak garis las dengan sumbu simetri pelat (eksentris) sebesar 80 mm seperti ditunjukkan pada gambar dibawah ini. Pengelasan dilakukan dengan menggunakan kuat arus 170 V, tegangan listrik 20 A, kecepatan pengelasan 2 mm/s dan efisiensi 70 %. Diketahui sifat-sifat thermal baja sebagai berikut; Konduktifitas panas (k) = 0.04 Jmm-1s-1-1 Hasil kali (ρc) = 5.0 x 10-3 Jmm-3-1 Koefisien muai panas (αt) = 14 x Modulus elastisitas (E) = 207 GPa Factor kekakuan longitudinal (µ1) = Factor kekakuan Transfersal (µ2) = Titik lebur Tm = 1500 Dari informasi di atas, jawablah pertanyaan-pertanyaan dibawah ini: a. Hitunglah waktu pendinginan ( t8/5) selama proses pengelasan berlangsung: b. Hitunglah suhu maksimum (Tp) pada jarak 5 mm dari garis las
23 Solusi: Heat Input : q=ƞei = 0.7 x 20 x 170 = 2380 watt H net = q/v = 1190 J/mm Tebal kritis pelat adalah h q v 2ρc T T hc = mm dikategorikan sebagai pelat tipis ( tebal pelat < hc)-- Waktu Pendinginan adalah t q v 1 4πkρch 500 T T t s Suhu maksimum (Tp) pada jarak 5 mm dari garis las adalah: 1 T T 2πe. ρchy H 1 T T Tp = 879.9
 mm dan sebelum pengelasan, pelat dipanasi dulu (preheat) pada suhu (100+ 2 angka terakhir NIM).")
 V, tegangan listrik 20 A, kecepatan pengelasan 2 mm/s dan efisiensi 70 %.")
24 Tugas Suatu pelat baja ST 37 dengan sambungan tumpul (butt joint) di las dengan las busur elektroda terbungkus. Ketebalan pelat (1.5+1 angka terakhir NIM) mm dan sebelum pengelasan, pelat dipanasi dulu (preheat) pada suhu ( angka terakhir NIM). Jarak garis las dengan sumbu simetri pelat (eksentris) sebesar 80 mm seperti ditunjukkan pada gambar dibawah ini. Pengelasan dilakukan dengan menggunakan kuat arus ( angka terakhir NIM) V, tegangan listrik 20 A, kecepatan pengelasan 2 mm/s dan efisiensi 70 %. Diketahui sifat-sifat thermal baja sebagai berikut; Konduktifitas panas (k) = 0.04 Jmm-1s-1-1 Hasil kali (ρc) = 5.0 x 10-3 Jmm-3-1 Koefisien muai panas (αt) = 14 x Modulus elastisitas (E) = 207 GPa Factor kekakuan longitudinal (µ1) = Factor kekakuan Transfersal (µ2) = Titik lebur Tm = 1500 Dari informasi di atas, jawablah pertanyaan-pertanyaan dibawah ini: a. Hitunglah waktu pendinginan ( t8/5) selama proses pengelasan berlangsung: b. Hitunglah suhu maksimum (Tp) pada jarak 5 mm dari garis las
25
26 Tegangan Sisa (Residual Stress) Pada Pengelasan Tegangan sisa adalah tegangan yang ada pada sebuah benda jika seluruh beban yang ada dilepaskan kadangkala sering disebut juga dengan tegangan internal. Selain dari itu tegangan sisa dapat bersumber dari panas (thermal) dikenal di tegangan termal (thermal stress). Tegangan sisa akibat thermal stress dapat ditemukan pada sambungan-sambungan Las. Tegangan sisa ini merupakan masalah klasik yang ditemukan pada proses pengelasan yang sangat berkaitan dengan penyimpangan (distorsi) hasil pengelasan.
27 Penyebab terjadinya tegangan sisa Tegangan sisa sebagai akibat dari tegangan thermal seperti pada pengelasan dan perlakuan panas (heat treatment) Tegangan sisa yang disebabkan karena transformasi fasa seperti pada baja karbon Tegangan sisa karena deformasi plastis yang tidak merata yang disebabkan gaya-gaya mekanisme seperti pada pengerjaan dingin selama pengeloran, penempaan, pembentukan logam atau pengerjaan lain yang dilakukan dengan mesin.
 selama pendinginan (c) tegangan")


28 Tegangan Termal: (a) selama pemanasan; (b) selama pendinginan (c) tegangan sisa pada sambungan las. Tegangan sisa pada sambungan las dapat dianalogikan sebagai mekanisme tiga batang yang tersusun mengalami pemanasan dan pendinginaan.
 yaitu pada titik B dimana tegangan luluh (yield stress) tekan tercapai.")

29 Proses terjadinya tegangan sisa yang disebabkan oleh tegangan thermal A B Kenaikan suhu menyebabkan peningkatan tegangan tekan. Hal ini disebabkan oleh tertahannya penambahan panjang akibat pemanasan. Hal ini terjadi sampai suhu 340 F (170 ) yaitu pada titik B dimana tegangan luluh (yield stress) tekan tercapai. B C Pada pemanasan selanjutnya, tegangan tekan turun dan pemanasan dihentikan pada titik C yaitu pada 1100 F (595 ). C D Ketika suhu turun dari titik C, tegangan tekan turun dengan cepat dan berubah menjadi tegangan tarik sampai tegangan luluh Tarik tercapai pada titik D. D E Pada penurunan suhu selanjutnya, besar tegangan Tarik terbatas pada tegangan luluh dan tegangan sisa terbentuk. E B Jika pemanasan dilakukan pada interval BC kemudian didinginkan sampai suhu kamar, tegangan Tarik elastis akan terjadi sepanjang garis sejajar dengan garis E-B sampai tegangan luluh garis tercapai pada garis DE dan tegangan sisa yang terjadi akan sama seperti sebelumnya.
30 Pola Residual Stress Residual stress hadir setelah proses pendinginan Tension/tarik muncul pada daerah weld pool Compression/tekan disekitar weld pool




31 Potongan A - A : Tidak ada perubahan suhu (AT = 0) sehingga tak ada tegangan thermal Potongan B B : Suhu sangat tinggi karena potongan B B melalui las cair. Tegangan thermal dekat sumber panas mendekati nol karena logam cair tak bisa menahan gaya/beban. Pada daerah HAZ terdapat tegangan tekan karena pemuaian HAZ terhalang oleh logam di sekitarnya. Potongan C C : Daerahh dimana pendinginan terjadi. Logam las dan HAZ menyusut sehingga terjadi tegangan Tarik. Tegangan Tarik ini diimbangi tegangan tekan pada logam induk. Potongan D D : Tegangan akhir yang stabil terbentuk, tegangan Tarik pada logam las dan HAZ sementara tegangan tekan terjadi pada logam induk. Perubahan temperature dan tegangan selama pengelasan Sumber: Welding Handbook, American Welding Society.
32




33 Distorsi Distorsi pada hasil pengelasan muncul karena adanya penyusutan dari pembekuan dan kontraksi termal dari logam las selama proses pengelasan berlangsung. Peningkatan sudut distorsi muncul karena logam las yang diatas lebih lebar dari pada yang dibawah sehingga menyebabkan penyusutan dan kontraksi termal lebih besar pada bagian atas. Distortion in butt welds of 5083 aluminum with thicknesses of mm. Reprinted from Gibbs (6). Courtesy of American Welding Society







34 Metode Mengurangi Distorsi yang Terjadi Mengurangi volume logam las dapat mengurangi jumlah distorsi sudut dan penyusutan lateral. Balancing welding by using a double-v joint in preference to a single-v joint can help reduce angular distortion. Reducing distortion by placing welds around neutral axis.
 can reduce angular changes after the removal of the")
35 Presetting (Figure a) is achieved by estimating the amount of distortion likely to occur during welding and then assembling the job with members preset to compensate for the distortion Elastic prespringing (Figure b) can reduce angular changes after the removal of the restraint.
36
 dan cacat yang timbul karena disebabkan oleh material.")

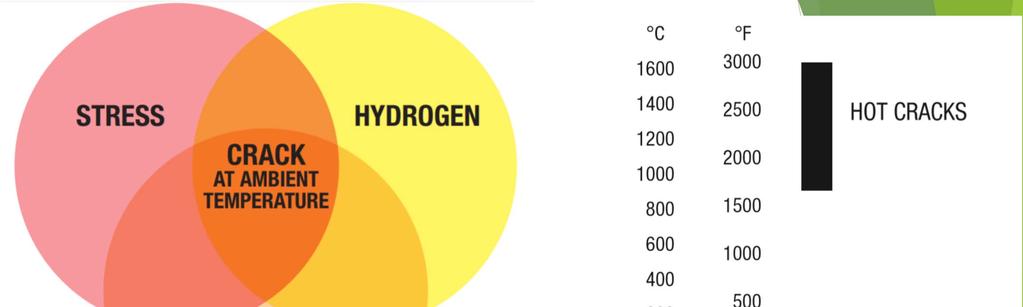
37 acat Las Cacat dalam proses pengelasan dapat di kategorikan menjadi dua kategori, yaitu cacat yang timbul karena proses manufaktur (proses pengelasan) dan cacat yang timbul karena disebabkan oleh material. Cacat las yang disebabkan oleh manufaktur dapat dibagi menjadi cacat eksternal dan cacat internal. Sedangkan cacat yang disebabkan oleh material dapat dibagi menjadi hot cracking, cold cracking dan rongga (cavities) dalam logam las.

 terjadi")


38 Retak Panas (hot cracking) Retak panas atau hot cracking karena proses pembekuan bersifat (1) intergranular yaitu retak terjadi sepanjang batas butir, (2) terjadi pada akhir pembekuan dan (3) retak panas mudah terjadi jika ketebalan las meningkat. Hot cracking muncul pada temperature tinggi biasanya muncul selama proses pembekuan dari logam las (weld metal).
39 Retak Panas (hot cracking) Karena kelarutan unsur-unsur paduan pada zat padat lebih rendah dibanding zat cair, maka selama proses pembekuan berlangsung. Unsur-unsur paduan tersebut akan terbuang ke zat cair dekat interface atau pada batas butir columnar dan menyebabkan terjadinya pemisahan (segregation). Proses pemisahan ini akan menyebabkan terjadinya fasa baru dengan titik cair yang rendah atau fasa eutectic dan menghasilkan lapisan zat cair di sekitar batas butir. Lapisan ini memperlemah struktur mikro sehingga ketika terjadi tegangan sisa saat pendinginan berlangsung, retak akan timbul sepanjang batas butir tersebut. Unsur-unsur impurity yang menyebabkan terjadinya retak biasanya mempunyai sifat-sifat berikut: Nilai koefisien partition, ko yang rendah Mudah bereaksi dengan logam dan membentuk senyawa baru yang titik cairnya rendah. Mempunyai sudut kontak yang kecil saat nucleation sehingga mempunyai kemampuan untuk menyebar sepanjang batas butir.
40 COLD CRACKING OF WELDS


41

42


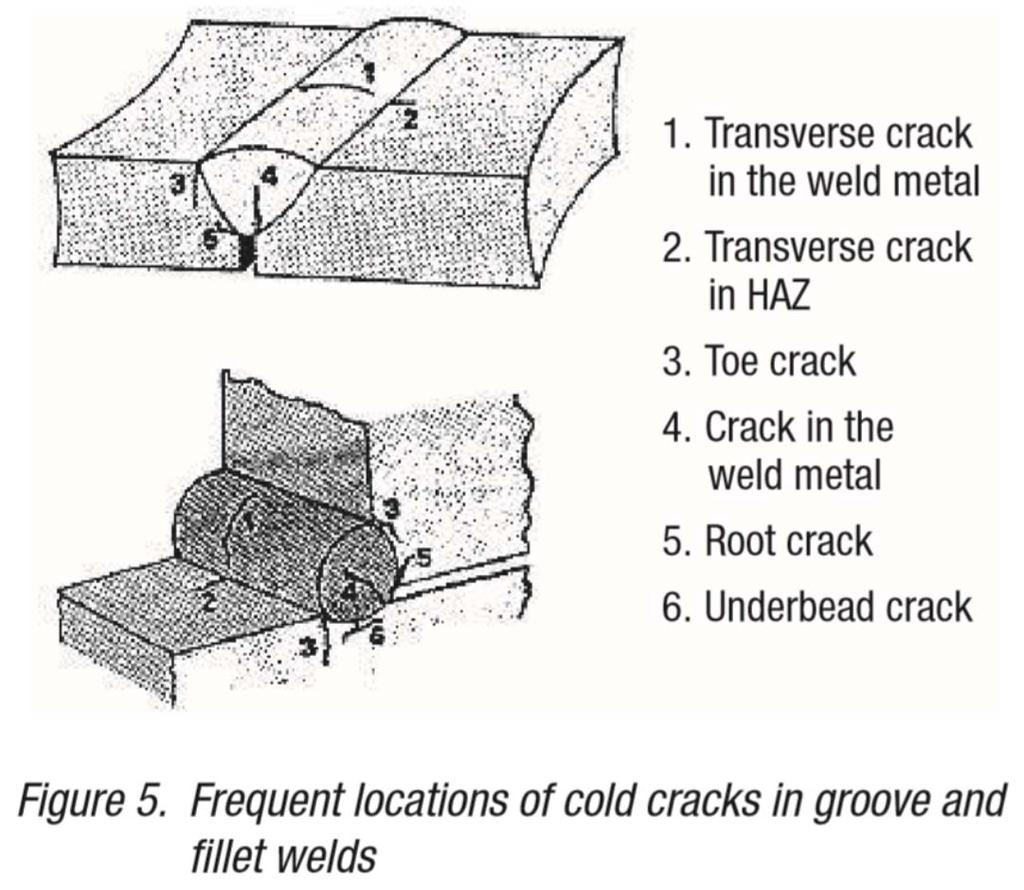
43 CRACK LOCATION
44

45 Dasar-Dasar Metalurgi Las Penyambungan dua bagian logam yang melalui pengelasan Fusi akan melibat penggunaan panas sampai melewati titik cair logam tersebut kemudian terjadi proses pendinginan. Maka dapat dikatakan logam yang dilas akan mengalami siklus panas yang bervariasi tergantung dari zona atau jarak pusat pengelasan Secara Umum Zona dalam Pengelasan dapat dibagi menjadi 4 : Fusion Zone (FZ), Weld interface (mushy zone), Heat Affected Zone (HAZ) Unaffected base metal zone

46 Fusion Zone, Zona fusi (disebut sebagai FZ) adalah campuran logam dasar yang sepenuhnya cair dan logam pengisi (filler) jika elektroda konsumabel yang digunakan. FZ mempunyai tingkat homogenitas yang tinggi karena pencampuran didorong oleh konveksi pada weld pool. Gaya penggerak utama untuk perpindahan panas dan pencampuran logam cair dalam weld pool adalah: (1) gaya apung, (2) gaya gradien tegangan permukaan, (3) gaya elektromagnetik, (4) gaya gesek. Weld interface Weld interface juga kadang dikenal sebagai mushy zone adalah zona sempit yang terdiri dari logam induk yang mencair sebagian dimana tidak dapat bercampur. Zona ini membagi antara fusion zone dan Heat affected zone (HAZ).

47 Heat affected zone (HAZ) adalah zona yang terpapar peak temperatur dimana masih dibawah solidus temperature yang dapat merubah struktur mikro dari material. Perubahan jumlah struktur mikro pada HAZ tergantung dengan Heat input, temperature peak, waktu serta laju pendinginan. Perubahan mikrostruktur ini akan berpengaruh pada sifat mekanik dari hasil lasan. Unaffected base metal zone adalah zona yang tidak terpengaruh panas yang mengelilingi daerah HAZ. Zona ini cenderung berada dalam kondisi tegangan sisa yang tinggi, karena penyusutan di zona fusi. Namun, zona ini tidak mengalami perubahan mikro.
 akan memperlihatkan struktur yang dipanaskan dengan melibatkan transformasi fase, rekristalisasi dan")
48 Fusion Zone dan Heat affected zone (HAZ) dari sambungan yang dilas dapat menunjukkan sifat mekanis yang sangat berbeda dari logam dasar yang tidak terpengaruh serta di antara keduanya. Sebagai contoh, Fusion Zone menunjukkan struktur cor yang khas sedangkan Heat affected zone (HAZ) akan memperlihatkan struktur yang dipanaskan dengan melibatkan transformasi fase, rekristalisasi dan pertumbuhan butiran. Sebaliknya, logam dasar yang tidak terpengaruh panas akan menunjukkan struktur bulat dengan sedikit pertumbuhan butiran. Gambar dibawah menunjukkan bagaimana zona yang berbeda dari lasan baja seperti ditunjukkan pada diagram kesetimbangan besi-karbon.
49 Kemampuan Las Baja (weldability of steels) Dalam pengelasan salah satu persyaratan penting pada pengelasan logam adalah sifat mampu las yang baik (weldability). Kemampuan las baja dapat dinyatakan dengan tingkat karbon equivalent (Carbon equivaleant). Secara umum baja mempunyai nilai equivalent kurang dari 0.4 adalah baja-baja yang mempunyai mampu las yang baik. Kemampuan las bahan baja dapat dipelajari dalam diagram Graville. Diagram Graville menyajikan kerentanan keretakan yang diinduksi hidrogen dari berbagai jenis baja berdasarkan pada kandungan karbon dan carbon equivalent (C.E) yang sesuai. Persamaan carbon equivalent (C.E) adalah: C. E %C %Mn %Si 6 %Ni %Cu 15 %Cr %Mo %V 5
 yang sesuai Zona 1 pada diagram Graville baja karbon mempunyai kandungan karbon yang rendah dan nilai kekerasan yang rendah.")
50 Diagram Graville menyajikan kerentanan keretakan yang diinduksi hidrogen dari berbagai jenis baja berdasarkan pada kandungan karbon dan carbon equivalent (C.E) yang sesuai Zona 1 pada diagram Graville baja karbon mempunyai kandungan karbon yang rendah dan nilai kekerasan yang rendah. Zona 2 mempunyai level karbon yang tinggi dengan kekerasan yang lebih rendah. Kerentanan retak karena induksi hidrogen pada baja dapat dihindari selama pengelasan dapat dikendalikan dengan laju pendinginan pada HAZ melalui pengontrolan Heat Input. Zona 3 mempunyai kandungan karbon dan nilai kekerasan yang tinggi yang cenderung rentan menimbulkan retak selama proses pengelasan.
.")

, undercooling ( T) dan komposisi paduan (C o ). Dalam weldpool,g,rdan T.")

51 Dasar-Dasar Pembekuan Logam Cair Integriti dan kehandalan sambungan pengelasan ditentukan oleh pembekuan dari logam las (fusion zone). Fusion zone mengontrol menentukan mikrostruktur logam las, struktur butir, distribusi inklusi, porositas, perilaku hot cracking dan sifat mekanik logam las. Dalam mekanisme pembekuan beberapa parameter penting yang mempengaruhi mikrostruktur adalah; gradient temperatur (G), growth rate (R), undercooling ( T) dan komposisi paduan (C o ). Dalam weldpool,g,rdan T. Dalam pengelasan fusi, keberadaan butir logam induk pada garis fusi (fusion line) bertindak sebagai substrate bagi nukleasi dari kristal selama proses pembekuan dari zona fusi. Kristal atau butir atom yang tersusun mengikuti susunan butir pada logam induk tanpa menukar orientasi Kristal. Hal ini dikenal sebagai pembekuan epitaxial (epitaxial solidification) yang biasa terjadi pada proses pengelasan. Pembekuan Epitaxial dalam pengelasan Fusi
Gambar 2.1. Proses pengelasan Plug weld (Martin, 2007)
") BAB II DASAR TEORI 2.1 TINJAUAN PUSTAKA Proses pengelasan semakin berkembang seiring pertumbuhan industri, khususnya di bidang konstruksi. Banyak metode pengelasan yang dikembangkan untuk mengatasi permasalahan
BAB II DASAR TEORI 2.1 TINJAUAN PUSTAKA Proses pengelasan semakin berkembang seiring pertumbuhan industri, khususnya di bidang konstruksi. Banyak metode pengelasan yang dikembangkan untuk mengatasi permasalahan
BAB II PENGELASAN SECARA UMUM. Ditinjau dari aspek metalurgi proses pengelasan dapat dikelompokkan
 II - 1 BAB II PENGELASAN SECARA UMUM 2.1 Dasar Teori 2.1.1 Pengelasan Ditinjau dari aspek metalurgi proses pengelasan dapat dikelompokkan menjadi dua, pertama las cair (fussion welding) yaitu pengelasan
II - 1 BAB II PENGELASAN SECARA UMUM 2.1 Dasar Teori 2.1.1 Pengelasan Ditinjau dari aspek metalurgi proses pengelasan dapat dikelompokkan menjadi dua, pertama las cair (fussion welding) yaitu pengelasan
BAB II KERANGKA TEORI
 BAB II KERANGKA TEORI 2.1. Pengertian Las Definisi pengelasan menurut DIN (Deutsche Industrie Norman) adalah ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan dalam keadaan lumer
BAB II KERANGKA TEORI 2.1. Pengertian Las Definisi pengelasan menurut DIN (Deutsche Industrie Norman) adalah ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan dalam keadaan lumer
BAB II DASAR TEORI Tinjauan Pustaka
 BAB II DASAR TEORI 2.1. Tinjauan Pustaka Pengelasan logam tak sejenis antara baja tahan karat dan baja karbon banyak diterapkan di bidang teknik, diantaranya kereta api, otomotif, kapal dan industri lain.
BAB II DASAR TEORI 2.1. Tinjauan Pustaka Pengelasan logam tak sejenis antara baja tahan karat dan baja karbon banyak diterapkan di bidang teknik, diantaranya kereta api, otomotif, kapal dan industri lain.
PERLAKUAN PEMANASAN AWAL ELEKTRODA TERHADAP SIFAT MEKANIK DAN FISIK PADA DAERAH HAZ HASIL PENGELASAN BAJA KARBON ST 41
 C.8 PERLAKUAN PEMANASAN AWAL ELEKTRODA TERHADAP SIFAT MEKANIK DAN FISIK PADA DAERAH HAZ HASIL PENGELASAN BAJA KARBON ST 41 Fauzan Habibi, Sri Mulyo Bondan Respati *, Imam Syafa at Jurusan Teknik Mesin
C.8 PERLAKUAN PEMANASAN AWAL ELEKTRODA TERHADAP SIFAT MEKANIK DAN FISIK PADA DAERAH HAZ HASIL PENGELASAN BAJA KARBON ST 41 Fauzan Habibi, Sri Mulyo Bondan Respati *, Imam Syafa at Jurusan Teknik Mesin
BAB XX DEFORMASI PADA KONSTRUKSI LAS
 BAB XX DEFORMASI PADA KONSTRUKSI LAS A. Gambaran Umum Deformasi. Deformasi adalah perubahan bentuk akibat adanya tegangan dalam logam yaitu tegangan memanjang dan tegangan melintang, yang disebabkan oleh
BAB XX DEFORMASI PADA KONSTRUKSI LAS A. Gambaran Umum Deformasi. Deformasi adalah perubahan bentuk akibat adanya tegangan dalam logam yaitu tegangan memanjang dan tegangan melintang, yang disebabkan oleh
IV. HASIL DAN PEMBAHASAN
 IV. HASIL DAN PEMBAHASAN A. DATA ALAT DAN MATERIAL PENELITIAN 1. Material Penelitian Tipe Baja : AISI 1045 Bentuk : Pelat Tabel 7. Komposisi Kimia Baja AISI 1045 Pelat AISI 1045 Unsur Nilai Kandungan Unsur
IV. HASIL DAN PEMBAHASAN A. DATA ALAT DAN MATERIAL PENELITIAN 1. Material Penelitian Tipe Baja : AISI 1045 Bentuk : Pelat Tabel 7. Komposisi Kimia Baja AISI 1045 Pelat AISI 1045 Unsur Nilai Kandungan Unsur
Ir Naryono 1, Farid Rakhman 2
 PENGARUH VARIASI KECEPATAN PENGELASAN PADA PENYAMBUNGAN PELAT BAJA SA 36 MENGGUNAKAN ELEKTRODA E6013 DAN E7016 TERHADAP KEKERASAN, STRUKTUR MIKRO DAN KEKUATAN TARIKNYA Ir Naryono 1, Farid Rakhman 2 Lecture
PENGARUH VARIASI KECEPATAN PENGELASAN PADA PENYAMBUNGAN PELAT BAJA SA 36 MENGGUNAKAN ELEKTRODA E6013 DAN E7016 TERHADAP KEKERASAN, STRUKTUR MIKRO DAN KEKUATAN TARIKNYA Ir Naryono 1, Farid Rakhman 2 Lecture
IV. HASIL DAN PEMBAHASAN
 52 IV. HASIL DAN PEMBAHASAN A. DATA PENELITIAN 1. Material Penelitian a. Tipe Baja : A 516 Grade 70 Bentuk : Plat Tabel 7. Komposisi Kimia Baja A 516 Grade 70 Komposisi Kimia Persentase (%) C 0,1895 Si
52 IV. HASIL DAN PEMBAHASAN A. DATA PENELITIAN 1. Material Penelitian a. Tipe Baja : A 516 Grade 70 Bentuk : Plat Tabel 7. Komposisi Kimia Baja A 516 Grade 70 Komposisi Kimia Persentase (%) C 0,1895 Si
DASAR TEKNOLOGI PENGELASAN
 DASAR TEKNOLOGI PENGELASAN Pengelasan adalah suatu proses dimana bahan dengan jenis sama digabungkan menjadi satu sehingga terbentuk suatu sambungan melalui ikatan kimia yang dihasilkan dari pemakaian
DASAR TEKNOLOGI PENGELASAN Pengelasan adalah suatu proses dimana bahan dengan jenis sama digabungkan menjadi satu sehingga terbentuk suatu sambungan melalui ikatan kimia yang dihasilkan dari pemakaian
Gambar 4.1. Hasil pengamatan struktur mikro.
 38 BAB IV HASIL DAN PEMBAHASAN 4.1 Struktur Mikro Struktur mikro yang dihasilkan pada Gambar 4.1 memiliki tiga bagian, titik 0 mm dan 5 mm dari sumbu las masuk pada daerah las, titik 10 mm dan 15 mm sudah
38 BAB IV HASIL DAN PEMBAHASAN 4.1 Struktur Mikro Struktur mikro yang dihasilkan pada Gambar 4.1 memiliki tiga bagian, titik 0 mm dan 5 mm dari sumbu las masuk pada daerah las, titik 10 mm dan 15 mm sudah
DASAR-DASAR PENGELASAN
 DASAR-DASAR PENGELASAN Pengelasan adalah proses penyambungan material dengan menggunakan energi panas sehingga menjadi satu dengan atau tanpa tekanan. Pengelasan dapat dilakukan dengan : - pemanasan tanpa
DASAR-DASAR PENGELASAN Pengelasan adalah proses penyambungan material dengan menggunakan energi panas sehingga menjadi satu dengan atau tanpa tekanan. Pengelasan dapat dilakukan dengan : - pemanasan tanpa
BAB I PENDAHULUAN. Universitas Sumatera Utara
 BAB I PENDAHULUAN 1.1 Latar Belakang Seiring dengan perkembangan teknologi dibidang konstruksi, pengelasan merupakan bagian yang tidak terpisahkan dari pertumbuhan dan peningkatan industri, karena mempunyai
BAB I PENDAHULUAN 1.1 Latar Belakang Seiring dengan perkembangan teknologi dibidang konstruksi, pengelasan merupakan bagian yang tidak terpisahkan dari pertumbuhan dan peningkatan industri, karena mempunyai
I. PENDAHULUAN. selain jenisnya bervariasi, kuat, dan dapat diolah atau dibentuk menjadi berbagai
 I. PENDAHULUAN A. LATAR BELAKANG Dalam dunia industri, bahan-bahan yang digunakan kadang kala merupakan bahan yang berat. Bahan material baja adalah bahan paling banyak digunakan, selain jenisnya bervariasi,
I. PENDAHULUAN A. LATAR BELAKANG Dalam dunia industri, bahan-bahan yang digunakan kadang kala merupakan bahan yang berat. Bahan material baja adalah bahan paling banyak digunakan, selain jenisnya bervariasi,
BAB II TINJAUAN PUSTAKA
 BAB II TINJAUAN PUSTAKA 2.1. Baja Baja adalah salah satu bahan konstruksi yang paling banyak digunakan. Sifat-sifatnya yang penting dalam penggunaan konstruksi adalah kekuatannya yang tinggi dibandingkan
BAB II TINJAUAN PUSTAKA 2.1. Baja Baja adalah salah satu bahan konstruksi yang paling banyak digunakan. Sifat-sifatnya yang penting dalam penggunaan konstruksi adalah kekuatannya yang tinggi dibandingkan
II. TINJAUAN PUSTAKA. Seperti diketahui bahwa, di dalam baja karbon terdapat ferrite, pearlite, dan
 II. TINJAUAN PUSTAKA A. Baja Baja adalah paduan antara unsur besi (Fe) dan Carbon (C) serta beberapa unsur tambahan lain, seperti Mangan (Mn), Aluminium (Al), Silikon (Si) dll. Seperti diketahui bahwa,
II. TINJAUAN PUSTAKA A. Baja Baja adalah paduan antara unsur besi (Fe) dan Carbon (C) serta beberapa unsur tambahan lain, seperti Mangan (Mn), Aluminium (Al), Silikon (Si) dll. Seperti diketahui bahwa,
Ir. Hari Subiyanto, MSc
 Tugas Akhir TM091486 METALURGI Budi Prasetya Awab Putra NRP 2104 100 018 Dosen Pembimbing: Ir. Hari Subiyanto, MSc ABSTRAK Austenitic stainless steel adalah suatu logam paduan yang mempunyai sifat tahan
Tugas Akhir TM091486 METALURGI Budi Prasetya Awab Putra NRP 2104 100 018 Dosen Pembimbing: Ir. Hari Subiyanto, MSc ABSTRAK Austenitic stainless steel adalah suatu logam paduan yang mempunyai sifat tahan
Frekuensi yang digunakan berkisar antara 10 hingga 500 khz, dan elektrode dikontakkan dengan benda kerja sehingga dihasilkan sambungan la
 Pengelasan upset, hampir sama dengan pengelasan nyala, hanya saja permukaan kontak disatukan dengan tekanan yang lebih tinggi sehingga diantara kedua permukaan kontak tersebut tidak terdapat celah. Dalam
Pengelasan upset, hampir sama dengan pengelasan nyala, hanya saja permukaan kontak disatukan dengan tekanan yang lebih tinggi sehingga diantara kedua permukaan kontak tersebut tidak terdapat celah. Dalam
Persentasi Tugas Akhir
 Persentasi Tugas Akhir OLEH: MUHAMMAD RENDRA ROSMAWAN 2107 030 007 Pembimbing : Ir. Hari Subiyanto,MSc Program Studi Diploma III Fakultas Teknologi Industri Institut Teknologi Sepuluh Nopember Surabaya
Persentasi Tugas Akhir OLEH: MUHAMMAD RENDRA ROSMAWAN 2107 030 007 Pembimbing : Ir. Hari Subiyanto,MSc Program Studi Diploma III Fakultas Teknologi Industri Institut Teknologi Sepuluh Nopember Surabaya
STUDI PENGARUH VARIASI KUAT ARUS PENGELASAN PELAT AISI 444 MENGGUNAKAN ELEKTRODA AWS E316L
 EKSERGI Jurnal Teknik Energi Vol 13 No. 1 Januari 2017; 10-14 STUDI PENGARUH VARIASI KUAT ARUS PENGELASAN PELAT AISI 444 MENGGUNAKAN ELEKTRODA AWS E316L Ojo Kurdi Departement Teknik Mesin, Fakultas Teknik,
EKSERGI Jurnal Teknik Energi Vol 13 No. 1 Januari 2017; 10-14 STUDI PENGARUH VARIASI KUAT ARUS PENGELASAN PELAT AISI 444 MENGGUNAKAN ELEKTRODA AWS E316L Ojo Kurdi Departement Teknik Mesin, Fakultas Teknik,
TUGAS PENYAMBUNGAN MATERIAL 5 RACHYANDI NURCAHYADI ( )
") 1. Jelaskan tahapan kerja dari las titik (spot welding). Serta jelaskan mengapa pelelehan terjadi pada bagian tengah kedua pelat yang disambung Tahapan kerja dari las titik (spot welding) ialah : Dua lembaran
1. Jelaskan tahapan kerja dari las titik (spot welding). Serta jelaskan mengapa pelelehan terjadi pada bagian tengah kedua pelat yang disambung Tahapan kerja dari las titik (spot welding) ialah : Dua lembaran
BAB 3 METODE PENELITIAN
 BAB 3 METODE PENELITIAN 3.1 BAHAN PENELITIAN Baja karbon rendah lembaran berlapis seng berstandar AISI 1010 dengan sertifikat pabrik (mill certificate) di Lampiran 1. 17 Gambar 3.1. Baja lembaran SPCC
BAB 3 METODE PENELITIAN 3.1 BAHAN PENELITIAN Baja karbon rendah lembaran berlapis seng berstandar AISI 1010 dengan sertifikat pabrik (mill certificate) di Lampiran 1. 17 Gambar 3.1. Baja lembaran SPCC
Pengaruh Variasi Arus terhadap Struktur Mikro, Kekerasan dan Kekuatan Sambungan pada Proses Pengelasan Alumunium dengan Metode MIG
 NASKAH PUBLIKASI TUGAS AKHIR Pengaruh Variasi Arus terhadap Struktur Mikro, Kekerasan dan Kekuatan Sambungan pada Proses Pengelasan Alumunium dengan Metode MIG Diajukan untuk Memenuhi Tugas dan Syarat-syarat
NASKAH PUBLIKASI TUGAS AKHIR Pengaruh Variasi Arus terhadap Struktur Mikro, Kekerasan dan Kekuatan Sambungan pada Proses Pengelasan Alumunium dengan Metode MIG Diajukan untuk Memenuhi Tugas dan Syarat-syarat
TUGAS AKHIR. PENGARUH JENIS ELEKTRODA PADA HASIL PENGELASAN PELAT BAJA St 32 DENGAN KAMPUH V TUNGGAL TERHADAP STRUKTUR MIKRO DAN KEKUATAN TARIKNYA
 TUGAS AKHIR PENGARUH JENIS ELEKTRODA PADA HASIL PENGELASAN PELAT BAJA St 32 DENGAN KAMPUH V TUNGGAL TERHADAP STRUKTUR MIKRO DAN KEKUATAN TARIKNYA Diajukan Sebagai Salah Satu Syarat Menyelesaikan Program
TUGAS AKHIR PENGARUH JENIS ELEKTRODA PADA HASIL PENGELASAN PELAT BAJA St 32 DENGAN KAMPUH V TUNGGAL TERHADAP STRUKTUR MIKRO DAN KEKUATAN TARIKNYA Diajukan Sebagai Salah Satu Syarat Menyelesaikan Program
MATERIAL TEKNIK 5 IWAN PONGO,ST,MT
 MATERIAL TEKNIK 5 IWAN PONGO,ST,MT STRUKTUR LOGAM DAPAT BERUBAH KARENA : KOMPOSISI KIMIA (PADUAN) REKRISTALISASI DAN PEMBESARAN BUTIRAN (GRAIN GROWTH) TRANSFORMASI FASA PERUBAHAN STRUKTUR MENIMBULKAN PERUBAHAN
MATERIAL TEKNIK 5 IWAN PONGO,ST,MT STRUKTUR LOGAM DAPAT BERUBAH KARENA : KOMPOSISI KIMIA (PADUAN) REKRISTALISASI DAN PEMBESARAN BUTIRAN (GRAIN GROWTH) TRANSFORMASI FASA PERUBAHAN STRUKTUR MENIMBULKAN PERUBAHAN
BAB I PENDAHULUAN LATAR BELAKANG
 1 BAB I PENDAHULUAN 1. LATAR BELAKANG Pada saat ini, banyak sekali alat-alat yang terbuat dari bahan plat baik plat fero maupun nonfero seperti talang air, cover pintu, tong sampah, kompor minyak, tutup
1 BAB I PENDAHULUAN 1. LATAR BELAKANG Pada saat ini, banyak sekali alat-alat yang terbuat dari bahan plat baik plat fero maupun nonfero seperti talang air, cover pintu, tong sampah, kompor minyak, tutup
BAB I PENDAHULUAN. atau non ferrous dengan memanaskan sampai suhu pengalasan, dengan atau tanpa menggunakan logam pengisi ( filler metal ).
.") BAB I PENDAHULUAN 1.1. Latar Belakang Pengelasan adalah proses penyambungan material ferrous atau non ferrous dengan memanaskan sampai suhu pengalasan, dengan atau tanpa menggunakan logam pengisi ( filler
BAB I PENDAHULUAN 1.1. Latar Belakang Pengelasan adalah proses penyambungan material ferrous atau non ferrous dengan memanaskan sampai suhu pengalasan, dengan atau tanpa menggunakan logam pengisi ( filler
PENGARUH PENGELASAN TUNGSTEN INERT GAS TERHADAP KEKUATAN TARIK, KEKERASAN DAN MIKRO STRUKTUR PADA PIPA HEAT EXCHANGER
 PENGARUH PENGELASAN TUNGSTEN INERT GAS TERHADAP KEKUATAN TARIK, KEKERASAN DAN MIKRO STRUKTUR PADA PIPA HEAT EXCHANGER Wisma Soedarmadji*), Febi Rahmadianto**) ABSTRAK Tungsten Innert Gas adalah proses
PENGARUH PENGELASAN TUNGSTEN INERT GAS TERHADAP KEKUATAN TARIK, KEKERASAN DAN MIKRO STRUKTUR PADA PIPA HEAT EXCHANGER Wisma Soedarmadji*), Febi Rahmadianto**) ABSTRAK Tungsten Innert Gas adalah proses
BAB II TINJAUAN PUSTAKA DAN DASAR TEORI
 BAB II TINJAUAN PUSTAKA DAN DASAR TEORI 2.1. Tinjauan Pustaka Penelitian terhadap las gesek telah banyak dilakukan. Beberapa penelitian tentang parameter kekuatan tarik, kekerasan permukaan dan struktur
BAB II TINJAUAN PUSTAKA DAN DASAR TEORI 2.1. Tinjauan Pustaka Penelitian terhadap las gesek telah banyak dilakukan. Beberapa penelitian tentang parameter kekuatan tarik, kekerasan permukaan dan struktur
BAB I PENDAHULUAN. 1.1 Latar Belakang. Pengembangan teknologi di bidang konstruksi yang semakin maju tidak
 BAB I PENDAHULUAN 1.1 Latar Belakang Pengembangan teknologi di bidang konstruksi yang semakin maju tidak dapat dipisahkan dari pengelasan karena mempunyai peranan penting dalam rekayasa dan reparasi logam.
BAB I PENDAHULUAN 1.1 Latar Belakang Pengembangan teknologi di bidang konstruksi yang semakin maju tidak dapat dipisahkan dari pengelasan karena mempunyai peranan penting dalam rekayasa dan reparasi logam.
BAB I PENDAHULUAN. panas yang dihasilkan dari tahanan arus listrik. Spot welding banyak
 BAB I PENDAHULUAN 1.1 Latar Belakang Resistance Spot welding adalah salah satu jenis metode pengelasan dimana dua plat atau lebih disambungkan menggunakan panas yang dihasilkan dari tahanan arus listrik.
BAB I PENDAHULUAN 1.1 Latar Belakang Resistance Spot welding adalah salah satu jenis metode pengelasan dimana dua plat atau lebih disambungkan menggunakan panas yang dihasilkan dari tahanan arus listrik.
BAB IV PERUBAHAN BENTUK DALAM PENGELASAN. tambahan untuk cairan logam las diberikan oleh cairan flux atau slag yang terbentuk.
 IV - 1 BAB IV PERUBAHAN BENTUK DALAM PENGELASAN SMAW adalah proses las busur manual dimana panas pengelasan dihasilkan oleh busur listrik antara elektroda terumpan berpelindung flux dengan benda kerja.
IV - 1 BAB IV PERUBAHAN BENTUK DALAM PENGELASAN SMAW adalah proses las busur manual dimana panas pengelasan dihasilkan oleh busur listrik antara elektroda terumpan berpelindung flux dengan benda kerja.
BAB I PENDAHULUAN. memiliki andil dalam pengembangan berbagai sarana dan prasarana kebutuhan
 BAB I PENDAHULUAN A. Latar Belakang Dalam industri, teknologi konstruksi merupakan salah satu teknologi yang memiliki andil dalam pengembangan berbagai sarana dan prasarana kebutuhan manusia. Perkembangannya
BAB I PENDAHULUAN A. Latar Belakang Dalam industri, teknologi konstruksi merupakan salah satu teknologi yang memiliki andil dalam pengembangan berbagai sarana dan prasarana kebutuhan manusia. Perkembangannya
1 BAB I PENDAHULUAN. 1.1 Latar Belakang
 1 BAB I PENDAHULUAN 1.1 Latar Belakang Indonesia adalah negara yang sedang berkembang dalam berbagai sektor salah satunya adalah sektor industri manufaktur. Hal ini ditunjukkan dengan meningkatnya perusahaan
1 BAB I PENDAHULUAN 1.1 Latar Belakang Indonesia adalah negara yang sedang berkembang dalam berbagai sektor salah satunya adalah sektor industri manufaktur. Hal ini ditunjukkan dengan meningkatnya perusahaan
Pengaruh Variasi Temperatur Anneling Terhadap Kekerasan Sambungan Baja ST 37
 Nusantara of Engineering/Vol. 2/ No. 1/ISSN: 2355-6684 23 Pengaruh Variasi Temperatur Anneling Terhadap Kekerasan Sambungan Baja ST 37 Sigit Nur Yakin 1 ), Hesti Istiqlaliyah 2 ) 1 )Teknik Mesin S1, Fakultas
Nusantara of Engineering/Vol. 2/ No. 1/ISSN: 2355-6684 23 Pengaruh Variasi Temperatur Anneling Terhadap Kekerasan Sambungan Baja ST 37 Sigit Nur Yakin 1 ), Hesti Istiqlaliyah 2 ) 1 )Teknik Mesin S1, Fakultas
BAB II TINJAUAN PUSTAKA
 Tugas Akhir Akhmad Faizal 2011310005 BAB II TINJAUAN PUSTAKA II.1 Pengertian Pengelasan Pengelasan adalah proses penyambungan antara dua bagian logam atau lebih dengan menggunakan energi panas. Menurut
Tugas Akhir Akhmad Faizal 2011310005 BAB II TINJAUAN PUSTAKA II.1 Pengertian Pengelasan Pengelasan adalah proses penyambungan antara dua bagian logam atau lebih dengan menggunakan energi panas. Menurut
Dimas Hardjo Subowo NRP
 Dimas Hardjo Subowo NRP. 2706 100 011 Dosen Pembimbing : Budi Agung K, ST, M.Sc FAKULTAS TEKNOLOHI INDUSTRI INSTITUT TEKNOLOGI SEPULUH NOPEMBER SURABAYA Abstrak Dalam proses pengelasan seringkali dijumpai
Dimas Hardjo Subowo NRP. 2706 100 011 Dosen Pembimbing : Budi Agung K, ST, M.Sc FAKULTAS TEKNOLOHI INDUSTRI INSTITUT TEKNOLOGI SEPULUH NOPEMBER SURABAYA Abstrak Dalam proses pengelasan seringkali dijumpai
III. METODE PENELITIAN. Penelitian dilakukan dibeberapa tempat, sebagai berikut:
 III. METODE PENELITIAN A. Tempat Penelitian Penelitian dilakukan dibeberapa tempat, sebagai berikut: 1. Pembuatan kampuh dan proses pengelasan dilakukan di Politeknik Negeri Lampung, Bandar Lampung, 2.
III. METODE PENELITIAN A. Tempat Penelitian Penelitian dilakukan dibeberapa tempat, sebagai berikut: 1. Pembuatan kampuh dan proses pengelasan dilakukan di Politeknik Negeri Lampung, Bandar Lampung, 2.
BAB IV HASIL DAN PEMBAHASAN. Foto Mikro dan Morfologi Hasil Pengelasan Difusi
 BAB IV HASIL DAN PEMBAHASAN Penelitian sambungan logam tak sejenis antara Baja SS400 dan Aluminium AA5083 menggunakan proses pengelasan difusi ini dilakukan untuk mempelajari pengaruh ketebalan lapisan
BAB IV HASIL DAN PEMBAHASAN Penelitian sambungan logam tak sejenis antara Baja SS400 dan Aluminium AA5083 menggunakan proses pengelasan difusi ini dilakukan untuk mempelajari pengaruh ketebalan lapisan
BAB I PENDAHULUAN. bermanfaat bagi kebutuhan teknologi maupun kebutuhan rumah. berpengaruh pada penurunan kualitas barang produksi seperti
 BAB I PENDAHULUAN 1.1. Latar Belakang Kuningan merupakan salah satu logam yang sangat bermanfaat bagi kebutuhan teknologi maupun kebutuhan rumah tangga. Cara atau pemilihan pengelasan yang salah akan berpengaruh
BAB I PENDAHULUAN 1.1. Latar Belakang Kuningan merupakan salah satu logam yang sangat bermanfaat bagi kebutuhan teknologi maupun kebutuhan rumah tangga. Cara atau pemilihan pengelasan yang salah akan berpengaruh
BAB I PENDAHULUAN. Kekuatan tarik adalah sifat mekanik sebagai beban maksimum yang terusmenerus
 BAB I PENDAHULUAN 1.1. Umum Kekuatan tarik adalah sifat mekanik sebagai beban maksimum yang terusmenerus oleh spesimen selama uji tarik dan dipisahkan oleh daerah penampang lintang yang asli. Kekuatan
BAB I PENDAHULUAN 1.1. Umum Kekuatan tarik adalah sifat mekanik sebagai beban maksimum yang terusmenerus oleh spesimen selama uji tarik dan dipisahkan oleh daerah penampang lintang yang asli. Kekuatan
BAB II DASAR TEORI 2.1. Tinjauan Pustaka
 BAB II DASAR TEORI 2.1. Tinjauan Pustaka Erwanto (2015), meneliti tentang pengaruh kecepatan putar tool terhadap kekuatan mekanik sambungan las FSW menggunakan aluminium 5052-H34 standar ASM tahun 2015
BAB II DASAR TEORI 2.1. Tinjauan Pustaka Erwanto (2015), meneliti tentang pengaruh kecepatan putar tool terhadap kekuatan mekanik sambungan las FSW menggunakan aluminium 5052-H34 standar ASM tahun 2015
Jurnal Teknik Mesin UNISKA Vol. 02 No.02 Mei 2017 ISSN
 PENGARUH VARIASI ARUS LISTRIK TERHADAP KEKUATAN TARIK DAN STRUKTUR MIKRO SAMBUNGAN LAS TITIK (SPOT WELDING) LOGAM DISSIMILAR STAINLESS STEEL DAN BAJA KARBON RENDAH NSTRUCTION TO AUTHORS (Times New Roman,
PENGARUH VARIASI ARUS LISTRIK TERHADAP KEKUATAN TARIK DAN STRUKTUR MIKRO SAMBUNGAN LAS TITIK (SPOT WELDING) LOGAM DISSIMILAR STAINLESS STEEL DAN BAJA KARBON RENDAH NSTRUCTION TO AUTHORS (Times New Roman,
07: DIAGRAM BESI BESI KARBIDA
 07: DIAGRAM BESI BESI KARBIDA 7.1. Diagram Besi Karbon Kegunaan baja sangat bergantung dari pada sifat sifat baja yang sangat bervariasi yang diperoleh dari pemaduan dan penerapan proses perlakuan panas.
07: DIAGRAM BESI BESI KARBIDA 7.1. Diagram Besi Karbon Kegunaan baja sangat bergantung dari pada sifat sifat baja yang sangat bervariasi yang diperoleh dari pemaduan dan penerapan proses perlakuan panas.
Heat Treatment Pada Logam. Posted on 13 Januari 2013 by Andar Kusuma. Proses Perlakuan Panas Pada Baja
 Heat Treatment Pada Logam Posted on 13 Januari 2013 by Andar Kusuma Proses Perlakuan Panas Pada Baja Proses perlakuan panas adalah suatu proses mengubah sifat logam dengan cara mengubah struktur mikro
Heat Treatment Pada Logam Posted on 13 Januari 2013 by Andar Kusuma Proses Perlakuan Panas Pada Baja Proses perlakuan panas adalah suatu proses mengubah sifat logam dengan cara mengubah struktur mikro
BAB IV HASIL PENELITIAN DAN PEMBAHASAN. A. Deskripsi Data
 BAB IV HASIL PENELITIAN DAN PEMBAHASAN A. Deskripsi Data Penelitian ini merupakan eksperimen untuk mengetahui pengaruh temperatur media pendingin pasca pengelasan terhadap laju korosi dan struktur mikro.
BAB IV HASIL PENELITIAN DAN PEMBAHASAN A. Deskripsi Data Penelitian ini merupakan eksperimen untuk mengetahui pengaruh temperatur media pendingin pasca pengelasan terhadap laju korosi dan struktur mikro.
SKRIPSI / TUGAS AKHIR
 SKRIPSI / TUGAS AKHIR PENGARUH BENTUK KAMPUH LAS TIG TERHADAP SIFAT MEKANIK MATERIAL BAJA ST 37 CAHYANA SUHENDA (20408217) JURUSAN TEKNIK MESIN LATAR BELAKANG Pada era industrialisasi dewasa ini teknik
SKRIPSI / TUGAS AKHIR PENGARUH BENTUK KAMPUH LAS TIG TERHADAP SIFAT MEKANIK MATERIAL BAJA ST 37 CAHYANA SUHENDA (20408217) JURUSAN TEKNIK MESIN LATAR BELAKANG Pada era industrialisasi dewasa ini teknik
Gambar 4.1 Penampang luar pipa elbow
 BAB 4 HASIL PENELITIAN DAN PEMBAHASAN 4.1 Latar Belakang Material Material yang digunakan pada penelitian ini merupakan material yang berasal dari pipa elbow pada pipa jalur buangan dari pompa-pompa pendingin
BAB 4 HASIL PENELITIAN DAN PEMBAHASAN 4.1 Latar Belakang Material Material yang digunakan pada penelitian ini merupakan material yang berasal dari pipa elbow pada pipa jalur buangan dari pompa-pompa pendingin
Oleh Wahyu Ade Saputra ( ) Dosen Pembimbing 1. Ir. Achmad Zubaydi, M.Eng., Ph.D 2. Ir. Soeweify, M.Eng
 Dosen Pembimbing 1. Ir. Achmad Zubaydi, M.Eng., Ph.D 2. Ir. Soeweify, M.Eng") TUGAS AKHIR (MN 091482) ANALISIS PENGARUH APLIKASI POST WELD HEAT TREATMENT (PWHT) PADA PENGELASAN CAST STEEL (SC 42 ) DENGAN CARBON STEEL (Grade E) TERHADAP Oleh Wahyu Ade Saputra (4109.100.034) Dosen
TUGAS AKHIR (MN 091482) ANALISIS PENGARUH APLIKASI POST WELD HEAT TREATMENT (PWHT) PADA PENGELASAN CAST STEEL (SC 42 ) DENGAN CARBON STEEL (Grade E) TERHADAP Oleh Wahyu Ade Saputra (4109.100.034) Dosen
PENGARUH VARIASI AMPERE PENGELASAN PLAT BAJA ST 36 TERHADAP BEBAN TEKAN BENGKOK DAN KERUSAKAN PERMUKAAN
 Widya PENGARUH Teknika Vol.22 VARIASI No.1; Maret AMPERE 2014 PENGELASAN.. DAN KERUSAKAN PERMUKAAN [AGUS SUYATNO] ISSN 1411 0660: 47-51 PENGARUH VARIASI AMPERE PENGELASAN PLAT BAJA ST 36 TERHADAP BEBAN
Widya PENGARUH Teknika Vol.22 VARIASI No.1; Maret AMPERE 2014 PENGELASAN.. DAN KERUSAKAN PERMUKAAN [AGUS SUYATNO] ISSN 1411 0660: 47-51 PENGARUH VARIASI AMPERE PENGELASAN PLAT BAJA ST 36 TERHADAP BEBAN
BAB I PENDAHULUAN. dalam penyambungan batang-batang terutama pada bahan besi tuang
 BAB I PENDAHULUAN 1.1. Latar Belakang Pada waktu ini teknik las telah banyak dipergunakan secara luas dalam penyambungan batang-batang terutama pada bahan besi tuang (cast iron), besi dan baja. Luasnya
BAB I PENDAHULUAN 1.1. Latar Belakang Pada waktu ini teknik las telah banyak dipergunakan secara luas dalam penyambungan batang-batang terutama pada bahan besi tuang (cast iron), besi dan baja. Luasnya
BAB I PENDAHULUAN. Universitas Sumatera Utara
 BAB I PENDAHULUAN 1.1. Latar Belakang Pengelasan adalah proses penyambungan material ferrous atau non ferrous dengan memanaskan sampai suhu pengelasan, dengan atau tanpa menggunakan logam pengisi ( filler
BAB I PENDAHULUAN 1.1. Latar Belakang Pengelasan adalah proses penyambungan material ferrous atau non ferrous dengan memanaskan sampai suhu pengelasan, dengan atau tanpa menggunakan logam pengisi ( filler
JURNAL TEKNIK ITS Vol. 1, No. 1(Sept. 2012) ISSN: G-340
 ISSN: G-340") JURNAL TEKNIK ITS Vol. 1, No. 1(Sept. 2012) ISSN: 2301-9271 G-340 Analisa Pengaruh Variasi Tanggem Pada Pengelasan Pipa Carbon Steel Dengan Metode Pengelasan SMAW dan FCAW Terhadap Deformasi dan Tegangan
JURNAL TEKNIK ITS Vol. 1, No. 1(Sept. 2012) ISSN: 2301-9271 G-340 Analisa Pengaruh Variasi Tanggem Pada Pengelasan Pipa Carbon Steel Dengan Metode Pengelasan SMAW dan FCAW Terhadap Deformasi dan Tegangan
Studi Eksperimen Pengaruh Durasi Gesek, Tekanan Gesek Dan Tekanan Tempa Pengelasan Gesek (FW) Terhadap Kekuatan Tarik dan Impact Pada Baja Aisi 1045
 Terhadap Kekuatan Tarik dan Impact Pada Baja Aisi 1045") Studi Eksperimen Pengaruh Durasi Gesek, Tekanan Gesek Dan Tekanan Tempa Pengelasan Gesek (FW) Terhadap Kekuatan Tarik dan Impact Pada Baja Aisi 1045 Hari Subiyanto 1,*, Subowo 1, Gathot DW 1, Syamsul Hadi
Studi Eksperimen Pengaruh Durasi Gesek, Tekanan Gesek Dan Tekanan Tempa Pengelasan Gesek (FW) Terhadap Kekuatan Tarik dan Impact Pada Baja Aisi 1045 Hari Subiyanto 1,*, Subowo 1, Gathot DW 1, Syamsul Hadi
Pengaruh Variasi Waktu dan Tebal Plat Pada Las Titik terhadap Sifat Fisis dan Mekanis Sambungan Las Baja Karbon Rendah
 TUGAS AKHIR Pengaruh Variasi Waktu dan Tebal Plat Pada Las Titik terhadap Sifat Fisis dan Mekanis Sambungan Las Baja Karbon Rendah Disusun : MT ERRY DANIS NIM : D.200.01.0055 NIRM : 01.6.106.03030.50055
TUGAS AKHIR Pengaruh Variasi Waktu dan Tebal Plat Pada Las Titik terhadap Sifat Fisis dan Mekanis Sambungan Las Baja Karbon Rendah Disusun : MT ERRY DANIS NIM : D.200.01.0055 NIRM : 01.6.106.03030.50055
BAB IV HASIL PENELITIAN DAN PEMBAHASAN. masing-masing benda uji, pada pengelasan las listrik dengan variasi arus 80, 90,
 BAB IV HASIL PENELITIAN DAN PEMBAHASAN 4.1. Hasil Penelitian Spesimen 4.1.1. Proses Pengelasan Setelah pengamatan, pengukuran serta pengujian dilaksanakan terhadap masing-masing benda uji, pada pengelasan
BAB IV HASIL PENELITIAN DAN PEMBAHASAN 4.1. Hasil Penelitian Spesimen 4.1.1. Proses Pengelasan Setelah pengamatan, pengukuran serta pengujian dilaksanakan terhadap masing-masing benda uji, pada pengelasan
PENGARUH HEAT TREATMENT
 TUGAS AKHIR PENGARUH HEAT TREATMENT SESUDAH PENGELASAN (POST WELD) PADA BAJA TAHAN KARAT AUSTENITIK TERHADAP KEKUATAN TARIK, KEKERASAN, STRUKTUR MIKRO, DAN KOMPOSISI KIMIA Disusun : CATUR WIDODO YUNIANTO
TUGAS AKHIR PENGARUH HEAT TREATMENT SESUDAH PENGELASAN (POST WELD) PADA BAJA TAHAN KARAT AUSTENITIK TERHADAP KEKUATAN TARIK, KEKERASAN, STRUKTUR MIKRO, DAN KOMPOSISI KIMIA Disusun : CATUR WIDODO YUNIANTO
Analisis Perbandingan Laju Korosi Pelat ASTM A36 antara Pengelasan di Udara Terbuka dan Pengelasan Basah Bawah Air dengan Variasi Tebal Pelat
 JURNAL TEKNIK POMITS Vol. 2, 1, (2013) ISSN: 2337-3539 (2301-9271 Print) G-73 Analisis Perbandingan Pelat ASTM A36 antara di Udara Terbuka dan Basah Bawah Air dengan Variasi Tebal Pelat Yanek Fathur Rahman,
JURNAL TEKNIK POMITS Vol. 2, 1, (2013) ISSN: 2337-3539 (2301-9271 Print) G-73 Analisis Perbandingan Pelat ASTM A36 antara di Udara Terbuka dan Basah Bawah Air dengan Variasi Tebal Pelat Yanek Fathur Rahman,
WELDABILITY, WELDING METALLURGY, WELDING CHEMISTRY
 WELDABILITY, WELDING METALLURGY, WELDING CHEMISTRY Sarjito Jokosisworo Program Studi Teknik Perkapalan Fakultas Teknik Universitas Diponegoro ABSTRAK Sambungan las merupakan bagian penting dari stuktur/bangunan
WELDABILITY, WELDING METALLURGY, WELDING CHEMISTRY Sarjito Jokosisworo Program Studi Teknik Perkapalan Fakultas Teknik Universitas Diponegoro ABSTRAK Sambungan las merupakan bagian penting dari stuktur/bangunan
Simposium Nasional RAPI XII FT UMS ISSN
 PENGARUH PENGELASAN GAS TUNGTEN ARC WELDING (GTAW) DENGAN VARIASI PENDINGINAN AIR DAN UDARA PADA STAINLESS STEEL 304 TERHADAP UJI KOMPOSISI KIMIA, STRUKTUR MIKRO, KEKERASAN DAN UJI IMPACT Agus Sudibyo
PENGARUH PENGELASAN GAS TUNGTEN ARC WELDING (GTAW) DENGAN VARIASI PENDINGINAN AIR DAN UDARA PADA STAINLESS STEEL 304 TERHADAP UJI KOMPOSISI KIMIA, STRUKTUR MIKRO, KEKERASAN DAN UJI IMPACT Agus Sudibyo
Jurnal Dinamis Vol.II,No.14, Januari 2014 ISSN
 PENGARUH MASUKAN PANAS TERHADAP STRUKTUR MIKRO, KEKERASAN DAN KETANGGUHAN PADA PENGELASAN SHIELD METAL ARC WELDING (SMAW) DARI PIPA BAJA DIAMETER 2,5 INCHI Susri Mizhar, Ivan Hamonangan Pandiangan Jurusan
PENGARUH MASUKAN PANAS TERHADAP STRUKTUR MIKRO, KEKERASAN DAN KETANGGUHAN PADA PENGELASAN SHIELD METAL ARC WELDING (SMAW) DARI PIPA BAJA DIAMETER 2,5 INCHI Susri Mizhar, Ivan Hamonangan Pandiangan Jurusan
PENGARUH PREHEAT TERHADAP STRUKTUR MIKRO DAN KEKUATAN TARIK LAS LOGAM TAK SEJENIS BAJA TAHAN KARAT AUSTENITIK AISI 304 DAN BAJA KARBON A36
 PENGARUH PREHEAT TERHADAP STRUKTUR MIKRO DAN KEKUATAN TARIK LAS LOGAM TAK SEJENIS BAJA TAHAN KARAT AUSTENITIK AISI 304 DAN BAJA KARBON A36 Saifudin 1, Mochammad Noer Ilman 2 Jurusan Teknik Mesin dan Industri,
PENGARUH PREHEAT TERHADAP STRUKTUR MIKRO DAN KEKUATAN TARIK LAS LOGAM TAK SEJENIS BAJA TAHAN KARAT AUSTENITIK AISI 304 DAN BAJA KARBON A36 Saifudin 1, Mochammad Noer Ilman 2 Jurusan Teknik Mesin dan Industri,
PENGARUH TEBAL PELAT BAJA KARBON RENDAH LAMA PENEKANAN DAN TEGANGAN LISTRIK PADA PENGELASAN TITIK TERHADAP SIFAT FISIS DAN MEKANIS
 PENGARUH TEBAL PELAT BAJA KARBON RENDAH LAMA PENEKANAN DAN TEGANGAN LISTRIK PADA PENGELASAN TITIK TERHADAP SIFAT FISIS DAN MEKANIS Joko Waluyo 1 1 Jurusan Teknik Mesin Institut Sains & Teknologi AKPRIND
PENGARUH TEBAL PELAT BAJA KARBON RENDAH LAMA PENEKANAN DAN TEGANGAN LISTRIK PADA PENGELASAN TITIK TERHADAP SIFAT FISIS DAN MEKANIS Joko Waluyo 1 1 Jurusan Teknik Mesin Institut Sains & Teknologi AKPRIND
IV. HASIL DAN PEMBAHASAN
 IV. HASIL DAN PEMBAHASAN A. DATA ALAT DAN MATERIAL PENELITIAN 1. Material Penelitian Material yang digunakan adalah baja AISI 1045 berupa pelat yang memiliki komposisi kimia sebagai berikut : Tabel 7.
IV. HASIL DAN PEMBAHASAN A. DATA ALAT DAN MATERIAL PENELITIAN 1. Material Penelitian Material yang digunakan adalah baja AISI 1045 berupa pelat yang memiliki komposisi kimia sebagai berikut : Tabel 7.
BAB IV DATA DAN ANALISA
 BAB IV DATA DAN ANALISA Pengelasan plug welding pada material tak sejenis antara logam tak sejenis antara baja tahan karat 304L dan baja karbon SS400 dilakukan untuk mengetahui pengaruh arus pengelasan
BAB IV DATA DAN ANALISA Pengelasan plug welding pada material tak sejenis antara logam tak sejenis antara baja tahan karat 304L dan baja karbon SS400 dilakukan untuk mengetahui pengaruh arus pengelasan
BAB I PENDAHULUAN. Universitas Indonesia. Pengaruh pengelasan..., RR. Reni Indraswari, FT UI, 2010.
 BAB I PENDAHULUAN 1.1. Latar Belakang Baja tahan karat Austenitic stainless steel (seri 300) merupakan kelompok material teknik yang sangat penting yang telah digunakan luas dalam berbagai lingkungan industri,
BAB I PENDAHULUAN 1.1. Latar Belakang Baja tahan karat Austenitic stainless steel (seri 300) merupakan kelompok material teknik yang sangat penting yang telah digunakan luas dalam berbagai lingkungan industri,
Jl. Menoreh Tengah X/22, Sampangan, Semarang *
 ANALISA PENGARUH KUAT ARUS TERHADAP STRUKTUR MIKRO, KEKERASAN, KEKUATAN TARIK PADA BAJA KARBON RENDAH DENGAN LAS SMAW MENGGUNAKAN JENIS ELEKTRODA E7016 Anjis Ahmad Soleh 1*, Helmy Purwanto 1, Imam Syafa
ANALISA PENGARUH KUAT ARUS TERHADAP STRUKTUR MIKRO, KEKERASAN, KEKUATAN TARIK PADA BAJA KARBON RENDAH DENGAN LAS SMAW MENGGUNAKAN JENIS ELEKTRODA E7016 Anjis Ahmad Soleh 1*, Helmy Purwanto 1, Imam Syafa
PENGARUH FILLER DAN ARUS LISTRIK TERHADAP SIFAT FISIK-MEKANIK SAMBUNGAN LAS GMAW LOGAM TAK SEJENIS ANTARA BAJA KARBON DAN J4
 PENGARUH FILLER DAN ARUS LISTRIK TERHADAP SIFAT FISIK-MEKANIK SAMBUNGAN LAS GMAW LOGAM TAK SEJENIS ANTARA BAJA KARBON DAN J4 Petrus Heru Sudargo 1*, Sarwoko 1 1 Jurusan Teknik Mesin, Akademi Teknologi
PENGARUH FILLER DAN ARUS LISTRIK TERHADAP SIFAT FISIK-MEKANIK SAMBUNGAN LAS GMAW LOGAM TAK SEJENIS ANTARA BAJA KARBON DAN J4 Petrus Heru Sudargo 1*, Sarwoko 1 1 Jurusan Teknik Mesin, Akademi Teknologi
PENGARUH POSISI PENGELASAN TERHADAP KEKUATAN TAKIK DAN KEKERASAN PADA SAMBUNGAN LAS PIPA
 PENGARUH POSISI PENGELASAN TERHADAP KEKUATAN TAKIK DAN KEKERASAN PADA SAMBUNGAN LAS PIPA Pudin Saragih 1 Abstrak. Kekuatan sambungan las sangat sulit ditentukan secara perhitungan teoritis meskipun berbagai
PENGARUH POSISI PENGELASAN TERHADAP KEKUATAN TAKIK DAN KEKERASAN PADA SAMBUNGAN LAS PIPA Pudin Saragih 1 Abstrak. Kekuatan sambungan las sangat sulit ditentukan secara perhitungan teoritis meskipun berbagai
KARAKTERISASI SIFAT FISIS DAN MEKANIS SAMBUNGAN LAS SMAW BAJA A-287 SEBELUM DAN SESUDAH PWHT
 ISSN 0853-8697 KARAKTERISASI SIFAT FISIS DAN MEKANIS SAMBUNGAN LAS SMAW BAJA A-287 SEBELUM DAN SESUDAH PWHT Yustiasih Purwaningrum Jurusan Teknik Mesin Fakultas Teknologi Industri Universitas Islam Indonesia
ISSN 0853-8697 KARAKTERISASI SIFAT FISIS DAN MEKANIS SAMBUNGAN LAS SMAW BAJA A-287 SEBELUM DAN SESUDAH PWHT Yustiasih Purwaningrum Jurusan Teknik Mesin Fakultas Teknologi Industri Universitas Islam Indonesia
Pengaruh Jenis Elektroda Pada Pengelasan Dengan SMAW Terhadap Sifat Fisis dan Mekanis Pada Baja Profil IWF
 TUGAS AKHIR Pengaruh Jenis Elektroda Pada Pengelasan Dengan SMAW Terhadap Sifat Fisis dan Mekanis Pada Baja Profil IWF Disusun : DIDIT KURNIAWAN NIM : D.200.03.0169 JURUSAN TEKNIK MESIN FAKULTAS TEKNIK
TUGAS AKHIR Pengaruh Jenis Elektroda Pada Pengelasan Dengan SMAW Terhadap Sifat Fisis dan Mekanis Pada Baja Profil IWF Disusun : DIDIT KURNIAWAN NIM : D.200.03.0169 JURUSAN TEKNIK MESIN FAKULTAS TEKNIK
BAB II LANDASAN TEORI. Penelitian ini bertujuan untuk mengetahui ada tidaknya pengaruh arus pengelasan
 6 BAB II LANDASAN TEORI II.1. Tinjuan Pustaka Joko Santoso (2005) telah meneliti tentang pengaruh arus pengelasan terhadap kekuatan tarik dan ketangguhan las SMAW terhadap elektroda E7018. Penelitian ini
6 BAB II LANDASAN TEORI II.1. Tinjuan Pustaka Joko Santoso (2005) telah meneliti tentang pengaruh arus pengelasan terhadap kekuatan tarik dan ketangguhan las SMAW terhadap elektroda E7018. Penelitian ini
PENGARUH FILLER DAN ARUS LISTRIK TERHADAP SIFAT FISIK- MEKANIK SAMBUNGAN LAS GMAW LOGAM TAK SEJENIS ANTARA BAJA KARBON DAN J4
 PENGARUH FILLER DAN ARUS LISTRIK TERHADAP SIFAT FISIK- MEKANIK SAMBUNGAN LAS GMAW LOGAM TAK SEJENIS ANTARA BAJA KARBON DAN J4 Petrus Heru Sudargo 1), Triyono 2), Kuncoro Diharjo 2) 1) Pasca Sarjana Jurusan
PENGARUH FILLER DAN ARUS LISTRIK TERHADAP SIFAT FISIK- MEKANIK SAMBUNGAN LAS GMAW LOGAM TAK SEJENIS ANTARA BAJA KARBON DAN J4 Petrus Heru Sudargo 1), Triyono 2), Kuncoro Diharjo 2) 1) Pasca Sarjana Jurusan
PENGARUH PROSES PREHEATING PADA PENGELASAN SMAW TERHADAP KEKUATAN TARIK MATERIAL BAJA ST 37
 PENGARUH PROSES PREHEATING PADA PENGELASAN SMAW TERHADAP KEKUATAN TARIK MATERIAL BAJA ST 37 Rusnoto Teknik Mesin Universitas Pancasakti Tegal Jl. Halmahera km 1 Tegal ABSTRACT Construction using metal
PENGARUH PROSES PREHEATING PADA PENGELASAN SMAW TERHADAP KEKUATAN TARIK MATERIAL BAJA ST 37 Rusnoto Teknik Mesin Universitas Pancasakti Tegal Jl. Halmahera km 1 Tegal ABSTRACT Construction using metal
KATA PENGANTAR. Sidoarjo, Desember Fakultas. Universitas Muhammadiyah Sidoarjo 1
 KATA PENGANTAR Puji beserta syukur panjatkan kehadirat Tuhan yang Maha Esa. Karena berkat rahmat, hidayahnya, telah mampu menyelesaiakan sebuah makalah tentang pengaruh pengelsan FCAW tanpa dan dengan
KATA PENGANTAR Puji beserta syukur panjatkan kehadirat Tuhan yang Maha Esa. Karena berkat rahmat, hidayahnya, telah mampu menyelesaiakan sebuah makalah tentang pengaruh pengelsan FCAW tanpa dan dengan
16 Media SainS, Volume 4 Nomor 1, April 2012 ISSN 2085-3548
 16 PENGARUH BESAR ARUS TEMPER BEAD WELDING TERHADAP KETANGGUHAN HASIL LAS SMAW PADA BAJA ST37 (Effect Large Current of Temper Bead Welding Against Toughness of SMAW Welding Results ST37 Steel) Ahmadil
16 PENGARUH BESAR ARUS TEMPER BEAD WELDING TERHADAP KETANGGUHAN HASIL LAS SMAW PADA BAJA ST37 (Effect Large Current of Temper Bead Welding Against Toughness of SMAW Welding Results ST37 Steel) Ahmadil
I. PENDAHULUAN. berperan dalam proses manufaktur komponen yang dilas, yaitu design,
 I. PENDAHULUAN A. LATAR BELAKANG Proses pengelasan merupakan proses penyambungan dua potong logam dengan pemanasan sampai keadaan plastis atau cair, dengan atau tanpa tekanan. Perlu diketahui bahwa ada
I. PENDAHULUAN A. LATAR BELAKANG Proses pengelasan merupakan proses penyambungan dua potong logam dengan pemanasan sampai keadaan plastis atau cair, dengan atau tanpa tekanan. Perlu diketahui bahwa ada
Proses Annealing terdiri dari beberapa tipe yang diterapkan untuk mencapai sifat-sifat tertentu sebagai berikut :
 PERLAKUAN PANAS Perlakuan panasadalah suatu metode yang digunakan untuk mengubah sifat logam dengan cara mengubah struktur mikro melalui proses pemanasan dan pengaturan kecepatan pendinginan dengan atau
PERLAKUAN PANAS Perlakuan panasadalah suatu metode yang digunakan untuk mengubah sifat logam dengan cara mengubah struktur mikro melalui proses pemanasan dan pengaturan kecepatan pendinginan dengan atau
Laporan Praktikum. Laboratorium Teknik Material. Modul F Analisis Struktur Mikro Sambungan Las (SMAW) Oleh : : Surya Eko Sulistiawan NIM :
 Oleh : : Surya Eko Sulistiawan NIM :") Laporan Praktikum Laboratorium Teknik Material Modul F Analisis Struktur Mikro Sambungan Las (SMAW) Oleh : Nama : Surya Eko Sulistiawan NIM : 13713054 Kelompok : 12 Anggota (NIM) : Andrian Anggadha Widatama
Laporan Praktikum Laboratorium Teknik Material Modul F Analisis Struktur Mikro Sambungan Las (SMAW) Oleh : Nama : Surya Eko Sulistiawan NIM : 13713054 Kelompok : 12 Anggota (NIM) : Andrian Anggadha Widatama
Kata kunci : tegangan sisa, HAZ, SMAW.
 PENGARUH PERLAKUAN PANAS DIAWAL DAN AKHIR TERHADAP SIFAT FISIS DAN MEKANIS PADA PENGELASAN BAJA KARBON SEDANG Jarot Wijayanto 1, Murdjani 2, Anhar Khalid 3 1,2,3 Jurusan Teknik Mesin, Politeknik Negeri
PENGARUH PERLAKUAN PANAS DIAWAL DAN AKHIR TERHADAP SIFAT FISIS DAN MEKANIS PADA PENGELASAN BAJA KARBON SEDANG Jarot Wijayanto 1, Murdjani 2, Anhar Khalid 3 1,2,3 Jurusan Teknik Mesin, Politeknik Negeri
BAB IV HASIL DAN PEMBAHASAN. Pengujian struktur mikro dilakukan untuk mengetahui isi unsur kandungan
 4.1 Pengujian Struktur Mikro BAB IV HASIL DAN PEMBAHASAN Pengujian struktur mikro dilakukan untuk mengetahui isi unsur kandungan yang terdapat didalam spesimen baja karbon rendah yang akan diuji. Dengan
4.1 Pengujian Struktur Mikro BAB IV HASIL DAN PEMBAHASAN Pengujian struktur mikro dilakukan untuk mengetahui isi unsur kandungan yang terdapat didalam spesimen baja karbon rendah yang akan diuji. Dengan
Pengaruh Kondisi Elektroda Terhadap Sifat Mekanik Hasil Pengelasan Baja Karbon Rendah
 Pengaruh Terhadap Sifat Mekanik Hasil Pengelasan Baja Karbon Rendah Yusril Irwan Jurusan Teknik Mesin, Fakultas Teknologi Industri Institut Teknologi Nasional Jl. PKH. Mustafa No. 23. Bandung 4124 Yusril@itenas.ac.id,
Pengaruh Terhadap Sifat Mekanik Hasil Pengelasan Baja Karbon Rendah Yusril Irwan Jurusan Teknik Mesin, Fakultas Teknologi Industri Institut Teknologi Nasional Jl. PKH. Mustafa No. 23. Bandung 4124 Yusril@itenas.ac.id,
I. PENDAHULUAN. keling. Ruang lingkup penggunaan teknik pengelasan dalam konstruksi. transportasi, rel, pipa saluran dan lain sebagainya.
 I. PENDAHULUAN A. Latar Belakang Pengembangan teknologi di bidang konstruksi yang semakin maju tidak dapat dipisahkan dari pengelasan, karena mempunyai peranan penting dalam rekayasa dan reparasi logam.
I. PENDAHULUAN A. Latar Belakang Pengembangan teknologi di bidang konstruksi yang semakin maju tidak dapat dipisahkan dari pengelasan, karena mempunyai peranan penting dalam rekayasa dan reparasi logam.
Jurusan Teknik Perkapalan Fakultas Teknologi Kelautan Institut Teknologi Sepuluh Nopember Surabaya
 TUGAS AKHIR MN 091382 ANALISA PENGARUH VARIASI TANGGEM PADA PENGELASAN PIPA CARBON STEEL DENGAN METODE PENGELASAN SMAW DAN FCAW TERHADAP DEFORMASI DAN TEGANGAN SISA MENGGUNAKAN ANALISA PEMODELAN ANSYS
TUGAS AKHIR MN 091382 ANALISA PENGARUH VARIASI TANGGEM PADA PENGELASAN PIPA CARBON STEEL DENGAN METODE PENGELASAN SMAW DAN FCAW TERHADAP DEFORMASI DAN TEGANGAN SISA MENGGUNAKAN ANALISA PEMODELAN ANSYS
Gambar 2.1.(a) Geometri elektroda commit to Gambar user 2.1.(b) Model Elemen Hingga ( Sumber : Yeung dan Thornton, 1999 )
 Geometri elektroda commit to Gambar user 2.1.(b) Model Elemen Hingga ( Sumber : Yeung dan Thornton, 1999 )") digilib.uns.ac.id BAB II LANDASAN TEORI 2.1 Tinjauan Pustaka Resistance Spot Welding (RSW) atau Las Titik Tahanan Listrik adalah suatu cara pengelasan dimana permukaan plat yang disambung ditekankan satu
digilib.uns.ac.id BAB II LANDASAN TEORI 2.1 Tinjauan Pustaka Resistance Spot Welding (RSW) atau Las Titik Tahanan Listrik adalah suatu cara pengelasan dimana permukaan plat yang disambung ditekankan satu
BAB II LANDASAN TEORI
 BAB II LANDASAN TEORI 2.1 Pengertian Las Definisi pengelasan menurut DIN (Deutsche Industrie Norman) adalah ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan dalam keadaan lumer
BAB II LANDASAN TEORI 2.1 Pengertian Las Definisi pengelasan menurut DIN (Deutsche Industrie Norman) adalah ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan dalam keadaan lumer
BAB I PENDAHULUAN. Pengelasan adalah suatu proses penggabungan antara dua. logam atau lebih yang menggunakan energi panas.
 BAB I PENDAHULUAN 1.1. Latar Belakang Pengelasan adalah suatu proses penggabungan antara dua logam atau lebih yang menggunakan energi panas. Teknologi pengelasan tidak hanya digunakan untuk memproduksi
BAB I PENDAHULUAN 1.1. Latar Belakang Pengelasan adalah suatu proses penggabungan antara dua logam atau lebih yang menggunakan energi panas. Teknologi pengelasan tidak hanya digunakan untuk memproduksi
Pembebanan Batang Secara Aksial. Bahan Ajar Mekanika Bahan Mulyati, MT
 Pembebanan Batang Secara Aksial Suatu batang dengan luas penampang konstan, dibebani melalui kedua ujungnya dengan sepasang gaya linier i dengan arah saling berlawanan yang berimpit i pada sumbu longitudinal
Pembebanan Batang Secara Aksial Suatu batang dengan luas penampang konstan, dibebani melalui kedua ujungnya dengan sepasang gaya linier i dengan arah saling berlawanan yang berimpit i pada sumbu longitudinal
BAB II TINJAUAN PUSTAKA DAN DASAR TEORI
 BAB II TINJAUAN PUSTAKA DAN DASAR TEORI 2.1. Tinjauan Pustaka Penelitian terhadap las gesek telah banyak dilakukan. Beberapa penelitian tentang parameter kekuatan tarik, kekerasan permukaan dan struktur
BAB II TINJAUAN PUSTAKA DAN DASAR TEORI 2.1. Tinjauan Pustaka Penelitian terhadap las gesek telah banyak dilakukan. Beberapa penelitian tentang parameter kekuatan tarik, kekerasan permukaan dan struktur
PENGARUH VARIASI KUAT ARUS PENGELASAN TUNGSTEN INERT GAS
 PENGARUH VARIASI KUAT ARUS PENGELASAN TUNGSTEN INERT GAS (TIG) TERHADAP KEKUATAN TARIK HASIL SAMBUNGAN LAS PADA BAJA KARBON RENDAH SNI_07_3567_BJDC_SR DENGAN KETEBALAN PLAT 0,68 MM DAN 1,2 MM EFRIZAL ARIFIN
PENGARUH VARIASI KUAT ARUS PENGELASAN TUNGSTEN INERT GAS (TIG) TERHADAP KEKUATAN TARIK HASIL SAMBUNGAN LAS PADA BAJA KARBON RENDAH SNI_07_3567_BJDC_SR DENGAN KETEBALAN PLAT 0,68 MM DAN 1,2 MM EFRIZAL ARIFIN
Pengaruh variasi kampuh las dan arus listrik terhadap kekuatan tarik dan struktur mikro sambungan las TIG pada aluminium 5083
 Jurnal Kompetensi Teknik Vol. 8, No.2, Mei 2017 27 Pengaruh variasi kampuh las dan arus listrik terhadap kekuatan tarik dan struktur mikro sambungan las TIG pada aluminium 5083 Satrio Hadi 1, Rusiyanto
Jurnal Kompetensi Teknik Vol. 8, No.2, Mei 2017 27 Pengaruh variasi kampuh las dan arus listrik terhadap kekuatan tarik dan struktur mikro sambungan las TIG pada aluminium 5083 Satrio Hadi 1, Rusiyanto
Prosiding SNATIF Ke -4 Tahun 2017 ISBN:
 PENGARUH ARUS LISTRIK DAN FILLER PENGELASAN LOGAM BERBEDA BAJA KARBON RENDAH (ST 37) DENGAN BAJA TAHAN KARAT (AISI 316L) TERHADAP SIFAT MEKANIS DAN STRUKTUR MIKRO Bambang Teguh Baroto 1*, Petrus Heru Sudargo
PENGARUH ARUS LISTRIK DAN FILLER PENGELASAN LOGAM BERBEDA BAJA KARBON RENDAH (ST 37) DENGAN BAJA TAHAN KARAT (AISI 316L) TERHADAP SIFAT MEKANIS DAN STRUKTUR MIKRO Bambang Teguh Baroto 1*, Petrus Heru Sudargo
BAB I PENDAHULUAN 1.1 LATAR BELAKANG
 BAB I PENDAHULUAN Pada bab ini akan diuraikan latar belakang penelitian dari penelitian, perumusan masalah yang diangkat dalam penelitian ini, tujuan dan manfaat penelitian, batasan masalah, asumsi-asumsi
BAB I PENDAHULUAN Pada bab ini akan diuraikan latar belakang penelitian dari penelitian, perumusan masalah yang diangkat dalam penelitian ini, tujuan dan manfaat penelitian, batasan masalah, asumsi-asumsi
Kata Kunci: Pengelasan Berbeda, GMAW, Variasi Arus, Struktur Mikro
 B.8 PENGARUH FILLER DAN ARUS LISTRIK PENGELASAN LOGAM TAK SEJENIS BAJA (AISI 1045) DENGAN BAJA TAHAN KARAT (AISI 316L) TERHADAP SIFAT MEKANIS DAN STRUKTUR MIKRO Petrus Heru Sudargo *, Bambang Teguh Baroto
B.8 PENGARUH FILLER DAN ARUS LISTRIK PENGELASAN LOGAM TAK SEJENIS BAJA (AISI 1045) DENGAN BAJA TAHAN KARAT (AISI 316L) TERHADAP SIFAT MEKANIS DAN STRUKTUR MIKRO Petrus Heru Sudargo *, Bambang Teguh Baroto
ELEMEN PENGIKAT SAMBUNGAN PERMANEN ( PENGELASAN & PENYOLDERAN )
") ELEMEN PENGIKAT SAMBUNGAN PERMANEN ( PENGELASAN & PENYOLDERAN ) ANGGOTA KELOMPOK 4 ELEMEN MESIN ( LAS & SOLDER ) LAS SOLDER ELEMEN MESIN ( LAS & SOLDER ) PENGERTIAN KLASIFIKASI PROSES REAKSI KIMIA PROSES
ELEMEN PENGIKAT SAMBUNGAN PERMANEN ( PENGELASAN & PENYOLDERAN ) ANGGOTA KELOMPOK 4 ELEMEN MESIN ( LAS & SOLDER ) LAS SOLDER ELEMEN MESIN ( LAS & SOLDER ) PENGERTIAN KLASIFIKASI PROSES REAKSI KIMIA PROSES
BAB IV HASIL DAN PEMBAHASAN
 BAB IV HASIL DAN PEMBAHASAN Setelah dilakukan pengamatan, pengukuran serta pengujian terhadap masingmasing benda uji, didapatkan data-data hasil penyambungan las gesek bahan Stainless Steel 304. Data hasil
BAB IV HASIL DAN PEMBAHASAN Setelah dilakukan pengamatan, pengukuran serta pengujian terhadap masingmasing benda uji, didapatkan data-data hasil penyambungan las gesek bahan Stainless Steel 304. Data hasil
BAB II LANDASAN TEORI
 digilib.uns.ac.id BAB II LANDASAN TEORI 2.1. Tinjauan Pustaka Teknologi pengelasan las tahanan listrik mula-mula dikembangkan oleh Elihu Thompson pada akhir abad 19. Kini proses tersebut telah berkembang
digilib.uns.ac.id BAB II LANDASAN TEORI 2.1. Tinjauan Pustaka Teknologi pengelasan las tahanan listrik mula-mula dikembangkan oleh Elihu Thompson pada akhir abad 19. Kini proses tersebut telah berkembang
BAB I PENDAHULUAN. logam dengan cara mencairkan sebagian logam induk dan logam pengisi
 1 BAB I PENDAHULUAN 1.1 Latar Belakang Pengelasan (welding) adalah salah satu teknik penyambungan logam dengan cara mencairkan sebagian logam induk dan logam pengisi dengan atau tanpa tekanan dan dengan
1 BAB I PENDAHULUAN 1.1 Latar Belakang Pengelasan (welding) adalah salah satu teknik penyambungan logam dengan cara mencairkan sebagian logam induk dan logam pengisi dengan atau tanpa tekanan dan dengan
BAB I PENDAHULUAN. peningkatan efisiensi penggunaan BBM. Penggantian bahan pada. sehingga dapat menurunkan konsumsi penggunaan BBM.
 BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Keterbatasan sumber energi bahan bakar minyak (BBM) dewasa ini telah memacu perkembangan teknologi otomotif yang mengarah pada peningkatan efisiensi penggunaan
BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Keterbatasan sumber energi bahan bakar minyak (BBM) dewasa ini telah memacu perkembangan teknologi otomotif yang mengarah pada peningkatan efisiensi penggunaan
TEKNIKA VOL.3 NO.2 OKTOBER_2016
 PENGARUH ELEKTRODA TERHADAP TEGANGAN SISA DAN SIFAT MEKANIK PADA PENGELASAN BAJA Asmadi, Bahrul Ilmi Program Studi Teknik Mesin Universitas IBA Email : asmadilubay4@gmail.com ABSTRAK Pada proses pengelasan
PENGARUH ELEKTRODA TERHADAP TEGANGAN SISA DAN SIFAT MEKANIK PADA PENGELASAN BAJA Asmadi, Bahrul Ilmi Program Studi Teknik Mesin Universitas IBA Email : asmadilubay4@gmail.com ABSTRAK Pada proses pengelasan