PERUBAHAN BENTUK HASIL PENGELASAN AKIBAT PERUBAHAN PARAMETER PADA ROBOTIC WELDING MACHINE PENYUSUN BAGUS SATRIO UTOMO ( )
|
|
|
- Yuliani Susman
- 9 tahun lalu
- Tontonan:
Transkripsi
1 PERUBAHAN BENTUK HASIL PENGELASAN AKIBAT PERUBAHAN PARAMETER PADA ROBOTIC WELDING MACHINE PENYUSUN BAGUS SATRIO UTOMO ( )

2 LATAR BELAKANG Robotic welding machine yang memiliki spesifikasi yang berbeda dengan peralatan las biasa, sehingga merepotkan perusahaan karena harus menyiapkan alat dan bahan pendukung serta WPS yang baru. Penggunaan WPS yang ada dan di uji coba terhadap Robotic welding machine akan mampu menghemat waktu, tenaga serta biaya yang harus dikeluarkan oleh perusahaan.

3 RUMUSAN MASALAH Saperti apakah perubahan bentuk-bentuk hasil pengelasan akibat terjadinya perubahan parameter-parameter? Bagaimanakah parameter-parameter yang sesuai dengan hasil las yang diinginkan?

4 TUJUAN Mengetahui perubahan bentuk-bentuk hasil hasil pengelasan akibat perubahan parameterparameter pada Robotic Welding Machine. Mendapatkan parameter pengelasan yang sesuai dengan hasil las yang diinginkan

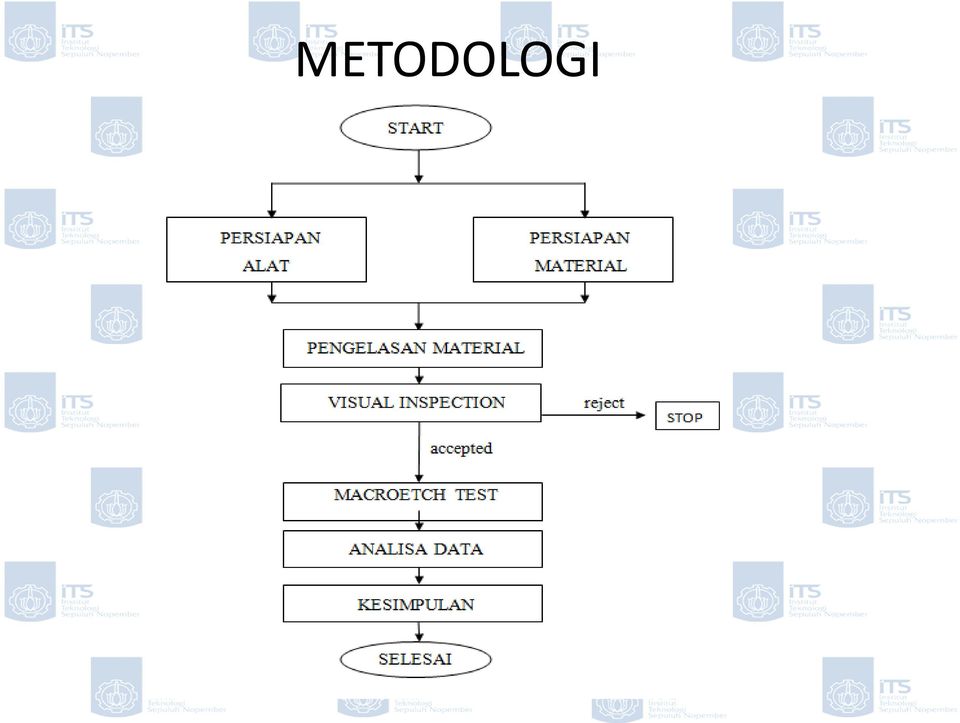
5 BATASAN MASALAH Alat yang digunakan adalah Robotic Welding Machine type : OTC AII B4L Posisi pengelasan yang digunakan adalah 2F. Analisa hanya sebatas mangetahui hasil dari pengelasan dengan dilihat menggunakan macroetch test dan visua test. Material yang digunakan adalah plat jenis SPAH dengan tebal t = 12 mm Standart yang digunakan adalah AWS D15.1 Material ini menggunakan Single bevel groove weld tee joint dengan sudut bevel 45 0 Kawat las yang digunakan jenis ER 70 ES. D = 1,2 mm

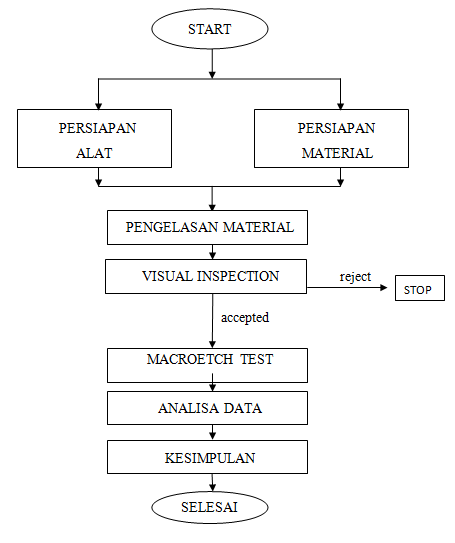
6 METODOLOGI
7 Analisa dan Pembahasan


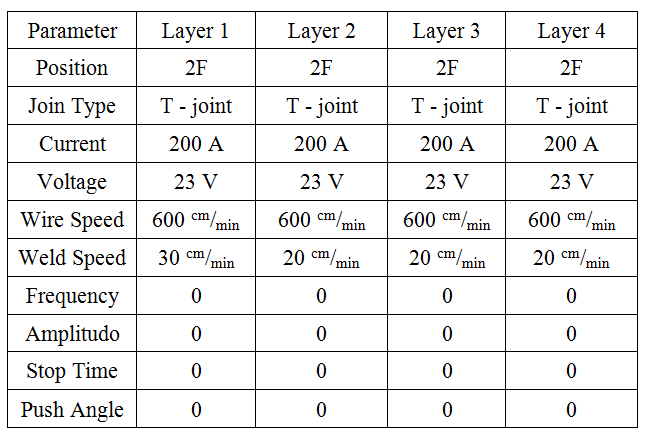
8 Analisa visual Pada pengelasan 1 pada speciment no 32 dengan parameter:



9 Hasil pengelasan speciment no 32 Hasil pengelasan KURANG BAIK kontur las yang telalu tinggi dan sempit sehinga seperti tali yang memanjang yang diakibatkan oleh ampere yang kurang besar serta welding speed yang terlalu cepat.


10 Pengelasan spesimen no 33 dengan perubahan parameter:



11 Hasil pengelasan speciment no 33 Hasil pengelasan KURANG BAIK akar las tidak keluar dikarenakan pengelasan layer 1 terlalu cepat

12 Pengelasan spesimen no 35 dengan perubahan parameter:


13 Hasil pengelasan speciment no 35 Hasil pengelasan KURANG BAIK UNDER FILL


14 Pengelasan spesimen no 36 dengan perubahan parameter:


15 Hasil pengelasan speciment no 36 Hasil pengelasan BAIK kaki las yang terlalu lebar


16 Pengelasan spesimen no 37 dengan perubahan parameter:


17 Hasil pengelasan speciment no 37 Hasil pengelasan KURANG BAIK undef fill

18 Pengelasan spesimen no 38 dengan perubahan parameter:

19 Hasil pengelasan speciment no 38 Hasil pengelasan BAIK kaki las yang terlalu lebar


20 Pengelasan spesimen no 39 dengan perubahan parameter:

21 Hasil pengelasan speciment no 39 Hasil pengelasan BAIK kaki las yang terlalu lebar

22 Pengelasan spesimen no 50 dengan perubahan parameter:

23 Hasil pengelasan speciment no 50 Hasil pengelasan BAIK

24 Tabel Keberterimaan visual inpection
: 1,75; 4,03 Dari hasil di atas speciment dinyatakan Reject karena")
25 Macroetch Test Speciment 36 Tipe diskontinuitas : I FUSION,CRACK Ukuran diskontinuitas (mm): 1,75; 4,03 Dari hasil di atas speciment dinyatakan Reject karena terdapat crack

26 Speciment 38 Tipe diskontinuitas : I FUSION,CRACK Ukuran diskontinuitas (mm): 1,44 ; 3,89 Dari hasil di atas speciment dinyatakan Reject karena terdapat crack
: - Dari hasil di atas speciment")
27 Speciment 39 Tipe diskontinuitas : NONE Ukuran diskontinuitas (mm): - Dari hasil di atas speciment dinyatakan accepted
: - Dari hasil di atas speciment")
28 Speciment 50 Tipe diskontinuitas : NONE Ukuran diskontinuitas (mm): - Dari hasil di atas speciment dinyatakan accepted

29 Tabel Keberterimaan macroetch test
30 KESIMPULAN Dari pengujian macroetch terdapat 2 speciment dengan hasil accepted yaitu speciment nomor 39 dan 50. Parameter parameter yang digunakan pada` speciment no 50 direkomendasikan untuk digunakan karena memiliki bentuk hasil las yang baik dan tidak terdapat internal defect. Hasil parameter terbaik untuk plat SPAH dengan t = 12 mm adalah :
31
Persentasi Tugas Akhir
 Persentasi Tugas Akhir OLEH: MUHAMMAD RENDRA ROSMAWAN 2107 030 007 Pembimbing : Ir. Hari Subiyanto,MSc Program Studi Diploma III Fakultas Teknologi Industri Institut Teknologi Sepuluh Nopember Surabaya
Persentasi Tugas Akhir OLEH: MUHAMMAD RENDRA ROSMAWAN 2107 030 007 Pembimbing : Ir. Hari Subiyanto,MSc Program Studi Diploma III Fakultas Teknologi Industri Institut Teknologi Sepuluh Nopember Surabaya
TUGAS AKHIR ANALISIS KEKUATAN LAS BERBAHAN ALUMINIUM MAMPU LAS TERHADAP SIFAT FISIS DAN MEKANIS
 TUGAS AKHIR ANALISIS KEKUATAN LAS BERBAHAN ALUMINIUM MAMPU LAS TERHADAP SIFAT FISIS DAN MEKANIS Diajukan Untuk Memenuhi Tugas Dan Syarat-Syarat Guna Memperoleh Gelar Sarjana Teknik Jurusan Teknik Mesin
TUGAS AKHIR ANALISIS KEKUATAN LAS BERBAHAN ALUMINIUM MAMPU LAS TERHADAP SIFAT FISIS DAN MEKANIS Diajukan Untuk Memenuhi Tugas Dan Syarat-Syarat Guna Memperoleh Gelar Sarjana Teknik Jurusan Teknik Mesin
KAJIAN PENGARUH KETEBALAN PADA KUALITAS DAN MAMPU BENTUK DENGAN MENGGUNAKAN SIMULASI PADA PROSES INJECTION MOLDING (STUDI KASUS: MODEL GELAS)
") KAJIAN PENGARUH KETEBALAN PADA KUALITAS DAN MAMPU BENTUK DENGAN MENGGUNAKAN SIMULASI PADA PROSES INJECTION MOLDING (STUDI KASUS: MODEL GELAS) Amelia Sugondo Jurusan Teknik Mesin Universitas Kristen Petra
KAJIAN PENGARUH KETEBALAN PADA KUALITAS DAN MAMPU BENTUK DENGAN MENGGUNAKAN SIMULASI PADA PROSES INJECTION MOLDING (STUDI KASUS: MODEL GELAS) Amelia Sugondo Jurusan Teknik Mesin Universitas Kristen Petra
16 Media SainS, Volume 4 Nomor 1, April 2012 ISSN 2085-3548
 16 PENGARUH BESAR ARUS TEMPER BEAD WELDING TERHADAP KETANGGUHAN HASIL LAS SMAW PADA BAJA ST37 (Effect Large Current of Temper Bead Welding Against Toughness of SMAW Welding Results ST37 Steel) Ahmadil
16 PENGARUH BESAR ARUS TEMPER BEAD WELDING TERHADAP KETANGGUHAN HASIL LAS SMAW PADA BAJA ST37 (Effect Large Current of Temper Bead Welding Against Toughness of SMAW Welding Results ST37 Steel) Ahmadil
BAB 2 LANDASAN TEORI. fisika dan kimia untuk mengubah bentuk (geometry), sifat (properties)
, sifat (properties)") 10 BAB 2 LANDASAN TEORI 2.1 Proses Manufaktur Tiga definisi Manufacturing: 1. Secara teknis: Manufacturing adalah pengolahan bahan mentah melalui proses fisika dan kimia untuk mengubah bentuk (geometry),
10 BAB 2 LANDASAN TEORI 2.1 Proses Manufaktur Tiga definisi Manufacturing: 1. Secara teknis: Manufacturing adalah pengolahan bahan mentah melalui proses fisika dan kimia untuk mengubah bentuk (geometry),
PENGARUH VARIASI WAKTU TAHAN PADA PROSES NORMALIZING TERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO BAJA AISI 310S PADA PRESSURE VESSEL
 PENGARUH VARIASI WAKTU TAHAN PADA PROSES NORMALIZING TERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO BAJA AISI 310S PADA PRESSURE VESSEL Mahasiswa Febrino Ferdiansyah Dosen Pembimbing Ir. Rochman Rochiem, M.
PENGARUH VARIASI WAKTU TAHAN PADA PROSES NORMALIZING TERHADAP SIFAT MEKANIK DAN STRUKTUR MIKRO BAJA AISI 310S PADA PRESSURE VESSEL Mahasiswa Febrino Ferdiansyah Dosen Pembimbing Ir. Rochman Rochiem, M.
LAPORAN PENELITIAN PENGARUH KETEBALAN RING (SHIM) PENYETEL TERHADAP TEKANAN PEMBUKAAN INJEKTOR PADA MOTOR DIESEL OLEH: AGUS SUDIBYO, M.T.
 PENYETEL TERHADAP TEKANAN PEMBUKAAN INJEKTOR PADA MOTOR DIESEL OLEH: AGUS SUDIBYO, M.T.") LAPORAN PENELITIAN PENGARUH KETEBALAN RING (SHIM) PENYETEL TERHADAP TEKANAN PEMBUKAAN INJEKTOR PADA MOTOR DIESEL OLEH: AGUS SUDIBYO, M.T. PROGRAM STUDI TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS GAJAYANA
LAPORAN PENELITIAN PENGARUH KETEBALAN RING (SHIM) PENYETEL TERHADAP TEKANAN PEMBUKAAN INJEKTOR PADA MOTOR DIESEL OLEH: AGUS SUDIBYO, M.T. PROGRAM STUDI TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS GAJAYANA
TUGAS AKHIR. Untuk memenuhi sebagian persyaratan dalam memperoleh Gelar Sarjana Teknik (S - 1) Dikerjakan Oleh :
 Dikerjakan Oleh :") 1 PEMETAAN PENGARUH TATA GUNA LAHAN TERHADAP KEPADATAN VOLUME KENDARAAN PADA RUAS JALAN KENJERAN JALAN KEDUNG COWEK SEBAGAI AKSES MENUJU JEMBATAN SURAMADU DENGAN MENGGUNAKAN SISTEM INFORMASI GEOGRAFIS
1 PEMETAAN PENGARUH TATA GUNA LAHAN TERHADAP KEPADATAN VOLUME KENDARAAN PADA RUAS JALAN KENJERAN JALAN KEDUNG COWEK SEBAGAI AKSES MENUJU JEMBATAN SURAMADU DENGAN MENGGUNAKAN SISTEM INFORMASI GEOGRAFIS
PENENTUAN KOROSI BAT AS BUTIR DAN MEKANIK PADA PIP A KELUARAN PANAS (HOT LEG) REAKTOR DAY A
 REAKTOR DAY A") Seminar Tahunan Pengawasan Pemanfaatan Tenaga Nuklir - Jakarta, 11 Dcscmbcr 2003 ISSN 1693-7902 PENENTUAN KOROSI BAT AS BUTIR DAN MEKANIK PADA PIP A KELUARAN PANAS (HOT LEG) REAKTOR DAY A Johny Wahyu Adi
Seminar Tahunan Pengawasan Pemanfaatan Tenaga Nuklir - Jakarta, 11 Dcscmbcr 2003 ISSN 1693-7902 PENENTUAN KOROSI BAT AS BUTIR DAN MEKANIK PADA PIP A KELUARAN PANAS (HOT LEG) REAKTOR DAY A Johny Wahyu Adi
BAB 2 LANDASAN TEORI
 BAB LANDASAN TEORI.1 Pengertian Pengukuran Untuk mendapatkan produk yang berkualitas tidak hanya memerlukan rancangan produk yang bagus sesuai dengan fungsi namun juga memerlukan rancangan proses pembuatan
BAB LANDASAN TEORI.1 Pengertian Pengukuran Untuk mendapatkan produk yang berkualitas tidak hanya memerlukan rancangan produk yang bagus sesuai dengan fungsi namun juga memerlukan rancangan proses pembuatan
BAB I PENDAHULUAN. di kalangan pendidikan maupun masyarakat untuk menambah pengetahuan
 BAB I PENDAHULUAN A. Latar Belakang Kemajuan perkembangan dunia ilmu pengetahuan dan teknologi menuntut kalangan perguruan tinggi khususnya mahasiswa untuk dapat serta menciptakan dan meningkatkan penguasaan
BAB I PENDAHULUAN A. Latar Belakang Kemajuan perkembangan dunia ilmu pengetahuan dan teknologi menuntut kalangan perguruan tinggi khususnya mahasiswa untuk dapat serta menciptakan dan meningkatkan penguasaan
BAB III. Universitas Sumatera Utara MULAI PENGISIAN MINYAK PELUMAS PENGUJIAN SELESAI STUDI LITERATUR MINYAK PELUMAS SAEE 20 / 0 SAE 15W/40 TIDAK
 BAB III METODE PENGUJIAN 3.1. Diagram Alir Penelitian MULAI STUDI LITERATUR PERSIAPAN BAHAN PENGUJIAN MINYAK PELUMAS SAE 15W/40 MINYAK PELUMAS SAEE 20 / 0 TIDAK PENGUJIAN KEKENTALAN MINYAK PELUMAS PENGISIAN
BAB III METODE PENGUJIAN 3.1. Diagram Alir Penelitian MULAI STUDI LITERATUR PERSIAPAN BAHAN PENGUJIAN MINYAK PELUMAS SAE 15W/40 MINYAK PELUMAS SAEE 20 / 0 TIDAK PENGUJIAN KEKENTALAN MINYAK PELUMAS PENGISIAN
yang tinggi, dengan pencelupan sedang dan di bagian tengah baja dapat dicapai kekerasan yang tinggi meskipun laju pendinginan lebih lambat.
 10: HARDENABILITY 10.1 Hardenability Mampu keras merujuk kepada sifat baja yang menentukan dalamnya pengerasan sebagai akibat proses quench dari temperatur austenisasinya. Mampu keras tidak dikaitkan dengan
10: HARDENABILITY 10.1 Hardenability Mampu keras merujuk kepada sifat baja yang menentukan dalamnya pengerasan sebagai akibat proses quench dari temperatur austenisasinya. Mampu keras tidak dikaitkan dengan
a. Pengelasan Lebih kuat, permanen dan tidak cepat aus. b. Mur-Baut Tidak permanen, cepat aus dan kurang kuat. Desain roda yang digunakan
 proses pembalikan ikan. Gambar c, menunjukkan desain pintu dengan cara membuka ditarik ke depan, hanya satu pintu. Hal ini sedikit mempermudah proses pembalikan ikan pada saat proses pengasapan. Desain
proses pembalikan ikan. Gambar c, menunjukkan desain pintu dengan cara membuka ditarik ke depan, hanya satu pintu. Hal ini sedikit mempermudah proses pembalikan ikan pada saat proses pengasapan. Desain
9.1. Proses Pengerjaan Dingin
 531 BAB. 9 PROSES PEMBENTUKAN Prinsip dasar pembentukan logam merupakan proses yang dilakukan dengan cara memberikan perubahan bentuk pada benda kerja. Perubahan bentuk ini dapat dilakukan dengan cara
531 BAB. 9 PROSES PEMBENTUKAN Prinsip dasar pembentukan logam merupakan proses yang dilakukan dengan cara memberikan perubahan bentuk pada benda kerja. Perubahan bentuk ini dapat dilakukan dengan cara
BAB II LANDASAN TEORI. dibahas arti dari proses yaitu : Proses adalah suatu cara, metode maupun
 BAB II LANDASAN TEORI A. Pengertian Proses Produksi Dewasa ini banyak dijumpai perusahaan yang memproduksi barang dan jasa untuk memenuhi kebutuhan atau keinginan masyarakat. Untuk memproduksi barang dan
BAB II LANDASAN TEORI A. Pengertian Proses Produksi Dewasa ini banyak dijumpai perusahaan yang memproduksi barang dan jasa untuk memenuhi kebutuhan atau keinginan masyarakat. Untuk memproduksi barang dan
PEKERJAAN TAMBAH/KURANG DALAM KONTRAK PEKERJAAN KONSTRUKSI (Abu Sopian BDK Palembang)
") PEKERJAAN TAMBAH/KURANG DALAM KONTRAK PEKERJAAN KONSTRUKSI (Abu Sopian BDK Palembang) Pasal 51 Perpres nomor 54 tahun 2010 mengatur tentang ketentuan kontrak lump sum dengan ketentuan kontrak lump sum
PEKERJAAN TAMBAH/KURANG DALAM KONTRAK PEKERJAAN KONSTRUKSI (Abu Sopian BDK Palembang) Pasal 51 Perpres nomor 54 tahun 2010 mengatur tentang ketentuan kontrak lump sum dengan ketentuan kontrak lump sum
Panduan Penyusunan Tugas Akhir
 Panduan Penyusunan Tugas Akhir Fakultas Teknologi Komunikasi dan Informatika UNIVERSITAS NASIONAL PENGANTAR Tugas Akhir (TA) adalah karya ilmiah yang disusun menurut kaidah keilmuan dan ditulis berdasarkan
Panduan Penyusunan Tugas Akhir Fakultas Teknologi Komunikasi dan Informatika UNIVERSITAS NASIONAL PENGANTAR Tugas Akhir (TA) adalah karya ilmiah yang disusun menurut kaidah keilmuan dan ditulis berdasarkan
RANCANG BANGUN RESCUE ROBOT DENGAN KENDALI WIRELESS
 i TUGAS AKHIR RANCANG BANGUN RESCUE ROBOT DENGAN KENDALI WIRELESS OLEH : FAKHRUDDIN D 211 6 25 JURUSAN MESIN FAKULTAS TEKNIK UNIVERSITAS HASANUDDIN MAKASSAR 211 ii LEMBAR PENGESAHAN Judul Tugas Akhir:
i TUGAS AKHIR RANCANG BANGUN RESCUE ROBOT DENGAN KENDALI WIRELESS OLEH : FAKHRUDDIN D 211 6 25 JURUSAN MESIN FAKULTAS TEKNIK UNIVERSITAS HASANUDDIN MAKASSAR 211 ii LEMBAR PENGESAHAN Judul Tugas Akhir:
PEMBUATAN APLIKASI PEMROGRAMAN DAFTAR URUT KEPANGKATAN PEGAWAI NEGERI SIPIL SEKRETARIAT DAERAH KABUPATEN PURBALINGGA.
 PEMBUATAN APLIKASI PEMROGRAMAN DAFTAR URUT KEPANGKATAN PEGAWAI NEGERI SIPIL SEKRETARIAT DAERAH KABUPATEN PURBALINGGA Naskah Publikasi diajukan oleh : Ruliati Teja Ningrum 09.12.3814 Kepada SEKOLAH TINGGI
PEMBUATAN APLIKASI PEMROGRAMAN DAFTAR URUT KEPANGKATAN PEGAWAI NEGERI SIPIL SEKRETARIAT DAERAH KABUPATEN PURBALINGGA Naskah Publikasi diajukan oleh : Ruliati Teja Ningrum 09.12.3814 Kepada SEKOLAH TINGGI
DAFTAR ISI. ABSTRAK. i KATA PENGANTAR... ii DAFTAR ISI... iv DAFTAR TABEL... vii DAFTAR GAMBAR...ix DAFTAR LAMPIRAN... x
 DAFTAR ISI ABSTRAK. i KATA PENGANTAR... ii DAFTAR ISI... iv DAFTAR TABEL... vii DAFTAR GAMBAR...ix DAFTAR LAMPIRAN... x BAB I. PENDAHULUAN 1.1. Latar Belakang Penelitian...... 1 1.2. Identifikasi Masalah....
DAFTAR ISI ABSTRAK. i KATA PENGANTAR... ii DAFTAR ISI... iv DAFTAR TABEL... vii DAFTAR GAMBAR...ix DAFTAR LAMPIRAN... x BAB I. PENDAHULUAN 1.1. Latar Belakang Penelitian...... 1 1.2. Identifikasi Masalah....
PENERAPAN PROGRAM LINIER DALAM OPTIMASI BIAYA PAKAN IKAN DENGAN METODE SIMPLEKS (STUDI KASUS PT. INDOJAYA AGRINUSA MEDAN)
") PENERAPAN PROGRAM LINIER DALAM OPTIMASI BIAYA PAKAN IKAN DENGAN METODE SIMPLEKS (STUDI KASUS PT. INDOJAYA AGRINUSA MEDAN) Beby Sundary (1011297) Mahasiswa Program Studi Teknik Informatika STMIK Budi Darma
PENERAPAN PROGRAM LINIER DALAM OPTIMASI BIAYA PAKAN IKAN DENGAN METODE SIMPLEKS (STUDI KASUS PT. INDOJAYA AGRINUSA MEDAN) Beby Sundary (1011297) Mahasiswa Program Studi Teknik Informatika STMIK Budi Darma
BAB I PENDAHULUAN. 1.1 Latar Belakang Masalah. Keberhasilan pembelajaran dapat diukur dari keberhasilan siswa yang
 BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Keberhasilan pembelajaran dapat diukur dari keberhasilan siswa yang mengikuti kegiatan pembelajaran tersebut. Keberhasilan itu dapat dilihat dari tingkat pemahaman,
BAB I PENDAHULUAN 1.1 Latar Belakang Masalah Keberhasilan pembelajaran dapat diukur dari keberhasilan siswa yang mengikuti kegiatan pembelajaran tersebut. Keberhasilan itu dapat dilihat dari tingkat pemahaman,
Menentukan Peralatan Bantu Kerja Dengan Mesin Frais
 MATERI KULIAH PROSES PEMESINAN PROSES FRAIS Menentukan Peralatan Bantu Kerja Dengan Mesin Frais Kegiatan Belajar Oleh: Dwi Rahdiyanta Fakultas Teknik Universitas Negeri Yogyakarta Menentukan Peralatan
MATERI KULIAH PROSES PEMESINAN PROSES FRAIS Menentukan Peralatan Bantu Kerja Dengan Mesin Frais Kegiatan Belajar Oleh: Dwi Rahdiyanta Fakultas Teknik Universitas Negeri Yogyakarta Menentukan Peralatan
PERANCANGAN ALAT BANTU PENCEKAMAN PADA MESIN SERUT PLANNER JOINTER GEETECH
 PERANCANGAN ALAT BANTU PENCEKAMAN PADA MESIN SERUT PLANNER JOINTER GEETECH Diajukan Untuk Melengkapi Tugas-Tugas Dan Memenuhi Syarat Syarat Untuk Mencapai Gelar Sarjana Teknik Industri Universitas Muhammadiyah
PERANCANGAN ALAT BANTU PENCEKAMAN PADA MESIN SERUT PLANNER JOINTER GEETECH Diajukan Untuk Melengkapi Tugas-Tugas Dan Memenuhi Syarat Syarat Untuk Mencapai Gelar Sarjana Teknik Industri Universitas Muhammadiyah
BAB I PENDAHULUAN. I.I Latar belakang
 I.I Latar belakang BAB I PENDAHULUAN Pertumbuhan penduduk yang semakin pesat di wilayah perkotaan berdampak pada bertambahnya fungsi-fungsi yang harus diemban oleh kota tersebut. Hal ini terjadi seiring
I.I Latar belakang BAB I PENDAHULUAN Pertumbuhan penduduk yang semakin pesat di wilayah perkotaan berdampak pada bertambahnya fungsi-fungsi yang harus diemban oleh kota tersebut. Hal ini terjadi seiring
BAB I PENDAHULUAN. 1.1 Latar Belakang Penelitian
 BAB I PENDAHULUAN 1.1 Latar Belakang Penelitian Salah satu tolak ukur pembangunan nasional adalah pembangunan ekonomi dimana sektor ekonomi selalu menjadi fokus pemerintah dalam melaksanakan pembangunan
BAB I PENDAHULUAN 1.1 Latar Belakang Penelitian Salah satu tolak ukur pembangunan nasional adalah pembangunan ekonomi dimana sektor ekonomi selalu menjadi fokus pemerintah dalam melaksanakan pembangunan
LABORATORIUM BAHAN BANGUNAN KUAT LEKAT DAN PANJANG PENYALURAN BAJA POLOS PADA BETON RINGAN DENGAN BERBAGAI VARIASI KAIT SKRIPSI
 KUAT LEKAT DAN PANJANG PENYALURAN BAJA POLOS PADA BETON RINGAN DENGAN BERBAGAI VARIASI KAIT The Bond Strength and Development Length Observation of Bar Reinforcement of Lightweight Concrete with Various
KUAT LEKAT DAN PANJANG PENYALURAN BAJA POLOS PADA BETON RINGAN DENGAN BERBAGAI VARIASI KAIT The Bond Strength and Development Length Observation of Bar Reinforcement of Lightweight Concrete with Various
PERANCANGAN ALAT BANTU PEMBUATAN BENDA TIRUS PADA MESIN BUBUT DENGAN PENDEKATAN METODE DFMA UNTUK MENGOPTIMALKAN WAKTU PROSES.
 PERANCANGAN ALAT BANTU PEMBUATAN BENDA TIRUS PADA MESIN BUBUT DENGAN PENDEKATAN METODE DFMA UNTUK MENGOPTIMALKAN WAKTU PROSES Arlis Yuniarso Program Studi Teknik Industri Universitas Dian Nuswantoro Semarang,
PERANCANGAN ALAT BANTU PEMBUATAN BENDA TIRUS PADA MESIN BUBUT DENGAN PENDEKATAN METODE DFMA UNTUK MENGOPTIMALKAN WAKTU PROSES Arlis Yuniarso Program Studi Teknik Industri Universitas Dian Nuswantoro Semarang,
TEKNIS PELAKSANAAN JALAN BETON SEMEN. OLEH: Ir. NURCAHYO B. SANTOSO
 TEKNIS PELAKSANAAN JALAN BETON SEMEN OLEH: Ir. NURCAHYO B. SANTOSO 2 MOTO Menyimak, Mempelajari dan Mengevaluasi Kesalahan Kesalahan yang pernah terjadi disekitar Kita oleh Kita Maupun Orang Lain, Agar
TEKNIS PELAKSANAAN JALAN BETON SEMEN OLEH: Ir. NURCAHYO B. SANTOSO 2 MOTO Menyimak, Mempelajari dan Mengevaluasi Kesalahan Kesalahan yang pernah terjadi disekitar Kita oleh Kita Maupun Orang Lain, Agar